
内燃機関
【課題】ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することのできる内燃機関を提供する。
【解決手段】ビード12の曲率の小さい左右両端部分12a,12bに当接される部分のシリンダブロック頂面の直下に穴13を形成し、その部分の剛性を局所的に低下させる。これにより、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダブロック頂面がより弾性変形し易くなって、その弾性変形で面圧がより多く吸収されるようになるため、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【解決手段】ビード12の曲率の小さい左右両端部分12a,12bに当接される部分のシリンダブロック頂面の直下に穴13を形成し、その部分の剛性を局所的に低下させる。これにより、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダブロック頂面がより弾性変形し易くなって、その弾性変形で面圧がより多く吸収されるようになるため、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットが、シリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関に関する。
【背景技術】
【0002】
車載等の内燃機関では、そのシリンダブロックとシリンダヘッドとの間に、ヘッドガスケットを挟み込むことで、燃焼ガスや冷却水、潤滑油の漏洩を防止するようにしている。近年、多くの車載内燃機関では、そうしたヘッドガスケットとして、金属板にて形成されたメタルヘッドガスケットが採用されている。
【0003】
通常、こうしたヘッドガスケットには、シリンダブロック及びシリンダヘッドにそれぞれ形成された水路や油路を互いに連通させるための流体孔(水孔、油孔)が多数形成されている。そしてそうした流体孔の周囲にビードを立設することで、冷却水や潤滑油の漏洩を防止するようにしている。
【0004】
なお特許文献1〜3に見られるように、ヘッドガスケットには、非円形の、すなわち部位毎に曲率の異なる流体孔が設けられることがある。こうした非円形の流体孔の周囲には通常、部位毎に曲率の異なる、非円形のビードが形成されることになる。
【0005】
こうした非円形のビードでは、曲率の違いによってそのばね定数が部位毎に変化してしまうようになる。具体的には、ビードの曲率の小さい部位では、そのばね定数は大きくなり、ビードの曲率の大きい部位、例えば曲率が無限大となる直線部分などでは、そのばね定数が小さくなる。そしてそうした部位毎のばね定数の違いによって、ビード各部の面圧が不均等となってしまい、シール性の低下などの不具合を招くことがある。
【0006】
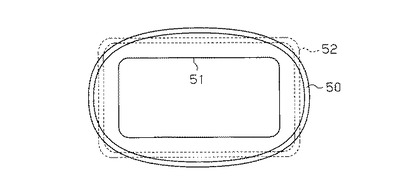
そのため、部位毎に曲率の異なる流体孔の周囲に設けられるビードでは、上記のような面圧不均等を緩和するため、ビード各部の剛性調整が必要となる。例えば、特許文献3に記載のガスケットでは、図6に示すように、そのビード50の形状を、流体孔51の外縁形状と相似とはせずに、全体の曲率が緩やかに変化するように形成することで、その各部のばね定数の差異を縮小するようにしている。なお、同図には、流体孔51の外縁形状と相似となるように形成された一般的なビード52の形状を破線にて併せ示されている。
【特許文献1】特開2005−264941号公報
【特許文献2】特開平11−344117号公報
【特許文献3】特開2004−92475号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このようにビード全体の曲率が緩やかに変化するようにすれば、ビード各部の面圧の不均等は、確かに緩和されるようになる。しかしながら、こうした場合には、同図に示すように、ビード50の外形が全体的に大きくなってしまうようになり、近傍に他の流体孔やボア穴などが設けられてビード50の設置スペースが制限される場合には、その採用が困難となることがある。
【0008】
本発明は、こうした実状に鑑みてなされたものであって、その解決しようとする課題は、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することのできる内燃機関を提供することにある。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するための手段、及びその作用効果を記載する。
上記課題を解決するため、請求項1に記載の発明では、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、前記シリンダブロックの頂面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直下の剛性が局所的に低下されてなることをその要旨としている。
【0010】
上記構成では、ビードの曲率が小さくそのばね定数が大きくなる部位では、これに当接されるシリンダブロック頂面の直下の部分の剛性が局所的に低下されている。そのため、ビードのばね定数の大きい部位では、シリンダブロック頂面がより弾性変形し易くなり、シリンダブロック頂面との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって上記構成によれば、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することができるようになる。
【0011】
請求項2に記載の発明は、請求項1に記載の内燃機関において、前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダブロックの頂面の直下に穴を形成することで図られてなることをその要旨としている。
【0012】
上記のようなシリンダブロック頂面の直下部分の局所的な剛性の低下は、上記構成のように、該当部分におけるシリンダブロック頂面の直下に穴を形成することで、容易にその実現が可能となる。
【0013】
上記課題を解決するため、請求項3に記載の発明は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、前記シリンダヘッドの底面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直上の部分の剛性が局所的に低下されてなることをその要旨としている。
【0014】
上記構成では、ビードの曲率が小さくそのばね定数が大きくなる部位では、これに当接されるシリンダヘッド底面の直上の部分の剛性が局所的に低下されている。そのため、ビードのばね定数の大きい部位では、シリンダヘッド底面がより弾性変形し易くなり、シリンダヘッド底面との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって上記構成によれば、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することができるようになる。
【0015】
請求項4に記載の発明は、請求項3に記載の内燃機関において、前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダヘッドの底面の直上に穴を形成することで図られてなることをその要旨としている。
【0016】
上記のようにシリンダヘッド底面の直上部分の局所的な剛性の低下は、上記構成のように、該当部分におけるシリンダヘッド底面の直上に穴を形成することで、容易にその実現が可能となる。
【0017】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載の内燃機関において、前記ヘッドガスケットは、金属板より形成されたメタルヘッドガスケットであることをその要旨としている。このように請求項1〜4に記載の内燃機関は、メタルヘッドガスケットを採用するものとして実施することができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の内燃機関を具体化した一実施形態を、図1及び図2を参照して詳細に説明する。本実施の形態の内燃機関は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットが、シリンダヘッドとシリンダブロックとの間に挟み込まれたものとなっている。こうした内燃機関のヘッドガスケットのビードでは、曲率の違いによってそのばね定数が部位毎に異なってしまい、ビード各部の面圧が不均等となってしまうため、シール性の低下などの不具合を招くことがある。本実施の形態の内燃機関では、シリンダブロックの頂面にあってビードの曲率の小さい部分に当接される部分に、その直下の部分の剛性を局所的に低下させることで、上記のような面圧の不均等を緩和するようにしている。
【0019】
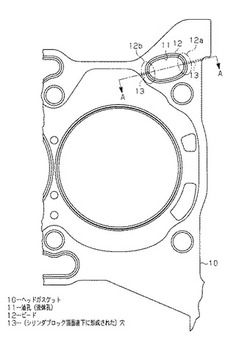
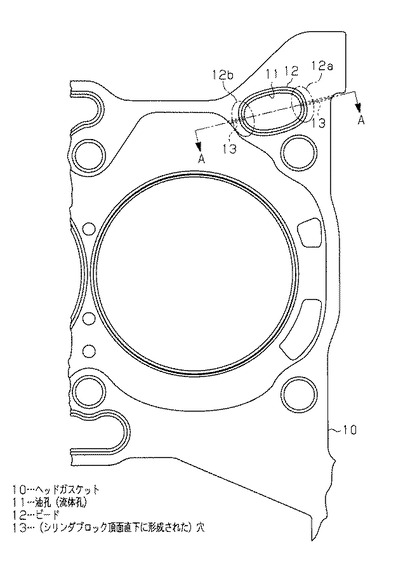
図1は、こうした本実施の形態に採用されるヘッドガスケット10の平面構造を示している。このヘッドガスケット10は、金属板より形成されたメタルガスケットとなっており、内燃機関のシリンダヘッドとシリンダブロックとの間に挟み込まれて、それらの界面からの燃焼ガスやや冷却水、潤滑油の漏洩を防止する機能を担っている。
【0020】
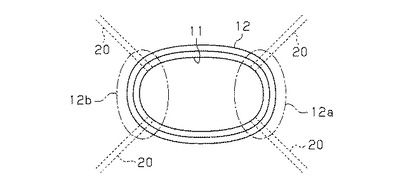
こうしたヘッドガスケット10には、シリンダボアの側壁の一部を形成するボア孔、冷却水を通す水孔、潤滑油を通す油孔、シリンダヘッドとシリンダブロックとを締結するためのボルトの通されるボルト孔などの多数の孔が形成されている。そしてヘッドガスケット10の同図右上には、そうした孔の一つとして略長円形状の油孔11が形成されている。この油孔11は、シリンダヘッド及びシリンダブロックにそれぞれ形成された高圧油路16,17(図2参照)を互いに連通させるものとなっている。
【0021】
こうした油孔11の周囲には、その外縁形状と相似の、略長円形状のビード12が立設されている。このビード12は非円形であるため、部位毎に曲率が異なったものとなっている。具体的にはその図中における左右両端部分12a,12bの曲率が局所的に小さくなっている。一方、このビード12はその全周において一定の高さ、幅に形成されている。そのため、このビード12では、曲率の違いにより、その図中左右両端部分12a,12bのばね定数が、他の部分に比して大きくなっている。
【0022】
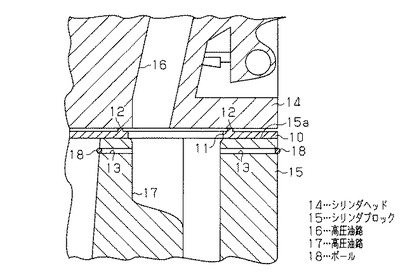
図2は、図1のA−A線に沿ったシリンダヘッド14、シリンダブロック15及びヘッドガスケット10の断面構造を示している。この断面は、上記のようなビード12にあって、曲率の小さいその左右両端部分12a,12bを通るものとなっている。同図に示すように、こうした左右両端部分12a,12bにおけるシリンダブロック15の頂面15aの直下には、その頂面15aと平行に延伸された小径の穴13がそれぞれ形成されている。これら穴13の一端は、シリンダブロック15の高圧油路17に開口され、他端は、ボール18の圧入により塞がれるようになっている。
【0023】
こうした穴13を形成したことで、その部分のシリンダブロック15の頂面15aの剛性は局所的に低下されるようになる。そのため、その部分では、シリンダブロック15の頂面15aがより弾性変形し易くなり、ヘッドガスケット10とシリンダブロック15の頂面15aとの間の面圧がその弾性変形によってより多く吸収されるようになる。これにより、ビード12にあって、曲率が小さく、ばね定数の大きいその左右両端部分12a,12bの面圧が低下されることとなり、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【0024】
以上説明した本実施の形態の内燃機関によれば、次の効果を奏することができる。
(1)本実施の形態の内燃機関では、シリンダブロック15の頂面15aにあって、ビード12の曲率の小さい左右両端部分12a,12bに当接される部分では、同ビード12の曲率の大きい部分に当接される部分に比して、その直下の剛性を局所的に低下させるようにしている。そのため、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダブロック15の頂面15aがより弾性変形し易くなり、その頂面15aとヘッドガスケット10との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって本実施の形態の内燃機関によれば、ヘッドガスケット10の油孔11の周囲に形成されたビード12の部位毎の曲率の違いによる面圧の不均等を、ビード12の外形を大きくすることなく、好適に緩和することができるようになる。
【0025】
(2)本実施の形態の内燃機関では、上記のようなビード12の曲率の小さい部分に当接される部分での局所的な剛性の低下を、該当部分におけるシリンダブロック15の頂面15aの直下に穴13を形成することで図るようにしている。そのため、簡易な加工のみで容易に、シリンダブロック15の頂面15aの剛性を局所的に低下させることが可能となる。
【0026】
(第2の実施の形態)
続いて、本発明の内燃機関を具体化した第2の実施形の態を、図3を併せ参照して、上記実施形態と異なる点を中心に説明する。なお本実施の形態において、上記実施の形態と同等、或いはそれに準じた構成については、同一の符号を付してその詳細な説明は省略する。
【0027】
第1の実施の形態では、ビード12の曲率の小さい部分におけるシリンダブロック15の頂面15aの剛性を局所的に低下させることで、ビード12の部位毎の曲率の違いによる面圧の不均等を緩和するようにしていた。こうした面圧不均等の緩和は、局所的な剛性の低下をシリンダヘッド14側に施しても同様に行うことができる。
【0028】
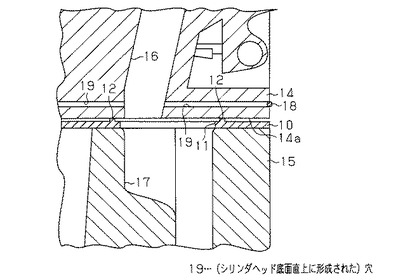
図3は、本実施の形態に係る内燃機関における、図1のA−A線に沿ったシリンダヘッド14、シリンダブロック15及びヘッドガスケット10の断面構造を示している。上述したようにこの断面は、上記のようなビード12にあって、曲率の小さいその左右両端部分12a,12bを通るものとなっている。同図に示すように、こうした左右両端部分12a,12bにおけるシリンダヘッド14の底面14aの直上には、その底面14aと平行に延伸された小径の穴19がそれぞれ形成されている。これら穴19の一端は、シリンダヘッド14の高圧油路16に開口され、他端は、ボール18の圧入により塞がれるようになっている。
【0029】
こうした穴19を形成したことで、その部分のシリンダヘッド14の底面14aの剛性は局所的に低下されるようになる。そのため、その部分では、シリンダヘッド14の底面14aがより弾性変形し易くなり、ヘッドガスケット10とシリンダヘッド14の底面14aとの間の面圧がその弾性変形によってより多く吸収されるようになる。これにより、ビード12にあって、曲率が小さく、ばね定数の大きいその左右両端部分12a,12bの面圧が低下されることとなり、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【0030】
以上説明した本実施の形態の内燃機関によれば、次の効果を奏することができる。
(3)本実施の形態の内燃機関では、シリンダヘッド14の底面14aにあって、ビード12の曲率の小さい左右両端部分12a,12b(図1参照)に当接される部分では、ビード12の曲率の大きい部分に当接される部分に比して、その直上の部分の剛性を局所的に低下させるようにしている。そのため、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダヘッド14の底面14aがより弾性変形し易くなり、その底面14aとヘッドガスケット10との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって本実施の形態の内燃機関によれば、ヘッドガスケット10の油孔11の周囲に形成されたビード12の部位毎の曲率の違いによる面圧の不均等を、ビード12の外形を大きくすることなく、好適に緩和することができるようになる。
【0031】
(4)本実施の形態の内燃機関では、上記のようなビード12の曲率の小さい部分に当接される部分での局所的な剛性の低下を、該当部分におけるシリンダヘッド14の底面14aの直上に穴19を形成することで図るようにしている。そのため、簡易な加工のみで容易に、シリンダヘッド14の底面14aの剛性を局所的に低下させることが可能となる。
【0032】
なお以上の各実施の形態は、以下のように変更して実施することもできる。
・上記実施の形態では、油孔11の周囲に形成されるビード12についてその部位毎の曲率の違いによる面圧の不均等を緩和するための構造について説明した。もっとも本発明は、冷却水を通す水孔等の油孔以外の流体孔の周囲に形成される非円形のビードについてもその適用が可能であり、その適用により、そうしたビードの部位毎の曲率の違いによる面圧の不均等を緩和させることができるようになる。
【0033】
・上記実施の形態では、ビード12にあって曲率の小さいその左右両端部分12a,12bにそれぞれ1つずつ、穴13,19を形成するようにしていた。もっとも、面圧の不均等の緩和のために必要であれば、各部分に2つ以上の穴を形成するようにしても良い。例えば図4に示される構成例では、ビード12の左右両端部分12a,12bにおける、シリンダブロックの頂面直下、又はシリンダヘッドの底面直上に、それぞれ2つずつ穴20を形成するようにしている。
【0034】
・上記実施の形態では、剛性を局所的に低下させるための穴13,19を、シリンダヘッド底面の直上、又はシリンダブロック頂面の直下のいずれかに形成していたが、それらの双方に穴をそれぞれ形成するようにしても良い。
【0035】
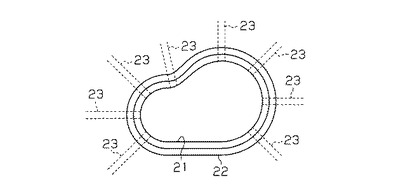
・上記実施の形態では、略長円形状に形成されたビード12の場合を例に、その面圧不均等の緩和に係る構成を説明したが、これ以外の非円形状のビードについても本発明を適用してその面圧の不均等を緩和することができる。すなわち、そうしたビードの曲率の小さい部分に当接されるシリンダヘッド底面の直上、又はシリンダブロック頂面の直下に穴を形成し、その部分の剛性を局所的に低下させれば、ビードの部位毎の曲率の違いによる面圧の不均等を緩和することができる。例えば図5に示されるような形状の流体孔21の周囲に形成されるビード22では、その曲率が局所的に小さい部分のそれぞれについて、シリンダヘッド底面の直上、又はシリンダブロック頂面の直下に穴23を形成することで、面圧の不均等を緩和することができる。
【0036】
・上記実施の形態では、シリンダヘッド底面の直上又はシリンダブロック頂面の直下に穴を形成することで、その部分の剛性を局所的に低下させていた。もっとも、材質を変えることや、肉厚を変えることで、ビードの曲率の小さい部分に当接される部分のシリンダヘッド底面やシリンダブロック頂面の局所的な剛性の低下を図るようにしても、同様に面圧の不均等を緩和することが可能となる。
【0037】
・上記実施の形態では、ヘッドガスケット10として、金属板より形成されたメタルガスケットを採用する内燃機関について説明したが、メタルガスケット以外のヘッドガスケットを採用する内燃機関にも本発明は同様に適用することができる。
【図面の簡単な説明】
【0038】
【図1】本発明に係る内燃機関の第1実施形態についてそのヘッドガスケットの平面構造を部分的に示す平面図。
【図2】同実施形態の内燃機関についてそのシリンダブロック、シリンダヘッド及びヘッドガスケットの図1のA−A線に沿った断面構造を示す断面図。
【図3】本発明に係る内燃機関の第2実施形態についてそのシリンダブロック、シリンダヘッド及びヘッドガスケットの図1のA−A線に沿った断面構造を示す断面図。
【図4】本発明の他の実施形態についてビード曲率小部分の穴の形成態様の他の例を示す平面図。
【図5】形状の異なるビードの設けられた本発明の更に別の実施形態についてその穴の形成態様の一例を示す平面図。
【図6】従来の内燃機関に採用されるガスケットについてその流体孔近傍の平面構造を示す平面図。
【符号の説明】
【0039】
10…ヘッドガスケット、11…油孔(流体孔)、12…ビード(12a,12b…左右両端部分)、13…(シリンダブロックの頂面直下に形成された)穴、14…シリンダヘッド(14a…底面)、15…シリンダブロック(15a…頂面)、16…高圧油路(シリンダヘッド側)、17…高圧油路(シリンダブロック側)、18…ボール、19…(シリンダヘッドの底面直上に形成された)穴、20…穴、21…流体孔、22…ビード、23…穴、50…(曲率変化が小さくなるように形成された)ビード、51…流体孔、52…(一般的な)ビード。
【技術分野】
【0001】
本発明は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットが、シリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関に関する。
【背景技術】
【0002】
車載等の内燃機関では、そのシリンダブロックとシリンダヘッドとの間に、ヘッドガスケットを挟み込むことで、燃焼ガスや冷却水、潤滑油の漏洩を防止するようにしている。近年、多くの車載内燃機関では、そうしたヘッドガスケットとして、金属板にて形成されたメタルヘッドガスケットが採用されている。
【0003】
通常、こうしたヘッドガスケットには、シリンダブロック及びシリンダヘッドにそれぞれ形成された水路や油路を互いに連通させるための流体孔(水孔、油孔)が多数形成されている。そしてそうした流体孔の周囲にビードを立設することで、冷却水や潤滑油の漏洩を防止するようにしている。
【0004】
なお特許文献1〜3に見られるように、ヘッドガスケットには、非円形の、すなわち部位毎に曲率の異なる流体孔が設けられることがある。こうした非円形の流体孔の周囲には通常、部位毎に曲率の異なる、非円形のビードが形成されることになる。
【0005】
こうした非円形のビードでは、曲率の違いによってそのばね定数が部位毎に変化してしまうようになる。具体的には、ビードの曲率の小さい部位では、そのばね定数は大きくなり、ビードの曲率の大きい部位、例えば曲率が無限大となる直線部分などでは、そのばね定数が小さくなる。そしてそうした部位毎のばね定数の違いによって、ビード各部の面圧が不均等となってしまい、シール性の低下などの不具合を招くことがある。
【0006】
そのため、部位毎に曲率の異なる流体孔の周囲に設けられるビードでは、上記のような面圧不均等を緩和するため、ビード各部の剛性調整が必要となる。例えば、特許文献3に記載のガスケットでは、図6に示すように、そのビード50の形状を、流体孔51の外縁形状と相似とはせずに、全体の曲率が緩やかに変化するように形成することで、その各部のばね定数の差異を縮小するようにしている。なお、同図には、流体孔51の外縁形状と相似となるように形成された一般的なビード52の形状を破線にて併せ示されている。
【特許文献1】特開2005−264941号公報
【特許文献2】特開平11−344117号公報
【特許文献3】特開2004−92475号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
このようにビード全体の曲率が緩やかに変化するようにすれば、ビード各部の面圧の不均等は、確かに緩和されるようになる。しかしながら、こうした場合には、同図に示すように、ビード50の外形が全体的に大きくなってしまうようになり、近傍に他の流体孔やボア穴などが設けられてビード50の設置スペースが制限される場合には、その採用が困難となることがある。
【0008】
本発明は、こうした実状に鑑みてなされたものであって、その解決しようとする課題は、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することのできる内燃機関を提供することにある。
【課題を解決するための手段】
【0009】
以下、上記課題を解決するための手段、及びその作用効果を記載する。
上記課題を解決するため、請求項1に記載の発明では、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、前記シリンダブロックの頂面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直下の剛性が局所的に低下されてなることをその要旨としている。
【0010】
上記構成では、ビードの曲率が小さくそのばね定数が大きくなる部位では、これに当接されるシリンダブロック頂面の直下の部分の剛性が局所的に低下されている。そのため、ビードのばね定数の大きい部位では、シリンダブロック頂面がより弾性変形し易くなり、シリンダブロック頂面との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって上記構成によれば、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することができるようになる。
【0011】
請求項2に記載の発明は、請求項1に記載の内燃機関において、前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダブロックの頂面の直下に穴を形成することで図られてなることをその要旨としている。
【0012】
上記のようなシリンダブロック頂面の直下部分の局所的な剛性の低下は、上記構成のように、該当部分におけるシリンダブロック頂面の直下に穴を形成することで、容易にその実現が可能となる。
【0013】
上記課題を解決するため、請求項3に記載の発明は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、前記シリンダヘッドの底面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直上の部分の剛性が局所的に低下されてなることをその要旨としている。
【0014】
上記構成では、ビードの曲率が小さくそのばね定数が大きくなる部位では、これに当接されるシリンダヘッド底面の直上の部分の剛性が局所的に低下されている。そのため、ビードのばね定数の大きい部位では、シリンダヘッド底面がより弾性変形し易くなり、シリンダヘッド底面との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって上記構成によれば、ヘッドガスケットの流体孔の周囲に形成されたビードの部位毎の曲率の違いによる面圧の不均等を、ビードの外形を大きくすることなく、好適に緩和することができるようになる。
【0015】
請求項4に記載の発明は、請求項3に記載の内燃機関において、前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダヘッドの底面の直上に穴を形成することで図られてなることをその要旨としている。
【0016】
上記のようにシリンダヘッド底面の直上部分の局所的な剛性の低下は、上記構成のように、該当部分におけるシリンダヘッド底面の直上に穴を形成することで、容易にその実現が可能となる。
【0017】
請求項5に記載の発明は、請求項1〜4のいずれか1項に記載の内燃機関において、前記ヘッドガスケットは、金属板より形成されたメタルヘッドガスケットであることをその要旨としている。このように請求項1〜4に記載の内燃機関は、メタルヘッドガスケットを採用するものとして実施することができる。
【発明を実施するための最良の形態】
【0018】
以下、本発明の内燃機関を具体化した一実施形態を、図1及び図2を参照して詳細に説明する。本実施の形態の内燃機関は、部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットが、シリンダヘッドとシリンダブロックとの間に挟み込まれたものとなっている。こうした内燃機関のヘッドガスケットのビードでは、曲率の違いによってそのばね定数が部位毎に異なってしまい、ビード各部の面圧が不均等となってしまうため、シール性の低下などの不具合を招くことがある。本実施の形態の内燃機関では、シリンダブロックの頂面にあってビードの曲率の小さい部分に当接される部分に、その直下の部分の剛性を局所的に低下させることで、上記のような面圧の不均等を緩和するようにしている。
【0019】
図1は、こうした本実施の形態に採用されるヘッドガスケット10の平面構造を示している。このヘッドガスケット10は、金属板より形成されたメタルガスケットとなっており、内燃機関のシリンダヘッドとシリンダブロックとの間に挟み込まれて、それらの界面からの燃焼ガスやや冷却水、潤滑油の漏洩を防止する機能を担っている。
【0020】
こうしたヘッドガスケット10には、シリンダボアの側壁の一部を形成するボア孔、冷却水を通す水孔、潤滑油を通す油孔、シリンダヘッドとシリンダブロックとを締結するためのボルトの通されるボルト孔などの多数の孔が形成されている。そしてヘッドガスケット10の同図右上には、そうした孔の一つとして略長円形状の油孔11が形成されている。この油孔11は、シリンダヘッド及びシリンダブロックにそれぞれ形成された高圧油路16,17(図2参照)を互いに連通させるものとなっている。
【0021】
こうした油孔11の周囲には、その外縁形状と相似の、略長円形状のビード12が立設されている。このビード12は非円形であるため、部位毎に曲率が異なったものとなっている。具体的にはその図中における左右両端部分12a,12bの曲率が局所的に小さくなっている。一方、このビード12はその全周において一定の高さ、幅に形成されている。そのため、このビード12では、曲率の違いにより、その図中左右両端部分12a,12bのばね定数が、他の部分に比して大きくなっている。
【0022】
図2は、図1のA−A線に沿ったシリンダヘッド14、シリンダブロック15及びヘッドガスケット10の断面構造を示している。この断面は、上記のようなビード12にあって、曲率の小さいその左右両端部分12a,12bを通るものとなっている。同図に示すように、こうした左右両端部分12a,12bにおけるシリンダブロック15の頂面15aの直下には、その頂面15aと平行に延伸された小径の穴13がそれぞれ形成されている。これら穴13の一端は、シリンダブロック15の高圧油路17に開口され、他端は、ボール18の圧入により塞がれるようになっている。
【0023】
こうした穴13を形成したことで、その部分のシリンダブロック15の頂面15aの剛性は局所的に低下されるようになる。そのため、その部分では、シリンダブロック15の頂面15aがより弾性変形し易くなり、ヘッドガスケット10とシリンダブロック15の頂面15aとの間の面圧がその弾性変形によってより多く吸収されるようになる。これにより、ビード12にあって、曲率が小さく、ばね定数の大きいその左右両端部分12a,12bの面圧が低下されることとなり、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【0024】
以上説明した本実施の形態の内燃機関によれば、次の効果を奏することができる。
(1)本実施の形態の内燃機関では、シリンダブロック15の頂面15aにあって、ビード12の曲率の小さい左右両端部分12a,12bに当接される部分では、同ビード12の曲率の大きい部分に当接される部分に比して、その直下の剛性を局所的に低下させるようにしている。そのため、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダブロック15の頂面15aがより弾性変形し易くなり、その頂面15aとヘッドガスケット10との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって本実施の形態の内燃機関によれば、ヘッドガスケット10の油孔11の周囲に形成されたビード12の部位毎の曲率の違いによる面圧の不均等を、ビード12の外形を大きくすることなく、好適に緩和することができるようになる。
【0025】
(2)本実施の形態の内燃機関では、上記のようなビード12の曲率の小さい部分に当接される部分での局所的な剛性の低下を、該当部分におけるシリンダブロック15の頂面15aの直下に穴13を形成することで図るようにしている。そのため、簡易な加工のみで容易に、シリンダブロック15の頂面15aの剛性を局所的に低下させることが可能となる。
【0026】
(第2の実施の形態)
続いて、本発明の内燃機関を具体化した第2の実施形の態を、図3を併せ参照して、上記実施形態と異なる点を中心に説明する。なお本実施の形態において、上記実施の形態と同等、或いはそれに準じた構成については、同一の符号を付してその詳細な説明は省略する。
【0027】
第1の実施の形態では、ビード12の曲率の小さい部分におけるシリンダブロック15の頂面15aの剛性を局所的に低下させることで、ビード12の部位毎の曲率の違いによる面圧の不均等を緩和するようにしていた。こうした面圧不均等の緩和は、局所的な剛性の低下をシリンダヘッド14側に施しても同様に行うことができる。
【0028】
図3は、本実施の形態に係る内燃機関における、図1のA−A線に沿ったシリンダヘッド14、シリンダブロック15及びヘッドガスケット10の断面構造を示している。上述したようにこの断面は、上記のようなビード12にあって、曲率の小さいその左右両端部分12a,12bを通るものとなっている。同図に示すように、こうした左右両端部分12a,12bにおけるシリンダヘッド14の底面14aの直上には、その底面14aと平行に延伸された小径の穴19がそれぞれ形成されている。これら穴19の一端は、シリンダヘッド14の高圧油路16に開口され、他端は、ボール18の圧入により塞がれるようになっている。
【0029】
こうした穴19を形成したことで、その部分のシリンダヘッド14の底面14aの剛性は局所的に低下されるようになる。そのため、その部分では、シリンダヘッド14の底面14aがより弾性変形し易くなり、ヘッドガスケット10とシリンダヘッド14の底面14aとの間の面圧がその弾性変形によってより多く吸収されるようになる。これにより、ビード12にあって、曲率が小さく、ばね定数の大きいその左右両端部分12a,12bの面圧が低下されることとなり、ビード12の部位毎の曲率の違いによる面圧の不均等が緩和されるようになる。
【0030】
以上説明した本実施の形態の内燃機関によれば、次の効果を奏することができる。
(3)本実施の形態の内燃機関では、シリンダヘッド14の底面14aにあって、ビード12の曲率の小さい左右両端部分12a,12b(図1参照)に当接される部分では、ビード12の曲率の大きい部分に当接される部分に比して、その直上の部分の剛性を局所的に低下させるようにしている。そのため、ビード12の曲率が小さく、故にばね定数の大きい部位では、シリンダヘッド14の底面14aがより弾性変形し易くなり、その底面14aとヘッドガスケット10との間の面圧がその弾性変形によってより多く吸収されるようになる。したがって本実施の形態の内燃機関によれば、ヘッドガスケット10の油孔11の周囲に形成されたビード12の部位毎の曲率の違いによる面圧の不均等を、ビード12の外形を大きくすることなく、好適に緩和することができるようになる。
【0031】
(4)本実施の形態の内燃機関では、上記のようなビード12の曲率の小さい部分に当接される部分での局所的な剛性の低下を、該当部分におけるシリンダヘッド14の底面14aの直上に穴19を形成することで図るようにしている。そのため、簡易な加工のみで容易に、シリンダヘッド14の底面14aの剛性を局所的に低下させることが可能となる。
【0032】
なお以上の各実施の形態は、以下のように変更して実施することもできる。
・上記実施の形態では、油孔11の周囲に形成されるビード12についてその部位毎の曲率の違いによる面圧の不均等を緩和するための構造について説明した。もっとも本発明は、冷却水を通す水孔等の油孔以外の流体孔の周囲に形成される非円形のビードについてもその適用が可能であり、その適用により、そうしたビードの部位毎の曲率の違いによる面圧の不均等を緩和させることができるようになる。
【0033】
・上記実施の形態では、ビード12にあって曲率の小さいその左右両端部分12a,12bにそれぞれ1つずつ、穴13,19を形成するようにしていた。もっとも、面圧の不均等の緩和のために必要であれば、各部分に2つ以上の穴を形成するようにしても良い。例えば図4に示される構成例では、ビード12の左右両端部分12a,12bにおける、シリンダブロックの頂面直下、又はシリンダヘッドの底面直上に、それぞれ2つずつ穴20を形成するようにしている。
【0034】
・上記実施の形態では、剛性を局所的に低下させるための穴13,19を、シリンダヘッド底面の直上、又はシリンダブロック頂面の直下のいずれかに形成していたが、それらの双方に穴をそれぞれ形成するようにしても良い。
【0035】
・上記実施の形態では、略長円形状に形成されたビード12の場合を例に、その面圧不均等の緩和に係る構成を説明したが、これ以外の非円形状のビードについても本発明を適用してその面圧の不均等を緩和することができる。すなわち、そうしたビードの曲率の小さい部分に当接されるシリンダヘッド底面の直上、又はシリンダブロック頂面の直下に穴を形成し、その部分の剛性を局所的に低下させれば、ビードの部位毎の曲率の違いによる面圧の不均等を緩和することができる。例えば図5に示されるような形状の流体孔21の周囲に形成されるビード22では、その曲率が局所的に小さい部分のそれぞれについて、シリンダヘッド底面の直上、又はシリンダブロック頂面の直下に穴23を形成することで、面圧の不均等を緩和することができる。
【0036】
・上記実施の形態では、シリンダヘッド底面の直上又はシリンダブロック頂面の直下に穴を形成することで、その部分の剛性を局所的に低下させていた。もっとも、材質を変えることや、肉厚を変えることで、ビードの曲率の小さい部分に当接される部分のシリンダヘッド底面やシリンダブロック頂面の局所的な剛性の低下を図るようにしても、同様に面圧の不均等を緩和することが可能となる。
【0037】
・上記実施の形態では、ヘッドガスケット10として、金属板より形成されたメタルガスケットを採用する内燃機関について説明したが、メタルガスケット以外のヘッドガスケットを採用する内燃機関にも本発明は同様に適用することができる。
【図面の簡単な説明】
【0038】
【図1】本発明に係る内燃機関の第1実施形態についてそのヘッドガスケットの平面構造を部分的に示す平面図。
【図2】同実施形態の内燃機関についてそのシリンダブロック、シリンダヘッド及びヘッドガスケットの図1のA−A線に沿った断面構造を示す断面図。
【図3】本発明に係る内燃機関の第2実施形態についてそのシリンダブロック、シリンダヘッド及びヘッドガスケットの図1のA−A線に沿った断面構造を示す断面図。
【図4】本発明の他の実施形態についてビード曲率小部分の穴の形成態様の他の例を示す平面図。
【図5】形状の異なるビードの設けられた本発明の更に別の実施形態についてその穴の形成態様の一例を示す平面図。
【図6】従来の内燃機関に採用されるガスケットについてその流体孔近傍の平面構造を示す平面図。
【符号の説明】
【0039】
10…ヘッドガスケット、11…油孔(流体孔)、12…ビード(12a,12b…左右両端部分)、13…(シリンダブロックの頂面直下に形成された)穴、14…シリンダヘッド(14a…底面)、15…シリンダブロック(15a…頂面)、16…高圧油路(シリンダヘッド側)、17…高圧油路(シリンダブロック側)、18…ボール、19…(シリンダヘッドの底面直上に形成された)穴、20…穴、21…流体孔、22…ビード、23…穴、50…(曲率変化が小さくなるように形成された)ビード、51…流体孔、52…(一般的な)ビード。
【特許請求の範囲】
【請求項1】
部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、
前記シリンダブロックの頂面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直下の部分の剛性が局所的に低下されてなる
ことを特徴とする内燃機関。
【請求項2】
前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダブロックの頂面の直下に穴を形成することで図られてなる
ことを特徴とする請求項1に記載の内燃機関。
【請求項3】
部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、
前記シリンダヘッドの底面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直上の部分の剛性が局所的に低下されてなる
ことを特徴とする内燃機関。
【請求項4】
前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダヘッドの底面の直上に穴を形成することで図られてなる
ことを特徴とする請求項3に記載の内燃機関。
【請求項5】
前記ヘッドガスケットは、金属板より形成されたメタルヘッドガスケットである
請求項1〜4のいずれか1項に記載の内燃機関。
【請求項1】
部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、
前記シリンダブロックの頂面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直下の部分の剛性が局所的に低下されてなる
ことを特徴とする内燃機関。
【請求項2】
前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダブロックの頂面の直下に穴を形成することで図られてなる
ことを特徴とする請求項1に記載の内燃機関。
【請求項3】
部位毎に曲率の異なるビードがその周囲に設けられた流体孔を備えるヘッドガスケットがシリンダヘッドとシリンダブロックとの間に挟み込まれた内燃機関において、
前記シリンダヘッドの底面にあって、前記ビードの曲率の小さい部分に当接される部分では、同ビードの曲率の大きい部分に当接される部分に比して、その直上の部分の剛性が局所的に低下されてなる
ことを特徴とする内燃機関。
【請求項4】
前記ビードの曲率の小さい部分に当接される部分での局所的な剛性の低下は、該当部分における前記シリンダヘッドの底面の直上に穴を形成することで図られてなる
ことを特徴とする請求項3に記載の内燃機関。
【請求項5】
前記ヘッドガスケットは、金属板より形成されたメタルヘッドガスケットである
請求項1〜4のいずれか1項に記載の内燃機関。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−150352(P2009−150352A)
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願番号】特願2007−330569(P2007−330569)
【出願日】平成19年12月21日(2007.12.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年7月9日(2009.7.9)
【国際特許分類】
【出願日】平成19年12月21日(2007.12.21)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]