
内視鏡スコープおよび内視鏡スコープの製造方法
【課題】撮像素子等の構成部品の位置ずれ防止可能な内視鏡スコープ、およびその簡易な製造方法を提供する。
【解決手段】撮像素子ユニット20は、フィラー50を有する接着剤により保持部材32に固定される。硬化した接着剤による接着剤層42に含まれるフィラー50の粒径は、撮像素子ユニット20と保持部材32との隙間Sの幅以下であり、少なくとも一部のフィラー50は、図中に例示されるように、粒径が隙間Sの幅と等しい。このように、粒径が隙間Sの幅と等しく、接着剤層42中で、撮像素子ユニット側面20Sと、保持部材挿入孔の表面32Sとのいずれにも接触するフィラー50により、所定の位置に取り付けられた撮像素子ユニット20の位置ずれが確実に防止される。
【解決手段】撮像素子ユニット20は、フィラー50を有する接着剤により保持部材32に固定される。硬化した接着剤による接着剤層42に含まれるフィラー50の粒径は、撮像素子ユニット20と保持部材32との隙間Sの幅以下であり、少なくとも一部のフィラー50は、図中に例示されるように、粒径が隙間Sの幅と等しい。このように、粒径が隙間Sの幅と等しく、接着剤層42中で、撮像素子ユニット側面20Sと、保持部材挿入孔の表面32Sとのいずれにも接触するフィラー50により、所定の位置に取り付けられた撮像素子ユニット20の位置ずれが確実に防止される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内視鏡スコープおよびその製造方法に関する。
【背景技術】
【0002】
電子内視鏡装置においては、通常、撮像素子を内蔵した撮像素子ユニットがスコープの先端等に設けられている。そして、スコープの製造時には、一般に、撮像素子、対物レンズ等を含む部品が、接着剤により所定の位置に取り付けられる(例えば特許文献1および2)。
【0003】
接着剤を用いて撮像素子等の部品を周辺の部材に嵌め込んで固定する場合、例えば、予め固定する部品をバイス等の固定部材で仮固定し、この状態で接着剤を部品間の隙間に流し込む方法が用いられる。
【特許文献1】特開2005−234239号公報
【特許文献2】特開2002−159435号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に使用されている熱硬化性接着剤等を用いて部品を固定する場合、その後の加熱工程のための加熱炉への部品の移動、もしくは仮固定のための固定部材も加熱されてしまう等により、部品の位置ずれが生じるおそれがある。また、部品間の隙間に接着剤を流し込む場合においては、部品同士を仮固定する工程が必須となるため、部品の取り付け作業が煩雑になる。
【0005】
本発明は、撮像素子等の構成部品の位置ずれ防止可能な内視鏡スコープ、およびその簡易な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の内視鏡スコープは、撮像素子を含む第1の要素と、第2の要素とを備え、第1の要素と第2の要素とのいずれか一方は他方に嵌合されている。そして内視鏡スコープは、第1の要素と第2の要素との隙間に接着剤層が形成されており、接着剤層が、粒径が隙間の幅以下であるフィラーを含んでおり、少なくとも一部のフィラーの粒径が隙間の幅と等しいことを特徴とする。
【0007】
フィラーの粒径は、例えば、第1の要素と第2の要素との隙間の幅の30%〜100%の範囲にある。また、フィラーの粒径は、いずれも隙間の幅以下であることが好ましい。接着剤層は、粒径が100μm以下のフィラーを含むことが好ましい。
【0008】
フィラーの硬度は、第1の要素における接着剤層側の表面の硬度と、第2の要素における接着剤層側の表面の硬度との少なくともいずれか一方よりも高いことが好ましい。
【0009】
本発明の内視鏡スコープの製造方法は、撮像素子を含む第1の要素と、第2の要素とによって形成される隙間の幅以下の粒径を有するフィラーを含んでおり、少なくとも一部のフィラーの粒径が隙間の幅と等しい接着剤を、第1の要素と第2の要素との少なくとも一方の表面に塗布する第1の工程と、第1の要素と第2の要素とのいずれか一方を、他方に嵌合させて接着剤により固定する第2の工程とを備えることを特徴とする。
【発明の効果】
【0010】
本発明によれば、撮像素子等の構成部品の位置ずれ防止可能な内視鏡スコープ、およびその簡易な製造方法を実現できる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態を、図面を参照して説明する。図1は、本実施形態における電子内視鏡装置のスコープを部分的に示す図である。図2は、図1の紙面に平行な面で切断したスコープの先端部の断面図である。
【0012】
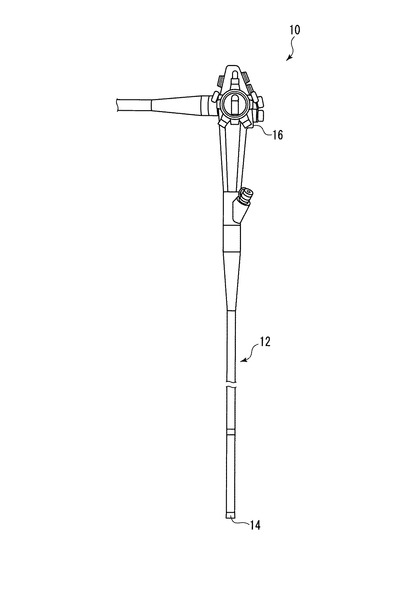
電子内視鏡装置は、被写体である患者の体腔内の観察、撮影に用いられるスコープ10(内視鏡スコープ)と、スコープ10から送られてくる映像信号を処理するプロセッサ(図示せず)とを含む。スコープ10においては、被写体である体腔内に挿入される可撓管12、可撓管12の先端部14の付近を湾曲操作等するための操作部16、プロセッサとの接続のためのコネクタ(図示せず)等が設けられている。
【0013】
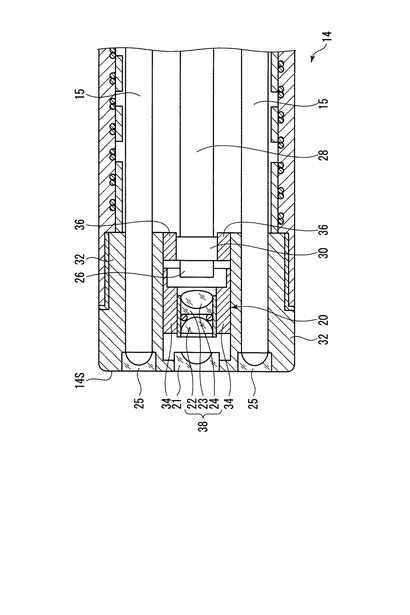
スコープ10にはライトガイド15が設けられており、プロセッサに設けられた光源(図示せず)から出射された照明光が、ライトガイド15により可撓管先端部14に導光される(図2参照)。照明光は、可撓管先端部14の先端面14Sに沿って配置された平凹レンズ25を介して、被写体である体腔内に向けて出射される。
【0014】
可撓管先端部14には、CCD30(撮像素子)を有する撮像素子ユニット20(第1の要素)が設けられている。被写体にて反射された照明光は、第1〜第4レンズ21〜24、光学フィルター26を介してCCD30の受光面に到達する。CCD30では、受光した照明光により被写体を示す画像信号が生成され、画像信号は、画像信号ケーブル28を介してプロセッサに送られる。そしてプロセッサにおける画像信号の処理により、被写体像が生成される。
【0015】
また、可撓管先端部14には、樹脂製の保持部材32(第2の要素)が設けられている。ライトガイド15、撮像素子ユニット20、第1レンズ21および平凹レンズ25等は、保持部材32により所定の位置に保持されている。
【0016】
撮像素子ユニット20には、ほぼ円筒状のスペーサ34、CCD保持部材36が設けられている。そして、第2〜第4レンズ22〜24を含む撮像素子ユニット20内の光学ユニット38はスペーサ34により、CCD30はCCD保持部材36により、それぞれ所定の位置に保持されている。なお、スペーサ34およびCCD保持部材36は金属製である。
【0017】
図3は、スコープ10の製造時において、撮像素子ユニット20が保持部材32に取り付けられる状態を概略的に示す図である。図4は、保持部材32に取り付けられた撮像素子ユニット20を概略的に示す図である。
【0018】
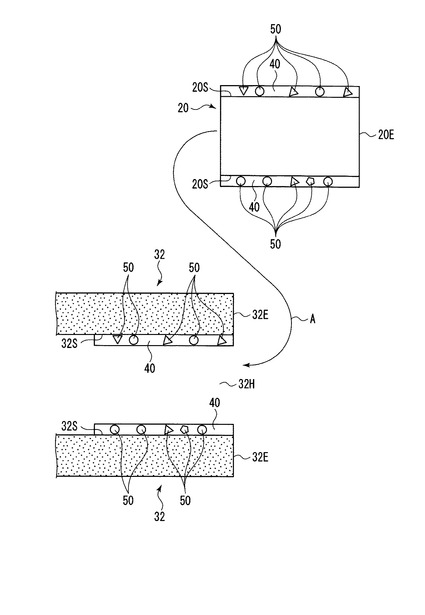
スコープ10の製造時において、撮像素子ユニット20は、矢印Aの示すように、保持部材32において予め設けられた挿入孔32Hに嵌合される。挿入孔32Hの大きさは、嵌合される撮像素子ユニット20との間で所定の幅の隙間S(図4参照)が形成されるように調整されている。この隙間Sの幅は、例えば0.1mm程度である。
【0019】
撮像素子ユニット20は、接着剤40により保持部材32に強固に固定される。すなわち、撮像素子ユニット20の側面20Sと保持部材32の挿入孔32H側の表面32Sには、予め接着剤40が塗布され、その後、撮像素子ユニット20が保持部材挿入孔32Hに嵌合される。接着剤40としては、例えば、熱硬化性樹脂系接着剤が使用される。そして隙間Sには、硬化した接着剤40による接着剤層42が形成される(図4参照)。
【0020】
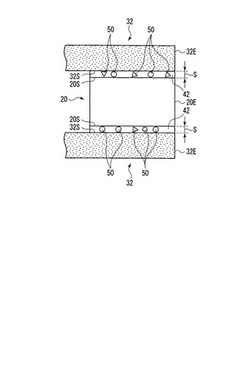
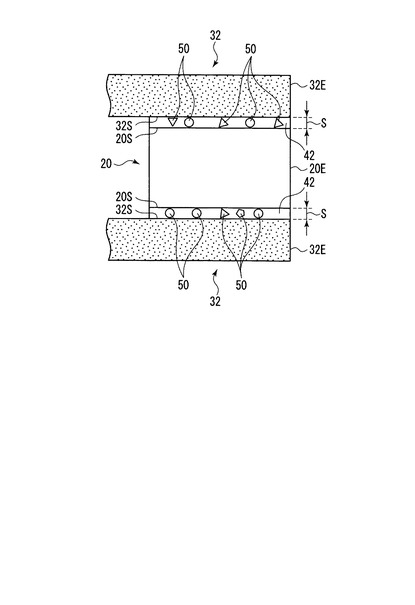
接着剤40は、フィラー50を含む。フィラー50の粒径は、隙間Sの幅以下であり、少なくとも一部のフィラー50は、図中に例示されているように、粒径が隙間Sの幅と等しい(図4参照)。このように、粒径が隙間Sの幅と等しく、接着剤層42中で、撮像素子ユニット側面20Sと、保持部材32の挿入孔32H側の表面32Sとのいずれにも接触するフィラー50により、所定の位置に取り付けられた撮像素子ユニット20の位置ずれが防止される。なお、本実施形態では、撮像素子ユニット20は、撮像素子ユニット20の端面20Eと保持部材32の端面32Eとが同一平面上にあるように取り付けられる(図4参照)。
【0021】
接着剤40では、粒径が隙間Sの幅と等しいフィラー50のみが含まれていることが好ましい。しかしながら、使用されるフィラー50の粒径をそのように調整するためには煩雑な作業を要するため、本実施形態では、隙間Sの幅の30%〜100%の範囲内にあるフィラー50が用いられる。隙間Sの幅よりも多少小さい粒径のフィラーであっても、フィラー同士が接着剤層42中で固着されて固着体を形成し、この固着体の両端は、撮像素子ユニット側面20Sと、保持部材32の挿入孔32H側の表面32Sとに接触するため、位置ずれ防止効果が発揮されるからである。
【0022】
また、隙間Sの幅よりも大きい粒径のフィラーも使用可能であるものの、このようなフィラーの使用は、接着剤層42による応力発生の原因となるため、好ましくは、全てのフィラー50の粒径が隙間Sの幅以下である接着剤40が使用される。
【0023】
このように、撮像素子ユニット20の位置ずれ防止の点では、通常よりも粒径の比較的大きいフィラー50の使用が好ましいものの、大幅に粒径の小さいフィラー、例えば、粒径が100μm以下のフィラーを併用しても良い。このように粒径の小さいフィラーにより、スコープ10がオートクレーブ滅菌処理等により高温高圧下にさらされた場合に、水分がスコープ10内に混入することを防止できるからである。また、このように粒径の大幅に異なるフィラー50を接着剤40に混入する場合、調整工程を簡素化すべく、それらは同じ素材で形成されていることが好ましい。
【0024】
なおフィラー50は、必ずしも球状である必要はなく、図示するように、表面に凹凸があって互いに形状の異なるフィラーが混合されたものでも良い。この場合、フィラー50の突起による位置ずれ防止効果が発揮されるとともに、フィラー50の形状を調整する必要がないことから、フィラー50の調整が容易になる。このように、様々な形状のフィラー50を用いる場合、例えば、フィラー50の平均粒径が上述の範囲内にあることが好ましい。
【0025】
また、フィラー50は、接着剤40によって互いに固定される撮像素子ユニット20と保持部材32との少なくともいずれか一方よりも硬いことが好ましい。2つの部材よりも軟らかい材質で形成されたフィラーは、撮像素子ユニット側面20Sもしくは保持部材表面32Sを介して力が加えられると接着剤層42中で変形してしまい、位置ずれ防止効果が低下するおそれがあるからである。
【0026】
本実施形態では、金属製のスペーサ34もしくはCCD保持部材36(図2参照)によって形成されている撮像素子ユニット側面20Sが、樹脂製の保持部材32の表面32Sよりも硬いことから、少なくとも保持部材32の硬度よりも高い硬度を有する素材でフィラー50が形成されている。
【0027】
また、撮像素子ユニット側面20Sよりも硬い材質でフィラー50が形成されても良い。これは、より高い位置ずれ防止効果が発揮されるからであり、さらに、硬いフィラー50の接触により、撮像素子ユニット側面20S、すなわちスペーサ34もしくはCCD保持部材36の表面に傷が生じた場合であっても、撮像素子ユニット20の内部に配置されたCCD30もしくは光学ユニット38には支障をきたさないからである。
【0028】
これまで、撮像素子ユニット20を保持部材32に嵌合させて固定する場合についてのみ説明したものの、ライトガイド15を保持部材32に嵌合、固定させる場合を始め、第1レンズ21、平凹レンズ25の保持部材32に対する固定作業においても、上述の接着剤40による接着方法が適用できる。
【0029】
この場合、第1レンズ21および平凹レンズ25は、可撓管先端部14の先端面14Sに沿った本来の位置に強固に固定され、その後のスコープ10の製造工程等においても位置ずれが確実に防止される。また、光学ユニット38のスペーサ34に対する固定、もしくはCCD30のCCD保持部材36に対する固定等についても同様の接着方法が適用できる。
【0030】
以上のように、本実施形態のスコープ10においては、粒径の比較的大きいフィラー50を含む接着剤40を用いることにより、撮像素子ユニット20等の部品の位置ずれを防止できる。さらに、部品を仮固定するといった作業なしに、簡易な作業のみによって部品の位置ずれ防止可能なスコープ10を製造できる。
【0031】
接着剤40の種類は、熱硬化性樹脂に限られず、例えば、瞬間接着剤、2液性接着剤、室温硬化型接着剤、もしくは紫外線硬化型接着剤等であっても良い。また、特定の熱硬化性樹脂には限定されず、例えば、エポキシ樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、アクリル樹脂、シリコン樹脂等であっても良い。
【0032】
固定される2つの部材の表面の接着領域に接着剤40を確実に行き届かせるために、両方の部材、例えば、撮像素子ユニット20と保持部材32のいずれの表面にも予め接着剤40が塗布されることが好ましいが、いずれか一方の部材にのみ塗布されても良い。
【図面の簡単な説明】
【0033】
【図1】電子内視鏡装置のスコープを部分的に示す図である。
【図2】スコープの先端部の断面図である。
【図3】撮像素子ユニットが保持部材に取り付けられる状態を概略的に示す図である。
【図4】保持部材に取り付けられた撮像素子ユニットを概略的に示す図である。
【符号の説明】
【0034】
10 スコープ(内視鏡スコープ)
20 撮像素子ユニット(第1の要素)
30 CCD(撮像素子)
32 保持部材(第2の要素)
40 接着剤
42 接着剤層
50 フィラー
S 隙間
【技術分野】
【0001】
本発明は、内視鏡スコープおよびその製造方法に関する。
【背景技術】
【0002】
電子内視鏡装置においては、通常、撮像素子を内蔵した撮像素子ユニットがスコープの先端等に設けられている。そして、スコープの製造時には、一般に、撮像素子、対物レンズ等を含む部品が、接着剤により所定の位置に取り付けられる(例えば特許文献1および2)。
【0003】
接着剤を用いて撮像素子等の部品を周辺の部材に嵌め込んで固定する場合、例えば、予め固定する部品をバイス等の固定部材で仮固定し、この状態で接着剤を部品間の隙間に流し込む方法が用いられる。
【特許文献1】特開2005−234239号公報
【特許文献2】特開2002−159435号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
一般に使用されている熱硬化性接着剤等を用いて部品を固定する場合、その後の加熱工程のための加熱炉への部品の移動、もしくは仮固定のための固定部材も加熱されてしまう等により、部品の位置ずれが生じるおそれがある。また、部品間の隙間に接着剤を流し込む場合においては、部品同士を仮固定する工程が必須となるため、部品の取り付け作業が煩雑になる。
【0005】
本発明は、撮像素子等の構成部品の位置ずれ防止可能な内視鏡スコープ、およびその簡易な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の内視鏡スコープは、撮像素子を含む第1の要素と、第2の要素とを備え、第1の要素と第2の要素とのいずれか一方は他方に嵌合されている。そして内視鏡スコープは、第1の要素と第2の要素との隙間に接着剤層が形成されており、接着剤層が、粒径が隙間の幅以下であるフィラーを含んでおり、少なくとも一部のフィラーの粒径が隙間の幅と等しいことを特徴とする。
【0007】
フィラーの粒径は、例えば、第1の要素と第2の要素との隙間の幅の30%〜100%の範囲にある。また、フィラーの粒径は、いずれも隙間の幅以下であることが好ましい。接着剤層は、粒径が100μm以下のフィラーを含むことが好ましい。
【0008】
フィラーの硬度は、第1の要素における接着剤層側の表面の硬度と、第2の要素における接着剤層側の表面の硬度との少なくともいずれか一方よりも高いことが好ましい。
【0009】
本発明の内視鏡スコープの製造方法は、撮像素子を含む第1の要素と、第2の要素とによって形成される隙間の幅以下の粒径を有するフィラーを含んでおり、少なくとも一部のフィラーの粒径が隙間の幅と等しい接着剤を、第1の要素と第2の要素との少なくとも一方の表面に塗布する第1の工程と、第1の要素と第2の要素とのいずれか一方を、他方に嵌合させて接着剤により固定する第2の工程とを備えることを特徴とする。
【発明の効果】
【0010】
本発明によれば、撮像素子等の構成部品の位置ずれ防止可能な内視鏡スコープ、およびその簡易な製造方法を実現できる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態を、図面を参照して説明する。図1は、本実施形態における電子内視鏡装置のスコープを部分的に示す図である。図2は、図1の紙面に平行な面で切断したスコープの先端部の断面図である。
【0012】
電子内視鏡装置は、被写体である患者の体腔内の観察、撮影に用いられるスコープ10(内視鏡スコープ)と、スコープ10から送られてくる映像信号を処理するプロセッサ(図示せず)とを含む。スコープ10においては、被写体である体腔内に挿入される可撓管12、可撓管12の先端部14の付近を湾曲操作等するための操作部16、プロセッサとの接続のためのコネクタ(図示せず)等が設けられている。
【0013】
スコープ10にはライトガイド15が設けられており、プロセッサに設けられた光源(図示せず)から出射された照明光が、ライトガイド15により可撓管先端部14に導光される(図2参照)。照明光は、可撓管先端部14の先端面14Sに沿って配置された平凹レンズ25を介して、被写体である体腔内に向けて出射される。
【0014】
可撓管先端部14には、CCD30(撮像素子)を有する撮像素子ユニット20(第1の要素)が設けられている。被写体にて反射された照明光は、第1〜第4レンズ21〜24、光学フィルター26を介してCCD30の受光面に到達する。CCD30では、受光した照明光により被写体を示す画像信号が生成され、画像信号は、画像信号ケーブル28を介してプロセッサに送られる。そしてプロセッサにおける画像信号の処理により、被写体像が生成される。
【0015】
また、可撓管先端部14には、樹脂製の保持部材32(第2の要素)が設けられている。ライトガイド15、撮像素子ユニット20、第1レンズ21および平凹レンズ25等は、保持部材32により所定の位置に保持されている。
【0016】
撮像素子ユニット20には、ほぼ円筒状のスペーサ34、CCD保持部材36が設けられている。そして、第2〜第4レンズ22〜24を含む撮像素子ユニット20内の光学ユニット38はスペーサ34により、CCD30はCCD保持部材36により、それぞれ所定の位置に保持されている。なお、スペーサ34およびCCD保持部材36は金属製である。
【0017】
図3は、スコープ10の製造時において、撮像素子ユニット20が保持部材32に取り付けられる状態を概略的に示す図である。図4は、保持部材32に取り付けられた撮像素子ユニット20を概略的に示す図である。
【0018】
スコープ10の製造時において、撮像素子ユニット20は、矢印Aの示すように、保持部材32において予め設けられた挿入孔32Hに嵌合される。挿入孔32Hの大きさは、嵌合される撮像素子ユニット20との間で所定の幅の隙間S(図4参照)が形成されるように調整されている。この隙間Sの幅は、例えば0.1mm程度である。
【0019】
撮像素子ユニット20は、接着剤40により保持部材32に強固に固定される。すなわち、撮像素子ユニット20の側面20Sと保持部材32の挿入孔32H側の表面32Sには、予め接着剤40が塗布され、その後、撮像素子ユニット20が保持部材挿入孔32Hに嵌合される。接着剤40としては、例えば、熱硬化性樹脂系接着剤が使用される。そして隙間Sには、硬化した接着剤40による接着剤層42が形成される(図4参照)。
【0020】
接着剤40は、フィラー50を含む。フィラー50の粒径は、隙間Sの幅以下であり、少なくとも一部のフィラー50は、図中に例示されているように、粒径が隙間Sの幅と等しい(図4参照)。このように、粒径が隙間Sの幅と等しく、接着剤層42中で、撮像素子ユニット側面20Sと、保持部材32の挿入孔32H側の表面32Sとのいずれにも接触するフィラー50により、所定の位置に取り付けられた撮像素子ユニット20の位置ずれが防止される。なお、本実施形態では、撮像素子ユニット20は、撮像素子ユニット20の端面20Eと保持部材32の端面32Eとが同一平面上にあるように取り付けられる(図4参照)。
【0021】
接着剤40では、粒径が隙間Sの幅と等しいフィラー50のみが含まれていることが好ましい。しかしながら、使用されるフィラー50の粒径をそのように調整するためには煩雑な作業を要するため、本実施形態では、隙間Sの幅の30%〜100%の範囲内にあるフィラー50が用いられる。隙間Sの幅よりも多少小さい粒径のフィラーであっても、フィラー同士が接着剤層42中で固着されて固着体を形成し、この固着体の両端は、撮像素子ユニット側面20Sと、保持部材32の挿入孔32H側の表面32Sとに接触するため、位置ずれ防止効果が発揮されるからである。
【0022】
また、隙間Sの幅よりも大きい粒径のフィラーも使用可能であるものの、このようなフィラーの使用は、接着剤層42による応力発生の原因となるため、好ましくは、全てのフィラー50の粒径が隙間Sの幅以下である接着剤40が使用される。
【0023】
このように、撮像素子ユニット20の位置ずれ防止の点では、通常よりも粒径の比較的大きいフィラー50の使用が好ましいものの、大幅に粒径の小さいフィラー、例えば、粒径が100μm以下のフィラーを併用しても良い。このように粒径の小さいフィラーにより、スコープ10がオートクレーブ滅菌処理等により高温高圧下にさらされた場合に、水分がスコープ10内に混入することを防止できるからである。また、このように粒径の大幅に異なるフィラー50を接着剤40に混入する場合、調整工程を簡素化すべく、それらは同じ素材で形成されていることが好ましい。
【0024】
なおフィラー50は、必ずしも球状である必要はなく、図示するように、表面に凹凸があって互いに形状の異なるフィラーが混合されたものでも良い。この場合、フィラー50の突起による位置ずれ防止効果が発揮されるとともに、フィラー50の形状を調整する必要がないことから、フィラー50の調整が容易になる。このように、様々な形状のフィラー50を用いる場合、例えば、フィラー50の平均粒径が上述の範囲内にあることが好ましい。
【0025】
また、フィラー50は、接着剤40によって互いに固定される撮像素子ユニット20と保持部材32との少なくともいずれか一方よりも硬いことが好ましい。2つの部材よりも軟らかい材質で形成されたフィラーは、撮像素子ユニット側面20Sもしくは保持部材表面32Sを介して力が加えられると接着剤層42中で変形してしまい、位置ずれ防止効果が低下するおそれがあるからである。
【0026】
本実施形態では、金属製のスペーサ34もしくはCCD保持部材36(図2参照)によって形成されている撮像素子ユニット側面20Sが、樹脂製の保持部材32の表面32Sよりも硬いことから、少なくとも保持部材32の硬度よりも高い硬度を有する素材でフィラー50が形成されている。
【0027】
また、撮像素子ユニット側面20Sよりも硬い材質でフィラー50が形成されても良い。これは、より高い位置ずれ防止効果が発揮されるからであり、さらに、硬いフィラー50の接触により、撮像素子ユニット側面20S、すなわちスペーサ34もしくはCCD保持部材36の表面に傷が生じた場合であっても、撮像素子ユニット20の内部に配置されたCCD30もしくは光学ユニット38には支障をきたさないからである。
【0028】
これまで、撮像素子ユニット20を保持部材32に嵌合させて固定する場合についてのみ説明したものの、ライトガイド15を保持部材32に嵌合、固定させる場合を始め、第1レンズ21、平凹レンズ25の保持部材32に対する固定作業においても、上述の接着剤40による接着方法が適用できる。
【0029】
この場合、第1レンズ21および平凹レンズ25は、可撓管先端部14の先端面14Sに沿った本来の位置に強固に固定され、その後のスコープ10の製造工程等においても位置ずれが確実に防止される。また、光学ユニット38のスペーサ34に対する固定、もしくはCCD30のCCD保持部材36に対する固定等についても同様の接着方法が適用できる。
【0030】
以上のように、本実施形態のスコープ10においては、粒径の比較的大きいフィラー50を含む接着剤40を用いることにより、撮像素子ユニット20等の部品の位置ずれを防止できる。さらに、部品を仮固定するといった作業なしに、簡易な作業のみによって部品の位置ずれ防止可能なスコープ10を製造できる。
【0031】
接着剤40の種類は、熱硬化性樹脂に限られず、例えば、瞬間接着剤、2液性接着剤、室温硬化型接着剤、もしくは紫外線硬化型接着剤等であっても良い。また、特定の熱硬化性樹脂には限定されず、例えば、エポキシ樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、アクリル樹脂、シリコン樹脂等であっても良い。
【0032】
固定される2つの部材の表面の接着領域に接着剤40を確実に行き届かせるために、両方の部材、例えば、撮像素子ユニット20と保持部材32のいずれの表面にも予め接着剤40が塗布されることが好ましいが、いずれか一方の部材にのみ塗布されても良い。
【図面の簡単な説明】
【0033】
【図1】電子内視鏡装置のスコープを部分的に示す図である。
【図2】スコープの先端部の断面図である。
【図3】撮像素子ユニットが保持部材に取り付けられる状態を概略的に示す図である。
【図4】保持部材に取り付けられた撮像素子ユニットを概略的に示す図である。
【符号の説明】
【0034】
10 スコープ(内視鏡スコープ)
20 撮像素子ユニット(第1の要素)
30 CCD(撮像素子)
32 保持部材(第2の要素)
40 接着剤
42 接着剤層
50 フィラー
S 隙間
【特許請求の範囲】
【請求項1】
撮像素子を含む第1の要素と、第2の要素とを備え、前記第1の要素と前記第2の要素とのいずれか一方が他方に嵌合されている内視鏡スコープであって、
前記第1の要素と前記第2の要素との隙間に接着剤層が形成されており、前記接着剤層が、粒径が前記隙間の幅以下であるフィラーを含んでおり、少なくとも一部の前記フィラーの粒径が前記隙間の幅と等しいことを特徴とする内視鏡スコープ。
【請求項2】
前記フィラーの粒径が、前記隙間の幅の30%〜100%の範囲にあることを特徴とする請求項1に記載の内視鏡スコープ。
【請求項3】
前記フィラーの粒径が、いずれも前記隙間の幅以下であることを特徴とする請求項1に記載の内視鏡スコープ。
【請求項4】
前記接着剤層が、粒径が100μm以下の前記フィラーを含むことを特徴とする請求項1に記載の内視鏡スコープ。
【請求項5】
前記フィラーの硬度が、前記第1の要素における前記接着剤層側の表面の硬度と、前記第2の要素における前記接着剤層側の表面の硬度との少なくともいずれか一方よりも高いことを特徴とする請求項1に記載の内視鏡スコープ。
【請求項6】
撮像素子を含む第1の要素と、第2の要素とによって形成される隙間の幅以下の粒径を有するフィラーを含んでおり、少なくとも一部の前記フィラーの粒径が前記隙間の幅と等しい接着剤を、前記第1の要素と前記第2の要素との少なくとも一方の表面に塗布する第1の工程と、
前記第1の要素と前記第2の要素とのいずれか一方を、他方に嵌合させて前記接着剤により固定する第2の工程とを備えることを特徴とする内視鏡スコープの製造方法。
【請求項1】
撮像素子を含む第1の要素と、第2の要素とを備え、前記第1の要素と前記第2の要素とのいずれか一方が他方に嵌合されている内視鏡スコープであって、
前記第1の要素と前記第2の要素との隙間に接着剤層が形成されており、前記接着剤層が、粒径が前記隙間の幅以下であるフィラーを含んでおり、少なくとも一部の前記フィラーの粒径が前記隙間の幅と等しいことを特徴とする内視鏡スコープ。
【請求項2】
前記フィラーの粒径が、前記隙間の幅の30%〜100%の範囲にあることを特徴とする請求項1に記載の内視鏡スコープ。
【請求項3】
前記フィラーの粒径が、いずれも前記隙間の幅以下であることを特徴とする請求項1に記載の内視鏡スコープ。
【請求項4】
前記接着剤層が、粒径が100μm以下の前記フィラーを含むことを特徴とする請求項1に記載の内視鏡スコープ。
【請求項5】
前記フィラーの硬度が、前記第1の要素における前記接着剤層側の表面の硬度と、前記第2の要素における前記接着剤層側の表面の硬度との少なくともいずれか一方よりも高いことを特徴とする請求項1に記載の内視鏡スコープ。
【請求項6】
撮像素子を含む第1の要素と、第2の要素とによって形成される隙間の幅以下の粒径を有するフィラーを含んでおり、少なくとも一部の前記フィラーの粒径が前記隙間の幅と等しい接着剤を、前記第1の要素と前記第2の要素との少なくとも一方の表面に塗布する第1の工程と、
前記第1の要素と前記第2の要素とのいずれか一方を、他方に嵌合させて前記接着剤により固定する第2の工程とを備えることを特徴とする内視鏡スコープの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−125902(P2008−125902A)
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2006−316046(P2006−316046)
【出願日】平成18年11月22日(2006.11.22)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
【公開日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成18年11月22日(2006.11.22)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
[ Back to top ]