
内視鏡及びその製造方法
【課題】ステンレス鋼製の湾曲操作ワイヤの後端付近に操作ワイヤ連結片が半田付けにより取り付けられた内視鏡において、ステンレス部材の半田付けに不可欠なフラックスを残留させることなく、湾曲操作ワイヤに対し取り付け位置を調整して操作ワイヤ連結片を半田付け固定することができる内視鏡及びその製造方法を提供すること。
【解決手段】湾曲部12を挿入部可撓管11及び先端部本体13と連結する前に、湾曲操作ワイヤ15に対する操作ワイヤ連結片17取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤ15の外周面に半田付けコーティング21を施して、その半田付けコーティング21部分周辺を洗浄する。
【解決手段】湾曲部12を挿入部可撓管11及び先端部本体13と連結する前に、湾曲操作ワイヤ15に対する操作ワイヤ連結片17取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤ15の外周面に半田付けコーティング21を施して、その半田付けコーティング21部分周辺を洗浄する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は内視鏡及びその製造方法に関する。
【背景技術】
【0002】
内視鏡の挿入部は一般に、挿入部可撓管の先端に遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓が配置された先端部本体が湾曲部の先端に連結された構成になっていて、挿入部の後端に操作部が連結されている。
【0003】
操作部には、湾曲部を屈曲させる遠隔操作を行うための湾曲操作機構等が配置されており、湾曲部の先端部分に連結されて挿入部内から操作部内に延出する湾曲操作ワイヤの後端付近には、湾曲操作機構に連結するための操作ワイヤ連結片が半田付けにより取り付けられている(例えば、特許文献1)。
【特許文献1】特開2006−87536
【発明の開示】
【発明が解決しようとする課題】
【0004】
湾曲操作ワイヤを湾曲操作機構に連結するための操作ワイヤ連結片が、銀ロー付けやビス止め等ではなく、半田付けで湾曲操作ワイヤの後端付近に取り付けられている理由は、組み立ての最終工程において挿入部ユニットと操作部ユニットとを連結する際に、湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を部品のバラツキ等による固体差に合わせて微調整する必要があるからである。
【0005】
半田付けであれば、湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を軸線方向に任意量ずらして再固定することができるが、銀ロー付けでは周囲の部材を焼いてしまうことになり、ビス止め機構では大型になってしまって緩みが発生する可能性もあるので採用が困難である。
【0006】
ただし、内視鏡の湾曲操作に用いられる湾曲操作ワイヤはステンレス鋼製なので、半田付けをする際に補助剤として塩素系や酢酸系等のフラックスを用いる必要があり、フラックスが半田付け部に残留すると湾曲操作ワイヤ及び周囲の部材の腐食をまねくことになる。
【0007】
特に、内視鏡使用後にオートクレーブ(高温高圧蒸気滅菌処理)が行われて100℃を越える高温の環境に繰り返し置かれると、フラックスによる湾曲操作ワイヤの腐食が著しく進行してワイヤ切れが発生する原因になってしまう。
【0008】
そこで、湾曲操作ワイヤに対する取り付け位置を調整して操作ワイヤ連結片を湾曲操作ワイヤに半田付けした後には必ず、フラックスを除去するために半田付け部位とその周囲を洗浄するのであるが、挿入部と操作部とが連結された状態では、湾曲操作ワイヤの撚り合わせの隙間にしみ込んでしまったフラックスを効果的に洗浄除去するのはほぼ不可能であり、残留フラックスに起因するワイヤ切れを防止することができない。
【0009】
本発明は、ステンレス鋼製の湾曲操作ワイヤの後端付近に操作ワイヤ連結片が半田付けにより取り付けられた内視鏡において、ステンレス部材の半田付けに不可欠なフラックスを残留させることなく、湾曲操作ワイヤに対し取り付け位置を調整して操作ワイヤ連結片を半田付け固定することができる内視鏡及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するため、本発明の内視鏡は、後端が操作部に連結された挿入部の先端近傍に、操作部からの遠隔操作によって屈曲する湾曲部が設けられて、湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが挿入部内を通過して操作部内に延出し、遠隔操作を行う湾曲操作機構に湾曲操作ワイヤを連結するための操作ワイヤ連結片が湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡において、湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、湾曲操作ワイヤの外周面に半田付けコーティングが施されているものである。
【0011】
なお、湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が湾曲部の後端部分に取り付けられると共に、挿入部内からその後方に延出するガイドコイルの後端付近に、ガイドコイルを操作部に連結するためのガイドコイル連結筒が半田付けにより取り付けられ、ガイドコイルに対するガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって、ガイドコイルの外周面に半田付けコーティングが施されていてもよい。
【0012】
また、本発明の内視鏡の製造方法は、後端が操作部に連結された挿入部可撓管の先端に、操作部からの遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓等が配置された先端部本体が湾曲部の先端に連結され、湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが挿入部可撓管内を通過して操作部内に延出し、遠隔操作を行う湾曲操作機構に湾曲操作ワイヤを連結するための操作ワイヤ連結片が湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡の製造方法において、湾曲部を挿入部可撓管及び先端部本体と連結する前に、湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄するようにしたものである。
【0013】
そして、湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が湾曲部の後端部分に取り付けられていて、湾曲操作ワイヤがガイドコイルに通された状態で、湾曲操作ワイヤの外周面に半田付けコーティングが施されてその半田付けコーティング部分周辺が洗浄されてもよい。
【0014】
またその場合に、湾曲部が挿入部可撓管及び先端部本体と連結される前に、ガイドコイルを操作部に連結するためのガイドコイル連結筒がガイドコイルの後端部分に半田付けにより取り付けられて、ガイドコイルに対するガイドコイル連結筒取り付け位置の調整しろの全範囲にわたってガイドコイルの外周面に半田付けコーティングが施され、湾曲操作ワイヤの半田付けコーティング部分周辺とガイドコイルの半田付けコーティング部分周辺とが同時に洗浄されるようにしてもよい。
【0015】
また、湾曲操作ワイヤの外周面の半田付けコーティング部分周辺の洗浄が、減摩材を含有させた洗浄液内に湾曲操作ワイヤ全体を浸漬して行われるようにしてもよく、洗浄が超音波洗浄により行われてもよい。
【発明の効果】
【0016】
本発明によれば、ステンレス鋼線製の湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、湾曲操作ワイヤの外周面に半田付けコーティングが施されていることにより、最終工程において湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を調整する際には、ステンレス部材の半田付けに不可欠なフラックスを使用することなく、操作ワイヤ連結片を湾曲操作ワイヤに対し調整しろの範囲内で位置をずらして半田付け固定することができるので、フラックスを残留させることなく湾曲操作ワイヤに対し取り付け位置を調整して操作ワイヤ連結片を半田付け固定することができる。
【発明を実施するための最良の形態】
【0017】
湾曲部を挿入部可撓管及び先端部本体と連結する前に、ステンレス鋼線製の湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄する。
【実施例】
【0018】
以下、図面を参照して本発明の実施例を説明する。
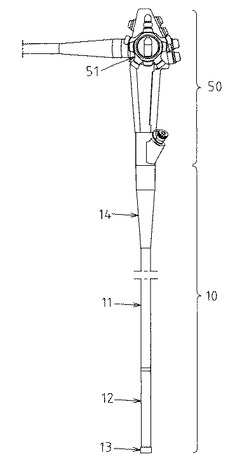
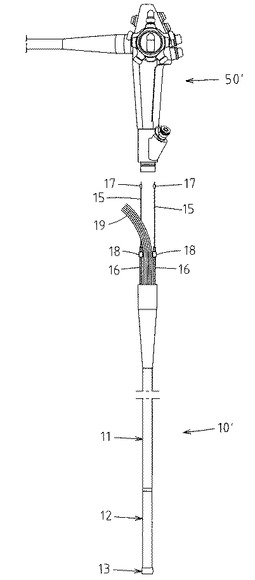
図2は内視鏡を示しており、可撓性の挿入部10の後端が操作部50に連結された構造になっている。
【0019】
挿入部10は、フレキシブルな可撓管によって外装された挿入部可撓管11の先端に、操作部50からの遠隔操作により屈曲する湾曲部12が連結されて、観察窓や照明窓等が配置された先端部本体13が湾曲部12の先端に連結された構成になっている。
【0020】
14は、操作部50に対して連結される挿入部可撓管11の後端部分付近が急激に曲がって折損するのを防止するための折止部材、51は、湾曲部12を屈曲させる遠隔操作を行うために操作部50に設けられた湾曲操作機構である。
【0021】
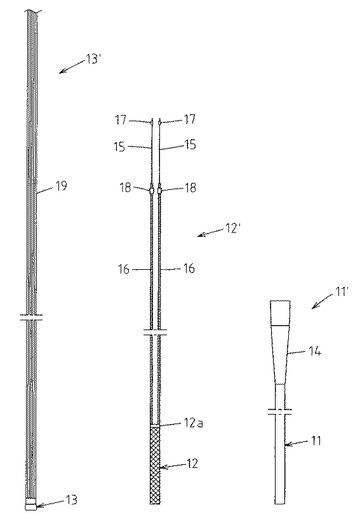
図3は挿入部10の製造工程の途中で作られる可撓管ユニット11′、湾曲部ユニット12′及び先端構成部ユニット13′を示しており、挿入部10は、個別に作られたこの三つのユニット11′,12′,13′を一つに連結して作られる。
【0022】
可撓管ユニット11′は、挿入部可撓管11を外装する可撓管の後端部分に折止部材14が被嵌された構成であり、先端構成部ユニット13′は、光学繊維束、信号ケーブル、配管用チューブ等のような可撓性を有する各種の内蔵物19の先端が先端部本体13に連結固定された構成である。
【0023】
湾曲部12は、多数の短筒状の関節駒を互いに回動自在にリベット等で連結した骨組体の外面に網状管が被覆され、最外面に弾力性のあるゴムチューブが被覆された公知の構成である。ただし、湾曲部ユニット12′の段階ではゴムチューブはまだ被覆されておらず、網状管が外面に露出している。
【0024】
湾曲部ユニット12′は、そのような湾曲部12の内周面の最先端部分に先端が連結された湾曲操作ワイヤ15と、湾曲部12の内周面の後端部分に先端が連結されたガイドコイル16とが湾曲部12と一体になったものであり、湾曲操作ワイヤ15は軸線方向に進退自在にガイドコイル16内に通されて後方(図3において上方)に延出している。12aは、挿入部可撓管11と連結するための連結口金であり、その連結口金12aの内周部にガイドコイル16の先端が連結されている。
【0025】
湾曲操作ワイヤ15とガイドコイル16は、湾曲部12の軸線周りの位置に例えば90°間隔で4本ずつ設けられていて、湾曲操作ワイヤ15は、多数のオースティナイト系ステンレス鋼細線を撚り合わせた撚り線で形成され、湾曲操作ワイヤ15は、オースティナイト系ステンレス鋼線材を一定の径で密着巻きしたコイルパイプで形成されている。
【0026】
そして、湾曲操作ワイヤ15の後端部付近においては、湾曲操作ワイヤ15を湾曲操作機構51に連結するための操作ワイヤ連結片17に湾曲操作ワイヤ15が通されて半田付けで固着され、ガイドコイル16の後端部付近においては、ガイドコイル16を操作部50に連結するためのガイドコイル連結筒18がガイドコイル16に被嵌されて半田付けで固着されている。
【0027】
そのような、可撓管ユニット11′と湾曲部ユニット12′と先端構成部ユニット13′とを一つに組み付けることにより、図4に示されるように挿入部ユニット10′が作られる。挿入部ユニット10′においては、ガイドコイル16と、そのガイドコイル16に通された湾曲操作ワイヤ15と、内蔵物19とが、挿入部可撓管11内を通過して挿入部可撓管11の後端から延出しており、そのような挿入部ユニット10′が製造工程の最終工程で操作部ユニット50′に連結される。
【0028】
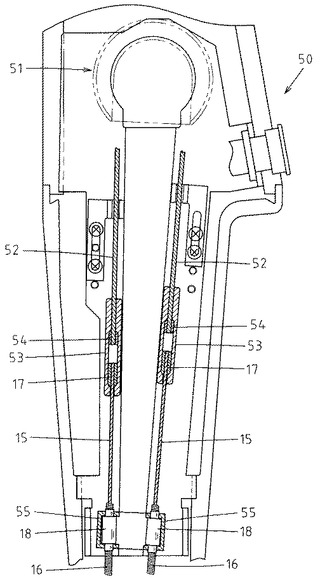
図5は、操作部ユニット50′に挿入部ユニット10′が連結された状態における湾曲操作ワイヤ15と湾曲操作機構51との連結部を示している。ただし、湾曲操作機構51の具体的な図示は省略されている。
【0029】
52は、湾曲操作機構51から延出して選択的に牽引操作される複数の駆動ワイヤであり、湾曲操作ワイヤ15を連結するための可動連結枠53が駆動ワイヤ52の先端に連結されている。
【0030】
54は、駆動ワイヤ52が可動連結枠53から抜け出すのを防止するために駆動ワイヤ52の先端に固着された抜け止め片、55は、操作部50のフレームに固定的に取り付けられたガイドコイル支持体であり、各ガイドコイル連結筒18が嵌め込まれてそこに固定されることで、ガイドコイル16が操作部50に対し固定的に連結された状態になる。
【0031】
操作ワイヤ連結片17は、軸線方向に可動に可動連結枠53内に嵌め込まれているが、可動連結枠53内から抜け出すことはできないので、湾曲操作ワイヤ15を駆動ワイヤ52に(即ち湾曲操作機構51に)連結する機能を果しており、湾曲操作機構51により駆動ワイヤ52の中の一本が選択的に牽引されると、その駆動ワイヤ52と連結されている湾曲操作ワイヤ15が牽引されて湾曲部12が屈曲する。
【0032】
このような構造において、各湾曲操作ワイヤ15の後端部付近に対する操作ワイヤ連結片17の半田付け固着位置は、部品のバラツキ等による固体差に合わせて最終工程において微調整する必要がある。
【0033】
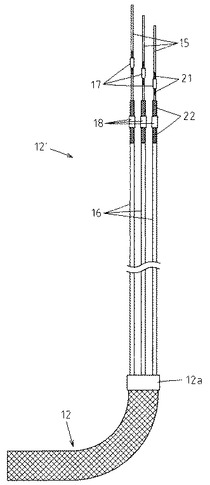
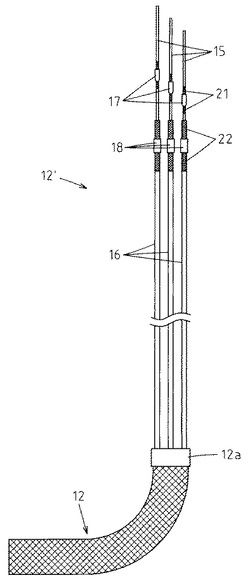
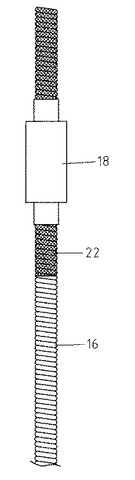
そこで、本発明においては、図1に示される湾曲部ユニット12′の段階において、湾曲操作ワイヤ15がガイドコイル16に通された後で、各湾曲操作ワイヤ15に対する操作ワイヤ連結片17の取り付け位置の調整しろ(即ち、予想し得る取り付け位置のバラツキ範囲)の全範囲にわたって、湾曲操作ワイヤ15の外周面に半田付けコーティング21を施してある。なお、図1においては、湾曲操作ワイヤ15とガイドコイル16の各々の外面の模様の図示を省略してある。
【0034】
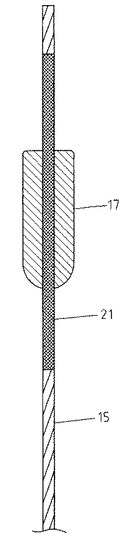
図6は、その半田付けコーティング21部分を拡大して示しており、操作ワイヤ連結片17は、半田付けコーティング21のほぼ中央位置付近に仮固着してある。この時、半田付けコーティング21が施される湾曲操作ワイヤ15はステンレス鋼線製なので、半田をくっつけるための補助剤としてフラックスが使用される。
【0035】
そこで、図1に示される湾曲部ユニット12′単体の状態において、半田付けコーティング21部分とその周囲の湾曲操作ワイヤ15に付着しているフラックスを効果的に洗浄するための工程が設けられている。
【0036】
フラックスを除去するには先ず湯洗が有効であり、超音波振動を加えたいわゆる超音波湯洗が行われて、最後に乾燥工程に送られる。なお、湯洗工程と乾燥工程との間にアルコール等のような溶剤による超音波洗浄を行えば、フラックスをより完璧に除去することができると同時に、乾燥が促進される効果もある。
【0037】
このように、湾曲部ユニット12′が他のユニットと結合されていない単独の状態でフラックス洗浄を行えば、各種の洗浄を制約なく施すことができ、超音波洗浄だけでなく、溶剤フラッシュ等の各種洗浄方法を採用することもできる。
【0038】
また、減摩材を含有させた洗浄液内に湾曲操作ワイヤ15全体を浸漬する洗浄を行えば、ガイドコイル16との摩擦抵抗を小さくするための減摩材の塗布を湾曲操作ワイヤ15の表面全体に対して同時に行うことができる。
【0039】
そのようにして、半田付けコーティング21周辺のフラックスが除去された状態にしてから、湾曲部ユニット12′が可撓管ユニット11′及び先端構成部ユニット13′と結合されて図4に示されるような挿入部ユニット10′が作られて、操作部ユニット50′と連結される。
【0040】
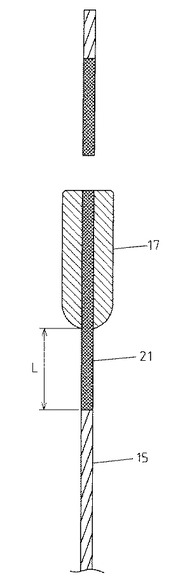
そして、図5に示されるように、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の半田付けによる固着位置を、可動連結枠53との関係で最も好ましい状態に微調整してから、図7に示されるように操作ワイヤ連結片17から飛び出している湾曲操作ワイヤ15の突端部分を切除して、図5に示されるように操作ワイヤ連結片17を可動連結枠53内に嵌め込んでその部分の連結が完了する。
【0041】
このような工程中において、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の半田付けによる固着位置の微調整は、半田付けコーティング21の半田を溶かし、必要に応じて半田を追加して行われるが、湾曲操作ワイヤ15に対する操作ワイヤ連結片17取り付け位置の調整しろの全範囲にわたって、予め湾曲操作ワイヤ15の外周面に半田付けコーティング21が施されているので、ここではフラックスを全く使用する必要がない。したがって、作業後に洗浄を行う必要もない。
【0042】
なお、半田付けコーティング21が挿入部10側に長くなりすぎると半田付けにより硬質になった部分と半田付けのない柔軟部との境界に応力が集中して座屈や折損の原因になるので、半田付けコーティング21の範囲の設定は適切に行う必要がある。具体的には、図7に示される最終的な半田付け突出長Lが1〜10mm程度の範囲になるのが望ましい。
【0043】
このようにして、本発明においては、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の取り付け位置がフラックスを除去した状態で調整可能に構成されているが、この実施例では、それと全く同様にして、ガイドコイル16に対するガイドコイル連結筒18の取り付け位置もフラックスを除去した状態で調整可能に構成されている。
【0044】
即ち、図1に示されるように、ガイドコイル16に対するガイドコイル連結筒18取り付け位置の調整しろの全範囲にわたってガイドコイル16の外周面に半田付けコーティング22が施されて、図8に拡大図示されるように、ガイドコイル連結筒18が半田付けコーティング22の中央位置付近に仮固着され、図1に示される湾曲部ユニット12′のみの状態で、湾曲操作ワイヤ15の半田付けコーティング21周辺とガイドコイル16の半田付けコーティング22周辺とが同時に洗浄されて全てのフラックスが除去されている。
【0045】
そして、挿入部ユニット10′と操作部ユニット50′との連結の際には、図5に示されるように、ガイドコイル16に対するガイドコイル連結筒18の半田付けによる固着位置を、新たにフラックスを塗布することなく必要に応じて半田を追加する作業だけで、ガイドコイル支持体55との関係で最も好ましい状態に微調整してから、ガイドコイル連結筒18がガイドコイル支持体55に嵌め込まれている。
【図面の簡単な説明】
【0046】
【図1】本発明の実施例の湾曲部ユニットの側面図である。
【図2】本発明の実施例の内視鏡の側面図である。
【図3】本発明の実施例の可撓管ユニットと湾曲部ユニットと先端構成部ユニットの各側面図である。
【図4】本発明の実施例の挿入部ユニットと操作部ユニットの各側面図である。
【図5】本発明の実施例の操作部の内部構成の側面部分断面図である。
【図6】本発明の実施例の湾曲操作ワイヤ端部付近の側面断面図である。
【図7】本発明の実施例の湾曲操作ワイヤ端部付近の突端部切断後の状態の側面断面図である。
【図8】本発明の実施例のガイドコイル端部付近の側面図である。
【符号の説明】
【0047】
10 挿入部
10′ 挿入部ユニット
11 挿入部可撓管
12 湾曲部
12′ 湾曲部ユニット
13 先端部本体
15 湾曲操作ワイヤ
16 ガイドコイル
17 操作ワイヤ連結片
18 ガイドコイル連結筒
21 半田付けコーティング
22 半田付けコーティング
50 操作部
50′ 操作部ユニット
51 湾曲操作機構
【技術分野】
【0001】
この発明は内視鏡及びその製造方法に関する。
【背景技術】
【0002】
内視鏡の挿入部は一般に、挿入部可撓管の先端に遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓が配置された先端部本体が湾曲部の先端に連結された構成になっていて、挿入部の後端に操作部が連結されている。
【0003】
操作部には、湾曲部を屈曲させる遠隔操作を行うための湾曲操作機構等が配置されており、湾曲部の先端部分に連結されて挿入部内から操作部内に延出する湾曲操作ワイヤの後端付近には、湾曲操作機構に連結するための操作ワイヤ連結片が半田付けにより取り付けられている(例えば、特許文献1)。
【特許文献1】特開2006−87536
【発明の開示】
【発明が解決しようとする課題】
【0004】
湾曲操作ワイヤを湾曲操作機構に連結するための操作ワイヤ連結片が、銀ロー付けやビス止め等ではなく、半田付けで湾曲操作ワイヤの後端付近に取り付けられている理由は、組み立ての最終工程において挿入部ユニットと操作部ユニットとを連結する際に、湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を部品のバラツキ等による固体差に合わせて微調整する必要があるからである。
【0005】
半田付けであれば、湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を軸線方向に任意量ずらして再固定することができるが、銀ロー付けでは周囲の部材を焼いてしまうことになり、ビス止め機構では大型になってしまって緩みが発生する可能性もあるので採用が困難である。
【0006】
ただし、内視鏡の湾曲操作に用いられる湾曲操作ワイヤはステンレス鋼製なので、半田付けをする際に補助剤として塩素系や酢酸系等のフラックスを用いる必要があり、フラックスが半田付け部に残留すると湾曲操作ワイヤ及び周囲の部材の腐食をまねくことになる。
【0007】
特に、内視鏡使用後にオートクレーブ(高温高圧蒸気滅菌処理)が行われて100℃を越える高温の環境に繰り返し置かれると、フラックスによる湾曲操作ワイヤの腐食が著しく進行してワイヤ切れが発生する原因になってしまう。
【0008】
そこで、湾曲操作ワイヤに対する取り付け位置を調整して操作ワイヤ連結片を湾曲操作ワイヤに半田付けした後には必ず、フラックスを除去するために半田付け部位とその周囲を洗浄するのであるが、挿入部と操作部とが連結された状態では、湾曲操作ワイヤの撚り合わせの隙間にしみ込んでしまったフラックスを効果的に洗浄除去するのはほぼ不可能であり、残留フラックスに起因するワイヤ切れを防止することができない。
【0009】
本発明は、ステンレス鋼製の湾曲操作ワイヤの後端付近に操作ワイヤ連結片が半田付けにより取り付けられた内視鏡において、ステンレス部材の半田付けに不可欠なフラックスを残留させることなく、湾曲操作ワイヤに対し取り付け位置を調整して操作ワイヤ連結片を半田付け固定することができる内視鏡及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するため、本発明の内視鏡は、後端が操作部に連結された挿入部の先端近傍に、操作部からの遠隔操作によって屈曲する湾曲部が設けられて、湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが挿入部内を通過して操作部内に延出し、遠隔操作を行う湾曲操作機構に湾曲操作ワイヤを連結するための操作ワイヤ連結片が湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡において、湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、湾曲操作ワイヤの外周面に半田付けコーティングが施されているものである。
【0011】
なお、湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が湾曲部の後端部分に取り付けられると共に、挿入部内からその後方に延出するガイドコイルの後端付近に、ガイドコイルを操作部に連結するためのガイドコイル連結筒が半田付けにより取り付けられ、ガイドコイルに対するガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって、ガイドコイルの外周面に半田付けコーティングが施されていてもよい。
【0012】
また、本発明の内視鏡の製造方法は、後端が操作部に連結された挿入部可撓管の先端に、操作部からの遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓等が配置された先端部本体が湾曲部の先端に連結され、湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが挿入部可撓管内を通過して操作部内に延出し、遠隔操作を行う湾曲操作機構に湾曲操作ワイヤを連結するための操作ワイヤ連結片が湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡の製造方法において、湾曲部を挿入部可撓管及び先端部本体と連結する前に、湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄するようにしたものである。
【0013】
そして、湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が湾曲部の後端部分に取り付けられていて、湾曲操作ワイヤがガイドコイルに通された状態で、湾曲操作ワイヤの外周面に半田付けコーティングが施されてその半田付けコーティング部分周辺が洗浄されてもよい。
【0014】
またその場合に、湾曲部が挿入部可撓管及び先端部本体と連結される前に、ガイドコイルを操作部に連結するためのガイドコイル連結筒がガイドコイルの後端部分に半田付けにより取り付けられて、ガイドコイルに対するガイドコイル連結筒取り付け位置の調整しろの全範囲にわたってガイドコイルの外周面に半田付けコーティングが施され、湾曲操作ワイヤの半田付けコーティング部分周辺とガイドコイルの半田付けコーティング部分周辺とが同時に洗浄されるようにしてもよい。
【0015】
また、湾曲操作ワイヤの外周面の半田付けコーティング部分周辺の洗浄が、減摩材を含有させた洗浄液内に湾曲操作ワイヤ全体を浸漬して行われるようにしてもよく、洗浄が超音波洗浄により行われてもよい。
【発明の効果】
【0016】
本発明によれば、ステンレス鋼線製の湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、湾曲操作ワイヤの外周面に半田付けコーティングが施されていることにより、最終工程において湾曲操作ワイヤに対する操作ワイヤ連結片の取り付け位置を調整する際には、ステンレス部材の半田付けに不可欠なフラックスを使用することなく、操作ワイヤ連結片を湾曲操作ワイヤに対し調整しろの範囲内で位置をずらして半田付け固定することができるので、フラックスを残留させることなく湾曲操作ワイヤに対し取り付け位置を調整して操作ワイヤ連結片を半田付け固定することができる。
【発明を実施するための最良の形態】
【0017】
湾曲部を挿入部可撓管及び先端部本体と連結する前に、ステンレス鋼線製の湾曲操作ワイヤに対する操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄する。
【実施例】
【0018】
以下、図面を参照して本発明の実施例を説明する。
図2は内視鏡を示しており、可撓性の挿入部10の後端が操作部50に連結された構造になっている。
【0019】
挿入部10は、フレキシブルな可撓管によって外装された挿入部可撓管11の先端に、操作部50からの遠隔操作により屈曲する湾曲部12が連結されて、観察窓や照明窓等が配置された先端部本体13が湾曲部12の先端に連結された構成になっている。
【0020】
14は、操作部50に対して連結される挿入部可撓管11の後端部分付近が急激に曲がって折損するのを防止するための折止部材、51は、湾曲部12を屈曲させる遠隔操作を行うために操作部50に設けられた湾曲操作機構である。
【0021】
図3は挿入部10の製造工程の途中で作られる可撓管ユニット11′、湾曲部ユニット12′及び先端構成部ユニット13′を示しており、挿入部10は、個別に作られたこの三つのユニット11′,12′,13′を一つに連結して作られる。
【0022】
可撓管ユニット11′は、挿入部可撓管11を外装する可撓管の後端部分に折止部材14が被嵌された構成であり、先端構成部ユニット13′は、光学繊維束、信号ケーブル、配管用チューブ等のような可撓性を有する各種の内蔵物19の先端が先端部本体13に連結固定された構成である。
【0023】
湾曲部12は、多数の短筒状の関節駒を互いに回動自在にリベット等で連結した骨組体の外面に網状管が被覆され、最外面に弾力性のあるゴムチューブが被覆された公知の構成である。ただし、湾曲部ユニット12′の段階ではゴムチューブはまだ被覆されておらず、網状管が外面に露出している。
【0024】
湾曲部ユニット12′は、そのような湾曲部12の内周面の最先端部分に先端が連結された湾曲操作ワイヤ15と、湾曲部12の内周面の後端部分に先端が連結されたガイドコイル16とが湾曲部12と一体になったものであり、湾曲操作ワイヤ15は軸線方向に進退自在にガイドコイル16内に通されて後方(図3において上方)に延出している。12aは、挿入部可撓管11と連結するための連結口金であり、その連結口金12aの内周部にガイドコイル16の先端が連結されている。
【0025】
湾曲操作ワイヤ15とガイドコイル16は、湾曲部12の軸線周りの位置に例えば90°間隔で4本ずつ設けられていて、湾曲操作ワイヤ15は、多数のオースティナイト系ステンレス鋼細線を撚り合わせた撚り線で形成され、湾曲操作ワイヤ15は、オースティナイト系ステンレス鋼線材を一定の径で密着巻きしたコイルパイプで形成されている。
【0026】
そして、湾曲操作ワイヤ15の後端部付近においては、湾曲操作ワイヤ15を湾曲操作機構51に連結するための操作ワイヤ連結片17に湾曲操作ワイヤ15が通されて半田付けで固着され、ガイドコイル16の後端部付近においては、ガイドコイル16を操作部50に連結するためのガイドコイル連結筒18がガイドコイル16に被嵌されて半田付けで固着されている。
【0027】
そのような、可撓管ユニット11′と湾曲部ユニット12′と先端構成部ユニット13′とを一つに組み付けることにより、図4に示されるように挿入部ユニット10′が作られる。挿入部ユニット10′においては、ガイドコイル16と、そのガイドコイル16に通された湾曲操作ワイヤ15と、内蔵物19とが、挿入部可撓管11内を通過して挿入部可撓管11の後端から延出しており、そのような挿入部ユニット10′が製造工程の最終工程で操作部ユニット50′に連結される。
【0028】
図5は、操作部ユニット50′に挿入部ユニット10′が連結された状態における湾曲操作ワイヤ15と湾曲操作機構51との連結部を示している。ただし、湾曲操作機構51の具体的な図示は省略されている。
【0029】
52は、湾曲操作機構51から延出して選択的に牽引操作される複数の駆動ワイヤであり、湾曲操作ワイヤ15を連結するための可動連結枠53が駆動ワイヤ52の先端に連結されている。
【0030】
54は、駆動ワイヤ52が可動連結枠53から抜け出すのを防止するために駆動ワイヤ52の先端に固着された抜け止め片、55は、操作部50のフレームに固定的に取り付けられたガイドコイル支持体であり、各ガイドコイル連結筒18が嵌め込まれてそこに固定されることで、ガイドコイル16が操作部50に対し固定的に連結された状態になる。
【0031】
操作ワイヤ連結片17は、軸線方向に可動に可動連結枠53内に嵌め込まれているが、可動連結枠53内から抜け出すことはできないので、湾曲操作ワイヤ15を駆動ワイヤ52に(即ち湾曲操作機構51に)連結する機能を果しており、湾曲操作機構51により駆動ワイヤ52の中の一本が選択的に牽引されると、その駆動ワイヤ52と連結されている湾曲操作ワイヤ15が牽引されて湾曲部12が屈曲する。
【0032】
このような構造において、各湾曲操作ワイヤ15の後端部付近に対する操作ワイヤ連結片17の半田付け固着位置は、部品のバラツキ等による固体差に合わせて最終工程において微調整する必要がある。
【0033】
そこで、本発明においては、図1に示される湾曲部ユニット12′の段階において、湾曲操作ワイヤ15がガイドコイル16に通された後で、各湾曲操作ワイヤ15に対する操作ワイヤ連結片17の取り付け位置の調整しろ(即ち、予想し得る取り付け位置のバラツキ範囲)の全範囲にわたって、湾曲操作ワイヤ15の外周面に半田付けコーティング21を施してある。なお、図1においては、湾曲操作ワイヤ15とガイドコイル16の各々の外面の模様の図示を省略してある。
【0034】
図6は、その半田付けコーティング21部分を拡大して示しており、操作ワイヤ連結片17は、半田付けコーティング21のほぼ中央位置付近に仮固着してある。この時、半田付けコーティング21が施される湾曲操作ワイヤ15はステンレス鋼線製なので、半田をくっつけるための補助剤としてフラックスが使用される。
【0035】
そこで、図1に示される湾曲部ユニット12′単体の状態において、半田付けコーティング21部分とその周囲の湾曲操作ワイヤ15に付着しているフラックスを効果的に洗浄するための工程が設けられている。
【0036】
フラックスを除去するには先ず湯洗が有効であり、超音波振動を加えたいわゆる超音波湯洗が行われて、最後に乾燥工程に送られる。なお、湯洗工程と乾燥工程との間にアルコール等のような溶剤による超音波洗浄を行えば、フラックスをより完璧に除去することができると同時に、乾燥が促進される効果もある。
【0037】
このように、湾曲部ユニット12′が他のユニットと結合されていない単独の状態でフラックス洗浄を行えば、各種の洗浄を制約なく施すことができ、超音波洗浄だけでなく、溶剤フラッシュ等の各種洗浄方法を採用することもできる。
【0038】
また、減摩材を含有させた洗浄液内に湾曲操作ワイヤ15全体を浸漬する洗浄を行えば、ガイドコイル16との摩擦抵抗を小さくするための減摩材の塗布を湾曲操作ワイヤ15の表面全体に対して同時に行うことができる。
【0039】
そのようにして、半田付けコーティング21周辺のフラックスが除去された状態にしてから、湾曲部ユニット12′が可撓管ユニット11′及び先端構成部ユニット13′と結合されて図4に示されるような挿入部ユニット10′が作られて、操作部ユニット50′と連結される。
【0040】
そして、図5に示されるように、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の半田付けによる固着位置を、可動連結枠53との関係で最も好ましい状態に微調整してから、図7に示されるように操作ワイヤ連結片17から飛び出している湾曲操作ワイヤ15の突端部分を切除して、図5に示されるように操作ワイヤ連結片17を可動連結枠53内に嵌め込んでその部分の連結が完了する。
【0041】
このような工程中において、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の半田付けによる固着位置の微調整は、半田付けコーティング21の半田を溶かし、必要に応じて半田を追加して行われるが、湾曲操作ワイヤ15に対する操作ワイヤ連結片17取り付け位置の調整しろの全範囲にわたって、予め湾曲操作ワイヤ15の外周面に半田付けコーティング21が施されているので、ここではフラックスを全く使用する必要がない。したがって、作業後に洗浄を行う必要もない。
【0042】
なお、半田付けコーティング21が挿入部10側に長くなりすぎると半田付けにより硬質になった部分と半田付けのない柔軟部との境界に応力が集中して座屈や折損の原因になるので、半田付けコーティング21の範囲の設定は適切に行う必要がある。具体的には、図7に示される最終的な半田付け突出長Lが1〜10mm程度の範囲になるのが望ましい。
【0043】
このようにして、本発明においては、湾曲操作ワイヤ15に対する操作ワイヤ連結片17の取り付け位置がフラックスを除去した状態で調整可能に構成されているが、この実施例では、それと全く同様にして、ガイドコイル16に対するガイドコイル連結筒18の取り付け位置もフラックスを除去した状態で調整可能に構成されている。
【0044】
即ち、図1に示されるように、ガイドコイル16に対するガイドコイル連結筒18取り付け位置の調整しろの全範囲にわたってガイドコイル16の外周面に半田付けコーティング22が施されて、図8に拡大図示されるように、ガイドコイル連結筒18が半田付けコーティング22の中央位置付近に仮固着され、図1に示される湾曲部ユニット12′のみの状態で、湾曲操作ワイヤ15の半田付けコーティング21周辺とガイドコイル16の半田付けコーティング22周辺とが同時に洗浄されて全てのフラックスが除去されている。
【0045】
そして、挿入部ユニット10′と操作部ユニット50′との連結の際には、図5に示されるように、ガイドコイル16に対するガイドコイル連結筒18の半田付けによる固着位置を、新たにフラックスを塗布することなく必要に応じて半田を追加する作業だけで、ガイドコイル支持体55との関係で最も好ましい状態に微調整してから、ガイドコイル連結筒18がガイドコイル支持体55に嵌め込まれている。
【図面の簡単な説明】
【0046】
【図1】本発明の実施例の湾曲部ユニットの側面図である。
【図2】本発明の実施例の内視鏡の側面図である。
【図3】本発明の実施例の可撓管ユニットと湾曲部ユニットと先端構成部ユニットの各側面図である。
【図4】本発明の実施例の挿入部ユニットと操作部ユニットの各側面図である。
【図5】本発明の実施例の操作部の内部構成の側面部分断面図である。
【図6】本発明の実施例の湾曲操作ワイヤ端部付近の側面断面図である。
【図7】本発明の実施例の湾曲操作ワイヤ端部付近の突端部切断後の状態の側面断面図である。
【図8】本発明の実施例のガイドコイル端部付近の側面図である。
【符号の説明】
【0047】
10 挿入部
10′ 挿入部ユニット
11 挿入部可撓管
12 湾曲部
12′ 湾曲部ユニット
13 先端部本体
15 湾曲操作ワイヤ
16 ガイドコイル
17 操作ワイヤ連結片
18 ガイドコイル連結筒
21 半田付けコーティング
22 半田付けコーティング
50 操作部
50′ 操作部ユニット
51 湾曲操作機構
【特許請求の範囲】
【請求項1】
後端が操作部に連結された挿入部の先端近傍に、上記操作部からの遠隔操作によって屈曲する湾曲部が設けられて、上記湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが上記挿入部内を通過して上記操作部内に延出し、上記遠隔操作を行う湾曲操作機構に上記湾曲操作ワイヤを連結するための操作ワイヤ連結片が上記湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡において、
上記湾曲操作ワイヤに対する上記操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、上記湾曲操作ワイヤの外周面に半田付けコーティングが施されていることを特徴とする内視鏡。
【請求項2】
上記湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が上記湾曲部の後端部分に取り付けられると共に、上記挿入部内からその後方に延出する上記ガイドコイルの後端付近に、上記ガイドコイルを上記操作部に連結するためのガイドコイル連結筒が半田付けにより取り付けられ、上記ガイドコイルに対する上記ガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって、上記ガイドコイルの外周面に半田付けコーティングが施されている請求項1記載の内視鏡。
【請求項3】
後端が操作部に連結された挿入部可撓管の先端に、上記操作部からの遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓等が配置された先端部本体が上記湾曲部の先端に連結され、上記湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが上記挿入部可撓管内を通過して上記操作部内に延出し、上記遠隔操作を行う湾曲操作機構に上記湾曲操作ワイヤを連結するための操作ワイヤ連結片が上記湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡の製造方法において、
上記湾曲部を上記挿入部可撓管及び上記先端部本体と連結する前に、上記湾曲操作ワイヤに対する上記操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって上記湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄するようにしたことを特徴とする内視鏡の製造方法。
【請求項4】
上記湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が上記湾曲部の後端部分に取り付けられていて、上記湾曲操作ワイヤが上記ガイドコイルに通された状態で、上記湾曲操作ワイヤの外周面に上記半田付けコーティングが施されてその半田付けコーティング部分周辺が洗浄される請求項3記載の内視鏡の製造方法。
【請求項5】
上記湾曲部が上記挿入部可撓管及び上記先端部本体と連結される前に、上記ガイドコイルを上記操作部に連結するためのガイドコイル連結筒が上記ガイドコイルの後端部分に半田付けにより取り付けられて、上記ガイドコイルに対する上記ガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって上記ガイドコイルの外周面に半田付けコーティングが施され、上記湾曲操作ワイヤの半田付けコーティング部分周辺と上記ガイドコイルの半田付けコーティング部分周辺とが同時に洗浄される請求項4記載の内視鏡の製造方法。
【請求項6】
上記湾曲操作ワイヤの外周面の半田付けコーティング部分周辺の洗浄が、減摩材を含有させた洗浄液内に上記湾曲操作ワイヤ全体を浸漬して行われる請求項3、4又は5記載の内視鏡の製造方法。
【請求項7】
上記洗浄が超音波洗浄により行われる請求項3、4、5又は6記載の内視鏡の製造方法。
【請求項1】
後端が操作部に連結された挿入部の先端近傍に、上記操作部からの遠隔操作によって屈曲する湾曲部が設けられて、上記湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが上記挿入部内を通過して上記操作部内に延出し、上記遠隔操作を行う湾曲操作機構に上記湾曲操作ワイヤを連結するための操作ワイヤ連結片が上記湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡において、
上記湾曲操作ワイヤに対する上記操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって、上記湾曲操作ワイヤの外周面に半田付けコーティングが施されていることを特徴とする内視鏡。
【請求項2】
上記湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が上記湾曲部の後端部分に取り付けられると共に、上記挿入部内からその後方に延出する上記ガイドコイルの後端付近に、上記ガイドコイルを上記操作部に連結するためのガイドコイル連結筒が半田付けにより取り付けられ、上記ガイドコイルに対する上記ガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって、上記ガイドコイルの外周面に半田付けコーティングが施されている請求項1記載の内視鏡。
【請求項3】
後端が操作部に連結された挿入部可撓管の先端に、上記操作部からの遠隔操作によって屈曲する湾曲部が連結されると共に、観察窓等が配置された先端部本体が上記湾曲部の先端に連結され、上記湾曲部の先端部分に連結されたステンレス鋼線製の湾曲操作ワイヤが上記挿入部可撓管内を通過して上記操作部内に延出し、上記遠隔操作を行う湾曲操作機構に上記湾曲操作ワイヤを連結するための操作ワイヤ連結片が上記湾曲操作ワイヤの後端付近に半田付けにより取り付けられた構成を有する内視鏡の製造方法において、
上記湾曲部を上記挿入部可撓管及び上記先端部本体と連結する前に、上記湾曲操作ワイヤに対する上記操作ワイヤ連結片取り付け位置の調整しろの全範囲にわたって上記湾曲操作ワイヤの外周面に半田付けコーティングを施して、その半田付けコーティング部分周辺を洗浄するようにしたことを特徴とする内視鏡の製造方法。
【請求項4】
上記湾曲操作ワイヤを軸線方向に進退自在に挿通ガイドするステンレス鋼線製のガイドコイルの先端部分が上記湾曲部の後端部分に取り付けられていて、上記湾曲操作ワイヤが上記ガイドコイルに通された状態で、上記湾曲操作ワイヤの外周面に上記半田付けコーティングが施されてその半田付けコーティング部分周辺が洗浄される請求項3記載の内視鏡の製造方法。
【請求項5】
上記湾曲部が上記挿入部可撓管及び上記先端部本体と連結される前に、上記ガイドコイルを上記操作部に連結するためのガイドコイル連結筒が上記ガイドコイルの後端部分に半田付けにより取り付けられて、上記ガイドコイルに対する上記ガイドコイル連結筒取り付け位置の調整しろの全範囲にわたって上記ガイドコイルの外周面に半田付けコーティングが施され、上記湾曲操作ワイヤの半田付けコーティング部分周辺と上記ガイドコイルの半田付けコーティング部分周辺とが同時に洗浄される請求項4記載の内視鏡の製造方法。
【請求項6】
上記湾曲操作ワイヤの外周面の半田付けコーティング部分周辺の洗浄が、減摩材を含有させた洗浄液内に上記湾曲操作ワイヤ全体を浸漬して行われる請求項3、4又は5記載の内視鏡の製造方法。
【請求項7】
上記洗浄が超音波洗浄により行われる請求項3、4、5又は6記載の内視鏡の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−142436(P2008−142436A)
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願番号】特願2006−335388(P2006−335388)
【出願日】平成18年12月13日(2006.12.13)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
【公開日】平成20年6月26日(2008.6.26)
【国際特許分類】
【出願日】平成18年12月13日(2006.12.13)
【出願人】(000000527)ペンタックス株式会社 (1,878)
【Fターム(参考)】
[ Back to top ]