
内部凹凸を有するインサートおよびインモールド成形用化粧シート
【課題】絵柄模様層と内部凹凸形状を併せ持つ高意匠で、かつ成形時の熱により最表層の軟化した熱可塑性樹脂シートが内部凹凸の形状に追従して表面にその凹凸形状を再現することがない、内部凹凸を有するインサートおよびインモールド成形用化粧シートを提供すること。
【解決手段】第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする。
【解決手段】第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車内装パネル、携帯電話、パーソナルコンピューターの躯体等のインサートおよびインモールド成形品の加飾に用いられる化粧シートに関するものであり、特にはデザイン性に優れ内部に凹凸感を有した意匠を付与できる化粧シートに関する。
【背景技術】
【0002】
近年、インサートおよびインモールド成形品はデザインを重視する傾向にあり、特に携帯電話、パーソナルコンピューターの躯体等は意匠性が売り上げに与える影響は大きいとされている。
【0003】
現在、インサートおよびインモールド成形品の加飾用としては、単に成形品に絵柄模様層を転写するだけの転写シートが多く用いられている。また、透明または半透明の熱可塑性樹脂シートに絵柄模様層を設けたシートで、絵柄模様層側を成形基材に貼り合わせて使用する化粧シートもあった。
【0004】
しかし、前記転写シートや前記透明または半透明の熱可塑性樹脂シートに絵柄模様層を設けたシートでは、絵柄模様層で表現できる意匠感のみの平面的な表現にとどまった。
【0005】
立体的な表現を行うため、化粧シート内部に凹凸を付与する方法として、化粧シートをインサートおよびインモールド成形においてシートに接する成形金型の箇所に凹凸形状を設けておき、成形によりシートに凹凸を付与し、その後凹凸の上から凹凸を埋めるように透明または半透明の樹脂を塗装するという方法があった。
【0006】
しかし、金型による凹凸付与は凹凸柄と成形形状毎に金型を作製しなければならず、そのコストは高額になってしまうという問題と、成形後に塗装が必要で工程が多くなるといった問題があった。また、建装材用途の内部エンボスシートはインサートおよびインモールド成形の成形樹脂温度によっては以下のような不具合があった。
【0007】
建装材用との内部エンボスシートは着色熱可塑性樹脂シートに柄印刷した上からエンボス加工により凹凸を付与し、その凹部に透明または半透明の熱可塑性樹脂を溶融押出しして得られる内部に凹凸を有するシートであるが、すなわち、シート内部の凹部を充填した溶融押出し熱可塑性樹脂層は凹部上の膜厚と凸部上の膜厚が異なり、溶融押出しした後、結晶化による体積収縮に差異が生じる。すなわち膜厚の厚い部分は収縮も大きく、逆に薄い部分は収縮も小さいために、溶融押出し直後は表面が平滑であっても、経時で内部の凹凸に沿って溶融押出し樹脂層の表面にも微細な凹凸が生じる。その微細凹凸の上部に貼り合わされた透明または半透明の透明熱可塑性樹脂シートが、インサートおよびインモールド成形やプレ成形時に付与される熱によって軟化する温度になった場合に微細な凹凸に追従し、貼り合わせ面と逆側である目視面にも凹凸が再現されてしまうという問題である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−110532
【特許文献2】特開2008−094074
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、絵柄模様層と内部凹凸形状を併せ持つ高意匠で、かつ成形時の熱により最表層の軟化した熱可塑性樹脂シートが内部凹凸の形状に追従して表面にその凹凸形状を再現することがない、内部凹凸を有するインサートおよびインモールド成形用化粧シートを提供することにある。
【課題を解決するための手段】
【0010】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする、内部凹凸を有するインサートおよびインモールド成形用化粧シートである。
【0011】
また、請求項2記載の発明は、前記溶融押出熱可塑性樹脂層の表面に、接着剤層を介して、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることを特徴とする、請求項1に記載の内部凹凸を有するインサートおよびインモールド成形用化粧シートである。
【発明の効果】
【0012】
本願発明はその請求項1記載の発明により、最表層となる第2の透明または半透明熱可塑性樹脂シートは、凹凸形状を設けた第1の透明または半透明熱可塑性樹脂シートの凹凸形状を設けた面とは反対の面に貼り合わされているので、成形時の熱でシート全体が軟化したとしても変形せず、平滑な表面性を保持することが可能となるという作用効果を奏する。
【0013】
また、請求項2記載の発明により、溶融押出熱可塑性樹脂層は、直接溶融された高温のインサートおよびインモールド成形樹脂に接することがなく溶融、変形が発生しにくい。たとえ溶融押出熱可塑性樹脂層がインジェクション成形時の熱で溶融したり変形したりしたとしても、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることでシートの溶融、変形を防止することが可能となるという作用効果を奏する。
【図面の簡単な説明】
【0014】
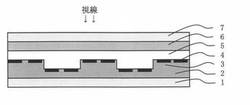
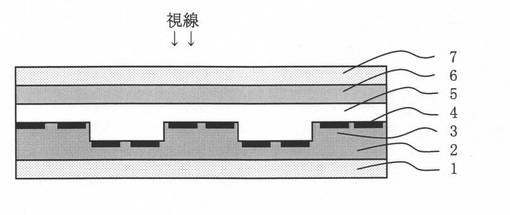
【図1】本発明のインサートおよびインモールド成形用化粧シートの一実施例の断面の構造を示す説明図である。
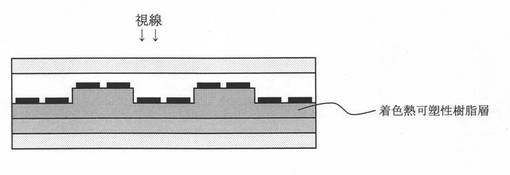
【図2】従来のインサートおよびインモールド成形用化粧シートの一比較例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態について、詳細に説明する。図1に本発明のインサートおよびインモールド成形用化粧シートの一実施例の断面の構造を示す。インサートおよびインモールド成形品の上に、適宜設けるインサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1、溶融押出熱可塑性樹脂層2、凹凸形状3、絵柄模様層4、第1の透明または半透明な熱可塑性樹脂シート5、接着剤層6、第2の透明または半透明な熱可塑性樹脂シート7、から成る化粧シートがこの順に設けられることとなる。
【0016】
本発明における第1の透明または半透明な熱可塑性樹脂シート5としては、印刷適性を有しエンボス加工による凹凸形状付与が容易でインサートおよびインモールド加工適性を有するものであれば特に限定するところではないが、ポリプロピレン樹脂、ポリエチレン樹脂、ポリカーボネート樹脂等が挙げられる。厚みは凹凸形状を付与できて表面物性を保持できる厚みが必要であるが、30〜300μmが好適である。
【0017】
また、凹凸形状は付与された時の加工温度で形状喪失の温度が決まるので、後述する溶融押出熱可塑性樹脂層2の溶融押出樹脂が第1の透明または半透明な熱可塑性樹脂シート5に接した時の温度より高い温度で凹凸付与が可能な樹脂である必要がある。
【0018】
本発明における絵柄模様層4としては、前記第1の透明または半透明の熱可塑性樹脂シート5に印刷によりインキからなる層として設けることが可能である。インキとしては、第1の透明または半透明の熱可塑性樹脂シート5の種類により密着性を考慮して適宜選択可能である。印刷方法としては、特に限定すべきものではないが、成形時の伸びが大きい場合は層も厚くする必要があるのでスクリーン印刷等が望ましい。また、光輝性顔料を添加したインキで印刷すると、凹凸形状による表現がより際立ち、意匠表現の巾が広がるため好適である。また、後述する溶融押出熱可塑性樹脂層2との密着を考慮して絵柄模様層4上に適宜接着剤を塗布しても良い。
【0019】
本発明における凹凸形状3としては、前記第1の透明または半透明の熱可塑性樹脂シート5を加温、軟化させた状態で凹凸を有する金属製や樹脂製のエンボス版やエンボスロールを前記絵柄模様層4側より圧着し冷却することにより所望の形状を付与できる。また加工温度条件は、凹凸形状の形状喪失が発生しないように、予備成形時の温度やインジェクション成形時の溶融状態の化粧シートの温度を考慮して選択する。
【0020】
本発明における溶融押出熱可塑性樹脂層2としては、特に限定するものではないが、溶融状態で前記凹凸形状3の凹部に隙間無く充填可能な粘度を有し、インジェクション成形時の形状追従性を低下させない樹脂が望ましい。具体的にはポリプロピレン樹脂が挙げられる。また、前記絵柄模様層4との密着を考慮して、溶融押出熱可塑性樹脂層2の押出時に絵柄模様層側に接着性樹脂を共押出ししても良い。また、樹脂は必要に応じて着色することも可能である。
【0021】
本発明における接着剤層6としては、前記第1の透明または半透明の熱可塑性樹脂シート5と後述する第2の透明または半透明の熱可塑性樹脂シート7とを接着できるものであれば良く、特に限定するものではない。層厚としては、前記第1の透明または半透明の熱可塑性樹脂シート5の凹凸形状を設けた面とは反対の面に僅かに出来る微細な凹凸を平滑化する程度の厚みがあればよく、具体的には0.5〜1.5μmである。また接着剤層は透明または半透明であることが好ましい。
【0022】
本発明における第2の透明または半透明の熱可塑性樹脂シート7としては、シートの表面物性を決定するものであるので求められる表面物性や成形形状を考慮して適宜選択可能であるが、アクリル系樹脂シートや易成形ポリエステル樹脂シートなどが挙げられる。
【0023】
インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1は、成形時の加熱により化粧シートが溶融したり変形したりするのを防止するために好適に用いられる。具体的には成形されるべき樹脂が溶融されて熱可塑性樹脂シート1に接する時の温度以上の融点を有している樹脂であることが必要で、高融点を有するポリカーボネート樹脂、ABS樹脂、アクリル系樹脂などが好適である。
【実施例1】
【0024】
第1の透明または半透明の熱可塑性樹脂シート5として透明ポリプロピレン樹脂フィルム「OWクリアー」(リケンテクノス(株)製:厚み120μm)を用い、この一面に、ウレタン樹脂系のグラビアインキに光輝顔料を添加したインキ(東洋インキ製造(株)製)をグラビア印刷にて重ね刷りして木目柄の絵柄模様層4を印刷にて設けた。
【0025】
前記絵柄模様層4上に、微細な間隔の複数の平行な直線の条模様からなる縞模様を一単位とし、隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされて形成された細かい石目模様のエンボス版を使用して、シート温度が140℃になるよう温度設定したエンボス機にてエンボス加工を行い、そのまま30℃まで冷却した後にエンボス版を剥離して、凹凸形状3を付与した。
【0026】
前記凹凸形状3を付与した面にイソシアネート硬化型ポリエステル系アンカーコート剤(三井化学(株)製)を1μm塗布し、その上に、溶融熱可塑性樹脂層2としてホモPP「F109V」((株)プライムポリマー製)60μmと接着性ポリオレフィン樹脂「QF551」(三井化学(株)製)20μmとを共押出しして、接着性ポリオレフィン樹脂が前記凹凸形状3側で、前記凹凸形状3の凹部に充填するようにして溶融押出して、溶融熱可塑性樹脂層2を設けた。
【0027】
前記第1の透明または半透明の熱可塑性樹脂シート5の絵柄模様層4を設けた面とは反対側の面に、塩化ビニル=酢酸ビニル共重合樹脂を1μm塗布してから、接着剤層6としてポリエステル系接着剤を介して、第2の透明または半透明の熱可塑性樹脂シート7としてアクリルシート「HBA002P」(三菱レイヨン(株)製)を貼り合せた。
【0028】
また、前記溶融熱可塑性樹脂層2の表面に、塩化ビニル=酢酸ビニル共重合樹脂を1μm塗布してから、ポリエステル系接着剤を介して、適宜設けるインサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1としてアクリルシート「HBA002P」(三菱レイヨン(株)製)を貼り合せた。以上により本発明のインサートおよびインモールド成形用化粧シートを作製した。
【0029】
<比較例1>
実施例1における第1の透明または半透明の熱可塑性樹脂シート5としてポリプロピレン樹脂フィルム「OW1024」(リケンテクノス(株)製、厚み120μm、白色)の着色熱可塑性樹脂シートに変更し、以下図2に示すように印刷の刷り順を逆にした以外は同じ材料、同じ工程で実施例1と同様に作製し、目視面を実施例1では第1の透明または半透明の熱可塑性樹脂シート5を通して絵柄模様層4を見ていたのに対し、比較例1においては溶融押出熱可塑性樹脂層2を通して見るように作製した。
【0030】
<性能比較>
以上のように作製した実施例1および比較例1のインサートおよびインモールド成形用化粧シートを、シート温度が100℃になるよう加温して予備成形し、ABS樹脂を使用したインサート成形した。<比較例1>では凹凸形状である条模様が表面に微細な凹凸として現れ内部エンボスの意匠が失われたのに対し、<実施例1>では表面は平滑で意匠感が失われることはなかった。
【産業上の利用可能性】
【0031】
本発明のインサートおよびインモールド成形用化粧シートは、自動車内装パネル、携帯電話、パーソナルコンピューターの躯体等のインサートおよびインモールド成形品の加飾に利用可能である。
【符号の説明】
【0032】
1…インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート
2…溶融押出熱可塑性樹脂層
3…凹凸形状
4…絵柄模様層
5…第1の透明または半透明な熱可塑性樹脂シート
6…接着剤層
7…第2の透明または半透明な熱可塑性樹脂シート
【技術分野】
【0001】
本発明は、自動車内装パネル、携帯電話、パーソナルコンピューターの躯体等のインサートおよびインモールド成形品の加飾に用いられる化粧シートに関するものであり、特にはデザイン性に優れ内部に凹凸感を有した意匠を付与できる化粧シートに関する。
【背景技術】
【0002】
近年、インサートおよびインモールド成形品はデザインを重視する傾向にあり、特に携帯電話、パーソナルコンピューターの躯体等は意匠性が売り上げに与える影響は大きいとされている。
【0003】
現在、インサートおよびインモールド成形品の加飾用としては、単に成形品に絵柄模様層を転写するだけの転写シートが多く用いられている。また、透明または半透明の熱可塑性樹脂シートに絵柄模様層を設けたシートで、絵柄模様層側を成形基材に貼り合わせて使用する化粧シートもあった。
【0004】
しかし、前記転写シートや前記透明または半透明の熱可塑性樹脂シートに絵柄模様層を設けたシートでは、絵柄模様層で表現できる意匠感のみの平面的な表現にとどまった。
【0005】
立体的な表現を行うため、化粧シート内部に凹凸を付与する方法として、化粧シートをインサートおよびインモールド成形においてシートに接する成形金型の箇所に凹凸形状を設けておき、成形によりシートに凹凸を付与し、その後凹凸の上から凹凸を埋めるように透明または半透明の樹脂を塗装するという方法があった。
【0006】
しかし、金型による凹凸付与は凹凸柄と成形形状毎に金型を作製しなければならず、そのコストは高額になってしまうという問題と、成形後に塗装が必要で工程が多くなるといった問題があった。また、建装材用途の内部エンボスシートはインサートおよびインモールド成形の成形樹脂温度によっては以下のような不具合があった。
【0007】
建装材用との内部エンボスシートは着色熱可塑性樹脂シートに柄印刷した上からエンボス加工により凹凸を付与し、その凹部に透明または半透明の熱可塑性樹脂を溶融押出しして得られる内部に凹凸を有するシートであるが、すなわち、シート内部の凹部を充填した溶融押出し熱可塑性樹脂層は凹部上の膜厚と凸部上の膜厚が異なり、溶融押出しした後、結晶化による体積収縮に差異が生じる。すなわち膜厚の厚い部分は収縮も大きく、逆に薄い部分は収縮も小さいために、溶融押出し直後は表面が平滑であっても、経時で内部の凹凸に沿って溶融押出し樹脂層の表面にも微細な凹凸が生じる。その微細凹凸の上部に貼り合わされた透明または半透明の透明熱可塑性樹脂シートが、インサートおよびインモールド成形やプレ成形時に付与される熱によって軟化する温度になった場合に微細な凹凸に追従し、貼り合わせ面と逆側である目視面にも凹凸が再現されてしまうという問題である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2008−110532
【特許文献2】特開2008−094074
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記問題点を解決するためになされたものであり、その課題とするところは、絵柄模様層と内部凹凸形状を併せ持つ高意匠で、かつ成形時の熱により最表層の軟化した熱可塑性樹脂シートが内部凹凸の形状に追従して表面にその凹凸形状を再現することがない、内部凹凸を有するインサートおよびインモールド成形用化粧シートを提供することにある。
【課題を解決するための手段】
【0010】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする、内部凹凸を有するインサートおよびインモールド成形用化粧シートである。
【0011】
また、請求項2記載の発明は、前記溶融押出熱可塑性樹脂層の表面に、接着剤層を介して、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることを特徴とする、請求項1に記載の内部凹凸を有するインサートおよびインモールド成形用化粧シートである。
【発明の効果】
【0012】
本願発明はその請求項1記載の発明により、最表層となる第2の透明または半透明熱可塑性樹脂シートは、凹凸形状を設けた第1の透明または半透明熱可塑性樹脂シートの凹凸形状を設けた面とは反対の面に貼り合わされているので、成形時の熱でシート全体が軟化したとしても変形せず、平滑な表面性を保持することが可能となるという作用効果を奏する。
【0013】
また、請求項2記載の発明により、溶融押出熱可塑性樹脂層は、直接溶融された高温のインサートおよびインモールド成形樹脂に接することがなく溶融、変形が発生しにくい。たとえ溶融押出熱可塑性樹脂層がインジェクション成形時の熱で溶融したり変形したりしたとしても、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることでシートの溶融、変形を防止することが可能となるという作用効果を奏する。
【図面の簡単な説明】
【0014】
【図1】本発明のインサートおよびインモールド成形用化粧シートの一実施例の断面の構造を示す説明図である。
【図2】従来のインサートおよびインモールド成形用化粧シートの一比較例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態について、詳細に説明する。図1に本発明のインサートおよびインモールド成形用化粧シートの一実施例の断面の構造を示す。インサートおよびインモールド成形品の上に、適宜設けるインサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1、溶融押出熱可塑性樹脂層2、凹凸形状3、絵柄模様層4、第1の透明または半透明な熱可塑性樹脂シート5、接着剤層6、第2の透明または半透明な熱可塑性樹脂シート7、から成る化粧シートがこの順に設けられることとなる。
【0016】
本発明における第1の透明または半透明な熱可塑性樹脂シート5としては、印刷適性を有しエンボス加工による凹凸形状付与が容易でインサートおよびインモールド加工適性を有するものであれば特に限定するところではないが、ポリプロピレン樹脂、ポリエチレン樹脂、ポリカーボネート樹脂等が挙げられる。厚みは凹凸形状を付与できて表面物性を保持できる厚みが必要であるが、30〜300μmが好適である。
【0017】
また、凹凸形状は付与された時の加工温度で形状喪失の温度が決まるので、後述する溶融押出熱可塑性樹脂層2の溶融押出樹脂が第1の透明または半透明な熱可塑性樹脂シート5に接した時の温度より高い温度で凹凸付与が可能な樹脂である必要がある。
【0018】
本発明における絵柄模様層4としては、前記第1の透明または半透明の熱可塑性樹脂シート5に印刷によりインキからなる層として設けることが可能である。インキとしては、第1の透明または半透明の熱可塑性樹脂シート5の種類により密着性を考慮して適宜選択可能である。印刷方法としては、特に限定すべきものではないが、成形時の伸びが大きい場合は層も厚くする必要があるのでスクリーン印刷等が望ましい。また、光輝性顔料を添加したインキで印刷すると、凹凸形状による表現がより際立ち、意匠表現の巾が広がるため好適である。また、後述する溶融押出熱可塑性樹脂層2との密着を考慮して絵柄模様層4上に適宜接着剤を塗布しても良い。
【0019】
本発明における凹凸形状3としては、前記第1の透明または半透明の熱可塑性樹脂シート5を加温、軟化させた状態で凹凸を有する金属製や樹脂製のエンボス版やエンボスロールを前記絵柄模様層4側より圧着し冷却することにより所望の形状を付与できる。また加工温度条件は、凹凸形状の形状喪失が発生しないように、予備成形時の温度やインジェクション成形時の溶融状態の化粧シートの温度を考慮して選択する。
【0020】
本発明における溶融押出熱可塑性樹脂層2としては、特に限定するものではないが、溶融状態で前記凹凸形状3の凹部に隙間無く充填可能な粘度を有し、インジェクション成形時の形状追従性を低下させない樹脂が望ましい。具体的にはポリプロピレン樹脂が挙げられる。また、前記絵柄模様層4との密着を考慮して、溶融押出熱可塑性樹脂層2の押出時に絵柄模様層側に接着性樹脂を共押出ししても良い。また、樹脂は必要に応じて着色することも可能である。
【0021】
本発明における接着剤層6としては、前記第1の透明または半透明の熱可塑性樹脂シート5と後述する第2の透明または半透明の熱可塑性樹脂シート7とを接着できるものであれば良く、特に限定するものではない。層厚としては、前記第1の透明または半透明の熱可塑性樹脂シート5の凹凸形状を設けた面とは反対の面に僅かに出来る微細な凹凸を平滑化する程度の厚みがあればよく、具体的には0.5〜1.5μmである。また接着剤層は透明または半透明であることが好ましい。
【0022】
本発明における第2の透明または半透明の熱可塑性樹脂シート7としては、シートの表面物性を決定するものであるので求められる表面物性や成形形状を考慮して適宜選択可能であるが、アクリル系樹脂シートや易成形ポリエステル樹脂シートなどが挙げられる。
【0023】
インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1は、成形時の加熱により化粧シートが溶融したり変形したりするのを防止するために好適に用いられる。具体的には成形されるべき樹脂が溶融されて熱可塑性樹脂シート1に接する時の温度以上の融点を有している樹脂であることが必要で、高融点を有するポリカーボネート樹脂、ABS樹脂、アクリル系樹脂などが好適である。
【実施例1】
【0024】
第1の透明または半透明の熱可塑性樹脂シート5として透明ポリプロピレン樹脂フィルム「OWクリアー」(リケンテクノス(株)製:厚み120μm)を用い、この一面に、ウレタン樹脂系のグラビアインキに光輝顔料を添加したインキ(東洋インキ製造(株)製)をグラビア印刷にて重ね刷りして木目柄の絵柄模様層4を印刷にて設けた。
【0025】
前記絵柄模様層4上に、微細な間隔の複数の平行な直線の条模様からなる縞模様を一単位とし、隣り合った単位縞模様同士の条模様の条方向が互いに異なるように組み合わされて形成された細かい石目模様のエンボス版を使用して、シート温度が140℃になるよう温度設定したエンボス機にてエンボス加工を行い、そのまま30℃まで冷却した後にエンボス版を剥離して、凹凸形状3を付与した。
【0026】
前記凹凸形状3を付与した面にイソシアネート硬化型ポリエステル系アンカーコート剤(三井化学(株)製)を1μm塗布し、その上に、溶融熱可塑性樹脂層2としてホモPP「F109V」((株)プライムポリマー製)60μmと接着性ポリオレフィン樹脂「QF551」(三井化学(株)製)20μmとを共押出しして、接着性ポリオレフィン樹脂が前記凹凸形状3側で、前記凹凸形状3の凹部に充填するようにして溶融押出して、溶融熱可塑性樹脂層2を設けた。
【0027】
前記第1の透明または半透明の熱可塑性樹脂シート5の絵柄模様層4を設けた面とは反対側の面に、塩化ビニル=酢酸ビニル共重合樹脂を1μm塗布してから、接着剤層6としてポリエステル系接着剤を介して、第2の透明または半透明の熱可塑性樹脂シート7としてアクリルシート「HBA002P」(三菱レイヨン(株)製)を貼り合せた。
【0028】
また、前記溶融熱可塑性樹脂層2の表面に、塩化ビニル=酢酸ビニル共重合樹脂を1μm塗布してから、ポリエステル系接着剤を介して、適宜設けるインサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート1としてアクリルシート「HBA002P」(三菱レイヨン(株)製)を貼り合せた。以上により本発明のインサートおよびインモールド成形用化粧シートを作製した。
【0029】
<比較例1>
実施例1における第1の透明または半透明の熱可塑性樹脂シート5としてポリプロピレン樹脂フィルム「OW1024」(リケンテクノス(株)製、厚み120μm、白色)の着色熱可塑性樹脂シートに変更し、以下図2に示すように印刷の刷り順を逆にした以外は同じ材料、同じ工程で実施例1と同様に作製し、目視面を実施例1では第1の透明または半透明の熱可塑性樹脂シート5を通して絵柄模様層4を見ていたのに対し、比較例1においては溶融押出熱可塑性樹脂層2を通して見るように作製した。
【0030】
<性能比較>
以上のように作製した実施例1および比較例1のインサートおよびインモールド成形用化粧シートを、シート温度が100℃になるよう加温して予備成形し、ABS樹脂を使用したインサート成形した。<比較例1>では凹凸形状である条模様が表面に微細な凹凸として現れ内部エンボスの意匠が失われたのに対し、<実施例1>では表面は平滑で意匠感が失われることはなかった。
【産業上の利用可能性】
【0031】
本発明のインサートおよびインモールド成形用化粧シートは、自動車内装パネル、携帯電話、パーソナルコンピューターの躯体等のインサートおよびインモールド成形品の加飾に利用可能である。
【符号の説明】
【0032】
1…インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シート
2…溶融押出熱可塑性樹脂層
3…凹凸形状
4…絵柄模様層
5…第1の透明または半透明な熱可塑性樹脂シート
6…接着剤層
7…第2の透明または半透明な熱可塑性樹脂シート
【特許請求の範囲】
【請求項1】
第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする、内部凹凸を有するインサートおよびインモールド成形用化粧シート。
【請求項2】
前記溶融押出熱可塑性樹脂層の表面に、接着剤層を介して、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることを特徴とする、請求項1に記載の内部凹凸を有するインサートおよびインモールド成形用化粧シート。
【請求項1】
第1の透明または半透明の熱可塑性樹脂シートの一面に絵柄模様層を設け、該絵柄模様層を設けた面に凹凸形状を設け、該凹凸形状を設けた面上に凹部に充填するように溶融押出熱可塑性樹脂層を設け、前記第1の透明または半透明の熱可塑性樹脂シートの絵柄模様層を設けた面とは逆の面に接着剤層を介して第2の透明または半透明の熱可塑性樹脂シートを貼り合わせてなることを特徴とする、内部凹凸を有するインサートおよびインモールド成形用化粧シート。
【請求項2】
前記溶融押出熱可塑性樹脂層の表面に、接着剤層を介して、インサートおよびインモールド成形時の加熱温度よりも高い溶融温度を有する樹脂からなる熱可塑性樹脂シートを貼り合わせてなることを特徴とする、請求項1に記載の内部凹凸を有するインサートおよびインモールド成形用化粧シート。
【図1】


【図2】
【図2】
【公開番号】特開2012−30418(P2012−30418A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−170251(P2010−170251)
【出願日】平成22年7月29日(2010.7.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月29日(2010.7.29)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]