
円状及びスパイラル形の軌道において正確にタイミングを図ったレーザパルスを移動することによって穴を形成する方法。
【課題】特定可能なビーム位置決め装置加速により、円状穴開け運動を開始し終了する方法を提供すること。
【解決手段】標本からの材料の高速除去は、様々な円形50及びスパイラル状レーザツールパターンに沿ってレーザビーム軸を指向するのにビーム位置決め器を使用する。材料除去の好ましい方法は、ビームの軸と標本との間に相対運動を引き起こすこと、入口セグメント加速度で入口軌跡52に沿ってレーザビームパルス放射58が開始される標本内の入口位置54へビーム軸を指向すること、標本の円形セグメントに沿って材料を除去するために標本内の円形周囲加速度でビーム軸を移動すること、そして入口セグメント加速度を2倍未満の円形周囲加速度に設定することを要する。
【解決手段】標本からの材料の高速除去は、様々な円形50及びスパイラル状レーザツールパターンに沿ってレーザビーム軸を指向するのにビーム位置決め器を使用する。材料除去の好ましい方法は、ビームの軸と標本との間に相対運動を引き起こすこと、入口セグメント加速度で入口軌跡52に沿ってレーザビームパルス放射58が開始される標本内の入口位置54へビーム軸を指向すること、標本の円形セグメントに沿って材料を除去するために標本内の円形周囲加速度でビーム軸を移動すること、そして入口セグメント加速度を2倍未満の円形周囲加速度に設定することを要する。
【発明の詳細な説明】
【技術分野】
【0001】
この技術分野はレーザに関連し、より詳細には、種々の実際材料において迅速に複数の穴を形成するためにレーザビームを使用する方法に関する。
【背景技術】
【0002】
電子回路は複雑さを増し続ける一方、同時にそのサイズ及びコストは縮小している。結果的に生ずる回路密度の増大は、高密度集積回路及びハイブリッド回路及びECBの生産能力に対して多大な要求をする。
【0003】
従来の作業者は、ECBに穴を開けるためにひと揃いの機械的ドリル及びパンチを用いた。しかしながらそれらの穴の直径は、新しい穴直径要求が指示するものよりも大きい。さらに機械的穿孔方法(穴開け方法)は速度が遅く、工具破壊が起こりやすく、かつ、いわゆるスルーホール(透孔)の穴開けに限定される。
【0004】
最近、レーザによる穴開け方法が発展してきている。この方法は、ECB内の導体層上でしばしば終わるところの数百もの非常に小さい穴(マイクロビアあるいはビアと呼ばれる)を1秒間に加工することを可能とする。
【0005】
幾つかの穴開け加工への応用については、材料加工のためにガウス分布レーザビームが使用される。このビームは、穴開け加工される穴の直径よりもはるかに小さい直径を有する。従ってレーザビームは、穴を開けるかあるいはその全領域をアブレーションにより除去するために移動されなければならない。その移動のタイプ及び移動の制約が、穴を開けるのに要する時間に直接的に影響を与え、従ってまたレーザ装置の処理能力に影響を与える。
【0006】
従来の作業者は、トレパン及びスパイラル移動パターンと呼ばれる穴群をレーザ加工した。この移動パターンは一般にツール(工具)と呼ばれる。トレパン加工は穴の中心から出発し、急速に穴の周辺に移動し、前記周辺の周りでプログラムされた繰り返し回数だけビームをスピンさせ、そして前記中心に急速に戻る。スパイラル加工は、穴の中心から出発し、高速度で内径へ移動し、プログラムされた回転数だけビーム位置決め装置をスピンさせ、穴の周囲に達するまで前記直径を増大させる。レーザビームの移動は、広い範囲にわたる種々のレーザビーム位置決め装置により行われる。それらは例えばモデル53XXシリーズのワークピース加工装置であり、これはこの特許出願の譲受人であるオレゴン州ポートランドのエレクトロサイエンティフィックインスツルメント会社によって製造される。
【0007】
従来のトレパン及びスパイラルレーザ穴加工方法は少なくとも9個の以下のような問題を有する。
【0008】
1.従来の工具パターンは位置決め装置に対して過大な加速制限をもたらす。従来のトレパン加工は、加工されている穴の境界の周りで円形運動でレーザビームを移動させなければならない。当業者は円形運動での半径方向加速度はV2/Rであることを知っている。ここにVは工具の速度であり、Rは円形運動の半径である。トレパン加工では、工具を穴の中心に位置決めした後、初期移動セグメントが先行する。これは、穴の中心と円形運動の開始との間の滑らかな移行を可能とし、工具加速及びジャーク(加速の変動の割合)を抑制する。
従来技術のトレパン加工によれば、前記初期移動セグメントで要求される加速度は、2V2/Rであり、これは円形運動で要求される加速度の2倍である。さらに2倍の加速が要求される運動軸は、1/2の継続時間加速パルスを実行する軸と同じである。結果として円形運動が要求するものに比べて4倍のジャーク波形となる。よってレーザビーム位置決め装置の加速度が制限される。なぜなら2倍のモータ電流が、2倍のサーボ周波数で要求されるからである。
【0009】
2.従来のスパイラル工具パターンは、外向きスパイラルに限られており、このことは加工する材料のタイプを制限することとなっていた。
【0010】
3.従来のトレパン及びスパイラル加工は、スパイラル及び繰り返し周辺運動でもって、穴開け加工を行うために時間を浪費する多数の工程を要求していた。この多数のステップを実行することは、ビーム位置決め装置が一般的な移動アルゴリズムを実行することを要求し、その移動アルゴリズムは、各ステップの間に工具が穴の中心に戻るための少なくとも2つの加速パルスを要求する。
【0011】
4.大きな加速度或いは、前の穴からの高速移動からの回復のためにビーム位置決め装置の制止時間が要求される場合には、次の穴の目的位置までの一定工具速度移動により前記制止は行われる。これは利用可能なビーム位置決め装置の運動範囲を制限する。この運動範囲はガルバノメータに基づいたビーム位置決め装置を利用する場合には顕著である。
【0012】
5.また、上記制止時間テクニックは、ビーム位置決め装置を定常穴加工周波数に落ち着かせることができない。これは振動円形運動が始まるとき過渡的な反動をもたらす。
【0013】
6.従来の工具パターンは、種々の進入角度から穴への接近を行うためにスパイラル工具パターンの多数の繰り返しが要求されるときその速度は著しく遅い。従来のビーム位置決め方法は、上記した一般的移動アルゴリズムを使用し、それは繰り返しの間に穴の中心に戻るための少なくとも2つの加速パルスを要求する。
【0014】
7.従来のトレパン工具パターンは、ムラのある材料の除去をもたらした。これは、ビームが穴の中心から周辺へそして周辺から穴の中心へ移動するとき、レーザビームエネルギーが穴の1/4象限に集中するからである。
【0015】
8.従来のスパイラルあるいはトレパン工具パターンは、レーザトリガー信号のタイミングをビーム位置決め運動と同期させていない。これは最初の穴加工パルスの欠如をもたらす。それは典型的なQスイッチレーザは、第1のパルスをコマンド通りに生成しないからである。
【0016】
9.周辺において多数の繰り返しを行うことで穴加工するために使用される従来のトレパン工具パターンは、穴境界の周囲でレーザパルスを相当に重複させ、これにより材料の非一様な除去が行われていた。
【0017】
従って必要とされることは、低コストで高い生産能力を有するワークピース加工機械であり、それは種々のワークピース材料に小さく品質の高い複数の穴を開けることができる工具パターンを有する。前記ワークピース材料は、任意の印刷配線基板材料のごときものであり、それは硬い物でも柔軟な物でも、銅張りであっても銅露出された物であっても、ファイバーで強化された誘電体あるいは均質樹脂誘電体であっても良い。ワークピース材料は、また半導体装置で使用されるところのセラミック基板あるいはシリコン基板をも含む。
【発明の概要】
【発明が解決しようとする課題】
【0018】
従って、目的は特定可能なビーム位置決め装置加速により、円状穴開け運動を開始し終了する方法を提供することである。
他の目的は、種々の新しい工具パターンを生成するための方法を提供することである。
さらに他の目的は、穴材料の一様な除去を達成するための工具パターンパラメータを調整するための方法を提供することである。
さらに他の目的は、ワークピース加工を実行するためのレーザ発射パターン及びタイミングを制御するための方法を提供することである。
さらに他の目的は、ワークピース上の任意の工具位置とレーザ発射とを同期させるための方法を提供することである。
【0019】
以下の実施形態は、レーザビーム位置決め装置を操作するための工具パターン移動コマンド及び付随するレーザ発射コマンドのタイミングのための工具パターン移動コマンドを生成する。以下の特徴は、背景技術情報として上記した対応する問題を同定するための番号に一致した番号により同定される。
【0020】
1.望ましい工具パターンは、穴の中心の外側から、穴位置へ接近することによりビーム位置決め装置の加速度を抑制し、ジャーク(急加速)問題を低減する。
接近運動の間、dt/2セグメントと呼ばれる運動セグメントは、円状セグメント継続時間の半分の継続時間を有し、加速度0を有する。この接近移動は、より小さなサーボ誤差をもたらす。工具速度は、使用可能な加速度の平方根で制限されるため、このような穴への接近方法は、他の因子により制限を受けない限り、工具速度を41%増加することを可能とする。
dt/2セグメントからの大きな加速度の除去は又、穴加工品質を保持しながら、円状振動周波数の最大値を増大することを可能とする。穴開けが行われているときの円加速度に対するdt/2セグメントの加速度の比率をαとする。αが増大すると、初期穴位置は穴の中心へ向かって移動し、α=2は、先行技術の開始位置を表す。α=0では、前記dt/2セグメントは、望ましい0の相対加速度を有する。
【0021】
2.前記工具パターンは、外方向へのスパイラル(らせん運動)、内方向へのスパイラル、外方向と内方向への結合スパイラルもサポートし、それらは全て、運動セグメントの間でレーザパルスをオフにすることなく実行される。内方向へのスパイラルは、ガラスで強化された材料を加工するのに適している。それらの材料は、例えば非均質なガラス強化エッチング回路基板材料である。
【0022】
3.ツールパターンはレーザパルスを停止することなく、単一のステップにおいて、スパイラル状及び反復周囲処理を実施できる。
【0023】
4.位置決め器の整定時間は、ユーザによるプログラム可能であり、処理されるべき最初の穴の直径の円形経路を辿るビーム位置決め器によって費やされ、その辿ることはビーム位置決め器の領域を制限しない。
【0024】
5.また、ビーム位置決め器が振動している間に、上記整定時間の改良によって、整定は生じ、その結果、旋回から振動的運動への経過は処理することより整定することに費やす。
【0025】
6.ツールパターンは、ツールの多数の反復を扱うための、改善された方法を使用する。次の反復を始める総括的な動きで、円運動を終了するのではなく、この方法は位置決め器軸の間の90度の位相差で接点を維持する。これは、次のツール反復の入口状態に到達されるまで、運動セグメント持続期間が調整される間に、円運動を続行させる。先行技術の方法は包括的運動時間及び次の反復の回転時間の1/4を最初の反復の回転時間の1/4に加える時間に等しい反復間のレーザオフ時間を要求した。この方法は最小穿孔時間(穿孔―Tmin)及び次のツール反復の1/4回転時間を最初の反復の回転時間の1/4に加える時間を多くても要求する。最小穿孔―Tminは小さい運動が使用されるので包括的運動より小さい。さらに、次の反復の入口角度は最初の反復の出口角度から180度補正されるとき、所要レーザオフ時間は次の反復の回転時間の1/4を最初の反復の回転時間の1/4に加える時間だけである。
【0026】
7.ツールパターンが周囲のみの円モードに使用されるときに、レーザパルスは内部に置かれず、不均等に分配されるレーザエネルギーの先行問題を除去する。
【0027】
8.ビーム位置決め器及びレーザ同期方法は、ビーム位置決め器がターゲット穴位置に到達する前に第1のレーザパルスを放射するためのレーザ放射信号を予定し、その結果現実に放射される第1のパルスである第2のパルスは望ましいところに加わり、その後、命令された全てのパルスは工作物に配送される。この方法はさらに、加速セグメントの中央でレーザを作動させるために設定される半正弦プロファイラパラメータに追加される「部分的なレーザ遅延」パラメータを含む。
【0028】
9. ツールパターンは、どれだけ多くのツール回転(反復)が周囲で行われるかを説明する穴周囲へのパルスの「増分バイトサイズ」分配を支持する。これは穴周囲の周りに等しくかつ正確にレーザパルスの分配を最適化する。増加バイトパルスはツールの第1及び第2の回転(反復)において配送される第1のパルス間に周囲に沿う距離として定義される。増分バイトサイズ方法は、ツール回転(反復)数で割り算されるレーザバイトサイズに等しくさせるために増分バイトサイズを設定するためにツール速度を自動的に調整することを提供する。
【0029】
この発明の追加の特徴及び利点は、添付図面に関して進行する、好ましい実施例の次の詳細な記載から明白になる。
【図面の簡単な説明】
【0030】
【図1A】ツールパターンに沿ってレーザビームを指向するためにビーム位置決め器のX軸及びY軸位置対時間の最初のセットを示すグラフである。
【図1B】図1AのX軸及びY軸ビーム位置の第1のセットから生じる入口、円形、出口セグメントを示すXYプロットである。
【図2A】ツールパターンに沿ってレーザビームを指向するためにビーム位置決め器のX軸及びY軸位置対時間の別のセットを示すグラフである。
【図2B】図2AのX軸及びY軸ビームの第2のセットから生じる入口、円形、出口セグメントを示すXYプロットである。
【図3】レーザビーム位置決め方法によって発生される円形ツールパターンを示すXYプロットである。
【図4】レーザビーム位置決め方法によって発生される外方スパイラル状ツールパターンを示すXYプロットである。
【図5】レーザビーム位置決め方法によって発生される内方スパイラル状ツールパターンを示すXYプロットである。
【図6】レーザビーム位置決め方法によって発生される内方及び外方スパイラル状ツールパターンを示すXYプロットである。
【図7】レーザビーム位置決め方法によって発生される外方スパイラル状ツールパターンの2つの反復を示すXYプロットである。
【図8】非常に小さい増分バイトサイズを使用する先行技術の穿孔器ツールパターンの多数の反復で処理される許容できない、エッチング回路基板のビアの写真である。
【図9】パルスによるレーザ放射方法にしたがって選択される増分バイトサイズをし使用する円形ツールパターンの多数反復で処理される高品質のエッチングされた回路基板の写真である。
【図10】先行技術のツール速度を使用する先行技術の穿孔器の5回の反復によって処理されるビアの写真である。
【図11】計算されたツール速度を使用する円形ツールパターンの5回の反復によって処理されるビアを示すXYプロットである。
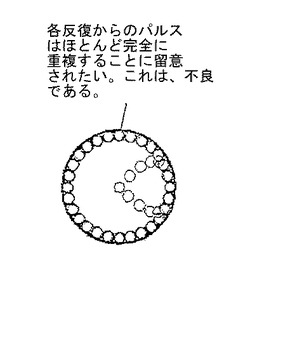
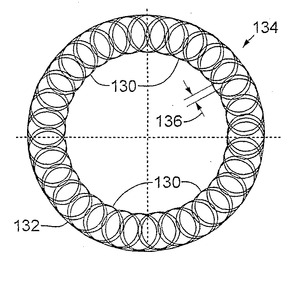
【図12】先行技術の穿孔器のツールパターンの2回の反復によって穴の周囲周りに不均等に分配されるレーザパルスを示すXYプロットである。
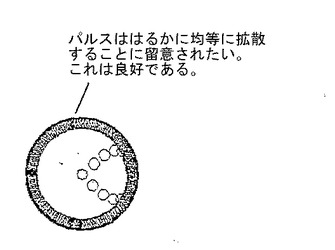
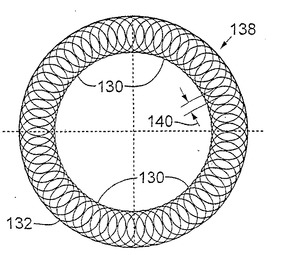
【図13】「等化周囲パルスオーバラップ」方法を使用する円形ツールパターンの2回の反復によって穴の周囲周りに不均等に分配されるレーザパルスを示すXYプロットである。
【図14】上記方法を制御しかつ支持するレジスタ構造を示す簡易電気ブロックダイアグラムである。
【図15A】上記方法を支持するレーザパルスを放射するための通常及び特殊事例のタイミング関係を示す電気波形タイミングダイアグラムである。
【図15B】上記方法を支持するレーザパルスを放射するための通常及び特殊事例のタイミング関係を示す電気波形タイミングダイアグラムである。
【図16】レーザビーム位置決めコマンド、種々のシステム遅延及びレーザビームパルス間のタイミング関係を示す電気波形値タイミングダイアグラムである。
【発明を実施するための形態】
【0031】
背景情報の部分で触れたように、レーザビームの高速で精密な位置決めをするためには、位置決め装置はジャーク(急加速運動)を制御しなければならない。ジャークは加速度の変動の割合である。多くの従来の位置決め装置は、円状運動を、短い相互に結合された線形運動の列として実行してきた。しかしながら、相互接続点における急激な角度変化がスピードと位置決め精度を制限するところの受容できない大きな急加速運動を生成した。
【0032】
円状運動は穴開け加工の応用において原理的なものであり、正弦波位置決め駆動の波形を採用することが好ましい。特に好ましい位置決め駆動波形は、半正弦波形状の加速セグメントを有し、このセグメントは0加速度の点で開始し終了する。各々の加速セグメントは、Tminの時間を有し、この時間は、位置決め装置の加速能力範囲内で最も短い0でない加速度を有する半正弦波セグメントであり、位置決め装置の共振問題を回避することができる。
【0033】
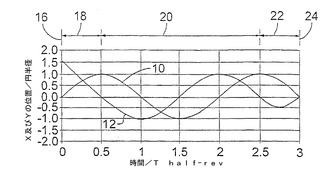
図1A及び2Aに示されるように、円状運動は、90度位相がずらされた正弦波波形の対を有する位置決め装置の直交軸を駆動することにより達成される。例えば90度の進入角からスタートする完全円を形成するために、X軸は、2つの半正弦波加速セグメントで駆動され、Y軸は、3つの、90度位相シフトされた半正弦セグメントで駆動される。X軸は、穴位置間の運動から、穴加工を分離するための、入口(進入)及び出口(退出)セグメントと称される「穴埋め」セグメントを有する。
【0034】
従ってこの発明の第1の特徴は、前記dt/2セグメントについての特定可能なビーム位置決め装置加速度をもって円状工具パターンを開始し且つ終了する方法である。円状運動を生成することは、ビーム位置決め装置のX及びY軸を駆動するために、90度位相シフトされた正弦運動波形の対を生成することを含む。90度位相シフトを生成することは、複数の軸の1つに半正弦波セグメントを挿入することを含む(どちらの軸かは工具パターンの進入角度に依存する)。ここでdtは、円状運動セグメントのdtの半分に等しい。従って位相シフトされたセグメントは、dt/2セグメントと呼ばれる。ユーザは、初期ビーム位置に対する要求加速度という問題とトレードオフするために、前記dt/2セグメントの加速度を、円加速度の0から2倍に特定することができる。
【0035】
係数αは円状周囲部加速度に対するdt/2セグメント加速度の比率として定義される。αが増加するにつれ、初期ビーム位置は、円状運動の周囲部の外側から加工される穴の中心へ向かって移動し、一方結果的な加速度は増加する。α=2に対しては、先行技術の開始運動と加速度が生成される。α=0に対しては、dt/2セグメントは前記円状運動に対して望ましい0加速度を有する。
【0036】
図1及び2は、異なったαの値に対してのビーム位置決め装置の運動を示す。αの値は、開始及び終了dt/2セグメントについて異なった値に特定される。
【0037】
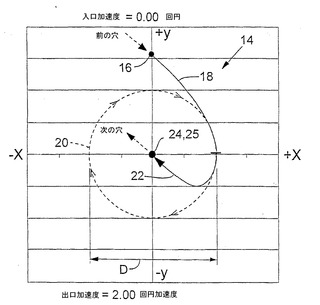
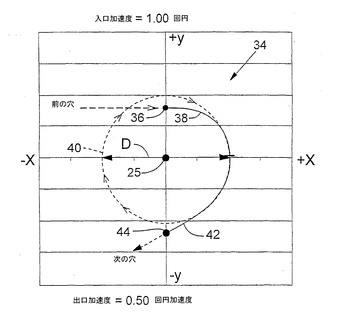
図1A及び1Bは、工具パターンビーム経路14に沿ってレーザビーム軸を向けるための、ビーム位置決め装置(図示せず)の、時間に対するX軸位置10とY軸位置12の組を示す。ビーム経路14は、開始位置16(ドットで表示)から出発し、進入セグメント(入口セグメント)18と、360度の円状セグメント20(点線で表示)と退出セグメント(出口セグメント)22と、終了位置24(点で表示)を含む。終了位置24は、円状セグメント20の中心25でもある。円状セグメント20は、直径Dを有し、加工されるべき穴の周囲に対応し、360度以上の広がりを持つことができる。この例で、入口セグメント18は、0に設定されたαを有し、出口セグメント22は、2に設定されたαを有する。従って入口セグメント18の加速度は0であり(すなわち一定速度)、これは好ましい。しかし出口セグメント22の加速度は円セグメント20の加速度の2倍である。
【0038】
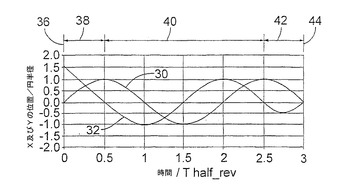
図2A及び図2Bは、ツールパターンビーム経路34に沿ってレーザビーム軸を指向するためにビーム位置決め器のX軸位置30及びY軸位置32対時間の第2のセットを示す。開始位置36(1ドットとして示される)でのビームパス34は開始位置36(点で図示)を開始し、入口セグメント38、360度の円形セグメント40(点線で図示)、出口セグメント42及び終了位置44(点で図示)を含む。この例では、入口セグメント38は、1へのセットを持ち、出口セグメント42は0.5へのセットを持つ。したがって、入口セグメント38の加速度は円形セグメント20の加速度と同じであり、出口セグメント22の加速度は円形セグメント20の加速度の半分である。
【0039】
ツールパターンは入口セグメント、例えば入口セグメント18,38を使用し、出口セグメント、例えば出口セグメント42を使用する。一連の穴は前の穴の終了位置及び次の穴の開始位置をリンクする通路に沿ってレーザビーム軸を指向することによって加工物内に処理される。入口及び出口セグメント方法により、ツール運動速度が先行の方法で達成できるそれより41%増加することができる。
【0040】
この発明の第2の特徴は、種々のツールパターンを実行するための半正弦パラメータ、例えば図1A及び図1BのX軸及びY軸位置10,12,30,32を発生させる方法を提供する。 そのパラメータ及び方法は本発明のMatlabコード表示及びツールパターンの特徴を図示するいくつかの関連図に関して記載される。Matlabはマサチューセッツ州ナトリックのMathWorksから入手可能なモデルベースデザインシュミレーションプログラムである。運動セグメントを発生させるMatlabコードは付録Aに述べられる。
【0041】
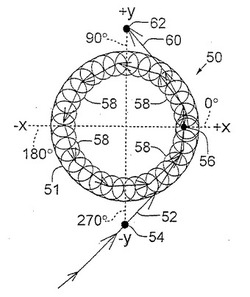
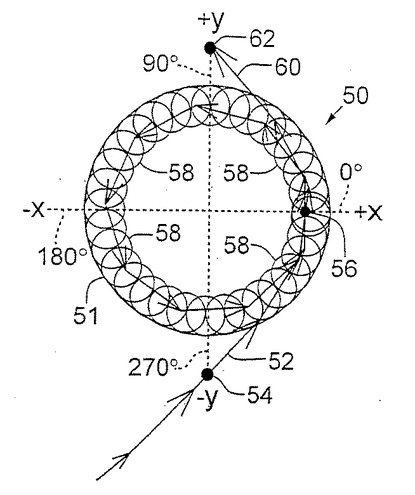
図3は、この方法により生成される円状工具パターン50を示す。円状工具パターン50は、加工されるべき穴の周囲51に沿って切断することにより材料の中に穴を形成するために使用される。この工具パターンを使用するとき、XY座標軸の周りの回転角度を参照して各穴は加工される。ここで+X,+Y,−X,−Yはそれぞれ0,90,180,270度をそれぞれ向いている。
【0042】
円状工具パターン50は、270度における開始位置54とレーザパルス58が開始するところの0度における入口位置56を有する入口セグメント52を含む。この例においては、加工される穴は、125ミクロンの直径を有し、レーザパルス58は、20ミクロンの実効スポットサイズを有する。10.25ミクロンのレーザかじりサイズは、360度の繰り返し工具パターン50の間において周辺51の中に、33個のレーザパルス58を分配する。工具パターン50は、入口位置56で開始し且つ終了する。レーザパルス58はオフされ、工具パターン50は出口セグメント60に沿って進み90度における終了位置62へ進む。
【0043】
当業者は、入口及び出口セグメント52、60の角度の位置が処理される先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の1つの模範的なセットを単に示すことを認識する。例えば、入口セグメント52は0度及び90度にて開始及び終了し、したがって、出口セグメント60は90度及び180度にて開始及び終了する。
【0044】
典型的な位置決め器、レーザ、及びツールパターン50に関連した穴パラメータは、717mm/秒、70kHzのレーザパルス反復周波数(「PRF」))、1000Gの位置決め器の最大加速度、0.47ミリ秒のビア穿孔時間、及び0.7ミリ秒のビア最小限運動時間を含み、結果として855ビア/秒の最大ビア処理速度を生じる。
【0045】
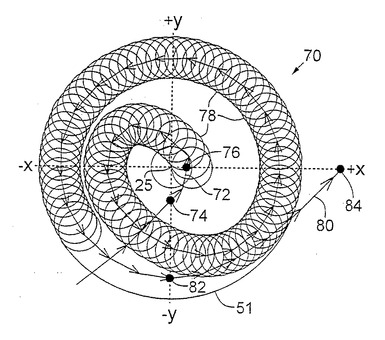
図4は、この方法により生成される外向きスパイラル工具パターン70を示す。外向きスパイラル工具パターン70は、加工される各穴の中心25から周辺51に向かって徐々に遠ざかる曲線的経路に沿って中心25から材料を除去することにより素材に複数の穴を形成するために使用される。外向きスパイラル工具パターン70は、270度における開始位置74とレーザパルス78が開始される0度における入口位置とを有する入口セグメント72を有する。この例において加工される穴は125ミクロンの直径を有し、レーザパルス78は、20ミクロンの実効的スポットサイズを有し、4.47ミクロンのレーザかじりサイズを有する。1つの繰り返し工具パターン70の間に89個のレーザパルス78が分配される。前記工具パターン70は、入口位置76で開始し、360度回転して外側へスパイラルし、周辺部51を0度から約216度まで加工し、前記216度の位置でレーザパルス78はターンオフされ、前に加工された位置とオーバーラップすることが防止される。工具パターン70は、270度における開始位置82から0度における終了位置84に至る出口セグメント80に沿って移動する。
【0046】
当業者は、入口及び出口セグメント72、80の角度の位置が処理されるべき先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の典型的な1セットを単に表わすことを再び認識する。例えば、入口セグメント72は0度及び90度から開始し、また終了することができ、したがって、出口セグメント80は0度及び90度から開始し、また終了することができる。
【0047】
典型的な位置決め器、レーザ、及びツールに関連した穴パラメータ70は、313mm/秒のツール速度、70kHzのレーザPRF、位置決め器の最大の加速1000G秒、1.27ミリ秒のビア穿孔時間、そして442 ビア/秒の最大ビア処理速度を含む。
【0048】
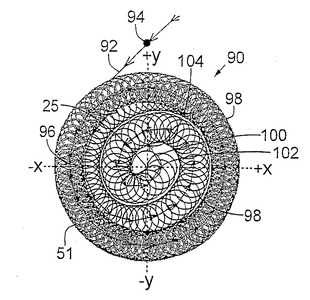
図5は、本方法によって発生された内方スパイラル状ツールパターン90を示す。内方スパイラル状ツールパターン90は、曲線からなるパスに沿って周囲51から材料を次第に、処理されている各穴の周囲51の中心25へ周囲51から内方へ除去することにより、材料に穿孔するのに使用される。内方スパイラル状ツールパターン90は、レーザパルス98が開始される、90度に開始位置94及び180度に入口位置96を有する入口セグメント92を含む。この例において、処理されている穴は125μmの直径を持ち、レーザパルス98は20μmの有効スポットサイズ及び4.47μmのレーザバイトサイズを持つ。入口位置96から開始し、180度で開始しかつ0度で終了する周囲51内で2.5回転(900度)のの処理を行い、0度で開始しかつ0度で終了する2回の360度回転ために内方へスパイラル状運動するツールパターン90の単一の反復の間に分配される273個のレーザパルス98があり、その位置で、ポイントレーザパルス98は停止される。ツールパターン90は90度の終了位置104への0度の開始位置102を持つ出口セグメント100に続く。
【0049】
当業者は、入口及び出口セグメント92、100の角度の位置が処理される先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の1つの模範的なセットを単に示すことを再び認識する。例えば、入口セグメント92は270度及び0度から開始しかつ終了することができる。したがって、出口セグメント100は90及び180度から開始しかつ終了することができる。
【0050】
典型的な位置決め器、レーザ、及びツールパターン90に関連された穴パラメータは、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器の最大加速度、3.9ミリ秒のビア穿孔時間、及び0.85ミリ秒のビア最小限運動時間を含み、結果として211ビア/秒の最大ビア処理速度を生じる。
【0051】
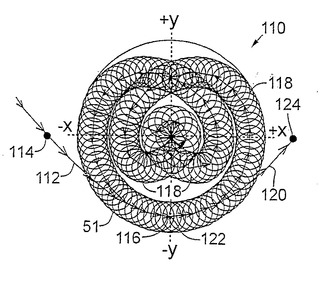
内外方スパイラル状ツールパターン110は、周囲51から内方に向かって処理されている各穴の中心へ、そして外方に向かって周囲51へ戻って材料を除去することにより、材料を穿孔するために使用される。内外方スパイラル状ツールパターン110は180度に開始位置114及び270度に入口位置116を持つ入口セグメント112を含み、そこで、レーザパルス118が開始される。この例において、処理されている穴は125μmの直径を持ち、また、レーザパルス118は20μmの有効スポットサイズ及び4.47μmのレーザバイトサイズを持つ。入口位置116で開始し、270度で開始しかつ0度で終了する周囲51内で4分の1回転の処理を行い、180度で開始及び終了する360度1回転の間に外方へスパイラル状運動し、そして周囲51内で180度から270度の4分の1回転の処理を行い、そこで、ポイントレーザパルス118が停止される、ツールパターン110の単一の反復の間に分配される132個のレーザパルスがある。ツールパターン110は270度の開始位置122から0度の終了位置124を有する出口セグメント120に続く。
【0052】
当業者は、入口及び出口セグメント112、120の角度位置が、処理されるべき先後の穴の相対的位置に依存してX軸及びY軸に関して相殺できる相対的な角度の典型的な1セットを単に示すことを再び認識する。
【0053】
典型的な位置決め器、レーザ、及びツールパターンに関連した穴パラメータ110は、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器最大加速度、1.88ミリ秒のビア穿孔時間、そして1.03ミリ秒のビア最小運動時間を含み、結果として434ビア/秒の最大ビア処理速度になる。
【0054】
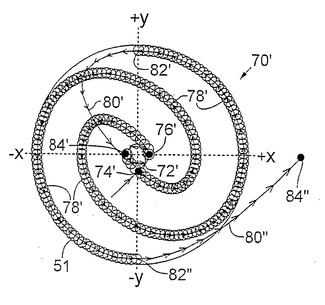
図7はこの方法により生成される外側へ向かうスパイラル工具パターン70の2つの繰り返しを示す(2つの繰り返しは70′と称される)。(工具パターン70′は、入口及び出口セグメント軌跡をより明瞭に示すために、半分の大きさのレーザスポットで示される。)外向きスパイラル工具パターン70′は、加工される穴の中心から外向きに周辺部51まで材料を繰り返し除去することにより材料に穴を開けるために使用される。外向きスパイラル工具パターン70′は、270度にある開始位置と、レーザパルス78′が開始されるところの0度における入口位置76′とを有する入口セグメント72′を含む。この例において、加工される穴は200ミクロンの直径を有し、レーザパルス78は、10ミクロンの実効スポットサイズを有し、4.47ミクロンのレーザ囓り(かじり)サイズを有する。2つの工具パターン70′の繰り返しの間に216個のレーザパルスが分配される。第1の繰り返しは第1の入口位置76′で始まり360度回って0度まで外向きにスパイラルし、周辺部51の内部を0度から90度まで加工する。ここでレーザパルス78′はオフされ、工具パターン70′は遷移セグメント80′に従う。当該セグメント80′は、90度にある開始位置82′を有し、180度にある遷移終了位置84′まで概略内側に向かってスパイラルする。第2の工具パターン70′の繰り返しは、遷移終了位置84′でスタートし、180度まで360度回転するように外側に向かってスパイラルし、次に周辺部51の内部を180度から270度まで加工する。270度の位置でレーザパルス78′は再びオフされ、工具パターン70′は出口セグメント80″に従う。この出口セグメント80″は、270度における開始位置82″と0度にある終了位置84″を有する。
【0055】
当業者は、入口及び出口セグメント72、80の角度位置が処理される先後の穴の相対的位置に依存してX軸及びY軸に関して相殺できる相対的な角度の1つの典型的なセットを単に示すことを再び認識する。
【0056】
典型的な位置決め器、レーザ、及びツールパターンに関連した穴パラメータ70’は、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器最大加速度、3.08ミリ秒のビア穿孔時間、そして1.69ミリ秒の最小運動時間を含み、結果として209ビア/秒の最大ビア処理速度を生じる。
【0057】
この発明の第3の特徴は、穴を処理する間に均一のレーザエネルギー分配を達成するためにレーザビーム移動速度を調節する方法を提供する。例えば、円形ツールパターン50(図3)の多数の反復を使用してビアを処理するときに、よい品質の穴を処理することは個々の後の反復のレーザスポットをわずかにオーバラップさせることに依存する。反復から反復までのオーバラップの程度は、「増分バイトサイズ」と称されるパラメータによって決定される。増分バイトサイズは、レーザパルス位置が円形ツールパターンの反復間で移動する距離として定義される。
【0058】
レーザビーム速度における小さい変化は反復対反復のパルスのオーバラップ、すなわち増分バイトサイズを大きく変更することができる。良好なビア処理は円形ツールパターンの反復ごとにレーザパルスの位置をわずかに移動させることに依存し、その結果レーザパルスは後の反復の間に同じスポットに衝突せず、レーザエネルギーはより一様にビア周囲のまわりに広げられる。
【0059】
例えば、ビア処理適用が5つの円形反復を使用するならば、レーザパルスは反復ごとに移動し、その結果仮想的な6番目の反復が1番目の反復パルスに正確にオーバラップパルスを持つ(増分バイトサイズは、円形反復の数で割られたバイトサイズとほぼ等しい)ことが望ましい。各反復からのパルスが同じ位置に衝突するときに、結果として貧弱なビア処理になる。これは、実際のバイトサイズに対して非常に小さい又はほぼ等しい増分バイトサイズを不注意にも使用することによって典型的に引き起こされる。
【0060】
図8及び図9は、先行技術のバイトサイズ及び好ましく計算された増分バイトサイズをそれぞれ使用する穿孔器及び円形ツールパターンの多数の反復による、エッチングされた回路基板の材料中で処理された許容できないビア及び高品質のビアをそれぞれ示す。
【0061】
図10及び図11は、増分バイトサイズがレーザビーム速度における小さい変化によってどのように影響されるかを示す。図10は、レーザPRFが30kHzであり、ビア直径が125μmであり、有効レーザビームスポットサイズが13μmであり、そしてレーザビーム速度が377.5mm/秒である、穿孔器ツールパターンの5つの反復を使用することによって生じる先行技術バイトサイズを示す。図10は、5つの穿孔器反復の各々からのレーザパルスがほとんど正確にオーバラップし、結果として低い品質のビア及び/又は低い穿孔器処理の構造安定性を生じることを示す。対照的に、図11はレーザビーム速度がわずかに379.5mm/秒まで変更されるという点を除いて、同じプロセスを示す。2mm/秒の小さな速度変更は、ビア周囲の周りのレーザパルスの一様な分布を引き起こし、結果として高い品質のビア及び/又は改良したプロセスの構造安定性を生じる。図11の円形プロセスは2.3μmの増分バイトサイズを使用し、それは仮想的な第6の反復からのレーザパルスが第1の反復からのレーザパルスにオーバラップするようにさせる。
【0062】
特別の円形ツールパターンに関連した増分バイトサイズを適切に設定するために必要とされるレーザビーム速度は、使用される反復の数、ビア直径、レーザPRF及び有効なレーザビームスポットサイズに依存する。レーザビーム速度は、1番目及び仮想的な最後プラス1ツールパターンの反復が実質的にオーバラップするように好ましくは選択される。
【0063】
以下に示すのは、円形ツール反復数(サイクル(Cycles))の関数として、1番目及び仮想的な最後プラス1のツールパターン反復のレーザパルス位置をオーバラップさせるのに要求される増分バイトサイズ(Δrep)を計算するため使用される式である。
【数1】

【数2】
したがって、
【数3】
ここで、バイト(Bite)=バイトサイズμm(増分バイトサイズではない)、
v=ツール速度mm/秒、
PRF=レーザパルス反復レートkHz、
Nrep=1つの円形反復におけるパルス数、
D=ビア直径μm、
EJf=有効スポットサイズμm、
Δrep=増分バイトサイズμm、および
サイクル(Cycles)=使用円形反復数である。
【0064】
付録Bは、円形ツールパターンの多数反復を使用する場合に、等化パルス間隔を達成するために増分バイトサイズを調節するための、式1から式3に基づく、Matlabコード化方法を記載する。その方法は、ユーザが「等化周囲パルスオーバラップ」ボタン又は他のアクチュエータを作動させるときに、実行される。この方法はツール速度を調節し、したがって、バイトサイズをレーザパルスエネルギー密度を大きく変更することなく所望の増分バイトサイズを達成するために少量下方に調節する。
【0065】
もちろん、増分バイトサイズは、ツール速度PRF及び有効なスポットサイズのの任意の組み合わせを変更することによって調節することができ、このことは穴直径の変更に相当する。したがって、増分バイトサイズのより正確な数学的な記載は、以下に述べられる。
【0066】
有効な穴直径は、
【数4】
によって定義される。
【0067】
増分バイトサイズの一般式は、
【数5】
であり、関数ceil(w)はw以上である最小の整数を返送し、分数を丸めるプロセスを示す。
【0068】
等しく分割された増分バイトサイズを達成するための条件は、
【数6】
である。
【0069】
式4〜式6は式7を生成するために結合できる。
【0070】
【数7】
量「x」は式8によって定義される。
【0071】
【数8】
式(7)を解くことは、式(9)を解くことと同じである。
【0072】
【数9】
式(9)は無限の解法セットを持ち、1−1/Cyclesという分数の剰余を持つ任意の正数が解を生成する。好ましい事例は回転方向によってさらに制約される、サイクルの最も小さな調節を生じる。調節を行う場合、量xは上方へ、又は下方へ調節することができる。達成可能な速度及びPRFでの実際的な制約は調節のある方向を指示できるけれども、より小さい変更が望ましい。
【0073】
式9を解くために、x上方へ最小量を調節するための解法は、以下の式10に示される。
【0074】
【数10】
式9を解くために最小量をx下方に調節する解法は、以下の式11に示される。
【0075】
【数11】
一旦好ましい数学的な調節が決定されると、増分バイトサイズは、式8によれば、速度、PRF、直径又は有効スポットサイズを変更することによって達成することができる。速度を調節することによって増分バイトサイズのための解法は、以下の式12に示される。
【0076】
【数12】
PRFを調節することによる増分バイトサイズの解法は、以下の式13に示される。
【0077】
【数13】
有効穴直径を調節することによる増加ビットサイズの解法は、以下の式14に示される。
【0078】
【数14】
もちろん、有効直径は、穴直径及び有効スポットサイズの組み合わせを変化させることによって変更することができる。しかしながら、有効直径を変更することはレーザビアサイズをわずかに修正し、PRFを変更させることは、レーザ設定及び制御オーバーヘッドにとって不適当な意味合いを持つので、増分バイトサイズは、ビーム位置決め器速度を調節するための式12を使用することによって好ましく決定される。
【0079】
増分バイトサイズを決定するときに、パルス間隔は適切なビア処理結果を達成するために正確である必要はない。例えば、Δrepは約20パーセント以内増加させることができる。また、いくつかの標本処理適用では、Δrepは結果として5μm未満のパルス間隔を生じ得る。そのような適用では、レーザパルス間の間隔は約1.0μm以上であるべきである。
【0080】
図12及び図13は、先行技術及び本発明にそれぞれしたがって形成された穿孔器及び円形ツールパターン間の比較による関係を示す。特に、図12は、先行技術の穿孔器ツールパターン134の2つの反復によって穴の周囲132の回りに不等に分配されたレーザパルス130を示す。穿孔器ツールパターン134は、717mm/秒のレーザビーム速度、70kHzのレーザPRF、125μmの穴の直径、20μmの有効スポットサイズ、10.24μmのレーザバイトサイズ、及び8.15μmのバイトサイズ136を使用する。
【0081】
対照的に、図13は、「周囲のパルスのオーバーラップを等化する」方法を使用する円形ツールパターン138の2つの反復によって穴の周囲132の周りで平等に分配されたレーザパルス130を示す。円形ツールパターン138は710.5mm/秒のレーザビーム速度、70kHzのレーザPRF、125μmの穴直径、20μmの有効スポットサイズ、10.15μmのレーザバイトサイズ及び5.07μmの増加バイト139を使用する。「周囲のパルスのオーバーラップを等化する」方法は717mm/秒から710.5mm/秒までレーザビーム速度を変更する。
【0082】
本発明の第4の特徴は、上述されたツールパターンによって使用されたレーザビームパルスを放射するQスイッチで生じたレーザを制御する方法を提供する。その方法は、第1のレーザパルスの放射、及び、レーザビーム位置決め器を駆動する半正弦波プロフィーラーコマンドに対するすべての後のレーザパルスの放射を正確に予定する、フィールドプログラム可能なゲートアレイ(「FPGFPGA」)を制御するためにレジスタを含むデジタル信号プロセッサ(「DSP」)のマイクロプロセッサのような論理装置で実行する。模範的な分析コマンドは、上述されたツールパターンセグメントに沿ったレーザビームを位置決めするのに要求されるコマンドを含むことができる。
【0083】
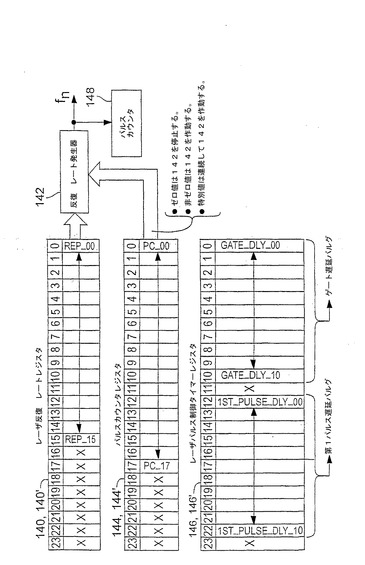
図14は第1のDSPレジスタを示し、それは、レーザインターパルス期間をプログラムするための16個の読込み/書込み位置を含む「レーザ反復レートレジスタ」140である。レーザ反復レートレジスタ140は、約0.0047Hzという解像度で、305.18Hz(レジスタ140の値OxFFFF)から2.0MHz(レジスタ140の値0x0)に及ぶ周波数fnを有する信号を提供する反復レート発生器142を制御する。信号周波数fn=1/(レジスタ値*50ナノ秒)。以下に記述されるDSP「パルスカウントレジスタ」144が0でない値を記憶するときに限り、反復レート発生器142が動作される。
【0084】
第2のDSPレジスタは、レーザパルスを放射することに関連した2つの時間遅延をプログラムするために24個の読込み/書き込み位置を含む「レーザパルス制御タイマーレジスタ」146である。位置0〜10はゲート遅延をプログラムし、また、位置12〜22は第1のパルス遅延をプログラムする。位置12〜22は、標準化された値を以下の「dly」式に適用する前にそこに記憶された値を標準化するために好ましくは移動される。各遅延は式dly=(レジスタ146* 50ナノ秒)及び0〜102.3μ秒からの範囲で決定される。
【0085】
第3のDSPレジスタは、パルスのバースト中に放射される多数のレーザパルスをプログラムするために18個の読込み/書込み位置を含むパルスカウントレジスタ144である。有効レジスタ144の値は0x3FFFFから0まで変動する。値0x3FFFF及び0x0は特別の意味を持つ。有効な値(1〜0x3FFFE、262142D)は、バースト中に放射されたパルスの数に相当する。0の値がパルス九案とレジスタ144に書込まれるまで、特別の値0x3FFFFは、パルスの連続的なバーストを引き起こす。特別の値0x0は電流バーストを停止させる。
【0086】
レーザパルスの放射を開始するための方法は、図15A,15Bに関して以下に記載される。レーザパルスコマンドは、DSPが失敗するならば、レーザパルスの放射を停止する監視タイマーによって資格を与えられる。当業者は、このレーザ制御方法を実行するための論理装置を実施する方法を理解する。
【0087】
図15A及び図15Bは、上記方法を支持するレーザパルスの放射のためにそれぞれの通常及び特殊事例のタイミング関係を示す。
【0088】
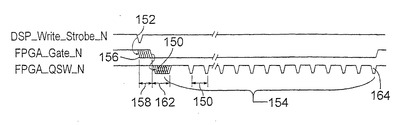
図15Aに示される通常のタイミング関係は以下のように実行される。
【0089】
図14も参照して、レーザPRFは、レーザ反復レートレジスタ140にインターパルス期間150を書き込むDSPによって設定される。
【0090】
パルスカウンタレジスタ144は0という値で初期化される。DSPはレーザパルスプロセスを「DSP_Write_Strobe_N」書き込み信号152で開始し、パルス数値(1〜200000)をレーザパルスカウンタレジスタ144へロードする。
【0091】
「FPGA_Gate_N」レーザゲート信号156は、ゲート遅れ158の量(50ナノ秒から100のマイクロ秒)がレーザパルス制御タイマーレジスタ146のビット00〜10によって決定された後に真になる。
【0092】
第1のパルス遅延162の量(50ナノ秒〜100マイクロ秒)はレーザパルス制御タイマーレジスタ146のビット2〜22によって決定された後に、第1の「FPGA_QSW_N」レーザQスイッチ信号160は真になる。デフォルト第1パルス遅延162は0である。
【0093】
レーザパルス154の数は図15Bに関して以下に示される特別な事例を除いてパルスカウントレジスタ144内でプログラムされる。最後のレーザパルス放射を引き起こす最後のレーザパルス164が真になった後50ナノ秒にレーザゲート信号156は偽になる。
【0094】
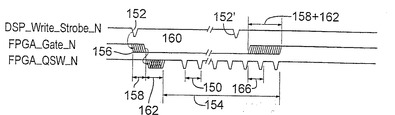
図15Bに示される特別な事例のタイミング関係は以下のように実行される。:
図14も参照して、DSP書き込み信号152がパルスカウントレジスタ144に値0x3FFFFをロードするときに、特別のタイミングの事例が生じる。この動作により、パルスカウンタ148は、DSP書き込み信号152’がパルスカウントレジスタ144に0の値をロードするまで、連続的に計数し、それにより、ゲート遅延158及び第1のパルス遅延162の残りに加えて競合条件を回避するために1つのパルスの不確実性遅延166の後に、レーザQスイッチ信号160は停止する。
【0095】
この発明の第5の特徴は、レーザパルスの放射及び所定のレーザビーム位置決めコマンドの位置へのそれらの入力を調整する方法を要する。穴を処理するために上述されたツールパターンを使用するときに、放射レーザパルスは所望数のツールパターン反復の間に、特に、ツールパターンの正確な位置で各反復の第1のレーザパルスを放射するために正確に位置決めされる。したがって、この方法は、上述されたツールパターンによって使用される、運動プロフィーラー及びレーザタイミングの調整、正確さ及び実行を改善する。
【0096】
この方法は、所定のレーザビーム位置決め器加速度制限に対してより高いツール速度を提供することによって新しいツールパターンを支持する。例えば、典型的な検流計に基づいたビーム位置決め器は1000Gの加速度制限を持つ。新しいツールパターンは、少なくとも2つの方法でレーザパルス放射タイミングに影響する。最初に、円形ツールパターンは運動セグメントの最中にレーザパルス放射を開始することができ、ツール反復の断片的な部分中にレーザパルスを許可する。したがって、調整動作制御モジュール(「CMCM」)と称するレーザビーム位置決め器システムの部分は、運動セグメントの所定の部分中にレーザパルス放射を引き起こすために、システム制御コンピューターで調和する。第2に、1.0m/秒で接近するツール速度と結び付けられた新しい中央セグメントのレーザタイミングは、非常に高いレーザパルスタイミング精度を要求する。以前のレーザタイミングシステムは約±50μ秒のパルスの第1のパルスタイミング解像度をもち、それは許容できない±50μmの第1のパルス位置決めを意味する。
【0097】
したがって、この方法は、DSPレジスタの内容及び関連タイミング制御を対応レジスタ140’、144’、146’へ転送することによってDSP制御からはるかにより速いFPGAへレーザパルスの正確なタイミングを転送する。また、新しい分割レーザ遅延パラメータは、CMCM運動コマンド及びレーザパルス放射タイミングを調整するための運動セグメントデータ構造に加えられる。分割レーザ遅延パラメータは、運動セグメントの開始と第1のレーザパルスと間の時間遅延をセグメント時間ΔTの合計セグメントの分数として定義する。分割レーザ遅延パラメータは0から255までの値に関して、8ビットの値を持つ。その値が0であるならば、レーザパルスタイミングは先行技術のように動作する。運動セグメントの開始から第1のレーザパルスへの遅延は、遅延=ΔT*分割レーザ遅延/256である。
【0098】
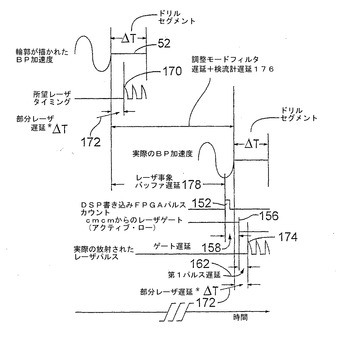
図16はレーザビームパルス及びビーム位置決め器(「BP」)のタイミング関係を示す。理想的には、ビーム位置決め器がツールパターン入り口セグメント、例えば入口セグメント52(図3)を開始した後に、第1レーザパルス170の放射は分割レーザ遅延*ΔT時間172に生じる。しかしながら、多くのシステム遅延は、実際の第1レーザパルス174の放射のための調整タイミング方法を要求する。
【0099】
調整タイミング方法は、輪郭を描くフィルタ群の遅延及び検流計遅延を含む調整モデルフィルタ遅延176を最初に説明する。輪郭を描くフィルタ群の遅延は、フィルタ周波数に依存して、50〜80ミリ秒の固定値を持つ。調整モードビーム位置決め及び関連するグループフィルタ遅延は、高速高精度多段ツール位置決めシステムに対する、本出願の譲受人に割り当てられる米国特許第5751585号に記載される。検流遅延(GalvoDelay)は、検流計をビーム偏向検流計に到達ためのビーム位置決め器コマンドに要求される時間である。検流遅延は約200ミリ秒に固定される。
【0100】
調整タイミング方法は、入口セグメント52(図3)のような輪郭が描かれたドリルセグメントと、レーザ放射を開始することを命じられた時間との間の経過時間を含むレーザ事象バッファ遅延178をさらに説明する。レーザ事象バッファ遅延178は、50ミリ秒の解像度に調節することができる。
【0101】
ゲート遅延158(さらに図15A及び15Bを参照)はFPGAパルス制御タイマー146’の最初の部分に記憶され、またパルス計数書き込み信号152を受信すること及びレーザゲート信号156を付勢することの間のFPGA遅延を決定する(さらに図14A及び14Bを参照)。ゲート遅延158は50ナノ秒の解像度を持つ。
【0102】
第1パルス遅延162(さらに図14A及び14Bを参照)は、FPGAパルス制御タイマーレジスタ146’の第2の部分に記憶され、最初の実際のレーザパルスの放射を要求するために、レーザゲート信号156及び第1のレーザQスイッチ160の間の遅延を決定する。第1パルス遅延162は1/PRF+RuntDelayによって決定され、RuntDelayが異常に低いエネルギー(小型)レーザパルスを回避するのに要求される固定的な遅れである。
【0103】
DSPが新しい運動セグメントをロードするごとに、それはレーザ事象バッファ遅延178及びゲート遅延158の値を以下のように計算する。
【0104】
調整モードフィルタ遅延+ガルボ遅延の値はBP遅延という名のパラメータとして記憶される。
【0105】
遅延i=BP遅延+ΔT*分割レーザ遅延−第1パルス遅延。これはレーザバッファ事象遅延178及びゲート遅延158間で要求される遅れである。
【0106】
ゲート遅延158=(遅延iモジュラス50ミリ秒)+50ミリ秒。この遅延はゲート遅延158がFPGA境界状態を回避するのに十分長い。
【0107】
レーザ事象バッファ遅延178=遅延i―ゲート遅延158。これは50ミリ秒の偶数倍である。
【0108】
値が計算された後に、ゲート遅延158はレーザ事象バッファのレーザオンパケットにフィールドとしてロードされ、そのパケットの時間タグはレーザ事象バッファ遅延を加える現在の時刻である。
【0109】
ビーム位置決め器サーボはレーザオンパケットを呼ぶときに、それはゲート遅延158の値をFPGAレーザパルス制御タイマーレジスタ146’にロードし、次いで、好ましいレーザパルス数を決定するためにFPGAパルスカウントレジスタ144’からデータを得る。
【0110】
当業者は、この発明の部分が好ましい実施例に対する上述の実施例とは異なって実施できることを認識する。例えば、加工物標本材料は、堅固又は柔軟、銅覆又は露出、ファイバー強化又は均質樹脂誘電体であろうと任意の配線基板材料を現実的に含むことができ、またセラミック基板及びシリコン基板、例えばマイクロ電子デバイス及び半導体デバイスにおいて使用されるそれらを含むこともできる。
【0111】
付録A
付録B
多くの変更が発明の根本原理から外れずに、上記実施例の細部に行うことができることは当業者にとって自明である。したがって、本発明の範囲は特許請求の範囲によってのみ決定されねばならない。
【技術分野】
【0001】
この技術分野はレーザに関連し、より詳細には、種々の実際材料において迅速に複数の穴を形成するためにレーザビームを使用する方法に関する。
【背景技術】
【0002】
電子回路は複雑さを増し続ける一方、同時にそのサイズ及びコストは縮小している。結果的に生ずる回路密度の増大は、高密度集積回路及びハイブリッド回路及びECBの生産能力に対して多大な要求をする。
【0003】
従来の作業者は、ECBに穴を開けるためにひと揃いの機械的ドリル及びパンチを用いた。しかしながらそれらの穴の直径は、新しい穴直径要求が指示するものよりも大きい。さらに機械的穿孔方法(穴開け方法)は速度が遅く、工具破壊が起こりやすく、かつ、いわゆるスルーホール(透孔)の穴開けに限定される。
【0004】
最近、レーザによる穴開け方法が発展してきている。この方法は、ECB内の導体層上でしばしば終わるところの数百もの非常に小さい穴(マイクロビアあるいはビアと呼ばれる)を1秒間に加工することを可能とする。
【0005】
幾つかの穴開け加工への応用については、材料加工のためにガウス分布レーザビームが使用される。このビームは、穴開け加工される穴の直径よりもはるかに小さい直径を有する。従ってレーザビームは、穴を開けるかあるいはその全領域をアブレーションにより除去するために移動されなければならない。その移動のタイプ及び移動の制約が、穴を開けるのに要する時間に直接的に影響を与え、従ってまたレーザ装置の処理能力に影響を与える。
【0006】
従来の作業者は、トレパン及びスパイラル移動パターンと呼ばれる穴群をレーザ加工した。この移動パターンは一般にツール(工具)と呼ばれる。トレパン加工は穴の中心から出発し、急速に穴の周辺に移動し、前記周辺の周りでプログラムされた繰り返し回数だけビームをスピンさせ、そして前記中心に急速に戻る。スパイラル加工は、穴の中心から出発し、高速度で内径へ移動し、プログラムされた回転数だけビーム位置決め装置をスピンさせ、穴の周囲に達するまで前記直径を増大させる。レーザビームの移動は、広い範囲にわたる種々のレーザビーム位置決め装置により行われる。それらは例えばモデル53XXシリーズのワークピース加工装置であり、これはこの特許出願の譲受人であるオレゴン州ポートランドのエレクトロサイエンティフィックインスツルメント会社によって製造される。
【0007】
従来のトレパン及びスパイラルレーザ穴加工方法は少なくとも9個の以下のような問題を有する。
【0008】
1.従来の工具パターンは位置決め装置に対して過大な加速制限をもたらす。従来のトレパン加工は、加工されている穴の境界の周りで円形運動でレーザビームを移動させなければならない。当業者は円形運動での半径方向加速度はV2/Rであることを知っている。ここにVは工具の速度であり、Rは円形運動の半径である。トレパン加工では、工具を穴の中心に位置決めした後、初期移動セグメントが先行する。これは、穴の中心と円形運動の開始との間の滑らかな移行を可能とし、工具加速及びジャーク(加速の変動の割合)を抑制する。
従来技術のトレパン加工によれば、前記初期移動セグメントで要求される加速度は、2V2/Rであり、これは円形運動で要求される加速度の2倍である。さらに2倍の加速が要求される運動軸は、1/2の継続時間加速パルスを実行する軸と同じである。結果として円形運動が要求するものに比べて4倍のジャーク波形となる。よってレーザビーム位置決め装置の加速度が制限される。なぜなら2倍のモータ電流が、2倍のサーボ周波数で要求されるからである。
【0009】
2.従来のスパイラル工具パターンは、外向きスパイラルに限られており、このことは加工する材料のタイプを制限することとなっていた。
【0010】
3.従来のトレパン及びスパイラル加工は、スパイラル及び繰り返し周辺運動でもって、穴開け加工を行うために時間を浪費する多数の工程を要求していた。この多数のステップを実行することは、ビーム位置決め装置が一般的な移動アルゴリズムを実行することを要求し、その移動アルゴリズムは、各ステップの間に工具が穴の中心に戻るための少なくとも2つの加速パルスを要求する。
【0011】
4.大きな加速度或いは、前の穴からの高速移動からの回復のためにビーム位置決め装置の制止時間が要求される場合には、次の穴の目的位置までの一定工具速度移動により前記制止は行われる。これは利用可能なビーム位置決め装置の運動範囲を制限する。この運動範囲はガルバノメータに基づいたビーム位置決め装置を利用する場合には顕著である。
【0012】
5.また、上記制止時間テクニックは、ビーム位置決め装置を定常穴加工周波数に落ち着かせることができない。これは振動円形運動が始まるとき過渡的な反動をもたらす。
【0013】
6.従来の工具パターンは、種々の進入角度から穴への接近を行うためにスパイラル工具パターンの多数の繰り返しが要求されるときその速度は著しく遅い。従来のビーム位置決め方法は、上記した一般的移動アルゴリズムを使用し、それは繰り返しの間に穴の中心に戻るための少なくとも2つの加速パルスを要求する。
【0014】
7.従来のトレパン工具パターンは、ムラのある材料の除去をもたらした。これは、ビームが穴の中心から周辺へそして周辺から穴の中心へ移動するとき、レーザビームエネルギーが穴の1/4象限に集中するからである。
【0015】
8.従来のスパイラルあるいはトレパン工具パターンは、レーザトリガー信号のタイミングをビーム位置決め運動と同期させていない。これは最初の穴加工パルスの欠如をもたらす。それは典型的なQスイッチレーザは、第1のパルスをコマンド通りに生成しないからである。
【0016】
9.周辺において多数の繰り返しを行うことで穴加工するために使用される従来のトレパン工具パターンは、穴境界の周囲でレーザパルスを相当に重複させ、これにより材料の非一様な除去が行われていた。
【0017】
従って必要とされることは、低コストで高い生産能力を有するワークピース加工機械であり、それは種々のワークピース材料に小さく品質の高い複数の穴を開けることができる工具パターンを有する。前記ワークピース材料は、任意の印刷配線基板材料のごときものであり、それは硬い物でも柔軟な物でも、銅張りであっても銅露出された物であっても、ファイバーで強化された誘電体あるいは均質樹脂誘電体であっても良い。ワークピース材料は、また半導体装置で使用されるところのセラミック基板あるいはシリコン基板をも含む。
【発明の概要】
【発明が解決しようとする課題】
【0018】
従って、目的は特定可能なビーム位置決め装置加速により、円状穴開け運動を開始し終了する方法を提供することである。
他の目的は、種々の新しい工具パターンを生成するための方法を提供することである。
さらに他の目的は、穴材料の一様な除去を達成するための工具パターンパラメータを調整するための方法を提供することである。
さらに他の目的は、ワークピース加工を実行するためのレーザ発射パターン及びタイミングを制御するための方法を提供することである。
さらに他の目的は、ワークピース上の任意の工具位置とレーザ発射とを同期させるための方法を提供することである。
【0019】
以下の実施形態は、レーザビーム位置決め装置を操作するための工具パターン移動コマンド及び付随するレーザ発射コマンドのタイミングのための工具パターン移動コマンドを生成する。以下の特徴は、背景技術情報として上記した対応する問題を同定するための番号に一致した番号により同定される。
【0020】
1.望ましい工具パターンは、穴の中心の外側から、穴位置へ接近することによりビーム位置決め装置の加速度を抑制し、ジャーク(急加速)問題を低減する。
接近運動の間、dt/2セグメントと呼ばれる運動セグメントは、円状セグメント継続時間の半分の継続時間を有し、加速度0を有する。この接近移動は、より小さなサーボ誤差をもたらす。工具速度は、使用可能な加速度の平方根で制限されるため、このような穴への接近方法は、他の因子により制限を受けない限り、工具速度を41%増加することを可能とする。
dt/2セグメントからの大きな加速度の除去は又、穴加工品質を保持しながら、円状振動周波数の最大値を増大することを可能とする。穴開けが行われているときの円加速度に対するdt/2セグメントの加速度の比率をαとする。αが増大すると、初期穴位置は穴の中心へ向かって移動し、α=2は、先行技術の開始位置を表す。α=0では、前記dt/2セグメントは、望ましい0の相対加速度を有する。
【0021】
2.前記工具パターンは、外方向へのスパイラル(らせん運動)、内方向へのスパイラル、外方向と内方向への結合スパイラルもサポートし、それらは全て、運動セグメントの間でレーザパルスをオフにすることなく実行される。内方向へのスパイラルは、ガラスで強化された材料を加工するのに適している。それらの材料は、例えば非均質なガラス強化エッチング回路基板材料である。
【0022】
3.ツールパターンはレーザパルスを停止することなく、単一のステップにおいて、スパイラル状及び反復周囲処理を実施できる。
【0023】
4.位置決め器の整定時間は、ユーザによるプログラム可能であり、処理されるべき最初の穴の直径の円形経路を辿るビーム位置決め器によって費やされ、その辿ることはビーム位置決め器の領域を制限しない。
【0024】
5.また、ビーム位置決め器が振動している間に、上記整定時間の改良によって、整定は生じ、その結果、旋回から振動的運動への経過は処理することより整定することに費やす。
【0025】
6.ツールパターンは、ツールの多数の反復を扱うための、改善された方法を使用する。次の反復を始める総括的な動きで、円運動を終了するのではなく、この方法は位置決め器軸の間の90度の位相差で接点を維持する。これは、次のツール反復の入口状態に到達されるまで、運動セグメント持続期間が調整される間に、円運動を続行させる。先行技術の方法は包括的運動時間及び次の反復の回転時間の1/4を最初の反復の回転時間の1/4に加える時間に等しい反復間のレーザオフ時間を要求した。この方法は最小穿孔時間(穿孔―Tmin)及び次のツール反復の1/4回転時間を最初の反復の回転時間の1/4に加える時間を多くても要求する。最小穿孔―Tminは小さい運動が使用されるので包括的運動より小さい。さらに、次の反復の入口角度は最初の反復の出口角度から180度補正されるとき、所要レーザオフ時間は次の反復の回転時間の1/4を最初の反復の回転時間の1/4に加える時間だけである。
【0026】
7.ツールパターンが周囲のみの円モードに使用されるときに、レーザパルスは内部に置かれず、不均等に分配されるレーザエネルギーの先行問題を除去する。
【0027】
8.ビーム位置決め器及びレーザ同期方法は、ビーム位置決め器がターゲット穴位置に到達する前に第1のレーザパルスを放射するためのレーザ放射信号を予定し、その結果現実に放射される第1のパルスである第2のパルスは望ましいところに加わり、その後、命令された全てのパルスは工作物に配送される。この方法はさらに、加速セグメントの中央でレーザを作動させるために設定される半正弦プロファイラパラメータに追加される「部分的なレーザ遅延」パラメータを含む。
【0028】
9. ツールパターンは、どれだけ多くのツール回転(反復)が周囲で行われるかを説明する穴周囲へのパルスの「増分バイトサイズ」分配を支持する。これは穴周囲の周りに等しくかつ正確にレーザパルスの分配を最適化する。増加バイトパルスはツールの第1及び第2の回転(反復)において配送される第1のパルス間に周囲に沿う距離として定義される。増分バイトサイズ方法は、ツール回転(反復)数で割り算されるレーザバイトサイズに等しくさせるために増分バイトサイズを設定するためにツール速度を自動的に調整することを提供する。
【0029】
この発明の追加の特徴及び利点は、添付図面に関して進行する、好ましい実施例の次の詳細な記載から明白になる。
【図面の簡単な説明】
【0030】
【図1A】ツールパターンに沿ってレーザビームを指向するためにビーム位置決め器のX軸及びY軸位置対時間の最初のセットを示すグラフである。
【図1B】図1AのX軸及びY軸ビーム位置の第1のセットから生じる入口、円形、出口セグメントを示すXYプロットである。
【図2A】ツールパターンに沿ってレーザビームを指向するためにビーム位置決め器のX軸及びY軸位置対時間の別のセットを示すグラフである。
【図2B】図2AのX軸及びY軸ビームの第2のセットから生じる入口、円形、出口セグメントを示すXYプロットである。
【図3】レーザビーム位置決め方法によって発生される円形ツールパターンを示すXYプロットである。
【図4】レーザビーム位置決め方法によって発生される外方スパイラル状ツールパターンを示すXYプロットである。
【図5】レーザビーム位置決め方法によって発生される内方スパイラル状ツールパターンを示すXYプロットである。
【図6】レーザビーム位置決め方法によって発生される内方及び外方スパイラル状ツールパターンを示すXYプロットである。
【図7】レーザビーム位置決め方法によって発生される外方スパイラル状ツールパターンの2つの反復を示すXYプロットである。
【図8】非常に小さい増分バイトサイズを使用する先行技術の穿孔器ツールパターンの多数の反復で処理される許容できない、エッチング回路基板のビアの写真である。
【図9】パルスによるレーザ放射方法にしたがって選択される増分バイトサイズをし使用する円形ツールパターンの多数反復で処理される高品質のエッチングされた回路基板の写真である。
【図10】先行技術のツール速度を使用する先行技術の穿孔器の5回の反復によって処理されるビアの写真である。
【図11】計算されたツール速度を使用する円形ツールパターンの5回の反復によって処理されるビアを示すXYプロットである。
【図12】先行技術の穿孔器のツールパターンの2回の反復によって穴の周囲周りに不均等に分配されるレーザパルスを示すXYプロットである。
【図13】「等化周囲パルスオーバラップ」方法を使用する円形ツールパターンの2回の反復によって穴の周囲周りに不均等に分配されるレーザパルスを示すXYプロットである。
【図14】上記方法を制御しかつ支持するレジスタ構造を示す簡易電気ブロックダイアグラムである。
【図15A】上記方法を支持するレーザパルスを放射するための通常及び特殊事例のタイミング関係を示す電気波形タイミングダイアグラムである。
【図15B】上記方法を支持するレーザパルスを放射するための通常及び特殊事例のタイミング関係を示す電気波形タイミングダイアグラムである。
【図16】レーザビーム位置決めコマンド、種々のシステム遅延及びレーザビームパルス間のタイミング関係を示す電気波形値タイミングダイアグラムである。
【発明を実施するための形態】
【0031】
背景情報の部分で触れたように、レーザビームの高速で精密な位置決めをするためには、位置決め装置はジャーク(急加速運動)を制御しなければならない。ジャークは加速度の変動の割合である。多くの従来の位置決め装置は、円状運動を、短い相互に結合された線形運動の列として実行してきた。しかしながら、相互接続点における急激な角度変化がスピードと位置決め精度を制限するところの受容できない大きな急加速運動を生成した。
【0032】
円状運動は穴開け加工の応用において原理的なものであり、正弦波位置決め駆動の波形を採用することが好ましい。特に好ましい位置決め駆動波形は、半正弦波形状の加速セグメントを有し、このセグメントは0加速度の点で開始し終了する。各々の加速セグメントは、Tminの時間を有し、この時間は、位置決め装置の加速能力範囲内で最も短い0でない加速度を有する半正弦波セグメントであり、位置決め装置の共振問題を回避することができる。
【0033】
図1A及び2Aに示されるように、円状運動は、90度位相がずらされた正弦波波形の対を有する位置決め装置の直交軸を駆動することにより達成される。例えば90度の進入角からスタートする完全円を形成するために、X軸は、2つの半正弦波加速セグメントで駆動され、Y軸は、3つの、90度位相シフトされた半正弦セグメントで駆動される。X軸は、穴位置間の運動から、穴加工を分離するための、入口(進入)及び出口(退出)セグメントと称される「穴埋め」セグメントを有する。
【0034】
従ってこの発明の第1の特徴は、前記dt/2セグメントについての特定可能なビーム位置決め装置加速度をもって円状工具パターンを開始し且つ終了する方法である。円状運動を生成することは、ビーム位置決め装置のX及びY軸を駆動するために、90度位相シフトされた正弦運動波形の対を生成することを含む。90度位相シフトを生成することは、複数の軸の1つに半正弦波セグメントを挿入することを含む(どちらの軸かは工具パターンの進入角度に依存する)。ここでdtは、円状運動セグメントのdtの半分に等しい。従って位相シフトされたセグメントは、dt/2セグメントと呼ばれる。ユーザは、初期ビーム位置に対する要求加速度という問題とトレードオフするために、前記dt/2セグメントの加速度を、円加速度の0から2倍に特定することができる。
【0035】
係数αは円状周囲部加速度に対するdt/2セグメント加速度の比率として定義される。αが増加するにつれ、初期ビーム位置は、円状運動の周囲部の外側から加工される穴の中心へ向かって移動し、一方結果的な加速度は増加する。α=2に対しては、先行技術の開始運動と加速度が生成される。α=0に対しては、dt/2セグメントは前記円状運動に対して望ましい0加速度を有する。
【0036】
図1及び2は、異なったαの値に対してのビーム位置決め装置の運動を示す。αの値は、開始及び終了dt/2セグメントについて異なった値に特定される。
【0037】
図1A及び1Bは、工具パターンビーム経路14に沿ってレーザビーム軸を向けるための、ビーム位置決め装置(図示せず)の、時間に対するX軸位置10とY軸位置12の組を示す。ビーム経路14は、開始位置16(ドットで表示)から出発し、進入セグメント(入口セグメント)18と、360度の円状セグメント20(点線で表示)と退出セグメント(出口セグメント)22と、終了位置24(点で表示)を含む。終了位置24は、円状セグメント20の中心25でもある。円状セグメント20は、直径Dを有し、加工されるべき穴の周囲に対応し、360度以上の広がりを持つことができる。この例で、入口セグメント18は、0に設定されたαを有し、出口セグメント22は、2に設定されたαを有する。従って入口セグメント18の加速度は0であり(すなわち一定速度)、これは好ましい。しかし出口セグメント22の加速度は円セグメント20の加速度の2倍である。
【0038】
図2A及び図2Bは、ツールパターンビーム経路34に沿ってレーザビーム軸を指向するためにビーム位置決め器のX軸位置30及びY軸位置32対時間の第2のセットを示す。開始位置36(1ドットとして示される)でのビームパス34は開始位置36(点で図示)を開始し、入口セグメント38、360度の円形セグメント40(点線で図示)、出口セグメント42及び終了位置44(点で図示)を含む。この例では、入口セグメント38は、1へのセットを持ち、出口セグメント42は0.5へのセットを持つ。したがって、入口セグメント38の加速度は円形セグメント20の加速度と同じであり、出口セグメント22の加速度は円形セグメント20の加速度の半分である。
【0039】
ツールパターンは入口セグメント、例えば入口セグメント18,38を使用し、出口セグメント、例えば出口セグメント42を使用する。一連の穴は前の穴の終了位置及び次の穴の開始位置をリンクする通路に沿ってレーザビーム軸を指向することによって加工物内に処理される。入口及び出口セグメント方法により、ツール運動速度が先行の方法で達成できるそれより41%増加することができる。
【0040】
この発明の第2の特徴は、種々のツールパターンを実行するための半正弦パラメータ、例えば図1A及び図1BのX軸及びY軸位置10,12,30,32を発生させる方法を提供する。 そのパラメータ及び方法は本発明のMatlabコード表示及びツールパターンの特徴を図示するいくつかの関連図に関して記載される。Matlabはマサチューセッツ州ナトリックのMathWorksから入手可能なモデルベースデザインシュミレーションプログラムである。運動セグメントを発生させるMatlabコードは付録Aに述べられる。
【0041】
図3は、この方法により生成される円状工具パターン50を示す。円状工具パターン50は、加工されるべき穴の周囲51に沿って切断することにより材料の中に穴を形成するために使用される。この工具パターンを使用するとき、XY座標軸の周りの回転角度を参照して各穴は加工される。ここで+X,+Y,−X,−Yはそれぞれ0,90,180,270度をそれぞれ向いている。
【0042】
円状工具パターン50は、270度における開始位置54とレーザパルス58が開始するところの0度における入口位置56を有する入口セグメント52を含む。この例においては、加工される穴は、125ミクロンの直径を有し、レーザパルス58は、20ミクロンの実効スポットサイズを有する。10.25ミクロンのレーザかじりサイズは、360度の繰り返し工具パターン50の間において周辺51の中に、33個のレーザパルス58を分配する。工具パターン50は、入口位置56で開始し且つ終了する。レーザパルス58はオフされ、工具パターン50は出口セグメント60に沿って進み90度における終了位置62へ進む。
【0043】
当業者は、入口及び出口セグメント52、60の角度の位置が処理される先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の1つの模範的なセットを単に示すことを認識する。例えば、入口セグメント52は0度及び90度にて開始及び終了し、したがって、出口セグメント60は90度及び180度にて開始及び終了する。
【0044】
典型的な位置決め器、レーザ、及びツールパターン50に関連した穴パラメータは、717mm/秒、70kHzのレーザパルス反復周波数(「PRF」))、1000Gの位置決め器の最大加速度、0.47ミリ秒のビア穿孔時間、及び0.7ミリ秒のビア最小限運動時間を含み、結果として855ビア/秒の最大ビア処理速度を生じる。
【0045】
図4は、この方法により生成される外向きスパイラル工具パターン70を示す。外向きスパイラル工具パターン70は、加工される各穴の中心25から周辺51に向かって徐々に遠ざかる曲線的経路に沿って中心25から材料を除去することにより素材に複数の穴を形成するために使用される。外向きスパイラル工具パターン70は、270度における開始位置74とレーザパルス78が開始される0度における入口位置とを有する入口セグメント72を有する。この例において加工される穴は125ミクロンの直径を有し、レーザパルス78は、20ミクロンの実効的スポットサイズを有し、4.47ミクロンのレーザかじりサイズを有する。1つの繰り返し工具パターン70の間に89個のレーザパルス78が分配される。前記工具パターン70は、入口位置76で開始し、360度回転して外側へスパイラルし、周辺部51を0度から約216度まで加工し、前記216度の位置でレーザパルス78はターンオフされ、前に加工された位置とオーバーラップすることが防止される。工具パターン70は、270度における開始位置82から0度における終了位置84に至る出口セグメント80に沿って移動する。
【0046】
当業者は、入口及び出口セグメント72、80の角度の位置が処理されるべき先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の典型的な1セットを単に表わすことを再び認識する。例えば、入口セグメント72は0度及び90度から開始し、また終了することができ、したがって、出口セグメント80は0度及び90度から開始し、また終了することができる。
【0047】
典型的な位置決め器、レーザ、及びツールに関連した穴パラメータ70は、313mm/秒のツール速度、70kHzのレーザPRF、位置決め器の最大の加速1000G秒、1.27ミリ秒のビア穿孔時間、そして442 ビア/秒の最大ビア処理速度を含む。
【0048】
図5は、本方法によって発生された内方スパイラル状ツールパターン90を示す。内方スパイラル状ツールパターン90は、曲線からなるパスに沿って周囲51から材料を次第に、処理されている各穴の周囲51の中心25へ周囲51から内方へ除去することにより、材料に穿孔するのに使用される。内方スパイラル状ツールパターン90は、レーザパルス98が開始される、90度に開始位置94及び180度に入口位置96を有する入口セグメント92を含む。この例において、処理されている穴は125μmの直径を持ち、レーザパルス98は20μmの有効スポットサイズ及び4.47μmのレーザバイトサイズを持つ。入口位置96から開始し、180度で開始しかつ0度で終了する周囲51内で2.5回転(900度)のの処理を行い、0度で開始しかつ0度で終了する2回の360度回転ために内方へスパイラル状運動するツールパターン90の単一の反復の間に分配される273個のレーザパルス98があり、その位置で、ポイントレーザパルス98は停止される。ツールパターン90は90度の終了位置104への0度の開始位置102を持つ出口セグメント100に続く。
【0049】
当業者は、入口及び出口セグメント92、100の角度の位置が処理される先後の穴の相対的位置に依存するX軸及びY軸に関して相殺できる相対的な角度の1つの模範的なセットを単に示すことを再び認識する。例えば、入口セグメント92は270度及び0度から開始しかつ終了することができる。したがって、出口セグメント100は90及び180度から開始しかつ終了することができる。
【0050】
典型的な位置決め器、レーザ、及びツールパターン90に関連された穴パラメータは、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器の最大加速度、3.9ミリ秒のビア穿孔時間、及び0.85ミリ秒のビア最小限運動時間を含み、結果として211ビア/秒の最大ビア処理速度を生じる。
【0051】
内外方スパイラル状ツールパターン110は、周囲51から内方に向かって処理されている各穴の中心へ、そして外方に向かって周囲51へ戻って材料を除去することにより、材料を穿孔するために使用される。内外方スパイラル状ツールパターン110は180度に開始位置114及び270度に入口位置116を持つ入口セグメント112を含み、そこで、レーザパルス118が開始される。この例において、処理されている穴は125μmの直径を持ち、また、レーザパルス118は20μmの有効スポットサイズ及び4.47μmのレーザバイトサイズを持つ。入口位置116で開始し、270度で開始しかつ0度で終了する周囲51内で4分の1回転の処理を行い、180度で開始及び終了する360度1回転の間に外方へスパイラル状運動し、そして周囲51内で180度から270度の4分の1回転の処理を行い、そこで、ポイントレーザパルス118が停止される、ツールパターン110の単一の反復の間に分配される132個のレーザパルスがある。ツールパターン110は270度の開始位置122から0度の終了位置124を有する出口セグメント120に続く。
【0052】
当業者は、入口及び出口セグメント112、120の角度位置が、処理されるべき先後の穴の相対的位置に依存してX軸及びY軸に関して相殺できる相対的な角度の典型的な1セットを単に示すことを再び認識する。
【0053】
典型的な位置決め器、レーザ、及びツールパターンに関連した穴パラメータ110は、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器最大加速度、1.88ミリ秒のビア穿孔時間、そして1.03ミリ秒のビア最小運動時間を含み、結果として434ビア/秒の最大ビア処理速度になる。
【0054】
図7はこの方法により生成される外側へ向かうスパイラル工具パターン70の2つの繰り返しを示す(2つの繰り返しは70′と称される)。(工具パターン70′は、入口及び出口セグメント軌跡をより明瞭に示すために、半分の大きさのレーザスポットで示される。)外向きスパイラル工具パターン70′は、加工される穴の中心から外向きに周辺部51まで材料を繰り返し除去することにより材料に穴を開けるために使用される。外向きスパイラル工具パターン70′は、270度にある開始位置と、レーザパルス78′が開始されるところの0度における入口位置76′とを有する入口セグメント72′を含む。この例において、加工される穴は200ミクロンの直径を有し、レーザパルス78は、10ミクロンの実効スポットサイズを有し、4.47ミクロンのレーザ囓り(かじり)サイズを有する。2つの工具パターン70′の繰り返しの間に216個のレーザパルスが分配される。第1の繰り返しは第1の入口位置76′で始まり360度回って0度まで外向きにスパイラルし、周辺部51の内部を0度から90度まで加工する。ここでレーザパルス78′はオフされ、工具パターン70′は遷移セグメント80′に従う。当該セグメント80′は、90度にある開始位置82′を有し、180度にある遷移終了位置84′まで概略内側に向かってスパイラルする。第2の工具パターン70′の繰り返しは、遷移終了位置84′でスタートし、180度まで360度回転するように外側に向かってスパイラルし、次に周辺部51の内部を180度から270度まで加工する。270度の位置でレーザパルス78′は再びオフされ、工具パターン70′は出口セグメント80″に従う。この出口セグメント80″は、270度における開始位置82″と0度にある終了位置84″を有する。
【0055】
当業者は、入口及び出口セグメント72、80の角度位置が処理される先後の穴の相対的位置に依存してX軸及びY軸に関して相殺できる相対的な角度の1つの典型的なセットを単に示すことを再び認識する。
【0056】
典型的な位置決め器、レーザ、及びツールパターンに関連した穴パラメータ70’は、313mm/秒のツール速度、70kHzのレーザPRF、1000Gの位置決め器最大加速度、3.08ミリ秒のビア穿孔時間、そして1.69ミリ秒の最小運動時間を含み、結果として209ビア/秒の最大ビア処理速度を生じる。
【0057】
この発明の第3の特徴は、穴を処理する間に均一のレーザエネルギー分配を達成するためにレーザビーム移動速度を調節する方法を提供する。例えば、円形ツールパターン50(図3)の多数の反復を使用してビアを処理するときに、よい品質の穴を処理することは個々の後の反復のレーザスポットをわずかにオーバラップさせることに依存する。反復から反復までのオーバラップの程度は、「増分バイトサイズ」と称されるパラメータによって決定される。増分バイトサイズは、レーザパルス位置が円形ツールパターンの反復間で移動する距離として定義される。
【0058】
レーザビーム速度における小さい変化は反復対反復のパルスのオーバラップ、すなわち増分バイトサイズを大きく変更することができる。良好なビア処理は円形ツールパターンの反復ごとにレーザパルスの位置をわずかに移動させることに依存し、その結果レーザパルスは後の反復の間に同じスポットに衝突せず、レーザエネルギーはより一様にビア周囲のまわりに広げられる。
【0059】
例えば、ビア処理適用が5つの円形反復を使用するならば、レーザパルスは反復ごとに移動し、その結果仮想的な6番目の反復が1番目の反復パルスに正確にオーバラップパルスを持つ(増分バイトサイズは、円形反復の数で割られたバイトサイズとほぼ等しい)ことが望ましい。各反復からのパルスが同じ位置に衝突するときに、結果として貧弱なビア処理になる。これは、実際のバイトサイズに対して非常に小さい又はほぼ等しい増分バイトサイズを不注意にも使用することによって典型的に引き起こされる。
【0060】
図8及び図9は、先行技術のバイトサイズ及び好ましく計算された増分バイトサイズをそれぞれ使用する穿孔器及び円形ツールパターンの多数の反復による、エッチングされた回路基板の材料中で処理された許容できないビア及び高品質のビアをそれぞれ示す。
【0061】
図10及び図11は、増分バイトサイズがレーザビーム速度における小さい変化によってどのように影響されるかを示す。図10は、レーザPRFが30kHzであり、ビア直径が125μmであり、有効レーザビームスポットサイズが13μmであり、そしてレーザビーム速度が377.5mm/秒である、穿孔器ツールパターンの5つの反復を使用することによって生じる先行技術バイトサイズを示す。図10は、5つの穿孔器反復の各々からのレーザパルスがほとんど正確にオーバラップし、結果として低い品質のビア及び/又は低い穿孔器処理の構造安定性を生じることを示す。対照的に、図11はレーザビーム速度がわずかに379.5mm/秒まで変更されるという点を除いて、同じプロセスを示す。2mm/秒の小さな速度変更は、ビア周囲の周りのレーザパルスの一様な分布を引き起こし、結果として高い品質のビア及び/又は改良したプロセスの構造安定性を生じる。図11の円形プロセスは2.3μmの増分バイトサイズを使用し、それは仮想的な第6の反復からのレーザパルスが第1の反復からのレーザパルスにオーバラップするようにさせる。
【0062】
特別の円形ツールパターンに関連した増分バイトサイズを適切に設定するために必要とされるレーザビーム速度は、使用される反復の数、ビア直径、レーザPRF及び有効なレーザビームスポットサイズに依存する。レーザビーム速度は、1番目及び仮想的な最後プラス1ツールパターンの反復が実質的にオーバラップするように好ましくは選択される。
【0063】
以下に示すのは、円形ツール反復数(サイクル(Cycles))の関数として、1番目及び仮想的な最後プラス1のツールパターン反復のレーザパルス位置をオーバラップさせるのに要求される増分バイトサイズ(Δrep)を計算するため使用される式である。
【数1】
【数2】
したがって、
【数3】
ここで、バイト(Bite)=バイトサイズμm(増分バイトサイズではない)、
v=ツール速度mm/秒、
PRF=レーザパルス反復レートkHz、
Nrep=1つの円形反復におけるパルス数、
D=ビア直径μm、
EJf=有効スポットサイズμm、
Δrep=増分バイトサイズμm、および
サイクル(Cycles)=使用円形反復数である。
【0064】
付録Bは、円形ツールパターンの多数反復を使用する場合に、等化パルス間隔を達成するために増分バイトサイズを調節するための、式1から式3に基づく、Matlabコード化方法を記載する。その方法は、ユーザが「等化周囲パルスオーバラップ」ボタン又は他のアクチュエータを作動させるときに、実行される。この方法はツール速度を調節し、したがって、バイトサイズをレーザパルスエネルギー密度を大きく変更することなく所望の増分バイトサイズを達成するために少量下方に調節する。
【0065】
もちろん、増分バイトサイズは、ツール速度PRF及び有効なスポットサイズのの任意の組み合わせを変更することによって調節することができ、このことは穴直径の変更に相当する。したがって、増分バイトサイズのより正確な数学的な記載は、以下に述べられる。
【0066】
有効な穴直径は、
【数4】
によって定義される。
【0067】
増分バイトサイズの一般式は、
【数5】
であり、関数ceil(w)はw以上である最小の整数を返送し、分数を丸めるプロセスを示す。
【0068】
等しく分割された増分バイトサイズを達成するための条件は、
【数6】
である。
【0069】
式4〜式6は式7を生成するために結合できる。
【0070】
【数7】
量「x」は式8によって定義される。
【0071】
【数8】
式(7)を解くことは、式(9)を解くことと同じである。
【0072】
【数9】
式(9)は無限の解法セットを持ち、1−1/Cyclesという分数の剰余を持つ任意の正数が解を生成する。好ましい事例は回転方向によってさらに制約される、サイクルの最も小さな調節を生じる。調節を行う場合、量xは上方へ、又は下方へ調節することができる。達成可能な速度及びPRFでの実際的な制約は調節のある方向を指示できるけれども、より小さい変更が望ましい。
【0073】
式9を解くために、x上方へ最小量を調節するための解法は、以下の式10に示される。
【0074】
【数10】
式9を解くために最小量をx下方に調節する解法は、以下の式11に示される。
【0075】
【数11】
一旦好ましい数学的な調節が決定されると、増分バイトサイズは、式8によれば、速度、PRF、直径又は有効スポットサイズを変更することによって達成することができる。速度を調節することによって増分バイトサイズのための解法は、以下の式12に示される。
【0076】
【数12】
PRFを調節することによる増分バイトサイズの解法は、以下の式13に示される。
【0077】
【数13】
有効穴直径を調節することによる増加ビットサイズの解法は、以下の式14に示される。
【0078】
【数14】
もちろん、有効直径は、穴直径及び有効スポットサイズの組み合わせを変化させることによって変更することができる。しかしながら、有効直径を変更することはレーザビアサイズをわずかに修正し、PRFを変更させることは、レーザ設定及び制御オーバーヘッドにとって不適当な意味合いを持つので、増分バイトサイズは、ビーム位置決め器速度を調節するための式12を使用することによって好ましく決定される。
【0079】
増分バイトサイズを決定するときに、パルス間隔は適切なビア処理結果を達成するために正確である必要はない。例えば、Δrepは約20パーセント以内増加させることができる。また、いくつかの標本処理適用では、Δrepは結果として5μm未満のパルス間隔を生じ得る。そのような適用では、レーザパルス間の間隔は約1.0μm以上であるべきである。
【0080】
図12及び図13は、先行技術及び本発明にそれぞれしたがって形成された穿孔器及び円形ツールパターン間の比較による関係を示す。特に、図12は、先行技術の穿孔器ツールパターン134の2つの反復によって穴の周囲132の回りに不等に分配されたレーザパルス130を示す。穿孔器ツールパターン134は、717mm/秒のレーザビーム速度、70kHzのレーザPRF、125μmの穴の直径、20μmの有効スポットサイズ、10.24μmのレーザバイトサイズ、及び8.15μmのバイトサイズ136を使用する。
【0081】
対照的に、図13は、「周囲のパルスのオーバーラップを等化する」方法を使用する円形ツールパターン138の2つの反復によって穴の周囲132の周りで平等に分配されたレーザパルス130を示す。円形ツールパターン138は710.5mm/秒のレーザビーム速度、70kHzのレーザPRF、125μmの穴直径、20μmの有効スポットサイズ、10.15μmのレーザバイトサイズ及び5.07μmの増加バイト139を使用する。「周囲のパルスのオーバーラップを等化する」方法は717mm/秒から710.5mm/秒までレーザビーム速度を変更する。
【0082】
本発明の第4の特徴は、上述されたツールパターンによって使用されたレーザビームパルスを放射するQスイッチで生じたレーザを制御する方法を提供する。その方法は、第1のレーザパルスの放射、及び、レーザビーム位置決め器を駆動する半正弦波プロフィーラーコマンドに対するすべての後のレーザパルスの放射を正確に予定する、フィールドプログラム可能なゲートアレイ(「FPGFPGA」)を制御するためにレジスタを含むデジタル信号プロセッサ(「DSP」)のマイクロプロセッサのような論理装置で実行する。模範的な分析コマンドは、上述されたツールパターンセグメントに沿ったレーザビームを位置決めするのに要求されるコマンドを含むことができる。
【0083】
図14は第1のDSPレジスタを示し、それは、レーザインターパルス期間をプログラムするための16個の読込み/書込み位置を含む「レーザ反復レートレジスタ」140である。レーザ反復レートレジスタ140は、約0.0047Hzという解像度で、305.18Hz(レジスタ140の値OxFFFF)から2.0MHz(レジスタ140の値0x0)に及ぶ周波数fnを有する信号を提供する反復レート発生器142を制御する。信号周波数fn=1/(レジスタ値*50ナノ秒)。以下に記述されるDSP「パルスカウントレジスタ」144が0でない値を記憶するときに限り、反復レート発生器142が動作される。
【0084】
第2のDSPレジスタは、レーザパルスを放射することに関連した2つの時間遅延をプログラムするために24個の読込み/書き込み位置を含む「レーザパルス制御タイマーレジスタ」146である。位置0〜10はゲート遅延をプログラムし、また、位置12〜22は第1のパルス遅延をプログラムする。位置12〜22は、標準化された値を以下の「dly」式に適用する前にそこに記憶された値を標準化するために好ましくは移動される。各遅延は式dly=(レジスタ146* 50ナノ秒)及び0〜102.3μ秒からの範囲で決定される。
【0085】
第3のDSPレジスタは、パルスのバースト中に放射される多数のレーザパルスをプログラムするために18個の読込み/書込み位置を含むパルスカウントレジスタ144である。有効レジスタ144の値は0x3FFFFから0まで変動する。値0x3FFFF及び0x0は特別の意味を持つ。有効な値(1〜0x3FFFE、262142D)は、バースト中に放射されたパルスの数に相当する。0の値がパルス九案とレジスタ144に書込まれるまで、特別の値0x3FFFFは、パルスの連続的なバーストを引き起こす。特別の値0x0は電流バーストを停止させる。
【0086】
レーザパルスの放射を開始するための方法は、図15A,15Bに関して以下に記載される。レーザパルスコマンドは、DSPが失敗するならば、レーザパルスの放射を停止する監視タイマーによって資格を与えられる。当業者は、このレーザ制御方法を実行するための論理装置を実施する方法を理解する。
【0087】
図15A及び図15Bは、上記方法を支持するレーザパルスの放射のためにそれぞれの通常及び特殊事例のタイミング関係を示す。
【0088】
図15Aに示される通常のタイミング関係は以下のように実行される。
【0089】
図14も参照して、レーザPRFは、レーザ反復レートレジスタ140にインターパルス期間150を書き込むDSPによって設定される。
【0090】
パルスカウンタレジスタ144は0という値で初期化される。DSPはレーザパルスプロセスを「DSP_Write_Strobe_N」書き込み信号152で開始し、パルス数値(1〜200000)をレーザパルスカウンタレジスタ144へロードする。
【0091】
「FPGA_Gate_N」レーザゲート信号156は、ゲート遅れ158の量(50ナノ秒から100のマイクロ秒)がレーザパルス制御タイマーレジスタ146のビット00〜10によって決定された後に真になる。
【0092】
第1のパルス遅延162の量(50ナノ秒〜100マイクロ秒)はレーザパルス制御タイマーレジスタ146のビット2〜22によって決定された後に、第1の「FPGA_QSW_N」レーザQスイッチ信号160は真になる。デフォルト第1パルス遅延162は0である。
【0093】
レーザパルス154の数は図15Bに関して以下に示される特別な事例を除いてパルスカウントレジスタ144内でプログラムされる。最後のレーザパルス放射を引き起こす最後のレーザパルス164が真になった後50ナノ秒にレーザゲート信号156は偽になる。
【0094】
図15Bに示される特別な事例のタイミング関係は以下のように実行される。:
図14も参照して、DSP書き込み信号152がパルスカウントレジスタ144に値0x3FFFFをロードするときに、特別のタイミングの事例が生じる。この動作により、パルスカウンタ148は、DSP書き込み信号152’がパルスカウントレジスタ144に0の値をロードするまで、連続的に計数し、それにより、ゲート遅延158及び第1のパルス遅延162の残りに加えて競合条件を回避するために1つのパルスの不確実性遅延166の後に、レーザQスイッチ信号160は停止する。
【0095】
この発明の第5の特徴は、レーザパルスの放射及び所定のレーザビーム位置決めコマンドの位置へのそれらの入力を調整する方法を要する。穴を処理するために上述されたツールパターンを使用するときに、放射レーザパルスは所望数のツールパターン反復の間に、特に、ツールパターンの正確な位置で各反復の第1のレーザパルスを放射するために正確に位置決めされる。したがって、この方法は、上述されたツールパターンによって使用される、運動プロフィーラー及びレーザタイミングの調整、正確さ及び実行を改善する。
【0096】
この方法は、所定のレーザビーム位置決め器加速度制限に対してより高いツール速度を提供することによって新しいツールパターンを支持する。例えば、典型的な検流計に基づいたビーム位置決め器は1000Gの加速度制限を持つ。新しいツールパターンは、少なくとも2つの方法でレーザパルス放射タイミングに影響する。最初に、円形ツールパターンは運動セグメントの最中にレーザパルス放射を開始することができ、ツール反復の断片的な部分中にレーザパルスを許可する。したがって、調整動作制御モジュール(「CMCM」)と称するレーザビーム位置決め器システムの部分は、運動セグメントの所定の部分中にレーザパルス放射を引き起こすために、システム制御コンピューターで調和する。第2に、1.0m/秒で接近するツール速度と結び付けられた新しい中央セグメントのレーザタイミングは、非常に高いレーザパルスタイミング精度を要求する。以前のレーザタイミングシステムは約±50μ秒のパルスの第1のパルスタイミング解像度をもち、それは許容できない±50μmの第1のパルス位置決めを意味する。
【0097】
したがって、この方法は、DSPレジスタの内容及び関連タイミング制御を対応レジスタ140’、144’、146’へ転送することによってDSP制御からはるかにより速いFPGAへレーザパルスの正確なタイミングを転送する。また、新しい分割レーザ遅延パラメータは、CMCM運動コマンド及びレーザパルス放射タイミングを調整するための運動セグメントデータ構造に加えられる。分割レーザ遅延パラメータは、運動セグメントの開始と第1のレーザパルスと間の時間遅延をセグメント時間ΔTの合計セグメントの分数として定義する。分割レーザ遅延パラメータは0から255までの値に関して、8ビットの値を持つ。その値が0であるならば、レーザパルスタイミングは先行技術のように動作する。運動セグメントの開始から第1のレーザパルスへの遅延は、遅延=ΔT*分割レーザ遅延/256である。
【0098】
図16はレーザビームパルス及びビーム位置決め器(「BP」)のタイミング関係を示す。理想的には、ビーム位置決め器がツールパターン入り口セグメント、例えば入口セグメント52(図3)を開始した後に、第1レーザパルス170の放射は分割レーザ遅延*ΔT時間172に生じる。しかしながら、多くのシステム遅延は、実際の第1レーザパルス174の放射のための調整タイミング方法を要求する。
【0099】
調整タイミング方法は、輪郭を描くフィルタ群の遅延及び検流計遅延を含む調整モデルフィルタ遅延176を最初に説明する。輪郭を描くフィルタ群の遅延は、フィルタ周波数に依存して、50〜80ミリ秒の固定値を持つ。調整モードビーム位置決め及び関連するグループフィルタ遅延は、高速高精度多段ツール位置決めシステムに対する、本出願の譲受人に割り当てられる米国特許第5751585号に記載される。検流遅延(GalvoDelay)は、検流計をビーム偏向検流計に到達ためのビーム位置決め器コマンドに要求される時間である。検流遅延は約200ミリ秒に固定される。
【0100】
調整タイミング方法は、入口セグメント52(図3)のような輪郭が描かれたドリルセグメントと、レーザ放射を開始することを命じられた時間との間の経過時間を含むレーザ事象バッファ遅延178をさらに説明する。レーザ事象バッファ遅延178は、50ミリ秒の解像度に調節することができる。
【0101】
ゲート遅延158(さらに図15A及び15Bを参照)はFPGAパルス制御タイマー146’の最初の部分に記憶され、またパルス計数書き込み信号152を受信すること及びレーザゲート信号156を付勢することの間のFPGA遅延を決定する(さらに図14A及び14Bを参照)。ゲート遅延158は50ナノ秒の解像度を持つ。
【0102】
第1パルス遅延162(さらに図14A及び14Bを参照)は、FPGAパルス制御タイマーレジスタ146’の第2の部分に記憶され、最初の実際のレーザパルスの放射を要求するために、レーザゲート信号156及び第1のレーザQスイッチ160の間の遅延を決定する。第1パルス遅延162は1/PRF+RuntDelayによって決定され、RuntDelayが異常に低いエネルギー(小型)レーザパルスを回避するのに要求される固定的な遅れである。
【0103】
DSPが新しい運動セグメントをロードするごとに、それはレーザ事象バッファ遅延178及びゲート遅延158の値を以下のように計算する。
【0104】
調整モードフィルタ遅延+ガルボ遅延の値はBP遅延という名のパラメータとして記憶される。
【0105】
遅延i=BP遅延+ΔT*分割レーザ遅延−第1パルス遅延。これはレーザバッファ事象遅延178及びゲート遅延158間で要求される遅れである。
【0106】
ゲート遅延158=(遅延iモジュラス50ミリ秒)+50ミリ秒。この遅延はゲート遅延158がFPGA境界状態を回避するのに十分長い。
【0107】
レーザ事象バッファ遅延178=遅延i―ゲート遅延158。これは50ミリ秒の偶数倍である。
【0108】
値が計算された後に、ゲート遅延158はレーザ事象バッファのレーザオンパケットにフィールドとしてロードされ、そのパケットの時間タグはレーザ事象バッファ遅延を加える現在の時刻である。
【0109】
ビーム位置決め器サーボはレーザオンパケットを呼ぶときに、それはゲート遅延158の値をFPGAレーザパルス制御タイマーレジスタ146’にロードし、次いで、好ましいレーザパルス数を決定するためにFPGAパルスカウントレジスタ144’からデータを得る。
【0110】
当業者は、この発明の部分が好ましい実施例に対する上述の実施例とは異なって実施できることを認識する。例えば、加工物標本材料は、堅固又は柔軟、銅覆又は露出、ファイバー強化又は均質樹脂誘電体であろうと任意の配線基板材料を現実的に含むことができ、またセラミック基板及びシリコン基板、例えばマイクロ電子デバイス及び半導体デバイスにおいて使用されるそれらを含むこともできる。
【0111】
付録A
付録B
多くの変更が発明の根本原理から外れずに、上記実施例の細部に行うことができることは当業者にとって自明である。したがって、本発明の範囲は特許請求の範囲によってのみ決定されねばならない。
【特許請求の範囲】
【請求項1】
レーザツールの操作により実際材料のターゲット領域から材料の高速除去を行う方法であって、前記ターゲット領域はターゲット中心を通って延びるターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記レーザツールはレーザビームが伝播するビーム軸を規定しており、前記レーザビームは前記ターゲット領域に、前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
前記ターゲット領域から材料除去のプロセスを可能にするために前記ターゲット領域内の選択位置又は前記ターゲット領域に近い及び前記ターゲット領域内の選択位置へ前記ビーム軸を指向するために前記ビーム軸及び前記ターゲット領域間の相対運動を引き起こすこと、
入口セグメント加速度で入口軌跡に沿って前記ビーム軸を前記ターゲット領域内の入口位置へ指向すること、
前記レーザスポットを位置決めするために、そしてそれにより前記ターゲット周囲の円状セグメントに沿って材料を除去するために前記ターゲット領域内で円状周囲部加速度にて前記ビーム軸を移動させること、
前記入口セグメントの加速度及び前記円状周囲部加速度を、前記入口セグメントの加速度の値が前記円状周囲部加速度の2倍より小さい値に設定することを含み、
前記入口位置は前記レーザビームが前記ターゲット領域で開始される位置に対応する、材料の高速除去方法。
【請求項2】
前記入口位置は、前記ビームスポットは前記ターゲット周囲の前記円状セグメントに配置されるようになっており、前記ビーム軸は前記ターゲット周囲の前記円状セグメントに近接する位置から前記ターゲット領域を退出する、請求項1に記載の方法。
【請求項3】
前記入口位置は、前記ターゲット中心にほぼ近接して配置され、前記レーザスポットは、除除に前記ターゲット中心から離れ前記ターゲット周囲の前記円状セグメントへ至る曲線経路に沿って材料を除去する、請求項1に記載の方法。
【請求項4】
前記入口位置は第1の入口位置を構成し、前記曲線経路は第1の曲線経路を構成し、さらに、
前記ビーム軸を前記ターゲット中心にほぼ近接する第2の入口位置へ指向することと、
前記レーザスポットを、除除に前記ターゲット中心から離れ前記ターゲット周囲へ至る第2の曲線経路に沿って材料を除去するように指向することとを含む、請求項3に記載の方法。
【請求項5】
前記円状セグメントはその全体として前記ターゲット周囲を含み、前記入口位置は前記レーザスポットが前記ターゲット周囲に配置されるようになっており、
前記レーザスポットは、前記ターゲット周囲の周りでの多数の回転において材料を除去し、その後、前記ターゲット中心の方向にほぼスパイラル状の経路に沿って材料を除去する、請求項1に記載の方法。
【請求項6】
前記実際材料は堅固又は柔軟な印刷配線基板材料、銅覆又は露出印刷配線基板材料、ファイバー強化又は均質樹脂誘電体印刷配線基板材料、セラミック基板及びシリコン基板のうちのいずれかを含み、前記実際材料の前記ターゲット領域から材料を除去することは穴を形成することを含む、請求項5に記載の方法。
【請求項7】
前記入口位置は、前記レーザスポットが前記ターゲット周囲の前記円状セグメントに配置されるようにされており、
前記レーザスポットは前記ターゲット中心の方向に第1のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第2のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲の前記円状セグメントへ戻る、請求項1に記載の方法。
【請求項8】
前記入口位置は第1の入口位置を含み、さらに、
前記ビーム軸を、前記ターゲット領域の第2の入口位置に指向すること、
前記レーザスポットを、前記ターゲット中心の方向へ第3のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れて第4のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲へ戻るように指向すること、
前記ビーム軸を、前記ターゲット領域を終了させるように指向することを含み、前記第1及び第2の入口位置は互いにずらされている、請求項7に記載の方法。
【請求項9】
前記実際材料はエッチングされた回路基板材料を含み、前記実際材料の前記ターゲット領域から材料を除去することは前記エッチングされた回路基板材料に穴を設けることを含む、請求項1に記載の方法。
【請求項10】
レーザツールの操作により実際材料のターゲット領域から材料の高速除去を行う方法であって、前記ターゲット領域はターゲット中心を通して延びるターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記レーザツールはレーザビームが伝播するビーム軸を規定しており、前記レーザビームは前記ターゲット領域に前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
前記ターゲット領域から材料除去のプロセスを可能にするために前記ターゲット領域内の選択位置又は前記ターゲット領域に近い及び前記ターゲット領域内の選択位置へ前記ビーム軸を指向するために前記ビーム軸及び前記ターゲット領域間の相対運動を引き起こすこと、
入口セグメント加速度で入口軌跡に沿って前記ビーム軸を前記ターゲット領域内の入口位置へ指向すること、
前記ターゲット周囲の円状セグメントに沿って材料を除去し、しかる後前記ターゲット中心へスパイラル状の経路に沿って材料を除去するように前記レーザスポットを位置決めするために、前記ターゲット領域内で前記ビーム軸を移動することを含み、
前記入口位置は前記レーザビームが前記ターゲット領域で開始される位置に対応する、材料の高速除去方法。
【請求項11】
前記円状セグメントはその全体として前記ターゲット周囲を含み、前記入口位置は前記レーザスポットが前記ターゲット周囲に配置されるようにされており、前記レーザスポットは前記ターゲット周囲の周りでの多数の回転により材料を除去し、その後、前記ターゲット中心の方向へほぼスパイラル状の経路に沿って材料を除去する、請求項10に記載の方法。
【請求項12】
前記入口位置は前記レーザスポットが前記ターゲット周囲の前記円状セグメントに配置されるようになっており、
前記レーザスポットは前記ターゲット中心の方向に第1のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第2のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲の前記円状セグメントへ戻る、請求項10に記載の方法。
【請求項13】
前記入口位置は第1の入口位置を含み、さらに、
前記ビーム軸を、前記ターゲット領域の第2の入口位置に指向することと、
前記レーザスポットを、前記ターゲット中心の方向へ向かう第3のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第4のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲へ戻るように指向することと、
前記ビーム軸を、前記ターゲット領域を終了させるように指向することとを含み、
前記第1及び第2の入口位置は互いにオフセットされた、請求項12に記載の方法。
【請求項14】
前記実際材料は堅固又は柔軟な印刷配線基板材料、銅覆又は露出印刷配線基板材料、ファイバー強化又は均質樹脂誘電体印刷配線基板材料、セラミック基板及びシリコン基板のうちのいずれかを含み、前記実際材料の前記ターゲット領域から材料を除去することは前記実際材料に穴を形成することを含む、請求項10に記載の方法。
【請求項15】
前記ビア穴は不完全なビア穴を含む、請求項14に記載の方法。
【請求項16】
実際材料のターゲット領域から材料を除去するために一つのパルス反復レートでパルス化されたレーザ放射のビームを使用する方法であって、前記ターゲット領域はターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記ビームの各パルスによるレーザ放射は前記ターゲット領域にて前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
パルス化されたレーザ放射の前記ビームをして、ツールパターンの多数の反復において材料を除去せしめるために、前記円状ターゲット周囲の周りでツール速度で、パルスレーザ放射のビーム及びターゲット領域を互いに対して多数回移動すること、
前記レーザスポットが、前回反復が入射した位置に一致しないように、前記ツールパターンの反復間に前記レーザスポットの前記位置をシフトすることによって、前記円状ターゲット周囲の周りでレーザ放射エネルギーを実質的に一様に広げるように、前記ツール速度及び前記パルス反復レートを調整することを含み、
各レーザスポットは前記ツールパターンの多数の反復において前記ターゲット領域の位置に入射される、ビーム使用方法。
【請求項17】
前記調整することは、前記ツール速度、前記パルス反復レート、前記レーザスポット直径、及び前記ターゲット直径のうちの少なくとも1つを調節することを含む、請求項16に記載の方法。
【請求項18】
前記レーザスポットの前記位置の前記シフト操作は、式Δrep=ν/(PRF)(Cycles)から距離Δrepを決定することを含み、前記レーザスポットの前記位置は前記距離Δrepだけ移動し、ここに、
ν=前記ツール速度、
PRF=前記パルス反復レート、
Cycles=前記ツールパターンの前記反復数
である、請求項16に記載の方法。
【請求項19】
前記レーザスポットの前記位置の前記シフト操作は式ν=π(Deff)(PRF)/xから前記ツール速度νを決定することを含み、ここに、
Deff=前記ターゲット直径、
PRF=前記パルス反復レート、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項20】
前記レーザスポットの前記位置の前記シフト操作は式PRF=νx/(Deff)πから前記パルス反復レートPRFを決定することを含み、ここに、
Deff=前記ターゲット直径、
ν=前記ツール速度、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項21】
前記レーザスポットの前記位置の前記シフト操作は式Deff=νx/π(PRF)から前記ターゲット直径Deffを決定することを含み、
Deff=前記ターゲット直径、ここに、
ν=前記ツール速度、
PRF=前記パルス反復レート、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項22】
前記レーザスポットの前記位置の前記シフト操作は前記レーザスポットの前記位置が移動する距離を決定することを含み、前記距離は20%以下の許容度を持つ、請求項16に記載の方法。
【請求項23】
前記レーザスポットの前記位置の前記シフト操作は前記レーザスポットの前記位置がシフトする距離を決定することを含み、前記距離は少なくとも約1.0マイクロメートルである、請求項16に記載の方法。
【請求項24】
ターゲット実際材料の所定のレーザビーム位置決めコマンド位置に入射するためのレーザパルスの放射を調整する方法であって、
前記ターゲット実際材料に対してビーム位置決め器運動セグメントを開始するためにビーム位置決めコマンドを提供すること、
前記ビーム位置決め器運動セグメントはビーム位置決めコマンド位置を含み、1セットのレーザパルスの放射を引き起こすこと、
前記ビーム位置決め器運動セグメント間に前記第1のレーザパルスが前記ビーム位置決めコマンド位置に入射されるように、前記ビーム位置決め器運動セグメントの前記開始及び前記第1のレーザパルスの放射間に部分レーザビーム遅延を導入することを含み、前記1セットは第1のレーザパルスを含む、レーザパルスの放射調整方法。
【請求項25】
前記部分レーザビーム遅延は多数の遅延時間成分を含み、1セットのレーザパルスの放射は、前記多数の遅延時間成分のすべての終了前に生起するレーザゲート信号に応答して行われる、請求項24に記載の方法。
【請求項26】
前記遅延時間成分は第1のパルス遅延成分を含み、1セットのレーザパルスの放射は、前記第1のパルス遅延成分の終了後に行われ、前記第1のパルス遅延成分は前記第1のレーザパルスとして異常に低いエネルギーレーザパルスの放射を防止するために十分な持続期間を持つ、請求項25に記載の方法。
【請求項27】
前記レーザゲート信号は、フィルタ及びビーム位置決め器遅延時間成分から生じる位置決め器遅延の終了後に前記ビーム位置決めコマンドに応答して生じる、請求項25に記載の方法。
【請求項28】
1セットのレーザパルスの放射はレーザゲート信号に応答して行われ、部分的なレーザビーム遅延の導入は、結果として、前記ビーム位置決めコマンド位置に前記第1のレーザパルスの入力を引き起こす量だけ、前記レーザゲート信号に対して前記ビーム位置決めコマンドの遅延を生じる、請求項24に記載の方法。
【請求項1】
レーザツールの操作により実際材料のターゲット領域から材料の高速除去を行う方法であって、前記ターゲット領域はターゲット中心を通って延びるターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記レーザツールはレーザビームが伝播するビーム軸を規定しており、前記レーザビームは前記ターゲット領域に、前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
前記ターゲット領域から材料除去のプロセスを可能にするために前記ターゲット領域内の選択位置又は前記ターゲット領域に近い及び前記ターゲット領域内の選択位置へ前記ビーム軸を指向するために前記ビーム軸及び前記ターゲット領域間の相対運動を引き起こすこと、
入口セグメント加速度で入口軌跡に沿って前記ビーム軸を前記ターゲット領域内の入口位置へ指向すること、
前記レーザスポットを位置決めするために、そしてそれにより前記ターゲット周囲の円状セグメントに沿って材料を除去するために前記ターゲット領域内で円状周囲部加速度にて前記ビーム軸を移動させること、
前記入口セグメントの加速度及び前記円状周囲部加速度を、前記入口セグメントの加速度の値が前記円状周囲部加速度の2倍より小さい値に設定することを含み、
前記入口位置は前記レーザビームが前記ターゲット領域で開始される位置に対応する、材料の高速除去方法。
【請求項2】
前記入口位置は、前記ビームスポットは前記ターゲット周囲の前記円状セグメントに配置されるようになっており、前記ビーム軸は前記ターゲット周囲の前記円状セグメントに近接する位置から前記ターゲット領域を退出する、請求項1に記載の方法。
【請求項3】
前記入口位置は、前記ターゲット中心にほぼ近接して配置され、前記レーザスポットは、除除に前記ターゲット中心から離れ前記ターゲット周囲の前記円状セグメントへ至る曲線経路に沿って材料を除去する、請求項1に記載の方法。
【請求項4】
前記入口位置は第1の入口位置を構成し、前記曲線経路は第1の曲線経路を構成し、さらに、
前記ビーム軸を前記ターゲット中心にほぼ近接する第2の入口位置へ指向することと、
前記レーザスポットを、除除に前記ターゲット中心から離れ前記ターゲット周囲へ至る第2の曲線経路に沿って材料を除去するように指向することとを含む、請求項3に記載の方法。
【請求項5】
前記円状セグメントはその全体として前記ターゲット周囲を含み、前記入口位置は前記レーザスポットが前記ターゲット周囲に配置されるようになっており、
前記レーザスポットは、前記ターゲット周囲の周りでの多数の回転において材料を除去し、その後、前記ターゲット中心の方向にほぼスパイラル状の経路に沿って材料を除去する、請求項1に記載の方法。
【請求項6】
前記実際材料は堅固又は柔軟な印刷配線基板材料、銅覆又は露出印刷配線基板材料、ファイバー強化又は均質樹脂誘電体印刷配線基板材料、セラミック基板及びシリコン基板のうちのいずれかを含み、前記実際材料の前記ターゲット領域から材料を除去することは穴を形成することを含む、請求項5に記載の方法。
【請求項7】
前記入口位置は、前記レーザスポットが前記ターゲット周囲の前記円状セグメントに配置されるようにされており、
前記レーザスポットは前記ターゲット中心の方向に第1のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第2のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲の前記円状セグメントへ戻る、請求項1に記載の方法。
【請求項8】
前記入口位置は第1の入口位置を含み、さらに、
前記ビーム軸を、前記ターゲット領域の第2の入口位置に指向すること、
前記レーザスポットを、前記ターゲット中心の方向へ第3のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れて第4のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲へ戻るように指向すること、
前記ビーム軸を、前記ターゲット領域を終了させるように指向することを含み、前記第1及び第2の入口位置は互いにずらされている、請求項7に記載の方法。
【請求項9】
前記実際材料はエッチングされた回路基板材料を含み、前記実際材料の前記ターゲット領域から材料を除去することは前記エッチングされた回路基板材料に穴を設けることを含む、請求項1に記載の方法。
【請求項10】
レーザツールの操作により実際材料のターゲット領域から材料の高速除去を行う方法であって、前記ターゲット領域はターゲット中心を通して延びるターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記レーザツールはレーザビームが伝播するビーム軸を規定しており、前記レーザビームは前記ターゲット領域に前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
前記ターゲット領域から材料除去のプロセスを可能にするために前記ターゲット領域内の選択位置又は前記ターゲット領域に近い及び前記ターゲット領域内の選択位置へ前記ビーム軸を指向するために前記ビーム軸及び前記ターゲット領域間の相対運動を引き起こすこと、
入口セグメント加速度で入口軌跡に沿って前記ビーム軸を前記ターゲット領域内の入口位置へ指向すること、
前記ターゲット周囲の円状セグメントに沿って材料を除去し、しかる後前記ターゲット中心へスパイラル状の経路に沿って材料を除去するように前記レーザスポットを位置決めするために、前記ターゲット領域内で前記ビーム軸を移動することを含み、
前記入口位置は前記レーザビームが前記ターゲット領域で開始される位置に対応する、材料の高速除去方法。
【請求項11】
前記円状セグメントはその全体として前記ターゲット周囲を含み、前記入口位置は前記レーザスポットが前記ターゲット周囲に配置されるようにされており、前記レーザスポットは前記ターゲット周囲の周りでの多数の回転により材料を除去し、その後、前記ターゲット中心の方向へほぼスパイラル状の経路に沿って材料を除去する、請求項10に記載の方法。
【請求項12】
前記入口位置は前記レーザスポットが前記ターゲット周囲の前記円状セグメントに配置されるようになっており、
前記レーザスポットは前記ターゲット中心の方向に第1のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第2のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲の前記円状セグメントへ戻る、請求項10に記載の方法。
【請求項13】
前記入口位置は第1の入口位置を含み、さらに、
前記ビーム軸を、前記ターゲット領域の第2の入口位置に指向することと、
前記レーザスポットを、前記ターゲット中心の方向へ向かう第3のほぼスパイラル状の経路に沿って材料を除去し、前記ターゲット中心から離れる第4のほぼスパイラル状の経路に沿って材料を除去し、そして前記ターゲット周囲へ戻るように指向することと、
前記ビーム軸を、前記ターゲット領域を終了させるように指向することとを含み、
前記第1及び第2の入口位置は互いにオフセットされた、請求項12に記載の方法。
【請求項14】
前記実際材料は堅固又は柔軟な印刷配線基板材料、銅覆又は露出印刷配線基板材料、ファイバー強化又は均質樹脂誘電体印刷配線基板材料、セラミック基板及びシリコン基板のうちのいずれかを含み、前記実際材料の前記ターゲット領域から材料を除去することは前記実際材料に穴を形成することを含む、請求項10に記載の方法。
【請求項15】
前記ビア穴は不完全なビア穴を含む、請求項14に記載の方法。
【請求項16】
実際材料のターゲット領域から材料を除去するために一つのパルス反復レートでパルス化されたレーザ放射のビームを使用する方法であって、前記ターゲット領域はターゲット直径によって規定される実質的に円状のターゲット周囲を有し、前記ビームの各パルスによるレーザ放射は前記ターゲット領域にて前記ターゲット直径より小さい直径を有するレーザスポットを規定しており、
パルス化されたレーザ放射の前記ビームをして、ツールパターンの多数の反復において材料を除去せしめるために、前記円状ターゲット周囲の周りでツール速度で、パルスレーザ放射のビーム及びターゲット領域を互いに対して多数回移動すること、
前記レーザスポットが、前回反復が入射した位置に一致しないように、前記ツールパターンの反復間に前記レーザスポットの前記位置をシフトすることによって、前記円状ターゲット周囲の周りでレーザ放射エネルギーを実質的に一様に広げるように、前記ツール速度及び前記パルス反復レートを調整することを含み、
各レーザスポットは前記ツールパターンの多数の反復において前記ターゲット領域の位置に入射される、ビーム使用方法。
【請求項17】
前記調整することは、前記ツール速度、前記パルス反復レート、前記レーザスポット直径、及び前記ターゲット直径のうちの少なくとも1つを調節することを含む、請求項16に記載の方法。
【請求項18】
前記レーザスポットの前記位置の前記シフト操作は、式Δrep=ν/(PRF)(Cycles)から距離Δrepを決定することを含み、前記レーザスポットの前記位置は前記距離Δrepだけ移動し、ここに、
ν=前記ツール速度、
PRF=前記パルス反復レート、
Cycles=前記ツールパターンの前記反復数
である、請求項16に記載の方法。
【請求項19】
前記レーザスポットの前記位置の前記シフト操作は式ν=π(Deff)(PRF)/xから前記ツール速度νを決定することを含み、ここに、
Deff=前記ターゲット直径、
PRF=前記パルス反復レート、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項20】
前記レーザスポットの前記位置の前記シフト操作は式PRF=νx/(Deff)πから前記パルス反復レートPRFを決定することを含み、ここに、
Deff=前記ターゲット直径、
ν=前記ツール速度、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項21】
前記レーザスポットの前記位置の前記シフト操作は式Deff=νx/π(PRF)から前記ターゲット直径Deffを決定することを含み、
Deff=前記ターゲット直径、ここに、
ν=前記ツール速度、
PRF=前記パルス反復レート、
x=1−1/Cyclesの分数の剰余を有する任意の正の数、
Cycles=前記ツールパターンの反復数
である、請求項16に記載の方法。
【請求項22】
前記レーザスポットの前記位置の前記シフト操作は前記レーザスポットの前記位置が移動する距離を決定することを含み、前記距離は20%以下の許容度を持つ、請求項16に記載の方法。
【請求項23】
前記レーザスポットの前記位置の前記シフト操作は前記レーザスポットの前記位置がシフトする距離を決定することを含み、前記距離は少なくとも約1.0マイクロメートルである、請求項16に記載の方法。
【請求項24】
ターゲット実際材料の所定のレーザビーム位置決めコマンド位置に入射するためのレーザパルスの放射を調整する方法であって、
前記ターゲット実際材料に対してビーム位置決め器運動セグメントを開始するためにビーム位置決めコマンドを提供すること、
前記ビーム位置決め器運動セグメントはビーム位置決めコマンド位置を含み、1セットのレーザパルスの放射を引き起こすこと、
前記ビーム位置決め器運動セグメント間に前記第1のレーザパルスが前記ビーム位置決めコマンド位置に入射されるように、前記ビーム位置決め器運動セグメントの前記開始及び前記第1のレーザパルスの放射間に部分レーザビーム遅延を導入することを含み、前記1セットは第1のレーザパルスを含む、レーザパルスの放射調整方法。
【請求項25】
前記部分レーザビーム遅延は多数の遅延時間成分を含み、1セットのレーザパルスの放射は、前記多数の遅延時間成分のすべての終了前に生起するレーザゲート信号に応答して行われる、請求項24に記載の方法。
【請求項26】
前記遅延時間成分は第1のパルス遅延成分を含み、1セットのレーザパルスの放射は、前記第1のパルス遅延成分の終了後に行われ、前記第1のパルス遅延成分は前記第1のレーザパルスとして異常に低いエネルギーレーザパルスの放射を防止するために十分な持続期間を持つ、請求項25に記載の方法。
【請求項27】
前記レーザゲート信号は、フィルタ及びビーム位置決め器遅延時間成分から生じる位置決め器遅延の終了後に前記ビーム位置決めコマンドに応答して生じる、請求項25に記載の方法。
【請求項28】
1セットのレーザパルスの放射はレーザゲート信号に応答して行われ、部分的なレーザビーム遅延の導入は、結果として、前記ビーム位置決めコマンド位置に前記第1のレーザパルスの入力を引き起こす量だけ、前記レーザゲート信号に対して前記ビーム位置決めコマンドの遅延を生じる、請求項24に記載の方法。
【図1A】

【図1B】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【図16】
【図1B】
【図2A】
【図2B】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15A】
【図15B】
【図16】
【公開番号】特開2013−91102(P2013−91102A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−247224(P2012−247224)
【出願日】平成24年11月9日(2012.11.9)
【分割の表示】特願2007−524948(P2007−524948)の分割
【原出願日】平成17年8月1日(2005.8.1)
【出願人】(593141632)エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド (161)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−247224(P2012−247224)
【出願日】平成24年11月9日(2012.11.9)
【分割の表示】特願2007−524948(P2007−524948)の分割
【原出願日】平成17年8月1日(2005.8.1)
【出願人】(593141632)エレクトロ サイエンティフィック インダストリーズ インコーポレーテッド (161)
【Fターム(参考)】
[ Back to top ]