
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、変圧器等の電気機器のタンクを構成するために円筒体の外周に波形放熱板を溶接する溶接方法及びこの溶接方法を実施するために用いる溶接装置に関するものである。
【背景技術】
【0002】
変圧器等の電気機器を収容するタンクとして、例えば特許文献1に示されているように、中心軸線を一致させた状態で配置された一対の円筒体と、該一対の円筒体の隣り合う端部に巻き付けられた状態で両円筒体に溶接された波形放熱板とにより胴部を構成して、波形放熱板の各山部の内側に冷却媒体通路を形成するようにした波形タンクが用いられている。
【0003】
この種のタンクを製造する際には、山部と谷部とが交互に並ぶように帯状鋼板を波付け成形して波形放熱板を製造する工程と、中心軸線を一致させて水平方向に並べて配置された一対の円筒体の互いに対向する端部外周に波形放熱板を巻き付けて、一対の円筒体とこれらの外周に巻き付けられた波形放熱板とにより被溶接物を構成する工程と、この被溶接物の各円筒体と波形放熱板との突き合わせ部に形成された円周継手部を溶接する工程とを行う。
【0004】
この種の溶接を行う溶接装置は、少なくとも、被溶接物を円筒体の部分で保持する被溶接物回転装置と、溶接トーチとを備えていて、被溶接物回転装置に円筒体を保持させた状態で該円筒体に波形放熱板を巻き付けて被溶接物を構成する工程を行った後、被溶接物の一対の円筒体と波形放熱板との各突き合わせ部に形成された円周継手部を溶接トーチにより溶接する。
【0005】
一対の円筒体に波形放熱板を溶接する際には、各円筒体と波形放熱板との円周継手部に溶接トーチを指向させて、円筒体と波形放熱板とを中心軸線の回りに回転させながら継手部を円周溶接する。この場合、円筒体と波形放熱板とを回転させながら溶接を行うと、継手部には円周方向に沿って一様な溶接ビードが形成される。
【0006】
しかしながら、円周継手部に形成される溶接ビードが一様であると、円周継手部の各部のうち、波形放熱板の山部の直下及びその両側の裾部と円筒体との突き合わせ部(以下単に円筒体と放熱板の山部との突き合わせ部という。)では溶融金属の余盛が不足する傾向になり、その箇所で気密漏れ及び液密漏れが生じるおそれがある。波形放熱板の山部と円筒体との突き合わせ部で溶融金属の余盛が不足する状態が生じないようにするために、被溶接物の周速度を低下させたり、溶接電流を増加させたりして溶接入熱を増大させることが考えられるが、これらの方法により溶接入熱を増大させると、円筒体と放熱板の谷部との突き合わせ部で溶接入熱が過多になって金属の溶け落ちが発生し、溶接不良が発生するおそれがある。そのため、円筒体と波形放熱板の山部との突き合わせ部及び円筒体と放熱板の谷部との突き合わせ部との双方で満足がいく溶接金属の余盛量を得ることが難しかった。
【0007】
上記のような問題を解決するために、特許文献2や特許文献3に示されているように、溶接継手部の形状や溶接状態を検出するセンサを設けて、検出された継手部の形状や溶接状態に応じて溶接速度や溶接電流を制御する方法を採用することが行われている。例えば、波形放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に被溶接物の周速度を低下させることにより、円筒体と放熱板の山部との継手部で溶接金属の余盛量を増大させる方法が行われている。また溶接金属の余盛量を確保するために、溶接トーチにウィービング動作を行わせる方向も知られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平4−44117号公報
【特許文献2】特開平9−99368号公報
【特許文献3】特開平10−216940号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
円筒体と波形放熱板の山部との溶接部で余盛が不足するのを防ぐために、波形放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に被溶接物の周速度を低下させることにより、円筒体と放熱板の山部との継手部で溶接金属の余盛量を増大させる方法をとった場合、被溶接物の慣性により、溶接箇所の周速を高い応答速度で変化させることができないため、溶接金属の余盛量を増やしたい箇所に適切に溶接ビードを形成することが難しいという問題があった。
【0010】
左右に配置された一対の円筒体に跨って波形放熱板を溶接する場合、各円筒体と放熱板との円周継手部の溶接を別々に行うと、後から溶接を行う円周継手部が、先に行われた溶接による熱歪みの影響を受けやすいため、左右の円筒体と波形放熱板との継手部の溶接は同時に行うことが望ましい。この場合、左右の継手部側で波形放熱板の山部が検出されるタイミングが一致している必要があるが、実際には、波形放熱板の成形時に生じるねじれ等の影響により、左右の継手部で山部が検出されるタイミングがずれることがある。左右の継手部で山部が検出されるタイミングがずれる場合には、左右の継手部のそれぞれに対して溶接速度を調節しないと、円筒体と放熱板の各山部との突き合わせ部で溶接金属の余盛量を十分に増やすことができない。ところが、被溶接物の周速度を制御することにより溶接速度を制御する方法によった場合には、左右の被溶接部の溶接速度を個別に調整することができないため、円筒体と波形放熱板の各山部との突き合わせ部で溶接金属の余盛量が不足する状態が生じるのを防ぐことができず、気密漏れ及び液密漏れを起こす箇所が生じるおそれをなくすことができなかった。
【0011】
円筒体と波形放熱板の山部との突き合わせ部で溶接金属の余盛量を確保するために、溶接トーチをウィービングさせる方法をとった場合には、円筒体と波形放熱板の山部との突き合わせ部の溶接を行う際にのみトーチをウィービングさせるようにするために、ティーチングプレイバック方式の溶接ロボットをはじめとする高価な機器を必要とするため、タンクの製造コストが高くなるのを避けられない。また円周継手部の全周に亘って溶接トーチのウィービングを行わせた場合には、円筒体と放熱板の谷部との溶接部で入熱が過多になって金属の溶け落ちが生じるだけでなく、溶接ワイヤやシールドガスの消費量が多くなって、製造コストが高くなるという問題が生じる。
【0012】
また左右の円筒体と放熱板との円周継手部のそれぞれに対して、放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に、左右の円筒体と放熱板の山部との溶接を行うトーチをウィービングさせる方法も知られているが、この場合は、トーチのウィービング装置を2台必要とするため、溶接装置が高価になり、タンクの製造コストが高くなるのを避けられない。
【0013】
また波形放熱板の山部を検出するセンサを設ける場合、山部の位置を精度よく検出しようとすると、センサを山部に近接した位置に配置する必要がある。しかしながら、被溶接物の山部に近接した位置にセンサを配置すると、被溶接物回転装置に保持した円筒体に波形放熱板を巻き付けて被溶接物を構成する工程でセンサが波形放熱板と干渉し、作業性が悪くなるという問題があった。
【0014】
円筒体に波形放熱板を巻き付けて被溶接物を製作する放熱板巻回装置を溶接装置とは別に設けることも考えられるが、放熱板巻回装置を溶接装置と別個に設けると、タンクの製造設備が大かがりになって設備費が高くなるだけでなく、製造設備を設置するために広い面積を必要とするため、好ましくない。
【0015】
本発明の目的は、円筒体と波形放熱板の谷部との突き合わせ部で溶接入熱が過多になる状態を生じさせることなく、円筒体と波形放熱板の各山部との突き合わせ部で十分な溶接金属の余盛量を確保することができるようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【0016】
本発明の他の目的は、軸線方向に並べて配置された一対の円筒体と、両円筒体に跨って配置されて両円筒体に巻き付けられた波形放熱板とを溶接する場合に、両円筒体と波形放熱板との溶接を同時に行って、しかも各円筒体と波形放熱板の谷部との突き合わせ部で溶接入熱が過多になる状態を生じさせることなく、各円筒体と波形放熱板の各山部との突き合わせ部で十分な溶接金属の余盛量を確保することができるようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【0017】
本発明の更に他の目的は、被溶接物回転装置に保持した円筒体に波形放熱板を巻き付けて被溶接物を構成する工程を行う際にセンサが波形放熱板と干渉して、作業性が損なわれることが無いようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【課題を解決するための手段】
【0018】
本願においては、上記の目的を達成するため、少なくとも以下に示す第1ないし第14の発明が開示される。
第1の発明
本願に開示された第1の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により円筒体の中心軸線の回りに回転させ、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に適用される。
【0019】
本発明においては、溶接トーチを、溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位させ得るようにしておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、円周継手部の増入熱区間を溶接する際には、溶接トーチを第1の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、円周継手部の減入熱区間を溶接する際には、溶接トーチを第2の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0020】
上記のように構成すると、溶接トーチを往復変位させる制御を行うだけで、波形放熱板の各山部と円筒体との突き合わせ部では溶接入熱を増大させて溶接金属の余盛量を増大させることができ、また波形放熱板の各谷部と円筒体との突き合わせ部では溶接入力を減少させて溶接入熱が過多になるのを防ぐことができるため、波形放熱板の山部と円筒体との溶接部で気密漏れが生じたり、波形放熱板の谷部と円筒体との突き合わせ部で金属の溶け落ちが生じて溶接不良が生じるのを防ぐことができる。
【0021】
第2の発明
本願に開示された第2の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により円筒体の中心軸線の回りに回転させ、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に適用される。
【0022】
本発明においては、溶接トーチを、溶接線に倣う動作を行いつつ溶接線に沿って被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングでその増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておく。そして、センサが山部を検出したときに設定時間が経過するまでの間溶接トーチを第1の方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに溶接トーチの移動方向を反転させて該溶接トーチを第2の方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0023】
上記のように構成すると、波形放熱板の山部を利用して、各増入熱区間を検出することができるため、増入熱区間では、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、減入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする制御を容易に行うことができる。
【0024】
第3の発明
第3の発明は、第1及び第2の発明と同様に、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に係わる。
【0025】
本発明においても、溶接トーチは、溶接線に倣う動作を行いつつ溶接線に沿って被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておく。
【0026】
第2の発明においては、センサが山部を検出したときに溶接トーチを、設定時間の間第1の設定速度で第1の方向(被溶接物の回転方向)に移動させるようにしたが、第3の発明においては、予め設定した設定距離だけ溶接トーチを第1の方向に移動させる。
【0027】
即ち、本発明においては、センサが山部を検出したときに溶接トーチを第1の設定速度で第1の方向に予め設定した距離だけ変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを第2の方向に変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0028】
このように制御すると、増入熱区間を溶接する際の溶接トーチの変位量をより正確に管理することができる。
【0029】
第4の発明
第4の発明は、第2の発明または第3の発明に適用されるもので、本発明においては、溶接トーチをは、被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。またセンサは、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。そして溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持させた円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、溶接トーチ及びセンサのそれぞれの退避位置を設定しておき、溶接トーチ及びセンサをそれぞれの退避位置に位置させた状態で被溶接物回転装置に保持させた円筒体の端部外周に波形放熱板を巻き付けて、溶接の対象とする被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始する。
【0030】
上記のように構成しておくと、円筒体に波形放熱板を巻き付ける工程で波形放熱板が溶接トーチ及びセンサと干渉するのを防ぐことができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【0031】
第5の発明
本願に開示された第5の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して溶接トーチを該溶接線に倣わせる倣い装置とを備えて、被溶接物を回転させながら溶接トーチにより円周継手部を溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0032】
本発明においては、溶接トーチを保持して、溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、スライダを前進方向及び後退方向に駆動するスライダ駆動機構と、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、センサが山部を検出したときに設定時間が経過するまでの間スライダを前進方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに溶接トーチの移動方向を反転させて該溶接トーチを後退方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするようにスライダ駆動機構を制御するスライダ駆動制御装置とを備えた。
【0033】
上記のように、溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダを設けて、このスライダに溶接トーチを搭載すると、溶接トーチを被溶接物の回転方向及び被溶接物の回転方向と反対の方向に変位させる機構を簡単に構成することができる。溶接トーチは常に倣い装置により溶接線に倣うように制御されるので、溶接線の接線方向に沿って変位するスライダを用いても、溶接トーチを溶接線に倣わせることができる。
【0034】
第6の発明
第6の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を円筒体の部分で保持して該被溶接物を円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して溶接トーチを該溶接線に倣わせる倣い装置とを備えて、被溶接物を回転させながら溶接トーチにより円周継手部を溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0035】
本発明においては、溶接トーチを保持して溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、スライダを前進方向及び後退方向に駆動するスライダ駆動機構と、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサと、センサが山部を検出したときにスライダを前進方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするようにスライダ駆動機構を制御するスライダ駆動制御装置とが設けられる。
【0036】
第7の発明
第7の発明は、第5の発明または第6の発明に適用されるもので、本発明においては、溶接トーチを被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構と、センサを被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させるセンサ移動機構とを更に設ける。そして、溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持させた円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、溶接トーチ及びセンサのそれぞれの退避位置が設定される。
【0037】
上記のように構成しておくと、円筒体の外周に波形放熱板を巻き付ける工程を行う際に、溶接トーチを待機位置に位置させ、センサを退避位置に位置させることにより、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持された円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースを確保することができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【0038】
第8の発明
本願に開示された第8の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0039】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間とし、第1及び第2の溶接トーチは、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第1の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第2の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0040】
上記の方法によれば、第1の円筒体と波形放熱板との突き合わせ部及び第2の円筒体と波形放熱板との突き合わせ部にそれぞれ形成された第1及び第2の円周継手部を同時に溶接することができるため、各円周継手部を溶接した際に生じる熱歪みが他の円周継手部に悪影響を及ぼすおそれをなくして良好な溶接結果を得ることができる。
【0041】
第9の発明
本願に開示された第9の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0042】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、第1及び第2の溶接トーチがそれぞれ第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておく。また第1及び第2の溶接トーチは、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2のセンサが山部を検出したときに設定時間が経過するまでの間第1及び第2の溶接トーチをそれぞれ第1の設定速度で第1の方向に変位させることにより第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第1及び第2の溶接トーチの移動方向を反転させて第1及び第2の溶接トーチを第2の設定速度で第2の方向に変位させることにより、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0043】
第10の発明
第10の発明も、第9の発明と同様に、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0044】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、第1及び第2の溶接トーチがそれぞれ第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出する第1及び第2のセンサを第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておく。また第1及び第2の溶接トーチは第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2のセンサが山部を検出したときに第1及び第2の溶接トーチをそれぞれ第1の方向に第1の設定速度で変位させることにより第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1及び第2の溶接トーチの第1の方向への変位量が設定値に達したときに第1及び第2の溶接トーチの移動方向を反転させて第1及び第2の溶接トーチを第2の設定速度で第2の方向に変位させることにより、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くする。
【0045】
第11の発明
第11の発明は、第9の発明または第10の発明に適用されるもので、本発明においては、第1及び第2の溶接トーチをそれぞれ、被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、第1及び第2のセンサは、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。そして、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させたときに、被溶接物回転装置と各溶接トーチの間及び被溶接物回転装置と各センサとの間に、被溶接物回転装置に保持させた第1及び第2の円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とを設定しておき、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させた状態で被溶接物回転装置に保持させた第1及び第2の円筒体の端部外周に波形放熱板を巻き付けて、溶接の対象とする被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始する。
【0046】
第12の発明
第12の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、第1の円周継手部に沿う第1の溶接線を検知して第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、第2の円周継手部に沿う第2の溶接線を検知して第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、被溶接物を回転させながら第1及び第2の溶接トーチにより第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0047】
本発明においては、第1の溶接トーチを保持して、第1の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、第2の溶接トーチを第2の倣い装置とともに保持して、第2の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、第1及び第2のスライダのそれぞれを前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、第1の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、第1の溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、第2の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、第1のセンサが山部を検出したときに設定時間が経過するまでの間第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第1のスライダの移動方向を反転させて第1のスライダを第2の設定速度で後退方向に変位させることにより、第1の円周継手部のそれぞれの減入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2のセンサが山部を検出したときに設定時間が経過するまでの間第2のスライダを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの前記被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第2のスライダの移動方向を反転させて第2のスライダを第2の設定速度で後退方向に変位させることにより、第2の円周継手部の減入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられる。
【0048】
第13の発明
第13の発明は、第12の発明と同様の溶接装置を対象とする。本発明においては、第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、第2の溶接トーチを保持して、第2の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、第1の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、第1の溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、第2の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、第1のセンサが山部を検出したときに第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1のスライダの前進方向への変位量が設定値に達したときに第1のスライダの移動方向を反転させて第1のスライダを第2の設定速度で後退方向に変位させることにより、第1の円周継手部の減入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2のセンサが山部を検出したときに第2のスライダを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第2のスライダの前進方向への変位量が設定値に達したときに第2のスライダの移動方向を反転させて第2のスライダを第2の設定速度で前記後退方向に変位させることにより、第2の円周継手部のそれぞれの減入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられる。
【0049】
上記のように、第1の円周継手部側及び第2の円周継手部側にそれぞれセンサとスライダとを設けて、溶接トーチを被溶接物の回転方向と同じ方向及び該回転方向と反対の方向に変位させることにより増入熱区間と減入熱区間で溶接速度を異ならせる制御を、第1の円周継手部側及び第2の円周継手部側で別々に行うようにすると、波形放熱板の成形時の捻れにより第1の円筒体側と第2の円筒体側とで山部の位置にずれがある場合でも、制御を的確に行わせて、良好な溶接結果を得ることができる。
【0050】
第14の発明
第14の発明は、第12の発明または第13の発明に適用される。本発明においては、第1及び第2の溶接トーチをそれぞれ、被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる第1及び第2の溶接トーチ移動機構と、第1及び第2のセンサをそれぞれ、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させる第1及び第2のセンサ移動機構とを更に設ける。そして、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させたときに、被溶接物回転装置と各溶接トーチの間及び被溶接物回転装置と各センサとの間に、被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とが設定される。
【0051】
上記の各発明において、第1の設定速度と第2の設定速度とは等しく設定されていてもよく、異なる値に設定されていてもよい。
【発明の効果】
【0052】
本発明によれば、溶接トーチを往復変位させる制御を行うだけで、波形放熱板の各山部と円筒体との突き合わせ部では溶接入熱を増大させて溶接金属の余盛量を増大させることができ、また波形放熱板の各谷部と円筒体との突き合わせ部では溶接入力を減少させて溶接入熱が過多になるのを防ぐことができるため、溶接装置の構成を複雑にすることなく、波形放熱板の山部と円筒体との溶接部で気密漏れが生じたり、波形放熱板の谷部と円筒体との突き合わせ部で金属の溶け落ちが生じて溶接不良が生じるのを防ぐことができる。
【0053】
第2の発明、第5の発明、第9の発明及び第12の発明によれば、溶接トーチが増入熱区間の溶接を開始する直前のタイミングでその増入熱区間内に存在する波形放熱板の山部を検出するセンサを設けて、このセンサが山部を検出したときに設定時間の間溶接トーチを被溶接物の回転方向と同じ方向に一定の速度で変位させることにより溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くした状態で円周継手部の増入熱区間を溶接し、設定時間が経過したときに溶接トーチの移動方向を反転させて溶接トーチを被溶接物の回転方向と反対の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くした状態で円周継手部の減入熱区間を溶接するようにしたので、波形放熱板の山部を利用して、各増入熱区間を検出することができる。そのため、増入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、減入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする制御を容易に行うことができる。
【0054】
また第3の発明、第6の発明、第10の発明及び第13の発明によれば、センサが山部を検出したときに溶接トーチを第1の設定速度で第1の方向に変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを第2の方向に変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするので、増入熱区間を溶接する際の溶接トーチの変位量を時間で管理する場合に比べてより正確に管理することができる。
【0055】
第8の発明ないし第14の発明によれば、第1の円筒体と波形放熱板との突き合わせ部及び第2の円筒体と波形放熱板との突き合わせ部を同時に溶接することができるため、各円周継手部を溶接した際に生じる熱歪みが他の円周継手部に悪影響を及ぼすおそれをなくして良好な溶接結果を得ることができる。
【0056】
第12の発明及び第13の発明によれば、第1の円周継手部側及び第2の円周継手部側にそれぞれセンサとスライダとを設けて、溶接トーチを被溶接物の回転方向と同じ方向及び該回転方向と反対の方向に変位させることにより増入熱区間と減入熱区間で溶接速度を異ならせる制御を、第1の円周継手部側及び第2の円周継手部側で別々に行うので、波形放熱板の成形時の捻れにより第1の円筒体側と第2の円筒体側とで山部の位置にずれがある場合でも、制御を的確に行わせて、良好な溶接結果を得ることができる。
【0057】
第4の発明、第7の発明、第11の発明及び第14の発明によれば、円筒体に波形放熱板を巻き付ける工程で波形放熱板が溶接トーチ及びセンサと干渉するのを防ぐことができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【図面の簡単な説明】
【0058】
【図1】本発明に係わる溶接装置により溶接される被溶接物を製造する方法を説明する説明図である。
【図2】(A)及び(B)はそれぞれ、本発明に係わる溶接装置により溶接される被溶接物の側面図及び正面図である。
【図3】(A)及び(B)はそれぞれ、本発明の一実施形態に係わる溶接装置により溶接を行う際の被溶接物と溶接トーチ及びセンサとの位置関係を示した側面図及び正面図である。
【図4】(A)は本発明の実施形態で溶接トーチを支持するために用いる可動フレームの側面図、(B)は同可動フレームの正面図である。
【図5】(A)は本発明の実施形態で溶接トーチを支持するために用いるスライダの上面図、(B)は同スライダの正面図である。
【図6】同スライダに溶接トーチを支持した状態を示した側面図である。
【図7】(A)は被溶接物を溶接する際のセンサと被溶接物との位置関係を示した側面図、(B)はセンサと被溶接物とが(A)の位置関係にあるときのスライダの動作を説明するための正面図である。
【図8】(A)は被溶接物を溶接する際のセンサと被溶接物との他の位置関係を示した側面図、(B)はセンサと被溶接物とが(A)の位置関係にあるときのスライダの動作を説明するための正面図である。
【図9】本発明に係わる溶接装置の一実施形態の構成例を示したブロック図である。
【図10】本発明に係わる溶接方法における溶接トーチの動作を説明するための説明図である。
【図11】(A)及び(B)はそれぞれ、センサを退避可能に設ける本発明の他の実施形態に係わる溶接装置により溶接を行う際の被溶接物と溶接トーチ及びセンサとの位置関係を示した側面図及び正面図である。
【図12】円筒体に波形放熱板を巻き付けて本発明に係わる溶接装置により溶接する被溶接物を構成する過程を説明する側面図である。
【図13】(A)及び(B)はそれぞれ図11に示した実施形態において、円筒体に波形放熱板を巻き付けて被溶接物を構成する際及び被溶接物の溶接を行う際のセンサの位置を示した側面図である。
【発明を実施するための形態】
【0059】
以下図面を参照して本発明の実施形態を詳細に説明する。
図1は、変圧器を収容する波形タンクを構成する波形放熱板1と円筒体(円筒フレーム)2A,2Bとを示している。波形放熱板1は、山部mと平坦な谷部vとが交互に並ぶように帯状の鋼板を波付け成形することにより製作される。波形タンクを製造する際には、図2に示すように、外径が等しい第1及び第2の円筒体2A及び2Bを、それぞれの中心軸線O−Oを一致させた状態で水平方向に並べた状態で、溶接装置に設けられた図示しない被溶接物回転装置に保持させる。そして、波形放熱板1を第1及び第2の円筒体2A及び2Bの間に跨って配置して、被溶接物回転装置により第1及び第2の円筒体を回転させながら、図1に示すように、波形放熱板1を両円筒体2A及び2Bの隣り合う端部の外周に供給して、波形放熱板1を円筒体2A及び2Bの隣り合う端部の外周に巻き付けることにより、図2に示したような被溶接物4を構成する工程を行う。
【0060】
被溶接物回転装置は、水平方向に伸びる主軸と、被溶接物4の第1及び第2の円筒部2A及び2Bをそれぞれ主軸に対して同軸的に支持する第1及び第2の支持機構と、モータを駆動源として主軸を第1及び第2の支持機構とともに回転させる回転駆動装置とを備えた公知のものである。
【0061】
上記のようにして被溶接物4を構成した後、この被溶接物の第1の円筒体2Aと波形放熱板1との突き合わせ部に形成された第1の円周継手部5Aと、第2の円筒体2Bと波形放熱板1との突き合わせ部に形成された第2の円周継手部5Bとを円周溶接する。タンクに装柱金具を取り付けるため、波形放熱板1の一部には山部mが欠損している領域(山部欠損領域)γが設けられている。
【0062】
被溶接物4の第1の円周継手部5A及び第2の円周継手部5Bを円周溶接する際には、図3に示すように、被溶接物4を中心軸線O−Oの回りに回転させながら、第1及び第2の円周継手部5A及び5Bに対してそれぞれ設けられた第1及び第2の溶接トーチ6A及び6Bにより、第1の円周継手部5A及び第2の円周継手部5Bを同時に溶接する。
【0063】
第1及び第2の溶接トーチ6A及び6Bは、後述するように、被溶接物の中心軸線と直交する平面上で、被溶接物の接線方向(水平方向)と径方向(鉛直方向)との双方に変位し得るように設けられたステージ部に取り付けられたスライダに支持されている。溶接トーチ6A及び6Bは、溶接トーチ移動機構により、被溶接物の中心軸線と直交する平面に沿って、被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置(図3Bに示した位置)と、この溶接位置から上方に離れた位置に設定された退避位置との間を変位させられるようになっている。第1及び第2の溶接トーチ6A及び6Bは、図3(B)に示す溶接位置にあるときに、それぞれの先端6a及び6bが被溶接物4の第1の円周継手部5A及び第2の円周継手部5Bに指向させられた状態で配置される。
【0064】
図4(A),(B)は、各溶接トーチを支持するステージ部7の構成を概略的に示している。図示のステージ部7は、水平板部7aと、垂直板部7bとによりL字形に形成されていて、水平方向に伸びるガイドレールを備えた第1のガイド部材8により、水平方向(Y方向)にスライド自在に支持されている。第1のガイド部材8は、図示しない固定フレームに支持された第2のガイド部材90により鉛直方向(Z方向)にスライド自在に支持されている。従って、ステージ部7は、水平方向及び鉛直方向の双方にスライドし得るように支持されている。
【0065】
図5に示されているように、ステージ部7の水平板部7aの上にスライダ支持テーブル9が支持され、支持テーブル9にガイド部材10を介してスライダ11がスライド自在に支持されている。スライダ11は、Y方向及びZ方向の双方に対して直角なX方向にスライドし得るように支持され、このスライダ11に支持部材12(図6参照)を介して溶接トーチ6Aまたは6Bが支持されている。
【0066】
ステージ部7及びスライダ11は、Y方向を被溶接物4の軸線方向に向け、Z方向を鉛直方向(被溶接物4の径方向)に向け、X方向を被溶接物4の接線方向に向けた状態で配置され、溶接トーチ6A,6Bは、それぞれの先端が円周継手部5A,5Bの溶接線に指向し得るようにして、スライダ11に支持されている。従って、溶接トーチ6A,6Bは、それぞれの先端が円周継手部5A,5Bに沿う溶接線に指向し得るようにして、被溶接物4の接線方向、軸線方向及び径方向にそれぞれ往復変位し得るように支持されている。
【0067】
図示してないが、Y方向駆動モータ及びZ方向駆動モータと、これらのモータの回転をY方向及びZ方向の直線変位に変換してステージ部7に伝達するY方向変位伝達機構及びZ方向変位伝達機構とが設けられ、Y方向駆動モータ及びZ方向駆動モータを回転させることにより、溶接トーチをY方向及びZ方向に変位させることができるようになっている。また溶接トーチ6A,6Bの先端の溶接線からのずれを検知するトーチ位置検知装置が設けられ、この検知装置により検知されたトーチの先端の溶接線からのずれを零にするようにY方向駆動モータ及びZ方向駆動モータを制御する倣い制御装置が設けられている。この倣い制御装置と、Y方向駆動モータ及びZ方向駆動モータと、ステージ部7を支持する機構とにより、溶接トーチ倣い装置が構成されている。
【0068】
本実施形態ではまた、X方向駆動モータと、このモータの回転をX方向の直線変位に変換してスライダ11に伝達するX方向変位伝達機構とが設けられ、X方向駆動モータを一方向及び他方向に回転させることにより、スライダ11を、被溶接物4の接線方向に沿って、被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位させることができるようになっている。
【0069】
従って、各溶接トーチは、溶接トーチ倣い装置により、その先端が常に溶接線に指向するように倣い制御される状態を保って、スライダ駆動機構により、被溶接物の接線方向に沿って、被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向と反対の方向である第2の方向とに変位させられる。スライダ11の後退方向の限界位置及び前進方向の限界位置は、ストッパにより機械的に規制されており、スライダ11の後退方向の限界位置が当該スライダの始点となっている。スライダ11は、この始点から前進方向への変位を開始し、その後、後退方向に変位させられて始点に戻される。
【0070】
本実施形態では、スライダ11を支持する機構(図5参照)と、上記X方向駆動モータと、X方向変位伝達機構とにより、溶接トーチを搭載したスライダ11を前進方向及び後退方向に駆動するスライダ駆動機構が構成されている。X方向駆動モータとしては、その回転軸が微小角度回転する毎にパルスを発生するエンコーダを内蔵したサーボモータが用いられ、エンコーダが発生するパルス数が設定値に達したときにモータの駆動を停止させる制御を行うことにより、スライダの前進方向及び後退方向への変位量を自在に制御し得るようになっている。また第2のガイド部材9にスライド自在に支持された第1のガイド部材8をZ方向駆動モータにより鉛直方向に駆動する機構により、溶接トーチを、被溶接物回転装置に保持された被溶接物4の円周継手部の溶接を行う際の位置である溶接位置と、この溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構が構成されている。
【0071】
本実施形態では、溶接トーチ6A及び6Bをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチ6A及び6Bの間に、被溶接物回転装置に保持させた円筒体2A及び2Bの外周に波形放熱板1を巻き付けて溶接の対象とする被溶接物4を構成する作業を許容するためのスペースが形成されるように、溶接トーチ6A及び6Bのそれぞれの退避位置が設定されている。
【0072】
上記ステージ部7及びスライダ11を含む溶接トーチの支持機構は、第1の溶接トーチ6A及び第2の溶接トーチ6Bのそれぞれに対して個別に設けられている。第1の溶接トーチ6Aに対して設けられたスライダ11及び第2の溶接トーチ6Bに対して設けられたスライダ11をそれぞれ第1のスライダ及び第2のスライダと呼び、第1及び第2のスライダのそれぞれを前進方向と後退方向とに駆動するスライダ駆動機構を第1及び第2のスライダ駆動機構と呼ぶ。また第1及び第2の溶接トーチ6A及び6Bをそれぞれ、被溶接物回転装置に保持された被溶接物4の第1及び第2の円周継手部5A及び5Bの溶接を行う際の位置である溶接位置と、この溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構をそれぞれ第1及び第2の溶接トーチ移動機構と呼ぶ。以下の説明では、第1及び第2のスライダをそれぞれ符号11A及び11Bで示す。
【0073】
本発明においては、第1の円周継手部5Aの各部のうち、波形放熱板1の各山部mと第1の円筒体2Aとの突き合わせ部を含む区間であって、溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ第1の円周継手部5Aの増入熱区間及び減入熱区間とする。
【0074】
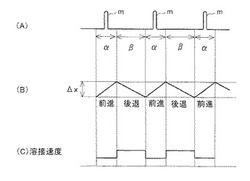
同様に、第2の円周継手部5Bの各部のうち、波形放熱板1の各山部mと円筒体2Bとの突き合わせ部を含む区間であって、溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ第2の円周継手部5Bの増入熱区間及び減入熱区間とする。波形放熱板の山部及び谷部と増入熱区間α及び減入熱区間βとの関係の一例を図10に示した。
【0075】
本実施形態では、第1の溶接トーチ6Aが第1の円周継手部の増入熱区間の溶接を開始する直前のタイミングで、溶接すべき増入熱区間に存在する波形放熱板1の山部mを検出する第1のセンサ21Aと、第2の溶接トーチ6Bが第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板1の山部mを検出する第2のセンサ21Bとが設けられる。これらのセンサは、レーザセンサや超音波センサ等の非接触形のセンサからなっていて、第1の円周継手部5A側及び第2の円周継手部5B側にそれぞれ配置されている。第1及び第2のセンサ21A及び第2のセンサ21Bは、対応する溶接トーチ6A及び6Bが増入熱区間の始点に達する直前にその増入熱区間に存在する山部mを検出するように位置決めされて、溶接装置の固定フレーム(図示せず。)に取り付けられている。
【0076】
本実施形態ではまた、第1の溶接トーチ6Aの前進及び後退を制御するために第1のセンサ21Aの出力に応じて第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2の溶接トーチ6Bの前進及び後退を制御するために第2のセンサ21Aの出力に応じて第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられている。
【0077】
図9は、本実施形態に係わる溶接装置の構成要素を示したブロック図である。この例では、被溶接物1の第1及び第2の円周継手部に対してそれぞれ第1の溶接トーチ6A及び第2の溶接トーチ6Bが設けられ、これらの溶接トーチが第1のスライダ11A及び第2のスライダ11Bに搭載されている。また第1及び第2のスライダ11A及び11Bのそれぞれを前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構22A及び22Bが設けられ、第1の円周継手部5A側及び第2の円周継手部5B側にそれぞれ第1のセンサ21A及び第2のセンサ21Bが設けられている。これらのセンサの出力は、第1のスライダ駆動機構22A及び第2の駆動機構22Bをそれぞれ制御する第1のスライダ駆動制御装置23A及び第2のスライダ駆動制御装置23Bに与えられている。
【0078】
第1のスライダ駆動制御装置23Aは、第1のセンサ21Aが波形放熱板の山部を検出したときに第1のスライダ11Aを第1の設定速度で前進方向に変位させることにより第1の円周継手部5Aの増入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物4に対する相対移動速度を被溶接物4の周速度よりも遅くし、第1のスライダ11Aの前進方向への変位量が設定値に達したときに第1のスライダ11Aの移動方向を反転させて第1のスライダ11Aを第2の設定速度で後退方向に変位させることにより、第1の円周継手部5Aの減入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物4に対する相対移動速度を被溶接物4の周速度よりも速くするように第1のスライダ駆動機構22Aを制御する。
【0079】
また第2のスライダ駆動制御装置22Bは、第2のセンサ21Bが波形放熱板の山部を検出したときに第2のスライダ11Bを第1の設定速度で前進方向に変位させることにより第2の円周継手部5Bの増入熱区間を溶接する際の第2の溶接トーチ6Bの被溶接物4に対する相対移動速度を被溶接物の周速度よりも遅くし、第2のスライダ11Bの前進方向への変位量が設定値に達したときに第2のスライダ11Bの移動方向を反転させて第2のスライダ11Bを第2の設定速度で後退方向に変位させることにより、第2の円周継手部5Bの減入熱区間を溶接する際の第2の溶接トーチ6Bの被溶接物4に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構22Bを制御する。
【0080】
波形放熱板1を第1の円筒体2A及び第2の円筒体2Bの外周に溶接する際には、被溶接物4を回転させながら、第1及び第2の溶接トーチ6A及び6Bにより、第1の円周継手部5A及び第2の円周継手部5Bを同時に溶接する。このとき被溶接物4の各溶接トーチに対する移動速度(溶接速度)が均一であると、一様な溶接ビードが形成される。この場合、波形放熱板1の山部mと円筒体との突き合わせ部で十分な溶接金属の余盛量が得られるように溶接速度を設定すると、波形放熱板の谷部vと円筒体との突き合わせ部で入熱が過多になり、最悪の場合には、金属の溶け落ちが生じて溶接不良が生じる。また波形放熱板の谷部vと円筒体との突き合わせ部で入熱が過多になることがないように溶接速度を設定すると、波形放熱板1の山部mと円筒体との突き合わせ部で十分な溶接金属の余盛量を得ることができなくなり、この付け合わせ部で溶接欠陥が生じて気密漏れ及び液密漏れが生じるおそれがある。
【0081】
上記のような問題が生じるのを防ぐため、本発明においては、第1及び第2の円周継手部5A及び5Bの各部のうち、波形放熱板1の各山部mと第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間α及び減入熱区間βとする。そして、第1及び第2の溶接トーチを、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と被溶接物の回転方向と反対の方向である第2の方向とに変位し得るように設けておいて、第1及び第2の円周継手部5A及び5Bのそれぞれの増入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第1の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くする。また第1及び第2の円周継手部5A及び5Bのそれぞれの減入熱区間を溶接する際には、第1及び第2の溶接トーチ6A及び6Bをそれぞれ第2の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物4の周速度よりも速くする。
【0082】
このような制御を行わせると、増入熱区間では、溶接速度を遅くして溶接入熱を増やすことができるため、溶接金属の余盛量を増大させることができ、減入熱区間では、溶接速度を速くして溶接入熱が過多になるのを防ぐことができるため、金属の溶け落ちが生じるのを防ぐことができる。
【0083】
本実施形態では、波形放熱板1の各山部mをセンサにより検出することによって各増入熱区間αの始点の検出を行い、増入熱区間の始点が検出されたときにスライダを前進方向に変位させることにより、溶接トーチを第1の方向に変位させる。また溶接トーチの第1の方向への変位を開始した後、その変位量が設定値に達したときにX方向駆動モータの回転方向を反転させて、スライダの移動方向を反転させ、溶接トーチの第1の方向への変位を終了させるとともに、第2の方向への変位を開始させる。
【0084】
即ち、図7(A)に示したように、センサ21A,21Bが波形放熱板の山部mを検出したときに同図(B)に示すようにスライダ11A,11Bを被溶接物の周速度V1よりは低い第1の設定速度で前進方向(X1方向)に移動させる。このときスライダは被溶接物の接線方向に移動するが、溶接トーチは倣い制御装置により溶接線に倣うように制御されるため、溶接トーチは円周継手部の周方向に沿って第1の方向(被溶接物の回転方向)に変位する。従って、増入熱区間を溶接する際には、溶接トーチの被溶接物に対する相対移動速度が、被溶接物の周速度V1から溶接トーチの第1の方向への移動速度Vaを差し引いた速度V1−Vaまで低下して、溶接入熱が増加させられ、溶接金属の余盛量が増大させられる。
【0085】
またスライダが前進方向への変位を開始した後、その変位量が設定値に達したときに、X方向駆動モータの回転方向を反転させて、図8(B)に示したように、スライダ11A,11Bを後退方向(X2方向)に第2の設定速度で移動させ、溶接トーチ6A及び6Bを第2の方向(被溶接物の回転方向と反対の方向)に移動させる。スライダ11A,11Bが後退方向の限界位置(始点)に達したときに両スライダを停止させる。
【0086】
スライダ11A,11bが後退方向に変位しているときの溶接トーチの被溶接物4に対する相対移動速度は、被溶接物の周速度V1と溶接トーチの第2の方向への移動速度Vbとの和の速度(V1+Vb)まで速められる。従って、減入熱区間(波形放熱板の谷部と円筒体との突き合わせ部)を溶接する際の溶接速度が上昇させられて溶接入熱が過多になるのが防止され、金属の溶け落ちが生じるのが防止される。
【0087】
本実施形態においては、溶接トーチが増入熱区間の溶接を完了したときに丁度スライダの前進方向への変位量が設定値に達するように、当該設定値を選定しておくことにより、増入熱区間αの溶接を行う間だけ溶接トーチを第1の方向に変位させて、溶接速度を遅くしている。
【0088】
本実施形態では、スライダ11A,11Bを後退方向に変位させる際に、必ず後退方向の限界位置(始点)まで変位させるように、第2の設定速度を設定して、スライダ11A,11Bを必ず始点に戻すようにしている。
【0089】
図10は、本実施形態における溶接トーチの前進動作及び後退動作と溶接速度との関係の一例を示したもので、同図(A)は波形放熱板の山部及び谷部と増入熱区間α及び減入熱区間βとの関係の一例を示している。同図(B)はスライダの前進動作及び後退動作を示し、Δxは、スライダのストロークを示している。また同図(C)は、スライダの変位に伴う溶接速度の変化を示している。この例では、増入熱区間の溶接が開始される直前のタイミング(次の山部が検出されるタイミング)でスライダが始点に戻るように、スライダを後退させる際の移動速度(第2の設定速度)が調整されている。
【0090】
なおスライダを始点に戻すタイミングは必ずしも図10に示した例に限定されるものではなく、増入熱区間αの開始位置が検出されるタイミング(山部mが検出されるタイミング)よりも前のタイミングでスライダを始点に戻すようにしてもよい。このようにした場合には、減入熱区間βの終期に溶接速度が被溶接物の周速度まで上昇するが、減入熱区間全体を見ると溶接速度の平均値は減少するので、減入熱区間における溶接入熱を低減させるという目的は達成することができる。
【0091】
本実施形態では、波形放熱板1が山部欠損領域γを有している。山部欠損領域では、センサにより山部が検出されないため、その殆どの区間でスライダが停止した状態に保持され、溶接速度は被溶接物の周速度となる。この区間で溶接速度を被溶接物の周速度とした場合に、溶接入熱が過多になる場合には、山部欠損領域が検出されたときに被溶接物の回転速度を速める制御を行うか、または溶接電流を低減する制御を行うようにすればよい。波形放熱板に設けられる山部の数は既知の値であるため、山部欠損領域γの検出は、山部が検出される回数をカウントすることにより行うことができる。
【0092】
上記の実施形態では、センサが波形放熱板の山部を検出した後、スライダの前進方向への変位量が設定値に達したときにスライダの変位の方向を反転させて、スライダを後退方向に変位させるようにスライダを制御することにより、増入熱区間を溶接する間だけ溶接トーチを第1の方向に変位させるようにしたが、被溶接物の回転速度は一定であり、また増入熱区間の長さも一定であるため、センサが波形放熱板の山部を検出した後、設定された時間の間だけスライダを前進方向に変位させるようにしても、増入熱区間を溶接する間だけ溶接トーチを第1の方向に変位させるようにすることができる。
【0093】
即ち、図9に示した第1のスライダ駆動制御装置23Aは、第1のセンサ21Aが山部mを検出したときに設定時間Tsが経過するまでの間第1のスライダ11Aを第1の設定速度で前進方向に変位させることにより第1の円周継手部5Aの増入熱区間αを溶接する際の第1の溶接トーチ6Aの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間Tsが経過したときに第1のスライダ11Aの移動方向を反転させて第1のスライダ11Aを第2の設定速度で後退方向に変位させることにより、第1の円周継手部5Aの減入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構22Aを制御する構成としてもよい。
【0094】
同様に、第2のスライダ駆動制御装置23Bは、第2のセンサ21Bが山部mを検出したときに設定時間Tsが経過するまでの間第2のスライダ11Bを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間Tsが経過したときに第2のスライダ11Bの移動方向を反転させて第2のスライダを第2の設定速度で後退方向に変位させることにより、第2の円周継手部5Bの減入熱区間βを溶接する際の第2の溶接トーチ6Bの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する構成としてもよい。
【0095】
上記の実施形態では、センサ21A及び21Bを溶接装置のフレームに固定しておくとしたが、第1及び第2の円筒体2A及び2Bに波形放熱板1を巻き付けて被溶接物4を構成する工程で、波形放熱板1がセンサ21A、21Bと干渉するのを防ぐため、センサ21A,21Bは、被溶接物回転装置に保持された被溶接物4に接近した位置に設定された山部検出位置(被溶接物の山部mを検出する際の位置)と、この山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておくのが好ましい。
【0096】
図11ないし図13は、第1及び第2のセンサ21A及び21Bを山部検出位置と退避位置とに変位させることができるように構成された本発明の他の実施形態を示したものである。本実施形態では、第1の円周継手部5A側及び第2の円周継手側にそれぞれ第1及び第2のセンサ移動機構30A及び30Bが設けられている。
【0097】
第1のセンサ移動機構30Aは、第1及び第2の円筒体2A及び2Bの軸線と直交する方向(本実施形態では鉛直方向)に伸びるロッド31aと、ロッド31aを、円筒体2A及び2Bの軸線と直交する平面に沿ってスライドさせるスライド装置32aと、第1のセンサ21Aを、円筒体2A、2Bの軸線方向に位置調整自在な状態でロッド31aの先端に支持するセンサ支持機構33aとを備えている。
【0098】
スライド装置32aは、ロッド31aをその軸線回りに回転させることなく、軸線方向に往復直線変位させる装置で、ロッド31aを軸線方向にのみ変位し得るようにガイドするガイド機構と、動力源の力によりロッド31aを軸線方向に往復直線移動させるロッド駆動機構とにより構成される。ロッド駆動機構は、流体圧シリンダを駆動源としたリニヤ駆動機構や、ロッド31aの外周に形成した雄ネジ部と、該雄ネジ部に螺合されたナットと、モータを駆動源として該ナットをモータを駆動源として回転させる回転駆動機構とを備えたネジ機構等により構成することができる。
【0099】
またセンサ支持機構33aは、ロッド31aの先端(被溶接物側の端部)に固定された支持ブロック34aと、第1の円周継手部5Aの接線方向(X方向)に伸びるようにして支持ブロック34aに設けられたネジ孔に螺合されて、回転操作されることにより円周継手部の接線方向に進退させられるネジ棒35aと、図示しないガイド機構によりネジ棒35aの軸線方向(X方向)のみに変位し得るようにガイドされて、ネジ棒35aの回転を許容した状態で該ネジ棒35aの先端に機械的に結合されたスライダ36aとを備え、スライダ36aにセンサ21Aが支持されている。
【0100】
図示のセンサ移動機構30Aにおいては、スライド装置32aによりロッド31aをスライドさせることにより、センサ21Aを、図13(A)に示すように、被溶接物回転装置に保持された被溶接物4に接近して該被溶接物の山部mを検出し得る状態になる位置に設定された山部検出位置と、図13(B)に示すように、山部検出位置から離れた位置に設定された退避位置とに変位させることができる。またネジ棒35aを回転させることにより、スライダ36aをセンサ21Aと共に円周継手部5Aの接線方向(円筒体2Aの接線方向)に変位させて、センサ21Aが波形放熱板1の山部mを検出するタイミングの微調整(センサの溶接方向位置の微調整)を行うことができる。
【0101】
スライド装置32aのロッド駆動機構をネジ機構により構成すると、センサ21Aの山部検出位置付近での上下位置の微調整を容易にすることができる。スライド装置32aのロッド駆動機構を流体圧シリンダを駆動源としたリニヤ駆動機構により構成する場合には、該リニヤ駆動機構内にセンサ21Aの上下位置を微調整する機構を設けるか、またはロッド31aの先端にセンサ21Aの上下位置を微調整する機構を設けておくことが好ましい。
【0102】
同様に、第2のセンサ移動機構30Bは、第1及び第2の円筒体2A及び2Bの軸線と直交する方向(本実施形態では鉛直方向)に伸びるロッド31bと、ロッド31bを円筒体2A及び2Bの軸線と直交する平面に沿ってスライドさせるスライド装置32bと、第2のセンサ21Bを、円筒体2A、2Bの軸線方向に位置調整自在な状態でロッド31bの先端に支持するセンサ支持機構33bとを備えている。
【0103】
スライド装置32bは、ロッド31bを軸線方向にのみ変位し得るようにガイドするガイド機構と、動力源の力によりロッド31bを軸線方向に往復直線移動させるロッド駆動機構とにより構成される。
【0104】
またセンサ支持機構33bは、ロッド31bの先端に固定された支持ブロック34bと、第2の円周継手部5Bの接線方向(X方向)に伸びるようにして支持ブロック34に設けられたネジ孔に螺合されて、回転操作されることにより円周継手部の接線方向に進退させられるネジ棒(図示せず。)と、このネジ棒の軸線方向(X方向)のみに変位し得るようにガイドされて、該ネジ棒の回転を許容した状態で該ネジ棒の先端に結合されたスライダ36bとによりセンサ支持機構33aと同様に構成され、スライダ36bに第2のセンサ21Bが支持されている。
【0105】
図示の第2のセンサ移動機構30Bにおいては、スライド装置32bによりロッド31bをスライドさせることにより、第2のセンサ21Bを、被溶接物回転装置に保持された被溶接物4に接近して該被溶接物の山部mを検出し得る状態になる山部検出位置と、被溶接物回転装置に保持された被溶接物4から離れた状態になる退避位置とに変位させることができる。またセンサ支持機構33bに設けられたネジ棒を回転させることにより、スライダ36bをセンサ21Bと共に円周継手部5Bの接線方向(円筒体2Bの接線方向)に変位させて、センサ21Bが波形放熱板の山部mを検出するタイミングの微調整(センサの溶接方向に対する位置の微調整)を行うことができる。
【0106】
第1及び第2のセンサ21A及び21Bの山部検出位置は、それぞれのセンサが波形放熱板1の山部mを高精度で検知し得る位置に設定される。例えばセンサ21A及び21Bとしてレーザビームセンサ等の近接センサを用いる場合、センサ21A及び21Bの検知部に検出しようとする山部mが最も接近した状態になったときに、山部mの頂点と各センサの検知部との間の距離が5mm程度になるように、センサ21A及び21Bの山部検出位置が設定される。
【0107】
本実施形態では、第1及び第2の溶接トーチ6A及び6Bを退避位置に位置させ、第1及び第2のセンサ21A及び21Bを図13(A)に示す退避位置に位置させたときに、被溶接物回転装置と第1及び第2の溶接トーチ6A及び6Bとの間及び被溶接物回転装置と第1及び第2のセンサ6A及び6Bとの間に、被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの外周に波形放熱板1を巻き付けて溶接の対象とする被溶接物4を構成する作業を許容するためのスペースSが形成されるように、第1及び第2の溶接トーチ6A及び6Bの退避位置と、第1及び第2のセンサ6A及び6Bの退避位置とが設定されている。
【0108】
タンクを製造する際には、先ず図12に示すように、被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの端部外周に波形放熱板1の一端を仮溶接した後、波形放熱板1に図示の矢印A方向の(円筒体2A,2Bに向う方向と反対の方向の)張力を加えた状態で円筒体2A,2Bを図示の矢印B方向に回転させて、第1及び第2の円筒体2A及び2Bの端部外周に波形放熱板1を巻き付ける。第1及び第2の円筒体2A及び2Bの全周に波形放熱板1を巻き付けた後、波形放熱板1の両端を溶接して被溶接物4を構成する。
【0109】
上記のように、円筒体2A及び2Bの外周に波形放熱板1を巻き付けて被溶接物4を構成する工程で、センサ21A及び21Bが山部検出位置に配置され、また溶接トーチ6A及び6Bが溶接位置に配置されていると、両センサ及び溶接トーチが波形放熱板1と干渉するため、円筒体2A及び2Bの外周に波形放熱板1を巻き付ける作業を円滑に行わせることができない。
【0110】
そこで、本実施形態では、センサ21A及び21Bを山部検出位置と退避位置とに変位させ得るように設けて、円筒体2A及び2Bの外周に波形放熱板1を巻き付ける工程を行う際に、溶接トーチ6A及び6Bを待機位置まで変位させるとともに、センサ21A及び21Bを退避位置まで変位させることにより、センサ21A,21Bと溶接トーチ6A,6Bとが波形放熱板と干渉するのを防ぐようにしている。
【0111】
本実施形態では、上記のように、第1及び第2の溶接トーチ6A及び6Bをそれぞれ、被溶接物回転装置に保持された被溶接物4の第1及び第2の円周継手部5A及び5Bの溶接を行う際の位置である溶接位置と、該被溶接物4から十分に離れた状態になる待機位置との間を変位し得るように設けるとともに、第1及び第2のセンサ21A及び21Bを、被溶接物回転装置に保持された被溶接物4に接近した位置に設定された山部検出位置と、山部検出位置から離れた位置に設定された退避位置とに変位させ得るように設けておく。そして、第1及び第2の溶接トーチ6A及び6Bを退避位置に位置させ、第1及び第2のセンサ21A及び21Bを退避位置に位置させた状態で第1及び第2の円筒体2A及び2Bを被溶接物回転装置に保持させた後、波形放熱板1を被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの隣り合う端部の外周に巻き付けて、溶接の対象とする被溶接物4を構成する工程を行い、しかる後に第1及び第2の溶接トーチ6A及び6Bを溶接位置に移動させて、両溶接トーチによる第1及び第2の円周継手部5A及び5Bの溶接を開始する。
【0112】
上記の各実施形態では、中心軸線を共有した状態で配置された第1及び第2の円筒体2A及び2Bに跨って波形放熱板を溶接する場合を例にとったが、単一の円筒体の端部に波形放熱板を巻き付けて溶接する場合にも本発明を適用することができる。
【0113】
上記の実施形態において、スライダを前進方向に移動させる際の移動速度(第1の設定速度)及びスライダを後退方向に移動させる際の移動速度(第2の設定速度)は異なっていてもよく、等しくてもよい。
【符号の説明】
【0114】
1 波形放熱板
2 円筒体
4 被溶接物
5A 第1の円周継手部
5B 第2の円周継手部
6A 第1の溶接トーチ
6B 第2の溶接トーチ
7 ステージ部
11 スライダ
11A 第1のスライダ
11B 第2のスライダ
21A 第1のセンサ
21B 第2のセンサ
30A 第1のセンサ移動機構
30B 第2のセンサ移動機構
31a ロッド
31b ロッド
32a スライド装置
32b スライド装置
33a センサ支持機構
33b センサ支持機構
35a ネジ棒
35b ネジ棒
36a スライダ
36b スライダ
【技術分野】
【0001】
本発明は、変圧器等の電気機器のタンクを構成するために円筒体の外周に波形放熱板を溶接する溶接方法及びこの溶接方法を実施するために用いる溶接装置に関するものである。
【背景技術】
【0002】
変圧器等の電気機器を収容するタンクとして、例えば特許文献1に示されているように、中心軸線を一致させた状態で配置された一対の円筒体と、該一対の円筒体の隣り合う端部に巻き付けられた状態で両円筒体に溶接された波形放熱板とにより胴部を構成して、波形放熱板の各山部の内側に冷却媒体通路を形成するようにした波形タンクが用いられている。
【0003】
この種のタンクを製造する際には、山部と谷部とが交互に並ぶように帯状鋼板を波付け成形して波形放熱板を製造する工程と、中心軸線を一致させて水平方向に並べて配置された一対の円筒体の互いに対向する端部外周に波形放熱板を巻き付けて、一対の円筒体とこれらの外周に巻き付けられた波形放熱板とにより被溶接物を構成する工程と、この被溶接物の各円筒体と波形放熱板との突き合わせ部に形成された円周継手部を溶接する工程とを行う。
【0004】
この種の溶接を行う溶接装置は、少なくとも、被溶接物を円筒体の部分で保持する被溶接物回転装置と、溶接トーチとを備えていて、被溶接物回転装置に円筒体を保持させた状態で該円筒体に波形放熱板を巻き付けて被溶接物を構成する工程を行った後、被溶接物の一対の円筒体と波形放熱板との各突き合わせ部に形成された円周継手部を溶接トーチにより溶接する。
【0005】
一対の円筒体に波形放熱板を溶接する際には、各円筒体と波形放熱板との円周継手部に溶接トーチを指向させて、円筒体と波形放熱板とを中心軸線の回りに回転させながら継手部を円周溶接する。この場合、円筒体と波形放熱板とを回転させながら溶接を行うと、継手部には円周方向に沿って一様な溶接ビードが形成される。
【0006】
しかしながら、円周継手部に形成される溶接ビードが一様であると、円周継手部の各部のうち、波形放熱板の山部の直下及びその両側の裾部と円筒体との突き合わせ部(以下単に円筒体と放熱板の山部との突き合わせ部という。)では溶融金属の余盛が不足する傾向になり、その箇所で気密漏れ及び液密漏れが生じるおそれがある。波形放熱板の山部と円筒体との突き合わせ部で溶融金属の余盛が不足する状態が生じないようにするために、被溶接物の周速度を低下させたり、溶接電流を増加させたりして溶接入熱を増大させることが考えられるが、これらの方法により溶接入熱を増大させると、円筒体と放熱板の谷部との突き合わせ部で溶接入熱が過多になって金属の溶け落ちが発生し、溶接不良が発生するおそれがある。そのため、円筒体と波形放熱板の山部との突き合わせ部及び円筒体と放熱板の谷部との突き合わせ部との双方で満足がいく溶接金属の余盛量を得ることが難しかった。
【0007】
上記のような問題を解決するために、特許文献2や特許文献3に示されているように、溶接継手部の形状や溶接状態を検出するセンサを設けて、検出された継手部の形状や溶接状態に応じて溶接速度や溶接電流を制御する方法を採用することが行われている。例えば、波形放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に被溶接物の周速度を低下させることにより、円筒体と放熱板の山部との継手部で溶接金属の余盛量を増大させる方法が行われている。また溶接金属の余盛量を確保するために、溶接トーチにウィービング動作を行わせる方向も知られている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】実開平4−44117号公報
【特許文献2】特開平9−99368号公報
【特許文献3】特開平10−216940号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
円筒体と波形放熱板の山部との溶接部で余盛が不足するのを防ぐために、波形放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に被溶接物の周速度を低下させることにより、円筒体と放熱板の山部との継手部で溶接金属の余盛量を増大させる方法をとった場合、被溶接物の慣性により、溶接箇所の周速を高い応答速度で変化させることができないため、溶接金属の余盛量を増やしたい箇所に適切に溶接ビードを形成することが難しいという問題があった。
【0010】
左右に配置された一対の円筒体に跨って波形放熱板を溶接する場合、各円筒体と放熱板との円周継手部の溶接を別々に行うと、後から溶接を行う円周継手部が、先に行われた溶接による熱歪みの影響を受けやすいため、左右の円筒体と波形放熱板との継手部の溶接は同時に行うことが望ましい。この場合、左右の継手部側で波形放熱板の山部が検出されるタイミングが一致している必要があるが、実際には、波形放熱板の成形時に生じるねじれ等の影響により、左右の継手部で山部が検出されるタイミングがずれることがある。左右の継手部で山部が検出されるタイミングがずれる場合には、左右の継手部のそれぞれに対して溶接速度を調節しないと、円筒体と放熱板の各山部との突き合わせ部で溶接金属の余盛量を十分に増やすことができない。ところが、被溶接物の周速度を制御することにより溶接速度を制御する方法によった場合には、左右の被溶接部の溶接速度を個別に調整することができないため、円筒体と波形放熱板の各山部との突き合わせ部で溶接金属の余盛量が不足する状態が生じるのを防ぐことができず、気密漏れ及び液密漏れを起こす箇所が生じるおそれをなくすことができなかった。
【0011】
円筒体と波形放熱板の山部との突き合わせ部で溶接金属の余盛量を確保するために、溶接トーチをウィービングさせる方法をとった場合には、円筒体と波形放熱板の山部との突き合わせ部の溶接を行う際にのみトーチをウィービングさせるようにするために、ティーチングプレイバック方式の溶接ロボットをはじめとする高価な機器を必要とするため、タンクの製造コストが高くなるのを避けられない。また円周継手部の全周に亘って溶接トーチのウィービングを行わせた場合には、円筒体と放熱板の谷部との溶接部で入熱が過多になって金属の溶け落ちが生じるだけでなく、溶接ワイヤやシールドガスの消費量が多くなって、製造コストが高くなるという問題が生じる。
【0012】
また左右の円筒体と放熱板との円周継手部のそれぞれに対して、放熱板の山部を検出するセンサを設けて、センサが山部を検出する毎に、左右の円筒体と放熱板の山部との溶接を行うトーチをウィービングさせる方法も知られているが、この場合は、トーチのウィービング装置を2台必要とするため、溶接装置が高価になり、タンクの製造コストが高くなるのを避けられない。
【0013】
また波形放熱板の山部を検出するセンサを設ける場合、山部の位置を精度よく検出しようとすると、センサを山部に近接した位置に配置する必要がある。しかしながら、被溶接物の山部に近接した位置にセンサを配置すると、被溶接物回転装置に保持した円筒体に波形放熱板を巻き付けて被溶接物を構成する工程でセンサが波形放熱板と干渉し、作業性が悪くなるという問題があった。
【0014】
円筒体に波形放熱板を巻き付けて被溶接物を製作する放熱板巻回装置を溶接装置とは別に設けることも考えられるが、放熱板巻回装置を溶接装置と別個に設けると、タンクの製造設備が大かがりになって設備費が高くなるだけでなく、製造設備を設置するために広い面積を必要とするため、好ましくない。
【0015】
本発明の目的は、円筒体と波形放熱板の谷部との突き合わせ部で溶接入熱が過多になる状態を生じさせることなく、円筒体と波形放熱板の各山部との突き合わせ部で十分な溶接金属の余盛量を確保することができるようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【0016】
本発明の他の目的は、軸線方向に並べて配置された一対の円筒体と、両円筒体に跨って配置されて両円筒体に巻き付けられた波形放熱板とを溶接する場合に、両円筒体と波形放熱板との溶接を同時に行って、しかも各円筒体と波形放熱板の谷部との突き合わせ部で溶接入熱が過多になる状態を生じさせることなく、各円筒体と波形放熱板の各山部との突き合わせ部で十分な溶接金属の余盛量を確保することができるようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【0017】
本発明の更に他の目的は、被溶接物回転装置に保持した円筒体に波形放熱板を巻き付けて被溶接物を構成する工程を行う際にセンサが波形放熱板と干渉して、作業性が損なわれることが無いようにした円筒体と波形放熱板との溶接方法及びこの溶接方法を実施するために用いる溶接装置を提供することにある。
【課題を解決するための手段】
【0018】
本願においては、上記の目的を達成するため、少なくとも以下に示す第1ないし第14の発明が開示される。
第1の発明
本願に開示された第1の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により円筒体の中心軸線の回りに回転させ、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に適用される。
【0019】
本発明においては、溶接トーチを、溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位させ得るようにしておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、円周継手部の増入熱区間を溶接する際には、溶接トーチを第1の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、円周継手部の減入熱区間を溶接する際には、溶接トーチを第2の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0020】
上記のように構成すると、溶接トーチを往復変位させる制御を行うだけで、波形放熱板の各山部と円筒体との突き合わせ部では溶接入熱を増大させて溶接金属の余盛量を増大させることができ、また波形放熱板の各谷部と円筒体との突き合わせ部では溶接入力を減少させて溶接入熱が過多になるのを防ぐことができるため、波形放熱板の山部と円筒体との溶接部で気密漏れが生じたり、波形放熱板の谷部と円筒体との突き合わせ部で金属の溶け落ちが生じて溶接不良が生じるのを防ぐことができる。
【0021】
第2の発明
本願に開示された第2の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により円筒体の中心軸線の回りに回転させ、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に適用される。
【0022】
本発明においては、溶接トーチを、溶接線に倣う動作を行いつつ溶接線に沿って被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングでその増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておく。そして、センサが山部を検出したときに設定時間が経過するまでの間溶接トーチを第1の方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに溶接トーチの移動方向を反転させて該溶接トーチを第2の方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0023】
上記のように構成すると、波形放熱板の山部を利用して、各増入熱区間を検出することができるため、増入熱区間では、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、減入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする制御を容易に行うことができる。
【0024】
第3の発明
第3の発明は、第1及び第2の発明と同様に、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、円周継手部を溶接する円筒体と波形放熱板との溶接方法に係わる。
【0025】
本発明においても、溶接トーチは、溶接線に倣う動作を行いつつ溶接線に沿って被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておく。
【0026】
第2の発明においては、センサが山部を検出したときに溶接トーチを、設定時間の間第1の設定速度で第1の方向(被溶接物の回転方向)に移動させるようにしたが、第3の発明においては、予め設定した設定距離だけ溶接トーチを第1の方向に移動させる。
【0027】
即ち、本発明においては、センサが山部を検出したときに溶接トーチを第1の設定速度で第1の方向に予め設定した距離だけ変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを第2の方向に変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0028】
このように制御すると、増入熱区間を溶接する際の溶接トーチの変位量をより正確に管理することができる。
【0029】
第4の発明
第4の発明は、第2の発明または第3の発明に適用されるもので、本発明においては、溶接トーチをは、被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。またセンサは、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。そして溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持させた円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、溶接トーチ及びセンサのそれぞれの退避位置を設定しておき、溶接トーチ及びセンサをそれぞれの退避位置に位置させた状態で被溶接物回転装置に保持させた円筒体の端部外周に波形放熱板を巻き付けて、溶接の対象とする被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始する。
【0030】
上記のように構成しておくと、円筒体に波形放熱板を巻き付ける工程で波形放熱板が溶接トーチ及びセンサと干渉するのを防ぐことができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【0031】
第5の発明
本願に開示された第5の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して溶接トーチを該溶接線に倣わせる倣い装置とを備えて、被溶接物を回転させながら溶接トーチにより円周継手部を溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0032】
本発明においては、溶接トーチを保持して、溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、スライダを前進方向及び後退方向に駆動するスライダ駆動機構と、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、センサが山部を検出したときに設定時間が経過するまでの間スライダを前進方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに溶接トーチの移動方向を反転させて該溶接トーチを後退方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするようにスライダ駆動機構を制御するスライダ駆動制御装置とを備えた。
【0033】
上記のように、溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダを設けて、このスライダに溶接トーチを搭載すると、溶接トーチを被溶接物の回転方向及び被溶接物の回転方向と反対の方向に変位させる機構を簡単に構成することができる。溶接トーチは常に倣い装置により溶接線に倣うように制御されるので、溶接線の接線方向に沿って変位するスライダを用いても、溶接トーチを溶接線に倣わせることができる。
【0034】
第6の発明
第6の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を円筒体の部分で保持して該被溶接物を円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して溶接トーチを該溶接線に倣わせる倣い装置とを備えて、被溶接物を回転させながら溶接トーチにより円周継手部を溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0035】
本発明においては、溶接トーチを保持して溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、スライダを前進方向及び後退方向に駆動するスライダ駆動機構と、円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサと、センサが山部を検出したときにスライダを前進方向に第1の設定速度で変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするようにスライダ駆動機構を制御するスライダ駆動制御装置とが設けられる。
【0036】
第7の発明
第7の発明は、第5の発明または第6の発明に適用されるもので、本発明においては、溶接トーチを被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構と、センサを被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させるセンサ移動機構とを更に設ける。そして、溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持させた円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、溶接トーチ及びセンサのそれぞれの退避位置が設定される。
【0037】
上記のように構成しておくと、円筒体の外周に波形放熱板を巻き付ける工程を行う際に、溶接トーチを待機位置に位置させ、センサを退避位置に位置させることにより、被溶接物回転装置と溶接トーチの間及び被溶接物回転装置とセンサとの間に、被溶接物回転装置に保持された円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースを確保することができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【0038】
第8の発明
本願に開示された第8の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0039】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間とし、第1及び第2の溶接トーチは、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第1の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第2の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0040】
上記の方法によれば、第1の円筒体と波形放熱板との突き合わせ部及び第2の円筒体と波形放熱板との突き合わせ部にそれぞれ形成された第1及び第2の円周継手部を同時に溶接することができるため、各円周継手部を溶接した際に生じる熱歪みが他の円周継手部に悪影響を及ぼすおそれをなくして良好な溶接結果を得ることができる。
【0041】
第9の発明
本願に開示された第9の発明も、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0042】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、第1及び第2の溶接トーチがそれぞれ第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておく。また第1及び第2の溶接トーチは、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2のセンサが山部を検出したときに設定時間が経過するまでの間第1及び第2の溶接トーチをそれぞれ第1の設定速度で第1の方向に変位させることにより第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第1及び第2の溶接トーチの移動方向を反転させて第1及び第2の溶接トーチを第2の設定速度で第2の方向に変位させることにより、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする。
【0043】
第10の発明
第10の発明も、第9の発明と同様に、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により第1及び第2の円筒体の中心軸線の回りに回転させ、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び第2の円筒体と波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法を対象とする。
【0044】
本発明においては、第1及び第2の円周継手部のそれぞれの各部のうち波形放熱板の各山部と第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、第1及び第2の溶接トーチがそれぞれ第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出する第1及び第2のセンサを第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておく。また第1及び第2の溶接トーチは第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておく。そして、第1及び第2のセンサが山部を検出したときに第1及び第2の溶接トーチをそれぞれ第1の方向に第1の設定速度で変位させることにより第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1及び第2の溶接トーチの第1の方向への変位量が設定値に達したときに第1及び第2の溶接トーチの移動方向を反転させて第1及び第2の溶接トーチを第2の設定速度で第2の方向に変位させることにより、第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くする。
【0045】
第11の発明
第11の発明は、第9の発明または第10の発明に適用されるもので、本発明においては、第1及び第2の溶接トーチをそれぞれ、被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、第1及び第2のセンサは、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておく。そして、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させたときに、被溶接物回転装置と各溶接トーチの間及び被溶接物回転装置と各センサとの間に、被溶接物回転装置に保持させた第1及び第2の円筒体の外周に波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とを設定しておき、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させた状態で被溶接物回転装置に保持させた第1及び第2の円筒体の端部外周に波形放熱板を巻き付けて、溶接の対象とする被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始する。
【0046】
第12の発明
第12の発明は、山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、第1の円筒体と波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、第1の円周継手部に沿う第1の溶接線を検知して第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、第2の円周継手部に沿う第2の溶接線を検知して第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、被溶接物を回転させながら第1及び第2の溶接トーチにより第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置を対象とする。
【0047】
本発明においては、第1の溶接トーチを保持して、第1の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、第2の溶接トーチを第2の倣い装置とともに保持して、第2の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、第1及び第2のスライダのそれぞれを前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、第1の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、第1の溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、第2の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、第1のセンサが山部を検出したときに設定時間が経過するまでの間第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第1のスライダの移動方向を反転させて第1のスライダを第2の設定速度で後退方向に変位させることにより、第1の円周継手部のそれぞれの減入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2のセンサが山部を検出したときに設定時間が経過するまでの間第2のスライダを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの前記被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間が経過したときに第2のスライダの移動方向を反転させて第2のスライダを第2の設定速度で後退方向に変位させることにより、第2の円周継手部の減入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられる。
【0048】
第13の発明
第13の発明は、第12の発明と同様の溶接装置を対象とする。本発明においては、第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、第2の溶接トーチを保持して、第2の溶接線の接線方向に沿って被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、第1の円周継手部の各部のうち波形放熱板の各山部と円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、第1の溶接トーチが増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、第2の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、第1のセンサが山部を検出したときに第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1のスライダの前進方向への変位量が設定値に達したときに第1のスライダの移動方向を反転させて第1のスライダを第2の設定速度で後退方向に変位させることにより、第1の円周継手部の減入熱区間を溶接する際の第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2のセンサが山部を検出したときに第2のスライダを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第2のスライダの前進方向への変位量が設定値に達したときに第2のスライダの移動方向を反転させて第2のスライダを第2の設定速度で前記後退方向に変位させることにより、第2の円周継手部のそれぞれの減入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられる。
【0049】
上記のように、第1の円周継手部側及び第2の円周継手部側にそれぞれセンサとスライダとを設けて、溶接トーチを被溶接物の回転方向と同じ方向及び該回転方向と反対の方向に変位させることにより増入熱区間と減入熱区間で溶接速度を異ならせる制御を、第1の円周継手部側及び第2の円周継手部側で別々に行うようにすると、波形放熱板の成形時の捻れにより第1の円筒体側と第2の円筒体側とで山部の位置にずれがある場合でも、制御を的確に行わせて、良好な溶接結果を得ることができる。
【0050】
第14の発明
第14の発明は、第12の発明または第13の発明に適用される。本発明においては、第1及び第2の溶接トーチをそれぞれ、被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる第1及び第2の溶接トーチ移動機構と、第1及び第2のセンサをそれぞれ、被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させる第1及び第2のセンサ移動機構とを更に設ける。そして、第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、第1及び第2のセンサをそれぞれの退避位置に位置させたときに、被溶接物回転装置と各溶接トーチの間及び被溶接物回転装置と各センサとの間に、被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とが設定される。
【0051】
上記の各発明において、第1の設定速度と第2の設定速度とは等しく設定されていてもよく、異なる値に設定されていてもよい。
【発明の効果】
【0052】
本発明によれば、溶接トーチを往復変位させる制御を行うだけで、波形放熱板の各山部と円筒体との突き合わせ部では溶接入熱を増大させて溶接金属の余盛量を増大させることができ、また波形放熱板の各谷部と円筒体との突き合わせ部では溶接入力を減少させて溶接入熱が過多になるのを防ぐことができるため、溶接装置の構成を複雑にすることなく、波形放熱板の山部と円筒体との溶接部で気密漏れが生じたり、波形放熱板の谷部と円筒体との突き合わせ部で金属の溶け落ちが生じて溶接不良が生じるのを防ぐことができる。
【0053】
第2の発明、第5の発明、第9の発明及び第12の発明によれば、溶接トーチが増入熱区間の溶接を開始する直前のタイミングでその増入熱区間内に存在する波形放熱板の山部を検出するセンサを設けて、このセンサが山部を検出したときに設定時間の間溶接トーチを被溶接物の回転方向と同じ方向に一定の速度で変位させることにより溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くした状態で円周継手部の増入熱区間を溶接し、設定時間が経過したときに溶接トーチの移動方向を反転させて溶接トーチを被溶接物の回転方向と反対の方向に変位させることにより、溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くした状態で円周継手部の減入熱区間を溶接するようにしたので、波形放熱板の山部を利用して、各増入熱区間を検出することができる。そのため、増入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、減入熱区間では溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くする制御を容易に行うことができる。
【0054】
また第3の発明、第6の発明、第10の発明及び第13の発明によれば、センサが山部を検出したときに溶接トーチを第1の設定速度で第1の方向に変位させることにより増入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、溶接トーチの第1の方向への変位量が設定値に達したときに溶接トーチの移動方向を反転させて溶接トーチを第2の方向に変位させることにより、減入熱区間を溶接する際の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするので、増入熱区間を溶接する際の溶接トーチの変位量を時間で管理する場合に比べてより正確に管理することができる。
【0055】
第8の発明ないし第14の発明によれば、第1の円筒体と波形放熱板との突き合わせ部及び第2の円筒体と波形放熱板との突き合わせ部を同時に溶接することができるため、各円周継手部を溶接した際に生じる熱歪みが他の円周継手部に悪影響を及ぼすおそれをなくして良好な溶接結果を得ることができる。
【0056】
第12の発明及び第13の発明によれば、第1の円周継手部側及び第2の円周継手部側にそれぞれセンサとスライダとを設けて、溶接トーチを被溶接物の回転方向と同じ方向及び該回転方向と反対の方向に変位させることにより増入熱区間と減入熱区間で溶接速度を異ならせる制御を、第1の円周継手部側及び第2の円周継手部側で別々に行うので、波形放熱板の成形時の捻れにより第1の円筒体側と第2の円筒体側とで山部の位置にずれがある場合でも、制御を的確に行わせて、良好な溶接結果を得ることができる。
【0057】
第4の発明、第7の発明、第11の発明及び第14の発明によれば、円筒体に波形放熱板を巻き付ける工程で波形放熱板が溶接トーチ及びセンサと干渉するのを防ぐことができるため、円筒体の外周に波形放熱板を巻き付けて被溶接物を構成する工程を能率よく行うことができる。
【図面の簡単な説明】
【0058】
【図1】本発明に係わる溶接装置により溶接される被溶接物を製造する方法を説明する説明図である。
【図2】(A)及び(B)はそれぞれ、本発明に係わる溶接装置により溶接される被溶接物の側面図及び正面図である。
【図3】(A)及び(B)はそれぞれ、本発明の一実施形態に係わる溶接装置により溶接を行う際の被溶接物と溶接トーチ及びセンサとの位置関係を示した側面図及び正面図である。
【図4】(A)は本発明の実施形態で溶接トーチを支持するために用いる可動フレームの側面図、(B)は同可動フレームの正面図である。
【図5】(A)は本発明の実施形態で溶接トーチを支持するために用いるスライダの上面図、(B)は同スライダの正面図である。
【図6】同スライダに溶接トーチを支持した状態を示した側面図である。
【図7】(A)は被溶接物を溶接する際のセンサと被溶接物との位置関係を示した側面図、(B)はセンサと被溶接物とが(A)の位置関係にあるときのスライダの動作を説明するための正面図である。
【図8】(A)は被溶接物を溶接する際のセンサと被溶接物との他の位置関係を示した側面図、(B)はセンサと被溶接物とが(A)の位置関係にあるときのスライダの動作を説明するための正面図である。
【図9】本発明に係わる溶接装置の一実施形態の構成例を示したブロック図である。
【図10】本発明に係わる溶接方法における溶接トーチの動作を説明するための説明図である。
【図11】(A)及び(B)はそれぞれ、センサを退避可能に設ける本発明の他の実施形態に係わる溶接装置により溶接を行う際の被溶接物と溶接トーチ及びセンサとの位置関係を示した側面図及び正面図である。
【図12】円筒体に波形放熱板を巻き付けて本発明に係わる溶接装置により溶接する被溶接物を構成する過程を説明する側面図である。
【図13】(A)及び(B)はそれぞれ図11に示した実施形態において、円筒体に波形放熱板を巻き付けて被溶接物を構成する際及び被溶接物の溶接を行う際のセンサの位置を示した側面図である。
【発明を実施するための形態】
【0059】
以下図面を参照して本発明の実施形態を詳細に説明する。
図1は、変圧器を収容する波形タンクを構成する波形放熱板1と円筒体(円筒フレーム)2A,2Bとを示している。波形放熱板1は、山部mと平坦な谷部vとが交互に並ぶように帯状の鋼板を波付け成形することにより製作される。波形タンクを製造する際には、図2に示すように、外径が等しい第1及び第2の円筒体2A及び2Bを、それぞれの中心軸線O−Oを一致させた状態で水平方向に並べた状態で、溶接装置に設けられた図示しない被溶接物回転装置に保持させる。そして、波形放熱板1を第1及び第2の円筒体2A及び2Bの間に跨って配置して、被溶接物回転装置により第1及び第2の円筒体を回転させながら、図1に示すように、波形放熱板1を両円筒体2A及び2Bの隣り合う端部の外周に供給して、波形放熱板1を円筒体2A及び2Bの隣り合う端部の外周に巻き付けることにより、図2に示したような被溶接物4を構成する工程を行う。
【0060】
被溶接物回転装置は、水平方向に伸びる主軸と、被溶接物4の第1及び第2の円筒部2A及び2Bをそれぞれ主軸に対して同軸的に支持する第1及び第2の支持機構と、モータを駆動源として主軸を第1及び第2の支持機構とともに回転させる回転駆動装置とを備えた公知のものである。
【0061】
上記のようにして被溶接物4を構成した後、この被溶接物の第1の円筒体2Aと波形放熱板1との突き合わせ部に形成された第1の円周継手部5Aと、第2の円筒体2Bと波形放熱板1との突き合わせ部に形成された第2の円周継手部5Bとを円周溶接する。タンクに装柱金具を取り付けるため、波形放熱板1の一部には山部mが欠損している領域(山部欠損領域)γが設けられている。
【0062】
被溶接物4の第1の円周継手部5A及び第2の円周継手部5Bを円周溶接する際には、図3に示すように、被溶接物4を中心軸線O−Oの回りに回転させながら、第1及び第2の円周継手部5A及び5Bに対してそれぞれ設けられた第1及び第2の溶接トーチ6A及び6Bにより、第1の円周継手部5A及び第2の円周継手部5Bを同時に溶接する。
【0063】
第1及び第2の溶接トーチ6A及び6Bは、後述するように、被溶接物の中心軸線と直交する平面上で、被溶接物の接線方向(水平方向)と径方向(鉛直方向)との双方に変位し得るように設けられたステージ部に取り付けられたスライダに支持されている。溶接トーチ6A及び6Bは、溶接トーチ移動機構により、被溶接物の中心軸線と直交する平面に沿って、被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置(図3Bに示した位置)と、この溶接位置から上方に離れた位置に設定された退避位置との間を変位させられるようになっている。第1及び第2の溶接トーチ6A及び6Bは、図3(B)に示す溶接位置にあるときに、それぞれの先端6a及び6bが被溶接物4の第1の円周継手部5A及び第2の円周継手部5Bに指向させられた状態で配置される。
【0064】
図4(A),(B)は、各溶接トーチを支持するステージ部7の構成を概略的に示している。図示のステージ部7は、水平板部7aと、垂直板部7bとによりL字形に形成されていて、水平方向に伸びるガイドレールを備えた第1のガイド部材8により、水平方向(Y方向)にスライド自在に支持されている。第1のガイド部材8は、図示しない固定フレームに支持された第2のガイド部材90により鉛直方向(Z方向)にスライド自在に支持されている。従って、ステージ部7は、水平方向及び鉛直方向の双方にスライドし得るように支持されている。
【0065】
図5に示されているように、ステージ部7の水平板部7aの上にスライダ支持テーブル9が支持され、支持テーブル9にガイド部材10を介してスライダ11がスライド自在に支持されている。スライダ11は、Y方向及びZ方向の双方に対して直角なX方向にスライドし得るように支持され、このスライダ11に支持部材12(図6参照)を介して溶接トーチ6Aまたは6Bが支持されている。
【0066】
ステージ部7及びスライダ11は、Y方向を被溶接物4の軸線方向に向け、Z方向を鉛直方向(被溶接物4の径方向)に向け、X方向を被溶接物4の接線方向に向けた状態で配置され、溶接トーチ6A,6Bは、それぞれの先端が円周継手部5A,5Bの溶接線に指向し得るようにして、スライダ11に支持されている。従って、溶接トーチ6A,6Bは、それぞれの先端が円周継手部5A,5Bに沿う溶接線に指向し得るようにして、被溶接物4の接線方向、軸線方向及び径方向にそれぞれ往復変位し得るように支持されている。
【0067】
図示してないが、Y方向駆動モータ及びZ方向駆動モータと、これらのモータの回転をY方向及びZ方向の直線変位に変換してステージ部7に伝達するY方向変位伝達機構及びZ方向変位伝達機構とが設けられ、Y方向駆動モータ及びZ方向駆動モータを回転させることにより、溶接トーチをY方向及びZ方向に変位させることができるようになっている。また溶接トーチ6A,6Bの先端の溶接線からのずれを検知するトーチ位置検知装置が設けられ、この検知装置により検知されたトーチの先端の溶接線からのずれを零にするようにY方向駆動モータ及びZ方向駆動モータを制御する倣い制御装置が設けられている。この倣い制御装置と、Y方向駆動モータ及びZ方向駆動モータと、ステージ部7を支持する機構とにより、溶接トーチ倣い装置が構成されている。
【0068】
本実施形態ではまた、X方向駆動モータと、このモータの回転をX方向の直線変位に変換してスライダ11に伝達するX方向変位伝達機構とが設けられ、X方向駆動モータを一方向及び他方向に回転させることにより、スライダ11を、被溶接物4の接線方向に沿って、被溶接物の回転方向の前方側に向う方向である前進方向と被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位させることができるようになっている。
【0069】
従って、各溶接トーチは、溶接トーチ倣い装置により、その先端が常に溶接線に指向するように倣い制御される状態を保って、スライダ駆動機構により、被溶接物の接線方向に沿って、被溶接物の回転方向と同じ方向である第1の方向と、被溶接物の回転方向と反対の方向である第2の方向とに変位させられる。スライダ11の後退方向の限界位置及び前進方向の限界位置は、ストッパにより機械的に規制されており、スライダ11の後退方向の限界位置が当該スライダの始点となっている。スライダ11は、この始点から前進方向への変位を開始し、その後、後退方向に変位させられて始点に戻される。
【0070】
本実施形態では、スライダ11を支持する機構(図5参照)と、上記X方向駆動モータと、X方向変位伝達機構とにより、溶接トーチを搭載したスライダ11を前進方向及び後退方向に駆動するスライダ駆動機構が構成されている。X方向駆動モータとしては、その回転軸が微小角度回転する毎にパルスを発生するエンコーダを内蔵したサーボモータが用いられ、エンコーダが発生するパルス数が設定値に達したときにモータの駆動を停止させる制御を行うことにより、スライダの前進方向及び後退方向への変位量を自在に制御し得るようになっている。また第2のガイド部材9にスライド自在に支持された第1のガイド部材8をZ方向駆動モータにより鉛直方向に駆動する機構により、溶接トーチを、被溶接物回転装置に保持された被溶接物4の円周継手部の溶接を行う際の位置である溶接位置と、この溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構が構成されている。
【0071】
本実施形態では、溶接トーチ6A及び6Bをそれぞれに対して設定された退避位置に位置させたときに、被溶接物回転装置と溶接トーチ6A及び6Bの間に、被溶接物回転装置に保持させた円筒体2A及び2Bの外周に波形放熱板1を巻き付けて溶接の対象とする被溶接物4を構成する作業を許容するためのスペースが形成されるように、溶接トーチ6A及び6Bのそれぞれの退避位置が設定されている。
【0072】
上記ステージ部7及びスライダ11を含む溶接トーチの支持機構は、第1の溶接トーチ6A及び第2の溶接トーチ6Bのそれぞれに対して個別に設けられている。第1の溶接トーチ6Aに対して設けられたスライダ11及び第2の溶接トーチ6Bに対して設けられたスライダ11をそれぞれ第1のスライダ及び第2のスライダと呼び、第1及び第2のスライダのそれぞれを前進方向と後退方向とに駆動するスライダ駆動機構を第1及び第2のスライダ駆動機構と呼ぶ。また第1及び第2の溶接トーチ6A及び6Bをそれぞれ、被溶接物回転装置に保持された被溶接物4の第1及び第2の円周継手部5A及び5Bの溶接を行う際の位置である溶接位置と、この溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構をそれぞれ第1及び第2の溶接トーチ移動機構と呼ぶ。以下の説明では、第1及び第2のスライダをそれぞれ符号11A及び11Bで示す。
【0073】
本発明においては、第1の円周継手部5Aの各部のうち、波形放熱板1の各山部mと第1の円筒体2Aとの突き合わせ部を含む区間であって、溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ第1の円周継手部5Aの増入熱区間及び減入熱区間とする。
【0074】
同様に、第2の円周継手部5Bの各部のうち、波形放熱板1の各山部mと円筒体2Bとの突き合わせ部を含む区間であって、溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ第2の円周継手部5Bの増入熱区間及び減入熱区間とする。波形放熱板の山部及び谷部と増入熱区間α及び減入熱区間βとの関係の一例を図10に示した。
【0075】
本実施形態では、第1の溶接トーチ6Aが第1の円周継手部の増入熱区間の溶接を開始する直前のタイミングで、溶接すべき増入熱区間に存在する波形放熱板1の山部mを検出する第1のセンサ21Aと、第2の溶接トーチ6Bが第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板1の山部mを検出する第2のセンサ21Bとが設けられる。これらのセンサは、レーザセンサや超音波センサ等の非接触形のセンサからなっていて、第1の円周継手部5A側及び第2の円周継手部5B側にそれぞれ配置されている。第1及び第2のセンサ21A及び第2のセンサ21Bは、対応する溶接トーチ6A及び6Bが増入熱区間の始点に達する直前にその増入熱区間に存在する山部mを検出するように位置決めされて、溶接装置の固定フレーム(図示せず。)に取り付けられている。
【0076】
本実施形態ではまた、第1の溶接トーチ6Aの前進及び後退を制御するために第1のセンサ21Aの出力に応じて第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、第2の溶接トーチ6Bの前進及び後退を制御するために第2のセンサ21Aの出力に応じて第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置とが設けられている。
【0077】
図9は、本実施形態に係わる溶接装置の構成要素を示したブロック図である。この例では、被溶接物1の第1及び第2の円周継手部に対してそれぞれ第1の溶接トーチ6A及び第2の溶接トーチ6Bが設けられ、これらの溶接トーチが第1のスライダ11A及び第2のスライダ11Bに搭載されている。また第1及び第2のスライダ11A及び11Bのそれぞれを前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構22A及び22Bが設けられ、第1の円周継手部5A側及び第2の円周継手部5B側にそれぞれ第1のセンサ21A及び第2のセンサ21Bが設けられている。これらのセンサの出力は、第1のスライダ駆動機構22A及び第2の駆動機構22Bをそれぞれ制御する第1のスライダ駆動制御装置23A及び第2のスライダ駆動制御装置23Bに与えられている。
【0078】
第1のスライダ駆動制御装置23Aは、第1のセンサ21Aが波形放熱板の山部を検出したときに第1のスライダ11Aを第1の設定速度で前進方向に変位させることにより第1の円周継手部5Aの増入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物4に対する相対移動速度を被溶接物4の周速度よりも遅くし、第1のスライダ11Aの前進方向への変位量が設定値に達したときに第1のスライダ11Aの移動方向を反転させて第1のスライダ11Aを第2の設定速度で後退方向に変位させることにより、第1の円周継手部5Aの減入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物4に対する相対移動速度を被溶接物4の周速度よりも速くするように第1のスライダ駆動機構22Aを制御する。
【0079】
また第2のスライダ駆動制御装置22Bは、第2のセンサ21Bが波形放熱板の山部を検出したときに第2のスライダ11Bを第1の設定速度で前進方向に変位させることにより第2の円周継手部5Bの増入熱区間を溶接する際の第2の溶接トーチ6Bの被溶接物4に対する相対移動速度を被溶接物の周速度よりも遅くし、第2のスライダ11Bの前進方向への変位量が設定値に達したときに第2のスライダ11Bの移動方向を反転させて第2のスライダ11Bを第2の設定速度で後退方向に変位させることにより、第2の円周継手部5Bの減入熱区間を溶接する際の第2の溶接トーチ6Bの被溶接物4に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構22Bを制御する。
【0080】
波形放熱板1を第1の円筒体2A及び第2の円筒体2Bの外周に溶接する際には、被溶接物4を回転させながら、第1及び第2の溶接トーチ6A及び6Bにより、第1の円周継手部5A及び第2の円周継手部5Bを同時に溶接する。このとき被溶接物4の各溶接トーチに対する移動速度(溶接速度)が均一であると、一様な溶接ビードが形成される。この場合、波形放熱板1の山部mと円筒体との突き合わせ部で十分な溶接金属の余盛量が得られるように溶接速度を設定すると、波形放熱板の谷部vと円筒体との突き合わせ部で入熱が過多になり、最悪の場合には、金属の溶け落ちが生じて溶接不良が生じる。また波形放熱板の谷部vと円筒体との突き合わせ部で入熱が過多になることがないように溶接速度を設定すると、波形放熱板1の山部mと円筒体との突き合わせ部で十分な溶接金属の余盛量を得ることができなくなり、この付け合わせ部で溶接欠陥が生じて気密漏れ及び液密漏れが生じるおそれがある。
【0081】
上記のような問題が生じるのを防ぐため、本発明においては、第1及び第2の円周継手部5A及び5Bの各部のうち、波形放熱板1の各山部mと第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間α及び減入熱区間βとする。そして、第1及び第2の溶接トーチを、第1及び第2の溶接線に倣う動作を行いつつ被溶接物の回転方向と同じ方向である第1の方向と被溶接物の回転方向と反対の方向である第2の方向とに変位し得るように設けておいて、第1及び第2の円周継手部5A及び5Bのそれぞれの増入熱区間を溶接する際には、第1及び第2の溶接トーチをそれぞれ第1の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くする。また第1及び第2の円周継手部5A及び5Bのそれぞれの減入熱区間を溶接する際には、第1及び第2の溶接トーチ6A及び6Bをそれぞれ第2の方向に変位させることにより、第1及び第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物4の周速度よりも速くする。
【0082】
このような制御を行わせると、増入熱区間では、溶接速度を遅くして溶接入熱を増やすことができるため、溶接金属の余盛量を増大させることができ、減入熱区間では、溶接速度を速くして溶接入熱が過多になるのを防ぐことができるため、金属の溶け落ちが生じるのを防ぐことができる。
【0083】
本実施形態では、波形放熱板1の各山部mをセンサにより検出することによって各増入熱区間αの始点の検出を行い、増入熱区間の始点が検出されたときにスライダを前進方向に変位させることにより、溶接トーチを第1の方向に変位させる。また溶接トーチの第1の方向への変位を開始した後、その変位量が設定値に達したときにX方向駆動モータの回転方向を反転させて、スライダの移動方向を反転させ、溶接トーチの第1の方向への変位を終了させるとともに、第2の方向への変位を開始させる。
【0084】
即ち、図7(A)に示したように、センサ21A,21Bが波形放熱板の山部mを検出したときに同図(B)に示すようにスライダ11A,11Bを被溶接物の周速度V1よりは低い第1の設定速度で前進方向(X1方向)に移動させる。このときスライダは被溶接物の接線方向に移動するが、溶接トーチは倣い制御装置により溶接線に倣うように制御されるため、溶接トーチは円周継手部の周方向に沿って第1の方向(被溶接物の回転方向)に変位する。従って、増入熱区間を溶接する際には、溶接トーチの被溶接物に対する相対移動速度が、被溶接物の周速度V1から溶接トーチの第1の方向への移動速度Vaを差し引いた速度V1−Vaまで低下して、溶接入熱が増加させられ、溶接金属の余盛量が増大させられる。
【0085】
またスライダが前進方向への変位を開始した後、その変位量が設定値に達したときに、X方向駆動モータの回転方向を反転させて、図8(B)に示したように、スライダ11A,11Bを後退方向(X2方向)に第2の設定速度で移動させ、溶接トーチ6A及び6Bを第2の方向(被溶接物の回転方向と反対の方向)に移動させる。スライダ11A,11Bが後退方向の限界位置(始点)に達したときに両スライダを停止させる。
【0086】
スライダ11A,11bが後退方向に変位しているときの溶接トーチの被溶接物4に対する相対移動速度は、被溶接物の周速度V1と溶接トーチの第2の方向への移動速度Vbとの和の速度(V1+Vb)まで速められる。従って、減入熱区間(波形放熱板の谷部と円筒体との突き合わせ部)を溶接する際の溶接速度が上昇させられて溶接入熱が過多になるのが防止され、金属の溶け落ちが生じるのが防止される。
【0087】
本実施形態においては、溶接トーチが増入熱区間の溶接を完了したときに丁度スライダの前進方向への変位量が設定値に達するように、当該設定値を選定しておくことにより、増入熱区間αの溶接を行う間だけ溶接トーチを第1の方向に変位させて、溶接速度を遅くしている。
【0088】
本実施形態では、スライダ11A,11Bを後退方向に変位させる際に、必ず後退方向の限界位置(始点)まで変位させるように、第2の設定速度を設定して、スライダ11A,11Bを必ず始点に戻すようにしている。
【0089】
図10は、本実施形態における溶接トーチの前進動作及び後退動作と溶接速度との関係の一例を示したもので、同図(A)は波形放熱板の山部及び谷部と増入熱区間α及び減入熱区間βとの関係の一例を示している。同図(B)はスライダの前進動作及び後退動作を示し、Δxは、スライダのストロークを示している。また同図(C)は、スライダの変位に伴う溶接速度の変化を示している。この例では、増入熱区間の溶接が開始される直前のタイミング(次の山部が検出されるタイミング)でスライダが始点に戻るように、スライダを後退させる際の移動速度(第2の設定速度)が調整されている。
【0090】
なおスライダを始点に戻すタイミングは必ずしも図10に示した例に限定されるものではなく、増入熱区間αの開始位置が検出されるタイミング(山部mが検出されるタイミング)よりも前のタイミングでスライダを始点に戻すようにしてもよい。このようにした場合には、減入熱区間βの終期に溶接速度が被溶接物の周速度まで上昇するが、減入熱区間全体を見ると溶接速度の平均値は減少するので、減入熱区間における溶接入熱を低減させるという目的は達成することができる。
【0091】
本実施形態では、波形放熱板1が山部欠損領域γを有している。山部欠損領域では、センサにより山部が検出されないため、その殆どの区間でスライダが停止した状態に保持され、溶接速度は被溶接物の周速度となる。この区間で溶接速度を被溶接物の周速度とした場合に、溶接入熱が過多になる場合には、山部欠損領域が検出されたときに被溶接物の回転速度を速める制御を行うか、または溶接電流を低減する制御を行うようにすればよい。波形放熱板に設けられる山部の数は既知の値であるため、山部欠損領域γの検出は、山部が検出される回数をカウントすることにより行うことができる。
【0092】
上記の実施形態では、センサが波形放熱板の山部を検出した後、スライダの前進方向への変位量が設定値に達したときにスライダの変位の方向を反転させて、スライダを後退方向に変位させるようにスライダを制御することにより、増入熱区間を溶接する間だけ溶接トーチを第1の方向に変位させるようにしたが、被溶接物の回転速度は一定であり、また増入熱区間の長さも一定であるため、センサが波形放熱板の山部を検出した後、設定された時間の間だけスライダを前進方向に変位させるようにしても、増入熱区間を溶接する間だけ溶接トーチを第1の方向に変位させるようにすることができる。
【0093】
即ち、図9に示した第1のスライダ駆動制御装置23Aは、第1のセンサ21Aが山部mを検出したときに設定時間Tsが経過するまでの間第1のスライダ11Aを第1の設定速度で前進方向に変位させることにより第1の円周継手部5Aの増入熱区間αを溶接する際の第1の溶接トーチ6Aの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間Tsが経過したときに第1のスライダ11Aの移動方向を反転させて第1のスライダ11Aを第2の設定速度で後退方向に変位させることにより、第1の円周継手部5Aの減入熱区間を溶接する際の第1の溶接トーチ6Aの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第1のスライダ駆動機構22Aを制御する構成としてもよい。
【0094】
同様に、第2のスライダ駆動制御装置23Bは、第2のセンサ21Bが山部mを検出したときに設定時間Tsが経過するまでの間第2のスライダ11Bを第1の設定速度で前進方向に変位させることにより第2の円周継手部の増入熱区間を溶接する際の第2の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、設定時間Tsが経過したときに第2のスライダ11Bの移動方向を反転させて第2のスライダを第2の設定速度で後退方向に変位させることにより、第2の円周継手部5Bの減入熱区間βを溶接する際の第2の溶接トーチ6Bの被溶接物に対する相対移動速度を被溶接物の周速度よりも速くするように第2のスライダ駆動機構を制御する構成としてもよい。
【0095】
上記の実施形態では、センサ21A及び21Bを溶接装置のフレームに固定しておくとしたが、第1及び第2の円筒体2A及び2Bに波形放熱板1を巻き付けて被溶接物4を構成する工程で、波形放熱板1がセンサ21A、21Bと干渉するのを防ぐため、センサ21A,21Bは、被溶接物回転装置に保持された被溶接物4に接近した位置に設定された山部検出位置(被溶接物の山部mを検出する際の位置)と、この山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておくのが好ましい。
【0096】
図11ないし図13は、第1及び第2のセンサ21A及び21Bを山部検出位置と退避位置とに変位させることができるように構成された本発明の他の実施形態を示したものである。本実施形態では、第1の円周継手部5A側及び第2の円周継手側にそれぞれ第1及び第2のセンサ移動機構30A及び30Bが設けられている。
【0097】
第1のセンサ移動機構30Aは、第1及び第2の円筒体2A及び2Bの軸線と直交する方向(本実施形態では鉛直方向)に伸びるロッド31aと、ロッド31aを、円筒体2A及び2Bの軸線と直交する平面に沿ってスライドさせるスライド装置32aと、第1のセンサ21Aを、円筒体2A、2Bの軸線方向に位置調整自在な状態でロッド31aの先端に支持するセンサ支持機構33aとを備えている。
【0098】
スライド装置32aは、ロッド31aをその軸線回りに回転させることなく、軸線方向に往復直線変位させる装置で、ロッド31aを軸線方向にのみ変位し得るようにガイドするガイド機構と、動力源の力によりロッド31aを軸線方向に往復直線移動させるロッド駆動機構とにより構成される。ロッド駆動機構は、流体圧シリンダを駆動源としたリニヤ駆動機構や、ロッド31aの外周に形成した雄ネジ部と、該雄ネジ部に螺合されたナットと、モータを駆動源として該ナットをモータを駆動源として回転させる回転駆動機構とを備えたネジ機構等により構成することができる。
【0099】
またセンサ支持機構33aは、ロッド31aの先端(被溶接物側の端部)に固定された支持ブロック34aと、第1の円周継手部5Aの接線方向(X方向)に伸びるようにして支持ブロック34aに設けられたネジ孔に螺合されて、回転操作されることにより円周継手部の接線方向に進退させられるネジ棒35aと、図示しないガイド機構によりネジ棒35aの軸線方向(X方向)のみに変位し得るようにガイドされて、ネジ棒35aの回転を許容した状態で該ネジ棒35aの先端に機械的に結合されたスライダ36aとを備え、スライダ36aにセンサ21Aが支持されている。
【0100】
図示のセンサ移動機構30Aにおいては、スライド装置32aによりロッド31aをスライドさせることにより、センサ21Aを、図13(A)に示すように、被溶接物回転装置に保持された被溶接物4に接近して該被溶接物の山部mを検出し得る状態になる位置に設定された山部検出位置と、図13(B)に示すように、山部検出位置から離れた位置に設定された退避位置とに変位させることができる。またネジ棒35aを回転させることにより、スライダ36aをセンサ21Aと共に円周継手部5Aの接線方向(円筒体2Aの接線方向)に変位させて、センサ21Aが波形放熱板1の山部mを検出するタイミングの微調整(センサの溶接方向位置の微調整)を行うことができる。
【0101】
スライド装置32aのロッド駆動機構をネジ機構により構成すると、センサ21Aの山部検出位置付近での上下位置の微調整を容易にすることができる。スライド装置32aのロッド駆動機構を流体圧シリンダを駆動源としたリニヤ駆動機構により構成する場合には、該リニヤ駆動機構内にセンサ21Aの上下位置を微調整する機構を設けるか、またはロッド31aの先端にセンサ21Aの上下位置を微調整する機構を設けておくことが好ましい。
【0102】
同様に、第2のセンサ移動機構30Bは、第1及び第2の円筒体2A及び2Bの軸線と直交する方向(本実施形態では鉛直方向)に伸びるロッド31bと、ロッド31bを円筒体2A及び2Bの軸線と直交する平面に沿ってスライドさせるスライド装置32bと、第2のセンサ21Bを、円筒体2A、2Bの軸線方向に位置調整自在な状態でロッド31bの先端に支持するセンサ支持機構33bとを備えている。
【0103】
スライド装置32bは、ロッド31bを軸線方向にのみ変位し得るようにガイドするガイド機構と、動力源の力によりロッド31bを軸線方向に往復直線移動させるロッド駆動機構とにより構成される。
【0104】
またセンサ支持機構33bは、ロッド31bの先端に固定された支持ブロック34bと、第2の円周継手部5Bの接線方向(X方向)に伸びるようにして支持ブロック34に設けられたネジ孔に螺合されて、回転操作されることにより円周継手部の接線方向に進退させられるネジ棒(図示せず。)と、このネジ棒の軸線方向(X方向)のみに変位し得るようにガイドされて、該ネジ棒の回転を許容した状態で該ネジ棒の先端に結合されたスライダ36bとによりセンサ支持機構33aと同様に構成され、スライダ36bに第2のセンサ21Bが支持されている。
【0105】
図示の第2のセンサ移動機構30Bにおいては、スライド装置32bによりロッド31bをスライドさせることにより、第2のセンサ21Bを、被溶接物回転装置に保持された被溶接物4に接近して該被溶接物の山部mを検出し得る状態になる山部検出位置と、被溶接物回転装置に保持された被溶接物4から離れた状態になる退避位置とに変位させることができる。またセンサ支持機構33bに設けられたネジ棒を回転させることにより、スライダ36bをセンサ21Bと共に円周継手部5Bの接線方向(円筒体2Bの接線方向)に変位させて、センサ21Bが波形放熱板の山部mを検出するタイミングの微調整(センサの溶接方向に対する位置の微調整)を行うことができる。
【0106】
第1及び第2のセンサ21A及び21Bの山部検出位置は、それぞれのセンサが波形放熱板1の山部mを高精度で検知し得る位置に設定される。例えばセンサ21A及び21Bとしてレーザビームセンサ等の近接センサを用いる場合、センサ21A及び21Bの検知部に検出しようとする山部mが最も接近した状態になったときに、山部mの頂点と各センサの検知部との間の距離が5mm程度になるように、センサ21A及び21Bの山部検出位置が設定される。
【0107】
本実施形態では、第1及び第2の溶接トーチ6A及び6Bを退避位置に位置させ、第1及び第2のセンサ21A及び21Bを図13(A)に示す退避位置に位置させたときに、被溶接物回転装置と第1及び第2の溶接トーチ6A及び6Bとの間及び被溶接物回転装置と第1及び第2のセンサ6A及び6Bとの間に、被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの外周に波形放熱板1を巻き付けて溶接の対象とする被溶接物4を構成する作業を許容するためのスペースSが形成されるように、第1及び第2の溶接トーチ6A及び6Bの退避位置と、第1及び第2のセンサ6A及び6Bの退避位置とが設定されている。
【0108】
タンクを製造する際には、先ず図12に示すように、被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの端部外周に波形放熱板1の一端を仮溶接した後、波形放熱板1に図示の矢印A方向の(円筒体2A,2Bに向う方向と反対の方向の)張力を加えた状態で円筒体2A,2Bを図示の矢印B方向に回転させて、第1及び第2の円筒体2A及び2Bの端部外周に波形放熱板1を巻き付ける。第1及び第2の円筒体2A及び2Bの全周に波形放熱板1を巻き付けた後、波形放熱板1の両端を溶接して被溶接物4を構成する。
【0109】
上記のように、円筒体2A及び2Bの外周に波形放熱板1を巻き付けて被溶接物4を構成する工程で、センサ21A及び21Bが山部検出位置に配置され、また溶接トーチ6A及び6Bが溶接位置に配置されていると、両センサ及び溶接トーチが波形放熱板1と干渉するため、円筒体2A及び2Bの外周に波形放熱板1を巻き付ける作業を円滑に行わせることができない。
【0110】
そこで、本実施形態では、センサ21A及び21Bを山部検出位置と退避位置とに変位させ得るように設けて、円筒体2A及び2Bの外周に波形放熱板1を巻き付ける工程を行う際に、溶接トーチ6A及び6Bを待機位置まで変位させるとともに、センサ21A及び21Bを退避位置まで変位させることにより、センサ21A,21Bと溶接トーチ6A,6Bとが波形放熱板と干渉するのを防ぐようにしている。
【0111】
本実施形態では、上記のように、第1及び第2の溶接トーチ6A及び6Bをそれぞれ、被溶接物回転装置に保持された被溶接物4の第1及び第2の円周継手部5A及び5Bの溶接を行う際の位置である溶接位置と、該被溶接物4から十分に離れた状態になる待機位置との間を変位し得るように設けるとともに、第1及び第2のセンサ21A及び21Bを、被溶接物回転装置に保持された被溶接物4に接近した位置に設定された山部検出位置と、山部検出位置から離れた位置に設定された退避位置とに変位させ得るように設けておく。そして、第1及び第2の溶接トーチ6A及び6Bを退避位置に位置させ、第1及び第2のセンサ21A及び21Bを退避位置に位置させた状態で第1及び第2の円筒体2A及び2Bを被溶接物回転装置に保持させた後、波形放熱板1を被溶接物回転装置に保持された第1及び第2の円筒体2A及び2Bの隣り合う端部の外周に巻き付けて、溶接の対象とする被溶接物4を構成する工程を行い、しかる後に第1及び第2の溶接トーチ6A及び6Bを溶接位置に移動させて、両溶接トーチによる第1及び第2の円周継手部5A及び5Bの溶接を開始する。
【0112】
上記の各実施形態では、中心軸線を共有した状態で配置された第1及び第2の円筒体2A及び2Bに跨って波形放熱板を溶接する場合を例にとったが、単一の円筒体の端部に波形放熱板を巻き付けて溶接する場合にも本発明を適用することができる。
【0113】
上記の実施形態において、スライダを前進方向に移動させる際の移動速度(第1の設定速度)及びスライダを後退方向に移動させる際の移動速度(第2の設定速度)は異なっていてもよく、等しくてもよい。
【符号の説明】
【0114】
1 波形放熱板
2 円筒体
4 被溶接物
5A 第1の円周継手部
5B 第2の円周継手部
6A 第1の溶接トーチ
6B 第2の溶接トーチ
7 ステージ部
11 スライダ
11A 第1のスライダ
11B 第2のスライダ
21A 第1のセンサ
21B 第2のセンサ
30A 第1のセンサ移動機構
30B 第2のセンサ移動機構
31a ロッド
31b ロッド
32a スライド装置
32b スライド装置
33a センサ支持機構
33b センサ支持機構
35a ネジ棒
35b ネジ棒
36a スライダ
36b スライダ
【特許請求の範囲】
【請求項1】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記円周継手部の前記増入熱区間を溶接する際には、前記溶接トーチを前記第1の方向に変位させることにより、前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記円周継手部の前記減入熱区間を溶接する際には、前記溶接トーチを前記第2の方向に変位させることにより、前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項2】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記溶接線に沿って前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておき、
前記センサが山部を検出したときに設定時間が経過するまでの間前記溶接トーチを前記第1の方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記溶接トーチの移動方向を反転させて該溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項3】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記溶接線に沿って前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで前記増入熱区間内に存在する波形放熱板の山部を検出するセンサを設けておき、
前記センサが山部を検出したときに前記溶接トーチを第1の設定速度で前記第1の方向に変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記溶接トーチの前記第1の方向への変位量が設定値に達したときに前記溶接トーチの移動方向を反転させて前記溶接トーチを前記第2の方向に変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項4】
前記溶接トーチは、前記被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記センサは、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、前記被溶接物回転装置と前記溶接トーチの間及び前記被溶接物回転装置と前記センサとの間に、前記被溶接物回転装置に保持させた円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記溶接トーチ及びセンサのそれぞれの退避位置を設定しておき、
前記溶接トーチ及びセンサをそれぞれの退避位置に位置させた状態で前記被溶接物回転装置に保持させた円筒体の端部外周に前記波形放熱板を巻き付けて、溶接の対象とする前記被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始すること、
を特徴とする請求項2または3に記載の円筒体と波形放熱板との溶接方法。
【請求項5】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を前記円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して前記溶接トーチを該溶接線に倣わせる倣い装置とを備えて、前記被溶接物を回転させながら前記溶接トーチにより前記円周継手部を溶接する円筒体と波形放熱板との溶接装置であって、
前記溶接トーチを保持して、前記溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、
前記スライダを前記前進方向及び後退方向に駆動するスライダ駆動機構と、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、
前記センサが山部を検出したときに設定時間が経過するまでの間前記スライダを前記前進方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記溶接トーチの移動方向を反転させて該溶接トーチを前記後退方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記スライダ駆動機構を制御するスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項6】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を前記円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して前記溶接トーチを該溶接線に倣わせる倣い装置とを備えて、前記被溶接物を回転させながら前記溶接トーチにより前記円周継手部を溶接する円筒体と波形放熱板との溶接装置であって、
前記溶接トーチを保持して、前記溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、
前記スライダを前記前進方向及び後退方向に駆動するスライダ駆動機構と、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、
前記センサが山部を検出したときに前記スライダを前記前進方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記溶接トーチの第1の方向への変位量が設定値に達したときに前記溶接トーチの移動方向を反転させて前記溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記スライダ駆動機構を制御するスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項7】
前記溶接トーチを前記被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構と、
前記センサを前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させるセンサ移動機構と、
を更に備え、
前記溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、前記被溶接物回転装置と前記溶接トーチの間及び前記被溶接物回転装置と前記センサとの間に、前記被溶接物回転装置に保持させた円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記溶接トーチ及びセンサのそれぞれの退避位置が設定されていること、
を特徴とする請求項5または6に記載の円筒体と波形放熱板との溶接装置。
【請求項8】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間とし、
前記第1及び第2の溶接トーチは、前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際には、前記第1及び第2の溶接トーチをそれぞれ前記第1の方向に変位させることにより、前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、
前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際には、前記第1及び第2の溶接トーチをそれぞれ前記第2の方向に変位させることにより、前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項9】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1及び第2の溶接トーチがそれぞれ前記第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを前記第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておき、
前記第1及び第2の溶接トーチは前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2のセンサがそれぞれ山部を検出したときに設定時間が経過するまでの間前記第1及び第2の溶接トーチをそれぞれ第1の設定速度で前記第1の方向に変位させることにより前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第1及び第2の溶接トーチの移動方向を反転させて前記第1及び第2の溶接トーチを第2の設定速度で前記第2の方向に変位させることにより、前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項10】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1及び第2の溶接トーチがそれぞれ前記第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを前記第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておき、
前記第1及び第2の溶接トーチは前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2のセンサがそれぞれ山部を検出したときに前記第1及び第2の溶接トーチをそれぞれ前記第1の方向に第1の設定速度で変位させることにより前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記第1及び第2の溶接トーチのそれぞれの前記第1の方向への変位量が設定値に達したときに前記第1及び第2の溶接トーチの移動方向を反転させて前記第1及び第2の溶接トーチを第2の設定速度で前記第2の方向に変位させることにより、前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項11】
前記第1及び第2の溶接トーチはそれぞれ、前記被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記第1及び第2のセンサは、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させたときに、前記被溶接物回転装置と各溶接トーチの間及び前記被溶接物回転装置と各センサとの間に、前記被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とを設定しておき、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させた状態で前記被溶接物回転装置に保持させた第1及び第2の円筒体の端部外周に前記波形放熱板を巻き付けて、溶接の対象とする前記被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始すること、
を特徴とする請求項9または10に記載の円筒体と波形放熱板との溶接方法。
【請求項12】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して前記第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、前記第1の円周継手部に沿う第1の溶接線を検知して前記第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、前記第2の円周継手部に沿う第2の溶接線を検知して前記第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、前記被溶接物を回転させながら前記第1及び第2の溶接トーチにより前記第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置であって、
前記第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、
前記第2の溶接トーチを保持して、前記第2の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、
前記第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、
前記第1の円周継手部の各部のうち前記波形放熱板の各山部と前記第1の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、
前記第2の円周継手部の各部のうち前記波形放熱板の各山部と前記第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、
前記第1のセンサが山部を検出したときに設定時間が経過するまでの間前記第1のスライダを第1の設定速度で前記前進方向に変位させることにより前記第1の円周継手部の増入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第1のスライダの移動方向を反転させて前記第1のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第1の円周継手部の減入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、
前記第2のセンサが山部を検出したときに設定時間が経過するまでの間前記第2のスライダを第1の設定速度で前記前進方向に変位させることにより前記第2の円周継手部の増入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第2のスライダの移動方向を反転させて前記第2のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第2の円周継手部の減入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項13】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して前記第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、前記第1の円周継手部に沿う第1の溶接線を検知して前記第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、前記第2の円周継手部に沿う第2の溶接線を検知して前記第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、前記被溶接物を回転させながら前記第1及び第2の溶接トーチにより前記第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置であって、
前記第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、
前記第2の溶接トーチを保持して、前記第2の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、
前記第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、
前記第1の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、
前記第2の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、
前記第1のセンサが山部を検出したときに前記第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の前記第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1のスライダの前進方向への変位量が設定値に達したときに前記第1のスライダの移動方向を反転させて前記第1のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第1の円周継手部の減入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、
前記第2のセンサが山部を検出したときに前記第2のスライダを第1の設定速度で前記前進方向に変位させることにより前記第2の円周継手部の増入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、第2のスライダの前進方向への変位量が設定値に達したときに前記第2のスライダの移動方向を反転させて前記第2のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第2の円周継手部の減入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項14】
前記第1及び第2の溶接トーチをそれぞれ、前記被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる第1及び第2の溶接トーチ移動機構と、
前記第1及び第2のセンサをそれぞれ、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させる第1及び第2のセンサ移動機構と、
を更に備え、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させたときに、前記被溶接物回転装置と各溶接トーチの間及び前記被溶接物回転装置と各センサとの間に、前記被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とが設定されていること、
を特徴とする請求項12または13に記載の円筒体と波形放熱板との溶接装置。
【請求項1】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記円周継手部の前記増入熱区間を溶接する際には、前記溶接トーチを前記第1の方向に変位させることにより、前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記円周継手部の前記減入熱区間を溶接する際には、前記溶接トーチを前記第2の方向に変位させることにより、前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項2】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記溶接線に沿って前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する波形放熱板の山部を検出するセンサを設けておき、
前記センサが山部を検出したときに設定時間が経過するまでの間前記溶接トーチを前記第1の方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記溶接トーチの移動方向を反転させて該溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項3】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記円筒体の中心軸線の回りに回転させ、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線に倣うように制御される溶接トーチにより、前記円周継手部を溶接する円筒体と波形放熱板との溶接方法であって、
前記溶接トーチは、前記溶接線に倣う動作を行いつつ前記溶接線に沿って前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで前記増入熱区間内に存在する波形放熱板の山部を検出するセンサを設けておき、
前記センサが山部を検出したときに前記溶接トーチを第1の設定速度で前記第1の方向に変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記溶接トーチの前記第1の方向への変位量が設定値に達したときに前記溶接トーチの移動方向を反転させて前記溶接トーチを前記第2の方向に変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項4】
前記溶接トーチは、前記被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記センサは、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、前記被溶接物回転装置と前記溶接トーチの間及び前記被溶接物回転装置と前記センサとの間に、前記被溶接物回転装置に保持させた円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記溶接トーチ及びセンサのそれぞれの退避位置を設定しておき、
前記溶接トーチ及びセンサをそれぞれの退避位置に位置させた状態で前記被溶接物回転装置に保持させた円筒体の端部外周に前記波形放熱板を巻き付けて、溶接の対象とする前記被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始すること、
を特徴とする請求項2または3に記載の円筒体と波形放熱板との溶接方法。
【請求項5】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を前記円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して前記溶接トーチを該溶接線に倣わせる倣い装置とを備えて、前記被溶接物を回転させながら前記溶接トーチにより前記円周継手部を溶接する円筒体と波形放熱板との溶接装置であって、
前記溶接トーチを保持して、前記溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、
前記スライダを前記前進方向及び後退方向に駆動するスライダ駆動機構と、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、
前記センサが山部を検出したときに設定時間が経過するまでの間前記スライダを前記前進方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記溶接トーチの移動方向を反転させて該溶接トーチを前記後退方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記スライダ駆動機構を制御するスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項6】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を円筒体の端部外周に巻き付けて構成した被溶接物を前記円筒体の部分で保持して該被溶接物を前記円筒体の中心軸線の回りに一定の速度で回転させる被溶接物回転装置と、溶接トーチと、前記円筒体と波形放熱板との突き合わせ部に形成された円周継手部に沿う溶接線を検知して前記溶接トーチを該溶接線に倣わせる倣い装置とを備えて、前記被溶接物を回転させながら前記溶接トーチにより前記円周継手部を溶接する円筒体と波形放熱板との溶接装置であって、
前記溶接トーチを保持して、前記溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位するスライダと、
前記スライダを前記前進方向及び後退方向に駆動するスライダ駆動機構と、
前記円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出するセンサと、
前記センサが山部を検出したときに前記スライダを前記前進方向に第1の設定速度で変位させることにより前記増入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記溶接トーチの第1の方向への変位量が設定値に達したときに前記溶接トーチの移動方向を反転させて前記溶接トーチを前記第2の方向に第2の設定速度で変位させることにより、前記減入熱区間を溶接する際の前記溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記スライダ駆動機構を制御するスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項7】
前記溶接トーチを前記被溶接物回転装置に保持された被溶接物の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる溶接トーチ移動機構と、
前記センサを前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させるセンサ移動機構と、
を更に備え、
前記溶接トーチ及びセンサをそれぞれに対して設定された退避位置に位置させたときに、前記被溶接物回転装置と前記溶接トーチの間及び前記被溶接物回転装置と前記センサとの間に、前記被溶接物回転装置に保持させた円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記溶接トーチ及びセンサのそれぞれの退避位置が設定されていること、
を特徴とする請求項5または6に記載の円筒体と波形放熱板との溶接装置。
【請求項8】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間とし、
前記第1及び第2の溶接トーチは、前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際には、前記第1及び第2の溶接トーチをそれぞれ前記第1の方向に変位させることにより、前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、
前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際には、前記第1及び第2の溶接トーチをそれぞれ前記第2の方向に変位させることにより、前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項9】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1及び第2の溶接トーチがそれぞれ前記第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを前記第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておき、
前記第1及び第2の溶接トーチは前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2のセンサがそれぞれ山部を検出したときに設定時間が経過するまでの間前記第1及び第2の溶接トーチをそれぞれ第1の設定速度で前記第1の方向に変位させることにより前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第1及び第2の溶接トーチの移動方向を反転させて前記第1及び第2の溶接トーチを第2の設定速度で前記第2の方向に変位させることにより、前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項10】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を被溶接物回転装置により前記第1及び第2の円筒体の中心軸線の回りに回転させ、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部に沿う第1の溶接線及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に沿う第2の溶接線にそれぞれ倣うように制御される第1及び第2の溶接トーチにより前記第1の円周継手部及び第2の円周継手部を同時に溶接する円筒体と波形放熱板との溶接方法であって、
前記第1及び第2の円周継手部のそれぞれの各部のうち前記波形放熱板の各山部と前記第1及び第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間以外の他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1及び第2の溶接トーチがそれぞれ前記第1及び第2の円周継手部の増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1及び第2のセンサを前記第1の円周継手部側及び第2の円周継手部側にそれぞれ設けておき、
前記第1及び第2の溶接トーチは前記第1及び第2の溶接線に倣う動作を行いつつ前記被溶接物の回転方向と同じ方向である第1の方向と、前記被溶接物の回転方向とは反対の方向である第2の方向とに変位し得るように設けておき、
前記第1及び第2のセンサがそれぞれ山部を検出したときに前記第1及び第2の溶接トーチをそれぞれ前記第1の方向に第1の設定速度で変位させることにより前記第1及び第2の円周継手部のそれぞれの増入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記第1及び第2の溶接トーチのそれぞれの前記第1の方向への変位量が設定値に達したときに前記第1及び第2の溶接トーチの移動方向を反転させて前記第1及び第2の溶接トーチを第2の設定速度で前記第2の方向に変位させることにより、前記第1及び第2の円周継手部のそれぞれの減入熱区間を溶接する際の前記第1及び第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くすること、
を特徴とする円筒体と波形放熱板との溶接方法。
【請求項11】
前記第1及び第2の溶接トーチはそれぞれ、前記被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と、該溶接位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記第1及び第2のセンサは、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と、該山部検出位置から離れた位置に設定された退避位置との間を変位し得るように設けておき、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させたときに、前記被溶接物回転装置と各溶接トーチの間及び前記被溶接物回転装置と各センサとの間に、前記被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とを設定しておき、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させた状態で前記被溶接物回転装置に保持させた第1及び第2の円筒体の端部外周に前記波形放熱板を巻き付けて、溶接の対象とする前記被溶接物を構成する工程を行った後に該被溶接物の円周継手部の溶接を開始すること、
を特徴とする請求項9または10に記載の円筒体と波形放熱板との溶接方法。
【請求項12】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して前記第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、前記第1の円周継手部に沿う第1の溶接線を検知して前記第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、前記第2の円周継手部に沿う第2の溶接線を検知して前記第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、前記被溶接物を回転させながら前記第1及び第2の溶接トーチにより前記第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置であって、
前記第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、
前記第2の溶接トーチを保持して、前記第2の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、
前記第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、
前記第1の円周継手部の各部のうち前記波形放熱板の各山部と前記第1の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、
前記第2の円周継手部の各部のうち前記波形放熱板の各山部と前記第2の円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、
前記第1のセンサが山部を検出したときに設定時間が経過するまでの間前記第1のスライダを第1の設定速度で前記前進方向に変位させることにより前記第1の円周継手部の増入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第1のスライダの移動方向を反転させて前記第1のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第1の円周継手部の減入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、
前記第2のセンサが山部を検出したときに設定時間が経過するまでの間前記第2のスライダを第1の設定速度で前記前進方向に変位させることにより前記第2の円周継手部の増入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、前記設定時間が経過したときに前記第2のスライダの移動方向を反転させて前記第2のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第2の円周継手部の減入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項13】
山部と谷部とが交互に並ぶように波付け成形された波形放熱板を、中心軸線を一致させた状態で並べて配置された第1及び第2の円筒体間に跨って配置して、該波形放熱板を前記第1及び第2の円筒体の隣り合う端部の外周に巻き付けて構成した被溶接物を保持して前記第1及び第2の円筒体の中心軸線の回りに回転させる被溶接物回転装置と、前記第1の円筒体と前記波形放熱板との突き合わせ部に形成された第1の円周継手部及び前記第2の円筒体と前記波形放熱板との突き合わせ部に形成された第2の円周継手部に対してそれぞれ設けられた第1及び第2の溶接トーチと、前記第1の円周継手部に沿う第1の溶接線を検知して前記第1の溶接トーチを該第1の溶接線に倣わせる第1の倣い装置と、前記第2の円周継手部に沿う第2の溶接線を検知して前記第2の溶接トーチを該第2の溶接線に倣わせる第2の倣い装置とを備えて、前記被溶接物を回転させながら前記第1及び第2の溶接トーチにより前記第1及び第2の円周継手部をそれぞれ溶接する円筒体と波形放熱板との溶接装置であって、
前記第1の溶接トーチを保持して、前記第1の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第1のスライダと、
前記第2の溶接トーチを保持して、前記第2の溶接線の接線方向に沿って前記被溶接物の回転方向の前方側に向う方向である前進方向と前記被溶接物の回転方向の後方側に向う方向である後退方向とにスライド変位する第2のスライダと、
前記第1及び第2のスライダのそれぞれを前記前進方向と後退方向とに駆動する第1及び第2のスライダ駆動機構と、
前記第1の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第1の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第1のセンサと、
前記第2の円周継手部の各部のうち前記波形放熱板の各山部と前記円筒体との突き合わせ部を含む区間であって溶接金属の余盛量を他の区間よりも厚くする必要がある一定の区間及び該一定の区間を除く他の区間をそれぞれ増入熱区間及び減入熱区間として、前記第2の溶接トーチが前記増入熱区間の溶接を開始する直前のタイミングで該増入熱区間に存在する前記波形放熱板の山部を検出する第2のセンサと、
前記第1のセンサが山部を検出したときに前記第1のスライダを第1の設定速度で前進方向に変位させることにより第1の円周継手部の増入熱区間を溶接する際の前記第1の溶接トーチの被溶接物に対する相対移動速度を被溶接物の周速度よりも遅くし、第1のスライダの前進方向への変位量が設定値に達したときに前記第1のスライダの移動方向を反転させて前記第1のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第1の円周継手部の減入熱区間を溶接する際の前記第1の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第1のスライダ駆動機構を制御する第1のスライダ駆動制御装置と、
前記第2のセンサが山部を検出したときに前記第2のスライダを第1の設定速度で前記前進方向に変位させることにより前記第2の円周継手部の増入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも遅くし、第2のスライダの前進方向への変位量が設定値に達したときに前記第2のスライダの移動方向を反転させて前記第2のスライダを第2の設定速度で前記後退方向に変位させることにより、前記第2の円周継手部の減入熱区間を溶接する際の前記第2の溶接トーチの前記被溶接物に対する相対移動速度を前記被溶接物の周速度よりも速くするように前記第2のスライダ駆動機構を制御する第2のスライダ駆動制御装置と、
を具備したことを特徴とする円筒体と波形放熱板との溶接装置。
【請求項14】
前記第1及び第2の溶接トーチをそれぞれ、前記被溶接物回転装置に保持された被溶接物の第1及び第2の円周継手部の溶接を行う際の位置である溶接位置と該溶接位置から離れた位置に設定された退避位置とに変位させる第1及び第2の溶接トーチ移動機構と、
前記第1及び第2のセンサをそれぞれ、前記被溶接物回転装置に保持された被溶接物に接近した位置に設定された山部検出位置と該山部検出位置から離れた位置に設定された退避位置とに変位させる第1及び第2のセンサ移動機構と、
を更に備え、
前記第1及び第2の溶接トーチをそれぞれの退避位置に位置させ、前記第1及び第2のセンサをそれぞれの退避位置に位置させたときに、前記被溶接物回転装置と各溶接トーチの間及び前記被溶接物回転装置と各センサとの間に、前記被溶接物回転装置に保持させた第1及び第2の円筒体の外周に前記波形放熱板を巻き付けて溶接の対象とする被溶接物を構成する作業を許容するためのスペースが形成されるように、前記第1及び第2の溶接トーチの退避位置と第1及び第2のセンサの退避位置とが設定されていること、
を特徴とする請求項12または13に記載の円筒体と波形放熱板との溶接装置。
【図1】


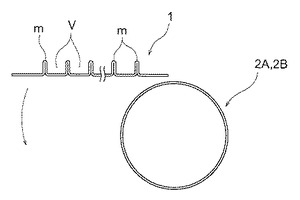
【図2】
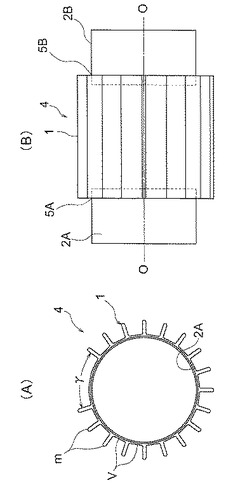
【図3】

【図4】
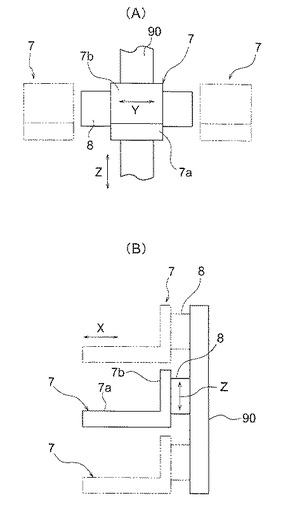
【図5】
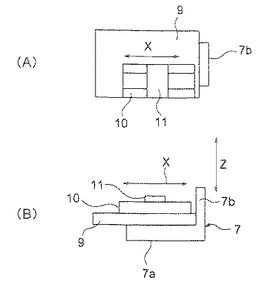
【図6】

【図7】
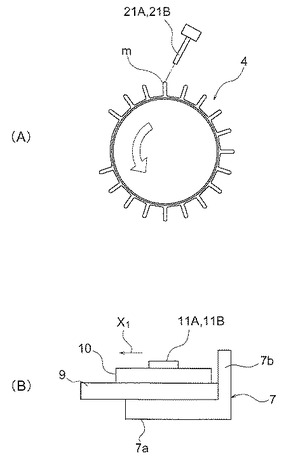
【図8】
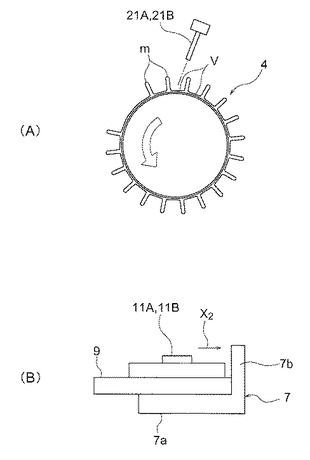
【図9】
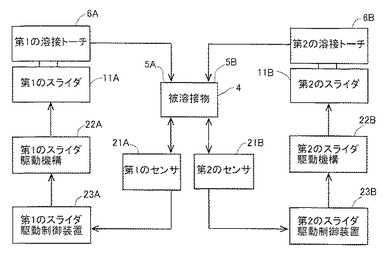
【図10】
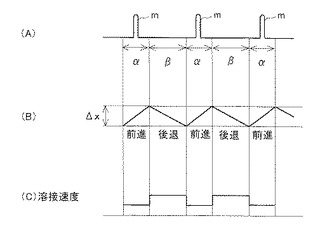
【図11】

【図12】

【図13】
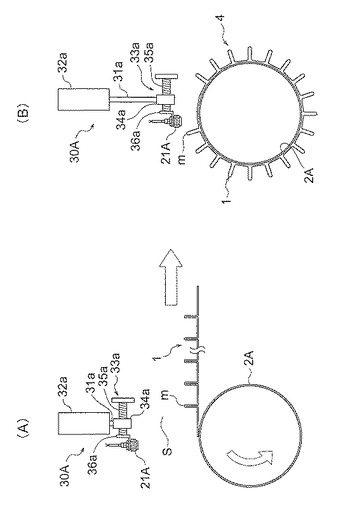
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−92997(P2011−92997A)
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願番号】特願2010−217509(P2010−217509)
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成23年5月12日(2011.5.12)
【国際特許分類】
【出願日】平成22年9月28日(2010.9.28)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]