
円筒捲回型電池
【課題】充放電により捲回体内に生じる電極の膨張・収縮変形を、捲回体外に逃がして発生する応力集中を緩和し、電極の劣化を防止して寿命の長い捲回式二次電池を提供する。
【解決手段】正極合剤層を有する正極と、負極合剤層を有する負極と、正極および負極の間に形成されたセパレータと、を有する電極群と、電極群を収納する電池缶と、を有する円筒捲回式電池であって、電極群を構成する正極、および、負極、および、セパレータは、捲回されており、電極群の捲回軸方向において、電極群が複数個、電池缶内に収納され、各々の電極群には、最下部の電極群および最上部の電極群が含まれ、各々の電極群の間に絶縁板が挿入されている円筒捲回型電池。
【解決手段】正極合剤層を有する正極と、負極合剤層を有する負極と、正極および負極の間に形成されたセパレータと、を有する電極群と、電極群を収納する電池缶と、を有する円筒捲回式電池であって、電極群を構成する正極、および、負極、および、セパレータは、捲回されており、電極群の捲回軸方向において、電極群が複数個、電池缶内に収納され、各々の電極群には、最下部の電極群および最上部の電極群が含まれ、各々の電極群の間に絶縁板が挿入されている円筒捲回型電池。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒捲回型電池に関する。
【背景技術】
【0002】
二次電池の中でもエネルギー密度が高く自己放電が少ない等の利点を有するリチウムイオン電池は、各種携帯用機器の電源、産業用や民生用機器の電源、車載用電源や電力貯蔵用電源など、その利用範囲が拡大されつつある。
【0003】
リチウムイオン電池の充放電部分の構造は、通常、正極と負極の間にセパレータを挟んで、極材とセパレータを積層状に配置した積層式と、渦巻状に捲回した捲回式が用いられる。捲回式の電池は、高容量化や高出力化を図るため、小さな容積に有効電極面積が広く得られるようにしたものである。
【0004】
一般にリチウムイオン電池の負極活物質としては、難黒鉛化性炭素や黒鉛等の炭素材料が用いられるが、最近、ある種の金属がリチウムと電気化学的に合金化して、これが可逆的に生成・分解することを応用した合金負極材料や、サイクル特性を改善する手法として、スズやケイ素を合金化して膨張を抑制する試みが特許文献1で紹介されている。これら負極材料の多くは、リチウムイオンの吸脱着によって膨張・収縮が大きいことが知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−262777号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような負極材料を用いて電極を作製し電池を形成した場合、充放電時に負極活物質が膨張収縮し、それに伴って捲回体内に不均一な応力分布が発生し、電極が圧迫されて電解液が排出されたり、集電体から負極合剤の剥離が生じたり、負極合剤にひび割れが生じて劣化するという問題があった。また、電池の高出力化に伴い、何らかの原因で内部短絡等が生じた場合、大電流が流れて損傷規模を拡大する可能性があった。
【0007】
これらの問題を解決するため、特許文献1では、扁平状の断面を有する捲回体において、正極が捲回方向に分割され、互いに絶縁された複数の部材で構成することにより異常の短絡反応が分割でき、かつ充放電に伴う膨張収縮による捲回体内部の応力を緩和することが開示されている。
【0008】
しかしながら、この方式では、応力緩和策に関し、捲回体の捲回方向および扁平断面形状の捲回体の応力緩和に対しては有効であるが、断面が円形状の捲回体や軸方向に長い捲回体の場合、応力緩和効果が小さい可能性がある。実際、充放電によって劣化した電池を解体して電極の損傷部位を調べた結果、リチウムイオンの吸脱着によって膨張・収縮が大きい負極合剤層が圧縮作用で電解液の排出や、合剤層にひび割れが生じて活物質の孤立化が起こり劣化していること、その劣化部位が円筒型捲回体の軸方向の中央部分に集中し、上端および下端部位が健全であることから、捲回体軸方向の中央部分に応力集中が生じていることを突き止めた。
【0009】
本発明が解決しようとする課題は、円筒型捲回体において、充放電時に捲回体内に発生する軸方向の応力を緩和して電池の寿命を長寿命化するとともに何らかの原因で内部短絡が生じても外部損傷をできるだけ小さくすることにある。
【課題を解決するための手段】
【0010】
上記課題を解決するための本発明の特徴は以下の通りである。
(1)正極合剤層を有する正極と、負極合剤層を有する負極と、正極および負極の間に形成されたセパレータと、を有する電極群と、電極群を収納する電池缶と、を有する円筒捲回式電池であって、電極群を構成する正極、負極、およびセパレータは、捲回されており、電極群の捲回軸方向において、電極群が複数個、電池缶内に収納され、複数個の電極群には、最下部の電極群および最上部の電極群が含まれ、複数個の電極群の各々の間に絶縁板が挿入されている円筒捲回型電池。
(2)上記において、電極群の捲回軸方向において、電池缶の上部に電池蓋が設けられ、複数個の電極群の各々に正極リードおよび負極リードが形成され、複数個の電極群の各々は正極リードで接続され、複数個の電極群の各々は負極リードで接続され、電極群の捲回軸方向において、最下部の電極群の負極リードが電池缶に接続され、電極群の捲回軸方向において、最上部の電極群の正極リードが電池蓋部に接続される円筒捲回型電池。
(3)上記において、電極群の捲回軸方向において、電極群の長さが電極群の直径以下である円筒捲回型電池。
(4)上記において、絶縁板の直径は、電極群の外径以上、電池缶の内径以下である円筒捲回型電池。
(5)上記において、電極群の捲回軸方向において、最下部の電極群および電池缶の間に最下部の絶縁板が挿入され、最下段の絶縁板に穴が設けられ、最下部の電極群における負極リードが、最下部の絶縁板の穴が存在する方向に折り曲げられている円筒捲回型電池。
(6)上記において、正極リードまたは負極リードの一方に、フューズまたはPTCサーミスタが組み込まれている円筒捲回型電池。
(7)上記において、電極群の捲回軸方向において、複数個の電極群の各々の間に、正極集電体および負極集電体が形成され、正極集電体には正極合剤層が未塗工であり、負極集電体には負極合剤層が未塗工であり、正極集電体において正極合剤層が未塗工の部分、または、負極集電体において負極合剤層が未塗工の部分に曲率が設けられている円筒捲回型電池。
【発明の効果】
【0011】
本発明によれば、充放電で生じる捲回体内部の不均一な応力分布を緩和できるため、サイクル寿命を長寿命化できる効果が得られる。また、上記した以外の課題、構成及び効果は以下の実施形態の説明により明らかにされる。
【図面の簡単な説明】
【0012】
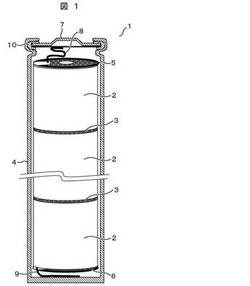
【図1】円筒型リチウムイオン二次電池の長手方向断面図。
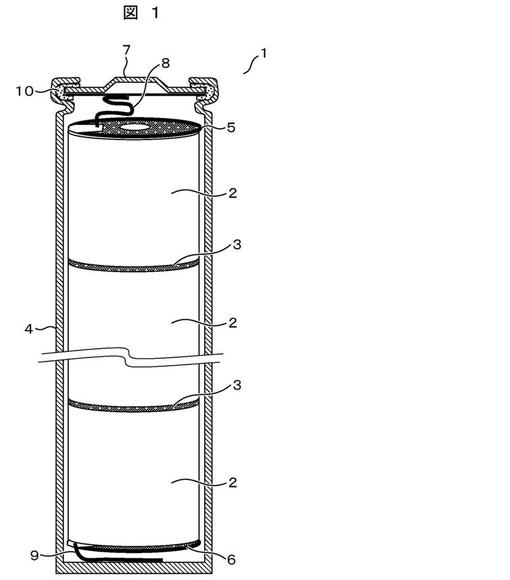
【図2】図1の最上部に設置する電極群の外観図。
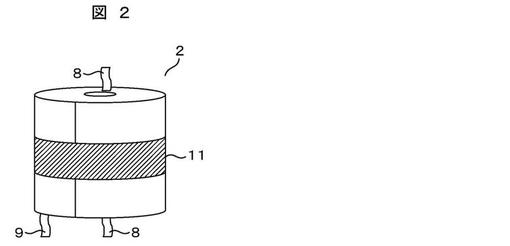
【図3】図1の中間部分に設置する電極群の外観図。
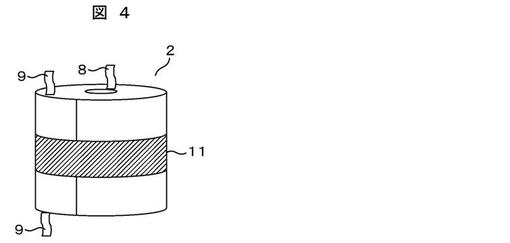
【図4】図1の最下部に設置する電極群の外観図。
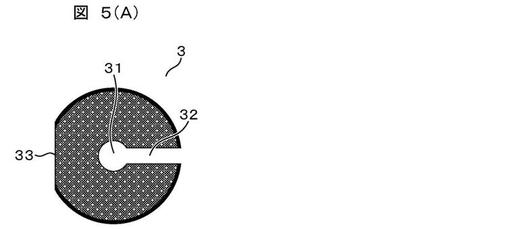
【図5(A)】電極群の上下端面に設置する絶縁板の形状を示す図。
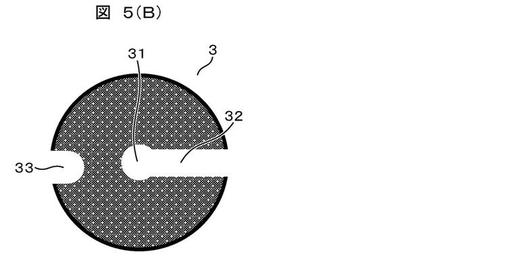
【図5(B)】電極群の上下端面に設置する絶縁板の形状を示す図。
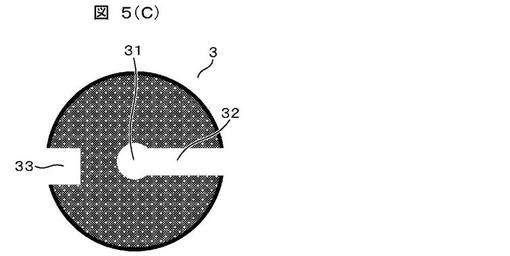
【図5(C)】電極群の上下端面に設置する絶縁板の形状を示す図。
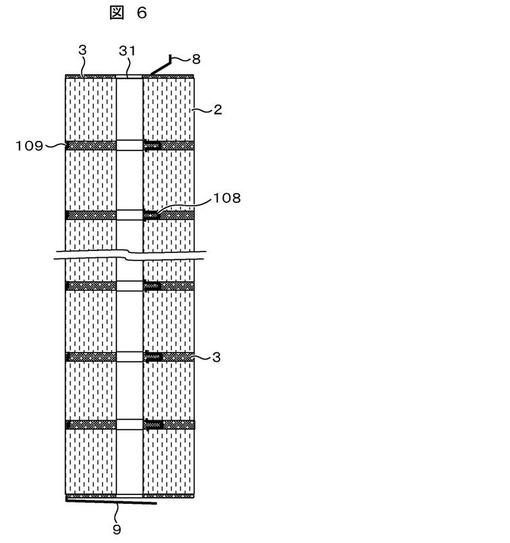
【図6】複数の電極群を接続した縦断面形状の一例を示す図。
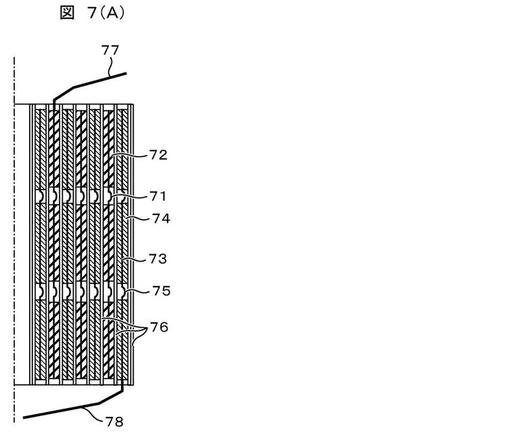
【図7(A)】複数の電極群を接続した縦断面形状の他の実施例を示す図。
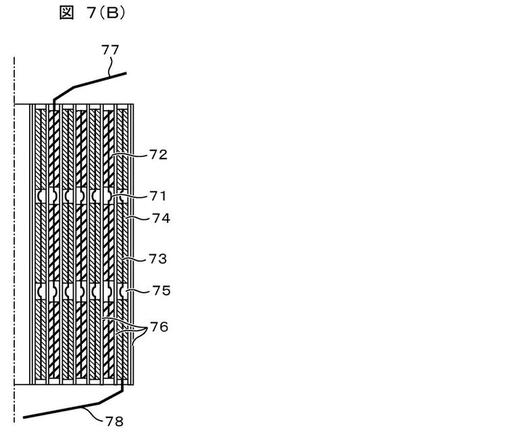
【図7(B)】複数の電極群を接続した縦断面形状の他の実施例を示す図。
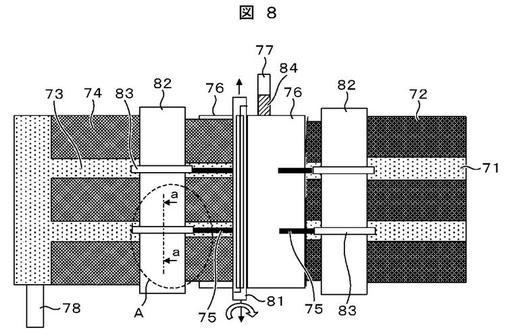
【図8】図7の電極構成と捲回方法を示す簡略図。
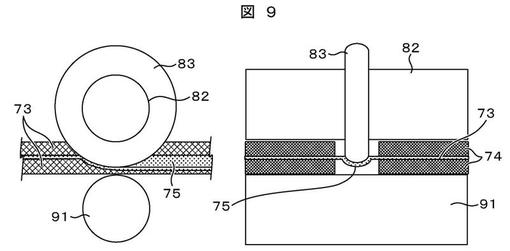
【図9】図8のA部a−a断面拡大図。
【発明を実施するための形態】
【0013】
以下、図面等を用いて、本発明の実施形態について説明する。以下の説明は本発明の内容の具体例を示すものであり、本発明がこれらの説明に限定されるものではなく、本明細書に開示される技術的思想の範囲内において当業者による様々な変更および修正が可能である。また、本発明を説明するための全図において、同一の機能を有するものは、同一の符号を付け、その繰り返しの説明は省略する場合がある。
【0014】
本発明の一実施形態としては、電池を高容量化、高出力化するため円筒状に捲回された電極群の、特に軸方向に生じる応力分布を緩和することにある。具体的には長さの長い軸方向の電極群に電池反応を起こさない領域を設け、この領域を利用して電池反応部で生じる軸方向の伸びを吸収させて発生応力を緩和することにある。ここで、電池反応を起こさない領域を設けるには、(1)軸方向に短尺電極群を製作し、それらの正極同士および負極同士を導電リードで複数個接続する方法、(2)あるいは活物質合剤を軸方向に分割塗工した正極および負極を用い、セパレータを介して正極と負極とが互いに対向するように捲回した電極群とする方法で達成できる。
【0015】
図1は、円筒型リチウムイオン二次電池の長手方向断面図である。電極群の軸方向に電池反応を起こさない領域を設ける(1)の方法として、図1の縦断面図に示すように本実施形態の円筒型リチウムイオン電池1は、正極と負極とがセパレータを介して対向するように捲回された短尺の電極群2が、電気絶縁板3を挟んで電池缶4内に分離した構成で複数個設置されたものである。最下部の電極群2の負極リード9は、下絶縁板6を挟んで電池缶4の底に、最上部の正極リード8は上絶縁板5を挟んで電池蓋7に溶接され、電解液を注入した後、電池蓋7がガスケット10を介して電池缶4の上部でかしめられている。
なお、正極活物質および負極活物質として、リチウムイオンを吸蔵、放出して膨張・収縮を繰り返すもの以外に、マグネシウムイオンやナトリウムイオンを吸蔵、放出して膨張・収縮を繰り返すものを用いても良い。
【0016】
負極は、負極集電体上に負極合剤層が形成されて構成される。負極合剤層は、負極活物質、任意の導電剤及びバインダで構成される。
【0017】
負極活物質には、リチウムイオンを電気化学的に吸蔵・放出可能な黒鉛や非晶質炭素を利用可能であるが、リチウムイオンの吸蔵・放出が可能であれば種類や材料に制限はない。使用する負極活物質は、一般に粉末状態で使用されることが多いので、バインダを混合して粉末同士を結合させると同時に、この負極活物質からなる層を合剤層として負極集電体へ接着させている。
【0018】
導電助剤は、導電性を有し、実質的にリチウムイオンを吸蔵しないが、コークス、カーボンブラック、アセチレンブラック、カーボンファイバー、ケチェンブラック、カーボンナノチューブ、メソカーボンマイクロビーズ、気相成長炭素繊維等の炭素材料を用いてもよい。
【0019】
バインダには、ポリフッ化ビニリデン(PVDF)の他に、ポリテトラフルオロエチレン等のフッ素系ポリマー、スチレンブタジエンゴム(SBR)、アクリロニトリルゴムなどを用いてもよい。負極の還元電位で分解せず、非水電解質あるいはそれを溶解させる溶媒と反応しなければ、上で列挙されていない他のバインダを用いてもよい。負極スラリを調製する際に用いる溶媒には、バインダに適応した公知のものを用いてもよい。例えば、SBRの場合は水等、PVDFの場合はアセトン、トルエン等、公知の溶媒を用いることができる。
【0020】
負極集電体は、リチウムと合金化しにくい材質であることが条件であり、銅、ニッケル、チタンなど、あるいはこれらの合金からなる金属箔がある。特に、銅箔が多用されている。
【0021】
負極は、負極活物質、導電剤、バインダ、及び有機溶媒を混合した負極スラリを、ドクターブレード法などによって負極集電体へ付着させた後、加熱して有機溶媒を乾燥させ、ロールプレスによって加圧成形することにより、作製することができる。負極合剤層は、負極スラリの有機溶媒を乾燥させることにより、負極集電体上に作製される。
【0022】
正極は、正極集電体上に正極合剤層が形成されて構成される。正極合剤層8bは、正極活物質、任意の導電剤及びバインダで構成される。
【0023】
正極活物質は、リチウムを含有する酸化物からなる。リチウムを含有する酸化物としては、例えば、LiCoO2、LiNiO2、LiMn1/3Ni1/3Co1/3O1/3、LiMn0.4Ni0.4Co0.2O2のような層状構造を有する酸化物、LiMn2O4やLi1+xMn2-xO4のようなスピネル構造を有するリチウムマンガン複合酸化物、または、これらの酸化物においてMnの一部をAlやMg等の他の元素で置換したものを用いることができる。
【0024】
正極活物質は一般に高抵抗であるため、導電剤として炭素粉末を混合することにより、正極活物質の電気伝導性を補っている。正極活物質と導電剤はともに粉末であるため、バインダを混合して粉末同士を結合させると同時に、この粉末層を正極合剤層として正極集電体へ接着させている。導電剤には、天然黒鉛、人造黒鉛、コークス、カーボンブラック、または非晶質炭素などを使用することが可能である。導電剤の平均粒径を正極活物質粉末の平均粒径よりも小さくすると、導電剤が正極活物質粒子表面に付着しやすくなり、少量の導電剤によって正極の電気抵抗が減少する場合が多い。したがって、導電剤の材料は、正極活物質の平均粒径に応じて選択すれば良い。
【0025】
正極集電体は、電解液に溶解しにくい材質であれば良く、アルミニウム箔が多用されている。
【0026】
正極は、正極活物質、導電剤、バインダ、及び有機溶媒を混合した正極スラリを、ブレードを用いて正極集電体へ塗布する方法、すなわちドクターブレード法により作製することができる。正極集電体へ塗布した正極スラリを加熱して有機溶媒を乾燥させ、ロールプレスによって加圧成形する。正極合剤層は、正極スラリの有機溶媒を乾燥させることにより、正極集電体上に作製される。このようにして、正極合剤層と正極集電体とが密着した正極を作製することができる。
【0027】
電極群2は、軸方向の長さが電極群2のほぼ直径あるいはそれ以下と短尺にしたもので、電極群2同士は、絶縁板3の部分で正極リード8同士および負極リード9同士が接合されている。図1では電極群2の軸方向の長さが略同じになっているが、異なる長さにしてもよい。
【0028】
電極群2の外観を図2から図4に示す。図2は、図1の最上部に設置する電極群の外観図である。図3は、図1の中間部分に設置する電極群の外観図である。図4は、図1の最下部に設置する電極群の外観図である。
【0029】
図2の電極群2は正極と負極とがセパレータを介して対向するように捲回され、巻き止めテープ11が施されて仕上げられており、組立時に分割された電極群2の最上部に配置されるものである。正極リード8は、電極群2の最内周部分から電極群2の上面と下面から引き出され、負極リード9は最外周部分の電極群2の下面に引き出されている。
【0030】
一方、図3の電極群2は組立時に中間に配置するもので、正極リード8が電極群2の最内周部分、負極リード9が電極群2の最外周部分の上面と下面の両面から引き出されている。また、図4の電極群2は組立時に最下端に配置するもので、上面に正極リード8と負極リード9、下面から負極リード9のみ引き出されている。
【0031】
図5(A)−図5(C)は、電極群2の上下端面に設置する絶縁板3の形状を示す図である。電極群2を重ねた構成とすることから、電極群2の上下面に電気的な短絡を防止するため、たとえばポリプロピレン、ポリエチレン、ポリイミドあるいはポリエステル製の絶縁板3を挟み込む必要があり、その形状を図5(A)に示す。絶縁板3は円盤状で、中心に穴31が開けられており、かつ正極リード8を取出すための切り込み32および負極リード9を取出すための切り込み33が設けられている。複数の電極群2の絶縁を考慮して、絶縁板3の直径は、電極群2の外径以上、電池缶4の内径以下とすることが好ましい。切り込み32を通して負極リード9を取出し、切り込み33を通して正極リード8を取出してもよいが、円筒形状の電池では一般の電池と同様、電池蓋7側を正極、電池缶4側を負極として接続されているため、切り込み32を通して正極リード8を取出し、切り込み33を通して負極リード9を取出すことが望ましい。中心の穴31は、溶接電極棒を通すための穴である。
【0032】
図5(A)のバリエーションとして、図5(B)や図5(C)のように絶縁板3を形成してもよい。図5(B)や図5(C)では、切り込み33が絶縁板3の中心に向くように形成されている。図5(A)の絶縁板3に比べて、図5(B)や図5(C)の絶縁板3の方が、絶縁面積を確保できる。
【0033】
上記した図2から図5のパーツで、本発明電池の電極群2を構成した例を図6に示す。
図4に示した最下端の電極群2の上に、図3の中間用電極群2を配置して、正極リード8同士の接合(接合部108)および負極リード9同士の接合(接合部109)とし、この接合部分に図5の絶縁板3を挟み込んである。中間用の電極群2の接続数は、電池の出力特性や形状に応じて決定し、最上端に図2の電極群2を配置したものである。図6では、各電極群2の間に挿入された絶縁板3の厚さは略同じであるが、異ならせても良い。
【0034】
本発明の捲回式電池は、電池の充放電によって可逆的にリチウムイオンを吸蔵、放出して膨張・収縮を繰り返す電極群2の軸方向の長さを、電極群2の直径とほぼ同じか、それ以下にすることが好ましい。必要な電池特性を得るには、短尺の捲回体を電極リードにより軸方向に複数個接続することによって容易に達成できる。
【0035】
次に、図7(A)−図7(B)には、複数の電極群2を接続した縦断面形状の他の実施例を示す。電極群の軸方向に電池反応を起こさない領域を設ける(2)の方法として、活物質合剤を軸方向に分割塗工した正極合剤塗工部72および負極合剤塗工部74を用い、セパレータ76を介して正極合剤塗工部72と負極合剤塗工部74とが互いに対向するように捲回された電極群2の部分断面図である。
【0036】
この図では、充放電で膨張・収縮の大きな負極合剤塗工部74側において、隣接する負極合剤塗工部74と負極合剤塗工部74の間に設けた負極合剤の塗っていない部分の負極集電体73に曲率75を設け、この曲率75が容易に変形することによって電池反応部(活物質合剤の塗工部)で生じる軸方向への膨張・収縮挙動を吸収できるようにしたものである。図7(A)では、正極合剤塗工部72側においても、隣接する正極合剤塗工部72と正極合剤塗工部72の間に設けた負極合剤の塗っていない部分の正極集電体71に曲率75を設けてある。曲率75は、正極集電体71および負極集電体73のいずれか一方または両方に形成されていてもよい。曲率75が、正極集電体71および負極集電体73の両方に形成される場合、図7(A)のように同じ方向に曲率75を形成してもよいし、図7(B)のように異なる方向に曲率75を形成してもよい。図7(A)のように同一方向に曲率75を形成した方が、図7(B)に比べて変形しても絶縁距離を保ち易い。
【0037】
この電極合剤未塗工部に設ける曲率75の形状、大きさや段数は、正極合剤塗工部72および負極合剤塗工部74における活物質合剤の充放電による膨張・収縮量や、分割する電極群の軸方向長さによって選定する必要があり、かつ膨張量を吸収した際、セパレータ76に過渡な影響を及ぼさない範囲で変形できるような寸法形状とする必要がある。
【0038】
本発明による捲回式二次電池の用途は、特に限定されない。例えば、パーソナルコンピュータ、ワープロ、コードレス電話子機、電子ブックプレーヤ、携帯電話、自動車電話、ハンディターミナル、トランシーバ、携帯無線機等の携帯情報通信機器の電源として使用することができる。また、携帯コピー機、電子手帳、電卓、液晶テレビ、ラジオ、テープレコーダ、ヘッドホンステレオ、ポータブルCDプレーヤ、ビデオムービー、電気シェーバー、電子翻訳機、音声入力機器、メモリーカード等の各種携帯機器の電源として使用できる。その他、冷蔵庫、エアコン、テレビ、ステレオ、温水器、オーブン電子レンジ、食器洗い機、乾燥機、洗濯機、照明器具、玩具等の家庭用電気機器として使用できる。また、家庭用、業務用を問わずに、電動工具や介護用機器(電動式車いす、電動式ベッド、電動式入浴設備など)の用電池としても利用可能である。さらに、産業用途として、医療機器、建設機械、電力貯蔵システム、エレベータ、無人移動車両などの電源として、さらには電気自動車、ハイブリッド電気自動車、プラグインハイブリッド電気自動車、ゴルフカート、ターレット車などの移動体用電源として、本発明を適用することができる。さらには、太陽電池や燃料電池から発生させた電力を本発明の電池モジュールに充電し、宇宙ステーション、宇宙船、宇宙基地などの地上以外で利用可能な蓄電システムとして用いることも可能である。
【実施例1】
【0039】
実施例1は、直径約16mmで長さ約65mmのいわゆる円筒18650型リチウムイオン電池に適用したもので、上記した図1から図6を用い、以下に具体的に説明する。
【0040】
図2から図4で示した電極群2の正極には、厚み15μmのアルミニウム箔集電体に、正極活物質としてリチウム遷移金属複合酸化物を含む正極合剤をほぼ均等に塗工し、これを幅17mm、長さ約750mmの帯状に切断した。一方、負極には、厚み10μmの銅箔集電体に、負極活物質としてリチウムイオンを可逆的に吸蔵、放出可能な黒鉛等からなる炭素粉末材料を含む負極合剤をほぼ均等に塗工し、これを幅18mm、長さ約800mmの帯状に切断した。これら帯状にした正極および負極には、捲回後に図2から図4に示した所定の位置に導電リード(正極リード8、負極リード9)が来るよう、電極端部の電極合剤を塗っていない集電体に電流を流すための導電リードを超音波溶接機で取り付けた。
【0041】
また、セパレータには、ポリエチレン製の微多孔性で、厚さが15〜50μm程度の範囲から30μmのもの、捲回時に電極がはみ出さないように負極の幅よりさらに大きなものを選定した。セパレータとしては、ポリエチレン以外にポリプロピレンなどのポリオレフィン、ポリアミド、ポリアミドイミドなどを用いてもよい。
【0042】
これら部材の捲回操作には、直径約4mmで半割れ構造の捲回軸が備えられている捲回装置を使用した。それぞれの電極群2は、ロール状に巻かれた2本のセパレータを引きだし捲回軸の半割れ部分に挟み込んで捲回軸を数回回転させて巻取り、セパレータとセパレータの間に正極および負極を挿入して捲回した。正極、負極およびセパレータには、捲回軸の回転方向と反対方向に所定の張力が加えられ、捲回中の巻きずれや緩み発生を防止した。正極および負極を巻き終えた後、さらにセパレータを数回巻いて切断し、端部を保護テープで止めて電極群2を作製した。
【0043】
作製した電極群2は、図6に示したように軸方向に3個接続して、1個の電池用電極に仕上げた。ここで、電極群2同士の接合は、最初に電極群2の内側となる正極リード8同士を抵抗溶接機で接合し(接合部108)、接合後に折り畳んだ。負極リード9は電極群2の外側に取出し、電極群2間に絶縁板3を挿入した後、抵抗溶接機で接合し(接合部109)上向きに折り曲げた。最下端の負極リード9は、電極群2の中心の穴31を覆うように内向きに折り曲げ、電極群2との間に絶縁板3を挟んで電気絶縁処理を強化した。
【0044】
3個の電極群2を接続して作製した18650型電池用電極は、図1に示したように負極側を下に、正極側を上にして上下に絶縁板3を取り付け、表面がニッケルメッキされた電池缶4内に収納した。電極群2の中央の穴を利用して溶接抵抗機の電極棒を挿入し、電池缶4の缶底に負極リード9を溶接した。次に、電池缶4の上部に電池蓋7を取り付けるための溝を付け、その溝の上側にガスケット10を入れた後、正極リード8と電池蓋7を溶接した。ここまで組立てたものを真空乾燥機に入れ、60℃の真空雰囲気で約16時間保持し、電極群2や電池缶4に付着している水分を除去した。
【0045】
次に、アルゴンガス雰囲気のグローブボックス内に移し、所定量の電解液を注入した。
電解液には、エチレンカーボネート、ジメチルカーボネート、エチルメチルカーボネート等の混合溶媒中に六フッ化燐酸リチウムを1mol/Lの濃度で溶解したものを用いた。
電解液を注入後、電池缶4上部のガスケット10に電池蓋7を軽く入れ、かしめ機に装着して電池缶4をかしめて密封した。
【0046】
電極が軸方向に分割された本発明の電池は、分割しない電池と比較して長さが短くなった分電池容量が数%低下した。しかし、軸方向に分割した短尺電極の採用により電池のサイクル寿命は大幅に改善された。これは、軸方向に分割しない長尺電極と比べると、充放電時に発生する軸方向の電極膨張・収縮を可能とし、応力集中が緩和されたためと考える。
【0047】
なお、本実施例では、円筒18650型リチウムイオン電池を取り上げたが、これに限定されるものでは無く、電極群2の接続個数を増して出力増大や、大型の円筒捲回式リチウム電池にも適用可能である。捲回方向に平行部がある角型捲回式電池では、軸方向中央部が膨張しても、この部分が内側あるいは外側に変形して応力が緩和されるのに対して、円筒型捲回式電池では、変形個所がないため、円筒型捲回式電池への本発明の適用が有効となる。
【0048】
さらに円筒缶内の軸方向に設置した複数の短尺の電極群2を接続する正極リード8あるいは負極リード9に、一部の電極群2で何らかの原因によって内部短絡等が生じた場合を想定し、所定の過電流に達すると溶損して電流を遮断するフューズの適用や、温度が上昇すると抵抗が上昇して流れる電流を制限するPTC(Positive Temperature Coefficient)サーミスタが内部短絡場所に近いところに設置可能で、早期に異常電流を検出して電流遮断が可能となり、より安全性を充実させることが可能となる。
【実施例2】
【0049】
以下、図7から図9を用いて本発明の第2の実施例を示す。実施例1と同様に、円筒18650型リチウムイオン電池に適用した。
【0050】
図8は、図7の電極構成と捲回方法を示す簡略図である。図9は、図8のA部a−a断面拡大図である。正極と負極の活物質合剤の塗工パターンおよび電極群に仕上げるための捲回方法を図8により説明する。
【0051】
図8は、捲回装置(図示せず)の捲回部分を真上から見た図で、半割れの捲回軸81の半割れ部分に左右2枚のセパレータ76を挟み込み、このセパレータ76とセパレータ76の間に正極および負極を挿入して巻始める直前の状態を示す。図8において、セパレータ76は電極群2の軸方向に分割されていない。
【0052】
正極は、厚み15μmのアルミニウム箔である正極集電体71の両面に、正極活物質であるリチウム遷移金属複合酸化物を含む正極合剤塗工部72を3段の帯状に塗工したもので、間に正極合剤未塗工部があり縞状の塗工パターンとなっている。正極合剤塗工部72の1段当りの塗工幅は、捲回体に仕上げた時の直径とほぼ同じ約17mmとした。また、隣接する正極合剤塗工部72と正極合剤塗工部72との間の正極合剤未塗工部の幅は、この後示す負極活物質合剤の塗工幅と未塗工幅との相対的な位置関係から約4mmとした。正極の捲回方向の長さは、約750mmとした。また、正極の巻始め部分には、正極合剤の未塗工部を設け、この部分に正極導電リード77を溶接し、その上に保護テープ84を貼り付けて一部を絶縁した。
【0053】
一方、負極は厚み10μmの銅箔である負極集電体73の両面に、負極活物質としてリチウムイオンを可逆的に吸蔵、放出可能な黒鉛等からなる炭素粉末材料を含む負極合剤塗工部74が3段の帯状に塗工され、隣接する負極合剤塗工部74と負極合剤塗工部74との間の負極合剤未塗工部との間で縞状の塗工パターンとなっている。負極合剤塗工部74の1段当りの塗工幅は、約18mmとした。また、負極合剤塗工部74と負極合剤塗工部74との間に設ける合剤を塗らない未塗工部の幅は、約3mmとした。負極の捲回方向の長さは、約800mmとした。また、負極の巻終り部分には、負極合剤の未塗工部を設け、この部分に負極導電リード78を溶接した。
【0054】
これら正極と負極は、捲回軸81に巻き取られる前に曲率加工用ロールに通し、電極の未塗工部に曲率75を加工した。曲率加工用ロールのa−a断面部分拡大図を図9に示す。曲率加工用の上ロール82は、電極を下から支える下ロール91と、ロール表面に所定の曲率を加工するための凸部83が設けられた上ロール82で構成した。上ロール82の凸部83の曲率は、半楕円状とし長軸側の半径を2mm、短軸側の半径を0.2mmとした。
捲回装置の正極側と負極側に、この上ロール82と下ロール91を設置し、その間に電極を通すことにより、正極および負極の未塗工部分に変位吸収用の曲率75を形成させながら捲回軸81を回転させて捲回した。電極を巻取り、さらにセパレータ76を巻いて作製した電極群の終端をテープ止めし、捲回軸81の半割れ部分を上下の矢印方向に抜き取って電極群2とした。この電極群2を電池缶4内に挿入し、負極リード9を電池缶4の底に、正極リード8を電池蓋7に溶接し、電解液を注入して蓋をして電池化した。
【0055】
得られた電池は、電極合剤塗工部を分割しない電池と比較して電池反応部の長さが短くなった分、電池容量が数%低下した。しかし、円筒捲回式電極の軸断面方向に電極合剤の未塗工部分を設け、その部分に曲率を設けたことにより、電池のサイクル寿命は大幅に改善された。これは軸方向に分割しない長尺電極と比べると、充放電時に発生する軸方向の電極膨張・収縮の変位を、この曲率部分で吸収し、応力集中が緩和されたためと考える。
【0056】
実施例に示した膨張・収縮量を吸収するための曲率は、負極に黒鉛を用いることを想定したものであるが、膨張量の大きな合金化負極材料等を用いる場合には、その膨張量に応じた大きな曲率や段数を増すことによって対応が可能である。
【符号の説明】
【0057】
1 円筒型リチウムイオン電池
2 電極群
3 絶縁板
4 電池缶
5 上絶縁板
6 下絶縁板
7 電池蓋
8 正極リード
9 負極リード
10 ガスケット
11 巻き止めテープ
71 正極集電体
72 正極合剤塗工部
73 負極集電体
74 負極合剤塗工部
75 曲率
76 セパレータ
81 捲回軸
82 上ロール
83 凸部
91 下ロール
【技術分野】
【0001】
本発明は、円筒捲回型電池に関する。
【背景技術】
【0002】
二次電池の中でもエネルギー密度が高く自己放電が少ない等の利点を有するリチウムイオン電池は、各種携帯用機器の電源、産業用や民生用機器の電源、車載用電源や電力貯蔵用電源など、その利用範囲が拡大されつつある。
【0003】
リチウムイオン電池の充放電部分の構造は、通常、正極と負極の間にセパレータを挟んで、極材とセパレータを積層状に配置した積層式と、渦巻状に捲回した捲回式が用いられる。捲回式の電池は、高容量化や高出力化を図るため、小さな容積に有効電極面積が広く得られるようにしたものである。
【0004】
一般にリチウムイオン電池の負極活物質としては、難黒鉛化性炭素や黒鉛等の炭素材料が用いられるが、最近、ある種の金属がリチウムと電気化学的に合金化して、これが可逆的に生成・分解することを応用した合金負極材料や、サイクル特性を改善する手法として、スズやケイ素を合金化して膨張を抑制する試みが特許文献1で紹介されている。これら負極材料の多くは、リチウムイオンの吸脱着によって膨張・収縮が大きいことが知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−262777号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような負極材料を用いて電極を作製し電池を形成した場合、充放電時に負極活物質が膨張収縮し、それに伴って捲回体内に不均一な応力分布が発生し、電極が圧迫されて電解液が排出されたり、集電体から負極合剤の剥離が生じたり、負極合剤にひび割れが生じて劣化するという問題があった。また、電池の高出力化に伴い、何らかの原因で内部短絡等が生じた場合、大電流が流れて損傷規模を拡大する可能性があった。
【0007】
これらの問題を解決するため、特許文献1では、扁平状の断面を有する捲回体において、正極が捲回方向に分割され、互いに絶縁された複数の部材で構成することにより異常の短絡反応が分割でき、かつ充放電に伴う膨張収縮による捲回体内部の応力を緩和することが開示されている。
【0008】
しかしながら、この方式では、応力緩和策に関し、捲回体の捲回方向および扁平断面形状の捲回体の応力緩和に対しては有効であるが、断面が円形状の捲回体や軸方向に長い捲回体の場合、応力緩和効果が小さい可能性がある。実際、充放電によって劣化した電池を解体して電極の損傷部位を調べた結果、リチウムイオンの吸脱着によって膨張・収縮が大きい負極合剤層が圧縮作用で電解液の排出や、合剤層にひび割れが生じて活物質の孤立化が起こり劣化していること、その劣化部位が円筒型捲回体の軸方向の中央部分に集中し、上端および下端部位が健全であることから、捲回体軸方向の中央部分に応力集中が生じていることを突き止めた。
【0009】
本発明が解決しようとする課題は、円筒型捲回体において、充放電時に捲回体内に発生する軸方向の応力を緩和して電池の寿命を長寿命化するとともに何らかの原因で内部短絡が生じても外部損傷をできるだけ小さくすることにある。
【課題を解決するための手段】
【0010】
上記課題を解決するための本発明の特徴は以下の通りである。
(1)正極合剤層を有する正極と、負極合剤層を有する負極と、正極および負極の間に形成されたセパレータと、を有する電極群と、電極群を収納する電池缶と、を有する円筒捲回式電池であって、電極群を構成する正極、負極、およびセパレータは、捲回されており、電極群の捲回軸方向において、電極群が複数個、電池缶内に収納され、複数個の電極群には、最下部の電極群および最上部の電極群が含まれ、複数個の電極群の各々の間に絶縁板が挿入されている円筒捲回型電池。
(2)上記において、電極群の捲回軸方向において、電池缶の上部に電池蓋が設けられ、複数個の電極群の各々に正極リードおよび負極リードが形成され、複数個の電極群の各々は正極リードで接続され、複数個の電極群の各々は負極リードで接続され、電極群の捲回軸方向において、最下部の電極群の負極リードが電池缶に接続され、電極群の捲回軸方向において、最上部の電極群の正極リードが電池蓋部に接続される円筒捲回型電池。
(3)上記において、電極群の捲回軸方向において、電極群の長さが電極群の直径以下である円筒捲回型電池。
(4)上記において、絶縁板の直径は、電極群の外径以上、電池缶の内径以下である円筒捲回型電池。
(5)上記において、電極群の捲回軸方向において、最下部の電極群および電池缶の間に最下部の絶縁板が挿入され、最下段の絶縁板に穴が設けられ、最下部の電極群における負極リードが、最下部の絶縁板の穴が存在する方向に折り曲げられている円筒捲回型電池。
(6)上記において、正極リードまたは負極リードの一方に、フューズまたはPTCサーミスタが組み込まれている円筒捲回型電池。
(7)上記において、電極群の捲回軸方向において、複数個の電極群の各々の間に、正極集電体および負極集電体が形成され、正極集電体には正極合剤層が未塗工であり、負極集電体には負極合剤層が未塗工であり、正極集電体において正極合剤層が未塗工の部分、または、負極集電体において負極合剤層が未塗工の部分に曲率が設けられている円筒捲回型電池。
【発明の効果】
【0011】
本発明によれば、充放電で生じる捲回体内部の不均一な応力分布を緩和できるため、サイクル寿命を長寿命化できる効果が得られる。また、上記した以外の課題、構成及び効果は以下の実施形態の説明により明らかにされる。
【図面の簡単な説明】
【0012】
【図1】円筒型リチウムイオン二次電池の長手方向断面図。
【図2】図1の最上部に設置する電極群の外観図。
【図3】図1の中間部分に設置する電極群の外観図。
【図4】図1の最下部に設置する電極群の外観図。
【図5(A)】電極群の上下端面に設置する絶縁板の形状を示す図。
【図5(B)】電極群の上下端面に設置する絶縁板の形状を示す図。
【図5(C)】電極群の上下端面に設置する絶縁板の形状を示す図。
【図6】複数の電極群を接続した縦断面形状の一例を示す図。
【図7(A)】複数の電極群を接続した縦断面形状の他の実施例を示す図。
【図7(B)】複数の電極群を接続した縦断面形状の他の実施例を示す図。
【図8】図7の電極構成と捲回方法を示す簡略図。
【図9】図8のA部a−a断面拡大図。
【発明を実施するための形態】
【0013】
以下、図面等を用いて、本発明の実施形態について説明する。以下の説明は本発明の内容の具体例を示すものであり、本発明がこれらの説明に限定されるものではなく、本明細書に開示される技術的思想の範囲内において当業者による様々な変更および修正が可能である。また、本発明を説明するための全図において、同一の機能を有するものは、同一の符号を付け、その繰り返しの説明は省略する場合がある。
【0014】
本発明の一実施形態としては、電池を高容量化、高出力化するため円筒状に捲回された電極群の、特に軸方向に生じる応力分布を緩和することにある。具体的には長さの長い軸方向の電極群に電池反応を起こさない領域を設け、この領域を利用して電池反応部で生じる軸方向の伸びを吸収させて発生応力を緩和することにある。ここで、電池反応を起こさない領域を設けるには、(1)軸方向に短尺電極群を製作し、それらの正極同士および負極同士を導電リードで複数個接続する方法、(2)あるいは活物質合剤を軸方向に分割塗工した正極および負極を用い、セパレータを介して正極と負極とが互いに対向するように捲回した電極群とする方法で達成できる。
【0015】
図1は、円筒型リチウムイオン二次電池の長手方向断面図である。電極群の軸方向に電池反応を起こさない領域を設ける(1)の方法として、図1の縦断面図に示すように本実施形態の円筒型リチウムイオン電池1は、正極と負極とがセパレータを介して対向するように捲回された短尺の電極群2が、電気絶縁板3を挟んで電池缶4内に分離した構成で複数個設置されたものである。最下部の電極群2の負極リード9は、下絶縁板6を挟んで電池缶4の底に、最上部の正極リード8は上絶縁板5を挟んで電池蓋7に溶接され、電解液を注入した後、電池蓋7がガスケット10を介して電池缶4の上部でかしめられている。
なお、正極活物質および負極活物質として、リチウムイオンを吸蔵、放出して膨張・収縮を繰り返すもの以外に、マグネシウムイオンやナトリウムイオンを吸蔵、放出して膨張・収縮を繰り返すものを用いても良い。
【0016】
負極は、負極集電体上に負極合剤層が形成されて構成される。負極合剤層は、負極活物質、任意の導電剤及びバインダで構成される。
【0017】
負極活物質には、リチウムイオンを電気化学的に吸蔵・放出可能な黒鉛や非晶質炭素を利用可能であるが、リチウムイオンの吸蔵・放出が可能であれば種類や材料に制限はない。使用する負極活物質は、一般に粉末状態で使用されることが多いので、バインダを混合して粉末同士を結合させると同時に、この負極活物質からなる層を合剤層として負極集電体へ接着させている。
【0018】
導電助剤は、導電性を有し、実質的にリチウムイオンを吸蔵しないが、コークス、カーボンブラック、アセチレンブラック、カーボンファイバー、ケチェンブラック、カーボンナノチューブ、メソカーボンマイクロビーズ、気相成長炭素繊維等の炭素材料を用いてもよい。
【0019】
バインダには、ポリフッ化ビニリデン(PVDF)の他に、ポリテトラフルオロエチレン等のフッ素系ポリマー、スチレンブタジエンゴム(SBR)、アクリロニトリルゴムなどを用いてもよい。負極の還元電位で分解せず、非水電解質あるいはそれを溶解させる溶媒と反応しなければ、上で列挙されていない他のバインダを用いてもよい。負極スラリを調製する際に用いる溶媒には、バインダに適応した公知のものを用いてもよい。例えば、SBRの場合は水等、PVDFの場合はアセトン、トルエン等、公知の溶媒を用いることができる。
【0020】
負極集電体は、リチウムと合金化しにくい材質であることが条件であり、銅、ニッケル、チタンなど、あるいはこれらの合金からなる金属箔がある。特に、銅箔が多用されている。
【0021】
負極は、負極活物質、導電剤、バインダ、及び有機溶媒を混合した負極スラリを、ドクターブレード法などによって負極集電体へ付着させた後、加熱して有機溶媒を乾燥させ、ロールプレスによって加圧成形することにより、作製することができる。負極合剤層は、負極スラリの有機溶媒を乾燥させることにより、負極集電体上に作製される。
【0022】
正極は、正極集電体上に正極合剤層が形成されて構成される。正極合剤層8bは、正極活物質、任意の導電剤及びバインダで構成される。
【0023】
正極活物質は、リチウムを含有する酸化物からなる。リチウムを含有する酸化物としては、例えば、LiCoO2、LiNiO2、LiMn1/3Ni1/3Co1/3O1/3、LiMn0.4Ni0.4Co0.2O2のような層状構造を有する酸化物、LiMn2O4やLi1+xMn2-xO4のようなスピネル構造を有するリチウムマンガン複合酸化物、または、これらの酸化物においてMnの一部をAlやMg等の他の元素で置換したものを用いることができる。
【0024】
正極活物質は一般に高抵抗であるため、導電剤として炭素粉末を混合することにより、正極活物質の電気伝導性を補っている。正極活物質と導電剤はともに粉末であるため、バインダを混合して粉末同士を結合させると同時に、この粉末層を正極合剤層として正極集電体へ接着させている。導電剤には、天然黒鉛、人造黒鉛、コークス、カーボンブラック、または非晶質炭素などを使用することが可能である。導電剤の平均粒径を正極活物質粉末の平均粒径よりも小さくすると、導電剤が正極活物質粒子表面に付着しやすくなり、少量の導電剤によって正極の電気抵抗が減少する場合が多い。したがって、導電剤の材料は、正極活物質の平均粒径に応じて選択すれば良い。
【0025】
正極集電体は、電解液に溶解しにくい材質であれば良く、アルミニウム箔が多用されている。
【0026】
正極は、正極活物質、導電剤、バインダ、及び有機溶媒を混合した正極スラリを、ブレードを用いて正極集電体へ塗布する方法、すなわちドクターブレード法により作製することができる。正極集電体へ塗布した正極スラリを加熱して有機溶媒を乾燥させ、ロールプレスによって加圧成形する。正極合剤層は、正極スラリの有機溶媒を乾燥させることにより、正極集電体上に作製される。このようにして、正極合剤層と正極集電体とが密着した正極を作製することができる。
【0027】
電極群2は、軸方向の長さが電極群2のほぼ直径あるいはそれ以下と短尺にしたもので、電極群2同士は、絶縁板3の部分で正極リード8同士および負極リード9同士が接合されている。図1では電極群2の軸方向の長さが略同じになっているが、異なる長さにしてもよい。
【0028】
電極群2の外観を図2から図4に示す。図2は、図1の最上部に設置する電極群の外観図である。図3は、図1の中間部分に設置する電極群の外観図である。図4は、図1の最下部に設置する電極群の外観図である。
【0029】
図2の電極群2は正極と負極とがセパレータを介して対向するように捲回され、巻き止めテープ11が施されて仕上げられており、組立時に分割された電極群2の最上部に配置されるものである。正極リード8は、電極群2の最内周部分から電極群2の上面と下面から引き出され、負極リード9は最外周部分の電極群2の下面に引き出されている。
【0030】
一方、図3の電極群2は組立時に中間に配置するもので、正極リード8が電極群2の最内周部分、負極リード9が電極群2の最外周部分の上面と下面の両面から引き出されている。また、図4の電極群2は組立時に最下端に配置するもので、上面に正極リード8と負極リード9、下面から負極リード9のみ引き出されている。
【0031】
図5(A)−図5(C)は、電極群2の上下端面に設置する絶縁板3の形状を示す図である。電極群2を重ねた構成とすることから、電極群2の上下面に電気的な短絡を防止するため、たとえばポリプロピレン、ポリエチレン、ポリイミドあるいはポリエステル製の絶縁板3を挟み込む必要があり、その形状を図5(A)に示す。絶縁板3は円盤状で、中心に穴31が開けられており、かつ正極リード8を取出すための切り込み32および負極リード9を取出すための切り込み33が設けられている。複数の電極群2の絶縁を考慮して、絶縁板3の直径は、電極群2の外径以上、電池缶4の内径以下とすることが好ましい。切り込み32を通して負極リード9を取出し、切り込み33を通して正極リード8を取出してもよいが、円筒形状の電池では一般の電池と同様、電池蓋7側を正極、電池缶4側を負極として接続されているため、切り込み32を通して正極リード8を取出し、切り込み33を通して負極リード9を取出すことが望ましい。中心の穴31は、溶接電極棒を通すための穴である。
【0032】
図5(A)のバリエーションとして、図5(B)や図5(C)のように絶縁板3を形成してもよい。図5(B)や図5(C)では、切り込み33が絶縁板3の中心に向くように形成されている。図5(A)の絶縁板3に比べて、図5(B)や図5(C)の絶縁板3の方が、絶縁面積を確保できる。
【0033】
上記した図2から図5のパーツで、本発明電池の電極群2を構成した例を図6に示す。
図4に示した最下端の電極群2の上に、図3の中間用電極群2を配置して、正極リード8同士の接合(接合部108)および負極リード9同士の接合(接合部109)とし、この接合部分に図5の絶縁板3を挟み込んである。中間用の電極群2の接続数は、電池の出力特性や形状に応じて決定し、最上端に図2の電極群2を配置したものである。図6では、各電極群2の間に挿入された絶縁板3の厚さは略同じであるが、異ならせても良い。
【0034】
本発明の捲回式電池は、電池の充放電によって可逆的にリチウムイオンを吸蔵、放出して膨張・収縮を繰り返す電極群2の軸方向の長さを、電極群2の直径とほぼ同じか、それ以下にすることが好ましい。必要な電池特性を得るには、短尺の捲回体を電極リードにより軸方向に複数個接続することによって容易に達成できる。
【0035】
次に、図7(A)−図7(B)には、複数の電極群2を接続した縦断面形状の他の実施例を示す。電極群の軸方向に電池反応を起こさない領域を設ける(2)の方法として、活物質合剤を軸方向に分割塗工した正極合剤塗工部72および負極合剤塗工部74を用い、セパレータ76を介して正極合剤塗工部72と負極合剤塗工部74とが互いに対向するように捲回された電極群2の部分断面図である。
【0036】
この図では、充放電で膨張・収縮の大きな負極合剤塗工部74側において、隣接する負極合剤塗工部74と負極合剤塗工部74の間に設けた負極合剤の塗っていない部分の負極集電体73に曲率75を設け、この曲率75が容易に変形することによって電池反応部(活物質合剤の塗工部)で生じる軸方向への膨張・収縮挙動を吸収できるようにしたものである。図7(A)では、正極合剤塗工部72側においても、隣接する正極合剤塗工部72と正極合剤塗工部72の間に設けた負極合剤の塗っていない部分の正極集電体71に曲率75を設けてある。曲率75は、正極集電体71および負極集電体73のいずれか一方または両方に形成されていてもよい。曲率75が、正極集電体71および負極集電体73の両方に形成される場合、図7(A)のように同じ方向に曲率75を形成してもよいし、図7(B)のように異なる方向に曲率75を形成してもよい。図7(A)のように同一方向に曲率75を形成した方が、図7(B)に比べて変形しても絶縁距離を保ち易い。
【0037】
この電極合剤未塗工部に設ける曲率75の形状、大きさや段数は、正極合剤塗工部72および負極合剤塗工部74における活物質合剤の充放電による膨張・収縮量や、分割する電極群の軸方向長さによって選定する必要があり、かつ膨張量を吸収した際、セパレータ76に過渡な影響を及ぼさない範囲で変形できるような寸法形状とする必要がある。
【0038】
本発明による捲回式二次電池の用途は、特に限定されない。例えば、パーソナルコンピュータ、ワープロ、コードレス電話子機、電子ブックプレーヤ、携帯電話、自動車電話、ハンディターミナル、トランシーバ、携帯無線機等の携帯情報通信機器の電源として使用することができる。また、携帯コピー機、電子手帳、電卓、液晶テレビ、ラジオ、テープレコーダ、ヘッドホンステレオ、ポータブルCDプレーヤ、ビデオムービー、電気シェーバー、電子翻訳機、音声入力機器、メモリーカード等の各種携帯機器の電源として使用できる。その他、冷蔵庫、エアコン、テレビ、ステレオ、温水器、オーブン電子レンジ、食器洗い機、乾燥機、洗濯機、照明器具、玩具等の家庭用電気機器として使用できる。また、家庭用、業務用を問わずに、電動工具や介護用機器(電動式車いす、電動式ベッド、電動式入浴設備など)の用電池としても利用可能である。さらに、産業用途として、医療機器、建設機械、電力貯蔵システム、エレベータ、無人移動車両などの電源として、さらには電気自動車、ハイブリッド電気自動車、プラグインハイブリッド電気自動車、ゴルフカート、ターレット車などの移動体用電源として、本発明を適用することができる。さらには、太陽電池や燃料電池から発生させた電力を本発明の電池モジュールに充電し、宇宙ステーション、宇宙船、宇宙基地などの地上以外で利用可能な蓄電システムとして用いることも可能である。
【実施例1】
【0039】
実施例1は、直径約16mmで長さ約65mmのいわゆる円筒18650型リチウムイオン電池に適用したもので、上記した図1から図6を用い、以下に具体的に説明する。
【0040】
図2から図4で示した電極群2の正極には、厚み15μmのアルミニウム箔集電体に、正極活物質としてリチウム遷移金属複合酸化物を含む正極合剤をほぼ均等に塗工し、これを幅17mm、長さ約750mmの帯状に切断した。一方、負極には、厚み10μmの銅箔集電体に、負極活物質としてリチウムイオンを可逆的に吸蔵、放出可能な黒鉛等からなる炭素粉末材料を含む負極合剤をほぼ均等に塗工し、これを幅18mm、長さ約800mmの帯状に切断した。これら帯状にした正極および負極には、捲回後に図2から図4に示した所定の位置に導電リード(正極リード8、負極リード9)が来るよう、電極端部の電極合剤を塗っていない集電体に電流を流すための導電リードを超音波溶接機で取り付けた。
【0041】
また、セパレータには、ポリエチレン製の微多孔性で、厚さが15〜50μm程度の範囲から30μmのもの、捲回時に電極がはみ出さないように負極の幅よりさらに大きなものを選定した。セパレータとしては、ポリエチレン以外にポリプロピレンなどのポリオレフィン、ポリアミド、ポリアミドイミドなどを用いてもよい。
【0042】
これら部材の捲回操作には、直径約4mmで半割れ構造の捲回軸が備えられている捲回装置を使用した。それぞれの電極群2は、ロール状に巻かれた2本のセパレータを引きだし捲回軸の半割れ部分に挟み込んで捲回軸を数回回転させて巻取り、セパレータとセパレータの間に正極および負極を挿入して捲回した。正極、負極およびセパレータには、捲回軸の回転方向と反対方向に所定の張力が加えられ、捲回中の巻きずれや緩み発生を防止した。正極および負極を巻き終えた後、さらにセパレータを数回巻いて切断し、端部を保護テープで止めて電極群2を作製した。
【0043】
作製した電極群2は、図6に示したように軸方向に3個接続して、1個の電池用電極に仕上げた。ここで、電極群2同士の接合は、最初に電極群2の内側となる正極リード8同士を抵抗溶接機で接合し(接合部108)、接合後に折り畳んだ。負極リード9は電極群2の外側に取出し、電極群2間に絶縁板3を挿入した後、抵抗溶接機で接合し(接合部109)上向きに折り曲げた。最下端の負極リード9は、電極群2の中心の穴31を覆うように内向きに折り曲げ、電極群2との間に絶縁板3を挟んで電気絶縁処理を強化した。
【0044】
3個の電極群2を接続して作製した18650型電池用電極は、図1に示したように負極側を下に、正極側を上にして上下に絶縁板3を取り付け、表面がニッケルメッキされた電池缶4内に収納した。電極群2の中央の穴を利用して溶接抵抗機の電極棒を挿入し、電池缶4の缶底に負極リード9を溶接した。次に、電池缶4の上部に電池蓋7を取り付けるための溝を付け、その溝の上側にガスケット10を入れた後、正極リード8と電池蓋7を溶接した。ここまで組立てたものを真空乾燥機に入れ、60℃の真空雰囲気で約16時間保持し、電極群2や電池缶4に付着している水分を除去した。
【0045】
次に、アルゴンガス雰囲気のグローブボックス内に移し、所定量の電解液を注入した。
電解液には、エチレンカーボネート、ジメチルカーボネート、エチルメチルカーボネート等の混合溶媒中に六フッ化燐酸リチウムを1mol/Lの濃度で溶解したものを用いた。
電解液を注入後、電池缶4上部のガスケット10に電池蓋7を軽く入れ、かしめ機に装着して電池缶4をかしめて密封した。
【0046】
電極が軸方向に分割された本発明の電池は、分割しない電池と比較して長さが短くなった分電池容量が数%低下した。しかし、軸方向に分割した短尺電極の採用により電池のサイクル寿命は大幅に改善された。これは、軸方向に分割しない長尺電極と比べると、充放電時に発生する軸方向の電極膨張・収縮を可能とし、応力集中が緩和されたためと考える。
【0047】
なお、本実施例では、円筒18650型リチウムイオン電池を取り上げたが、これに限定されるものでは無く、電極群2の接続個数を増して出力増大や、大型の円筒捲回式リチウム電池にも適用可能である。捲回方向に平行部がある角型捲回式電池では、軸方向中央部が膨張しても、この部分が内側あるいは外側に変形して応力が緩和されるのに対して、円筒型捲回式電池では、変形個所がないため、円筒型捲回式電池への本発明の適用が有効となる。
【0048】
さらに円筒缶内の軸方向に設置した複数の短尺の電極群2を接続する正極リード8あるいは負極リード9に、一部の電極群2で何らかの原因によって内部短絡等が生じた場合を想定し、所定の過電流に達すると溶損して電流を遮断するフューズの適用や、温度が上昇すると抵抗が上昇して流れる電流を制限するPTC(Positive Temperature Coefficient)サーミスタが内部短絡場所に近いところに設置可能で、早期に異常電流を検出して電流遮断が可能となり、より安全性を充実させることが可能となる。
【実施例2】
【0049】
以下、図7から図9を用いて本発明の第2の実施例を示す。実施例1と同様に、円筒18650型リチウムイオン電池に適用した。
【0050】
図8は、図7の電極構成と捲回方法を示す簡略図である。図9は、図8のA部a−a断面拡大図である。正極と負極の活物質合剤の塗工パターンおよび電極群に仕上げるための捲回方法を図8により説明する。
【0051】
図8は、捲回装置(図示せず)の捲回部分を真上から見た図で、半割れの捲回軸81の半割れ部分に左右2枚のセパレータ76を挟み込み、このセパレータ76とセパレータ76の間に正極および負極を挿入して巻始める直前の状態を示す。図8において、セパレータ76は電極群2の軸方向に分割されていない。
【0052】
正極は、厚み15μmのアルミニウム箔である正極集電体71の両面に、正極活物質であるリチウム遷移金属複合酸化物を含む正極合剤塗工部72を3段の帯状に塗工したもので、間に正極合剤未塗工部があり縞状の塗工パターンとなっている。正極合剤塗工部72の1段当りの塗工幅は、捲回体に仕上げた時の直径とほぼ同じ約17mmとした。また、隣接する正極合剤塗工部72と正極合剤塗工部72との間の正極合剤未塗工部の幅は、この後示す負極活物質合剤の塗工幅と未塗工幅との相対的な位置関係から約4mmとした。正極の捲回方向の長さは、約750mmとした。また、正極の巻始め部分には、正極合剤の未塗工部を設け、この部分に正極導電リード77を溶接し、その上に保護テープ84を貼り付けて一部を絶縁した。
【0053】
一方、負極は厚み10μmの銅箔である負極集電体73の両面に、負極活物質としてリチウムイオンを可逆的に吸蔵、放出可能な黒鉛等からなる炭素粉末材料を含む負極合剤塗工部74が3段の帯状に塗工され、隣接する負極合剤塗工部74と負極合剤塗工部74との間の負極合剤未塗工部との間で縞状の塗工パターンとなっている。負極合剤塗工部74の1段当りの塗工幅は、約18mmとした。また、負極合剤塗工部74と負極合剤塗工部74との間に設ける合剤を塗らない未塗工部の幅は、約3mmとした。負極の捲回方向の長さは、約800mmとした。また、負極の巻終り部分には、負極合剤の未塗工部を設け、この部分に負極導電リード78を溶接した。
【0054】
これら正極と負極は、捲回軸81に巻き取られる前に曲率加工用ロールに通し、電極の未塗工部に曲率75を加工した。曲率加工用ロールのa−a断面部分拡大図を図9に示す。曲率加工用の上ロール82は、電極を下から支える下ロール91と、ロール表面に所定の曲率を加工するための凸部83が設けられた上ロール82で構成した。上ロール82の凸部83の曲率は、半楕円状とし長軸側の半径を2mm、短軸側の半径を0.2mmとした。
捲回装置の正極側と負極側に、この上ロール82と下ロール91を設置し、その間に電極を通すことにより、正極および負極の未塗工部分に変位吸収用の曲率75を形成させながら捲回軸81を回転させて捲回した。電極を巻取り、さらにセパレータ76を巻いて作製した電極群の終端をテープ止めし、捲回軸81の半割れ部分を上下の矢印方向に抜き取って電極群2とした。この電極群2を電池缶4内に挿入し、負極リード9を電池缶4の底に、正極リード8を電池蓋7に溶接し、電解液を注入して蓋をして電池化した。
【0055】
得られた電池は、電極合剤塗工部を分割しない電池と比較して電池反応部の長さが短くなった分、電池容量が数%低下した。しかし、円筒捲回式電極の軸断面方向に電極合剤の未塗工部分を設け、その部分に曲率を設けたことにより、電池のサイクル寿命は大幅に改善された。これは軸方向に分割しない長尺電極と比べると、充放電時に発生する軸方向の電極膨張・収縮の変位を、この曲率部分で吸収し、応力集中が緩和されたためと考える。
【0056】
実施例に示した膨張・収縮量を吸収するための曲率は、負極に黒鉛を用いることを想定したものであるが、膨張量の大きな合金化負極材料等を用いる場合には、その膨張量に応じた大きな曲率や段数を増すことによって対応が可能である。
【符号の説明】
【0057】
1 円筒型リチウムイオン電池
2 電極群
3 絶縁板
4 電池缶
5 上絶縁板
6 下絶縁板
7 電池蓋
8 正極リード
9 負極リード
10 ガスケット
11 巻き止めテープ
71 正極集電体
72 正極合剤塗工部
73 負極集電体
74 負極合剤塗工部
75 曲率
76 セパレータ
81 捲回軸
82 上ロール
83 凸部
91 下ロール
【特許請求の範囲】
【請求項1】
正極合剤層を有する正極と、
負極合剤層を有する負極と、
前記正極および前記負極の間に形成されたセパレータと、を有する電極群と、
前記電極群を収納する電池缶と、を有する円筒捲回式電池であって、
前記電極群を構成する前記正極、前記負極、および前記セパレータは、捲回されており、
前記電極群の捲回軸方向において、前記電極群が複数個、前記電池缶内に収納され、
前記複数個の電極群には、最下部の電極群および最上部の電極群が含まれ、
前記複数個の電極群の各々の間に絶縁板が挿入されている円筒捲回型電池。
【請求項2】
請求項1において、
前記電極群の捲回軸方向において、前記電池缶の上部に電池蓋が設けられ、
前記複数個の電極群の各々に正極リードおよび負極リードが形成され、
前記複数個の電極群の各々は正極リードで接続され、
前記複数個の電極群の各々は負極リードで接続され、
前記電極群の捲回軸方向において、前記最下部の電極群の負極リードが前記電池缶に接続され、
前記電極群の捲回軸方向において、前記最上部の電極群の正極リードが電池蓋部に接続される円筒捲回型電池。
【請求項3】
請求項1または2において、
前記電極群の捲回軸方向において、前記電極群の長さが前記電極群の直径以下である円筒捲回型電池。
【請求項4】
請求項1乃至3のいずれかにおいて、
前記絶縁板の直径は、前記電極群の外径以上、前記電池缶の内径以下である円筒捲回型電池。
【請求項5】
請求項1乃至4のいずれかにおいて、
前記電極群の捲回軸方向において、前記最下部の電極群および前記電池缶の間に最下部の絶縁板が挿入され、
前記最下段の絶縁板に穴が設けられ、
前記最下部の電極群における負極リードが、前記最下部の絶縁板の穴が存在する方向に折り曲げられている円筒捲回型電池。
【請求項6】
請求項1乃至5のいずれかにおいて、
前記正極リードまたは前記負極リードの一方に、フューズまたはPTCサーミスタが組み込まれている円筒捲回型電池。
【請求項7】
請求項1乃至6のいずれかにおいて、
前記電極群の捲回軸方向において、前記複数個の電極群の各々の間に、正極集電体および負極集電体が形成され、
前記正極集電体には前記正極合剤層が未塗工であり、
前記負極集電体には前記負極合剤層が未塗工であり、
前記正極集電体において前記正極合剤層が未塗工の部分、または、前記負極集電体において前記負極合剤層が未塗工の部分に曲率が設けられている円筒捲回型電池。
【請求項1】
正極合剤層を有する正極と、
負極合剤層を有する負極と、
前記正極および前記負極の間に形成されたセパレータと、を有する電極群と、
前記電極群を収納する電池缶と、を有する円筒捲回式電池であって、
前記電極群を構成する前記正極、前記負極、および前記セパレータは、捲回されており、
前記電極群の捲回軸方向において、前記電極群が複数個、前記電池缶内に収納され、
前記複数個の電極群には、最下部の電極群および最上部の電極群が含まれ、
前記複数個の電極群の各々の間に絶縁板が挿入されている円筒捲回型電池。
【請求項2】
請求項1において、
前記電極群の捲回軸方向において、前記電池缶の上部に電池蓋が設けられ、
前記複数個の電極群の各々に正極リードおよび負極リードが形成され、
前記複数個の電極群の各々は正極リードで接続され、
前記複数個の電極群の各々は負極リードで接続され、
前記電極群の捲回軸方向において、前記最下部の電極群の負極リードが前記電池缶に接続され、
前記電極群の捲回軸方向において、前記最上部の電極群の正極リードが電池蓋部に接続される円筒捲回型電池。
【請求項3】
請求項1または2において、
前記電極群の捲回軸方向において、前記電極群の長さが前記電極群の直径以下である円筒捲回型電池。
【請求項4】
請求項1乃至3のいずれかにおいて、
前記絶縁板の直径は、前記電極群の外径以上、前記電池缶の内径以下である円筒捲回型電池。
【請求項5】
請求項1乃至4のいずれかにおいて、
前記電極群の捲回軸方向において、前記最下部の電極群および前記電池缶の間に最下部の絶縁板が挿入され、
前記最下段の絶縁板に穴が設けられ、
前記最下部の電極群における負極リードが、前記最下部の絶縁板の穴が存在する方向に折り曲げられている円筒捲回型電池。
【請求項6】
請求項1乃至5のいずれかにおいて、
前記正極リードまたは前記負極リードの一方に、フューズまたはPTCサーミスタが組み込まれている円筒捲回型電池。
【請求項7】
請求項1乃至6のいずれかにおいて、
前記電極群の捲回軸方向において、前記複数個の電極群の各々の間に、正極集電体および負極集電体が形成され、
前記正極集電体には前記正極合剤層が未塗工であり、
前記負極集電体には前記負極合剤層が未塗工であり、
前記正極集電体において前記正極合剤層が未塗工の部分、または、前記負極集電体において前記負極合剤層が未塗工の部分に曲率が設けられている円筒捲回型電池。
【図1】


【図2】
【図3】
【図4】
【図5(A)】
【図5(B)】
【図5(C)】
【図6】
【図7(A)】
【図7(B)】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5(A)】
【図5(B)】
【図5(C)】
【図6】
【図7(A)】
【図7(B)】
【図8】
【図9】
【公開番号】特開2013−98102(P2013−98102A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241825(P2011−241825)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000005108)株式会社日立製作所 (27,607)
【Fターム(参考)】
[ Back to top ]