
円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手
【課題】密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった差し込み型排気管継手に使用されて好適な円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手を提供すること。
【解決手段】円筒状ガスケット23において、膨張黒鉛からなる耐熱材と金網からなる補強材とは、圧縮されて、互いに絡み合って構造的一体性を有しており、円筒状ガスケット23の露出した円筒状の内周面19及び円筒状の外周面20並びに軸方向の環状の端面21及び22の夫々は、耐熱材1からなる面と補強材2からなる面とが混在した面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【解決手段】円筒状ガスケット23において、膨張黒鉛からなる耐熱材と金網からなる補強材とは、圧縮されて、互いに絡み合って構造的一体性を有しており、円筒状ガスケット23の露出した円筒状の内周面19及び円筒状の外周面20並びに軸方向の環状の端面21及び22の夫々は、耐熱材1からなる面と補強材2からなる面とが混在した面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ATV(All Terrain Vehicle:四輪バギー)、雪上車、二輪自動車等の車輌に使用される差し込み型排気管継手に使用されて好適な円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手に関する。
【背景技術】
【0002】
差し込み型の排気管継手は、内管と、この内管の外径とほぼ同一の内径を有する外管とを有し、外管は、その管端部に径拡大端部を有しており、内管は、外管の径拡大部を通ると共に一端部で外管の管端部に嵌合する管端部とを有しており、内管の管端部と外管の径拡大部との間の環状の隙間の中にガスケットが嵌められ、外管の外周面に配された締付けバンドにより、内、外管の間における隙間をシールするようになっている(特許文献1、特許文献2及び特許文献3参照)。
【0003】
そして、上記排気管継手に使用されるガスケットとして、膨張黒鉛シートを一定の幅と、長さとを有するように切断して条片とし、この条片の上に、該膨張黒鉛シートの長さとほぼ等しい長さに切断した金網を重ね合わせ、これを円筒状の芯金の回りに、金網を内側として捲回して円筒状体を作製し、この円筒状体を金型内に入れ、その軸線方向に圧縮成形し、内周面に金網又は膨張黒鉛が露出し、その両端面と外周面とは、膨張黒鉛によって覆われたガスケットが提案されている(特許文献1及び特許文献3参照)。
【0004】
また、膨張黒鉛シートの表面全面に金属製の網材により包囲してなるガスケット主体を設け、該ガスケット主体を環状に湾曲してプレス機により圧縮して膨張黒鉛と網材とを一体的に固着した環状ガスケットも提案されている(特許文献4参照)。
【0005】
上記特許文献1乃至特許文献3において提案されたガスケットに使用される膨張黒鉛において、耐熱性、耐薬品性、低摩擦性を有するという特性は、普通の黒鉛(グラファイト)と実質的に同等であるが、斯かる膨張黒鉛は、結合剤を使用することなく、加圧することによって容易に薄板やブロックに成形でき、得られた造形物は、前記黒鉛と異なり、柔軟で、可撓性を有するという特性を有している。
【0006】
したがって、排気管継手の内管と外管の径拡大部との間に配された膨張黒鉛と金網からなるガスケットは、内管内を流動する排気ガスの熱により体積膨張すると共に柔軟性と可撓性を有しているので、内管と外管との間の隙間に良く順応し、適合して内管と外管との間の密封性を向上させることができるというものである(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭61−244815号公報
【特許文献2】実公平6−36273号公報
【特許文献3】特開平6−146875号公報
【特許文献4】実開平5−47620号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、近年においては、騒音対策として排気管が大型化し、また排気ガス対策として排気管には触媒装置が装着されるようになり、差し込み型排気管継手に過大な荷重が付加されるようになっている。特に、悪路走行により該継手に振動荷重、曲げトルクや内、外管間にこじれが繰返し生じることになる。
【0009】
上記した繰返し生じる振動荷重、曲げトルクやこじれに対し、ガスケットには、密封性を発揮させるために要求される柔軟性と、締付けバンドで締め付ける際にヘタリ等を生じることなく締付け力を受け止める剛性とが要求される。この相反する二つの性能に対し、上記した従来のガスケットは、柔軟性又は剛性のいずれかの性能に特化しており、双方の性能を両立させることが難しく、その結果、剛性に特化したガスケットにおいては、密封性に問題を生じ、一方、柔軟性に特化したガスケットにおいては、ガスケットのヘタリ等に起因する締付けバンドの緩み等により、内、外管間における隙間の密封性を低下させるという問題を生じる虞がある。
【0010】
本発明は前記諸点に鑑みてなされたものであり、その目的とするところは、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった差し込み型排気管継手に使用されて好適な円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手を提供することにある。
【課題を解決するための手段】
【0011】
本発明の差し込み型排気管継手に用いられる円筒状ガスケットは、金網からなると共に圧縮された補強材と、該補強材の金網の網目を充填していると共に圧縮された膨張黒鉛からなる耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、該耐熱材の密度は、1.21〜1.58Mg/m3を呈しており、該補強材の質量は、全体の質量の50〜80%の割合を占めていることを特徴とする。
【0012】
本発明によれば、金網からなると共に圧縮された補強材が全体の質量に対して50〜80%であるために、締付けバンドによる締付力や振動による荷重を主として金網からなる補強材で受けることができる結果、ヘタリを生じ難く、また、耐熱材の密度が1.21〜1.58Mg/m3を呈しているために、密封性に必要な柔軟性を充分に得ることができ、而して、柔軟性と剛性との相反する二つの性能を併せもつと共に差し込み型排気管継手に使用されて好適な円筒状ガスケットを提供できる。
【0013】
金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の50〜80%の割合を占めていると共に差し込み型排気管継手に用いられる本発明の円筒状ガスケットの第一の製造方法は、(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、(2)金属細線を織ったり編んだりして得られる金網からなる補強材を準備し、該補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁とを合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製する工程と、(3)円筒状の芯金の外周面に、該重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製する工程と、(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程とを具備していることを特徴とする。
【0014】
金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面と補強材からなる面とが混在した面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていると共に差し込み型排気管継手に用いられる本発明の円筒状ガスケットの第二の製造方法は、(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、(2)該耐熱材を、金属細線を織ったり編んだりして得られる金網からなる補強材の二つの層間に挿入すると共に当該挿入された耐熱材を二つの層間に具備した補強材を一対のローラ間の隙間に供給して加圧し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を形成する工程と、(3)芯金の回りに該扁平状の複合シート材を少なくとも三回捲回して筒状母材を形成する工程と、(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程とを具備していることを特徴とする。
【0015】
本発明の円筒状ガスケットの第一及び第二の製造方法によれば、膨張黒鉛からなる耐熱材の密度と金網からなる補強材の質量との関係において、耐熱材の密度が1.21〜1.58Mg/m3であり、補強材の質量が全体の質量の50〜80%を占めるようにして円筒状ガスケットを製造するために、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった円筒状ガスケットを得ることができる。
【0016】
本発明の差し込み型排気管継手は、管端部、当該管端部に環状肩部を介して拡径して設けられた拡径円筒部、当該拡径円筒部の軸方向の一方の端部に設けられた開口端部、当該開口端部の外周面に径方向外方に伸びて設けられたフランジ部、該拡径円筒部及びフランジ部に開口端部の環状端面から軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリットを夫々備えた外管と、当該外管の拡径円筒部の内部を通ると共に一端部で外管の管端部に嵌合された管端部、当該管端部の他端部の円筒外面に立設されたフランジを備えた内管と、該内管の管端部の円筒外面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された上記の円筒状ガスケットと、締め付けにより、外管の管端部の円筒内面を円筒状ガスケットの円筒状の外周面に押し付け、この押し付けを介して円筒ガスケットの円筒状の内周面を内管の管端部の円筒外面に押し付けるべく、外管の管端部の円筒外面に配された締付けバンドとを具備しており、該円筒状ガスケットは、環状隙間において、軸方向の一方の端部の環状の端面が内管のフランジに当接して配されている。
【0017】
本発明の差し込み型排気管継手によれば、内管の管端部の外周面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された円筒状ガスケットは、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていることから、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもっており、その結果、内管と外管との間における隙間の密封性が向上され、当該隙間からの排気ガスの漏洩が極力防止される。
【発明の効果】
【0018】
本発明によれば、膨張黒鉛からなる耐熱材の密度が1.21〜1.58Mg/m3であって、金網からなる補強材の質量が全体の質量の50〜80%を占めているので、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった円筒状ガスケット及びその製造方法を、また、当該円筒状ガスケットを組込むことにより、内管と外管との間における隙間の密封性を向上でき、当該隙間からの排気ガスの漏洩を極力防止することができる差し込み型排気管継手を夫々提供することができる。
【図面の簡単な説明】
【0019】
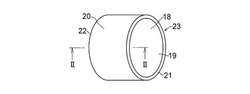
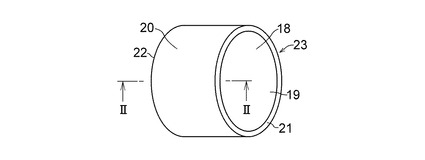
【図1】図1は、本発明の実施の形態の一例で製造された円筒状ガスケットの斜視図である。
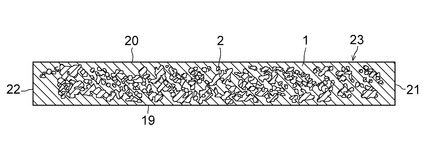
【図2】図2は、図1のII−II線矢視断面図である。
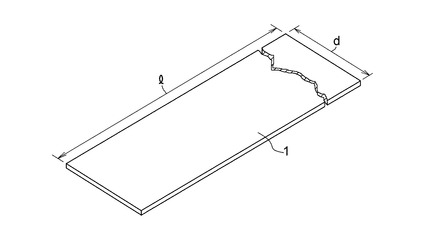
【図3】図3は、本発明の円筒状ガスケットの製造工程における膨張黒鉛シートからなる耐熱材の斜視図である。
【図4】図4は、本発明の円筒状ガスケットの製造工程における補強材の形成方法の説明図である。
【図5】図5は、補強材の金網の網目の平面説明図である。
【図6】図6は、本発明の円筒状ガスケットの製造工程における重合体の斜視説明図である。
【図7】図7は、本発明の円筒状ガスケットの製造工程における筒状母材の平面説明図である。
【図8】図8は、図7に示す筒状母材のVIII−VIII線矢視断面説明図である。
【図9】図9は、本発明の円筒状ガスケットの製造工程における金型中に筒状母材を挿入した状態を示す断面説明図である。
【図10】図10は、本発明の円筒状ガスケットの製造工程における複合シート材の第一の形成方法の説明図である。
【図11】図11は、図10に示す複合シート材の製造工程における円筒状編組金網からなる補強材内に膨張黒鉛シートからなる耐熱材を挿入し、該補強材を扁平状に変形させると共に扁平状に形成された補強材内に膨張黒鉛シートからなる耐熱材が配された状態の断面説明図である。
【図12】図12は、図10に示す製造工程を経て製造された複合シート材の断面説明図である。
【図13】図13は、本発明の円筒状ガスケットの製造工程における複合シート材の第二の形成方法の説明図である。
【図14】図14は、本発明の円筒状ガスケットの製造工程における複合シート材の第二の形成方法の説明図である。
【図15】図15は、本発明の円筒状ガスケットの製造工程における筒状母材の平面説明図である。
【図16】図16は、図15に示す筒状母材のXVI−XVI線矢視断面説明図である。
【図17】図17は、本発明の円筒状ガスケットの一例を組込んだ差し込み型排気管継手の縦断面説明図である。
【図18】図18は、差し込み型排気管継手の内管の斜視説明図である。
【図19】図19は、差し込み型排気管継手の外管の斜視説明図である。
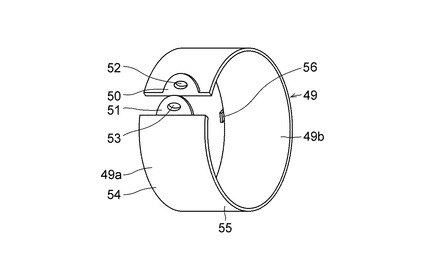
【図20】図20は、差し込み型排気管継手の締付けバンドの斜視説明図である。
【発明を実施するための形態】
【0020】
次に、本発明及びその実施の形態を、図に示す好ましい実施例に基づいて更に詳細に説明する。なお、本発明はこれらの実施例に何等限定されないのである。
【0021】
本発明の円筒状ガスケットにおける構成材料及び円筒状ガスケットの製造方法について説明する。
【0022】
<耐熱材及びその製造方法について>
濃度98%の濃硫酸を攪拌しながら、酸化剤として過酸化水素の60%水溶液を加え、これを反応液とする。この反応液を冷却して10℃の温度に保持し、該反応液に粒度30〜80メッシュの鱗片状天然黒鉛粉末を添加して30分間反応を行う。反応後、吸引濾過して酸処理黒鉛粉末を分離し、該酸処理黒鉛粉末を水で10分間撹拌して吸引濾過するという洗浄作業を2回繰り返し、酸処理黒鉛粉末から硫酸分を充分除去する。ついで、硫酸分を充分除去した酸処理黒鉛粉末を110℃の温度に保持した乾燥炉で3時間乾燥し、これを酸処理黒鉛粉末とする。
【0023】
上記酸処理黒鉛粉末を、950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材とする。
【0024】
耐熱材は、密度が1.0〜1.15Mg/m3程度で、厚さは、0.3〜0.6mm程度のシート材が使用されて好適である。
【0025】
<補強材について>
補強材は、鉄系としてオーステナイト系のSUS304、SUS310S、SUS316、フェライト系のSUS430などのステンレス鋼線、鉄線(JISG3532)もしくは亜鉛メッキ鋼線(JISG3547)又は銅系として銅−ニッケル合金(白銅)線、銅−ニッケル−亜鉛合金(洋白)線、黄銅線、ベリリウム銅線からなる金属細線を一本又は二本以上を使用して織ったり、編んだりして形成される織組金網又は編組金網が使用される。
【0026】
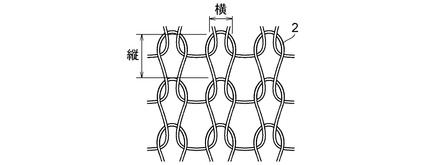
金網を形成する金属細線において、線径は、0.20〜0.32mm程度のものが使用され、該線径の金属細線で形成された補強材の金網の網目の目幅(編組金網を示す図5参照)は縦2.5〜6mm、横1.5〜5mm程度のものが使用されて好適である。
【0027】
次に、上記した構成材料からなる円筒状ガスケットの製造方法について、図面に基づき説明する。
【0028】
<円筒状ガスケットの第一の製造方法>
(第一工程)
密度が1.0〜1.15Mg/m3であって、厚さが0.3〜0.6mm、幅がd、長さがlの膨張黒鉛シートからなる耐熱材1を準備する(図3参照)。
【0029】
(第二工程)
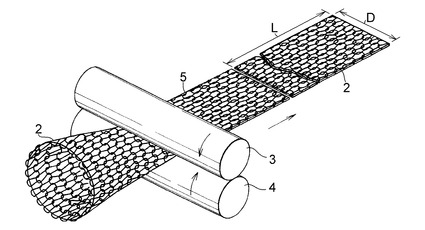
図4に示すように、線径が0.20〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2を一対のローラ3及び4間に通して所定の幅D(D<d)の帯状金網5を作製し、帯状金網5を所定の長さL(L<l)に切断した補強材2を準備する。
【0030】
(第三工程)
図6に示すように、補強材2の長さ方向の端縁8と当該端縁8に対応する耐熱材lの長さ方向の端縁9とを合致させて当該耐熱材1と補強材2とを互いに重ね合わせて、後述する円筒状ガスケット23(図1参照)において円筒状の内周面19及び円筒状の外周面20並びに環状の両端面21及び22に耐熱材1が露出するようにすべく、円筒状ガスケット23の両端面21及び22となる補強材2の幅方向の両端6及び7と耐熱材1の幅方向の両端を面一とした重合体10を作製するか、又は、図6に示すように、円筒状ガスケット23の両端面21及び22となる補強材2の幅方向の両端6及7から耐熱材1が幅方向にはみ出し量δ(2δ+D=d)だけはみ出した重合体10を作製する。
【0031】
(第四工程)
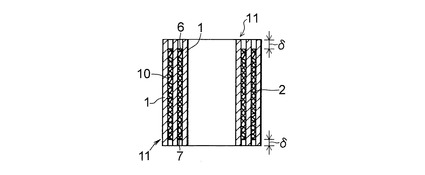
重合体10を、図7及び図8に示すように、耐熱材1を内側にしてうず巻き状であって耐熱材1が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材1が露出した筒状母材11を形成する。耐熱材1としては、筒状母材11における耐熱材1の巻き回数が補強材2の巻き回数よりも多くなるように、補強材2の長さLに対して(1.3×L)mmから(1.5×L)mmの長さlを有したものが予め準備される。筒状母材11において、図8に示すように、耐熱材1は、軸方向の一方の端縁側において補強材2の一方の端縁6から軸方向にδだけはみ出しており、また軸方向の他方の端縁側において補強材2の他方の端縁7から軸方向にδだけはみ出している。
【0032】
(第五工程)
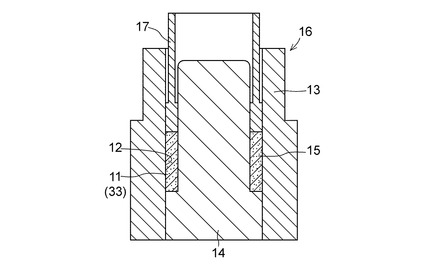
内部に貫通孔12を有するキャビティ13の当該貫通孔12に段付きコア14を嵌挿することによって内部に中空円筒部15が形成された図9に示すような金型16を準備し、該金型16の段付きコア14に筒状母材11を挿入する。
【0033】
金型16の中空円筒部15に配された筒状母材11をパンチ17でコア軸方向に98〜294N/mm2(1〜3トン/cm2)の圧力で圧縮成形し、図1及び図2に示すような、貫通孔18を規定する円筒状の内周面19と、円筒状の外周面20と、環状の端面21及び22とを備えた円筒状ガスケット23を作製する。
【0034】
筒状母材11の圧縮成形により作製された円筒状ガスケット23において、膨張黒鉛からなる耐熱材1と金網からなる補強材2とは、圧縮されて、互いに絡み合って構造的一体性を有しており、当該円筒状ガスケット23の内周面19及び外周面20並びに端面21及び22は、耐熱材1からなる面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【0035】
<円筒状ガスケットの第二の製造方法>
(第一工程)
前記第一の製造方法と同様、密度が1.0〜1.15Mg/m3であって、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材1を準備する(図3参照)
。
【0036】
(第二工程)
<複合シート材の第一の製法>
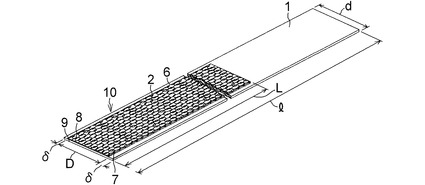
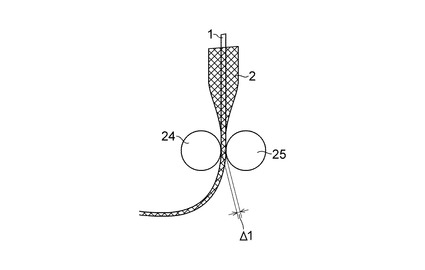
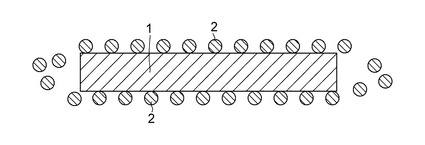
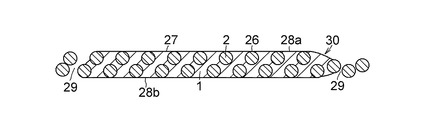
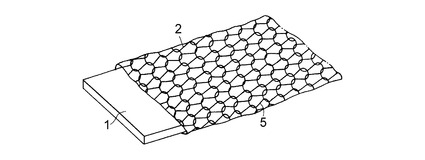
線径が0.20〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2の金網からなる二つの層間となる内部に、前記耐熱材1と同様であるが、補強材2の直径よりも小さい幅dを有する耐熱材1を連続的に挿入(図10及び図11参照)し、挿入された耐熱材1を金網からなる二つの層間に具備した補強材2をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ24及び25間の隙間Δ1に供給し耐熱材1の厚さ方向に加圧してこれら補強材2と耐熱材1とを一体化し、補強材2の金網の網目に耐熱材1を充填して、補強材2からなる面26と耐熱材1からなる面27とが混在して露出した両表面28a及び28bと、補強材2の幅方向の両側に耐熱材1が充填されない部分29及び29とを有する扁平状の複合シート材30(図12参照)を作製する。
【0037】
<複合シート材の第二の製法>
図4に示すように、線径0.20〜0.32mmの金属細線を円筒状に編んで形成した網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2をローラ3及び4間に通して所定の幅の帯状金網5を作製し、帯状金網5を所定の長さに切断した補強材2を準備する。
【0038】
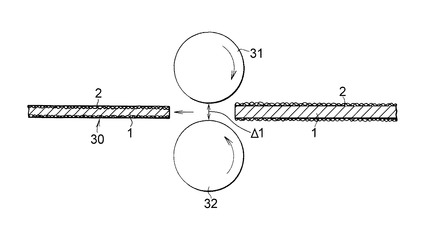
図13に示すように、帯状金網5からなる補強材2の金網からなる二つの層間となる内部に、補強材2の幅Dよりも小さい幅dを有する耐熱材1を挿入すると共に、これら耐熱材1を金網からなる二つの層間に具備した補強材2を、図14に示すように、ローラ31及び32間の隙間Δ1に供給し該耐熱材1の厚さ方向に加圧してこれら補強材2と耐熱材1とを一体化し、補強材2の金網の網目に耐熱材1を充填して、補強材2からなる面26と耐熱材1からなる面27とが混在して露出した両表面28a及び28bと、補強材2の幅方向の両側に耐熱材1が充填されない部分29及び29とを有する扁平状の複合シート材30(図12参照)を作製する。
【0039】
上記第一及び第二の製法において、一対の円筒ローラ24及び25並びに一対のローラ31及び32間の隙間Δ1は、0.4〜0.6mm程度が適当である。
【0040】
この複合シート材30における金網からなる補強材2は、最終の円筒状ガスケット中に占める補強材2の量となるものであり、補強材2の金網の網目の目幅、金網を形成する金属細線の線径又は金属細線を一本編み又は二本編みして形成される金網によって調整される。
【0041】
(第三工程)
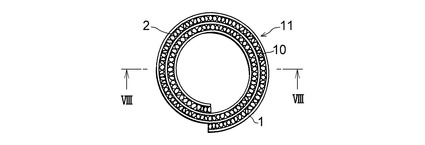
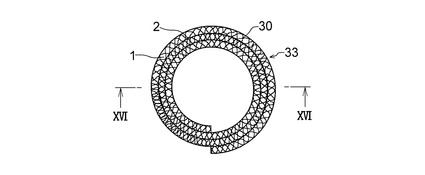
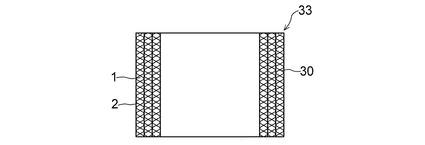
円筒状の芯金の回りに、扁平状の複合シート材30を三周分捲回して筒状母材33を作製する(図15及び図16参照)。
【0042】
(第四工程)
前記第一の方法と同様の金型16を準備し、該金型16の段付きコア14に筒状母材33を挿入する。
【0043】
金型16の中空円筒部15に配された筒状母材33をパンチ17でコア軸方向に98〜294N/mm2(1〜3トン/cm2)の圧力で圧縮成形し、図1に示すような、貫通孔18を規定する円筒状の内周面19と円筒状の外周面20と環状の端面21及び22を備えた円筒状ガスケット23を作製する。
【0044】
筒状母材33の圧縮成形により作成された円筒状ガスケット23において、膨張黒鉛からなる耐熱材1と金網からなる補強材2とは、圧縮されて、互いに絡み合って構造的一体性を有しており、円筒状ガスケット23の露出した円筒状の内周面19及び円筒状の外周面20並びに軸方向の環状の端面21及び22の夫々は、耐熱材1からなる面と補強材2からなる面とが混在した面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【0045】
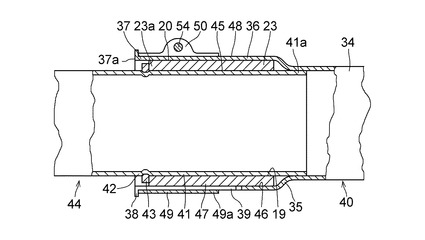
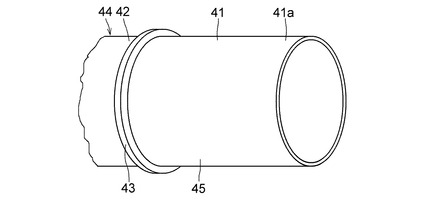
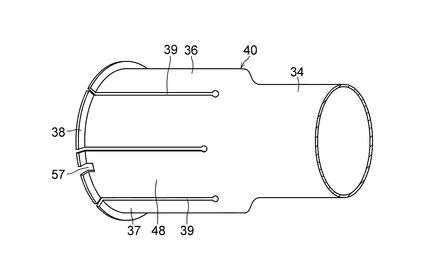
上記した性能を発揮する円筒状ガスケット23は、図17に示す差し込み型排気管継手に組み込まれて使用される。すなわち、図17に示す差し込み型排気管継手において、管端部34、管端部34にテーパ状の環状肩部35を介して拡径して設けられた拡径円筒部36、拡径円筒部36の軸方向の一方の端部に設けられた開口端部37、開口端部37の外周面に径方向外方に伸びて設けられたフランジ部38並びに拡径円筒部36及びフランジ部38に開口端部37の環状端面37aから軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリット39を夫々備えた外管40(図17及び図19参照)と、外管40の拡径円筒部36の内部を通ると共に軸方向の一端部41aで外管40の管端部34に嵌合された管端部41、管端部41の軸方向の他端部42の円筒外面に立設されたフランジ43を備えた内管44(図17及び図18参照)と、内管44の管端部41の円筒外面45と外管40の拡径円筒部36の円筒内面46との間の環状隙間47に嵌合された前記円筒状ガスケット23と、拡径円筒部36の円筒外面48に配された締付けバンド49(図20参照)とを具備しており、締付けバンド49は、その円筒本体49aから径方向外方に一体的に突設した一対の耳部50及び51の貫通孔52及び53に挿入されたボルトなどの締結具54の締め付けによる円筒本体49aの縮径で、円筒本体49aの内周面49bを介して外管40の拡径円筒部36の円筒内面46を円筒状ガスケット23の円筒状の外周面20に押し付け、この押し付けを介して円筒ガスケット23の円筒状の内周面19を内管44の管端部41の円筒外面45に押し付けるようになっており、円筒状ガスケット23は、環状隙間47において、軸方向の一方の端部23aの端面22が内管44のフランジ43に当接して配されており、而して、円筒状ガスケット23は、内管44と外管40との間の環状隙間47を密封し、当該環状隙間47からの排気ガスの漏洩を防止するようになっている。
【0046】
上記した差し込み型排気管継手において、締付けバンド49の軸方向の端部54及び55の内の一方の端部54には、径方向内方に向かって突出するフック部56が設けられており、外管40の拡径円筒部36のフランジ部38に形成された切欠き部57と同様の横断面を有しているフック部56は、締付けバンド49が外管40の拡径円筒部36の外周面48に装着されたとき、フランジ部38に形成された切欠き部57を自由に通過して、その内面で内管44のフランジ43の軸方向側面に接触し、内管44のフランジ43に係合するために、外管40はそのフランジ部38において締付けバンド49と軸方向に係合する結果、内管44と外管40とに両者を軸方向に離間させる力が作用しても、内管44と外管40とは軸方向に離脱することがない。
【0047】
なお、本発明においては、剛性が高められている円筒状ガスケット23は、締付けバンド49による大きな締付け力によってもヘタリ等の不具合を生じることがないので、締付けバンド49に形成されたフック部56と外管40のフランジ部38に形成された切欠き部57とを必ずしも設けなくてもよい。
【実施例】
【0048】
次に、本発明を実施例に基づき詳細に説明する。なお、本発明はこれら実施例に何等限定されない。
【0049】
実施例1
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0050】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦2mm、横2.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを補強材とした。
【0051】
円筒状ガスケットの環状の端面となる補強材の幅方向の両端縁から耐熱材が幅方向にはみ出していると共に、補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁を合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製した。
【0052】
円筒状の芯金の外周面に、重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製した。この筒状母材においては、耐熱材の軸方向の両端部はそれぞれ補強材の軸方向に突出(はみ出し)している。
【0053】
内面に貫通孔を有するキャビティの該貫通孔に段付きコアを嵌挿することによって内部に中空円筒部が形成された図9に示す金型を準備し、該金型の段付きコアに筒状母材を挿入した。
【0054】
金型の中空円筒部に配した筒状母材をコア軸方向に196N/mm2(2トン/cm2)の圧力で圧縮成形し、貫通孔を規定する円筒状の内周面と円筒状の外周面と環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.21Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の60%を占めるものであった。
【0055】
実施例2
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0056】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを補強材とした。
【0057】
以下、実施例1と同様の方法で、貫通孔を規定する円筒状の内周面と円筒状の外周面と環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.23Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の58%を占めるものであった。
【0058】
実施例3
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0059】
補強材として、実施例1と同様の補強材を使用した。
【0060】
以下、実施例1と同様の方法で、円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度1.30Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の63%を占めるものであった。
【0061】
実施例4
耐熱材として、実施例3と同様の密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0062】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網からなる補強材の内部に、耐熱材を連続的に挿入し、該耐熱材を挿入した補強材をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ間の隙間(0.5mm)に供給し該耐熱材の厚さ方向に加圧して該膨張黒鉛シートからなる耐熱材と該円筒状編組金網からなる補強材とを一体化し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を作製した。
【0063】
以下、前記実施例1と同様の方法で円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.42Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の75%を占めるものであった。
【0064】
実施例5
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0065】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を二本使用して円筒状編組金網からなる補強材の内部に、耐熱材を連続的に挿入し、該耐熱材を挿入した補強材をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ間の隙間(0.45mm)に供給し該耐熱材の厚さ方向に加圧して補強材と耐熱材とを一体化し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を作製した。
【0066】
以下、前記実施例1と同様の方法で円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.52Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の80%を占めるものであった。
【0067】
比較例1
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0068】
金属細線として線径0.15mmのオーステナイト系ステンレス鋼線を一本使用して編み機(図示せず)で連続的に編んで得られる網目の目幅が縦4mm、横3mm程度の円筒状編組金網を一対のローラ間に通して所定の幅の帯状金網を作製し、帯状金網を所定の長さに切断した補強材を準備した。
【0069】
円筒状ガスケットの環状の端面となる補強材の幅方向の両端縁から耐熱材が幅方向にはみ出していると共に、補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁を合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製した。
【0070】
円筒状の芯金の外周面に、重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製した。この筒状母材においては、耐熱材の軸方向の両端部はそれぞれ補強材の軸方向に突出(はみ出し)している。
【0071】
貫通孔を有するキャビティの該貫通孔に段付きコアを嵌挿することによって内部に中空円筒部が形成された図9に示す金型を準備し、該金型の段付きコアに筒状母材を挿入した。
【0072】
金型の中空円筒部に配した筒状母材をコア軸方向に196N/mm2(2トン/cm2)の圧力で圧縮成形し、貫通孔を規定する円筒状の内周面と円筒状の外周面と軸方向の環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.21Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の41%(耐熱材59%)を占めるものであった。
【0073】
比較例2
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0074】
金属細線として線径0.20mmのオーステナイト系ステンレス鋼線を一本使用して編み機(図示せず)で連続的に編んで得られる網目の目幅が縦4mm、横3mm程度の円筒状編組金網を一対のローラ間に通して所定の幅の帯状金網を作製し、帯状金網を所定の長さに切断した補強材を準備した。
【0075】
以下、比較例1と同様の方法で、円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.30Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の42%を占めるものであった。
【0076】
次に、上記した実施例1ないし実施例5並びに比較例1及び比較例2で得た円筒状ガスケットを図17に示す差し込み型排気管継手に組み込み、ガス漏れ量(l/min)及び締結バンドによる締付けトルクの低下率(%)ついて試験した結果を説明する。
【0077】
<ガス漏れ量の試験条件及び試験方法>
<試験条件>
締付けバンドによる締付け力:12N・m
加振角度:±0.5°(内管固定)
加振周波数(揺動速度):50Hz
温度(図17に示す内管44の外表面温度):室温(25℃)〜500℃
試験時間:24時間
【0078】
<試験方法>
室温(25℃)において50Hzの加振周波数で±0.5°の揺動運動を継続しながら1時間で500℃の温度まで昇温し、その温度を22時間保持した状態で揺動運動を継続し、22時間経過後、1時間で室温まで降温し、室温(試験開始前)でのガス漏れ量と試験時間24時間経過後のガス漏れ量を測定した。
【0079】
<ガス漏れ量の測定方法>
図17に示す差し込み型排気管継手の外管40の開口部を閉塞し、内管44側から、30kPaの圧力で乾燥空気を流入し、継手部分(内管44と外管40との間の隙間)からのガス漏れ量を流量計にて、(1)試験初期(試験開始前)及び(2)24時間の試験経過後の2回測定した。
【0080】
表1及び表2は、上記試験結果を示す。
【0081】
【表1】

【0082】
【表2】
【0083】
表1及び表2に示す試験結果から、実施例1ないし実施例5からなる円筒状ガスケットは、ガス漏れ量及び締付けトルクの低下率において、比較例1及び比較例2からなる円筒状ガスケットよりも優れていることがわかる。比較例の円筒状ガスケットのガス漏れ量が増加したのは、円筒状ガスケットのヘタリや応力緩和等による締付けバンドの締付け力の大幅な低下に起因するものであることが確認された。
【0084】
以上説明したように、本発明の円筒状ガスケットは、膨張黒鉛からなる耐熱材の密度が1.21〜1.58Mg/m3を呈し、金網からなる補強材の質量が円筒状ガスケットの質量の50〜80%を占めているので、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもっており、差し込み型排気管継手に組み込まれ、締付けバンドによって強固に締め付けられても当該円筒状ガスケットはヘタリ等の不具合を生じることがなく、悪路走行により継手部に振動荷重、曲げトルクや内、外管間にこじれが繰返し生じた場合においても、排気管の継手部からのガス漏れを極力防止することできる。
【符号の説明】
【0085】
1 耐熱材
2 補強材
5 帯状金網
10 重合体
11、33 筒状母材
13 キャビティ
14 段付きコア
15 中空円筒部
16 金型
17 パンチ
23 円筒状ガスケット
【技術分野】
【0001】
本発明は、ATV(All Terrain Vehicle:四輪バギー)、雪上車、二輪自動車等の車輌に使用される差し込み型排気管継手に使用されて好適な円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手に関する。
【背景技術】
【0002】
差し込み型の排気管継手は、内管と、この内管の外径とほぼ同一の内径を有する外管とを有し、外管は、その管端部に径拡大端部を有しており、内管は、外管の径拡大部を通ると共に一端部で外管の管端部に嵌合する管端部とを有しており、内管の管端部と外管の径拡大部との間の環状の隙間の中にガスケットが嵌められ、外管の外周面に配された締付けバンドにより、内、外管の間における隙間をシールするようになっている(特許文献1、特許文献2及び特許文献3参照)。
【0003】
そして、上記排気管継手に使用されるガスケットとして、膨張黒鉛シートを一定の幅と、長さとを有するように切断して条片とし、この条片の上に、該膨張黒鉛シートの長さとほぼ等しい長さに切断した金網を重ね合わせ、これを円筒状の芯金の回りに、金網を内側として捲回して円筒状体を作製し、この円筒状体を金型内に入れ、その軸線方向に圧縮成形し、内周面に金網又は膨張黒鉛が露出し、その両端面と外周面とは、膨張黒鉛によって覆われたガスケットが提案されている(特許文献1及び特許文献3参照)。
【0004】
また、膨張黒鉛シートの表面全面に金属製の網材により包囲してなるガスケット主体を設け、該ガスケット主体を環状に湾曲してプレス機により圧縮して膨張黒鉛と網材とを一体的に固着した環状ガスケットも提案されている(特許文献4参照)。
【0005】
上記特許文献1乃至特許文献3において提案されたガスケットに使用される膨張黒鉛において、耐熱性、耐薬品性、低摩擦性を有するという特性は、普通の黒鉛(グラファイト)と実質的に同等であるが、斯かる膨張黒鉛は、結合剤を使用することなく、加圧することによって容易に薄板やブロックに成形でき、得られた造形物は、前記黒鉛と異なり、柔軟で、可撓性を有するという特性を有している。
【0006】
したがって、排気管継手の内管と外管の径拡大部との間に配された膨張黒鉛と金網からなるガスケットは、内管内を流動する排気ガスの熱により体積膨張すると共に柔軟性と可撓性を有しているので、内管と外管との間の隙間に良く順応し、適合して内管と外管との間の密封性を向上させることができるというものである(特許文献1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭61−244815号公報
【特許文献2】実公平6−36273号公報
【特許文献3】特開平6−146875号公報
【特許文献4】実開平5−47620号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかしながら、近年においては、騒音対策として排気管が大型化し、また排気ガス対策として排気管には触媒装置が装着されるようになり、差し込み型排気管継手に過大な荷重が付加されるようになっている。特に、悪路走行により該継手に振動荷重、曲げトルクや内、外管間にこじれが繰返し生じることになる。
【0009】
上記した繰返し生じる振動荷重、曲げトルクやこじれに対し、ガスケットには、密封性を発揮させるために要求される柔軟性と、締付けバンドで締め付ける際にヘタリ等を生じることなく締付け力を受け止める剛性とが要求される。この相反する二つの性能に対し、上記した従来のガスケットは、柔軟性又は剛性のいずれかの性能に特化しており、双方の性能を両立させることが難しく、その結果、剛性に特化したガスケットにおいては、密封性に問題を生じ、一方、柔軟性に特化したガスケットにおいては、ガスケットのヘタリ等に起因する締付けバンドの緩み等により、内、外管間における隙間の密封性を低下させるという問題を生じる虞がある。
【0010】
本発明は前記諸点に鑑みてなされたものであり、その目的とするところは、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった差し込み型排気管継手に使用されて好適な円筒状ガスケット及びその製造方法並びに該円筒状ガスケットを使用した差し込み型排気管継手を提供することにある。
【課題を解決するための手段】
【0011】
本発明の差し込み型排気管継手に用いられる円筒状ガスケットは、金網からなると共に圧縮された補強材と、該補強材の金網の網目を充填していると共に圧縮された膨張黒鉛からなる耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、該耐熱材の密度は、1.21〜1.58Mg/m3を呈しており、該補強材の質量は、全体の質量の50〜80%の割合を占めていることを特徴とする。
【0012】
本発明によれば、金網からなると共に圧縮された補強材が全体の質量に対して50〜80%であるために、締付けバンドによる締付力や振動による荷重を主として金網からなる補強材で受けることができる結果、ヘタリを生じ難く、また、耐熱材の密度が1.21〜1.58Mg/m3を呈しているために、密封性に必要な柔軟性を充分に得ることができ、而して、柔軟性と剛性との相反する二つの性能を併せもつと共に差し込み型排気管継手に使用されて好適な円筒状ガスケットを提供できる。
【0013】
金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の50〜80%の割合を占めていると共に差し込み型排気管継手に用いられる本発明の円筒状ガスケットの第一の製造方法は、(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、(2)金属細線を織ったり編んだりして得られる金網からなる補強材を準備し、該補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁とを合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製する工程と、(3)円筒状の芯金の外周面に、該重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製する工程と、(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程とを具備していることを特徴とする。
【0014】
金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面と補強材からなる面とが混在した面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていると共に差し込み型排気管継手に用いられる本発明の円筒状ガスケットの第二の製造方法は、(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、(2)該耐熱材を、金属細線を織ったり編んだりして得られる金網からなる補強材の二つの層間に挿入すると共に当該挿入された耐熱材を二つの層間に具備した補強材を一対のローラ間の隙間に供給して加圧し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を形成する工程と、(3)芯金の回りに該扁平状の複合シート材を少なくとも三回捲回して筒状母材を形成する工程と、(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程とを具備していることを特徴とする。
【0015】
本発明の円筒状ガスケットの第一及び第二の製造方法によれば、膨張黒鉛からなる耐熱材の密度と金網からなる補強材の質量との関係において、耐熱材の密度が1.21〜1.58Mg/m3であり、補強材の質量が全体の質量の50〜80%を占めるようにして円筒状ガスケットを製造するために、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった円筒状ガスケットを得ることができる。
【0016】
本発明の差し込み型排気管継手は、管端部、当該管端部に環状肩部を介して拡径して設けられた拡径円筒部、当該拡径円筒部の軸方向の一方の端部に設けられた開口端部、当該開口端部の外周面に径方向外方に伸びて設けられたフランジ部、該拡径円筒部及びフランジ部に開口端部の環状端面から軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリットを夫々備えた外管と、当該外管の拡径円筒部の内部を通ると共に一端部で外管の管端部に嵌合された管端部、当該管端部の他端部の円筒外面に立設されたフランジを備えた内管と、該内管の管端部の円筒外面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された上記の円筒状ガスケットと、締め付けにより、外管の管端部の円筒内面を円筒状ガスケットの円筒状の外周面に押し付け、この押し付けを介して円筒ガスケットの円筒状の内周面を内管の管端部の円筒外面に押し付けるべく、外管の管端部の円筒外面に配された締付けバンドとを具備しており、該円筒状ガスケットは、環状隙間において、軸方向の一方の端部の環状の端面が内管のフランジに当接して配されている。
【0017】
本発明の差し込み型排気管継手によれば、内管の管端部の外周面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された円筒状ガスケットは、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていることから、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもっており、その結果、内管と外管との間における隙間の密封性が向上され、当該隙間からの排気ガスの漏洩が極力防止される。
【発明の効果】
【0018】
本発明によれば、膨張黒鉛からなる耐熱材の密度が1.21〜1.58Mg/m3であって、金網からなる補強材の質量が全体の質量の50〜80%を占めているので、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもった円筒状ガスケット及びその製造方法を、また、当該円筒状ガスケットを組込むことにより、内管と外管との間における隙間の密封性を向上でき、当該隙間からの排気ガスの漏洩を極力防止することができる差し込み型排気管継手を夫々提供することができる。
【図面の簡単な説明】
【0019】
【図1】図1は、本発明の実施の形態の一例で製造された円筒状ガスケットの斜視図である。
【図2】図2は、図1のII−II線矢視断面図である。
【図3】図3は、本発明の円筒状ガスケットの製造工程における膨張黒鉛シートからなる耐熱材の斜視図である。
【図4】図4は、本発明の円筒状ガスケットの製造工程における補強材の形成方法の説明図である。
【図5】図5は、補強材の金網の網目の平面説明図である。
【図6】図6は、本発明の円筒状ガスケットの製造工程における重合体の斜視説明図である。
【図7】図7は、本発明の円筒状ガスケットの製造工程における筒状母材の平面説明図である。
【図8】図8は、図7に示す筒状母材のVIII−VIII線矢視断面説明図である。
【図9】図9は、本発明の円筒状ガスケットの製造工程における金型中に筒状母材を挿入した状態を示す断面説明図である。
【図10】図10は、本発明の円筒状ガスケットの製造工程における複合シート材の第一の形成方法の説明図である。
【図11】図11は、図10に示す複合シート材の製造工程における円筒状編組金網からなる補強材内に膨張黒鉛シートからなる耐熱材を挿入し、該補強材を扁平状に変形させると共に扁平状に形成された補強材内に膨張黒鉛シートからなる耐熱材が配された状態の断面説明図である。
【図12】図12は、図10に示す製造工程を経て製造された複合シート材の断面説明図である。
【図13】図13は、本発明の円筒状ガスケットの製造工程における複合シート材の第二の形成方法の説明図である。
【図14】図14は、本発明の円筒状ガスケットの製造工程における複合シート材の第二の形成方法の説明図である。
【図15】図15は、本発明の円筒状ガスケットの製造工程における筒状母材の平面説明図である。
【図16】図16は、図15に示す筒状母材のXVI−XVI線矢視断面説明図である。
【図17】図17は、本発明の円筒状ガスケットの一例を組込んだ差し込み型排気管継手の縦断面説明図である。
【図18】図18は、差し込み型排気管継手の内管の斜視説明図である。
【図19】図19は、差し込み型排気管継手の外管の斜視説明図である。
【図20】図20は、差し込み型排気管継手の締付けバンドの斜視説明図である。
【発明を実施するための形態】
【0020】
次に、本発明及びその実施の形態を、図に示す好ましい実施例に基づいて更に詳細に説明する。なお、本発明はこれらの実施例に何等限定されないのである。
【0021】
本発明の円筒状ガスケットにおける構成材料及び円筒状ガスケットの製造方法について説明する。
【0022】
<耐熱材及びその製造方法について>
濃度98%の濃硫酸を攪拌しながら、酸化剤として過酸化水素の60%水溶液を加え、これを反応液とする。この反応液を冷却して10℃の温度に保持し、該反応液に粒度30〜80メッシュの鱗片状天然黒鉛粉末を添加して30分間反応を行う。反応後、吸引濾過して酸処理黒鉛粉末を分離し、該酸処理黒鉛粉末を水で10分間撹拌して吸引濾過するという洗浄作業を2回繰り返し、酸処理黒鉛粉末から硫酸分を充分除去する。ついで、硫酸分を充分除去した酸処理黒鉛粉末を110℃の温度に保持した乾燥炉で3時間乾燥し、これを酸処理黒鉛粉末とする。
【0023】
上記酸処理黒鉛粉末を、950〜1200℃の温度で1〜10秒間加熱(膨張)処理して分解ガスを発生せしめ、そのガス圧により黒鉛層間を拡張して膨張させた膨張黒鉛粒子(膨張倍率240〜300倍)を形成する。この膨張黒鉛粒子を所望のロール隙間に調整した双ローラ装置に供給してロール成形し、所望の厚さの膨張黒鉛シートを作製し、この膨張黒鉛シートを耐熱材とする。
【0024】
耐熱材は、密度が1.0〜1.15Mg/m3程度で、厚さは、0.3〜0.6mm程度のシート材が使用されて好適である。
【0025】
<補強材について>
補強材は、鉄系としてオーステナイト系のSUS304、SUS310S、SUS316、フェライト系のSUS430などのステンレス鋼線、鉄線(JISG3532)もしくは亜鉛メッキ鋼線(JISG3547)又は銅系として銅−ニッケル合金(白銅)線、銅−ニッケル−亜鉛合金(洋白)線、黄銅線、ベリリウム銅線からなる金属細線を一本又は二本以上を使用して織ったり、編んだりして形成される織組金網又は編組金網が使用される。
【0026】
金網を形成する金属細線において、線径は、0.20〜0.32mm程度のものが使用され、該線径の金属細線で形成された補強材の金網の網目の目幅(編組金網を示す図5参照)は縦2.5〜6mm、横1.5〜5mm程度のものが使用されて好適である。
【0027】
次に、上記した構成材料からなる円筒状ガスケットの製造方法について、図面に基づき説明する。
【0028】
<円筒状ガスケットの第一の製造方法>
(第一工程)
密度が1.0〜1.15Mg/m3であって、厚さが0.3〜0.6mm、幅がd、長さがlの膨張黒鉛シートからなる耐熱材1を準備する(図3参照)。
【0029】
(第二工程)
図4に示すように、線径が0.20〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2を一対のローラ3及び4間に通して所定の幅D(D<d)の帯状金網5を作製し、帯状金網5を所定の長さL(L<l)に切断した補強材2を準備する。
【0030】
(第三工程)
図6に示すように、補強材2の長さ方向の端縁8と当該端縁8に対応する耐熱材lの長さ方向の端縁9とを合致させて当該耐熱材1と補強材2とを互いに重ね合わせて、後述する円筒状ガスケット23(図1参照)において円筒状の内周面19及び円筒状の外周面20並びに環状の両端面21及び22に耐熱材1が露出するようにすべく、円筒状ガスケット23の両端面21及び22となる補強材2の幅方向の両端6及び7と耐熱材1の幅方向の両端を面一とした重合体10を作製するか、又は、図6に示すように、円筒状ガスケット23の両端面21及び22となる補強材2の幅方向の両端6及7から耐熱材1が幅方向にはみ出し量δ(2δ+D=d)だけはみ出した重合体10を作製する。
【0031】
(第四工程)
重合体10を、図7及び図8に示すように、耐熱材1を内側にしてうず巻き状であって耐熱材1が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材1が露出した筒状母材11を形成する。耐熱材1としては、筒状母材11における耐熱材1の巻き回数が補強材2の巻き回数よりも多くなるように、補強材2の長さLに対して(1.3×L)mmから(1.5×L)mmの長さlを有したものが予め準備される。筒状母材11において、図8に示すように、耐熱材1は、軸方向の一方の端縁側において補強材2の一方の端縁6から軸方向にδだけはみ出しており、また軸方向の他方の端縁側において補強材2の他方の端縁7から軸方向にδだけはみ出している。
【0032】
(第五工程)
内部に貫通孔12を有するキャビティ13の当該貫通孔12に段付きコア14を嵌挿することによって内部に中空円筒部15が形成された図9に示すような金型16を準備し、該金型16の段付きコア14に筒状母材11を挿入する。
【0033】
金型16の中空円筒部15に配された筒状母材11をパンチ17でコア軸方向に98〜294N/mm2(1〜3トン/cm2)の圧力で圧縮成形し、図1及び図2に示すような、貫通孔18を規定する円筒状の内周面19と、円筒状の外周面20と、環状の端面21及び22とを備えた円筒状ガスケット23を作製する。
【0034】
筒状母材11の圧縮成形により作製された円筒状ガスケット23において、膨張黒鉛からなる耐熱材1と金網からなる補強材2とは、圧縮されて、互いに絡み合って構造的一体性を有しており、当該円筒状ガスケット23の内周面19及び外周面20並びに端面21及び22は、耐熱材1からなる面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【0035】
<円筒状ガスケットの第二の製造方法>
(第一工程)
前記第一の製造方法と同様、密度が1.0〜1.15Mg/m3であって、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材1を準備する(図3参照)
。
【0036】
(第二工程)
<複合シート材の第一の製法>
線径が0.20〜0.32mmの金属細線を編み機(図示せず)で連続的に編んで得られる網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2の金網からなる二つの層間となる内部に、前記耐熱材1と同様であるが、補強材2の直径よりも小さい幅dを有する耐熱材1を連続的に挿入(図10及び図11参照)し、挿入された耐熱材1を金網からなる二つの層間に具備した補強材2をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ24及び25間の隙間Δ1に供給し耐熱材1の厚さ方向に加圧してこれら補強材2と耐熱材1とを一体化し、補強材2の金網の網目に耐熱材1を充填して、補強材2からなる面26と耐熱材1からなる面27とが混在して露出した両表面28a及び28bと、補強材2の幅方向の両側に耐熱材1が充填されない部分29及び29とを有する扁平状の複合シート材30(図12参照)を作製する。
【0037】
<複合シート材の第二の製法>
図4に示すように、線径0.20〜0.32mmの金属細線を円筒状に編んで形成した網目の目幅が縦2.5〜6mm、横1.5〜5mm程度(図5参照)の円筒状編組金網からなる補強材2をローラ3及び4間に通して所定の幅の帯状金網5を作製し、帯状金網5を所定の長さに切断した補強材2を準備する。
【0038】
図13に示すように、帯状金網5からなる補強材2の金網からなる二つの層間となる内部に、補強材2の幅Dよりも小さい幅dを有する耐熱材1を挿入すると共に、これら耐熱材1を金網からなる二つの層間に具備した補強材2を、図14に示すように、ローラ31及び32間の隙間Δ1に供給し該耐熱材1の厚さ方向に加圧してこれら補強材2と耐熱材1とを一体化し、補強材2の金網の網目に耐熱材1を充填して、補強材2からなる面26と耐熱材1からなる面27とが混在して露出した両表面28a及び28bと、補強材2の幅方向の両側に耐熱材1が充填されない部分29及び29とを有する扁平状の複合シート材30(図12参照)を作製する。
【0039】
上記第一及び第二の製法において、一対の円筒ローラ24及び25並びに一対のローラ31及び32間の隙間Δ1は、0.4〜0.6mm程度が適当である。
【0040】
この複合シート材30における金網からなる補強材2は、最終の円筒状ガスケット中に占める補強材2の量となるものであり、補強材2の金網の網目の目幅、金網を形成する金属細線の線径又は金属細線を一本編み又は二本編みして形成される金網によって調整される。
【0041】
(第三工程)
円筒状の芯金の回りに、扁平状の複合シート材30を三周分捲回して筒状母材33を作製する(図15及び図16参照)。
【0042】
(第四工程)
前記第一の方法と同様の金型16を準備し、該金型16の段付きコア14に筒状母材33を挿入する。
【0043】
金型16の中空円筒部15に配された筒状母材33をパンチ17でコア軸方向に98〜294N/mm2(1〜3トン/cm2)の圧力で圧縮成形し、図1に示すような、貫通孔18を規定する円筒状の内周面19と円筒状の外周面20と環状の端面21及び22を備えた円筒状ガスケット23を作製する。
【0044】
筒状母材33の圧縮成形により作成された円筒状ガスケット23において、膨張黒鉛からなる耐熱材1と金網からなる補強材2とは、圧縮されて、互いに絡み合って構造的一体性を有しており、円筒状ガスケット23の露出した円筒状の内周面19及び円筒状の外周面20並びに軸方向の環状の端面21及び22の夫々は、耐熱材1からなる面と補強材2からなる面とが混在した面からなっており、円筒状ガスケット23において、耐熱材1の密度は、1.21〜1.58Mg/m3を呈し、補強材2の質量は、円筒状ガスケット23全体の質量の50〜80%を占めている。
【0045】
上記した性能を発揮する円筒状ガスケット23は、図17に示す差し込み型排気管継手に組み込まれて使用される。すなわち、図17に示す差し込み型排気管継手において、管端部34、管端部34にテーパ状の環状肩部35を介して拡径して設けられた拡径円筒部36、拡径円筒部36の軸方向の一方の端部に設けられた開口端部37、開口端部37の外周面に径方向外方に伸びて設けられたフランジ部38並びに拡径円筒部36及びフランジ部38に開口端部37の環状端面37aから軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリット39を夫々備えた外管40(図17及び図19参照)と、外管40の拡径円筒部36の内部を通ると共に軸方向の一端部41aで外管40の管端部34に嵌合された管端部41、管端部41の軸方向の他端部42の円筒外面に立設されたフランジ43を備えた内管44(図17及び図18参照)と、内管44の管端部41の円筒外面45と外管40の拡径円筒部36の円筒内面46との間の環状隙間47に嵌合された前記円筒状ガスケット23と、拡径円筒部36の円筒外面48に配された締付けバンド49(図20参照)とを具備しており、締付けバンド49は、その円筒本体49aから径方向外方に一体的に突設した一対の耳部50及び51の貫通孔52及び53に挿入されたボルトなどの締結具54の締め付けによる円筒本体49aの縮径で、円筒本体49aの内周面49bを介して外管40の拡径円筒部36の円筒内面46を円筒状ガスケット23の円筒状の外周面20に押し付け、この押し付けを介して円筒ガスケット23の円筒状の内周面19を内管44の管端部41の円筒外面45に押し付けるようになっており、円筒状ガスケット23は、環状隙間47において、軸方向の一方の端部23aの端面22が内管44のフランジ43に当接して配されており、而して、円筒状ガスケット23は、内管44と外管40との間の環状隙間47を密封し、当該環状隙間47からの排気ガスの漏洩を防止するようになっている。
【0046】
上記した差し込み型排気管継手において、締付けバンド49の軸方向の端部54及び55の内の一方の端部54には、径方向内方に向かって突出するフック部56が設けられており、外管40の拡径円筒部36のフランジ部38に形成された切欠き部57と同様の横断面を有しているフック部56は、締付けバンド49が外管40の拡径円筒部36の外周面48に装着されたとき、フランジ部38に形成された切欠き部57を自由に通過して、その内面で内管44のフランジ43の軸方向側面に接触し、内管44のフランジ43に係合するために、外管40はそのフランジ部38において締付けバンド49と軸方向に係合する結果、内管44と外管40とに両者を軸方向に離間させる力が作用しても、内管44と外管40とは軸方向に離脱することがない。
【0047】
なお、本発明においては、剛性が高められている円筒状ガスケット23は、締付けバンド49による大きな締付け力によってもヘタリ等の不具合を生じることがないので、締付けバンド49に形成されたフック部56と外管40のフランジ部38に形成された切欠き部57とを必ずしも設けなくてもよい。
【実施例】
【0048】
次に、本発明を実施例に基づき詳細に説明する。なお、本発明はこれら実施例に何等限定されない。
【0049】
実施例1
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0050】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を一本使用して網目の目幅が縦2mm、横2.5mm程度の円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを補強材とした。
【0051】
円筒状ガスケットの環状の端面となる補強材の幅方向の両端縁から耐熱材が幅方向にはみ出していると共に、補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁を合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製した。
【0052】
円筒状の芯金の外周面に、重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製した。この筒状母材においては、耐熱材の軸方向の両端部はそれぞれ補強材の軸方向に突出(はみ出し)している。
【0053】
内面に貫通孔を有するキャビティの該貫通孔に段付きコアを嵌挿することによって内部に中空円筒部が形成された図9に示す金型を準備し、該金型の段付きコアに筒状母材を挿入した。
【0054】
金型の中空円筒部に配した筒状母材をコア軸方向に196N/mm2(2トン/cm2)の圧力で圧縮成形し、貫通孔を規定する円筒状の内周面と円筒状の外周面と環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.21Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の60%を占めるものであった。
【0055】
実施例2
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0056】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網を作製し、これを一対のローラ間に通して帯状金網とし、これを補強材とした。
【0057】
以下、実施例1と同様の方法で、貫通孔を規定する円筒状の内周面と円筒状の外周面と環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.23Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の58%を占めるものであった。
【0058】
実施例3
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0059】
補強材として、実施例1と同様の補強材を使用した。
【0060】
以下、実施例1と同様の方法で、円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度1.30Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の63%を占めるものであった。
【0061】
実施例4
耐熱材として、実施例3と同様の密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0062】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線を一本使用して網目の目幅が縦4mm、横5mmの円筒状編組金網からなる補強材の内部に、耐熱材を連続的に挿入し、該耐熱材を挿入した補強材をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ間の隙間(0.5mm)に供給し該耐熱材の厚さ方向に加圧して該膨張黒鉛シートからなる耐熱材と該円筒状編組金網からなる補強材とを一体化し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を作製した。
【0063】
以下、前記実施例1と同様の方法で円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.42Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の75%を占めるものであった。
【0064】
実施例5
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0065】
金属細線として線径0.28mmのオーステナイト系ステンレス鋼線(SUS304)を二本使用して円筒状編組金網からなる補強材の内部に、耐熱材を連続的に挿入し、該耐熱材を挿入した補強材をその挿入開始端側から平滑な円筒状の外周面を有する一対の円筒ローラ間の隙間(0.45mm)に供給し該耐熱材の厚さ方向に加圧して補強材と耐熱材とを一体化し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を作製した。
【0066】
以下、前記実施例1と同様の方法で円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.52Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の80%を占めるものであった。
【0067】
比較例1
密度が1.0Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0068】
金属細線として線径0.15mmのオーステナイト系ステンレス鋼線を一本使用して編み機(図示せず)で連続的に編んで得られる網目の目幅が縦4mm、横3mm程度の円筒状編組金網を一対のローラ間に通して所定の幅の帯状金網を作製し、帯状金網を所定の長さに切断した補強材を準備した。
【0069】
円筒状ガスケットの環状の端面となる補強材の幅方向の両端縁から耐熱材が幅方向にはみ出していると共に、補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁を合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製した。
【0070】
円筒状の芯金の外周面に、重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製した。この筒状母材においては、耐熱材の軸方向の両端部はそれぞれ補強材の軸方向に突出(はみ出し)している。
【0071】
貫通孔を有するキャビティの該貫通孔に段付きコアを嵌挿することによって内部に中空円筒部が形成された図9に示す金型を準備し、該金型の段付きコアに筒状母材を挿入した。
【0072】
金型の中空円筒部に配した筒状母材をコア軸方向に196N/mm2(2トン/cm2)の圧力で圧縮成形し、貫通孔を規定する円筒状の内周面と円筒状の外周面と軸方向の環状の端面とを備えた円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.21Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の41%(耐熱材59%)を占めるものであった。
【0073】
比較例2
密度が1.15Mg/m3であって、厚さが0.4mmの膨張黒鉛シートからなる耐熱材を準備した。
【0074】
金属細線として線径0.20mmのオーステナイト系ステンレス鋼線を一本使用して編み機(図示せず)で連続的に編んで得られる網目の目幅が縦4mm、横3mm程度の円筒状編組金網を一対のローラ間に通して所定の幅の帯状金網を作製し、帯状金網を所定の長さに切断した補強材を準備した。
【0075】
以下、比較例1と同様の方法で、円筒状ガスケットを作製した。この円筒状ガスケットにおいて、耐熱材の密度は1.30Mg/m3であり、補強材の質量は、円筒状ガスケットの質量の42%を占めるものであった。
【0076】
次に、上記した実施例1ないし実施例5並びに比較例1及び比較例2で得た円筒状ガスケットを図17に示す差し込み型排気管継手に組み込み、ガス漏れ量(l/min)及び締結バンドによる締付けトルクの低下率(%)ついて試験した結果を説明する。
【0077】
<ガス漏れ量の試験条件及び試験方法>
<試験条件>
締付けバンドによる締付け力:12N・m
加振角度:±0.5°(内管固定)
加振周波数(揺動速度):50Hz
温度(図17に示す内管44の外表面温度):室温(25℃)〜500℃
試験時間:24時間
【0078】
<試験方法>
室温(25℃)において50Hzの加振周波数で±0.5°の揺動運動を継続しながら1時間で500℃の温度まで昇温し、その温度を22時間保持した状態で揺動運動を継続し、22時間経過後、1時間で室温まで降温し、室温(試験開始前)でのガス漏れ量と試験時間24時間経過後のガス漏れ量を測定した。
【0079】
<ガス漏れ量の測定方法>
図17に示す差し込み型排気管継手の外管40の開口部を閉塞し、内管44側から、30kPaの圧力で乾燥空気を流入し、継手部分(内管44と外管40との間の隙間)からのガス漏れ量を流量計にて、(1)試験初期(試験開始前)及び(2)24時間の試験経過後の2回測定した。
【0080】
表1及び表2は、上記試験結果を示す。
【0081】
【表1】
【0082】
【表2】
【0083】
表1及び表2に示す試験結果から、実施例1ないし実施例5からなる円筒状ガスケットは、ガス漏れ量及び締付けトルクの低下率において、比較例1及び比較例2からなる円筒状ガスケットよりも優れていることがわかる。比較例の円筒状ガスケットのガス漏れ量が増加したのは、円筒状ガスケットのヘタリや応力緩和等による締付けバンドの締付け力の大幅な低下に起因するものであることが確認された。
【0084】
以上説明したように、本発明の円筒状ガスケットは、膨張黒鉛からなる耐熱材の密度が1.21〜1.58Mg/m3を呈し、金網からなる補強材の質量が円筒状ガスケットの質量の50〜80%を占めているので、密封性に寄与する柔軟性と、締付けバンドによる締付け力を受け止める剛性とを合わせもっており、差し込み型排気管継手に組み込まれ、締付けバンドによって強固に締め付けられても当該円筒状ガスケットはヘタリ等の不具合を生じることがなく、悪路走行により継手部に振動荷重、曲げトルクや内、外管間にこじれが繰返し生じた場合においても、排気管の継手部からのガス漏れを極力防止することできる。
【符号の説明】
【0085】
1 耐熱材
2 補強材
5 帯状金網
10 重合体
11、33 筒状母材
13 キャビティ
14 段付きコア
15 中空円筒部
16 金型
17 パンチ
23 円筒状ガスケット
【特許請求の範囲】
【請求項1】
金網からなると共に圧縮された補強材と、該補強材の金網の網目を充填していると共に圧縮された膨張黒鉛からなる耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、該耐熱材の密度は、1.21〜1.58Mg/m3を呈しており、該補強材の質量は、全体の質量の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項2】
内周面及び外周面並びに両端面は、耐熱材からなる面からなる請求項1に記載の差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項3】
内周面及び外周面並びに両端面は、耐熱材からなる面と補強材からなる面とが混在した面からなる請求項1に記載の差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項4】
(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、
(2)金属細線を織ったり編んだりして得られる金網からなる補強材を準備し、該補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁とを合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製する工程と、
(3)円筒状の芯金の外周面に、該重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製する工程と、
(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程と、
を具備しており、金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケットの製造方法。
【請求項5】
(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、
(2)該耐熱材を、金属細線を織ったり編んだりして得られる金網からなる補強材の二つの層間に挿入すると共に当該挿入された耐熱材を二つの層間に具備した補強材を一対のローラ間の隙間に供給して加圧し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を形成する工程と、
(3)芯金の回りに該扁平状の複合シート材を少なくとも三回捲回して筒状母材を形成する工程と、
(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程と、
を具備しており、金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面と補強材からなる面とが混在した面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケットの製造方法。
【請求項6】
管端部、当該管端部に環状肩部を介して拡径して設けられた拡径円筒部、当該拡径円筒部の軸方向の一方の端部に設けられた開口端部、当該開口端部の外周面に径方向外方に伸びて設けられたフランジ部、該拡径円筒部及びフランジ部に該開口端部の環状端面から軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリットを夫々備えた外管と、当該外管の拡径円筒部の内部を通ると共に一端部で外管の管端部に嵌合された管端部、当該管端部の他端部の外周面に立設されたフランジを備えた内管と、該内管の管端部の円筒外面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された請求項1から3のいずれか一項に記載の円筒状ガスケットと、締付により、外管の管端部の円筒内面を円筒状ガスケットの円筒状の外周面に押し付け、この押し付けを介して円筒ガスケットの円筒状の内周面を内管の管端部の円筒外面に押し付けるべく、外管の拡径円筒部の円筒外面に配された締付けバンドとを具備しており、該円筒状ガスケットは、環状隙間において、軸方向の一方の端部の環状の端面が内管のフランジに当接して配されている差し込み型排気管継手。
【請求項1】
金網からなると共に圧縮された補強材と、該補強材の金網の網目を充填していると共に圧縮された膨張黒鉛からなる耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、該耐熱材の密度は、1.21〜1.58Mg/m3を呈しており、該補強材の質量は、全体の質量の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項2】
内周面及び外周面並びに両端面は、耐熱材からなる面からなる請求項1に記載の差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項3】
内周面及び外周面並びに両端面は、耐熱材からなる面と補強材からなる面とが混在した面からなる請求項1に記載の差し込み型排気管継手に用いられる円筒状ガスケット。
【請求項4】
(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、
(2)金属細線を織ったり編んだりして得られる金網からなる補強材を準備し、該補強材の長さ方向の一方の端縁と当該端縁に対応する耐熱材の長さ方向の端縁とを合致させて当該耐熱材と補強材とを互いに重ね合わせた重合体を作製する工程と、
(3)円筒状の芯金の外周面に、該重合体を、耐熱材を内側にしてうず巻き状であって耐熱材が1回多くなるように捲回して、内周側及び外周側の両方に耐熱材が露出した筒状母材を作製する工程と、
(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程と、
を具備しており、金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、当該補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケットの製造方法。
【請求項5】
(1)密度が1.0〜1.15Mg/m3で、厚さが0.3〜0.6mmの膨張黒鉛シートからなる耐熱材を準備する工程と、
(2)該耐熱材を、金属細線を織ったり編んだりして得られる金網からなる補強材の二つの層間に挿入すると共に当該挿入された耐熱材を二つの層間に具備した補強材を一対のローラ間の隙間に供給して加圧し、補強材の金網の網目に耐熱材を充填して、補強材からなる面と耐熱材からなる面とが混在して露出した両表面と、補強材の幅方向の両側に耐熱材が充填されない部分とを有する扁平状の複合シート材を形成する工程と、
(3)芯金の回りに該扁平状の複合シート材を少なくとも三回捲回して筒状母材を形成する工程と、
(4)該筒状母材を金型の円筒状中空部内に挿入すると共に該金型内において該筒状母材をその軸方向に圧縮成形する工程と、
を具備しており、金網からなると共に圧縮された該補強材と、該補強材の金網の網目を充填していると共に圧縮された該膨張黒鉛からなる該耐熱材とを具備しており、補強材と耐熱材とが互いに絡み合って構造的一体性を有しており、内周面及び外周面並びに両端面が耐熱材からなる面と補強材からなる面とが混在した面からなっており、該耐熱材の密度が1.21〜1.58Mg/m3を呈しており、該補強材の質量が全体の質量の50〜80%の割合を占めていることを特徴とする差し込み型排気管継手に用いられる円筒状ガスケットの製造方法。
【請求項6】
管端部、当該管端部に環状肩部を介して拡径して設けられた拡径円筒部、当該拡径円筒部の軸方向の一方の端部に設けられた開口端部、当該開口端部の外周面に径方向外方に伸びて設けられたフランジ部、該拡径円筒部及びフランジ部に該開口端部の環状端面から軸方向に沿いかつ円周方向に等配されて設けられた複数個のスリットを夫々備えた外管と、当該外管の拡径円筒部の内部を通ると共に一端部で外管の管端部に嵌合された管端部、当該管端部の他端部の外周面に立設されたフランジを備えた内管と、該内管の管端部の円筒外面と外管の拡径円筒部の円筒内面との間の環状隙間に嵌合された請求項1から3のいずれか一項に記載の円筒状ガスケットと、締付により、外管の管端部の円筒内面を円筒状ガスケットの円筒状の外周面に押し付け、この押し付けを介して円筒ガスケットの円筒状の内周面を内管の管端部の円筒外面に押し付けるべく、外管の拡径円筒部の円筒外面に配された締付けバンドとを具備しており、該円筒状ガスケットは、環状隙間において、軸方向の一方の端部の環状の端面が内管のフランジに当接して配されている差し込み型排気管継手。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2012−132510(P2012−132510A)
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願番号】特願2010−285199(P2010−285199)
【出願日】平成22年12月21日(2010.12.21)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
【公開日】平成24年7月12日(2012.7.12)
【国際特許分類】
【出願日】平成22年12月21日(2010.12.21)
【出願人】(000103644)オイレス工業株式会社 (384)
【Fターム(参考)】
[ Back to top ]