
円筒状部品の表面検査装置
【課題】1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる新規な表面検査装置の提供する。
【解決手段】基台10と、投入ステージ、複数の撮影ステージ及び取出ステージを少なくとも含み、基台10の周りに配設された複数のステージと、夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラ41の回転によって円筒状部品を回転させるローラユニット40、が同一円周上に所定角度間隔で複数配置され、ローラユニット40に載置された円筒状部品を各ステージ間で移動させる部品搬送盤30と、ローラユニット40の下方に配設されてローラの外周面に接触するローラ接触部を有し、ローラ接触部によってローラを回転させるローラ駆動盤20とを備える。
【解決手段】基台10と、投入ステージ、複数の撮影ステージ及び取出ステージを少なくとも含み、基台10の周りに配設された複数のステージと、夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラ41の回転によって円筒状部品を回転させるローラユニット40、が同一円周上に所定角度間隔で複数配置され、ローラユニット40に載置された円筒状部品を各ステージ間で移動させる部品搬送盤30と、ローラユニット40の下方に配設されてローラの外周面に接触するローラ接触部を有し、ローラ接触部によってローラを回転させるローラ駆動盤20とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒状部品の表面検査装置に関するものであり、詳しくは、円筒状に形成された円筒状部品の外周面、内周面、端面等の表面の所望部位をカメラで撮影して画像処理することで円筒状部品の表面に傷や打痕等の損傷があるか否かを検査する円筒状部品の表面検査装置に関するものである。
【背景技術】
【0002】
プレス加工、鍛造加工、切削加工等によって形成された円筒状の金属加工部品や、射出成形等によって形成された円筒状の樹脂成形部品等、種々の円筒状部品では、その表面において、外周面、内周面、端面等に傷や打痕等の損傷があるか否かを検査する場合がある。
【0003】
ここで、近年では、カメラによって撮影した画像をコンピュータによって処理する所謂「画像処理」の技術が発達しており、上述した検査を画像処理で行うことを想定することができる。また、円筒状部品の表面の検査を画像処理によって行う場合には、円筒状部品を回転させながら表面の適宜部位をカメラによって撮影するのが簡便であり、円筒状部品を支持すると共に回転させる回転支持装置を作成し、この回転支持装置の前後や左右の近傍にカメラを設置した表面検査装置を想定することができる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、円筒状部品の回転支持装置の近傍にカメラを単に設置した表面検査装置では、以下のような問題が生じる。
【0005】
円筒状部品の表面において、外周面、内周面や端面等の複数の部位を検査したい場合には、カメラによって撮影する部位を異ならせた複数の表面検査装置が必要である。そして、このように複数の表面検査装置によって円筒状部品表面の複数の部位を検査するには、各表面検査装置ごとに個別に、回転支持装置への円筒状部品を投入、回転支持装置からの円筒状部品の取り出しといった作業を要し、検査全体の作業が煩雑になる。
【0006】
本発明は、上記実状を鑑みてなされたものであり、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる新規な表面検査装置の提供を課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明の採った主要な手段は、
「基台と、
円筒状部品が投入される投入ステージ、カメラによって円筒状部品の表面の所定部位を撮影する複数の撮影ステージ、及び、円筒状部品を取り出す取出ステージを少なくとも含み、前記基台の周りに配設された複数のステージと、
夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラの回転によって円筒状部品を回転させるローラユニット、が同一円周上に所定角度間隔で複数配置され、前記基台に水平方向に回動自在に支持されると共に回転駆動されて、前記ローラユニットに載置された前記円筒状部品を前記各ステージ間で移動させる部品搬送盤と、
前記ローラユニットの下方に配設されて前記ローラの外周面に接触するローラ接触部を有し、前記基台に前記部品搬送盤と同一回動軸線で回動自在に支持されると共に回転駆動されて、前記ローラ接触部によって前記ローラを回転させるローラ駆動盤と
を備えることを特徴とする円筒状部品の表面検査装置」
である。
【0008】
上記構成の表面検査装置では、ローラユニットが円筒状部品を支持して回転させる回転支持装置に相当するものであり、複数のローラユニットが部品搬送盤に、同一円周上に所定角度間隔で設けられている。そして、部品搬送盤は、回転することで、ローラユニットに支持された円筒状部品を投入ステージ、撮影ステージ、取出ステージといった複数のステージ間で移動させるものである。よって、この表面検査装置では、投入ステージにてローラユニットに円筒状部品を投入して部品搬送盤を回転させれば、投入ステージで投入された円筒状部品を、円筒状部品表面の夫々異なる部位を撮影する複数の撮影ステージに順次移動させて、各撮影ステージにて所望部位の撮影を行って最終的に取出ステージまで移動させることができる。
【0009】
従って、上記構成の表面検査装置によれば、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる。
【0010】
また、上記構成の表面検査装置では、円筒状部品を支持して回転させるローラユニットが、回転軸が平行となった一対のローラを用いて構成されており、各ローラ間に円筒状部品を載置することで円筒状部品を支持し、各ローラを回転させることで円筒状部品を回転させるものとなっているため、以下のような利点を得ることができる。
【0011】
円筒状部品を支持して回転させるには、円筒状部品を把持する把持具や、円筒状部品を外嵌または内嵌することで保持する保持具を用いて、これらの把持具や保持具を回転駆動させる回転支持装置を想定できるが、このような回転支持装置では、把持具や保持具によって隠されてカメラによって撮影できない部位が生じ易く、単一の回転支持装置を、撮影する部位が異なる複数の撮影ステージで共用させ難い。
【0012】
これに対し、上記構成のローラユニットでは、一対のローラ間に円筒状部品を載置して回転させるため、ローラによって隠された部位が円筒状部品自体の回転によって露呈する。よって、円筒状部品の表面の全体をカメラによって撮影可能に露呈させることができ、撮影する部位が異なる複数の撮影ステージにおいて、単一のローラユニットを共用させることができる。
【0013】
また、上記構成の表面検査装置では、部品搬送盤と同一回転軸で回転するローラ駆動盤のローラ接触部をローラユニットの各ローラの外周面に接触させることでローラを回転させることから、以下のような利点を得ることができる。
【0014】
ローラユニットのローラを回転させるには、部品搬送盤の個々のローラユニットにおいて各ローラを、個別の回転駆動装置によって回転させることを想定できるが、このような態様では、部品搬送盤に多数の回転駆動装置を搭載しなければならず、装置全体が大掛かりな構造となってしまう。また、円筒状部品の種類に応じてローラの回転速度を変更しようとする場合には、多数の回転駆動装置を個々に調節しなければならず、使用勝手に劣る。
【0015】
これに対し、上記構成のローラユニットでは、ローラ駆動盤の回転によって各ローラが回転駆動されるため、部品搬送盤の個々のローラユニットにおける各ローラを回転させるために、個別の回転駆動装置を必要とせず、装置全体の構造を簡略化することができる。また、ローラ駆動盤の回転速度を調節することで、全てのローラユニットのローラについて一括して回転速度を調節することができ、使用勝手を向上させることもできる。
【0016】
上述した手段において、
「前記回転盤の前記ローラ接触部は、断面円形状の弾性材によって構成されている
ことを特徴とする円筒状部品の表面検査装置」
とするのが好適である。
【0017】
ローラユニットのローラは、回転するローラ駆動盤のローラ接触部に外周面が接触することで回転駆動される、換言すれば、ローラに対して移動するローラ駆動盤のローラ接触部によって外周面に接触抵抗が与えられて回転駆動される、のであるが、ローラ接触部を、ゴム、エラストマー、発泡樹脂等の弾性材によって構成することで、ローラ接触部を、接触するローラの押圧力によって弾性変形させることができ、弾性変形したローラ接触部によってローラの外周面に適度な接触抵抗を与えることができる。
【0018】
また、ローラ接触部を構成する弾性材を断面円形状とすることで、ローラの押圧力の僅かな変化によりローラと接触する接触面が大きく変化する。よって、ローラ接触部によってローラの外周面に良好に接触抵抗を与えることができる。
【0019】
上述した手段において、
「前記ローラの回転軸は、前記部品搬送盤の内側に向かって上向きに傾斜している
ことを特徴とする円筒状部品の表面検査装置」
とするのが好適である。
【0020】
ローラユニットは、並設された一対のローラ間に円筒状部品を載置するものであることから、ローラの回転軸を水平に対して傾斜させると、ローラ間に載置された円筒状部品においては、自重によりローラ外周面上を滑り落ちる力が加わる。よって、自重により滑り落ちる円筒状部品のそれ以上の移動を規制すれば、ローラの外周面上にて的確に位置決めすることができる。例えば、円筒状部品の端面(円筒状部品がフランジや段部等を有するものである場合には、このフランジや段部等の端面であってもよい)に当接して、円筒状部品が自重によりそれ以上下方に移動することを規制する規制部、をローラ自体に設ける等すれば、簡単な構造によって円筒状部品を的確に位置決めすることができる。従って、この点で、ローラの回転軸を水平に対して傾斜させることが好適である。
【0021】
ところで、ローラの回転軸を水平に対して傾斜させる場合、ローラの回転軸を部品搬送盤の外側に向かって上向きに傾斜させると、円筒状部品の内周面をカメラで撮影したい場合に、部品搬送盤の外方にカメラを設置せざるを得なくなる。何故ならば、部品搬送盤の内側には、部品搬送盤自体やローラユニットが干渉してカメラを設置し難いからである。よって、ローラの回転軸を部品搬送盤の外側に向かって上向きに傾斜させる態様では、カメラの設置自由度が低くなる。
【0022】
また、円筒状部品の表面において、部品搬送盤の内側寄りの端面を円筒状部品の軸線方向からカメラで撮影したいといった要望があったとしても、円筒状部品の部品搬送盤内側寄りの端面が下向きとなるため、部品搬送盤自体やローラユニットが干渉することからカメラを設置することができず、上記要望に対応できない場合がある。
【0023】
これに対して、ローラの回転軸を部品搬送盤の内側に向かって上向きに傾斜させると、ローラ間に載置された円筒状部品では、部品搬送盤の内側寄りの端面が上向きとなることから、部品搬送盤の内側上方にカメラを設置して、円筒状部品の内周面や部品搬送盤内側寄りの端面を撮影することが可能となる。よって、ローラの回転軸を部品搬送盤の内側に向かって上向きに傾斜させることで、カメラの設置自由度を高めることができ、また、撮影する部位についての様々な要望に対応することができる。
【発明の効果】
【0024】
上述した通り、本発明によれば、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる新規な表面検査装置を提供することができる。
【図面の簡単な説明】
【0025】
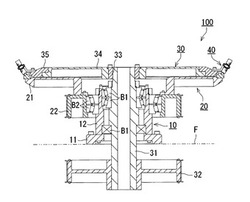
【図1】本発明に係る表面検査装置の断面正面図である。
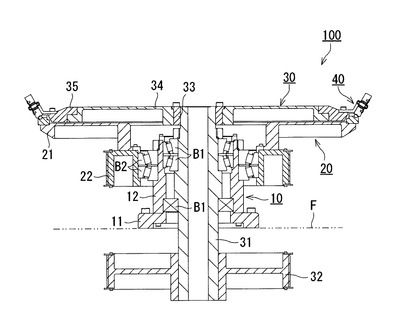
【図2】図1に示した表面検査装置の平面図である。
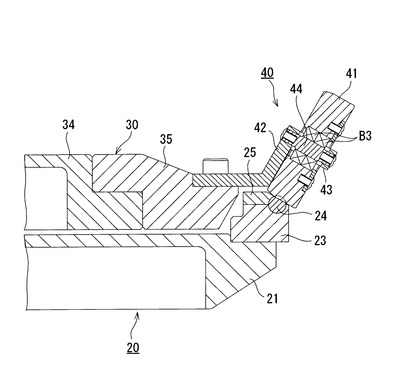
【図3】図1のローラユニット部分の拡大図である。
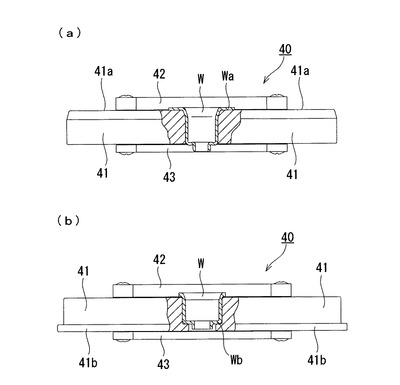
【図4】種々の形状の円筒状部品に対応するローラを示す部分断面平面図である。
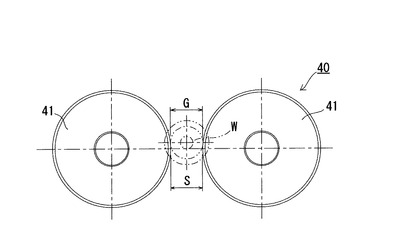
【図5】ローラユニットのローラ間に円筒状部品を載置した状態を示す説明図である。
【発明を実施するための形態】
【0026】
本発明に係る円筒状部品の表面検査装置の実施形態としての一例を、以下、図面に従って詳細に説明する。
【0027】
図1及び図2に示すように、本発明に係る表面検査装置は、表面検査装置全体の躯体を構成するフレームF(詳細な図示は省略する)に設置された部品搬送装置100と、フレームFに設置された投入ステージ、複数の撮影ステージ及び取出ステージを少なくとも含む複数のステージS1〜10とを備えている。
【0028】
部品搬送装置100は、投入された円筒状部品を各ステージS1〜10間で移動させるものであり、基台10と、この基台10に水平方向に回動自在に支持されたローラ駆動盤20と、基台10に水平方向に回動自在に支持された部品搬送盤30とを備えている。ここで、ローラ駆動盤20の回動軸線と部品搬送盤30の回動軸線は同一に設定されている。
【0029】
基台10は、ベース11と、ベース11上に立設された筒体12とを有し、フレームFの中央部分に立設固定されている。
【0030】
ローラ駆動盤20は、円環状の駆動盤本体21と、この駆動盤本体21の下方に組み付けられたプーリ22とを備えており、プーリ22が基台10の筒体12にベアリングB2を介して回動自在に支持されている。そして、ローラ駆動盤20は、フレームFに設けられたモータ等の駆動装置(図示省略)によって、プーリ22に巻装されたベルト(図示省略)を介して回転駆動される。なお、ローラ駆動盤20を回転駆動させるためには、プーリ22やベルトを用いるに限らず、スプロケットやチェーン、或いは、ギア等を用いてもよい。
【0031】
部品搬送盤30は、基台10の筒体12にベアリングB1を介して回動自在に支持された主軸31と、この主軸31の上部に組み付けられた円盤状の搬送盤本体34とを備えている。ここで、搬送盤本体34は、内側にブッシュ33を備えており、このブッシュ33を介して主軸31に組み付けられている。また、搬送盤本体34は、ローラユニット40が組み付けられた円環状のユニット盤35を外側に備えている。
【0032】
また、部品搬送盤30は、主軸31の下部に組み付けられたプーリ32を有しており、フレームFに設けられたモータ等の駆動装置(図示省略)によって、プーリ32に巻装されたベルト(図示省略)を介して回転駆動される。なお、部品搬送盤30を回転駆動させるためには、プーリ32やベルトを用いるに限らず、スプロケットやチェーン、或いは、ギア等を用いてもよい。
【0033】
図2及び図3に示すように、ローラユニット40は、搬送盤本体34の外周縁のユニット盤35に取付けられたブラケット42と、このブラケット42にローラ軸44及びベアリングB3を介して回動自在に組み付けられた二つのローラ41とを備えている。なお、本例では、一対のローラ41の各ローラ軸44の一端側がブラケット42に固定されているのであるが、各ローラ軸44の他端側も連結ブラケット43に固定されて一体となっており、一対のローラ41の取付構造が、一対のローラ41の間隔が不用意に広がったり狭くなったりすることのない堅固な構造となっている。
【0034】
各ローラ41の回転軸は、部品搬送盤30の回動中心から放射状に延びた基準線を挟んで互いに平行となっている。また、各ローラ41の回転軸は、部品搬送盤30の内側に向かって上向きに傾斜している。さらに、図5に示すように、一対のローラ41の間隔は、ローラ41間に円筒状部品Wが載置可能なように設定されている。具体的に、一対のローラ41の外周面間の寸法Sは、円筒状部品Wにおけるローラ41間に載置される部分の外径寸法Gよりも僅かに狭く設定されており、一対のローラ41間に円筒状部品Wを安定して載置できるようになっている。
【0035】
また、図4に示すように、ローラユニット40のローラ41は、円筒状部品Wの種類に応じた形状となっており、例えば、図4(a)に示すように、円筒状部品Wが端部にフランジWaを有するものである場合には、回転軸が傾斜するローラ41の上向き側の端面41a(部品搬送盤30の内方側の端面)を、円筒状部品WのフランジWaに当接して円筒状部品Wを位置決めする当接部として、円筒状部品Wを的確に位置決めして保持することができるようにしてある。また、図4(b)に示すように、円筒状部品Wが段部Wbを有するものである場合には、回転軸が傾斜するローラ41の下方側(部品搬送盤30の外方側)の外周面に大径部41bを設けて、この大径部41bを、円筒状部品Wの段部Wbに当接して円筒状部品Wを位置決めする当接部として、円筒状部品Wを的確に位置決めして保持することができるようにしてある。
【0036】
なお、部品搬送装置100を様々な種類の円筒状部品Wに対応させるためには、円筒状部品Wの種類に応じて、個々のローラ41を交換するようにしたり、個々のローラユニット40を交換するようにしてもよいが、多数のローラユニット40が取付けられたユニット盤35を部品搬送盤30から着脱可能とすることとして、ユニット盤35単位の交換で種々の円筒状部品Wに対応できるようすると、検査する円筒状部品Wに対応させるための交換作業を簡便化することができる。
【0037】
このように、ローラユニット40は、一対のローラ41間に円筒状部材Wを載置するものであるが、ローラ41の回転によって円筒状部材Wを回転させるものでもあり、図2及び図3に示すように、この部品搬送装置100では、ローラ駆動盤20の外周縁部分に沿って、ローラ41の外周面と接触してローラ41を回転駆動させるリング状のローラ接触部が周設されている。
【0038】
ここで、ローラ接触部を、ローラ駆動盤20の外周縁部分といったようにローラ駆動盤20自体の一部によって構成してもよいが、本例では、ローラ駆動盤20の外周縁部分上面に円環状の装着板23が取付けられており、この装着板23に、接触部材24が装着されており、この接触部材24によってローラ接触部が構成されている。また、装着板23の上面には、接触部材24の一部が露呈するように円環状の押え板25が取付けられており、装着板23と押え板25との間に接触部材24が、不用意に脱落しないように堅固に固定されている。
【0039】
また、本例では、ローラ41が金属製であるのに対して、接触部材24として、断面円形状のゴム、エラストマー、発泡樹脂等の弾性材が用いられている。これにより、接触部材24をローラ41の押圧力によって適度に弾性変形させることができ、ローラ駆動盤20の回転によってローラ41に適度な接触抵抗を与えてローラ41を良好に回転駆動させることができる。
【0040】
ところで、図1及び図2に示すように、フレームFに設けられた複数のステージS1〜10は、部品搬送装置100の基台10の周りに設置されたものであり、部品搬送装置100のローラユニット40に支持された円筒状部品は、部品搬送盤30の回転によって各ステージS1〜10間で移動する。そして、各ローラユニット40が各ステージS1〜10に対応する位置で部品搬送盤30の回転を停止させることで、円筒状部品に各ステージS1〜10での処理が行われる。ここで、ローラ駆動盤20を回転させれば、ローラ駆動盤20の回転に応じてローラユニット40のローラ41が回転することから、ローラユニット40に載置された円筒状部品を回転させることができる。
【0041】
なお、ローラ駆動盤20を常時一定の速度で回転させれば、ローラユニット40が各ステージS1〜10に位置する状態において、ローラユニット40に載置した円筒状部品を回転させることができる。また、ローラ駆動盤20を常時回転させるに限らず、ローラユニット40が各ステージS1〜10に位置する状態においてローラ駆動盤20を回転させるようにしてもよい。
【0042】
ところで、ローラ駆動盤20の回転方向は、適宜設定することができるのであるが、ローラユニット40に載置された円筒状部品を各ステージS1〜10に移動させる部品搬送盤30の回転方向と逆方向とすると、部品搬送装置100全体を、回転方向が異なる複数の部材を有する装置とすることができ、安定した装置とすることができる。また、ローラ駆動盤20を常時回転させる態様においては、部品搬送盤30を回転させて各ステージS1〜10間を移動させる際に、ローラ駆動盤20と部品搬送盤30との相対速度が速くなることから、円筒状部品の回転速度を速めることができる。よって、円筒状部品を各ステージS1〜10間で移動させる際に、円筒状部品に付着したゴミやホコリを振り落としたり、各ステージS1〜10間の移動中の円筒状部品にゴミやホコリが付着し難くすることができる。
【0043】
一方、ローラ駆動盤20を常時回転させる態様において、ローラ駆動盤20の回転方向を部品搬送盤30の回転方向と同方向にすると、円筒状部品を各ステージS1〜10間で移動させる際に、ローラ駆動盤20と部品搬送盤30との相対速度を遅くすることができることから、円筒状部品が無用に高速回転してローラユニット40から飛び出してしまうといった不具合が生じることを抑制することができる。特に、ローラ駆動盤20の回転速度と部品搬送盤30の回転速度を同一速度とすると、各ステージS1〜10間を移動中において、円筒状部材の回転を停止させることができる。
【0044】
次に、図2に基づいて、表面検査装置の各ステージS1〜10について説明する。
【0045】
ステージS1は、部品搬送装置100に円筒状部品を投入する投入ステージである。ここで、投入ステージは、多数の円筒状部品を収容すると共に個々の円筒状部品を整列させる公知のパーツフィーダ(図示省略)を用いて構成されており、このパーツフィーダから、投入ステージに位置するローラユニット40に円筒状部品が一つづつ供給される。
【0046】
ステージS2〜6は、夫々撮影ステージであり、円筒状部品表面の所望部位を撮影するカメラを用いて構成されている。これらのステージS2〜6によって、円筒状部品の表面における外周面、内周面、一方の端面、他方の端面や、円筒状部品がフランジや段部を有するものである場合には、フランジの表面や裏面、段部の端面や周面等、適宜の部位をカメラによって撮影して画像処理を行うことで、円筒状部品の表面における傷や打痕等の損傷の有無を検査することができる。
【0047】
なお、本例の表面検査装置は、詳細な説明は省略するが、コンピュータを用いて構成され、上述の画像処理を行う制御装置を有している。また、制御装置は、検査の結果に応じて後述する取出ステージでの種々の装置の作動を制御するものである。
【0048】
ステージS7は、撮影ステージと取出ステージとの間に設けられたものであり、円筒状部品について何らの処理も行わないブランクステージである。ステージS2〜6の撮影ステージで撮影された画像を処理するのに時間を要する場合、このブランクステージにて円筒状部品を一旦、停留させることで、画像処理のための十分な時間を確保することができる。
【0049】
ステージS8〜10は、部品搬送装置100から円筒状部品を取り出す取出ステージである。ここで、取出ステージは、ローラユニット40に載置された円筒状部品を上方にピックアップしたり、部品搬送盤の外方に跳ね出したりする適宜の装置(図示省略)を用いて構成されている。
【0050】
また、ステージS8〜10の三つのステージは、良品取出ステージ、不良品取出ステージ及び再検査品取出ステージの3種類の取出ステージとして割り当てられている。良品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、良品であると判定された円筒状部品を取り出すステージである。不良品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、不良品であると判定された円筒状部品を取り出すステージである。そして、再検査品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、良品であるとも不良品であるとも判断できず、再検査を要すると判定された円筒状部品を取り出すステージである。
【0051】
なお、これら良品取出ステージ、不良品取出ステージ及び再検査品取出ステージから取り出された円筒状部品は、夫々のステージに対応する専用のシュートやコンベア等の搬送路を通じて、夫々の専用の収容ボックスに集積される。
【符号の説明】
【0052】
W 円筒状部品
Wa フランジ
Wb 段部
10 基台
11 ベース
12 筒体
20 ローラ駆動盤
21 駆動盤本体
22 プーリ
23 装着板
24 接触部材(ローラ接触部)
25 押え板
30 部品搬送盤
31 主軸
32 プーリ
33 ブッシュ
34 搬送盤本体
35 ユニット盤
40 ローラユニット
41 ローラ
42 ブラケット
43 連結ブラケット
44 ローラ軸
100 部品搬送装置
【技術分野】
【0001】
本発明は、円筒状部品の表面検査装置に関するものであり、詳しくは、円筒状に形成された円筒状部品の外周面、内周面、端面等の表面の所望部位をカメラで撮影して画像処理することで円筒状部品の表面に傷や打痕等の損傷があるか否かを検査する円筒状部品の表面検査装置に関するものである。
【背景技術】
【0002】
プレス加工、鍛造加工、切削加工等によって形成された円筒状の金属加工部品や、射出成形等によって形成された円筒状の樹脂成形部品等、種々の円筒状部品では、その表面において、外周面、内周面、端面等に傷や打痕等の損傷があるか否かを検査する場合がある。
【0003】
ここで、近年では、カメラによって撮影した画像をコンピュータによって処理する所謂「画像処理」の技術が発達しており、上述した検査を画像処理で行うことを想定することができる。また、円筒状部品の表面の検査を画像処理によって行う場合には、円筒状部品を回転させながら表面の適宜部位をカメラによって撮影するのが簡便であり、円筒状部品を支持すると共に回転させる回転支持装置を作成し、この回転支持装置の前後や左右の近傍にカメラを設置した表面検査装置を想定することができる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、円筒状部品の回転支持装置の近傍にカメラを単に設置した表面検査装置では、以下のような問題が生じる。
【0005】
円筒状部品の表面において、外周面、内周面や端面等の複数の部位を検査したい場合には、カメラによって撮影する部位を異ならせた複数の表面検査装置が必要である。そして、このように複数の表面検査装置によって円筒状部品表面の複数の部位を検査するには、各表面検査装置ごとに個別に、回転支持装置への円筒状部品を投入、回転支持装置からの円筒状部品の取り出しといった作業を要し、検査全体の作業が煩雑になる。
【0006】
本発明は、上記実状を鑑みてなされたものであり、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる新規な表面検査装置の提供を課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明の採った主要な手段は、
「基台と、
円筒状部品が投入される投入ステージ、カメラによって円筒状部品の表面の所定部位を撮影する複数の撮影ステージ、及び、円筒状部品を取り出す取出ステージを少なくとも含み、前記基台の周りに配設された複数のステージと、
夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラの回転によって円筒状部品を回転させるローラユニット、が同一円周上に所定角度間隔で複数配置され、前記基台に水平方向に回動自在に支持されると共に回転駆動されて、前記ローラユニットに載置された前記円筒状部品を前記各ステージ間で移動させる部品搬送盤と、
前記ローラユニットの下方に配設されて前記ローラの外周面に接触するローラ接触部を有し、前記基台に前記部品搬送盤と同一回動軸線で回動自在に支持されると共に回転駆動されて、前記ローラ接触部によって前記ローラを回転させるローラ駆動盤と
を備えることを特徴とする円筒状部品の表面検査装置」
である。
【0008】
上記構成の表面検査装置では、ローラユニットが円筒状部品を支持して回転させる回転支持装置に相当するものであり、複数のローラユニットが部品搬送盤に、同一円周上に所定角度間隔で設けられている。そして、部品搬送盤は、回転することで、ローラユニットに支持された円筒状部品を投入ステージ、撮影ステージ、取出ステージといった複数のステージ間で移動させるものである。よって、この表面検査装置では、投入ステージにてローラユニットに円筒状部品を投入して部品搬送盤を回転させれば、投入ステージで投入された円筒状部品を、円筒状部品表面の夫々異なる部位を撮影する複数の撮影ステージに順次移動させて、各撮影ステージにて所望部位の撮影を行って最終的に取出ステージまで移動させることができる。
【0009】
従って、上記構成の表面検査装置によれば、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる。
【0010】
また、上記構成の表面検査装置では、円筒状部品を支持して回転させるローラユニットが、回転軸が平行となった一対のローラを用いて構成されており、各ローラ間に円筒状部品を載置することで円筒状部品を支持し、各ローラを回転させることで円筒状部品を回転させるものとなっているため、以下のような利点を得ることができる。
【0011】
円筒状部品を支持して回転させるには、円筒状部品を把持する把持具や、円筒状部品を外嵌または内嵌することで保持する保持具を用いて、これらの把持具や保持具を回転駆動させる回転支持装置を想定できるが、このような回転支持装置では、把持具や保持具によって隠されてカメラによって撮影できない部位が生じ易く、単一の回転支持装置を、撮影する部位が異なる複数の撮影ステージで共用させ難い。
【0012】
これに対し、上記構成のローラユニットでは、一対のローラ間に円筒状部品を載置して回転させるため、ローラによって隠された部位が円筒状部品自体の回転によって露呈する。よって、円筒状部品の表面の全体をカメラによって撮影可能に露呈させることができ、撮影する部位が異なる複数の撮影ステージにおいて、単一のローラユニットを共用させることができる。
【0013】
また、上記構成の表面検査装置では、部品搬送盤と同一回転軸で回転するローラ駆動盤のローラ接触部をローラユニットの各ローラの外周面に接触させることでローラを回転させることから、以下のような利点を得ることができる。
【0014】
ローラユニットのローラを回転させるには、部品搬送盤の個々のローラユニットにおいて各ローラを、個別の回転駆動装置によって回転させることを想定できるが、このような態様では、部品搬送盤に多数の回転駆動装置を搭載しなければならず、装置全体が大掛かりな構造となってしまう。また、円筒状部品の種類に応じてローラの回転速度を変更しようとする場合には、多数の回転駆動装置を個々に調節しなければならず、使用勝手に劣る。
【0015】
これに対し、上記構成のローラユニットでは、ローラ駆動盤の回転によって各ローラが回転駆動されるため、部品搬送盤の個々のローラユニットにおける各ローラを回転させるために、個別の回転駆動装置を必要とせず、装置全体の構造を簡略化することができる。また、ローラ駆動盤の回転速度を調節することで、全てのローラユニットのローラについて一括して回転速度を調節することができ、使用勝手を向上させることもできる。
【0016】
上述した手段において、
「前記回転盤の前記ローラ接触部は、断面円形状の弾性材によって構成されている
ことを特徴とする円筒状部品の表面検査装置」
とするのが好適である。
【0017】
ローラユニットのローラは、回転するローラ駆動盤のローラ接触部に外周面が接触することで回転駆動される、換言すれば、ローラに対して移動するローラ駆動盤のローラ接触部によって外周面に接触抵抗が与えられて回転駆動される、のであるが、ローラ接触部を、ゴム、エラストマー、発泡樹脂等の弾性材によって構成することで、ローラ接触部を、接触するローラの押圧力によって弾性変形させることができ、弾性変形したローラ接触部によってローラの外周面に適度な接触抵抗を与えることができる。
【0018】
また、ローラ接触部を構成する弾性材を断面円形状とすることで、ローラの押圧力の僅かな変化によりローラと接触する接触面が大きく変化する。よって、ローラ接触部によってローラの外周面に良好に接触抵抗を与えることができる。
【0019】
上述した手段において、
「前記ローラの回転軸は、前記部品搬送盤の内側に向かって上向きに傾斜している
ことを特徴とする円筒状部品の表面検査装置」
とするのが好適である。
【0020】
ローラユニットは、並設された一対のローラ間に円筒状部品を載置するものであることから、ローラの回転軸を水平に対して傾斜させると、ローラ間に載置された円筒状部品においては、自重によりローラ外周面上を滑り落ちる力が加わる。よって、自重により滑り落ちる円筒状部品のそれ以上の移動を規制すれば、ローラの外周面上にて的確に位置決めすることができる。例えば、円筒状部品の端面(円筒状部品がフランジや段部等を有するものである場合には、このフランジや段部等の端面であってもよい)に当接して、円筒状部品が自重によりそれ以上下方に移動することを規制する規制部、をローラ自体に設ける等すれば、簡単な構造によって円筒状部品を的確に位置決めすることができる。従って、この点で、ローラの回転軸を水平に対して傾斜させることが好適である。
【0021】
ところで、ローラの回転軸を水平に対して傾斜させる場合、ローラの回転軸を部品搬送盤の外側に向かって上向きに傾斜させると、円筒状部品の内周面をカメラで撮影したい場合に、部品搬送盤の外方にカメラを設置せざるを得なくなる。何故ならば、部品搬送盤の内側には、部品搬送盤自体やローラユニットが干渉してカメラを設置し難いからである。よって、ローラの回転軸を部品搬送盤の外側に向かって上向きに傾斜させる態様では、カメラの設置自由度が低くなる。
【0022】
また、円筒状部品の表面において、部品搬送盤の内側寄りの端面を円筒状部品の軸線方向からカメラで撮影したいといった要望があったとしても、円筒状部品の部品搬送盤内側寄りの端面が下向きとなるため、部品搬送盤自体やローラユニットが干渉することからカメラを設置することができず、上記要望に対応できない場合がある。
【0023】
これに対して、ローラの回転軸を部品搬送盤の内側に向かって上向きに傾斜させると、ローラ間に載置された円筒状部品では、部品搬送盤の内側寄りの端面が上向きとなることから、部品搬送盤の内側上方にカメラを設置して、円筒状部品の内周面や部品搬送盤内側寄りの端面を撮影することが可能となる。よって、ローラの回転軸を部品搬送盤の内側に向かって上向きに傾斜させることで、カメラの設置自由度を高めることができ、また、撮影する部位についての様々な要望に対応することができる。
【発明の効果】
【0024】
上述した通り、本発明によれば、1回の円筒状部品の投入により円筒状部品表面の複数の部位を検査することができる新規な表面検査装置を提供することができる。
【図面の簡単な説明】
【0025】
【図1】本発明に係る表面検査装置の断面正面図である。
【図2】図1に示した表面検査装置の平面図である。
【図3】図1のローラユニット部分の拡大図である。
【図4】種々の形状の円筒状部品に対応するローラを示す部分断面平面図である。
【図5】ローラユニットのローラ間に円筒状部品を載置した状態を示す説明図である。
【発明を実施するための形態】
【0026】
本発明に係る円筒状部品の表面検査装置の実施形態としての一例を、以下、図面に従って詳細に説明する。
【0027】
図1及び図2に示すように、本発明に係る表面検査装置は、表面検査装置全体の躯体を構成するフレームF(詳細な図示は省略する)に設置された部品搬送装置100と、フレームFに設置された投入ステージ、複数の撮影ステージ及び取出ステージを少なくとも含む複数のステージS1〜10とを備えている。
【0028】
部品搬送装置100は、投入された円筒状部品を各ステージS1〜10間で移動させるものであり、基台10と、この基台10に水平方向に回動自在に支持されたローラ駆動盤20と、基台10に水平方向に回動自在に支持された部品搬送盤30とを備えている。ここで、ローラ駆動盤20の回動軸線と部品搬送盤30の回動軸線は同一に設定されている。
【0029】
基台10は、ベース11と、ベース11上に立設された筒体12とを有し、フレームFの中央部分に立設固定されている。
【0030】
ローラ駆動盤20は、円環状の駆動盤本体21と、この駆動盤本体21の下方に組み付けられたプーリ22とを備えており、プーリ22が基台10の筒体12にベアリングB2を介して回動自在に支持されている。そして、ローラ駆動盤20は、フレームFに設けられたモータ等の駆動装置(図示省略)によって、プーリ22に巻装されたベルト(図示省略)を介して回転駆動される。なお、ローラ駆動盤20を回転駆動させるためには、プーリ22やベルトを用いるに限らず、スプロケットやチェーン、或いは、ギア等を用いてもよい。
【0031】
部品搬送盤30は、基台10の筒体12にベアリングB1を介して回動自在に支持された主軸31と、この主軸31の上部に組み付けられた円盤状の搬送盤本体34とを備えている。ここで、搬送盤本体34は、内側にブッシュ33を備えており、このブッシュ33を介して主軸31に組み付けられている。また、搬送盤本体34は、ローラユニット40が組み付けられた円環状のユニット盤35を外側に備えている。
【0032】
また、部品搬送盤30は、主軸31の下部に組み付けられたプーリ32を有しており、フレームFに設けられたモータ等の駆動装置(図示省略)によって、プーリ32に巻装されたベルト(図示省略)を介して回転駆動される。なお、部品搬送盤30を回転駆動させるためには、プーリ32やベルトを用いるに限らず、スプロケットやチェーン、或いは、ギア等を用いてもよい。
【0033】
図2及び図3に示すように、ローラユニット40は、搬送盤本体34の外周縁のユニット盤35に取付けられたブラケット42と、このブラケット42にローラ軸44及びベアリングB3を介して回動自在に組み付けられた二つのローラ41とを備えている。なお、本例では、一対のローラ41の各ローラ軸44の一端側がブラケット42に固定されているのであるが、各ローラ軸44の他端側も連結ブラケット43に固定されて一体となっており、一対のローラ41の取付構造が、一対のローラ41の間隔が不用意に広がったり狭くなったりすることのない堅固な構造となっている。
【0034】
各ローラ41の回転軸は、部品搬送盤30の回動中心から放射状に延びた基準線を挟んで互いに平行となっている。また、各ローラ41の回転軸は、部品搬送盤30の内側に向かって上向きに傾斜している。さらに、図5に示すように、一対のローラ41の間隔は、ローラ41間に円筒状部品Wが載置可能なように設定されている。具体的に、一対のローラ41の外周面間の寸法Sは、円筒状部品Wにおけるローラ41間に載置される部分の外径寸法Gよりも僅かに狭く設定されており、一対のローラ41間に円筒状部品Wを安定して載置できるようになっている。
【0035】
また、図4に示すように、ローラユニット40のローラ41は、円筒状部品Wの種類に応じた形状となっており、例えば、図4(a)に示すように、円筒状部品Wが端部にフランジWaを有するものである場合には、回転軸が傾斜するローラ41の上向き側の端面41a(部品搬送盤30の内方側の端面)を、円筒状部品WのフランジWaに当接して円筒状部品Wを位置決めする当接部として、円筒状部品Wを的確に位置決めして保持することができるようにしてある。また、図4(b)に示すように、円筒状部品Wが段部Wbを有するものである場合には、回転軸が傾斜するローラ41の下方側(部品搬送盤30の外方側)の外周面に大径部41bを設けて、この大径部41bを、円筒状部品Wの段部Wbに当接して円筒状部品Wを位置決めする当接部として、円筒状部品Wを的確に位置決めして保持することができるようにしてある。
【0036】
なお、部品搬送装置100を様々な種類の円筒状部品Wに対応させるためには、円筒状部品Wの種類に応じて、個々のローラ41を交換するようにしたり、個々のローラユニット40を交換するようにしてもよいが、多数のローラユニット40が取付けられたユニット盤35を部品搬送盤30から着脱可能とすることとして、ユニット盤35単位の交換で種々の円筒状部品Wに対応できるようすると、検査する円筒状部品Wに対応させるための交換作業を簡便化することができる。
【0037】
このように、ローラユニット40は、一対のローラ41間に円筒状部材Wを載置するものであるが、ローラ41の回転によって円筒状部材Wを回転させるものでもあり、図2及び図3に示すように、この部品搬送装置100では、ローラ駆動盤20の外周縁部分に沿って、ローラ41の外周面と接触してローラ41を回転駆動させるリング状のローラ接触部が周設されている。
【0038】
ここで、ローラ接触部を、ローラ駆動盤20の外周縁部分といったようにローラ駆動盤20自体の一部によって構成してもよいが、本例では、ローラ駆動盤20の外周縁部分上面に円環状の装着板23が取付けられており、この装着板23に、接触部材24が装着されており、この接触部材24によってローラ接触部が構成されている。また、装着板23の上面には、接触部材24の一部が露呈するように円環状の押え板25が取付けられており、装着板23と押え板25との間に接触部材24が、不用意に脱落しないように堅固に固定されている。
【0039】
また、本例では、ローラ41が金属製であるのに対して、接触部材24として、断面円形状のゴム、エラストマー、発泡樹脂等の弾性材が用いられている。これにより、接触部材24をローラ41の押圧力によって適度に弾性変形させることができ、ローラ駆動盤20の回転によってローラ41に適度な接触抵抗を与えてローラ41を良好に回転駆動させることができる。
【0040】
ところで、図1及び図2に示すように、フレームFに設けられた複数のステージS1〜10は、部品搬送装置100の基台10の周りに設置されたものであり、部品搬送装置100のローラユニット40に支持された円筒状部品は、部品搬送盤30の回転によって各ステージS1〜10間で移動する。そして、各ローラユニット40が各ステージS1〜10に対応する位置で部品搬送盤30の回転を停止させることで、円筒状部品に各ステージS1〜10での処理が行われる。ここで、ローラ駆動盤20を回転させれば、ローラ駆動盤20の回転に応じてローラユニット40のローラ41が回転することから、ローラユニット40に載置された円筒状部品を回転させることができる。
【0041】
なお、ローラ駆動盤20を常時一定の速度で回転させれば、ローラユニット40が各ステージS1〜10に位置する状態において、ローラユニット40に載置した円筒状部品を回転させることができる。また、ローラ駆動盤20を常時回転させるに限らず、ローラユニット40が各ステージS1〜10に位置する状態においてローラ駆動盤20を回転させるようにしてもよい。
【0042】
ところで、ローラ駆動盤20の回転方向は、適宜設定することができるのであるが、ローラユニット40に載置された円筒状部品を各ステージS1〜10に移動させる部品搬送盤30の回転方向と逆方向とすると、部品搬送装置100全体を、回転方向が異なる複数の部材を有する装置とすることができ、安定した装置とすることができる。また、ローラ駆動盤20を常時回転させる態様においては、部品搬送盤30を回転させて各ステージS1〜10間を移動させる際に、ローラ駆動盤20と部品搬送盤30との相対速度が速くなることから、円筒状部品の回転速度を速めることができる。よって、円筒状部品を各ステージS1〜10間で移動させる際に、円筒状部品に付着したゴミやホコリを振り落としたり、各ステージS1〜10間の移動中の円筒状部品にゴミやホコリが付着し難くすることができる。
【0043】
一方、ローラ駆動盤20を常時回転させる態様において、ローラ駆動盤20の回転方向を部品搬送盤30の回転方向と同方向にすると、円筒状部品を各ステージS1〜10間で移動させる際に、ローラ駆動盤20と部品搬送盤30との相対速度を遅くすることができることから、円筒状部品が無用に高速回転してローラユニット40から飛び出してしまうといった不具合が生じることを抑制することができる。特に、ローラ駆動盤20の回転速度と部品搬送盤30の回転速度を同一速度とすると、各ステージS1〜10間を移動中において、円筒状部材の回転を停止させることができる。
【0044】
次に、図2に基づいて、表面検査装置の各ステージS1〜10について説明する。
【0045】
ステージS1は、部品搬送装置100に円筒状部品を投入する投入ステージである。ここで、投入ステージは、多数の円筒状部品を収容すると共に個々の円筒状部品を整列させる公知のパーツフィーダ(図示省略)を用いて構成されており、このパーツフィーダから、投入ステージに位置するローラユニット40に円筒状部品が一つづつ供給される。
【0046】
ステージS2〜6は、夫々撮影ステージであり、円筒状部品表面の所望部位を撮影するカメラを用いて構成されている。これらのステージS2〜6によって、円筒状部品の表面における外周面、内周面、一方の端面、他方の端面や、円筒状部品がフランジや段部を有するものである場合には、フランジの表面や裏面、段部の端面や周面等、適宜の部位をカメラによって撮影して画像処理を行うことで、円筒状部品の表面における傷や打痕等の損傷の有無を検査することができる。
【0047】
なお、本例の表面検査装置は、詳細な説明は省略するが、コンピュータを用いて構成され、上述の画像処理を行う制御装置を有している。また、制御装置は、検査の結果に応じて後述する取出ステージでの種々の装置の作動を制御するものである。
【0048】
ステージS7は、撮影ステージと取出ステージとの間に設けられたものであり、円筒状部品について何らの処理も行わないブランクステージである。ステージS2〜6の撮影ステージで撮影された画像を処理するのに時間を要する場合、このブランクステージにて円筒状部品を一旦、停留させることで、画像処理のための十分な時間を確保することができる。
【0049】
ステージS8〜10は、部品搬送装置100から円筒状部品を取り出す取出ステージである。ここで、取出ステージは、ローラユニット40に載置された円筒状部品を上方にピックアップしたり、部品搬送盤の外方に跳ね出したりする適宜の装置(図示省略)を用いて構成されている。
【0050】
また、ステージS8〜10の三つのステージは、良品取出ステージ、不良品取出ステージ及び再検査品取出ステージの3種類の取出ステージとして割り当てられている。良品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、良品であると判定された円筒状部品を取り出すステージである。不良品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、不良品であると判定された円筒状部品を取り出すステージである。そして、再検査品取出ステージは、各撮影ステージで撮影された画像を画像処理して検査を行った結果、良品であるとも不良品であるとも判断できず、再検査を要すると判定された円筒状部品を取り出すステージである。
【0051】
なお、これら良品取出ステージ、不良品取出ステージ及び再検査品取出ステージから取り出された円筒状部品は、夫々のステージに対応する専用のシュートやコンベア等の搬送路を通じて、夫々の専用の収容ボックスに集積される。
【符号の説明】
【0052】
W 円筒状部品
Wa フランジ
Wb 段部
10 基台
11 ベース
12 筒体
20 ローラ駆動盤
21 駆動盤本体
22 プーリ
23 装着板
24 接触部材(ローラ接触部)
25 押え板
30 部品搬送盤
31 主軸
32 プーリ
33 ブッシュ
34 搬送盤本体
35 ユニット盤
40 ローラユニット
41 ローラ
42 ブラケット
43 連結ブラケット
44 ローラ軸
100 部品搬送装置
【特許請求の範囲】
【請求項1】
基台と、
円筒状部品が投入される投入ステージ、カメラによって円筒状部品の表面の所定部位を撮影する複数の撮影ステージ、及び、円筒状部品を取り出す取出ステージを少なくとも含み、前記基台の周りに配設された複数のステージと、
夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラの回転によって円筒状部品を回転させるローラユニット、が同一円周上に所定角度間隔で複数配置され、前記基台に水平方向に回動自在に支持されると共に回転駆動されて、前記ローラユニットに載置された前記円筒状部品を前記各ステージ間で移動させる部品搬送盤と、
前記ローラユニットの下方に配設されて前記ローラの外周面に接触するローラ接触部を有し、前記基台に前記部品搬送盤と同一回動軸線で回動自在に支持されると共に回転駆動されて、前記ローラ接触部によって前記ローラを回転させるローラ駆動盤と
を備えることを特徴とする円筒状部品の表面検査装置。
【請求項2】
前記回転盤の前記ローラ接触部は、断面円形状の弾性材によって構成されている
ことを特徴とする請求項1に記載の円筒状部品の表面検査装置。
【請求項3】
前記ローラの回転軸は、前記部品搬送盤の内側に向かって上向きに傾斜している
ことを特徴とする請求項1または請求項2に記載の円筒状部品の表面検査装置。
【請求項1】
基台と、
円筒状部品が投入される投入ステージ、カメラによって円筒状部品の表面の所定部位を撮影する複数の撮影ステージ、及び、円筒状部品を取り出す取出ステージを少なくとも含み、前記基台の周りに配設された複数のステージと、
夫々の回転軸が平行となるように並設された一対のローラを有し、各ローラ間に円筒状部品を載置して各ローラの回転によって円筒状部品を回転させるローラユニット、が同一円周上に所定角度間隔で複数配置され、前記基台に水平方向に回動自在に支持されると共に回転駆動されて、前記ローラユニットに載置された前記円筒状部品を前記各ステージ間で移動させる部品搬送盤と、
前記ローラユニットの下方に配設されて前記ローラの外周面に接触するローラ接触部を有し、前記基台に前記部品搬送盤と同一回動軸線で回動自在に支持されると共に回転駆動されて、前記ローラ接触部によって前記ローラを回転させるローラ駆動盤と
を備えることを特徴とする円筒状部品の表面検査装置。
【請求項2】
前記回転盤の前記ローラ接触部は、断面円形状の弾性材によって構成されている
ことを特徴とする請求項1に記載の円筒状部品の表面検査装置。
【請求項3】
前記ローラの回転軸は、前記部品搬送盤の内側に向かって上向きに傾斜している
ことを特徴とする請求項1または請求項2に記載の円筒状部品の表面検査装置。
【図1】


【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−242358(P2011−242358A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2010−116983(P2010−116983)
【出願日】平成22年5月21日(2010.5.21)
【出願人】(391022197)株式会社加藤製作所 (15)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成22年5月21日(2010.5.21)
【出願人】(391022197)株式会社加藤製作所 (15)
【Fターム(参考)】
[ Back to top ]