
円筒状部材の内外面同時塗装方法、及び、円筒状部材の内外面同時塗装装置
【課題】装置コストの大幅なアップなしに、柔軟な素材からなる場合であっても、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行う円筒状部材の内外面同時塗装方法を提供する。
【解決手段】円筒状部材をその軸が鉛直になるよう保ちながら内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、円筒状部材の内部となるように設けられた、円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、第1のノズルに対向するように円筒状部材の外部となるように、円筒状部材の外面の全周に対し、円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、により、かつ、第1のノズルから吐出される第1の塗料が円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が円筒状部材の外面に接触する高さと、が同じになる位置で、内外面を同時に塗装する。
【解決手段】円筒状部材をその軸が鉛直になるよう保ちながら内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、円筒状部材の内部となるように設けられた、円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、第1のノズルに対向するように円筒状部材の外部となるように、円筒状部材の外面の全周に対し、円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、により、かつ、第1のノズルから吐出される第1の塗料が円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が円筒状部材の外面に接触する高さと、が同じになる位置で、内外面を同時に塗装する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、環状塗布方法の一種であって、円筒状部材の内周面と外周面とに塗布材料を均一に同時に塗布する塗布方法に関するものであり、特に電子写真方式を用いた複写機、プリンタ、ファックス等の画像形成装置における定着、加圧、帯電,転写、現像等に使用される円筒状部材、特に、柔軟な基材からなる無端ベルトの内外面への同時塗布方法、及びその方法を用いた塗膜形成装置に関するものである。
【背景技術】
【0002】
電子写真の原理に基づく複写機やファクシミリ、レーザービームプリンター(LBP)などの画像形成装置では、加熱された定着部材とこの定着部材に圧接する加圧部材との間にトナー像が転写された転写紙を通して、トナーを溶融するとともに、前記転写紙に定着させる定着プロセスを行うのが一般的である。
【0003】
この定着プロセスで用いられる定着ローラあるいはベルトなどの定着部材は、アルミ、鉄などの金属で構成される円筒状の芯金や、ポリイミドなどの樹脂あるいはニッケルなどの金属で構成される無端状の基体上にシリコーンゴムなどを塗布して耐熱性のある弾性層を形成したもの、あるいはさらにその上にフッ素樹脂をチューブ被覆する、あるいは塗布し離型層を形成したものが一般的である(例えば特開2002−014557公報)。
【0004】
前述した弾性層は、定着時のトナーを転写紙に押圧する圧力を均一にし、画像の粒状度を向上させるためのものである。また、この弾性層の熱伝導性は装置の立ち上がり時間(所定の温度に達する時間)に影響を与える。以上のことから、前述の弾性層はその膜厚が均一であることが求められている。
【0005】
上述の定着用部材を用いた定着装置においては、定着性の向上および画像ムラ等の防止のために定着部材に導電性を付与させたり、また定着ベルトであればその構成上、支持部材が定着ベルト内面に接することになるため、安定した駆動のために定着ベルト内面に摺動性を付与させたりすることがある。
【0006】
これらの付与特性は定着部材の基材自体が備えている場合には問題がないが、金属基体などの摺動性に劣る基体を用いる場合などでは、これら基材の内面に上述した特性を持つ塗料からなる塗布層を形成する対策がしばしば行われる。
【0007】
このような場合、一般的には、内面塗膜の形成工程と内面塗膜の乾燥工程、さらに外面塗膜の形成工程と外面塗膜の乾燥工程を一連して行うことになり、そのため所要工数の増加などによるコスト高を招いていた。さらに、上述の工程を順番に行っていたのでは内面塗装時と外面塗装時とにおいて円筒状部材を別々の方法で高精度に位置決め、あるいは把持しなければならず、塗布装置システムの高額化を招いていた。
【0008】
これらの課題を解決するために、本発明者等は、円筒状部材の内周面(内面)と外周面(外面)とを同時に塗装できる方法の開発に着手した。
【0009】
しかしながら、上述したように、円筒状部材の内面と外面とに形成する塗膜は、異なる機能を発揮させる必要があるため、異なる塗料あるいは異なる膜厚からなることを要求されることが多く、このような内外面を異なる種類の塗料によっておこなう同時塗装に対応する必要があり、そのため、円筒状部材を大容積の塗料液槽内に浸漬して引き上げるような、従来の安易な、一般的な浸漬塗布方法では、上記課題の解決は不可能である。
【0010】
ここで、一般的に知られている円筒状部材の外面のみあるいは内面のみへの塗膜形成方法を下に示す。
【0011】
まず、円筒状部材の外面へ塗膜を形成する方法としては、浸漬塗布法(特開2000−61374公報、特開2005−152830公報)、環状カーテン塗布法、スプレー塗布法、ブレード塗布法やロール塗布法等の種々の方法が知られている。また、円筒状部材の内面へ塗膜を形成する方法としては、上記の方法以外に、高速回転させた円筒部材の内面側に塗料を注入し、遠心力により塗料を内面に押付けながら塗膜を形成する方法(特開平11−268058号公報)や円筒部材の内側に塗装用パイプを挿入し、塗装用パイプ外面に一次膜を形成させた後、これを円筒部材内面に物理的に接触させることにより塗膜を形成する方法(特開平11−156294号公報)などが知られている。
【0012】
ここで、内外面塗膜の同時形成を行う場合には、上記の環状塗布法を組合せて実施する方法が考えられる。本発明者等も、実際に、これら技術を応用して、内外面塗膜の同時形成に環状塗布法を採用した装置を製作したところ、塗膜の膜厚が不均一となる課題が顕在化した。
【0013】
一般的に被塗布部材の外面に平滑性及び均一性の良好な塗膜を環状の浸漬塗布法により形成するためには、環状塗布ヘッドの塗布スリットと被塗布部材との間に形成される間隔(CG、コーティングギャップ)を被塗布部材の軸方向の塗装領域内で偏芯させないよう常に一定の間隔とすることが要求される。
【0014】
すなわち、円筒状部材と環状塗布ヘッドとの間が偏芯していると、円筒状部材の周方向に膜厚偏差が生じたり、あるいは塗布材に対して周方向に不均一なせん断力が加わることになり、微細な泡や縦すじむらが生じたりして、塗布面全域において均一で高精度な塗膜を得ることが難しい。すなわち、被塗布部材は環状塗布ヘッドに対して高精度に同芯となるよう位置決めされることを求められる。しかしながら、無端ベルトのような柔軟な基材に対して外面を塗装するときに、上記同芯を達成するために有効な手段である中子は内外面同時塗装では内面側も塗装するために、用いることができず、上記同芯を達成する方法がなかった。
【0015】
さらに、環状塗布ヘッドの被塗布部材に対する相対移動に対しても上記の同芯と云う条件を満足させる必要があるために鉛直方向への高精度な駆動を要求され、そのとき、装置コストの増大が問題となる。
【特許文献1】特開2000−61374公報
【特許文献2】特開2005−152830公報
【特許文献3】特開平11−268058号公報
【特許文献4】特開平11−156294号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明は、上記課題に鑑みてなされたものであり、装置コストの大幅なアップなしに、柔軟な素材からなる場合であっても、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行う円筒状部材の内外面同時塗装方法、及び、このような内外面同時塗布を可能とする円筒状部材の内外面同時塗装装置を提供することを目的としている。
【課題を解決するための手段】
【0017】
本発明の円筒状部材の内外面同時塗装方法は上記課題を解決するため、請求項1に記載の通り、円筒状部材をその軸が鉛直になるよう保ちながら該円筒状部材の内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、(a)前記円筒状部材の内部となるように設けられた、該円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、(b)該第1のノズルに対向するように前記円筒状部材の外部となるように、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、を用いて、第1のノズルから吐出される第1の塗料が該円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が該円筒状部材の外面に接触する高さと、が同じになる位置で、前記円筒状部材の内外面を同時に塗装することを特徴とする円筒状部材の内外面同時塗装方法である。
【0018】
また、本発明の円筒状部材の内外面同時塗装方法は、請求項2に記載の通り、請求項1に記載の円筒状部材の内外面同時塗装方法において、上記円筒状部材を鉛直方向に移動させながら塗布することを特徴とする。
【0019】
また、本発明の円筒状部材の内外面同時塗装方法は、請求項3に記載の通り、請求項1または請求項2に記載の円筒状部材の内外面同時塗装方法において、上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする。
【0020】
本発明の円筒状部材の内外面同時塗装装置は請求項4に記載の通り、円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズル、前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に塗料を吐出するスリット状の第2のノズル、及び、前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を備えていることを特徴とする円筒状部材の内外面同時塗装装置である。
【0021】
また、本発明の円筒状部材の内外面同時塗装装置は請求項5に記載の通り、請求項4に記載の円筒状部材の内外面同時塗装装置において、前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられていることを特徴とする。
【0022】
また、本発明の円筒状部材の内外面同時塗装装置は請求項6に記載の通り、請求項4または請求項5に記載の円筒状部材の内外面同時塗装装置において、上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする。
【発明の効果】
【0023】
本発明の円筒状部材の内外面同時塗装方法によれば、円筒状部材が無端ベルト基材のような柔軟な材料からなる場合であっても、装置コストの大幅なアップなしに、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行うことができる。さらに内外面の塗装が1回で済むことから、従来2回必要であった乾燥や硬化処理などの加熱工程も1工程で行うことができ、時間的のみならず、エネルギーコスト的にも有利となる。
【0024】
また、請求項2に記載の本発明の円筒状部材の内外面同時塗装方法によれば、上記円筒状部材を鉛直方向に移動させながら塗布することにより、第1のノズル及び第2のノズルを鉛直方向に移動させる必要がなくなり、そのため、装置コストが低廉となると共に、これらを移動させるときに問題となる精度低下や装置の大型化を防止することができる。
【0025】
また、請求項3に記載の本発明の円筒状部材の内外面同時塗装方法によれば、上記第1のノズルと第2のノズルとが同じ高さに設けられているために、これらノズルから吐出される塗料の吐出圧制御が容易となり、装置の製造コストが低廉となる。
【0026】
本発明の円筒状部材の内外面同時塗装装置によれば、円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズル、前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に環状に塗料を吐出するスリット状の第2のノズル、及び、前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を備えているために、上記円筒状部材の内外面同時塗装方法を実施することができ、そのとき、円筒状部材が無端ベルト基材のような柔軟な材料からなる場合であっても、装置コストの大幅なアップなしに、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行うことができる。さらに内外面の塗装が1回で済むことから、従来2回必要であった乾燥や硬化処理などの加熱工程も1工程で行うことができ、時間的のみならず、エネルギーコスト的にも有利となる。
【0027】
また、請求項5に記載の本発明の円筒状部材の内外面同時塗装装置によれば、前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられているため、上記円筒状部材を鉛直方向に移動させながら塗布することにより、第1のノズル及び第2のノズルを鉛直方向に移動させる必要がなくなり、そのため、装置コストが低廉となると共に、これらを移動させるときに問題となる精度低下や装置の大型化を防止することができる。
【0028】
また、請求項6に記載の本発明の円筒状部材の内外面同時塗装装置によれば、上記第1のノズルと第2のノズルとが同じ高さに設けられているために、これらノズルから吐出される塗料の吐出圧制御が容易となり、装置の製造コストが低廉となる。
【発明を実施するための最良の形態】
【0029】
以下、本発明に係る円筒状部材の内外面同時塗装方法について、図1ないし図4に基づいて説明する。
【0030】
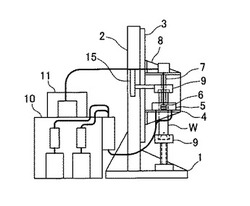
図1は、本発明に係る円筒状部材の内外面同時塗装装置全体のモデル図である。
【0031】
図1において符号1はベースを示し、ベース1上に柱状の背面ベース2が鉛直に設けられ、背面ベース2には鉛直方向に動作する第1のアクチュエータ3が付属し、このアクチュエータ3により支持梁4及び8が鉛直方向、すなわち上下方向に駆動されるようになっていて、この装置に被塗装品である円筒状部材Wをセットするときに、その妨げとならないよう、退避可能となっている。
【0032】
すなわち塗装前の円筒状部材Wをこの塗装装置にセットする場合、及び、塗装後の円筒状部材Wをこの塗装装置から取り外す際には、アクチュエータ3とアクチュエータ15とによって、アクチュエータ3によって塗布ヘッド5及び6、さらに、部材保持台9Aを円筒状部材Wの上端よりも高い位置に移動(退避)させることにより、容易に作業を行うことができる。
【0033】
支持梁8には支持梁8に付属する下方に延びるアーム7によって、円筒状部材Wの内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズル6aを備えた塗布ヘッド6が懸架されていて、装置にセットされた塗装対象の円筒状部材Wの内部に位置している。
【0034】
一方、支持梁4によって、支持梁4上方には、円筒状部材Wの外部に、該円筒状部材Wの外面の全周に対し、該円筒状部材Wの軸方向に第2の塗料を環状に吐出するスリット状の第2のノズル5aを備えた塗布ヘッド5が支持されている。
【0035】
この第2のノズル5aはこの例では第1のノズル6aに対向するように、かつ、同じ高さとなるように設置されている。
【0036】
円筒状部材Wはベース1上に設けられた部材保持台9Bに載置されている。部材保持台9Bは内部にあるアクチュエータ(図示しない)によって鉛直方向に移動可能となっている。
【0037】
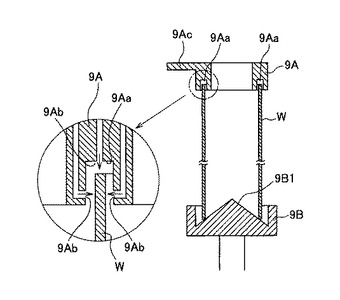
図2に円筒状部材Wの載置状態を示す。部材保持台9Bには円錐状の載置部9B1が設けられて、この上に円筒状部材Wが、この円錐状の載置部9B1と同芯となるように載置されている。
【0038】
一方、円筒状部材Wの上端部は部材保持台9Aによって保持されている。部材保持台9Aは、円筒状部材Wの重量が大きい場合には、部材保持台9Bの動きに従って動くが、円筒状部材Wが定着ベルトの基材の場合等で、軽い場合には後述するノズルから吐出する塗料の影響(用いる塗料の粘度が高いときに、この影響が顕著となる)等により部材保持台9Bの動きに追従しないおそれがある場合等に必要となる。
【0039】
このような部材保持台9Aは軸が垂直方向と一致するように、アーム9Acによって、上記背面ベースに取り付けられたアクチュエータ15に接続され、上記部材保持台9Bと同期して鉛直方向に駆動されるようになっている。
【0040】
円筒状部材W保持時には、部材保持台9Aの下端に設けられた環状溝9Aaに円筒状部材Wの上端部が嵌合するように保持されているが、このとき、環状溝9Aaの円筒状部材Wを挟むように、かつ、円筒状部材Wを押し下げるよう、すなわち、上記円錐状の載置部9B1に向かって押しつけるように、設けられた3つの空気吹き出しスロット9Abから、吹き出される圧搾空気(図示しないコンプレッサから供給される)によって、円筒状部材Wの上端部は緩く保持されている。
【0041】
上記第1のノズル6aは、配管によって塗料供給ユニット11に接続され、第1のノズル6aへは塗料タンク内の、予め調整された第1の塗料Mbが図示しない定量ポンプによって供給される。
【0042】
また第2のノズル5aは、配管によって塗料供給ユニット10に接続されている。塗料供給ユニット10にはこの例では互いに異なった塗料成分が内容された2つの塗料タンクが備えられ、それぞれ1つずつ接続された定量ポンプによって、混合ユニットに送られ、そこで均一に混合されて第2の塗料Maとなって、第2のノズル5aへ供給される。
【0043】
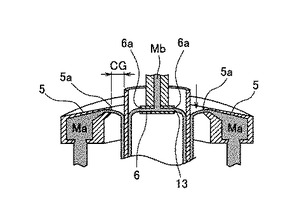
図3に、内外同時塗装中の状態をモデル的に示した。この例では、円筒状部材Wを、その軸が鉛直になるよう保ちながら円筒状部材Wの内外面を同時に塗装する円筒状部材の内外面同時塗装方法であって、円筒状部材Wの内部となるように設けられた、円筒状部材Wの内面の全周に対し、放射状に第1の塗料Mbを吐出する、塗布ヘッド6に設けられたスリット状の第1のノズル6aと、第1のノズル6aに対向するように円筒状部材Wの外部となるように設けられた、円筒状部材Wの外面の全周に対し、円筒状部材Wの軸方向に第2の塗料Maを環状に吐出する、塗布ヘッド5に設けられたスリット状の第2のノズル5aと、により、かつ、第1のノズル6aから吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さと、が同じになる位置で、円筒状部材Wの内外面を同時に塗装する例であって、アクチュエータにより同期駆動する部材保持台9Bと部材保持台9Aとによって保持された円筒状部材Wを上方から下方に鉛直方向に移動しながら、これらノズル5a及び6aからそれぞれ塗料を膜状(いわゆる、カーテン状)に吐出して塗布する例である。
【0044】
ここで、第1のノズル6aから吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さとが同じになる位置になるように調節するには、塗料供給ユニット10及び11の定量ポンプによる塗料の吐出量を調節し、これら2つの塗料が、円筒状部材Wの内径と外径とを平均した径で接触するようにすればよい。
なお、必要な場合には、予め塗布目的の円筒状部材Wと同じ形状とした、透明な材料からなる円筒状部材を用いて、塗料の吐出状態を視認により確認しながらこれら塗料の吐出量を調整することができる。また、水平投射の公式を近似的に利用することによりシミュレートすることもできる。
【0045】
このように、吐出量を調整することで、第1のノズル6aから膜状に吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから膜状に吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さと、が同じになる位置で円筒状部材Wの内外面を同時に塗装することができ、かつ、このときにこれら塗料によって被塗装物である円筒状部材Wの内外から加わる力が均衡するので、円筒状部材Wが無端ベルト基材のような柔軟な材料からなる場合であっても、塗装されている部分の変形が防止され、均一な塗装が可能となる。
【0046】
さらに、円筒状部材Wの塗装されている部分がこれらノズル5a及び6bに対しての同軸性が失われていた場合には、円筒状部材W上端は上記のように部材保持台9Aで圧搾空気によって緩やかに保持されているだけであるので、これら塗料の吐出圧力を受けて、同軸となる位置へと自律的に修正されるので、内外面とも常に均一な厚さの塗膜が形成される。
【0047】
図3に示した塗布は吐出された塗料を膜状に保ちながら行う、カーテン塗布であり、ノズル5a及び6bの先端と円筒状部材Wとの間のギャップ(図中CG)が比較的大きく(形成される膜厚の1.5倍以上)、ノズルから吐出された塗料は膜状(カーテン状)となって円筒状部材Wに接触する。
【0048】
この場合はこのような膜状(カーテン状)形状が形成されるように用いる塗料の性状、特にその粘度を予め検討して設定する。
【0049】
図4により、比較的広い粘度範囲で行うことができる塗布方法を説明する。ここで、塗布装置は、塗布ヘッド以外は上記で説明したものと同じものである。
【0050】
この場合、図3のカーテン塗布の場合よりも、ノズル5a及び6bの先端と円筒状部材Wとの間のギャップ(図中CG’)が短くなっており、塗料はノズルにより吐出された直後に、同じ高さで円筒状部材Wに塗布される。さらに、この例では、
部材保持台9A及び9Bは同期して、これらによって保持された円筒状部材Wを下方から上方に向かって移動させながら塗装が行われる。
【0051】
この例でも円筒状部材Wの内面と外面とは同じ高さで塗布されるため、ノズル5a及び6bから吐出される塗料の圧力による影響は極めて小さく、ノズル5a及び6bと円筒状部材Wとの同軸関係が保たれるので、均一な塗膜が形成される。
【0052】
上記例においては塗布ヘッド5及び6を固定し、円筒状部材Wを鉛直方向に移動させながら、塗布を行う例について説明したが、円筒状部材Wを固定し、塗布ヘッド5及び6を鉛直方向に移動させながら塗装するようにしてもよく、また、塗布ヘッド5及び6と円筒状部材Wとを互いに逆となる鉛直方向に移動させながら塗布を行っても良い。ただし、塗布ヘッド5及び6を固定して円筒状部材Wを鉛直方向に動かしながら塗装するようにした場合、比較的重量のある塗布ヘッド5及び6を固定するため、装置コストも安価となり、また、これらヘッドの位置精度も容易に高くできるので好ましい。また、このとき、ヘッドを駆動するアクチュエータの振れの影響や背面ベースの精度の影響を排除することができる。
【図面の簡単な説明】
【0053】
【図1】本発明の円筒状部材の内外面同時塗装方法で用いる円筒状部材の内画面同時塗装装置の一例を示すモデル図である。
【図2】上記装置での円筒状部材Wの載置状態を示すモデル図である。
【図3】上記装置による、内外同時塗装中の状態をモデル的に示した図である。
【図4】内外同時塗装中の他の状態をモデル的に示した図である。
【符号の説明】
【0054】
1 ベース
2 背面ベース
3、15 アクチュエータ
4、8 支持梁
5、6 塗布ヘッド
5a 第2のノズル
6a 第1のノズル
7 アーム
9A、9B 部材保持台
9Ac アーム
9Aa 環状溝
9Ab 空気吹き出しスロット
9B1 円錐状の載置部
10、11 塗料供給ユニット
W 円筒状部材
【技術分野】
【0001】
本発明は、環状塗布方法の一種であって、円筒状部材の内周面と外周面とに塗布材料を均一に同時に塗布する塗布方法に関するものであり、特に電子写真方式を用いた複写機、プリンタ、ファックス等の画像形成装置における定着、加圧、帯電,転写、現像等に使用される円筒状部材、特に、柔軟な基材からなる無端ベルトの内外面への同時塗布方法、及びその方法を用いた塗膜形成装置に関するものである。
【背景技術】
【0002】
電子写真の原理に基づく複写機やファクシミリ、レーザービームプリンター(LBP)などの画像形成装置では、加熱された定着部材とこの定着部材に圧接する加圧部材との間にトナー像が転写された転写紙を通して、トナーを溶融するとともに、前記転写紙に定着させる定着プロセスを行うのが一般的である。
【0003】
この定着プロセスで用いられる定着ローラあるいはベルトなどの定着部材は、アルミ、鉄などの金属で構成される円筒状の芯金や、ポリイミドなどの樹脂あるいはニッケルなどの金属で構成される無端状の基体上にシリコーンゴムなどを塗布して耐熱性のある弾性層を形成したもの、あるいはさらにその上にフッ素樹脂をチューブ被覆する、あるいは塗布し離型層を形成したものが一般的である(例えば特開2002−014557公報)。
【0004】
前述した弾性層は、定着時のトナーを転写紙に押圧する圧力を均一にし、画像の粒状度を向上させるためのものである。また、この弾性層の熱伝導性は装置の立ち上がり時間(所定の温度に達する時間)に影響を与える。以上のことから、前述の弾性層はその膜厚が均一であることが求められている。
【0005】
上述の定着用部材を用いた定着装置においては、定着性の向上および画像ムラ等の防止のために定着部材に導電性を付与させたり、また定着ベルトであればその構成上、支持部材が定着ベルト内面に接することになるため、安定した駆動のために定着ベルト内面に摺動性を付与させたりすることがある。
【0006】
これらの付与特性は定着部材の基材自体が備えている場合には問題がないが、金属基体などの摺動性に劣る基体を用いる場合などでは、これら基材の内面に上述した特性を持つ塗料からなる塗布層を形成する対策がしばしば行われる。
【0007】
このような場合、一般的には、内面塗膜の形成工程と内面塗膜の乾燥工程、さらに外面塗膜の形成工程と外面塗膜の乾燥工程を一連して行うことになり、そのため所要工数の増加などによるコスト高を招いていた。さらに、上述の工程を順番に行っていたのでは内面塗装時と外面塗装時とにおいて円筒状部材を別々の方法で高精度に位置決め、あるいは把持しなければならず、塗布装置システムの高額化を招いていた。
【0008】
これらの課題を解決するために、本発明者等は、円筒状部材の内周面(内面)と外周面(外面)とを同時に塗装できる方法の開発に着手した。
【0009】
しかしながら、上述したように、円筒状部材の内面と外面とに形成する塗膜は、異なる機能を発揮させる必要があるため、異なる塗料あるいは異なる膜厚からなることを要求されることが多く、このような内外面を異なる種類の塗料によっておこなう同時塗装に対応する必要があり、そのため、円筒状部材を大容積の塗料液槽内に浸漬して引き上げるような、従来の安易な、一般的な浸漬塗布方法では、上記課題の解決は不可能である。
【0010】
ここで、一般的に知られている円筒状部材の外面のみあるいは内面のみへの塗膜形成方法を下に示す。
【0011】
まず、円筒状部材の外面へ塗膜を形成する方法としては、浸漬塗布法(特開2000−61374公報、特開2005−152830公報)、環状カーテン塗布法、スプレー塗布法、ブレード塗布法やロール塗布法等の種々の方法が知られている。また、円筒状部材の内面へ塗膜を形成する方法としては、上記の方法以外に、高速回転させた円筒部材の内面側に塗料を注入し、遠心力により塗料を内面に押付けながら塗膜を形成する方法(特開平11−268058号公報)や円筒部材の内側に塗装用パイプを挿入し、塗装用パイプ外面に一次膜を形成させた後、これを円筒部材内面に物理的に接触させることにより塗膜を形成する方法(特開平11−156294号公報)などが知られている。
【0012】
ここで、内外面塗膜の同時形成を行う場合には、上記の環状塗布法を組合せて実施する方法が考えられる。本発明者等も、実際に、これら技術を応用して、内外面塗膜の同時形成に環状塗布法を採用した装置を製作したところ、塗膜の膜厚が不均一となる課題が顕在化した。
【0013】
一般的に被塗布部材の外面に平滑性及び均一性の良好な塗膜を環状の浸漬塗布法により形成するためには、環状塗布ヘッドの塗布スリットと被塗布部材との間に形成される間隔(CG、コーティングギャップ)を被塗布部材の軸方向の塗装領域内で偏芯させないよう常に一定の間隔とすることが要求される。
【0014】
すなわち、円筒状部材と環状塗布ヘッドとの間が偏芯していると、円筒状部材の周方向に膜厚偏差が生じたり、あるいは塗布材に対して周方向に不均一なせん断力が加わることになり、微細な泡や縦すじむらが生じたりして、塗布面全域において均一で高精度な塗膜を得ることが難しい。すなわち、被塗布部材は環状塗布ヘッドに対して高精度に同芯となるよう位置決めされることを求められる。しかしながら、無端ベルトのような柔軟な基材に対して外面を塗装するときに、上記同芯を達成するために有効な手段である中子は内外面同時塗装では内面側も塗装するために、用いることができず、上記同芯を達成する方法がなかった。
【0015】
さらに、環状塗布ヘッドの被塗布部材に対する相対移動に対しても上記の同芯と云う条件を満足させる必要があるために鉛直方向への高精度な駆動を要求され、そのとき、装置コストの増大が問題となる。
【特許文献1】特開2000−61374公報
【特許文献2】特開2005−152830公報
【特許文献3】特開平11−268058号公報
【特許文献4】特開平11−156294号公報
【発明の開示】
【発明が解決しようとする課題】
【0016】
本発明は、上記課題に鑑みてなされたものであり、装置コストの大幅なアップなしに、柔軟な素材からなる場合であっても、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行う円筒状部材の内外面同時塗装方法、及び、このような内外面同時塗布を可能とする円筒状部材の内外面同時塗装装置を提供することを目的としている。
【課題を解決するための手段】
【0017】
本発明の円筒状部材の内外面同時塗装方法は上記課題を解決するため、請求項1に記載の通り、円筒状部材をその軸が鉛直になるよう保ちながら該円筒状部材の内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、(a)前記円筒状部材の内部となるように設けられた、該円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、(b)該第1のノズルに対向するように前記円筒状部材の外部となるように、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、を用いて、第1のノズルから吐出される第1の塗料が該円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が該円筒状部材の外面に接触する高さと、が同じになる位置で、前記円筒状部材の内外面を同時に塗装することを特徴とする円筒状部材の内外面同時塗装方法である。
【0018】
また、本発明の円筒状部材の内外面同時塗装方法は、請求項2に記載の通り、請求項1に記載の円筒状部材の内外面同時塗装方法において、上記円筒状部材を鉛直方向に移動させながら塗布することを特徴とする。
【0019】
また、本発明の円筒状部材の内外面同時塗装方法は、請求項3に記載の通り、請求項1または請求項2に記載の円筒状部材の内外面同時塗装方法において、上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする。
【0020】
本発明の円筒状部材の内外面同時塗装装置は請求項4に記載の通り、円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズル、前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に塗料を吐出するスリット状の第2のノズル、及び、前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を備えていることを特徴とする円筒状部材の内外面同時塗装装置である。
【0021】
また、本発明の円筒状部材の内外面同時塗装装置は請求項5に記載の通り、請求項4に記載の円筒状部材の内外面同時塗装装置において、前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられていることを特徴とする。
【0022】
また、本発明の円筒状部材の内外面同時塗装装置は請求項6に記載の通り、請求項4または請求項5に記載の円筒状部材の内外面同時塗装装置において、上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする。
【発明の効果】
【0023】
本発明の円筒状部材の内外面同時塗装方法によれば、円筒状部材が無端ベルト基材のような柔軟な材料からなる場合であっても、装置コストの大幅なアップなしに、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行うことができる。さらに内外面の塗装が1回で済むことから、従来2回必要であった乾燥や硬化処理などの加熱工程も1工程で行うことができ、時間的のみならず、エネルギーコスト的にも有利となる。
【0024】
また、請求項2に記載の本発明の円筒状部材の内外面同時塗装方法によれば、上記円筒状部材を鉛直方向に移動させながら塗布することにより、第1のノズル及び第2のノズルを鉛直方向に移動させる必要がなくなり、そのため、装置コストが低廉となると共に、これらを移動させるときに問題となる精度低下や装置の大型化を防止することができる。
【0025】
また、請求項3に記載の本発明の円筒状部材の内外面同時塗装方法によれば、上記第1のノズルと第2のノズルとが同じ高さに設けられているために、これらノズルから吐出される塗料の吐出圧制御が容易となり、装置の製造コストが低廉となる。
【0026】
本発明の円筒状部材の内外面同時塗装装置によれば、円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズル、前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に環状に塗料を吐出するスリット状の第2のノズル、及び、前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を備えているために、上記円筒状部材の内外面同時塗装方法を実施することができ、そのとき、円筒状部材が無端ベルト基材のような柔軟な材料からなる場合であっても、装置コストの大幅なアップなしに、円筒形部材の内外面を同時に、精度、及び、効率良く塗布を行うことができる。さらに内外面の塗装が1回で済むことから、従来2回必要であった乾燥や硬化処理などの加熱工程も1工程で行うことができ、時間的のみならず、エネルギーコスト的にも有利となる。
【0027】
また、請求項5に記載の本発明の円筒状部材の内外面同時塗装装置によれば、前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられているため、上記円筒状部材を鉛直方向に移動させながら塗布することにより、第1のノズル及び第2のノズルを鉛直方向に移動させる必要がなくなり、そのため、装置コストが低廉となると共に、これらを移動させるときに問題となる精度低下や装置の大型化を防止することができる。
【0028】
また、請求項6に記載の本発明の円筒状部材の内外面同時塗装装置によれば、上記第1のノズルと第2のノズルとが同じ高さに設けられているために、これらノズルから吐出される塗料の吐出圧制御が容易となり、装置の製造コストが低廉となる。
【発明を実施するための最良の形態】
【0029】
以下、本発明に係る円筒状部材の内外面同時塗装方法について、図1ないし図4に基づいて説明する。
【0030】
図1は、本発明に係る円筒状部材の内外面同時塗装装置全体のモデル図である。
【0031】
図1において符号1はベースを示し、ベース1上に柱状の背面ベース2が鉛直に設けられ、背面ベース2には鉛直方向に動作する第1のアクチュエータ3が付属し、このアクチュエータ3により支持梁4及び8が鉛直方向、すなわち上下方向に駆動されるようになっていて、この装置に被塗装品である円筒状部材Wをセットするときに、その妨げとならないよう、退避可能となっている。
【0032】
すなわち塗装前の円筒状部材Wをこの塗装装置にセットする場合、及び、塗装後の円筒状部材Wをこの塗装装置から取り外す際には、アクチュエータ3とアクチュエータ15とによって、アクチュエータ3によって塗布ヘッド5及び6、さらに、部材保持台9Aを円筒状部材Wの上端よりも高い位置に移動(退避)させることにより、容易に作業を行うことができる。
【0033】
支持梁8には支持梁8に付属する下方に延びるアーム7によって、円筒状部材Wの内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズル6aを備えた塗布ヘッド6が懸架されていて、装置にセットされた塗装対象の円筒状部材Wの内部に位置している。
【0034】
一方、支持梁4によって、支持梁4上方には、円筒状部材Wの外部に、該円筒状部材Wの外面の全周に対し、該円筒状部材Wの軸方向に第2の塗料を環状に吐出するスリット状の第2のノズル5aを備えた塗布ヘッド5が支持されている。
【0035】
この第2のノズル5aはこの例では第1のノズル6aに対向するように、かつ、同じ高さとなるように設置されている。
【0036】
円筒状部材Wはベース1上に設けられた部材保持台9Bに載置されている。部材保持台9Bは内部にあるアクチュエータ(図示しない)によって鉛直方向に移動可能となっている。
【0037】
図2に円筒状部材Wの載置状態を示す。部材保持台9Bには円錐状の載置部9B1が設けられて、この上に円筒状部材Wが、この円錐状の載置部9B1と同芯となるように載置されている。
【0038】
一方、円筒状部材Wの上端部は部材保持台9Aによって保持されている。部材保持台9Aは、円筒状部材Wの重量が大きい場合には、部材保持台9Bの動きに従って動くが、円筒状部材Wが定着ベルトの基材の場合等で、軽い場合には後述するノズルから吐出する塗料の影響(用いる塗料の粘度が高いときに、この影響が顕著となる)等により部材保持台9Bの動きに追従しないおそれがある場合等に必要となる。
【0039】
このような部材保持台9Aは軸が垂直方向と一致するように、アーム9Acによって、上記背面ベースに取り付けられたアクチュエータ15に接続され、上記部材保持台9Bと同期して鉛直方向に駆動されるようになっている。
【0040】
円筒状部材W保持時には、部材保持台9Aの下端に設けられた環状溝9Aaに円筒状部材Wの上端部が嵌合するように保持されているが、このとき、環状溝9Aaの円筒状部材Wを挟むように、かつ、円筒状部材Wを押し下げるよう、すなわち、上記円錐状の載置部9B1に向かって押しつけるように、設けられた3つの空気吹き出しスロット9Abから、吹き出される圧搾空気(図示しないコンプレッサから供給される)によって、円筒状部材Wの上端部は緩く保持されている。
【0041】
上記第1のノズル6aは、配管によって塗料供給ユニット11に接続され、第1のノズル6aへは塗料タンク内の、予め調整された第1の塗料Mbが図示しない定量ポンプによって供給される。
【0042】
また第2のノズル5aは、配管によって塗料供給ユニット10に接続されている。塗料供給ユニット10にはこの例では互いに異なった塗料成分が内容された2つの塗料タンクが備えられ、それぞれ1つずつ接続された定量ポンプによって、混合ユニットに送られ、そこで均一に混合されて第2の塗料Maとなって、第2のノズル5aへ供給される。
【0043】
図3に、内外同時塗装中の状態をモデル的に示した。この例では、円筒状部材Wを、その軸が鉛直になるよう保ちながら円筒状部材Wの内外面を同時に塗装する円筒状部材の内外面同時塗装方法であって、円筒状部材Wの内部となるように設けられた、円筒状部材Wの内面の全周に対し、放射状に第1の塗料Mbを吐出する、塗布ヘッド6に設けられたスリット状の第1のノズル6aと、第1のノズル6aに対向するように円筒状部材Wの外部となるように設けられた、円筒状部材Wの外面の全周に対し、円筒状部材Wの軸方向に第2の塗料Maを環状に吐出する、塗布ヘッド5に設けられたスリット状の第2のノズル5aと、により、かつ、第1のノズル6aから吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さと、が同じになる位置で、円筒状部材Wの内外面を同時に塗装する例であって、アクチュエータにより同期駆動する部材保持台9Bと部材保持台9Aとによって保持された円筒状部材Wを上方から下方に鉛直方向に移動しながら、これらノズル5a及び6aからそれぞれ塗料を膜状(いわゆる、カーテン状)に吐出して塗布する例である。
【0044】
ここで、第1のノズル6aから吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さとが同じになる位置になるように調節するには、塗料供給ユニット10及び11の定量ポンプによる塗料の吐出量を調節し、これら2つの塗料が、円筒状部材Wの内径と外径とを平均した径で接触するようにすればよい。
なお、必要な場合には、予め塗布目的の円筒状部材Wと同じ形状とした、透明な材料からなる円筒状部材を用いて、塗料の吐出状態を視認により確認しながらこれら塗料の吐出量を調整することができる。また、水平投射の公式を近似的に利用することによりシミュレートすることもできる。
【0045】
このように、吐出量を調整することで、第1のノズル6aから膜状に吐出される第1の塗料Mbが円筒状部材Wの内面に接触する高さと、第2のノズル5aから膜状に吐出される第2の塗料Maが円筒状部材Wの外面に接触する高さと、が同じになる位置で円筒状部材Wの内外面を同時に塗装することができ、かつ、このときにこれら塗料によって被塗装物である円筒状部材Wの内外から加わる力が均衡するので、円筒状部材Wが無端ベルト基材のような柔軟な材料からなる場合であっても、塗装されている部分の変形が防止され、均一な塗装が可能となる。
【0046】
さらに、円筒状部材Wの塗装されている部分がこれらノズル5a及び6bに対しての同軸性が失われていた場合には、円筒状部材W上端は上記のように部材保持台9Aで圧搾空気によって緩やかに保持されているだけであるので、これら塗料の吐出圧力を受けて、同軸となる位置へと自律的に修正されるので、内外面とも常に均一な厚さの塗膜が形成される。
【0047】
図3に示した塗布は吐出された塗料を膜状に保ちながら行う、カーテン塗布であり、ノズル5a及び6bの先端と円筒状部材Wとの間のギャップ(図中CG)が比較的大きく(形成される膜厚の1.5倍以上)、ノズルから吐出された塗料は膜状(カーテン状)となって円筒状部材Wに接触する。
【0048】
この場合はこのような膜状(カーテン状)形状が形成されるように用いる塗料の性状、特にその粘度を予め検討して設定する。
【0049】
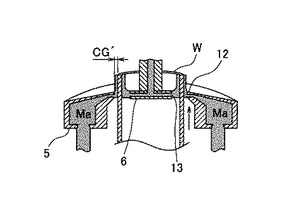
図4により、比較的広い粘度範囲で行うことができる塗布方法を説明する。ここで、塗布装置は、塗布ヘッド以外は上記で説明したものと同じものである。
【0050】
この場合、図3のカーテン塗布の場合よりも、ノズル5a及び6bの先端と円筒状部材Wとの間のギャップ(図中CG’)が短くなっており、塗料はノズルにより吐出された直後に、同じ高さで円筒状部材Wに塗布される。さらに、この例では、
部材保持台9A及び9Bは同期して、これらによって保持された円筒状部材Wを下方から上方に向かって移動させながら塗装が行われる。
【0051】
この例でも円筒状部材Wの内面と外面とは同じ高さで塗布されるため、ノズル5a及び6bから吐出される塗料の圧力による影響は極めて小さく、ノズル5a及び6bと円筒状部材Wとの同軸関係が保たれるので、均一な塗膜が形成される。
【0052】
上記例においては塗布ヘッド5及び6を固定し、円筒状部材Wを鉛直方向に移動させながら、塗布を行う例について説明したが、円筒状部材Wを固定し、塗布ヘッド5及び6を鉛直方向に移動させながら塗装するようにしてもよく、また、塗布ヘッド5及び6と円筒状部材Wとを互いに逆となる鉛直方向に移動させながら塗布を行っても良い。ただし、塗布ヘッド5及び6を固定して円筒状部材Wを鉛直方向に動かしながら塗装するようにした場合、比較的重量のある塗布ヘッド5及び6を固定するため、装置コストも安価となり、また、これらヘッドの位置精度も容易に高くできるので好ましい。また、このとき、ヘッドを駆動するアクチュエータの振れの影響や背面ベースの精度の影響を排除することができる。
【図面の簡単な説明】
【0053】
【図1】本発明の円筒状部材の内外面同時塗装方法で用いる円筒状部材の内画面同時塗装装置の一例を示すモデル図である。
【図2】上記装置での円筒状部材Wの載置状態を示すモデル図である。
【図3】上記装置による、内外同時塗装中の状態をモデル的に示した図である。
【図4】内外同時塗装中の他の状態をモデル的に示した図である。
【符号の説明】
【0054】
1 ベース
2 背面ベース
3、15 アクチュエータ
4、8 支持梁
5、6 塗布ヘッド
5a 第2のノズル
6a 第1のノズル
7 アーム
9A、9B 部材保持台
9Ac アーム
9Aa 環状溝
9Ab 空気吹き出しスロット
9B1 円錐状の載置部
10、11 塗料供給ユニット
W 円筒状部材
【特許請求の範囲】
【請求項1】
円筒状部材をその軸が鉛直になるよう保ちながら該円筒状部材の内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、
(a)前記円筒状部材の内部となるように設けられた、該円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、(b)該第1のノズルに対向するように前記円筒状部材の外部となるように、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、を用いて、第1のノズルから吐出される第1の塗料が該円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が該円筒状部材の外面に接触する高さと、が同じになる位置で、前記円筒状部材の内外面を同時に塗装することを特徴とする円筒状部材の内外面同時塗装方法。
【請求項2】
上記円筒状部材を鉛直方向に移動させながら塗布することを特徴とする請求項1に記載の円筒状部材の内外面同時塗装方法。
【請求項3】
上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする請求項1または請求項2に記載の円筒状部材の内外面同時塗装方法。
【請求項4】
円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、
(a)前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズルと、(b)前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に環状に塗料を吐出するスリット状の第2のノズル、及び、
前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を
備えていることを特徴とする円筒状部材の内外面同時塗装装置。
【請求項5】
前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられていることを特徴とする請求項4に記載の円筒状部材の内外面同時塗装装置。
【請求項6】
上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする請求項4または請求項5に記載の円筒状部材の内外面同時塗装装置。
【請求項1】
円筒状部材をその軸が鉛直になるよう保ちながら該円筒状部材の内外面を同時に塗装する円筒状部材の内外面同時塗装方法において、
(a)前記円筒状部材の内部となるように設けられた、該円筒状部材の内面の全周に対し、放射状に第1の塗料を吐出するスリット状の第1のノズルと、(b)該第1のノズルに対向するように前記円筒状部材の外部となるように、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に第2の塗料を環状に吐出するスリット状の第2のノズルと、を用いて、第1のノズルから吐出される第1の塗料が該円筒状部材の内面に接触する高さと、第2のノズルから吐出される第2の塗料が該円筒状部材の外面に接触する高さと、が同じになる位置で、前記円筒状部材の内外面を同時に塗装することを特徴とする円筒状部材の内外面同時塗装方法。
【請求項2】
上記円筒状部材を鉛直方向に移動させながら塗布することを特徴とする請求項1に記載の円筒状部材の内外面同時塗装方法。
【請求項3】
上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする請求項1または請求項2に記載の円筒状部材の内外面同時塗装方法。
【請求項4】
円筒状部材をその軸が鉛直になるよう保つ円筒状部材保持手段、
(a)前記円筒状部材の内部となる位置に、該円筒状部材の内面の全周に対し、放射状に塗料を吐出するスリット状の第1のノズルと、(b)前記円筒状部材の外部となり、かつ、該第1のノズルに対向する位置に、該円筒状部材の外面の全周に対し、該円筒状部材の軸方向に環状に塗料を吐出するスリット状の第2のノズル、及び、
前記第1のノズル及び前記第2のノズルに塗料を供給する塗料供給手段を
備えていることを特徴とする円筒状部材の内外面同時塗装装置。
【請求項5】
前記円筒状部材を垂直方向に駆動する円筒状部材垂直駆動手段が設けられていることを特徴とする請求項4に記載の円筒状部材の内外面同時塗装装置。
【請求項6】
上記第1のノズルと第2のノズルとが同じ高さに設けられていることを特徴とする請求項4または請求項5に記載の円筒状部材の内外面同時塗装装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−307437(P2008−307437A)
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願番号】特願2007−155204(P2007−155204)
【出願日】平成19年6月12日(2007.6.12)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成20年12月25日(2008.12.25)
【国際特許分類】
【出願日】平成19年6月12日(2007.6.12)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]