
円筒部材の検査法および検査装置
【課題】被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の疵を安定して検出することが可能な検査方法および検査装置を提供する。
【解決手段】ワークWの円筒面を検査部4にて検査するための検査装置および検査方法である。回転軸心L1,L2が相互に平行に配設されている一対の回転軸11,12にてワークを支持させた状態で、回転体11,12をワークに接触させる。一対の回転軸11,12を回転駆動させることにより、回転体31をワークとともに回転させる。回転軸11,12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転する基準時間での回転体31の回転状態を検出する。回転状態に基づいてワークWと回転軸11,12との間に滑りがあるか否かを判断しつつ、ワークWの画像を撮像する。
【解決手段】ワークWの円筒面を検査部4にて検査するための検査装置および検査方法である。回転軸心L1,L2が相互に平行に配設されている一対の回転軸11,12にてワークを支持させた状態で、回転体11,12をワークに接触させる。一対の回転軸11,12を回転駆動させることにより、回転体31をワークとともに回転させる。回転軸11,12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転する基準時間での回転体31の回転状態を検出する。回転状態に基づいてワークWと回転軸11,12との間に滑りがあるか否かを判断しつつ、ワークWの画像を撮像する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、円筒ころ軸受に用いる円筒ころや針状ころ軸受に用いる針状ころ等の円筒部材の外径面の外観を検査(例えば疵の有無を検査)する検査方法(検査法)および検査装置に関する。
【背景技術】
【0002】
円筒ころ軸受に用いる円筒ころは、外輪の内径面に形成された軌道面と、内輪の外径面に形成された軌道面との間に転動自在に介在される。このため、このような円筒ころの外径面において疵が存在すれば、滑らかに回転する高品質の製品(円筒ころ軸受)を得ることができない。
【0003】
そこで、このような円筒部材の外径面の疵の有無を検査する必要がある。従来には、定位置で所定方向に回転する駆動ローラと、駆動ローラの外周の上面位置にワークを供給して定位置に回転可能に保持する定配保持部と、定位置で回転するワークの表面の疵の有無を光学的に検査する外観検出部を備えた外観検査装置がある(特許文献1)。外観検出部としては、検出用カメラや変位センサ等にて構成できる。
【0004】
また、このような円筒部材の外径面の疵の有無を検査する装置として、複数のワークを上流側から下流側へ連続的に検査部に搬送し、検査部では、平行に配設された一対の回転ローラにて各ワークをその軸心廻りに回転させ、この状態で撮像用カメラにてワークの画像を捉えるものがある(特許文献2)。
【0005】
すなわち、この特許文献2に記載のものでは、ワークが撮像用カメラの撮像エリア内を連続的に通り抜ける方式(スルーフィード方式)であり、ワークの撮像を連続的に行うものである。そして、画像取込処理と外観検査処理と判定処理とが並列的に行われるものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9-72850号公報
【特許文献2】特開2005-10036号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1では、ワークを回転させる際には、ワークを押えローラにて押えるものであるが、ワークと駆動ローラ間で滑りが生じる場合がある。このようにワークと駆動ローラとの間に滑りが生じれば、ワーク全周にわたる疵の検査を行うことができない。
【0008】
特許文献2では、ワーク搬送手段は、ベルトと摩擦駆動ローラとでワークを挟み込む機構(構造)となっている。しかしながら、撮像タイミングを得るセンサ及び撮像カメラ位置でのワーク移動速度は、回転ローラとワークとの摩擦条件のみで決定される。このため、必ずしもワークの移動速度が一定になるものではない。このように移動速度にばらつきが生じれば、ワーク間に隙間が生じたりする。このように、隙間が生じれば、撮像トリガーに対してワークの撮像位置がずれる現象が起きて、誤判定の可能性が高まる。
【0009】
また、特許文献2では、検査するワークがその軸心廻りに1回転したか否かの判断手段はなく、検査を行ったワークが1回転しているかの信頼性に劣るものであり、周方向全周(周方向全域)を検査しているとは言えるものではない。
【0010】
本発明の課題は、被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の外観検査を安定して検出することが可能な検査装置および検査方法を提案することにある。
【課題を解決するための手段】
【0011】
本発明の検査方法(検査法)は、ワークの円筒面である外径面を検出するための検査方法であって、回転軸心が相互に平行に配設されている一対の回転軸にてワークを支持させた状態で、回転体をワークに接触させ、前記一対の回転軸を回転駆動させることにより、前記回転体をワークとともに回転させ、前記回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転する基準時間での前記回転体の回転状態を検出し、この回転状態に基づいて前記ワークと回転軸との間に滑りがあるか否かを判断しつつ、複数のワークの画像を連続して撮像処理するものである。
【0012】
本発明の検査方法によれば、ワークと回転軸との間に滑りがあるか否かを判断することができ、ワークの周方向全域にわたって安定して検査することができる。しかも、複数のワークの連続した検査を行うことができる。
【0013】
ワークの撮像データがワークの通過速度に比例した傾きのある画像であり、この画像データを補正して垂直画像に置き換えるのが好ましい。
【0014】
本発明のころ軸受は、前記検査方法にて検査したワークがころであり、このころを用いたものである。
【0015】
本発明の検査装置は、ワークの円筒面を検査部にて検査するための検査装置であって、回転軸心が相互に平行に配設されて前記ワークを受ける一対の回転軸と、前記回転軸を回転駆動させてワークをその軸心廻りに回転させる駆動手段と、ワークに接触して回転軸からの回転力がワークを介して伝達される回転体と、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出する検出手段と、検出手段にて検出した検出値に基づいて回転軸とワークとの間に滑りが生じているかいないかを判断する判断手段と、一対の回転軸にて受けられている複数のワークを直列状に連続して検出手段を有する検査部に送るワーク送り手段と、検査部に設けられてワークの外見を検査する撮像手段とを備えたものである。
【0016】
本発明の検査装置では、まず、ワークを一対の回転軸にて支持させた状態で、回転体をワークに接触させる。この状態で回転軸を駆動させる。これによって、ワークと回転体とが回転する。また、ワーク送り手段にて、複数のワークを直列状に連続して前記検出手段を有する検査部に搬送することができる。そして、検査部においては、撮像手段にてワークの外観を検査することができる。
【0017】
ところで、ワークと回転軸との間に滑りが生じる場合がある。滑りが生じていれば、ワーク全周の検出が不安定なものとなる。このため、この検査装置では、滑りが生じているか生じていないかが判定される。この検査装置の検出手段では、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出することになる。すなわち、滑りが生じていなければ、ワークがその軸心廻りに1回転する基準時間内で回転体が一回転する。従って、この回転体の回転状態を検出することによって、滑りが生じているか否かを判断することができる。なお、滑りが生じていれば、ワーク全周の検出が可能なように、再度そのワークに対して検出を行うか、ワークをその軸心廻りに1回転させて、検出を行うようにすればよい。
【0018】
また、ワークが検査部を通過したか否かを判断するワーク通過確認手段を設けるのが好ましい。ワーク通過確認手段は、一対の回転軸の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサを備えたものとできる。さらには、ワーク通過確認手段は、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサを備えたものであってもよい。
【0019】
前記撮像手段は、ワーク通過確認手段からの信号をトリガーとして撮像処理するものであってもよい。このように設定することによって、ワーク通過確認手段にて通過が確認された場合のみ撮像処理が可能となる。撮像手段としては、例えば、ラインセンサカメラを用いることができる。ここで、ラインセンサカメラとは、光を受光する感光部が一列に配列されたセンサであり、一列に並んだ画素を有し、1次元の画像を取得することができるカメラである。すなわち、ラインセンサカメラとは、CCD(固体撮像素子)が1ラインしかなく、映像として1ラインしか撮影できないカメラである。
【0020】
前記検査部で判断されたワークを不良品排出側と良品排出側とに振り分ける振り分け手段とを備えたものが好ましい。このように振り分け手段を備えることによって、ワークを自動的に不良品と良品とに振り分けることができる。
【0021】
前記検査部で不良品と判定されたワークがワーク通過確認手段にて確認されたときに、ワーク搬送を停止して、その不良品と判定されたワークを前記振り分け手段にて不良品排出側に振り分けるようにするのが好ましい。このように設定することによって、不良品を安定して不良品排出側に排出することができる。
【0022】
前記回転体を前記被検査対象物であるワークに押し付ける押し込み手段を備えたものが好ましい。このように押し込み手段を備えることによって、ワークと回転軸との間の滑り発生を有効に防止できる。
【0023】
回転体は外径面に周方向に沿って等間隔に配設された複数の凹部を有し、前記検出手段は、前記基準時間内での凹部カウント数から得られるパルス数をカウントするカウントセンサを有するものであってもよい。
【0024】
このようなセンサを備えることによって、回転体の回転状態である回転数(回転速度)を検出することができる。
【0025】
押し込み手段は、前記回転体が枢着されると共にこの回転体をワークに対して接近離間する方向に揺動する揺動レバーと、この揺動レバーを回転体がワークに接近する方向に弾性的に押圧する弾性部材とを備えたものであってもよい。このように、揺動レバーと弾性部材等を備えたものでは、被検査対象物であるワークを弾性的に押えることができ、ワークと回転軸との間に一定の摩擦力を発生させることができる。
【0026】
前記検出手段が軸方向長さが変更されたワークにも対応するのが好ましい。このように、軸方向長さが変更されたワークにも対応できれば、種々のタイプのワークに対しても検査できる。
【0027】
撮像手段が、ワークの軸方向長さを検出するワーク長さ検出手段を構成するものであってもよい。
【発明の効果】
【0028】
本発明では、ワークと回転軸との間に滑りが生じていなければ、撮像手段にて、ワーク全周での検査を行うことができ、滑りが生じていれば、滑りが生じていると判断できる。このため、全周の検査を終了していないワークを、良品とすることがなく、安定した検査を行うことができる。複数のワークを直列状に連続して前記検出手段を有する検査部に搬送することができ、複数のワークの連続した検査を行うことができ、作業効率の向上を図ることができる。このため、撮像手段によるワークの撮像時に、ワークの搬送を停止させる必要がなくなり、短時間で多くのワークの検査が可能となって、作業性の向上を図ることができる。また、ワークを停止させるための機構(従来の検査装置において用いていた定配機構等)を必要とせず、低コスト化を図ることができる。
【0029】
ワーク通過確認手段を備えたものでは、通過していないにもかかわらず、通過したとして、検査が行われていないワークを良品と判断する等の誤判断を有効に防止できる。ワーク通過確認手段は、下流端検出センサを備えたものでは、ワーク通過を安定して確認することができる。また、繋ぎ目検出センサを備えたものでは、直列状に配設されるワーク間に隙間が生じているかを判断することができ、隙間が生じていることで発生する撮像位置ずれを防止できる。
【0030】
ワーク通過確認手段からの信号をトリガーとして撮像処理するものでは、ワーク通過確認手段にて通過が確認された場合のみ撮像処理が可能となり、無駄な処理がなくなり、効率的な検査が可能となる。
【0031】
振り分け手段を備えることによって、ワークを自動的に不良品と良品とに振り分けることができ、連続した振り分け作業が可能となって、作業効率の向上を図ることができる。また、ワークの搬送を停止して不良品を不良品排出側へ排出するものでは、不良品と良品との安定した振り分け作業が可能であり、不良品を安定して不良品排出側へ排出することができる。
【0032】
押し込み手段を備えたものでは、被検査対象物であるワークの滑り防止の信頼性が向上する。回転体が複数の凹部を有し、前記検出手段がパルス数をカウントするセンサを有するものでは、回転体の回転状態である回転数(回転速度)を検出することができ、回転体の回転状態の検出が安定する。
【0033】
軸方向長さが変更されたワークにも対応できれば、種々のタイプのワークに対しても検査でき、タイプ毎の装置を必要とせず、作業性の向上と低コスト化を達成できる。
【0034】
撮像手段がワーク長さ検出手段を構成するものでは、軸方向長さが相違するワーク(異品)が混在していても、このような異品を検出することが可能となる。また、画像データを垂直画像に置き換えるものでは、高精度の判定(良品か不良品かの判定)を行うことができる。
【0035】
本発明のころ軸受では、疵を有さないころを用いることができ、高品質のころ軸受を構成することができる。
【図面の簡単な説明】
【0036】
【図1】本発明の検査装置の正面図である。
【図2】前記検査装置の要部正面図である。
【図3】前記検査装置の要部平面図である。
【図4】前記検査装置の要部拡大正面図である。
【図5】前記検査装置の撮像手段を示す側面図である。
【図6】前記検査装置の押し込み手段を示す側面図である。
【図7】前記検査装置の側面図である。
【図8】前記検査装置の要部拡大断面側面図である。
【図9】前記検査装置の整列部材を示す断面図である。
【図10】前記検査装置の検出手段に用いられる回転体を示し、(a)は正面図であり、(b)は側面図である。
【図11】前記検査装置の制御部の簡略ブロック図である。
【図12】前記制御部による制御方法を示すフローチャート図である。
【図13】他の制御部による制御方法を示すフローチャート図である。
【発明を実施するための形態】
【0037】
以下、本発明の実施形態を図面に従って説明する。
【0038】
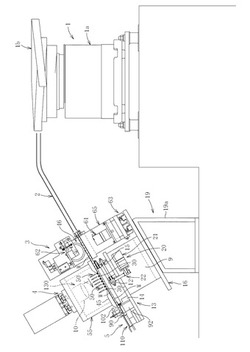
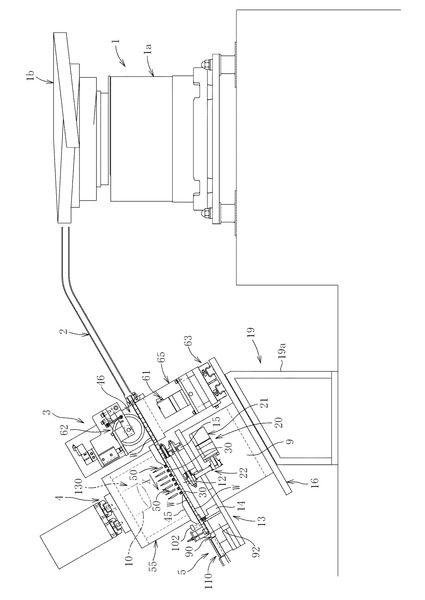
図2は本発明に係る検査装置を示し、この検査装置は、ワークWの円筒面である外径面の疵等を撮像手段130を用いて検出するものである。ワークWとしては、円筒ころ軸受に円筒ころや針状ころ軸受の針状ころ等の円筒形状部材である。また、撮像手段130として、撮像カメラ10(例えば、ラインセンサカメラ)を用いている。ここで、ラインセンサカメラとは、光を受光する感光部が一列に配列されたセンサであり、一列に並んだ画素を有し、1次元の画像を取得することができるカメラである。すなわち、ラインセンサカメラとは、CCD(固体撮像素子)が1ラインしかなく、映像として1ラインしか撮影できないカメラである。
【0039】
検査装置は、速度安定部3と検査部4と排出部5とを備え、整列装置(パーツフィーダ)1から供給路2を介して複数のワークWが直列状に配列されて供給される。整列装置1は、振動駆動部とコントローラ等が内装された本体部1aと、この本体部1aの上部に配設されるボウル1bとを備える。
【0040】
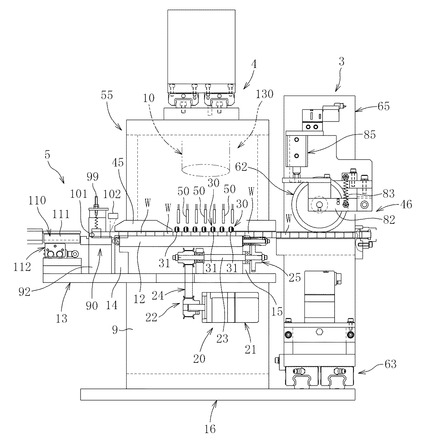
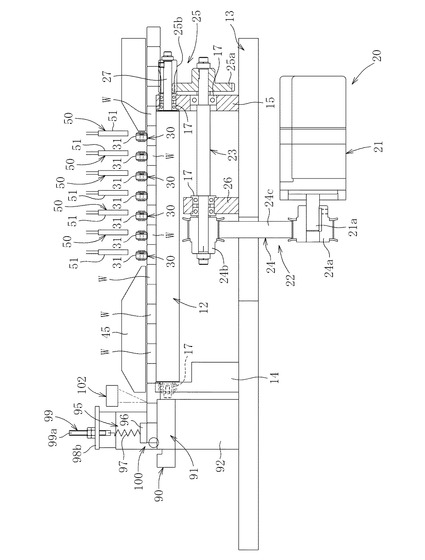
検査部4は、図1〜図6等に示すように、回転軸心L1、L2(図6参照)が相互に平行に配設された一対の回転軸11、12を備える。この回転軸11、12は基盤13に立設される支持体14、15に軸受17を介して回転自在に枢支され、同一高さに保持される。そして、この回転軸11、12に、複数本(複数個)のワークWが直列状に配設される。すなわち、回転軸11、12との間の凹部18(図6参照)に落とし込まれた状態となる。この場合、前記基盤13は連結板9を介して基台16上に配置され、基台16は傾斜台19を介して設置され、回転軸11、12は所定角度に傾斜する状態となる。このため、各ワークWは自重により、矢印X方向(図1参照)に移動する状態となる。傾斜台19は、その上面が傾斜面とされた基部19aを備え、この基部19a上に前記基台16が配置される。なお、回転軸11、12の下傾側において下流側と呼び、反対側を上流側と呼ぶ。
【0041】
一対の回転軸11、12は、駆動手段20の駆動によって、図6に示すように矢印A,A方向に回転する。駆動手段20は、図2と図4等に示すように、駆動モータ21と、この駆動モータ21の回転駆動力を回転軸11、12に伝達する伝達機構22とを備える。伝達機構22は、軸部材23と、この軸部材23に駆動モータ21の駆動力を伝達するベルト構造体24と、軸部材23から回転駆動力を回転軸11、12に伝達するギア構造体25とを備える。
【0042】
軸部材23は、基盤13に立設される前記支持体15と、支持体26とに、軸受17を介して回転自在に支持される。ベルト構造体24は、駆動モータ21の出力軸21aに外嵌されるプーリ24aと、軸部材23の一方の端部に外嵌されるプーリ24bと、これらのプーリ24a、24bに掛け回されるベルト24cとからなる。ギア構造体25は、軸部材23の他方の端部に外嵌されるギア25aと、このギア25aに噛合するギア部材25b、25bとからなる。ギア部材25b、25bは、回転軸11、12の上流側の端部27に連設されている。
【0043】
このため、駆動モータ21を駆動することによって、その出力軸21aが回転し、この回転力がベルト構造体24を介して軸部材23に伝達され、軸部材23がその軸心廻りに回転する。軸部材23が回転すれば、その回転力がギア構造体25を介して回転体11,12に伝達され、その軸心L1、L2廻りにそれぞれ矢印A方向に回転する。これによって、ワークWは矢印E方向にその軸心廻りに回転することになる。
【0044】
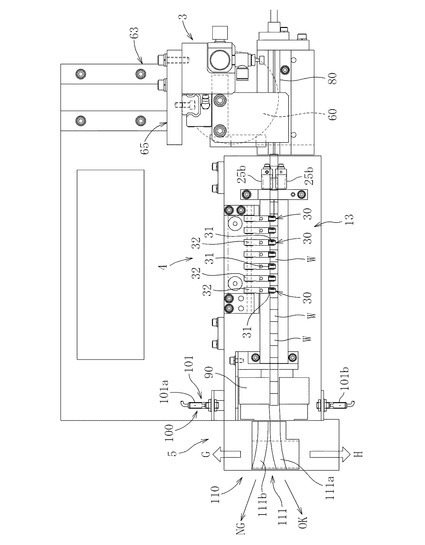
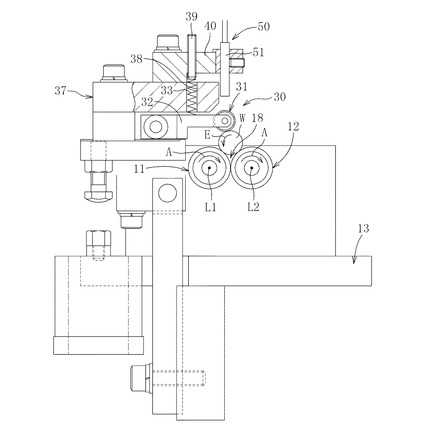
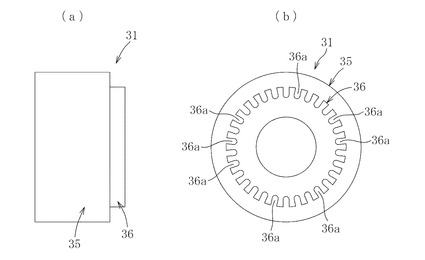
また、この検査部4には、ワークWを押し込むための押し込み手段30が設けられる。この押し込み手段30は、図6に示すように、ワークWを押圧する回転体31を枢支する揺動レバー32と、揺動レバー32を下方に押圧する弾性部材33とを備える。回転体31は図10に示すように、回転ローラ35と、外周面に周方向に沿って等間隔に配設された複数の凹部36aを有する円盤体36とを備える。
【0045】
揺動レバー32は、その基部が基盤13上に配置されるブロック体37に枢支され、その先端部に回転体31が枢結されている。また、ブロック体37には、前記弾性部材33が収納される孔部38が設け、この孔部38の上方には、弾性部材33の弾性力を調整する調整用ロッド39が配設される。すなわち、ブロック体37にはロッド支持体40が付設され、このロッド支持体40に前記調整用ロッド39を構成するねじ軸が螺着されている。このため、調整用ロッド39を螺進退させることによって、弾性部材33による揺動レバー32の押圧力を調整することができる。
【0046】
この場合、回転体31の回転ローラ35がワークWの外径面に接触し、ワークWの軸心廻りの回転と同期して回転することになる。そこで、本発明では、回転体31の回転状態を検出する検出手段50とを備える。すなわち、検出手段50は、例えば、光電センサ51にて構成することができる。この場合、回転している回転体31の凹部36aを読み取って回転体31の回転速度(回転数)を検出する。このため、光電センサ51は、回転体31の円盤体36の上方位置に配置されるものであって、ロッド支持体40に保持される。すなわち、回転軸11,12の周速を一定に制御し、測定ワークWの外径が変わっても回転軸11,12の径とワークWの径との径差を求めることで、ワークWの径に応じた必要パルス数を求めるようにできる。なお、押し込み手段30と検出手段50とは、ワーク搬送方向(ワーク移動方向)に沿って所定ピッチで複数配設されている。
【0047】
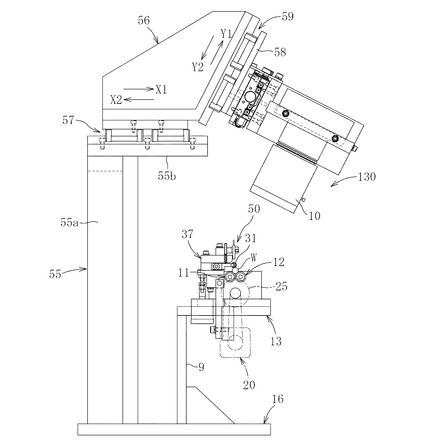
ところで、撮像カメラ10は、図5に示すように、基台16から立設される支持台55に設けられた調整台56に付設される。支持台55は、支持台本体55aと、この支持台本体55aの上部に配設される受け台55bとを備え、この受け台55bに前記調整台56がガイド機構57を介して矢印X1,X2方向に往復動可能に支持される。また、撮像カメラ10は基板58に支持され、この基板58が調整台56にガイド機構59を介して矢印Y1,Y2方向に往復動可能に支持される。このように、調整台56が矢印X1、X2、Y1、Y2方向に移動させることによって、撮像カメラ10の撮像範囲を調整することができる。
【0048】
一対の回転軸11,12の下流側には、図1と図2と図4等に示すように、ワーク飛び出し防止部材45が配置されている。ワーク飛び出し防止部材45は、一対の回転軸11,12の下流側の上方に、下流側へ搬送されてくるワークWを覆うように配置される。
【0049】
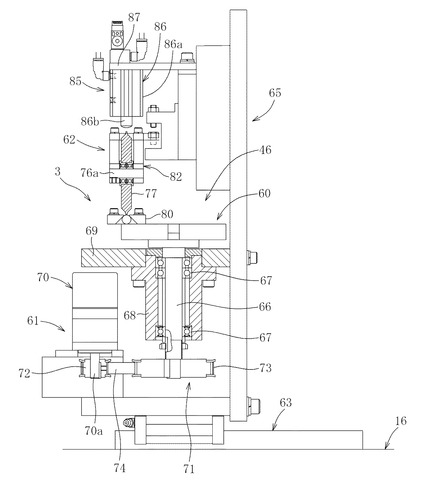
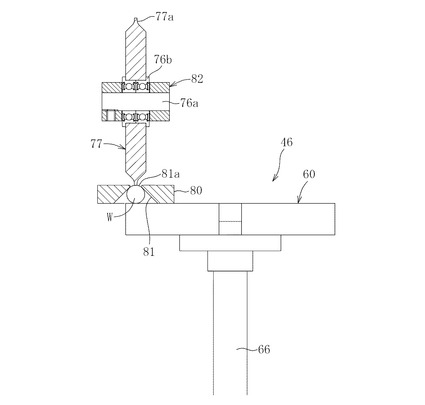
速度安定部3は、複数のワークWを直列状に連続して検出手段50を有する検査部4に送るようにするワーク送り手段46を備える。ワーク送り手段46は、回転円盤60と、この回転円盤60をその軸心廻りに回転駆動させる駆動機構61と、ワークWの径方向の浮き上がりを防止するローラ機構62とを備える。
【0050】
すなわち、傾斜台19の基台16にガイド機構63を介して枠体65が立設され、この枠体65に前記回転円盤60が回転自在に支持される。この場合、回転円盤60には基台16と直交する方向に配設される軸部66が連設され、この軸部66が軸受67を介して円筒状ボス部68に枢支される。また、円筒状ボス部68は、枠体65の支持基板69に固定されている。
【0051】
駆動機構61は、駆動用モータ(サーボモータ)70と、このモータ70の回転駆動力を前記軸部66に伝達する伝達機構71とを備える。すなわち、伝達機構71は、モータ70の出力軸70aに外嵌されるプーリ72と、軸部66の下部に外嵌されるプーリ73と、プーリ72、73に掛け回されるベルト74とからなる。このため、駆動用モータ70が駆動すると、この回転駆動力が伝達機構71を介して軸部66に伝達されて、回転円盤60が回転する。これによって、ワークWは適度なトラクションがかかり、検査部4に複数のワークWが直線状に連なった状態で供給(搬送)されていくことになる。
【0052】
ローラ機構62は、その軸心部に枢支軸76aが軸受76bを介して配置されたローラ77を備える。ローラ77はその外径部に薄肉部77aが形成され、この薄肉部77aがワークWに接触する。ワークWはガイド部材80にガイドされる。このガイド部材80は、下方に向かって拡大する断面三角形状の通路81が形成される。そして、この通路81に上方に開口する開口部81aが設けられ、この開口部81aを介して露出しているワークWをローラ77の薄肉部77aが接触することになる。
【0053】
前記枢支軸76aはアーム部82に支持され、このアーム部82に弾性部材83の弾性力を付与することによって、ローラ77にてワークWに適度な荷重を付与している。すなわち、アーム部82の基部が枠体65側に枢支され、弾性部材83にて引き上げ力が付与され、ローラ機構62の自重によるワークWへの押圧力を調整している。
【0054】
また、ローラ機構62の上方には、ワークWの搬送を強制的に停止(ブロック)するブレーキ手段85が配置されている。ブレーキ手段85はシリンダ機構86にて構成される。すなわち、枠体65側に支持板87が設けられ、この支持板87からシリンダ機構86のシリンダ本体86aが垂下され、通常状態では、ピストンロッド86bがローラ機構62のローラ77から離間した状態となっている。そして、ワークWをブロックする際には、ピストンロッド86bが延びてローラ機構62のローラ77を押圧することになる。これによって、アーム部82が下方へ押し下げられ、ワークWがローラ77と回転円盤60との間で挟持され、強制的に停止される。
【0055】
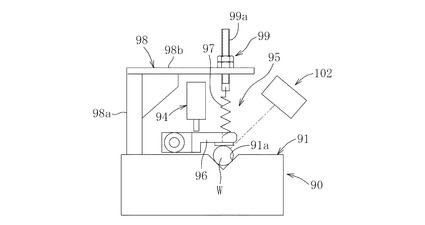
排出部5には整列部材90が設けられている。この整列部材90は、図9に示すように、面にワークWが嵌合状となるV字溝91aが形成されたブロック体91にて構成され、このブロック体91が基盤13に脚部92(図2等参照)を介して配置されている。また、この整列部材90を構成するブロック体91には、ワークWに対して適度な摩擦力を付与する押さえ機構95が設けられている。このように、押さえ機構95を設けるのは、ワークWの自重落下を防止するためと、ワーク間に隙間が生じるのを防止するためである。
【0056】
押さえ機構95は、揺動アーム96と、この揺動アーム96を押圧するバネ部材97等を備えたものである。この場合、ブロック体91に支持枠体98を立設し、この支持枠体98にバネ部材97のバネ力を調整する調整機構99を設けている。すなわち、支持枠体98は、脚部98aと、この脚部98aの上部に連設される支持板98bとを有し、この支持板98bに調整機構99が設けられている。調整機構99は、支持板98bに螺合されるねじ軸99aからなり、このねじ軸99aの下部と揺動アーム96の反枢支部側とがバネ部材97にて連結されている。また、揺動アーム96の上方側には、バネ部材97の押し力を更に高め、ブレーキ手段85との併用するための、高速駆動が可能なシリンダ94が設けられている。
【0057】
また、整列部材90の近傍には、図3と図4等に示すように、検査部4を通過したことを確認するワーク通過確認手段100が設けられている。ワーク通過確認手段100は、投光器101aと受光器101bとを備えた透過型センサ101を用いている。すなわち、投光器101aから信号光を発射し、ワークWにてしゃ光される光量の変化を受光器101bで検出し出力信号を得るものである。このため、ワーク通過確認手段100は、一対の回転軸11,12の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサと呼ぶことができる。このように、透過型センサ101にて構成されるワーク通過確認手段100にてワークWがこの位置を通過したか否かを判断できる。
【0058】
ワーク通過確認手段100は、図1と図2と図4等に示すように、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサ102を備えている。この検出センサ102は反射型センサである。反射型センサは、投光部から信号光を発射し、検出物体(ワークW)によって反射する光を受光部で検出するものである。
【0059】
整列部材90よりも下流側に製品振り分け手段110が設けられている。製品振り分け手段110は、図3等に示すように、ワークWを良品排出側へ案内する良品用ガイド溝111aと、ワークWを不良品排出側へ案内する不良品用ガイド溝111bとを有する変換ブロック体111を備える。変換ブロック体111はシリンダ機構112(図2等参照)にて矢印G、H方向に揺動する。すなわち、変換ブロック体111を矢印G方向にスライドさせた状態では、整列部材90のV字溝91aと良品用ガイド溝111aとが連通状態となる。また、変換ブロック体111を矢印H方向にスライドさせた状態では、整列部材90のV字溝91aと不良品用ガイド溝111bとが連通状態となる。
【0060】
整列部材90のV字溝91aと良品用ガイド溝111aとが連通状態となれば、ワークWが良品排出側へ排出される。また、整列部材90のV字溝91aと不良品用ガイド溝111bとが連通状態となれば、ワークWが不良品排出側へ排出される。
【0061】
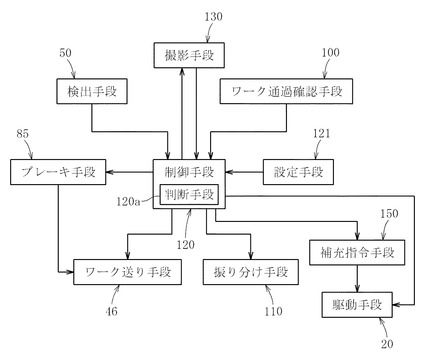
図11は、この装置の制御部の簡略ブロック図を示し、この制御部は、前記検出手段50と、検出手段50にて検出した検出値に基づいて回転軸11,12とワークWとの間に滑りが生じているかいないかを判断する判断手段120aを有する制御手段120と、回転軸11、12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転するときの基準時間を設定する設定手段121とを備える。なお、判断手段120及び設定手段121の制御は、例えば、PLC(Programable Logic Controller)を用いて行われる。
【0062】
次に図11に示すような制御部を備えた検査装置を用いたワークの検査方法(検査法)を説明する。整列装置(パーツフィーダ)1からの供給路2を介して複数のワークWが直列状に配列させて速度安定部3へ供給する。この速度安定部3では、ガイド部材80の通路81は下流側に向かって下傾しており、さらには、回転円盤60を回転駆動させる。これによって、ワークWに適度なトラクションをかけて検査部4へ搬送することができる。
【0063】
検査部4では、複数個のワークWを、一対の回転軸11,12にて構成される凹部18に落とし込まれることになる。この際、一対の回転軸11,12が、下流側に向かって下傾しており、複数個のワークWは下流側に自重にて傾いた状態となって、隣り合うワークWは、その相対面する端面が接触した状態となる。
【0064】
そして、押し込み手段30による押し込み力を、ワークWをその軸心廻りに回転させた際に、回転体31とワークWとが同期して回転するような力に設定する。
【0065】
このように設定した後、駆動手段20を駆動して、回転軸11,12を回転させることによって、各ワークWをその軸心廻りに回転させる。そして、この回転中において、被検査対象であるワークWに対して、撮像手段130にてワークWの外観検査(疵等の有無の検査)を行う。
【0066】
しかしながら、回転軸11、12とワークWとの間に滑りが生じるおそれがあり、このような場合、検出手段50にてワーク全周の外観の検査を行うことができていないのにかかわらず、出来たと誤認する場合がある。そこで、本発明では、図12に示すフローチャートのような制御を行うことになる。
【0067】
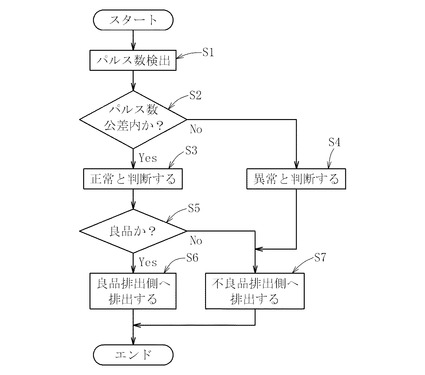
まず、回転体31の凹部36aを検出手段50にて読み取る。この際、前記設定手段121にて設定された基準時間内での凹部カウント数から得られるパルス数をカウントする(ステップS1)。また、この場合の設定手段121には、ワークWの外径に応じて設定される基準時間内でのパルス数の公差を設定することができる。そこで、検出手段50にて検出されたパルス数と設定手段121にて設定された設定値とを比較して、検出したパルス数が設定手段121にて設定した公差内か否かを判断する(ステップS2)。
【0068】
そして、ステップS2で公差内であれば、滑りがない正常と判断する(ステップS3)。ステップS2で公差内でなければ、滑りがある異常と判断する(ステップS4)。このため、正常と判断したワークWに対して、その全周において検査試験が行われたことになる。これに対して、異常と判断したワークに対しては、その全周において検査試験が行われていないことになる。
【0069】
ステップS3で正常と判断されたワークWにおいて、撮像手段130にて撮像された画像からステップS5のように良品か不良品かを判断する。そして、良品であれば、ステップS6へ移行してその良品を良品排出側へ排出する。また、ステップS5で不良品と判定されれば、ステップS7へ移行してその不良品を不良品排出側へ排出する。ステップS4で異常品と判断されれば、この場合もそのワークWを不良品排出側へ排出する。
【0070】
このように、全周において検査試験が行われたワークWにおいて、疵等を有さないものが良品となって、例えば、円筒ころ軸受の円筒ころとして円筒ころ軸受を構成することになる。また、全周において検査試験が行われていないワークWであっても、疵等を有さないものもあるので、再度、本発明の検査を行えばよい。
【0071】
なお、前記検査方法では、全周の検査が行われたものについて良品か不良品かを判断するようにしたが、全周の検査を行えていないものにおいて、良品か不良品かの判断を行うようにしてもよい。このようにすることによって、全周において検査試験が行われていないワークWであって、疵を有するものであれば、全周検査することなく疵を有するものであるので、不良品として製品化することがない。
【0072】
ワークWに滑りが生じている際に、押し込み手段や駆動手段等にワークWの回転を補充する指令を行う補充指令手段150(図11)を設けるようにしてもよい。なお、この補充指令手段150の制御も、例えば、PLCを用いて行われる。
【0073】
このような補充指令手段150を備えたものであれば、図13に示すように、この場合も、まず、パルス数を検出する(ステップS8)。そして、パルス数が基準時間内でのパルス数に不足するか否かを判定する(ステップS9)。ステップS9において、パルス数が不足するときには、基準時間内でのパルス数に達するまで、ワークWをその軸心廻りに回転させる(ステップS10)。
【0074】
ステップS10において、パルス数が不足しない場合、ワーク全周の疵検査を行ったことになり、この検査が終了する。また、ステップS7で基準時間内でのパルス数に達するまで、ワークWを回転させた場合、ワーク全周の疵検査を行うことができ、検査が終了する。このため、この図13に示すフローチャートに従って検査を行う場合、各ワークWの全周の検査を行うことができる。なお、この図13の工程後は、図12のステップS5に移行することになる。
【0075】
ところで、検査を行って、不良品と判断されたワークWに対しては、そのワークWがワーク通過確認手段100にて確認されれば、速度安定部3の回転円盤60の回転を停止させるとともに、ブレーキ手段85にてワークWの流れを停止させる。そして、振り分け手段110の変換ブロック体111を、不良品用ガイド溝111bと整列部材のV字溝とが連通する状態とする。これによって、この不良のワークWは不良品用ガイド溝111bを介して不良品排出側へ案内される。また、次のワークWがまた不良品であれば、変換ブロック体111がこのままの位置に保持され、このワークWの不良品排出側へ案内される。そして、次のワークWが良品であれば、変換ブロック体111を移動させて、良品用ガイド溝111aと整列部材のV字溝とが連通する状態とする。これによって、良品のワークWは、良品用ガイド溝111aを介して良品排出側へ案内される。
【0076】
ところで、ワーク通過確認手段100を構成する透過型センサ101及び繋ぎ目検出センサ102を構成する検出センサ102と、撮像手段130を構成する撮像カメラ10とは、搬送方向に沿って比較的離れた位置にある。このため、撮像カメラ10にて撮像したワークWの順列を、制御手段120にて制御的に記憶させ、良品と不良品とに振り分けるワークを間違えないようにする必要がある。このため、撮像手段130は、ワーク通過確認手段100からの信号をトリガーとして撮像処理するのが好ましい。ここで、撮像処理するとは、撮像カメラ10にて撮像したワークWに対しての良品と不良品との振り分け作業を行うことである。
【0077】
また、ワーク通過確認手段100を構成する透過型センサ101に基づいて撮像処理する場合、ワークWの通過速度に比例した傾きの画像が得られることになる。このため、この撮像データを補正して、各ワークWの画像を垂直画像に置き換えて処理するのが好ましい。これによって、高精度の判定(良品か不良品かの判定)を行うことができる。
【0078】
検査中に、軸方向長さが異なるワークWが混入する場合がある。このため、予め設定手段121に、検査を行うワークWの型番データ等を入力しておき、制御手段120にて、撮像カメラ10にて取り込んだ画像と、この型番データとを照合(比較)するようにするのが好ましい。すなわち、撮像カメラ10がワーク長さ検出手段を構成することができる。このように比較することによって、軸方向長さが異なるワークWが混入したことを検出できる。
【0079】
本発明では、ワークWと回転軸11,12との間に滑りが生じていなければ、撮像手段130にて、ワーク全周での検査を行うことができ、滑りが生じていれば、滑りが生じていると判断できる。このため、全周の検査を終了していないワークWを、良品とすることがなく、安定した検査を行うことができる。複数のワークWを直列状に連続して検査部4に搬送することができ、複数のワークWの連続した検査を行うことができ、作業効率の向上を図ることができる。このため、撮像手段130によるワークWの撮像時に、ワークWの搬送を停止させる必要がなくなり、短時間で多くのワークWの検査が可能となって、作業性の向上を図ることができる。また、ワークWを停止させるための機構(従来の検査装置において用いていた定配機構等)を必要とせず、低コスト化を図ることができる。
【0080】
ワーク通過確認手段100を備えたものでは、通過していないにもかかわらず、通過したとして、検査が行われていないワークWを良品と判断する等の誤判断を有効に防止できる。ワーク通過確認手段100は、下流端検出センサ101を備えものでは、ワーク通過を安定して確認することができる。また、繋ぎ目検出センサ102を備えたものでは、直列状に配設されるワーク間に隙間が生じているかを判断することができ、隙間が生じていることで発生する撮像位置すれを防止できる。
【0081】
ワーク通過確認手段100からの信号をトリガーとして撮像処理するものでは、ワーク通過確認手段100にて通過が確認された場合のみ撮像処理が可能となり、無駄な処理がなくなり、効率的な検査が可能となる。
【0082】
振り分け手段110を備えることによって、ワークWを自動的に不良品と良品とに振り分けることができ、連続した振り分け作業が可能となって、作業効率の向上を図ることができる。また、ワークWの搬送を停止して不良品を不良品排出側へ排出するものでは、不良品と良品との安定した振り分け作業が可能であり、不良品を安定して不良品排出側へ排出することができる。
【0083】
押し込み手段30を備えたものでは、被検査対象物であるワークWの滑り防止の信頼性が向上する。回転体31が複数の凹部36aを有し、検出手段50がパルス数をカウントするセンサ51を有するものでは、回転体31の回転状態である回転数(回転速度)を検出することができ、回転体31の回転状態の検出が安定する。
【0084】
軸方向長さが変更されたワークWにも対応できるように設定することによって、種々のタイプのワークWに対しても検査でき、タイプ毎の装置を必要とせず、作業性の向上と低コスト化を達成できる。
【0085】
また、前記実施形態のように、補充指令手段150を備えたものでは、基準時間内でのパルス数に達するまで、ワークWを回転させるものでは、各ワークWの全周の検査を行うことができ、疵を有するにもかかわらず、良品と判断することを回避することができ、疵検出の精度の向上を図ることができる。
【0086】
前記実施形態では、押し込み手段30と検出手段50とは、ワーク搬送方向(ワーク移動方向)に沿って所定ピッチで複数配設されている。このため、段取り替えに於けるワーク軸方向長さが変化した場合でも、これらの位置を変更することなく対応することができ、作業性の向上を図ることができる。
【0087】
このため、前記のように検査して、良品とされたワークWである円筒ころや針状ころを用いれば、疵を有さないころを備えた高品質のころ軸受を構成することができる。
【0088】
以上、本発明の実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能であって、例えば、ワークWとして、前記した円筒ころや針状ころに限るものではなく、外径面が円筒面である種々の円筒形状部材であればよい。また、回転軸11,12に一度に支持できるワークWの数や回転軸11,12の回転数等は、回転軸11、12を回転させることによって、ワークWをその軸心廻りに回転させて、疵検査装置にて疵検査を行うことができ、しかも、検出手段にて回転体の回転状態を検出することができる範囲で種々変更できる。
【0089】
回転体31に設けられる凹部36aの数や大きさ等として、検出手段50にて回転体31の回転状態を検出することができる範囲で種々変更できる。
【符号の説明】
【0090】
4 検査部
10 撮像カメラ
11,12 回転軸
20 駆動手段
30 押し込み手段
31 回転体
32 揺動レバー
33 弾性部材
36a 凹部
46 ワーク送り手段
50 検出手段
51 光電センサ
100 ワーク通過確認手段
101 透過型センサ
102 検出センサ
110 振り分け手段
120a 判断手段
130 撮像手段
W ワーク
【技術分野】
【0001】
本発明は、例えば、円筒ころ軸受に用いる円筒ころや針状ころ軸受に用いる針状ころ等の円筒部材の外径面の外観を検査(例えば疵の有無を検査)する検査方法(検査法)および検査装置に関する。
【背景技術】
【0002】
円筒ころ軸受に用いる円筒ころは、外輪の内径面に形成された軌道面と、内輪の外径面に形成された軌道面との間に転動自在に介在される。このため、このような円筒ころの外径面において疵が存在すれば、滑らかに回転する高品質の製品(円筒ころ軸受)を得ることができない。
【0003】
そこで、このような円筒部材の外径面の疵の有無を検査する必要がある。従来には、定位置で所定方向に回転する駆動ローラと、駆動ローラの外周の上面位置にワークを供給して定位置に回転可能に保持する定配保持部と、定位置で回転するワークの表面の疵の有無を光学的に検査する外観検出部を備えた外観検査装置がある(特許文献1)。外観検出部としては、検出用カメラや変位センサ等にて構成できる。
【0004】
また、このような円筒部材の外径面の疵の有無を検査する装置として、複数のワークを上流側から下流側へ連続的に検査部に搬送し、検査部では、平行に配設された一対の回転ローラにて各ワークをその軸心廻りに回転させ、この状態で撮像用カメラにてワークの画像を捉えるものがある(特許文献2)。
【0005】
すなわち、この特許文献2に記載のものでは、ワークが撮像用カメラの撮像エリア内を連続的に通り抜ける方式(スルーフィード方式)であり、ワークの撮像を連続的に行うものである。そして、画像取込処理と外観検査処理と判定処理とが並列的に行われるものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9-72850号公報
【特許文献2】特開2005-10036号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1では、ワークを回転させる際には、ワークを押えローラにて押えるものであるが、ワークと駆動ローラ間で滑りが生じる場合がある。このようにワークと駆動ローラとの間に滑りが生じれば、ワーク全周にわたる疵の検査を行うことができない。
【0008】
特許文献2では、ワーク搬送手段は、ベルトと摩擦駆動ローラとでワークを挟み込む機構(構造)となっている。しかしながら、撮像タイミングを得るセンサ及び撮像カメラ位置でのワーク移動速度は、回転ローラとワークとの摩擦条件のみで決定される。このため、必ずしもワークの移動速度が一定になるものではない。このように移動速度にばらつきが生じれば、ワーク間に隙間が生じたりする。このように、隙間が生じれば、撮像トリガーに対してワークの撮像位置がずれる現象が起きて、誤判定の可能性が高まる。
【0009】
また、特許文献2では、検査するワークがその軸心廻りに1回転したか否かの判断手段はなく、検査を行ったワークが1回転しているかの信頼性に劣るものであり、周方向全周(周方向全域)を検査しているとは言えるものではない。
【0010】
本発明の課題は、被検査対象物であるワークに対して加工したり、他の部位を装着したりすることなく、ワーク全周の外観検査を安定して検出することが可能な検査装置および検査方法を提案することにある。
【課題を解決するための手段】
【0011】
本発明の検査方法(検査法)は、ワークの円筒面である外径面を検出するための検査方法であって、回転軸心が相互に平行に配設されている一対の回転軸にてワークを支持させた状態で、回転体をワークに接触させ、前記一対の回転軸を回転駆動させることにより、前記回転体をワークとともに回転させ、前記回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転する基準時間での前記回転体の回転状態を検出し、この回転状態に基づいて前記ワークと回転軸との間に滑りがあるか否かを判断しつつ、複数のワークの画像を連続して撮像処理するものである。
【0012】
本発明の検査方法によれば、ワークと回転軸との間に滑りがあるか否かを判断することができ、ワークの周方向全域にわたって安定して検査することができる。しかも、複数のワークの連続した検査を行うことができる。
【0013】
ワークの撮像データがワークの通過速度に比例した傾きのある画像であり、この画像データを補正して垂直画像に置き換えるのが好ましい。
【0014】
本発明のころ軸受は、前記検査方法にて検査したワークがころであり、このころを用いたものである。
【0015】
本発明の検査装置は、ワークの円筒面を検査部にて検査するための検査装置であって、回転軸心が相互に平行に配設されて前記ワークを受ける一対の回転軸と、前記回転軸を回転駆動させてワークをその軸心廻りに回転させる駆動手段と、ワークに接触して回転軸からの回転力がワークを介して伝達される回転体と、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出する検出手段と、検出手段にて検出した検出値に基づいて回転軸とワークとの間に滑りが生じているかいないかを判断する判断手段と、一対の回転軸にて受けられている複数のワークを直列状に連続して検出手段を有する検査部に送るワーク送り手段と、検査部に設けられてワークの外見を検査する撮像手段とを備えたものである。
【0016】
本発明の検査装置では、まず、ワークを一対の回転軸にて支持させた状態で、回転体をワークに接触させる。この状態で回転軸を駆動させる。これによって、ワークと回転体とが回転する。また、ワーク送り手段にて、複数のワークを直列状に連続して前記検出手段を有する検査部に搬送することができる。そして、検査部においては、撮像手段にてワークの外観を検査することができる。
【0017】
ところで、ワークと回転軸との間に滑りが生じる場合がある。滑りが生じていれば、ワーク全周の検出が不安定なものとなる。このため、この検査装置では、滑りが生じているか生じていないかが判定される。この検査装置の検出手段では、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出することになる。すなわち、滑りが生じていなければ、ワークがその軸心廻りに1回転する基準時間内で回転体が一回転する。従って、この回転体の回転状態を検出することによって、滑りが生じているか否かを判断することができる。なお、滑りが生じていれば、ワーク全周の検出が可能なように、再度そのワークに対して検出を行うか、ワークをその軸心廻りに1回転させて、検出を行うようにすればよい。
【0018】
また、ワークが検査部を通過したか否かを判断するワーク通過確認手段を設けるのが好ましい。ワーク通過確認手段は、一対の回転軸の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサを備えたものとできる。さらには、ワーク通過確認手段は、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサを備えたものであってもよい。
【0019】
前記撮像手段は、ワーク通過確認手段からの信号をトリガーとして撮像処理するものであってもよい。このように設定することによって、ワーク通過確認手段にて通過が確認された場合のみ撮像処理が可能となる。撮像手段としては、例えば、ラインセンサカメラを用いることができる。ここで、ラインセンサカメラとは、光を受光する感光部が一列に配列されたセンサであり、一列に並んだ画素を有し、1次元の画像を取得することができるカメラである。すなわち、ラインセンサカメラとは、CCD(固体撮像素子)が1ラインしかなく、映像として1ラインしか撮影できないカメラである。
【0020】
前記検査部で判断されたワークを不良品排出側と良品排出側とに振り分ける振り分け手段とを備えたものが好ましい。このように振り分け手段を備えることによって、ワークを自動的に不良品と良品とに振り分けることができる。
【0021】
前記検査部で不良品と判定されたワークがワーク通過確認手段にて確認されたときに、ワーク搬送を停止して、その不良品と判定されたワークを前記振り分け手段にて不良品排出側に振り分けるようにするのが好ましい。このように設定することによって、不良品を安定して不良品排出側に排出することができる。
【0022】
前記回転体を前記被検査対象物であるワークに押し付ける押し込み手段を備えたものが好ましい。このように押し込み手段を備えることによって、ワークと回転軸との間の滑り発生を有効に防止できる。
【0023】
回転体は外径面に周方向に沿って等間隔に配設された複数の凹部を有し、前記検出手段は、前記基準時間内での凹部カウント数から得られるパルス数をカウントするカウントセンサを有するものであってもよい。
【0024】
このようなセンサを備えることによって、回転体の回転状態である回転数(回転速度)を検出することができる。
【0025】
押し込み手段は、前記回転体が枢着されると共にこの回転体をワークに対して接近離間する方向に揺動する揺動レバーと、この揺動レバーを回転体がワークに接近する方向に弾性的に押圧する弾性部材とを備えたものであってもよい。このように、揺動レバーと弾性部材等を備えたものでは、被検査対象物であるワークを弾性的に押えることができ、ワークと回転軸との間に一定の摩擦力を発生させることができる。
【0026】
前記検出手段が軸方向長さが変更されたワークにも対応するのが好ましい。このように、軸方向長さが変更されたワークにも対応できれば、種々のタイプのワークに対しても検査できる。
【0027】
撮像手段が、ワークの軸方向長さを検出するワーク長さ検出手段を構成するものであってもよい。
【発明の効果】
【0028】
本発明では、ワークと回転軸との間に滑りが生じていなければ、撮像手段にて、ワーク全周での検査を行うことができ、滑りが生じていれば、滑りが生じていると判断できる。このため、全周の検査を終了していないワークを、良品とすることがなく、安定した検査を行うことができる。複数のワークを直列状に連続して前記検出手段を有する検査部に搬送することができ、複数のワークの連続した検査を行うことができ、作業効率の向上を図ることができる。このため、撮像手段によるワークの撮像時に、ワークの搬送を停止させる必要がなくなり、短時間で多くのワークの検査が可能となって、作業性の向上を図ることができる。また、ワークを停止させるための機構(従来の検査装置において用いていた定配機構等)を必要とせず、低コスト化を図ることができる。
【0029】
ワーク通過確認手段を備えたものでは、通過していないにもかかわらず、通過したとして、検査が行われていないワークを良品と判断する等の誤判断を有効に防止できる。ワーク通過確認手段は、下流端検出センサを備えたものでは、ワーク通過を安定して確認することができる。また、繋ぎ目検出センサを備えたものでは、直列状に配設されるワーク間に隙間が生じているかを判断することができ、隙間が生じていることで発生する撮像位置ずれを防止できる。
【0030】
ワーク通過確認手段からの信号をトリガーとして撮像処理するものでは、ワーク通過確認手段にて通過が確認された場合のみ撮像処理が可能となり、無駄な処理がなくなり、効率的な検査が可能となる。
【0031】
振り分け手段を備えることによって、ワークを自動的に不良品と良品とに振り分けることができ、連続した振り分け作業が可能となって、作業効率の向上を図ることができる。また、ワークの搬送を停止して不良品を不良品排出側へ排出するものでは、不良品と良品との安定した振り分け作業が可能であり、不良品を安定して不良品排出側へ排出することができる。
【0032】
押し込み手段を備えたものでは、被検査対象物であるワークの滑り防止の信頼性が向上する。回転体が複数の凹部を有し、前記検出手段がパルス数をカウントするセンサを有するものでは、回転体の回転状態である回転数(回転速度)を検出することができ、回転体の回転状態の検出が安定する。
【0033】
軸方向長さが変更されたワークにも対応できれば、種々のタイプのワークに対しても検査でき、タイプ毎の装置を必要とせず、作業性の向上と低コスト化を達成できる。
【0034】
撮像手段がワーク長さ検出手段を構成するものでは、軸方向長さが相違するワーク(異品)が混在していても、このような異品を検出することが可能となる。また、画像データを垂直画像に置き換えるものでは、高精度の判定(良品か不良品かの判定)を行うことができる。
【0035】
本発明のころ軸受では、疵を有さないころを用いることができ、高品質のころ軸受を構成することができる。
【図面の簡単な説明】
【0036】
【図1】本発明の検査装置の正面図である。
【図2】前記検査装置の要部正面図である。
【図3】前記検査装置の要部平面図である。
【図4】前記検査装置の要部拡大正面図である。
【図5】前記検査装置の撮像手段を示す側面図である。
【図6】前記検査装置の押し込み手段を示す側面図である。
【図7】前記検査装置の側面図である。
【図8】前記検査装置の要部拡大断面側面図である。
【図9】前記検査装置の整列部材を示す断面図である。
【図10】前記検査装置の検出手段に用いられる回転体を示し、(a)は正面図であり、(b)は側面図である。
【図11】前記検査装置の制御部の簡略ブロック図である。
【図12】前記制御部による制御方法を示すフローチャート図である。
【図13】他の制御部による制御方法を示すフローチャート図である。
【発明を実施するための形態】
【0037】
以下、本発明の実施形態を図面に従って説明する。
【0038】
図2は本発明に係る検査装置を示し、この検査装置は、ワークWの円筒面である外径面の疵等を撮像手段130を用いて検出するものである。ワークWとしては、円筒ころ軸受に円筒ころや針状ころ軸受の針状ころ等の円筒形状部材である。また、撮像手段130として、撮像カメラ10(例えば、ラインセンサカメラ)を用いている。ここで、ラインセンサカメラとは、光を受光する感光部が一列に配列されたセンサであり、一列に並んだ画素を有し、1次元の画像を取得することができるカメラである。すなわち、ラインセンサカメラとは、CCD(固体撮像素子)が1ラインしかなく、映像として1ラインしか撮影できないカメラである。
【0039】
検査装置は、速度安定部3と検査部4と排出部5とを備え、整列装置(パーツフィーダ)1から供給路2を介して複数のワークWが直列状に配列されて供給される。整列装置1は、振動駆動部とコントローラ等が内装された本体部1aと、この本体部1aの上部に配設されるボウル1bとを備える。
【0040】
検査部4は、図1〜図6等に示すように、回転軸心L1、L2(図6参照)が相互に平行に配設された一対の回転軸11、12を備える。この回転軸11、12は基盤13に立設される支持体14、15に軸受17を介して回転自在に枢支され、同一高さに保持される。そして、この回転軸11、12に、複数本(複数個)のワークWが直列状に配設される。すなわち、回転軸11、12との間の凹部18(図6参照)に落とし込まれた状態となる。この場合、前記基盤13は連結板9を介して基台16上に配置され、基台16は傾斜台19を介して設置され、回転軸11、12は所定角度に傾斜する状態となる。このため、各ワークWは自重により、矢印X方向(図1参照)に移動する状態となる。傾斜台19は、その上面が傾斜面とされた基部19aを備え、この基部19a上に前記基台16が配置される。なお、回転軸11、12の下傾側において下流側と呼び、反対側を上流側と呼ぶ。
【0041】
一対の回転軸11、12は、駆動手段20の駆動によって、図6に示すように矢印A,A方向に回転する。駆動手段20は、図2と図4等に示すように、駆動モータ21と、この駆動モータ21の回転駆動力を回転軸11、12に伝達する伝達機構22とを備える。伝達機構22は、軸部材23と、この軸部材23に駆動モータ21の駆動力を伝達するベルト構造体24と、軸部材23から回転駆動力を回転軸11、12に伝達するギア構造体25とを備える。
【0042】
軸部材23は、基盤13に立設される前記支持体15と、支持体26とに、軸受17を介して回転自在に支持される。ベルト構造体24は、駆動モータ21の出力軸21aに外嵌されるプーリ24aと、軸部材23の一方の端部に外嵌されるプーリ24bと、これらのプーリ24a、24bに掛け回されるベルト24cとからなる。ギア構造体25は、軸部材23の他方の端部に外嵌されるギア25aと、このギア25aに噛合するギア部材25b、25bとからなる。ギア部材25b、25bは、回転軸11、12の上流側の端部27に連設されている。
【0043】
このため、駆動モータ21を駆動することによって、その出力軸21aが回転し、この回転力がベルト構造体24を介して軸部材23に伝達され、軸部材23がその軸心廻りに回転する。軸部材23が回転すれば、その回転力がギア構造体25を介して回転体11,12に伝達され、その軸心L1、L2廻りにそれぞれ矢印A方向に回転する。これによって、ワークWは矢印E方向にその軸心廻りに回転することになる。
【0044】
また、この検査部4には、ワークWを押し込むための押し込み手段30が設けられる。この押し込み手段30は、図6に示すように、ワークWを押圧する回転体31を枢支する揺動レバー32と、揺動レバー32を下方に押圧する弾性部材33とを備える。回転体31は図10に示すように、回転ローラ35と、外周面に周方向に沿って等間隔に配設された複数の凹部36aを有する円盤体36とを備える。
【0045】
揺動レバー32は、その基部が基盤13上に配置されるブロック体37に枢支され、その先端部に回転体31が枢結されている。また、ブロック体37には、前記弾性部材33が収納される孔部38が設け、この孔部38の上方には、弾性部材33の弾性力を調整する調整用ロッド39が配設される。すなわち、ブロック体37にはロッド支持体40が付設され、このロッド支持体40に前記調整用ロッド39を構成するねじ軸が螺着されている。このため、調整用ロッド39を螺進退させることによって、弾性部材33による揺動レバー32の押圧力を調整することができる。
【0046】
この場合、回転体31の回転ローラ35がワークWの外径面に接触し、ワークWの軸心廻りの回転と同期して回転することになる。そこで、本発明では、回転体31の回転状態を検出する検出手段50とを備える。すなわち、検出手段50は、例えば、光電センサ51にて構成することができる。この場合、回転している回転体31の凹部36aを読み取って回転体31の回転速度(回転数)を検出する。このため、光電センサ51は、回転体31の円盤体36の上方位置に配置されるものであって、ロッド支持体40に保持される。すなわち、回転軸11,12の周速を一定に制御し、測定ワークWの外径が変わっても回転軸11,12の径とワークWの径との径差を求めることで、ワークWの径に応じた必要パルス数を求めるようにできる。なお、押し込み手段30と検出手段50とは、ワーク搬送方向(ワーク移動方向)に沿って所定ピッチで複数配設されている。
【0047】
ところで、撮像カメラ10は、図5に示すように、基台16から立設される支持台55に設けられた調整台56に付設される。支持台55は、支持台本体55aと、この支持台本体55aの上部に配設される受け台55bとを備え、この受け台55bに前記調整台56がガイド機構57を介して矢印X1,X2方向に往復動可能に支持される。また、撮像カメラ10は基板58に支持され、この基板58が調整台56にガイド機構59を介して矢印Y1,Y2方向に往復動可能に支持される。このように、調整台56が矢印X1、X2、Y1、Y2方向に移動させることによって、撮像カメラ10の撮像範囲を調整することができる。
【0048】
一対の回転軸11,12の下流側には、図1と図2と図4等に示すように、ワーク飛び出し防止部材45が配置されている。ワーク飛び出し防止部材45は、一対の回転軸11,12の下流側の上方に、下流側へ搬送されてくるワークWを覆うように配置される。
【0049】
速度安定部3は、複数のワークWを直列状に連続して検出手段50を有する検査部4に送るようにするワーク送り手段46を備える。ワーク送り手段46は、回転円盤60と、この回転円盤60をその軸心廻りに回転駆動させる駆動機構61と、ワークWの径方向の浮き上がりを防止するローラ機構62とを備える。
【0050】
すなわち、傾斜台19の基台16にガイド機構63を介して枠体65が立設され、この枠体65に前記回転円盤60が回転自在に支持される。この場合、回転円盤60には基台16と直交する方向に配設される軸部66が連設され、この軸部66が軸受67を介して円筒状ボス部68に枢支される。また、円筒状ボス部68は、枠体65の支持基板69に固定されている。
【0051】
駆動機構61は、駆動用モータ(サーボモータ)70と、このモータ70の回転駆動力を前記軸部66に伝達する伝達機構71とを備える。すなわち、伝達機構71は、モータ70の出力軸70aに外嵌されるプーリ72と、軸部66の下部に外嵌されるプーリ73と、プーリ72、73に掛け回されるベルト74とからなる。このため、駆動用モータ70が駆動すると、この回転駆動力が伝達機構71を介して軸部66に伝達されて、回転円盤60が回転する。これによって、ワークWは適度なトラクションがかかり、検査部4に複数のワークWが直線状に連なった状態で供給(搬送)されていくことになる。
【0052】
ローラ機構62は、その軸心部に枢支軸76aが軸受76bを介して配置されたローラ77を備える。ローラ77はその外径部に薄肉部77aが形成され、この薄肉部77aがワークWに接触する。ワークWはガイド部材80にガイドされる。このガイド部材80は、下方に向かって拡大する断面三角形状の通路81が形成される。そして、この通路81に上方に開口する開口部81aが設けられ、この開口部81aを介して露出しているワークWをローラ77の薄肉部77aが接触することになる。
【0053】
前記枢支軸76aはアーム部82に支持され、このアーム部82に弾性部材83の弾性力を付与することによって、ローラ77にてワークWに適度な荷重を付与している。すなわち、アーム部82の基部が枠体65側に枢支され、弾性部材83にて引き上げ力が付与され、ローラ機構62の自重によるワークWへの押圧力を調整している。
【0054】
また、ローラ機構62の上方には、ワークWの搬送を強制的に停止(ブロック)するブレーキ手段85が配置されている。ブレーキ手段85はシリンダ機構86にて構成される。すなわち、枠体65側に支持板87が設けられ、この支持板87からシリンダ機構86のシリンダ本体86aが垂下され、通常状態では、ピストンロッド86bがローラ機構62のローラ77から離間した状態となっている。そして、ワークWをブロックする際には、ピストンロッド86bが延びてローラ機構62のローラ77を押圧することになる。これによって、アーム部82が下方へ押し下げられ、ワークWがローラ77と回転円盤60との間で挟持され、強制的に停止される。
【0055】
排出部5には整列部材90が設けられている。この整列部材90は、図9に示すように、面にワークWが嵌合状となるV字溝91aが形成されたブロック体91にて構成され、このブロック体91が基盤13に脚部92(図2等参照)を介して配置されている。また、この整列部材90を構成するブロック体91には、ワークWに対して適度な摩擦力を付与する押さえ機構95が設けられている。このように、押さえ機構95を設けるのは、ワークWの自重落下を防止するためと、ワーク間に隙間が生じるのを防止するためである。
【0056】
押さえ機構95は、揺動アーム96と、この揺動アーム96を押圧するバネ部材97等を備えたものである。この場合、ブロック体91に支持枠体98を立設し、この支持枠体98にバネ部材97のバネ力を調整する調整機構99を設けている。すなわち、支持枠体98は、脚部98aと、この脚部98aの上部に連設される支持板98bとを有し、この支持板98bに調整機構99が設けられている。調整機構99は、支持板98bに螺合されるねじ軸99aからなり、このねじ軸99aの下部と揺動アーム96の反枢支部側とがバネ部材97にて連結されている。また、揺動アーム96の上方側には、バネ部材97の押し力を更に高め、ブレーキ手段85との併用するための、高速駆動が可能なシリンダ94が設けられている。
【0057】
また、整列部材90の近傍には、図3と図4等に示すように、検査部4を通過したことを確認するワーク通過確認手段100が設けられている。ワーク通過確認手段100は、投光器101aと受光器101bとを備えた透過型センサ101を用いている。すなわち、投光器101aから信号光を発射し、ワークWにてしゃ光される光量の変化を受光器101bで検出し出力信号を得るものである。このため、ワーク通過確認手段100は、一対の回転軸11,12の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサと呼ぶことができる。このように、透過型センサ101にて構成されるワーク通過確認手段100にてワークWがこの位置を通過したか否かを判断できる。
【0058】
ワーク通過確認手段100は、図1と図2と図4等に示すように、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサ102を備えている。この検出センサ102は反射型センサである。反射型センサは、投光部から信号光を発射し、検出物体(ワークW)によって反射する光を受光部で検出するものである。
【0059】
整列部材90よりも下流側に製品振り分け手段110が設けられている。製品振り分け手段110は、図3等に示すように、ワークWを良品排出側へ案内する良品用ガイド溝111aと、ワークWを不良品排出側へ案内する不良品用ガイド溝111bとを有する変換ブロック体111を備える。変換ブロック体111はシリンダ機構112(図2等参照)にて矢印G、H方向に揺動する。すなわち、変換ブロック体111を矢印G方向にスライドさせた状態では、整列部材90のV字溝91aと良品用ガイド溝111aとが連通状態となる。また、変換ブロック体111を矢印H方向にスライドさせた状態では、整列部材90のV字溝91aと不良品用ガイド溝111bとが連通状態となる。
【0060】
整列部材90のV字溝91aと良品用ガイド溝111aとが連通状態となれば、ワークWが良品排出側へ排出される。また、整列部材90のV字溝91aと不良品用ガイド溝111bとが連通状態となれば、ワークWが不良品排出側へ排出される。
【0061】
図11は、この装置の制御部の簡略ブロック図を示し、この制御部は、前記検出手段50と、検出手段50にて検出した検出値に基づいて回転軸11,12とワークWとの間に滑りが生じているかいないかを判断する判断手段120aを有する制御手段120と、回転軸11、12とワークWとの間に滑りが生じることなくワークWがその軸心廻りに1回転するときの基準時間を設定する設定手段121とを備える。なお、判断手段120及び設定手段121の制御は、例えば、PLC(Programable Logic Controller)を用いて行われる。
【0062】
次に図11に示すような制御部を備えた検査装置を用いたワークの検査方法(検査法)を説明する。整列装置(パーツフィーダ)1からの供給路2を介して複数のワークWが直列状に配列させて速度安定部3へ供給する。この速度安定部3では、ガイド部材80の通路81は下流側に向かって下傾しており、さらには、回転円盤60を回転駆動させる。これによって、ワークWに適度なトラクションをかけて検査部4へ搬送することができる。
【0063】
検査部4では、複数個のワークWを、一対の回転軸11,12にて構成される凹部18に落とし込まれることになる。この際、一対の回転軸11,12が、下流側に向かって下傾しており、複数個のワークWは下流側に自重にて傾いた状態となって、隣り合うワークWは、その相対面する端面が接触した状態となる。
【0064】
そして、押し込み手段30による押し込み力を、ワークWをその軸心廻りに回転させた際に、回転体31とワークWとが同期して回転するような力に設定する。
【0065】
このように設定した後、駆動手段20を駆動して、回転軸11,12を回転させることによって、各ワークWをその軸心廻りに回転させる。そして、この回転中において、被検査対象であるワークWに対して、撮像手段130にてワークWの外観検査(疵等の有無の検査)を行う。
【0066】
しかしながら、回転軸11、12とワークWとの間に滑りが生じるおそれがあり、このような場合、検出手段50にてワーク全周の外観の検査を行うことができていないのにかかわらず、出来たと誤認する場合がある。そこで、本発明では、図12に示すフローチャートのような制御を行うことになる。
【0067】
まず、回転体31の凹部36aを検出手段50にて読み取る。この際、前記設定手段121にて設定された基準時間内での凹部カウント数から得られるパルス数をカウントする(ステップS1)。また、この場合の設定手段121には、ワークWの外径に応じて設定される基準時間内でのパルス数の公差を設定することができる。そこで、検出手段50にて検出されたパルス数と設定手段121にて設定された設定値とを比較して、検出したパルス数が設定手段121にて設定した公差内か否かを判断する(ステップS2)。
【0068】
そして、ステップS2で公差内であれば、滑りがない正常と判断する(ステップS3)。ステップS2で公差内でなければ、滑りがある異常と判断する(ステップS4)。このため、正常と判断したワークWに対して、その全周において検査試験が行われたことになる。これに対して、異常と判断したワークに対しては、その全周において検査試験が行われていないことになる。
【0069】
ステップS3で正常と判断されたワークWにおいて、撮像手段130にて撮像された画像からステップS5のように良品か不良品かを判断する。そして、良品であれば、ステップS6へ移行してその良品を良品排出側へ排出する。また、ステップS5で不良品と判定されれば、ステップS7へ移行してその不良品を不良品排出側へ排出する。ステップS4で異常品と判断されれば、この場合もそのワークWを不良品排出側へ排出する。
【0070】
このように、全周において検査試験が行われたワークWにおいて、疵等を有さないものが良品となって、例えば、円筒ころ軸受の円筒ころとして円筒ころ軸受を構成することになる。また、全周において検査試験が行われていないワークWであっても、疵等を有さないものもあるので、再度、本発明の検査を行えばよい。
【0071】
なお、前記検査方法では、全周の検査が行われたものについて良品か不良品かを判断するようにしたが、全周の検査を行えていないものにおいて、良品か不良品かの判断を行うようにしてもよい。このようにすることによって、全周において検査試験が行われていないワークWであって、疵を有するものであれば、全周検査することなく疵を有するものであるので、不良品として製品化することがない。
【0072】
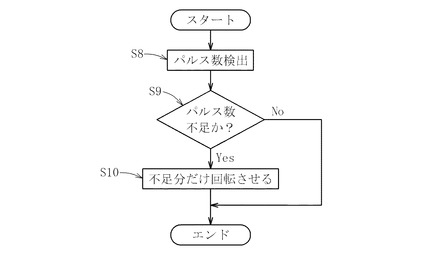
ワークWに滑りが生じている際に、押し込み手段や駆動手段等にワークWの回転を補充する指令を行う補充指令手段150(図11)を設けるようにしてもよい。なお、この補充指令手段150の制御も、例えば、PLCを用いて行われる。
【0073】
このような補充指令手段150を備えたものであれば、図13に示すように、この場合も、まず、パルス数を検出する(ステップS8)。そして、パルス数が基準時間内でのパルス数に不足するか否かを判定する(ステップS9)。ステップS9において、パルス数が不足するときには、基準時間内でのパルス数に達するまで、ワークWをその軸心廻りに回転させる(ステップS10)。
【0074】
ステップS10において、パルス数が不足しない場合、ワーク全周の疵検査を行ったことになり、この検査が終了する。また、ステップS7で基準時間内でのパルス数に達するまで、ワークWを回転させた場合、ワーク全周の疵検査を行うことができ、検査が終了する。このため、この図13に示すフローチャートに従って検査を行う場合、各ワークWの全周の検査を行うことができる。なお、この図13の工程後は、図12のステップS5に移行することになる。
【0075】
ところで、検査を行って、不良品と判断されたワークWに対しては、そのワークWがワーク通過確認手段100にて確認されれば、速度安定部3の回転円盤60の回転を停止させるとともに、ブレーキ手段85にてワークWの流れを停止させる。そして、振り分け手段110の変換ブロック体111を、不良品用ガイド溝111bと整列部材のV字溝とが連通する状態とする。これによって、この不良のワークWは不良品用ガイド溝111bを介して不良品排出側へ案内される。また、次のワークWがまた不良品であれば、変換ブロック体111がこのままの位置に保持され、このワークWの不良品排出側へ案内される。そして、次のワークWが良品であれば、変換ブロック体111を移動させて、良品用ガイド溝111aと整列部材のV字溝とが連通する状態とする。これによって、良品のワークWは、良品用ガイド溝111aを介して良品排出側へ案内される。
【0076】
ところで、ワーク通過確認手段100を構成する透過型センサ101及び繋ぎ目検出センサ102を構成する検出センサ102と、撮像手段130を構成する撮像カメラ10とは、搬送方向に沿って比較的離れた位置にある。このため、撮像カメラ10にて撮像したワークWの順列を、制御手段120にて制御的に記憶させ、良品と不良品とに振り分けるワークを間違えないようにする必要がある。このため、撮像手段130は、ワーク通過確認手段100からの信号をトリガーとして撮像処理するのが好ましい。ここで、撮像処理するとは、撮像カメラ10にて撮像したワークWに対しての良品と不良品との振り分け作業を行うことである。
【0077】
また、ワーク通過確認手段100を構成する透過型センサ101に基づいて撮像処理する場合、ワークWの通過速度に比例した傾きの画像が得られることになる。このため、この撮像データを補正して、各ワークWの画像を垂直画像に置き換えて処理するのが好ましい。これによって、高精度の判定(良品か不良品かの判定)を行うことができる。
【0078】
検査中に、軸方向長さが異なるワークWが混入する場合がある。このため、予め設定手段121に、検査を行うワークWの型番データ等を入力しておき、制御手段120にて、撮像カメラ10にて取り込んだ画像と、この型番データとを照合(比較)するようにするのが好ましい。すなわち、撮像カメラ10がワーク長さ検出手段を構成することができる。このように比較することによって、軸方向長さが異なるワークWが混入したことを検出できる。
【0079】
本発明では、ワークWと回転軸11,12との間に滑りが生じていなければ、撮像手段130にて、ワーク全周での検査を行うことができ、滑りが生じていれば、滑りが生じていると判断できる。このため、全周の検査を終了していないワークWを、良品とすることがなく、安定した検査を行うことができる。複数のワークWを直列状に連続して検査部4に搬送することができ、複数のワークWの連続した検査を行うことができ、作業効率の向上を図ることができる。このため、撮像手段130によるワークWの撮像時に、ワークWの搬送を停止させる必要がなくなり、短時間で多くのワークWの検査が可能となって、作業性の向上を図ることができる。また、ワークWを停止させるための機構(従来の検査装置において用いていた定配機構等)を必要とせず、低コスト化を図ることができる。
【0080】
ワーク通過確認手段100を備えたものでは、通過していないにもかかわらず、通過したとして、検査が行われていないワークWを良品と判断する等の誤判断を有効に防止できる。ワーク通過確認手段100は、下流端検出センサ101を備えものでは、ワーク通過を安定して確認することができる。また、繋ぎ目検出センサ102を備えたものでは、直列状に配設されるワーク間に隙間が生じているかを判断することができ、隙間が生じていることで発生する撮像位置すれを防止できる。
【0081】
ワーク通過確認手段100からの信号をトリガーとして撮像処理するものでは、ワーク通過確認手段100にて通過が確認された場合のみ撮像処理が可能となり、無駄な処理がなくなり、効率的な検査が可能となる。
【0082】
振り分け手段110を備えることによって、ワークWを自動的に不良品と良品とに振り分けることができ、連続した振り分け作業が可能となって、作業効率の向上を図ることができる。また、ワークWの搬送を停止して不良品を不良品排出側へ排出するものでは、不良品と良品との安定した振り分け作業が可能であり、不良品を安定して不良品排出側へ排出することができる。
【0083】
押し込み手段30を備えたものでは、被検査対象物であるワークWの滑り防止の信頼性が向上する。回転体31が複数の凹部36aを有し、検出手段50がパルス数をカウントするセンサ51を有するものでは、回転体31の回転状態である回転数(回転速度)を検出することができ、回転体31の回転状態の検出が安定する。
【0084】
軸方向長さが変更されたワークWにも対応できるように設定することによって、種々のタイプのワークWに対しても検査でき、タイプ毎の装置を必要とせず、作業性の向上と低コスト化を達成できる。
【0085】
また、前記実施形態のように、補充指令手段150を備えたものでは、基準時間内でのパルス数に達するまで、ワークWを回転させるものでは、各ワークWの全周の検査を行うことができ、疵を有するにもかかわらず、良品と判断することを回避することができ、疵検出の精度の向上を図ることができる。
【0086】
前記実施形態では、押し込み手段30と検出手段50とは、ワーク搬送方向(ワーク移動方向)に沿って所定ピッチで複数配設されている。このため、段取り替えに於けるワーク軸方向長さが変化した場合でも、これらの位置を変更することなく対応することができ、作業性の向上を図ることができる。
【0087】
このため、前記のように検査して、良品とされたワークWである円筒ころや針状ころを用いれば、疵を有さないころを備えた高品質のころ軸受を構成することができる。
【0088】
以上、本発明の実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能であって、例えば、ワークWとして、前記した円筒ころや針状ころに限るものではなく、外径面が円筒面である種々の円筒形状部材であればよい。また、回転軸11,12に一度に支持できるワークWの数や回転軸11,12の回転数等は、回転軸11、12を回転させることによって、ワークWをその軸心廻りに回転させて、疵検査装置にて疵検査を行うことができ、しかも、検出手段にて回転体の回転状態を検出することができる範囲で種々変更できる。
【0089】
回転体31に設けられる凹部36aの数や大きさ等として、検出手段50にて回転体31の回転状態を検出することができる範囲で種々変更できる。
【符号の説明】
【0090】
4 検査部
10 撮像カメラ
11,12 回転軸
20 駆動手段
30 押し込み手段
31 回転体
32 揺動レバー
33 弾性部材
36a 凹部
46 ワーク送り手段
50 検出手段
51 光電センサ
100 ワーク通過確認手段
101 透過型センサ
102 検出センサ
110 振り分け手段
120a 判断手段
130 撮像手段
W ワーク
【特許請求の範囲】
【請求項1】
ワークの円筒面である外径面を検出するための検査方法であって、
回転軸心が相互に平行に配設されている一対の回転軸にてワークを支持させた状態で、回転体をワークに接触させ、前記一対の回転軸を回転駆動させることにより、前記回転体をワークとともに回転させ、前記回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転する基準時間での前記回転体の回転状態を検出し、この回転状態に基づいて前記ワークと回転軸との間に滑りがあるか否かを判断しつつ、複数のワークの画像を連続して撮像処理することを特徴とする検査方法。
【請求項2】
ワークの撮像データがワークの通過速度に比例した傾きのある画像であり、この画像データを補正して垂直画像に置き換えることを特徴とする請求項1に記載の検査方法。
【請求項3】
前記請求項1又は請求項2に記載の検査方法にて検査したワークがころであり、このころを用いたことを特徴とするころ軸受。
【請求項4】
ワークの円筒面を検査部にて検査するための検査装置であって、
回転軸心が相互に平行に配設されてワークを受ける一対の回転軸と、前記回転軸を回転駆動させてワークをその軸心廻りに回転させる駆動手段と、ワークに接触して回転軸からの回転力がワークを介して伝達される回転体と、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出する検出手段と、検出手段にて検出した検出値に基づいて回転軸とワークとの間に滑りが生じているかいないかを判断する判断手段と、一対の回転軸にて受けられている複数のワークを直列状に連続して検出手段を有する検査部に送るワーク送り手段と、検査部に設けられてワークの外見を検査する撮像手段とを備えたことを特徴とする検査装置。
【請求項5】
ワークが前記検査部を通過したか否かを判断するワーク通過確認手段を設けたことを特徴とする請求項4に記載の検査装置。
【請求項6】
ワーク通過確認手段は、一対の回転軸の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサを備えたことを特徴とする請求項5に記載の検査装置。
【請求項7】
ワーク通過確認手段は、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサを備えたことを特徴とする請求項5に記載の検査装置。
【請求項8】
前記撮像手段は、ワーク通過確認手段からの信号をトリガーとして撮像処理することを特徴とする請求項5〜請求項7のいずれか1項に記載の検査装置。
【請求項9】
前記検査部で判断されたワークを不良品排出側と良品排出側とに振り分ける振り分け手段とを備えたことを特徴とする請求項4〜請求項8のいずれか1項に記載の検査装置。
【請求項10】
前記検査部で不良品と判定されたワークがワーク通過確認手段にて確認されたときに、ワーク搬送を停止して、その不良品と判定されたワークを前記振り分け手段にて不良品排出側に振り分けることを特徴とする請求項9に記載の検査装置。
【請求項11】
前記回転体を前記被検査対象物であるワークに押し付ける押し込み手段を備えたことを特徴とする請求項4〜請求項10のいずれか1項に記載の検査装置。
【請求項12】
前記回転体は外径面に周方向に沿って等間隔に配設された複数の凹部を有し、前記検出手段は、前記基準時間内での凹部カウント数から得られるパルス数をカウントするカウントセンサを有することを特徴とする請求項11に記載の検査装置。
【請求項13】
押し込み手段は、前記回転体が枢着されると共にこの回転体をワークに対して接近離間する方向に揺動する揺動レバーと、この揺動レバーを回転体がワークに接近する方向に弾性的に押圧する弾性部材とを備えたことを特徴とする請求項11又は請求項12のいずれか1項に記載の検査装置。
【請求項14】
軸方向長さが変更されたワークにも前記検出手段が対応することを特徴とする請求項4〜請求項13のいずれか1項に記載の検査装置。
【請求項15】
前記撮像手段がワークの軸方向長さを検出するワーク長さ検出手段を構成することを特徴とする請求項4〜請求項14のいずれか1項に記載の検査装置。
【請求項1】
ワークの円筒面である外径面を検出するための検査方法であって、
回転軸心が相互に平行に配設されている一対の回転軸にてワークを支持させた状態で、回転体をワークに接触させ、前記一対の回転軸を回転駆動させることにより、前記回転体をワークとともに回転させ、前記回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転する基準時間での前記回転体の回転状態を検出し、この回転状態に基づいて前記ワークと回転軸との間に滑りがあるか否かを判断しつつ、複数のワークの画像を連続して撮像処理することを特徴とする検査方法。
【請求項2】
ワークの撮像データがワークの通過速度に比例した傾きのある画像であり、この画像データを補正して垂直画像に置き換えることを特徴とする請求項1に記載の検査方法。
【請求項3】
前記請求項1又は請求項2に記載の検査方法にて検査したワークがころであり、このころを用いたことを特徴とするころ軸受。
【請求項4】
ワークの円筒面を検査部にて検査するための検査装置であって、
回転軸心が相互に平行に配設されてワークを受ける一対の回転軸と、前記回転軸を回転駆動させてワークをその軸心廻りに回転させる駆動手段と、ワークに接触して回転軸からの回転力がワークを介して伝達される回転体と、回転軸とワークとの間に滑りが生じることなくワークがその軸心廻りに1回転するときの基準時間での回転体の回転状態を検出する検出手段と、検出手段にて検出した検出値に基づいて回転軸とワークとの間に滑りが生じているかいないかを判断する判断手段と、一対の回転軸にて受けられている複数のワークを直列状に連続して検出手段を有する検査部に送るワーク送り手段と、検査部に設けられてワークの外見を検査する撮像手段とを備えたことを特徴とする検査装置。
【請求項5】
ワークが前記検査部を通過したか否かを判断するワーク通過確認手段を設けたことを特徴とする請求項4に記載の検査装置。
【請求項6】
ワーク通過確認手段は、一対の回転軸の搬送方向下流側に配設されて、最下流のワークの下流端を検出する下流端検出センサを備えたことを特徴とする請求項5に記載の検査装置。
【請求項7】
ワーク通過確認手段は、直列状に連続して搬送されるワーク間の繋ぎ目を検出する繋ぎ目検出センサを備えたことを特徴とする請求項5に記載の検査装置。
【請求項8】
前記撮像手段は、ワーク通過確認手段からの信号をトリガーとして撮像処理することを特徴とする請求項5〜請求項7のいずれか1項に記載の検査装置。
【請求項9】
前記検査部で判断されたワークを不良品排出側と良品排出側とに振り分ける振り分け手段とを備えたことを特徴とする請求項4〜請求項8のいずれか1項に記載の検査装置。
【請求項10】
前記検査部で不良品と判定されたワークがワーク通過確認手段にて確認されたときに、ワーク搬送を停止して、その不良品と判定されたワークを前記振り分け手段にて不良品排出側に振り分けることを特徴とする請求項9に記載の検査装置。
【請求項11】
前記回転体を前記被検査対象物であるワークに押し付ける押し込み手段を備えたことを特徴とする請求項4〜請求項10のいずれか1項に記載の検査装置。
【請求項12】
前記回転体は外径面に周方向に沿って等間隔に配設された複数の凹部を有し、前記検出手段は、前記基準時間内での凹部カウント数から得られるパルス数をカウントするカウントセンサを有することを特徴とする請求項11に記載の検査装置。
【請求項13】
押し込み手段は、前記回転体が枢着されると共にこの回転体をワークに対して接近離間する方向に揺動する揺動レバーと、この揺動レバーを回転体がワークに接近する方向に弾性的に押圧する弾性部材とを備えたことを特徴とする請求項11又は請求項12のいずれか1項に記載の検査装置。
【請求項14】
軸方向長さが変更されたワークにも前記検出手段が対応することを特徴とする請求項4〜請求項13のいずれか1項に記載の検査装置。
【請求項15】
前記撮像手段がワークの軸方向長さを検出するワーク長さ検出手段を構成することを特徴とする請求項4〜請求項14のいずれか1項に記載の検査装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−19792(P2013−19792A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−153846(P2011−153846)
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月12日(2011.7.12)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]