
円筒部材の表面処理装置
【課題】切換え作業工数の短縮を図ることができる円筒部材の表面処理装置を提供することを課題とする。
【解決手段】旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、リンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、カバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51とからなる。
【効果】ノズルの切換え作業が正面向き作業になるので、ノズル等の交換を容易に行うことができ、切換え作業工数の短縮を図ることができる
【解決手段】旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、リンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、カバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51とからなる。
【効果】ノズルの切換え作業が正面向き作業になるので、ノズル等の交換を容易に行うことができ、切換え作業工数の短縮を図ることができる
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、円筒部材の内面へ処理液を接触させて内面を処理する、円筒部材の表面処理装置に関する。
【背景技術】
【0002】
例えば、円筒部材には、エンジンのシリンダバレルがある。シリンダバレルの内面は、ピストンリングによる摩擦や燃料の燃焼による高熱に晒されるため、表面の強度が求められる。表面の強度を高めるには表面処理が有効である。表面処理の一つであるめっき処理を施す場合、めっき処理前に表面の汚れ等をあらかじめ除去することが望まれる。このように表面処理前に汚れ等を除去する処理は、前処理と呼ばれる。
めっき処理の前処理の一例を次図で説明する。
【0003】
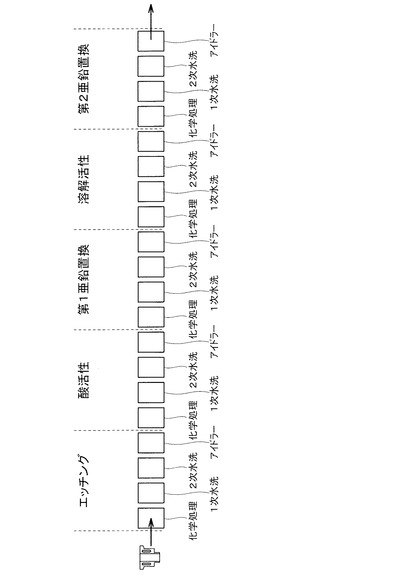
図10に示されるように、前処理では、エッチング処理、酸活性処理、第1亜鉛置換処理、溶解活性処理及び第2亜鉛置換処理が実施される。エッチング処理だけでも、処理液による化学処理、洗浄のための1次水洗、2次水洗及び乾燥を防ぐアイドラー等複数の工程で構成される。これらの工程のうち、化学処理工程の具体例が提案されている(例えば、特許文献1(図3(b))参照。)。
【0004】
この特許文献1の技術を図面に基づいて以下に説明する。
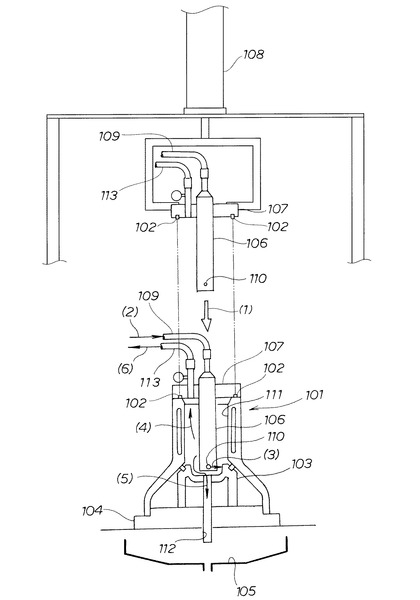
図11に示されるように、シリンダブロック101を、下部開口閉塞部材103が備えられたパレット104に載置し、シリンダブロック101の下部開口を塞ぐ。そして、パレット104をパン105の上に配置する。ノズル106が備えられたカバー部材107を、昇降手段108で矢印(1)のように移動させ、ノズル106を挿入すると共にシリンダブロック101の上部開口を塞ぎ、可撓性のシールリング102でシールする。
【0005】
処理液を、矢印(2)のように、処理液供給路109からノズル106に供給する。
供給された処理液は、矢印(3)のように、処理液噴射孔110からシリンダバレル111の下部に噴射され、矢印(4)のように、シリンダバレル111の内面に接触しながら上昇する。
シリンダバレル111内の処理液は、矢印(5)のように、主にパレット104に設けられた第1の排液通路112から排出され、処理液の残部は、矢印(6)のように蓋体107に設けられた第2の排液通路113から排出される。
【0006】
ところで、生産ラインでは、一つのラインで種々の径のシリンダバレルに前処理を施すことがある。異なる径のシリンダバレルに前処理を施すには、それぞれのシリンダバレルの径に対応するシールリングでシリンダバレルの上部開口をシールし、それぞれのシリンダバレルの径に対応するノズルを用いて処理液を供給する。
【0007】
大きな径のシリンダバレルのために、大径のノズル106に交換し、小さな径のシリンダバレルのために、小径のノズル106に交換する。
具体的には、昇降手段108でノズル106を上昇させ、径の異なるノズルに交換する。
【0008】
この交換作業は、上向き作業になる。すなわち、作業者は下から見上げる姿勢での作業となり、作業時間は延びる傾向にある。交換作業の効率化の点から、作業時間の短縮化が望まれる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2008−214730公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、ノズル交換作業をより円滑に行うことができる円筒部材の表面処理装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
請求項1に係る発明は、パレットに載置した円筒部材の内側に、上からノズルを挿入し、このノズルから処理液を噴射して前記円筒部材の内面を処理する円筒部材の表面処理装置において、この表面処理装置は、前記ノズルへ前記処理液を供給する処理液供給手段と、前記ノズルを前記円筒部材の軸方向に沿って昇降させる昇降手段と、この昇降手段と前記ノズルとの間に設けられこのノズルを前記円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段と、を備えていることを特徴とする。
【0012】
請求項2に係る発明では、パレットは、高さ寸法が異なる複数の円筒部材を一括して載置することができるように、複数のアタッチメントを備えており、これらのアタッチメントは、パレットから円筒部材の上面までの距離が同一になるように、載置する円筒部材に応じた高さに設定されていることを特徴とする。
【0013】
請求項3に係る発明では、アタッチメントは、パレットに取外し可能に取付けられていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、この表面処理装置は、ノズルを円筒部材の軸方向に沿って昇降させる昇降手段と、ノズルを円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段とを備えている。ノズル等の交換部品が作業者側に向けられ、ノズルの交換作業が、略正面向き作業になるので、ノズル等の交換作業をより円滑に行うことができ、切換え作業工数の短縮を図ることができる。
【0015】
請求項2に係る発明では、アタッチメントは、パレットから円筒部材の上面までの距離が同一になるように、載置する円筒部材に応じた高さに設定されている。異なる円筒部材であっても、処理液供給手段やノズルを同一の高さに昇降させればよいので、処理液供給手段や昇降手段を共通化することができ、装置のコストを低減することができる。
加えて、高さの異なる円筒部材に同時に処理を施すことができるので、複数種類の円筒部材に表面処理を効率良く行うことができる。
【0016】
請求項3に係る発明では、アタッチメントは、パレットに取外し可能に取付けられている。生産ラインにおいて他の種類の円筒部材に切換える際、アタッチメントの交換作業をより円滑にでき、切換え作業の工数をよりいっそう短縮することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る円筒部材の表面処理装置の側面図である。
【図2】本発明の要部の説明図である。
【図3】図1の3−3線断面図である。
【図4】図3の4−4矢視図である。
【図5】ノズル交換前における旋回手段の作用を説明する図である。
【図6】ノズル交換を説明する図である。
【図7】ノズル交換後における旋回手段の作用を説明する図である。
【図8】本発明に係る円筒部材の表面処理装置での表面処理を説明する図である。
【図9】図4の別の実施形態の説明図である。
【図10】めっきの前処理工程を説明する図である。
【図11】従来の技術の基本原理を説明する図である。
【発明を実施するための形態】
【0018】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
【実施例】
【0019】
本発明の実施例を図面に基づいて説明する。
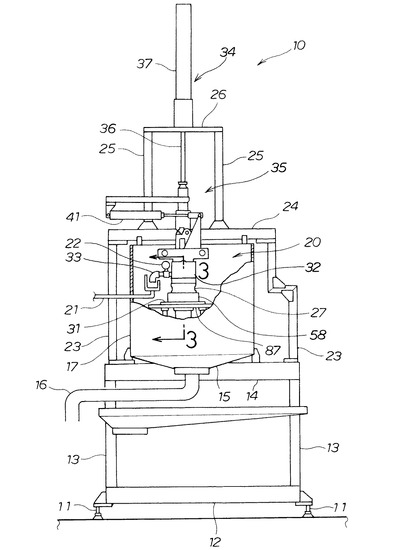
図1に示されるように、円筒部材の表面処理装置10は、アジャスタ11を有するベース12と、このベース12から立ち上げられている下部柱13と、この下部柱13の上端に設けられている中部支持部材14と、この中部支持部材14に支持され処理液を集めるパン15と、このパン15に集められた処理液を外部に排出する処理液排出管16と、パン15の上に設けられている囲い部材17と、この囲い部材17に囲われるように中部支持部材14に設けられている処理液供給手段20と、この処理液供給手段20に設けられ処理液供給手段20の上部からの排液を誘導する排液管21と、この排液管21の排液を監視する処理液検知部22と、中部支持部材14から立ち上げられている中部柱23と、この中部柱23の上端に設けられている上部支持部材24と、この上部支持部材24から立ち上げられている上部柱25と、この上部柱25の上端に設けられている天板26とを備える。
【0020】
処理液供給手段20は、詳細は後述するが、表面処理が施される円筒部材としてのシリンダブロック27を載置するパレット31と、シリンダブロック27の上部を覆うカバー部材32と、このカバー部材32に設けられ処理液の一部を排出する第2の排液通路33とを備える。
【0021】
また、円筒部材の表面処理処置10は、カバー部材32をシリンダブロック27の軸方向に沿って昇降させる昇降手段34と、カバー部材32を所定角度傾けた傾き姿勢まで旋回させる旋回手段35(詳細後述)と、を備えている。
昇降手段34は、昇降ロッド36と、天板26に設けられ昇降ロッド36を介してカバー部材32をシリンダブロック27の軸方向に沿って昇降させる昇降シリンダ37と、からなる。
【0022】
次に旋回手段35について説明する。
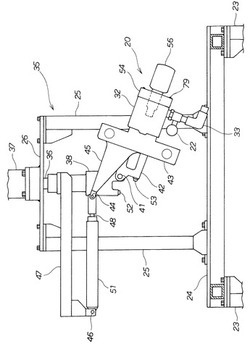
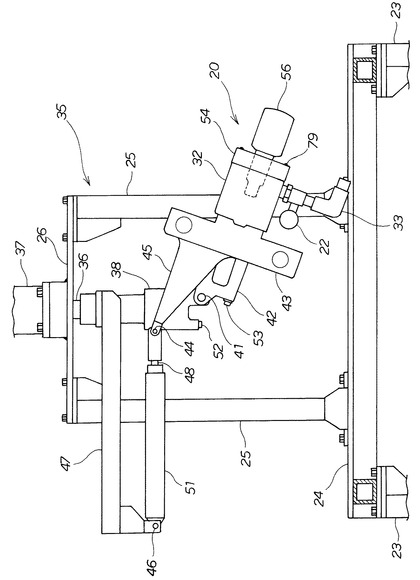
図2に示されるように、旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、このリンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、この旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、このカバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、この水平バー47の支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51と、旋回部材42に設けられリンク部材38のストッパ52に突き当たる凸部53とからなる。
【0023】
また、カバー部材32に、円筒部材(図1、符号27)の上面に接触して円筒部材27の上部開口をシールするシール部材54と、円筒部材27の内側に挿入され処理液を噴射するノズル56とが、着脱自在に設けられている。
【0024】
次にパレット31及び処理液供給手段20について説明する。
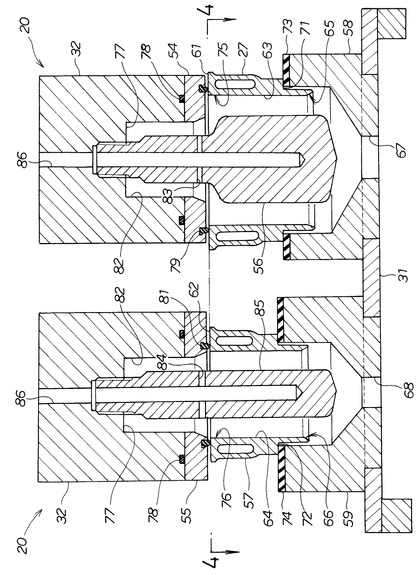
図3に示されるように、パレット31は、高さ寸法が異なる複数の円筒部材としてのシリンダブロック27、57を一括して載置することができるように、複数のアタッチメント58、59を備えている。これらのアタッチメント58、59は、パレット31に取り外し可能に取付けられ、パレット31からシリンダブロック27、57の上面までの距離が同一になるように、載置するシリンダブロック27、57に応じた高さに設定されている。
【0025】
処理液供給手段20、20は、シリンダブロック27、57のガスケット面61、62が上になるようにして、シリンダブロック27、57を支えると共にシリンダバレル63、64の下部開口65、66を塞ぐアタッチメント58、59とを備える。
【0026】
アタッチメント58、59は、シリンダバレル63、64内に溜められた処理液の一部を排出する第1の排液通路67、68と、アタッチメント58、59の上部に設けられシリンダブロック27、57の段部71、72をシールする段部シール部材73、74とを備える。
【0027】
また、処理液供給手段20、20は、シリンダバレル63、64の上部開口75、76に繋がる凹部77を有し、ガスケット面61、62に載せられシリンダバレル63、64の上部開口75、76を覆うカバー部材32、32を備える。
【0028】
これらのカバー部材32、32は、中間シールリング78、78と、カバー部材32、32の下部に着脱可能に設けられているシール部材54、55と、シール部材54、55の下面に設けられガスケット面61、62をシールする可撓性のシールリング79、81とを備える。
【0029】
また、カバー部材32、32は、カバー部材32、32に上から下向きに挿入されるようにしてカバー部材32、32に着脱可能に取付けられ、処理液を凹部77、77の壁82、82に向かって噴射する処理液噴射孔83、84を有し、凹部77、77の壁82、82を介してシリンダバレル63、64の内面へ処理液を供給するノズル56、85を有する。
【0030】
さらに、カバー部材32、32は、ノズル56、85に処理液を供給する処理液供給路86、86と、シリンダバレル63、64内に溜められた処理液の残部を排出する第2の排液通路(図1、符号33)とを備える。
【0031】
次に異なるサイズのシリンダブロック27、65が配置されている状態を説明する。
図4に示されるように、枠体87にパレット31が設けられ、パレット31にアタッチメント58、59が配置されている。大きさの異なるシリンダブロック27、57を載置するアタッチメント58、59は、自由に組み合わせを変更できるので、同種類のシリンダブロックだけでなく、異なる種類のシリンダブロックに同時に前処理を施すことができる。
【0032】
以上に述べた円筒部材の表面処理装置10の作用を次に述べる。
図5(a)に示されるように、昇降シリンダ37を駆動させ、矢印(7)のように、カバー部材32を含む処理液供給手段20を上昇させる。
【0033】
図5(b)に示されるように、旋回シリンダ51を駆動させ、矢印(8)のように、接続部45を引く。すると、リンク軸41を中心にして旋回部材42が旋回し、矢印(9)のように、カバー部材32、シール部材54及びノズル56が、下向き姿勢から、所定角度傾けた傾き姿勢まで旋回する。
【0034】
図6に示されるように、作業者88は、ノズル56を、矢印(10)のように外し、シール部材54を、矢印(11)のように外す。そして、作業者88は、異なる種類用のシール部材55を、矢印(12)のように取付け、異なる径のノズル85を、矢印(13)のように取付ける。
【0035】
図7(a)に示されるように、旋回シリンダ51を駆動させ、矢印(14)のように、接続部45を押す。すると、リンク軸41を中心にして旋回部材42が旋回し、矢印(15)のように、カバー部材32、シール部材55及びノズル85が移動する。
【0036】
すると、図7(b)に示されるように、凸部53が、ストッパ52に突き当たり、ノズル85及びシール部材55が、下向き姿勢で止まる。
【0037】
次に処理液の供給について説明する。
図8において、カバー部材32、32を、矢印(16)のように移動させ、ガスケット面61、62をシールする。
【0038】
ノズル56、85から処理液を、矢印(17)のように、シリンダバレル63、64の内面に供給する。シリンダバレル63、64内に溜められた処理液の一部は、矢印(18)、(18)のように、第1の排液通路67、68から排出される。処理液の供給量は、第1の排液通路67、68から排出される量よりも多い。そのため、処理液は矢印(19)のように、シリンダバレル63、64内を上昇する。シリンダバレル63、64内に溜められた処理液の残部は、矢印(20)、(20)のように、第2の排液通路33、33から排出される。
【0039】
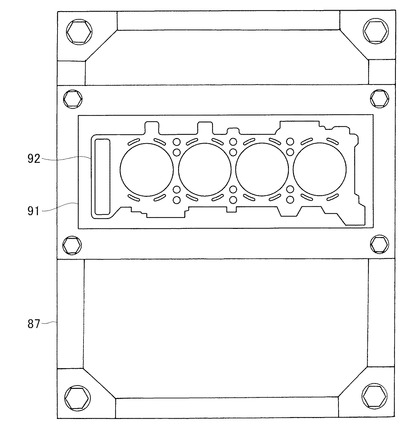
次に図4の別の実施形態を述べる。
図9において、図4と同様に構成されている部分は、符号を流用して詳細な説明は省略する。
パレット31には、アタッチメント91が配置されている。アタッチメント91には、円筒部材としての4気筒のシリンダブロック92が載置されている。
処理液を供給するノズルを4本準備することで、4気筒のシリンダブロック92にも表面処理を施すことができる。
【0040】
尚、本発明に係る円筒部材の表面処理装置は、種類の異なる単気筒のシリンダブロックに同時に処理を施す場合と、4気筒のシリンダブロックに処理を施す場合に適用したが、これに限定されず、同種類の単気筒のシリンダブロック、他の複数気筒のシリンダブロック、円筒形状の一般的な機械部品に適用することは差し支えない。
【産業上の利用可能性】
【0041】
本発明の円筒部材の表面処理装置は、円筒部材の内面へ処理液を接触させて内面を処理する、円筒部材の表面処理装置に好適である。
【符号の説明】
【0042】
10…円筒部材の表面処理装置、20…処理液供給手段、27、57、92…円筒部材(シリンダブロック)、31…パレット、32…カバー部材、34…昇降手段、35…旋回手段、37…昇降シリンダ、38…リンク部材、42…旋回部材、43…カバー保持部材、45…接続部、47…水平バー、51…旋回シリンダ、56、85…ノズル、58、59、91…アタッチメント、61、62…ガスケット面(円筒部材の上面)。
【技術分野】
【0001】
本発明は、円筒部材の内面へ処理液を接触させて内面を処理する、円筒部材の表面処理装置に関する。
【背景技術】
【0002】
例えば、円筒部材には、エンジンのシリンダバレルがある。シリンダバレルの内面は、ピストンリングによる摩擦や燃料の燃焼による高熱に晒されるため、表面の強度が求められる。表面の強度を高めるには表面処理が有効である。表面処理の一つであるめっき処理を施す場合、めっき処理前に表面の汚れ等をあらかじめ除去することが望まれる。このように表面処理前に汚れ等を除去する処理は、前処理と呼ばれる。
めっき処理の前処理の一例を次図で説明する。
【0003】
図10に示されるように、前処理では、エッチング処理、酸活性処理、第1亜鉛置換処理、溶解活性処理及び第2亜鉛置換処理が実施される。エッチング処理だけでも、処理液による化学処理、洗浄のための1次水洗、2次水洗及び乾燥を防ぐアイドラー等複数の工程で構成される。これらの工程のうち、化学処理工程の具体例が提案されている(例えば、特許文献1(図3(b))参照。)。
【0004】
この特許文献1の技術を図面に基づいて以下に説明する。
図11に示されるように、シリンダブロック101を、下部開口閉塞部材103が備えられたパレット104に載置し、シリンダブロック101の下部開口を塞ぐ。そして、パレット104をパン105の上に配置する。ノズル106が備えられたカバー部材107を、昇降手段108で矢印(1)のように移動させ、ノズル106を挿入すると共にシリンダブロック101の上部開口を塞ぎ、可撓性のシールリング102でシールする。
【0005】
処理液を、矢印(2)のように、処理液供給路109からノズル106に供給する。
供給された処理液は、矢印(3)のように、処理液噴射孔110からシリンダバレル111の下部に噴射され、矢印(4)のように、シリンダバレル111の内面に接触しながら上昇する。
シリンダバレル111内の処理液は、矢印(5)のように、主にパレット104に設けられた第1の排液通路112から排出され、処理液の残部は、矢印(6)のように蓋体107に設けられた第2の排液通路113から排出される。
【0006】
ところで、生産ラインでは、一つのラインで種々の径のシリンダバレルに前処理を施すことがある。異なる径のシリンダバレルに前処理を施すには、それぞれのシリンダバレルの径に対応するシールリングでシリンダバレルの上部開口をシールし、それぞれのシリンダバレルの径に対応するノズルを用いて処理液を供給する。
【0007】
大きな径のシリンダバレルのために、大径のノズル106に交換し、小さな径のシリンダバレルのために、小径のノズル106に交換する。
具体的には、昇降手段108でノズル106を上昇させ、径の異なるノズルに交換する。
【0008】
この交換作業は、上向き作業になる。すなわち、作業者は下から見上げる姿勢での作業となり、作業時間は延びる傾向にある。交換作業の効率化の点から、作業時間の短縮化が望まれる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2008−214730公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、ノズル交換作業をより円滑に行うことができる円筒部材の表面処理装置を提供することを課題とする。
【課題を解決するための手段】
【0011】
請求項1に係る発明は、パレットに載置した円筒部材の内側に、上からノズルを挿入し、このノズルから処理液を噴射して前記円筒部材の内面を処理する円筒部材の表面処理装置において、この表面処理装置は、前記ノズルへ前記処理液を供給する処理液供給手段と、前記ノズルを前記円筒部材の軸方向に沿って昇降させる昇降手段と、この昇降手段と前記ノズルとの間に設けられこのノズルを前記円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段と、を備えていることを特徴とする。
【0012】
請求項2に係る発明では、パレットは、高さ寸法が異なる複数の円筒部材を一括して載置することができるように、複数のアタッチメントを備えており、これらのアタッチメントは、パレットから円筒部材の上面までの距離が同一になるように、載置する円筒部材に応じた高さに設定されていることを特徴とする。
【0013】
請求項3に係る発明では、アタッチメントは、パレットに取外し可能に取付けられていることを特徴とする。
【発明の効果】
【0014】
請求項1に係る発明では、この表面処理装置は、ノズルを円筒部材の軸方向に沿って昇降させる昇降手段と、ノズルを円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段とを備えている。ノズル等の交換部品が作業者側に向けられ、ノズルの交換作業が、略正面向き作業になるので、ノズル等の交換作業をより円滑に行うことができ、切換え作業工数の短縮を図ることができる。
【0015】
請求項2に係る発明では、アタッチメントは、パレットから円筒部材の上面までの距離が同一になるように、載置する円筒部材に応じた高さに設定されている。異なる円筒部材であっても、処理液供給手段やノズルを同一の高さに昇降させればよいので、処理液供給手段や昇降手段を共通化することができ、装置のコストを低減することができる。
加えて、高さの異なる円筒部材に同時に処理を施すことができるので、複数種類の円筒部材に表面処理を効率良く行うことができる。
【0016】
請求項3に係る発明では、アタッチメントは、パレットに取外し可能に取付けられている。生産ラインにおいて他の種類の円筒部材に切換える際、アタッチメントの交換作業をより円滑にでき、切換え作業の工数をよりいっそう短縮することができる。
【図面の簡単な説明】
【0017】
【図1】本発明に係る円筒部材の表面処理装置の側面図である。
【図2】本発明の要部の説明図である。
【図3】図1の3−3線断面図である。
【図4】図3の4−4矢視図である。
【図5】ノズル交換前における旋回手段の作用を説明する図である。
【図6】ノズル交換を説明する図である。
【図7】ノズル交換後における旋回手段の作用を説明する図である。
【図8】本発明に係る円筒部材の表面処理装置での表面処理を説明する図である。
【図9】図4の別の実施形態の説明図である。
【図10】めっきの前処理工程を説明する図である。
【図11】従来の技術の基本原理を説明する図である。
【発明を実施するための形態】
【0018】
本発明の実施の形態を添付図に基づいて以下に説明する。なお、図面は符号の向きに見るものとする。
【実施例】
【0019】
本発明の実施例を図面に基づいて説明する。
図1に示されるように、円筒部材の表面処理装置10は、アジャスタ11を有するベース12と、このベース12から立ち上げられている下部柱13と、この下部柱13の上端に設けられている中部支持部材14と、この中部支持部材14に支持され処理液を集めるパン15と、このパン15に集められた処理液を外部に排出する処理液排出管16と、パン15の上に設けられている囲い部材17と、この囲い部材17に囲われるように中部支持部材14に設けられている処理液供給手段20と、この処理液供給手段20に設けられ処理液供給手段20の上部からの排液を誘導する排液管21と、この排液管21の排液を監視する処理液検知部22と、中部支持部材14から立ち上げられている中部柱23と、この中部柱23の上端に設けられている上部支持部材24と、この上部支持部材24から立ち上げられている上部柱25と、この上部柱25の上端に設けられている天板26とを備える。
【0020】
処理液供給手段20は、詳細は後述するが、表面処理が施される円筒部材としてのシリンダブロック27を載置するパレット31と、シリンダブロック27の上部を覆うカバー部材32と、このカバー部材32に設けられ処理液の一部を排出する第2の排液通路33とを備える。
【0021】
また、円筒部材の表面処理処置10は、カバー部材32をシリンダブロック27の軸方向に沿って昇降させる昇降手段34と、カバー部材32を所定角度傾けた傾き姿勢まで旋回させる旋回手段35(詳細後述)と、を備えている。
昇降手段34は、昇降ロッド36と、天板26に設けられ昇降ロッド36を介してカバー部材32をシリンダブロック27の軸方向に沿って昇降させる昇降シリンダ37と、からなる。
【0022】
次に旋回手段35について説明する。
図2に示されるように、旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、このリンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、この旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、このカバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、この水平バー47の支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51と、旋回部材42に設けられリンク部材38のストッパ52に突き当たる凸部53とからなる。
【0023】
また、カバー部材32に、円筒部材(図1、符号27)の上面に接触して円筒部材27の上部開口をシールするシール部材54と、円筒部材27の内側に挿入され処理液を噴射するノズル56とが、着脱自在に設けられている。
【0024】
次にパレット31及び処理液供給手段20について説明する。
図3に示されるように、パレット31は、高さ寸法が異なる複数の円筒部材としてのシリンダブロック27、57を一括して載置することができるように、複数のアタッチメント58、59を備えている。これらのアタッチメント58、59は、パレット31に取り外し可能に取付けられ、パレット31からシリンダブロック27、57の上面までの距離が同一になるように、載置するシリンダブロック27、57に応じた高さに設定されている。
【0025】
処理液供給手段20、20は、シリンダブロック27、57のガスケット面61、62が上になるようにして、シリンダブロック27、57を支えると共にシリンダバレル63、64の下部開口65、66を塞ぐアタッチメント58、59とを備える。
【0026】
アタッチメント58、59は、シリンダバレル63、64内に溜められた処理液の一部を排出する第1の排液通路67、68と、アタッチメント58、59の上部に設けられシリンダブロック27、57の段部71、72をシールする段部シール部材73、74とを備える。
【0027】
また、処理液供給手段20、20は、シリンダバレル63、64の上部開口75、76に繋がる凹部77を有し、ガスケット面61、62に載せられシリンダバレル63、64の上部開口75、76を覆うカバー部材32、32を備える。
【0028】
これらのカバー部材32、32は、中間シールリング78、78と、カバー部材32、32の下部に着脱可能に設けられているシール部材54、55と、シール部材54、55の下面に設けられガスケット面61、62をシールする可撓性のシールリング79、81とを備える。
【0029】
また、カバー部材32、32は、カバー部材32、32に上から下向きに挿入されるようにしてカバー部材32、32に着脱可能に取付けられ、処理液を凹部77、77の壁82、82に向かって噴射する処理液噴射孔83、84を有し、凹部77、77の壁82、82を介してシリンダバレル63、64の内面へ処理液を供給するノズル56、85を有する。
【0030】
さらに、カバー部材32、32は、ノズル56、85に処理液を供給する処理液供給路86、86と、シリンダバレル63、64内に溜められた処理液の残部を排出する第2の排液通路(図1、符号33)とを備える。
【0031】
次に異なるサイズのシリンダブロック27、65が配置されている状態を説明する。
図4に示されるように、枠体87にパレット31が設けられ、パレット31にアタッチメント58、59が配置されている。大きさの異なるシリンダブロック27、57を載置するアタッチメント58、59は、自由に組み合わせを変更できるので、同種類のシリンダブロックだけでなく、異なる種類のシリンダブロックに同時に前処理を施すことができる。
【0032】
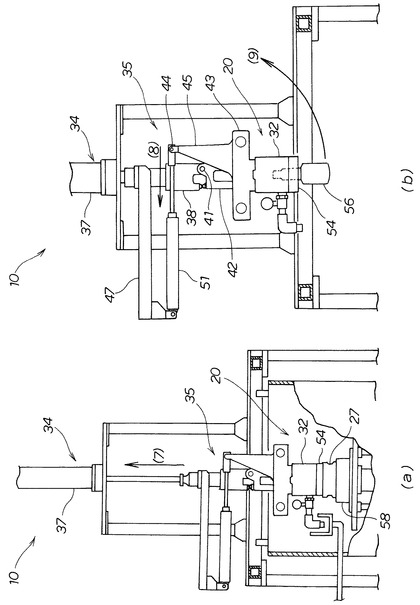
以上に述べた円筒部材の表面処理装置10の作用を次に述べる。
図5(a)に示されるように、昇降シリンダ37を駆動させ、矢印(7)のように、カバー部材32を含む処理液供給手段20を上昇させる。
【0033】
図5(b)に示されるように、旋回シリンダ51を駆動させ、矢印(8)のように、接続部45を引く。すると、リンク軸41を中心にして旋回部材42が旋回し、矢印(9)のように、カバー部材32、シール部材54及びノズル56が、下向き姿勢から、所定角度傾けた傾き姿勢まで旋回する。
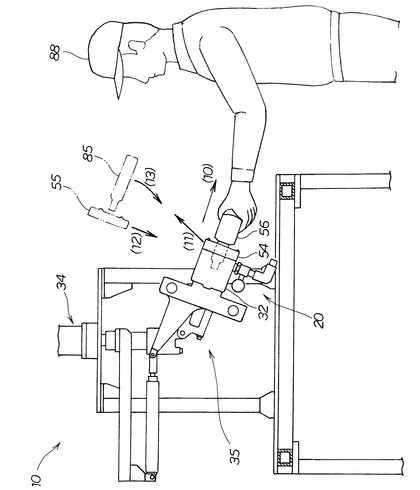
【0034】
図6に示されるように、作業者88は、ノズル56を、矢印(10)のように外し、シール部材54を、矢印(11)のように外す。そして、作業者88は、異なる種類用のシール部材55を、矢印(12)のように取付け、異なる径のノズル85を、矢印(13)のように取付ける。
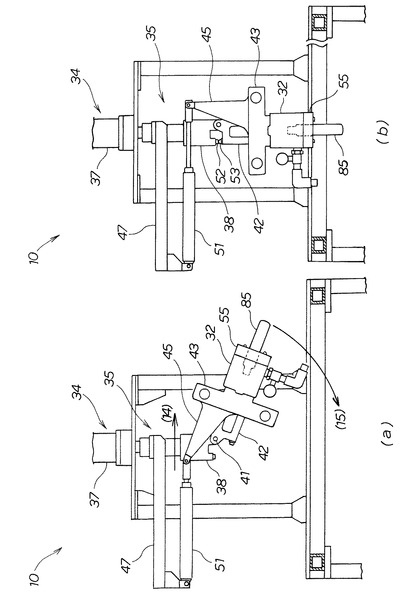
【0035】
図7(a)に示されるように、旋回シリンダ51を駆動させ、矢印(14)のように、接続部45を押す。すると、リンク軸41を中心にして旋回部材42が旋回し、矢印(15)のように、カバー部材32、シール部材55及びノズル85が移動する。
【0036】
すると、図7(b)に示されるように、凸部53が、ストッパ52に突き当たり、ノズル85及びシール部材55が、下向き姿勢で止まる。
【0037】
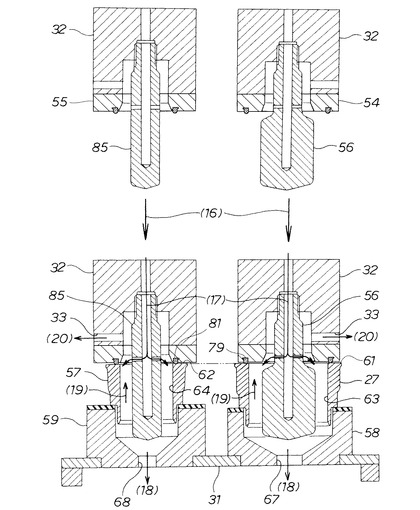
次に処理液の供給について説明する。
図8において、カバー部材32、32を、矢印(16)のように移動させ、ガスケット面61、62をシールする。
【0038】
ノズル56、85から処理液を、矢印(17)のように、シリンダバレル63、64の内面に供給する。シリンダバレル63、64内に溜められた処理液の一部は、矢印(18)、(18)のように、第1の排液通路67、68から排出される。処理液の供給量は、第1の排液通路67、68から排出される量よりも多い。そのため、処理液は矢印(19)のように、シリンダバレル63、64内を上昇する。シリンダバレル63、64内に溜められた処理液の残部は、矢印(20)、(20)のように、第2の排液通路33、33から排出される。
【0039】
次に図4の別の実施形態を述べる。
図9において、図4と同様に構成されている部分は、符号を流用して詳細な説明は省略する。
パレット31には、アタッチメント91が配置されている。アタッチメント91には、円筒部材としての4気筒のシリンダブロック92が載置されている。
処理液を供給するノズルを4本準備することで、4気筒のシリンダブロック92にも表面処理を施すことができる。
【0040】
尚、本発明に係る円筒部材の表面処理装置は、種類の異なる単気筒のシリンダブロックに同時に処理を施す場合と、4気筒のシリンダブロックに処理を施す場合に適用したが、これに限定されず、同種類の単気筒のシリンダブロック、他の複数気筒のシリンダブロック、円筒形状の一般的な機械部品に適用することは差し支えない。
【産業上の利用可能性】
【0041】
本発明の円筒部材の表面処理装置は、円筒部材の内面へ処理液を接触させて内面を処理する、円筒部材の表面処理装置に好適である。
【符号の説明】
【0042】
10…円筒部材の表面処理装置、20…処理液供給手段、27、57、92…円筒部材(シリンダブロック)、31…パレット、32…カバー部材、34…昇降手段、35…旋回手段、37…昇降シリンダ、38…リンク部材、42…旋回部材、43…カバー保持部材、45…接続部、47…水平バー、51…旋回シリンダ、56、85…ノズル、58、59、91…アタッチメント、61、62…ガスケット面(円筒部材の上面)。
【特許請求の範囲】
【請求項1】
パレットに載置した円筒部材の内側に、上からノズルを挿入し、このノズルから処理液を噴射して前記円筒部材の内面を処理する円筒部材の表面処理装置において、
この表面処理装置は、前記ノズルへ前記処理液を供給する処理液供給手段と、前記ノズルを前記円筒部材の軸方向に沿って昇降させる昇降手段と、この昇降手段と前記ノズルとの間に設けられこのノズルを前記円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段と、を備えていることを特徴とする円筒部材の表面処理装置。
【請求項2】
前記パレットは、高さ寸法が異なる複数の円筒部材を一括して載置することができるように、複数のアタッチメントを備えており、
これらのアタッチメントは、前記パレットから前記円筒部材の上面までの距離が同一になるように、載置する前記円筒部材に応じた高さに設定されていることを特徴とする請求項1記載の円筒部材の表面処理装置。
【請求項3】
前記アタッチメントは、前記パレットに取外し可能に取付けられていることを特徴とする請求項2記載の円筒部材の表面処理装置。
【請求項1】
パレットに載置した円筒部材の内側に、上からノズルを挿入し、このノズルから処理液を噴射して前記円筒部材の内面を処理する円筒部材の表面処理装置において、
この表面処理装置は、前記ノズルへ前記処理液を供給する処理液供給手段と、前記ノズルを前記円筒部材の軸方向に沿って昇降させる昇降手段と、この昇降手段と前記ノズルとの間に設けられこのノズルを前記円筒部材の軸に沿った下向き姿勢から、所定角度傾けた傾き姿勢まで旋回させる旋回手段と、を備えていることを特徴とする円筒部材の表面処理装置。
【請求項2】
前記パレットは、高さ寸法が異なる複数の円筒部材を一括して載置することができるように、複数のアタッチメントを備えており、
これらのアタッチメントは、前記パレットから前記円筒部材の上面までの距離が同一になるように、載置する前記円筒部材に応じた高さに設定されていることを特徴とする請求項1記載の円筒部材の表面処理装置。
【請求項3】
前記アタッチメントは、前記パレットに取外し可能に取付けられていることを特徴とする請求項2記載の円筒部材の表面処理装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−58025(P2011−58025A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−206111(P2009−206111)
【出願日】平成21年9月7日(2009.9.7)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月7日(2009.9.7)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]