
円錐型蒸着チャンバにおける密度最適化のためのHULA基板ホルダを特徴とする、リフトオフ蒸着システム
リフトオフ法を用いる蒸着装置は、蒸発源と、蒸発源を通る第1の軸の周りにおける回転のために取り付けられたスペースフレームと、スペースフレームに取り付けられた中央のドーム状ウエハホルダであって、該中央のドーム状ウエハホルダの中心点が第1の軸と整列している、中央のドーム状ウエハホルダと、第1の軸からオフセットする位置にてスペースフレームに取り付けられた周回軌道型ドーム状ウエハホルダであって、該周回軌道型ドーム状ウエハホルダの中心点及び蒸発源を通る第2の軸の周りを回転可能である、周回軌道型ドーム状ウエハホルダと、中央のドーム状ウエハホルダ及び周回軌道型ドーム状ウエハホルダにある複数のウエハ位置であって、該複数のウエハ位置は、それぞれ、第1の軸及び第2の軸からオフセットしている、複数のウエハ位置とを有する。複数のウエハ位置は、それぞれ、第1の軸及び第2の軸の周りを回転中に、ウエハ位置から蒸発源に延びる放射軸と実質的に直交する、該ウエハ位置に取り付けられたウエハの基板表面に配向されている。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本出願は、2009年4月28日に出願された米国仮特許出願第61/214,800号及び2009年5月13日に出願された米国仮特許出願第61/216,093号の利益を主張する。
[発明の背景]
1.発明の分野
本発明は、一般的には、半導体加工及び光学コーティングに関する。具体的には、本発明は基板への物理的蒸着法に関する。
2.先行技術についての説明
電子ビーム蒸着法は、メタライゼーションとして周知の処理においてウエハを薄い金属層で被膜するために用いられることが多い。典型的なシリコンウエハの製造では、一般的に、蒸着された金属層は、その後エッチングされて、集積回路の回路配線を形成する。高周波集積回路については、ヒ化ガリウム(GaAs)、リン化インジウム(InP)、及び、2つの間のかつ類似の電気光学材料間の様々な合金が、現在、一般的に基板として用いられている。しかしながら、金属のなかには、その表面に表面酸化物を形成するものもあるが、これは、当該技術分野で「表皮効果」として周知である。「表皮効果」は、高周波電力が用いられる回路において問題を呈する。また、「表皮効果」は、携帯電話の装置(cellular devices)に用いられるICチップに関しては、極めて深刻な問題であるが、これは、表皮効果によって電力消費が増大するためである。
【0002】
不動態化金属である金は表面酸化物を形成しないため、集積回路の導体として用いられることが多い。しかし残念ながら、金の使用には別の問題が伴う。基板として用いられた材料が、例えば前述のヒ化ガリウムのような、シリコン以外の材料である場合に問題が生じる。GaAs基板に、直接、金層を蒸着することに関して、2つの問題がある。1つ目は、金が基板に滲入することであり、2つ目は、金が、十分に、基板に直接接着しないことである。それゆえ、金を基板に滲入させないために、パラジウム又はプラチナ材の拡散障壁によって金をGaAsから分離する。また、チタン又はクロム材の接着層を、基板と拡散障壁との間でGaAs基板に蒸着する。これは、金及び拡散障壁を基板に接着させるためである。この障壁と接着層は、典型的には極めて薄く、非常に均一でなければならない。
【0003】
シリコン基板における金回路配線とは異なり、この金回路配線は、典型的なエッチング処理では、GaAs基板からエッチング除去(etched away)されない。なぜなら、エッチング液によって、接着層及び拡散障壁が除去され、回路配線が基板から自由にされるからである。これは、明らかに望ましくない結果である。そのため、金回路配線は、これは全て当技術分野で周知のように、「リフトオフ」処理によって通常作成される。この「リフトオフ」処理を用いるためには、蒸着される金属ソースが、基板の表面に対して可能な限り90度に近い軌跡を達成しなければならない。これは、垂直蒸着(orthogonal deposition)と呼ばれる。また、その結果生じる最適なコーティングは、「リフトオフ」コーティング、或いは、ゼロステップカバレッジ(zero step coverage)と呼ばれる。リフトオフ工程において一般的に使用される物理蒸着法は、電子ビーム蒸着法である。複数のウエハを1つのソースで精確に被膜しなければならない実際の適用では、特定の電力レベル及び材料のための、特定のセットアップを備える複雑な装置が必要である。この複雑なシステムの例を開示する。
【0004】
米国特許出願公開番号第2003/0180462(2003年、チャン(Chang)らによる)には、プラネタリ(planetary)リフトオフ蒸着システムが開示されている。このシステムには、正方形又は長方形の真空チャンバに取り付けられた複数のドームが組み込まれており、真空チャンバは、平面状の上壁と平面状の底壁とを有する。複数のドームは、ソースの中心線軸の周りを回転し、かつ、もう1つの第2回転軸の周りを回転する。これらの回転は、ターゲットウエハにおいて、均一なコーティングが確実に作製されるようにするため、かつ、シングルドームシステムと比較して、ソースから蒸発した材料の大部分を使用するためになされる。該システムは、均一性マスクを用いることなく垂直のリフトオフコーティングを作製するように構成されている。
【0005】
チャンらによるシステムの利点は、プロセスの変形(例えば、蒸発材料、電力レベル、ビーム位置等)による影響をそれほど受けないプロセスを達成するために、均一性マスクを用いることなく、プラネタリ(planetary)の構成において複数のドームを用いることである。チャンらによる装置によれば、シングルドームシステムよりも、収集効率がいくらか改善されるが、チャンらによるシステムは、ターゲットウエハ以外の表面に、蒸発材料の余剰が残るという欠点がある。
【0006】
米国特許第3,858,547号(1975年、ベルグフェルト)は、調整可能な回転システムを有するコーティング装置を開示している。このコーティング装置は、平面状の上壁と平面状の底壁とを有する円筒状真空チャンバを備える。該チャンバ内には、少なくとも1つのコーティングソースが含まれる。コーティングソースは、12インチの円に配置された抵抗加熱用ボートに位置する。複数のスピンドルアセンブリが該チャンバに取り付けられており、各スピンドルアセンブリは回転可能なスピンドルを有する。基板ホルダは、各スピンドルに支持されている。また、基板がコーティングソースからコーティング材料を受け取るように、基板ホルダは基板を支持するようになされている。スピンドルアセンブリをコーティングソースの周りを回転させるため、及び、各スピンドルがコーティングソースの周りを回転されながら、スピンドル自身の軸の周りを回転させるための、手段が設けられている。また、コーティングソースを周る回転の中心からの、スピンドルアセンブリの間隔を調整可能とするための手段が設けられている。さらに、コーティングソースに対するスピンドルの角を調整可能とするための手段が設けられており、それによって、スピンドルによって支持されている基板に対する、コーティング蒸気流の入射角度を調節することができる。
【0007】
ベルグフェルトらによる装置の欠点は、12インチの円に位置するコーティングソースボートがどの位置にあるかに応じて、スピンドルアセンブリを調整しなければならないことである。これによって、追加のセットアップタイムが必要となるため、当該ウエハ数のスループットが減少する。ベルグフェルトらによる装置によれば、シングルドームシステムよりも、効率は改善されるが、依然として、スピンドルアセンブリにあるターゲットウエハ以外の表面に、蒸発材料の余剰が残るという欠点がある。
【0008】
米国特許第3,643,625号(1972年、マハール)は、ホルダと複数の架台とを有する薄膜蒸着装置を開示している。各架台の表面は、球体表面の一部の構造を有している。架台をホルダに回転可能に取り付けるための構造が、架台の表面が共通の球体の表面にほぼ位置するように、設けられている。駆動機構が設けられているが、これは、中心に配置された軸上でホルダを、架台に対して回転させるため、また、ホルダに対するそれぞれの回転軸の周りで架台を回転させるために設けられている。材料ソースは、球体の表面付近に位置されているか、或いは、架台から離れて位置されているようである。
【0009】
マハールによる装置の欠点は、球体の表面に或いは球体の表面から離れて、材料ソースを配置すると、さらに大きな寸法の真空チャンバが必要となることである。大きな真空蒸着チャンバを用いることによって、フィルムコーティングの受け取りが意図された表面に蒸着されない蒸着ソース材料を受け取るために、露出された表面領域が広範囲に及んで用いられ得る。さらには、ウエハは、蒸発源に対して垂直ではないため、「リフトオフ」処理における使用が難しくなる。
【0010】
それゆえ、プロセスの変形(例えば、蒸発材料、電力レベル、ビーム位置等)による影響をそれほど受けず、リフトオフへの適用に必要な垂直蒸着が可能である、電子ビームコーティング装置が必要となる。また、さらに効率化された電子ビームコーティング装置が必要である。
[発明の概要]
本発明の装置及び方法によれば、短時間で、多くのウエハに均一な「リフトオフ」被膜が蒸着される。従来の蒸着装置及び方法と比較して、本発明の装置及び方法では、蒸発材料のより多くの割合が用いられ、異なる材料を蒸発させる場合にいかなる部材も変える必要がなく、さらに、より均一かつ精密な被膜を確実かつ安定的に蒸着させる。本発明によって、革新的な技術の特殊な組み合わせによって得られる、リフトオフプロセスにおける改良の可能性がもたらされる。その革新的な技術には、従来の1つの回転軸を有するドームの収集効率を最適化し、(単一の蒸着材料用の)単一の均一性マスクあるいは(複数の蒸着層材料用の)複数のマスクを用いて達成し得る最高の動作効率を得ること、高度なHULA(高均一性リフトオフ用アセンブリ)基板ホルダに対して同様のパッキング密度の原則を適用させることによって、これらの効率の改善を倍増させること、および、従来の箱型蒸着チャンバを円錐型チャンバと置き換えること、が含まれる。箱型蒸着チャンバから円錐型チャンバへ移行すると、表面積及び体積が減少するため、ポンプ作用において非常に有利であることが約束される。円錐形チャンバにおいて、非常に効率的なドームまたは高度なHULA基板ホルダのいずれを用いても、特殊な、組み合わせられた技術革新がもたらされる。この特殊な技術革新により、円錐型チャンバのポンプ作用効率が約50%改善し、円錐型チャンバに加え、高度なHULAを用いることで、スループットが40%に近づくまでに改善されることが示される。
【0011】
収集効率とは、ウエハに蒸着された蒸発材料の割合を意味する。1つの回転軸を有する基板またはドームに関して、収集効率は、該プロセスで必要な均一性マスク、ドームの直径、ドーム上の基板のパッキング密度、及び、蒸発雲の形状と球体ドームの形状の一致、によって決定される。
【0012】
蒸発した材料は、基板ホルダのドームに支持されたウエハに向かって、ソースから真っ直ぐに飛び出す。しかし、蒸発ベクトル場または蒸気雲は、均一ではない。ドーム及びドームが内包するウエハが静止している場合には、蒸気雲の変形によって、ウエハにおける極めて非均一なコーティングの分布が引き起こされることとなる。ドームが、ソース中心線の周りを回転すると、中心線の周囲における円形の通路にて生じる変形が平準化されて、それゆえ、蒸気雲の非均一性が大幅に減少される。しかしながら、回転するドームを用いてさえも、ソースの相当量は非均一のままである。コーティング厚は、ソース中心線の近くで最も厚く、ソース中心線からのウエハの距離が大きくなるにつれて、減少する。ソース中心線の最も近くに蒸着されたコーティング厚を減少させるために、固定の均一性マスクが、ソースとドームとの間にて取り付けられており、この固定の均一性マスクの幅は、半径が増えるにつれて先細となっている。ドームが回転するにつれて、均一性マスクは、中心線から離れたところよりも、中心線近くの蒸気の大部分を遮断する。特殊な均一性マスクが、蒸着材料、及び、蒸発雲の形状に大きな影響を及ぼす他の蒸着状況に合わせて変更しなければならない。周到に設計された均一性マスクがシステムに加えられている場合には、この均一性マスクによって、全体のコーティング均一性は許容限度の範囲内となされる。しかし残念なことに、このマスクでは、平均のコーティング厚が、ドームの外側にあるウエハの列のうち最も外側の端部において、マスクを使わない蒸着にて達成される最も低いレベルに、必然的に限定されてしまう。
【0013】
マスクにおける収集とドームにおける収集との間のトレードオフを最適化することが、全体の収集効率に関して必須である。このトレードオフを最適化するために重要なことは、マスクにおける収集がドームにおける収集を上回り始めるようなドーム直径を決めることである。以下の計算式によって、このトレードオフが数学的に表される。
【0014】
【数1】
【0015】
上記式において、Tpは、点pにおけるコーティング厚
Toは、ν=0、Φ=0、R=1の場合におけるコーティング厚
νは、“放射角度"、すなわち、ソースの中心線と仮想源から対象の点まで引かれた線との間の角度
Φは、対象の点における入射蒸発角、すなわち、ウエハの下側と垂直な線と、当該点における蒸気の実際の軌跡との角度
Rは、ドームの球体半径=仮想源からドームの球体表面における任意の点までの距離
nは、ν、Φ、及びRの値が決定された後に、算出された値
物理的にいえば、 コーティング厚を決める3つの要因は、蒸発されている材料、蒸発率、及び仮想源の温度である。これら3つの要因は、順に、次の追加の変数の関数である。この変数には、電子ビーム銃のエミッション電流、るつぼの大きさ、クルーシブルライナー(crucible liner)の使用又は不使用、るつぼ内の蒸着材料プールのレベル、ビームスポットサイズ、静止している場合には、蒸着材料プールの表面におけるビームスポットの位置、ビーム掃引法の使用又は不使用、対象となっている材料用のビーム掃引パターンの最適化、が含まれる。これらの要因それぞれ自身では、比較的わずかな効果しかもたない要因もあるが、比較的小さな要因が互いに組み合わせられる処理の条件下では、その蓄積される効果は相当大きなものとなり得る。
【0016】
上記要因のすべては、それぞれ同様に、蒸着材料の蒸発雲の形状に依存する。物理的にいえば、蒸発雲の一次的な決定因子は、蒸着材料及び蒸発率であって、それは、大部分が、電子ビーム銃によって負荷される電力の機能である。上記計算式のcosnは蒸発雲の形状についての正確な指数をあらわすことが、発明者による蒸発雲の研究によって示された。低い値のnに基づく蒸発雲は、短く扁平な形である傾向があり、nの値が増加するにつれて、蒸発雲の形状は、細長く、より涙の滴形状になる。また、発明者によってなされた蒸発雲の研究によって、多くの材料に関し、蒸発率が一定であると仮定すると、蒸着率は、仮想源からの距離の関数として、非直線状に下降することが明らかとなった。蒸着されている材料の蒸発雲の形状を理解することでウエハの全体的なドームへの処理量(load)(或いはバッチ)にわたって、コーティングの均一性を確実なものとするために作製され、用いられている均一性マスクの最適化が可能となる。発明者によってなされた蒸発雲及び蒸着の研究は、さらに、湾曲したドームの特定の半径に関して、ウエハにおける収集よりも、マスクにおける収集が優るような、最大ドーム径あるいは最大ドーム寸法を経験的に決定することが可能となった。単一軸のドームは、寸法(ウエハ容量)に関してこの上限を超えて、最大収集効率に到達するだろう。なぜなら、ドームにおけるウエハにおいて徐々に収集される蒸着材料よりも、均一性マスクで失われる蒸着材料がはるかに多いからである。その釣り合いを最適化することが、収集効率を最適化する最終的な要因である。
【0017】
HULA(高利用リフトオフアセンブリ)プラネタリ基板ホルダは、シングルドームシステムを有する均一性マスクの使用に内在する収集効率におけるロスを最小限にするために設計された。このシステムに必要な均一性マスクは、通常、蒸発された材料の10〜12%を収集する。現在のHULAは、中央のドームを有しておらず、数個のプラネタリドームによって構成されている。このようなHULAシステムは均一性マスクを必要としないため、収集効率において10〜12%の改善が達成される。HULAシステムのさらなる利点としては、シングルドームシステムに比べて、蒸発雲の形状に影響を及ぼすいかなる処理の変形(例えば、蒸着材料、蒸着率、または、ビーム位置)に対して、より影響を受けない。HULAプラネタリシステムは、それゆえ、大きな均一性マスクを使用することが必要なシングルドーム蒸着システムと比較して、より短時間で多くのウエハに1つ以上の均一性リフトオフコーティングを蒸着することができる。
【0018】
本発明は、同寸法の中央のドームを囲むプラネタリドームが環状となっていること含む、高度なHULAの概念に関する。この構成において、HULAシステムは、中央のドームによるコーティング厚及び均一性を外側のドームのそれらと一致させるために、非常に小さなマスクのみを必要とする。中央のドームに必要なマスクは、典型的なシングルドームシステムのマスクよりも小さいが、これは、中央のドームのマスクが、シングルドームのマスクよりも寸法が小さいだけではなく、中央のドームのマスクが、サテライトドームにおけるウエハの中心線のコーティング厚と一致させるために、当該ドームのコーティング厚を平準化することのみを必要としているからである。
【0019】
さらに、円錐型蒸着チャンバを使用すると、同径のウエハキャリアを保持する従来の箱型チャンバと比較して、ポンプダウンの回数が50%まで減少される。このポンプダウン回数における減少は、総運転費用(COO)に関して明らかに有利である。以下の要因に起因して、さらにCOOが減少される。円錐部分の体積は、同等の箱形部分の体積よりも42%少ない。体積の減少は、ポンプ作用の要件を減らし、加えて、より小さなポンプを使用することでエネルギーがセーブされる可能性が生じる。円錐部分の表面は、同等の箱形部分の表面より30%少ない。チャンバから排出されねばならないガス材料の体積の相当量が、表面からのガス放出によってなされる場合、この表面積の減少によって、ポンプダウン回数において予想される50%の改善のほとんどがもたらされる。真空蒸着チャンバが有する円錐形状は遮蔽要件を軽減するが、これは、チャンバの壁は、蒸着に備えてその表面を露呈せず、流速角度から離れているからである。毎回のバッチサイクル動作について、削減が行われて、度合いが高められる。
【0020】
本発明のさらに別の利点には、以下の点が含まれる。円錐型チャンバは、ハイドロフォーム法によって製造されてもよく、それゆえ、該チャンバの全体的な製造コストは、厚く充分な補強がなされて溶接された立方体を製造するコストよりもはるかに少ないだろう。箱型チャンバと比べて、円錐型チャンバは、使用する材料が少なく、重量も軽く輸送しやすい。また、蒸着遮蔽板の洗浄、メンテナンス、取り替えにかかる費用が大幅に削減される。円錐型チャンバの形状によって、直径が当該円錐の上方の直径によって規定される小型のシリンダ内に、付属のポンプ、空気圧機器、及び、電子機器を一体的に備えることが可能となる。クライオポンプは、銃及び蒸着チャンバの熱源から離れて、上方に向けて取り付けることができる。その結果、クライオポンプは、当該チャンバの大半の体積より下方に位置し、この位置は、高伝導性ポンプの作用に好都合である。ポンプ作用の効率が改善されると、ポンプを大幅に小型化することができ、初期のシステム費用と長時間ポンプを作動するのに必要なエネルギーとを削減することができる。
【0021】
さらには、収集効率が改善されると、ある特定の適用、具体的には、金及びほかの貴金属の蒸着を伴う適用における、運転費用が大いに改善される。現在のところ、コーティング処理で消耗される金のほとんどは、内側の遮蔽板か、フォトレジストで被覆された基板の上部のいずれかにて、蒸着される。リフトオフ処理が完了すると、金の約10%のみが基板に蒸着されて残留する。チャンバ遮蔽板及びリフトオフの残留物は、金の回収機に送られ、この金の回収機は、通常、金の元の価値の割合をその料金として課される。金の蒸着を必要とする処理を用いる使用者にとって、金の購入及び金の在庫管理にかかる費用は、毎月、何十万ドルにも達する。そのため、本発明の重要な目標は、基板表面以外のいかなる表面に蒸着される金属の量を減少することである。金の流束の高い割合がウエハに蒸着されるため、毎回の蒸着操作の時間が短縮され、それゆえ、スループットが改善される。また、箱型コーティング体よりも、円錐型の設計における遮蔽板の寸法はさらに小さく、この遮蔽板の取替えに要する時間が減少されることにより、スループットがさらに改善されるだろう。
【0022】
本発明によれば、リフトオフ法を用いて材料を蒸発によって基板に蒸着するための装置を提供することによって、これらやその他の目的が達成される。本発明のある実施形態では、当該装置は、円錐型ハウジングと、蒸発源と、1つ以上の周回軌道型ドーム状部材と、中央のドーム状部材と、均一性マスクと、1つ以上のウエハ受取り位置と、を有する。円錐型ハウジングは、ドーム型上部と、底部と、ドーム型上部から底部に向かって収束する側壁部とを有する。
蒸発源は、底部の近傍に位置し、かつ、ドーム型上部の中心点を通って延びる第1の軸と整列している。1つ以上の周回軌道型ドーム状部材は、蒸発源の上方にて、ドーム型上部の近傍かつドーム型上部の中心点を通って延びる第1の軸から一定半径、に位置される。1つ以上の周回軌道型ドーム状部材は、第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転する。中央のドーム状部材は、第1の軸と整列している中心点を有しており、第1の軸の周りを回転する。均一性マスクは、蒸発源と中央のドーム状部材との間に位置され、中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合される。1つ以上のウエハ受取り位置は、1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び中央のドーム状部材の内側に配置され、ウエハを受け取るために配置される。
【0023】
本発明の別の実施形態では、1つ以上のウエハ受取り位置は、蒸発源と実質的に直交している。
本発明のさらなる実施形態では、当該装置は、1つ以上の周回軌道型ドーム状部材及び中央のドーム状部材を、位置決めして第1の軸の周りに回転させる、支持構造をさらに備える。
【0024】
本発明のさらに別の実施形態では、当該装置は支持構造を備え、当該支持構造においては、1つ以上の周回軌道型ドーム状部材及び中央のドーム状部材を位置決めし、それによって、1つ以上の周回軌道型ドーム状部材と中央のドーム状部材とによって形成されるアーチは、第1の軸上に球体の中心を有し、かつ、蒸発源に位置する、球体の外周と一致する。
【0025】
本発明の別の実施形態では、当該装置は支持構造を備え、当該支持構造は、1つ以上の周回軌道型ドーム状部材をそれぞれの第2の軸の周りに回転させるための、駆動システムをさらに有する。
【0026】
また別の実施形態では、当該装置は、リフトオフ法を用いる蒸着装置である。蒸着装置は、蒸発源と、蒸発源を通る第1の軸の周りにおける回転のために取り付けられたスペースフレームと、蒸発源の上方にて、ドーム型上部の近傍かつドーム型上部の中心点を通って伸びる第1の軸から一定半径、に位置される1つ以上の周回軌道型ドーム状部材と、中央のドーム状部材と、均一性マスクと、1つ以上のウエハ受取り位置とを備える。1つ以上の周回軌道型ドーム状部材は、第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転する。中央のドーム状部材は、第1の軸と整列した中心点を有しており、第1の軸の周りを回転する。均一性マスクは、蒸発源と中央のドーム状部材との間に位置され、中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合される。1つ以上のウエハ受取り位置は、1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び中央のドーム状部材の内側に配置され、ウエハを受け取るために配置される。
【0027】
また、ウエハにリフトオフ法によるコーティングを効率よく形成する方法も開示される。ある実施形態では、当該方法は、ソースから材料を蒸発させるステップと、中央のドーム状部材を、該中央のドーム状部材の中心点及びソースを通る、第1の軸の周りに回転させるステップと、中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、第1の軸の周りに回転させ、周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及びソースを通る、第2の軸の周りに回転させるステップと、を含む。中央のドーム状部材は、第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、ソースと実質的に直交する表面を有する。周回軌道型ドーム状部材には、第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、ソースと実質的に直交する表面を有する。
【0028】
本発明の別の実施形態では、当該方法は、同時に、中央のドーム状部材及び周回軌道型ドーム状部材を第1の軸の周りに回転させ、周回軌道型ドーム状部材を第2の軸の周りに回転させるステップを含む。
【0029】
本発明のさらに別の実施形態では、当該方法は、材料を蒸発させるステップと、中央のドーム状部材及び周回軌道型ドーム状部材を、ドーム型上部と、底部と、ドーム型上部から底部に向かって収束する側壁部とを有する、円錐型ハウジングの内側で、回転させるステップとを含む。材料を蒸発させるステップは底部の近傍で実施され、中央のドーム状部材及び周回軌道型ドーム状部材を回転させるステップは、ドーム型上部の近傍で実施される。
【0030】
本発明による方法の別の実施形態では、ウエハにリフトオフ法によるコーティングを効率よく形成する方法が開示されている。当該方法は、ソースから材料を蒸発させるステップと、中央のドーム状部材を、該中央のドーム状部材の中心点及びソースを通る、第1の軸の周りに回転させるステップと、中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、第1の軸の周りに回転させ、周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及びソースを通る、第2の軸の周りに回転させるステップと、を含む。中央のドーム状部材は、第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、ソースと実質的に直交する表面を有する。周回軌道型ドーム状部材には、第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、ソースと実質的に直交する表面を有する。
【図面の簡単な説明】
【0031】
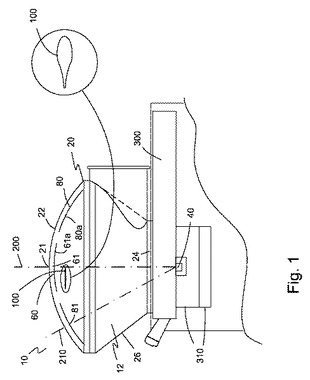
【図1】本発明の1つの実施形態における円錐型ハウジングの側面図である。
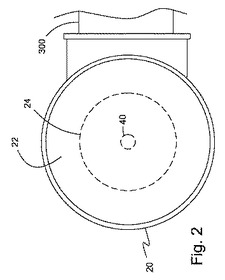
【図2】図1に示される実施形態の部分平面図である。
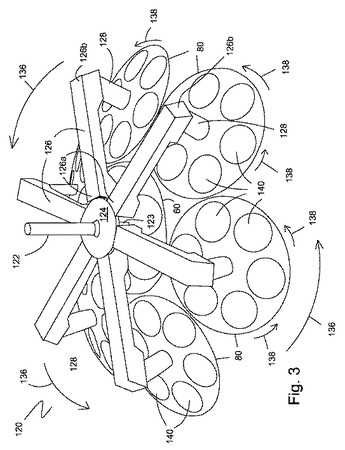
【図3】本発明の1つの実施形態における、中央のドーム状部材及び周回軌道型ドーム状部材の支持構造を示す斜視図である。
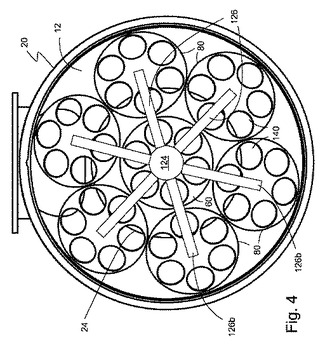
【図4】本発明の1つの実施形態における、円錐型ハウジング内での中央のドーム状部材と周回軌道型ドーム状部材との相対的な位置を示す平面図である。
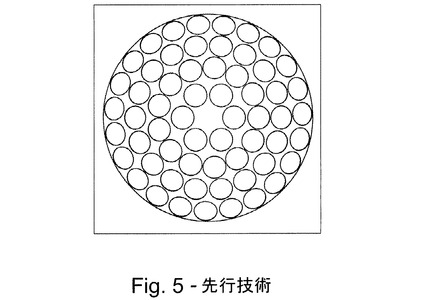
【図5】従来技術によるシングルドーム装置におけるドームの平面図であって、蒸着から最大量の材料を補集するための構成を示す。
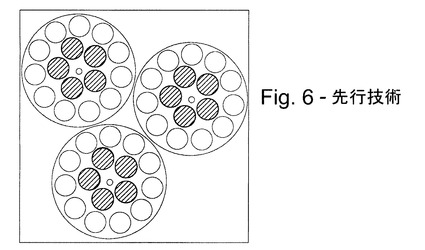
【図6】従来技術による3ドームの配置におけるドームの平面図である。
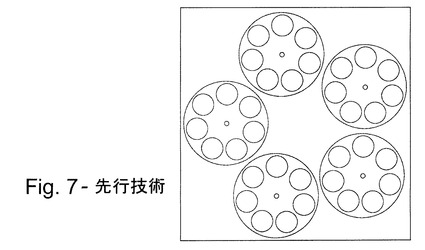
【図7】均一性マスクなしで使用される、従来技術による5ドームの配置におけるドームの平面図である。
【0032】
[好ましい実施形態の詳細な説明]
本発明の好ましい実施形態は、図1から図4に示される。図1は、本発明のプラネタリ(planetary)リフトオフ蒸着装置10の側面図である。電子ビーム蒸着は、真空で行われることが一般的である。装置10は、密閉された真空状態の円錐型ハウジング20と、蒸発源40と、中央のドーム状部材60と、1つ以上の周回軌道型(orbital)ドーム状部材80と、支持フレーム120(図3に示される)と、均一性マスク100とを備える。ハウジング20は、ドーム状上部22と、底部開口24と、側壁部26とを有する。側壁部26は、ドーム状上部22から底部開口24に向かって収束し、真空チャンバ12を規定する。蒸発源40は、底部開口24の近傍に位置し、第1の軸200に沿って配置される。第1の軸200は、ドーム状上部22の中心点21及び蒸発源40を通って延在している。
【0033】
中央のドーム状部材60は、第1の軸200と整列した中心点61を有する。中央のドーム状部材60は、ドーム状上部22の近傍に配置され、凹状の表面60aが蒸発源40に面し、かつ、蒸発源40の上方に配置されている。中央のドーム状部材60は、支持フレーム120(図示されていない)に回転可能に接続されており、中心点61及び第1の軸200を中心に回転する。
【0034】
1つ以上の周回軌道型ドーム状部材80は、ドーム状上部22の近傍に配置され、凹状の表面80aが蒸発源40に面し、かつ、蒸発源40の上方に配置されている。また、該1つ以上の周回軌道型ドーム状部材80は、第1の軸200および/またはドーム状上部22の中心点21から、一定半径の距離に配置されている。周回軌道型ドーム状部材80は、第1の軸200を中心に回転し、なおかつ、第2の軸210を中心に回転する。この第2の軸は、周回軌道型ドーム状部材80の中心点81及び蒸発源40を通って延在している。周回軌道型ドーム状部材80は、装置の作動中、第1の軸200及び第2の軸210について、同時に回転する。
【0035】
任意にかつ好ましくは、中央のドーム状部材60及び周回軌道型ドーム状部材80は、同じ長さの直径及び同じ凹面形状を有する。中央のドーム状部材60及び周回軌道型ドーム状部材80の凹面は、蒸発源40とドーム状部材60、80のそれぞれの中心点60a、80aとの距離に等しい半径を有する球体の表面と、実質的に等しい。
【0036】
均一性マスク100は、蒸発源40と中央のドーム状部材60との間に位置する。本実施例における均一性マスク100は、図1中の拡大上面図に示されるように、涙の滴形状である。均一性マスク100のヘッド101は、中央のドーム状部材60のほぼ中心に位置し、幅狭のテイル部102は、中央のドーム状部材60の周縁端部付近に位置する。その形状は、蒸着される材料、使用される電力、及び、中央のドーム状部材60と蒸発源40との間の距離、に応じて異なり得る。しかしながら、均一性マスク100の幅広の部分は、一般的には、常に中央のドーム状部材60の中心に向けられている一方で、幅狭の端部は、一般的には、常に周縁端部に向けられている。均一性マスク100は、中央のドーム状部材60のみと共に使用されるために操作可能に係合し、周回軌道型ドーム状部材80をマスクせず、かつ、周回軌道型ドーム状部材80に対する蒸発物質の蒸着に影響しない。周回軌道型ドーム状部材80は均一性マスクを必要としない。シングルドームシステムで使用される均一性マスクに比べて、均一性マスク100は相対的に小さいものであって、該均一性マスク100は、中央のドーム状部材60のコーティング厚及び均一性を、周回軌道型ドーム状部材80のコーティング厚及び均一性に一致させるためのみに必要である。これにより、収集効率及びスループットが改善される。
【0037】
また、図1には、遮断弁又は仕切り弁300が示されている。該遮断弁又は仕切り弁300は、蒸着真空チャンバ12と、蒸発源40を収容するための一対のソースカラー部310とに接続されている。
【0038】
ここで図2を参照すると、図1の実施形態における平面図が示されている。図からわかるように、ドーム状上部22は円形状を有しており、該円形状の部分は、ハウジング20の底部開口24に向かって収束する側壁部26を有する。
【0039】
図3は、支持フレーム120の斜視図である。支持フレーム120は、回転を伝達するために(図示されない)駆動要素に回転可能に接続されている第1の駆動軸122と、フレームハブ(frame hub)124とを備える。駆動軸延長部123は、その一方の端部において、第1の駆動軸122と、動作可能かつ回転可能な配置にて接続されている。駆動軸延長部123は、中心点60aにて中央のドーム状部材60に固定接続されている。複数の延長アーム126の近位アーム端126aは、ハブ124に取り付けられている。延長アーム126は、ハブ124を囲んで、互いに等間隔をあけて配置されている。第2の駆動軸128は、その一方の端部において、遠位アーム端126bの近傍に回転可能に接続されており、周回軌道型ドーム状部材80のうちの1つに、当該部材80の中心点80aにて、固定して取り付けられている。図からわかるように、中央のドーム状部材60及び周回軌道型ドーム状部材80は、それぞれ、複数のウエハ受取り位置140を有する。好ましくは、複数のウエハ受取り位置140のそれぞれは、その中にウエハを受け取るための開口である。好ましい実施形態においては、支持フレーム120は、第2の駆動軸128を用いて6つの周回軌道型又はプラネタリのドーム状部材80を支持する6つのアーム126を有し、駆動軸延長部123に支持される1つの中央のドーム状部材60を有する。駆動要素は、第1の駆動軸122に動作可能に接続され、第1の駆動軸122を矢印136に示されるように回転させる。これによって、周回軌道型ドーム状部材80は、惑星のような動作にて、第1の駆動軸122の第1の軸200の周りを回転し、それと同時に、駆動軸延長部123に接続された中央のドーム状部材60に回転動作を伝達する。また、駆動要素は、第2の駆動軸128に動作可能に接続されており、第2の駆動軸128を矢印138に示されるように回転させる。これによって、周回軌道型ドーム状部材80は、第2の駆動軸128の第2の軸210の周りを回転する。従って、周回軌道型ドーム状部材80は、第1の軸200の周りを回転しながら、同時に、第2の軸210の周りを回転する。
【0040】
中央のドーム状部材60及び周回軌道型ドーム状部材80はそれぞれ、蒸着材料でコートされることとなるウエハを受け取るための、1つ以上のウエハ受取り位置140を有する。ウエハ受取り位置140は、蒸発源40と略直交するウエハを位置付けるように構成されている。ウエハ受取り位置140は、開口または凹み、あるいは、ウエハを保持するために取り付けられたプラットフォームであってもよい。離脱可能な保持機構(図示されない)が、コーティング動作の間、ウエハを適切な位置に保持するが、これは従来技術において周知である。
【0041】
図4は、真空チャンバにおける支持フレーム及びドーム状部材の上部平面図である。説明を明確にするために、複数のドームホルダにおける主たる構成要素の構造的な関係をより理解する目的で、図が簡略化されている。本実施形態では、支持構造120は、ハブ124と6つの延長アーム126を有する。駆動軸延長部123(図示されていない)は、中央のドーム状部材60を支持する。また、遠位端126bの近傍にある第2の駆動軸128(図示されていない)は、それぞれ、6つの延長アーム126をそれぞれ動作可能に接続し、周回軌道型ドーム状部材80を支持する。ここで説明された構成は、円錐型ハウジング20のドーム状上部22の下方であるが近傍の真空チャンバ12内に位置されている。中央のドーム状部材60及び周回軌道型ドーム状部材80のそれぞれは、実質的に同じ寸法であって、6つの周回軌道型ドーム状部材80のいずれの間においても均一性マスクを用いないように、配置されている。均一性マスク100(図示されていない)は、シングルドームシステムで用いられるマスクよりも比較的小さいものであって、中央のドーム状部材60のコーティング表面と蒸発源40との間において用いられる。中央のドーム状部材60に必要な均一性マスク100は、典型的なシングルドームシステムのマスクよりも小さい。これはなぜなら、均一性マスク100がシングルドームシステムのマスクよりもはるかに小さいからだけではなく、中央のドーム状部材60の均一性マスク100は、当該ドームのコーティング厚を平均し、中心点80aにおける周回軌道型ドーム状部材80の厚み、及び、周回軌道型又はサテライト型ドーム状部材80におけるウエハの中心点あるいは中心線、と一致させる。
【0042】
比較のために、図5〜7は、従来技術によるドームシステムを示すが、それらすべてには箱型真空チャンバが用いられている。図5は、箱型真空チャンバにおけるシングルドームシステムを示す。図6は、箱型真空チャンバにおける3−ドームサテライトシステムを示す。斜線が付されたウエハ位置は、使用された場合、それぞれのドームにわたって均一なコーティング層をより均一に生成するために、いくつかの均一性マスクが必要であろうことに注意しなければならない。図7は、均一性マスクを必要としない箱型真空チャンバにおける5−ドームサテライトシステムを示す。
【0043】
ここで、コーティング効率の例を示す。第1の例は、シングルドームシステムのコーティング効率を示す。
例1
システムは、従来の分割型リフトオフドームシステムであって、カリフォルニア州リバーモアのフェローテック−テメスカル(Ferrotec−Temescal)から、42インチの大きさのシングルドームを用いるモデルFC4400として市販である。ウエハの大きさは、直径5.825インチであった。コーティング処理では、30.5度の蒸発角を有する30枚のウエハに分割されているTP8ドームを用いる。
【0044】
【表1】
【0045】
表1からわかるように、シングルドームシステムは、ウエハにおいてわずか19.08パーセントの収集率である。これは、蒸着材料の80.92パーセントがロスとなり、シングルドーム、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。
【0046】
例2
システムは、従来の非分割型単一軸を有するリフトオフドームシステムであるが、それでもなお蒸着において最大量の材料を収集するために、可能な限り大きな寸法で作製されたシステムである。図5は、そのようなシングルドームの図を示す。これは、53インチの大きさのドームを用いたモデルである。ウエハの大きさは、直径5.825インチであった。コーティング処理では、39.5度の蒸発角を有する60枚のウエハが用いられる。しかしながら、単一軸を有するドームの寸法は、人間工学的な製造観点から鑑みて実用的ではない。なぜなら、当該ドームは、真空チャンバからウエハが容易に取り除かれるようにするために、複数のセクションから構成されていることが一般的であるからである。これを達成するためには、ウエハにて収集される割合を比例して減少させながら、同時に、ウエハの合計処理数を60から50に減らすことが必要であろう。
【0047】
【表2】
【0048】
表2からわかるように、最も大きな寸法かつ最も効率の良い標準的な単一軸を有するドームでは、ウエハにおける収集率は27.32パーセントである。これは、蒸着材料の72.68パーセントがロスとなり、ドームの非ウエハ部分、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。これは均一性マスクを用いて実施されており、従来の寸法を有するシングルドームシステムに比べて、収集効率が改善されたことを示す。
【0049】
例3
図7は、5ドームを備える従来技術によるHULAシステムを示す。そのようなシステムの一例は、フェローテック−テメスカル(Ferrotec−Temescal)から、5つの周回軌道型ドーム状部材80を有する49インチの大きさのドームを用いるモデル番号HUHY−54として市販のシステムである。ウエハの大きさは、直径5.825インチであった。コーティング処理では、36.5度の蒸発角を有する5つの周回軌道型ドームにある30枚のウエハを用いる。
【0050】
【表3】
【0051】
表3は、ウエハにおける収集率が21パーセントであることを示しており、ウエハ処理数が30枚であるシングルドームシステムに比べて、従来技術のHULAシステムが有利であることを示している。これは、蒸着材料の79パーセントがロスとなり、サテライト型ドーム、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。これは、表1におけるマスクを備え、ウエハが30枚である単一軸を有するドームに比べて、収集効率が16.18%改善されることを表している。前述したように、当該マスクによって約11%から12%の効率が奪われてしまう。マスクを取り除いて上述のように構成することで、マスクがあることで失われた分すべてが増加するだけでなく、さらに追加で3%から4%の増加が得られる。
【0052】
例4
本発明によるシステムの1つの実施形態には、従来のリフトオフHULAドームシステムであって、フェローテック−テメスカル(Ferrotec−Temescal)から、6つの周回軌道型ドーム状部材80と中央のドーム状部材60とを有する54インチの大きさのドームを用いるモデル番号HUHY−54として市販のシステムが含まれる。図4は、そのようなシステムの説明例である。ウエハの大きさは、直径5.825インチであった。コーティング処理では、36.5度の蒸発角を有する6つの周回軌道型ドームに加えて、1つの中央ドームと、42枚のウエハを用いる。
【0053】
【表4】
【0054】
表4からわかるように、本発明のシステムは、ウエハにおける収集率が29.95パーセントである。これは、蒸着材料の70.05パーセントのみがロスとなり、中央のドーム及びサテライトドーム、遮蔽板、及び、円錐型真空チャンバの壁に集積されたことを意味する。また、収集効率は、表2に示された大きな寸法のウエハが60枚である従来の単一軸を有するドームの例と比較して、合計のウエハ搭載量が42枚だけであるドームによって達成されることがわかる。これは、サテライトドーム用の均一性マスク及び中央ドーム用の比較的小さな均一性マスクを用いることなく実施される。これによって、シングルドームシステム及び従来の中央ドームを用いていない従来技術によるHULAシステムに比べて、収集効率がさらに改善されることが示される。金材料がより高い割合でウエハ上に蒸着されるため、1回の蒸着操作時間が短縮され、ゆえにスループットが改善される。より小さなかつ均一に形成された周回軌道型ウエハドーム及び中央のウエハドームは、 また、迅速な交換処理において、散在するウエハを装着(load)及び脱着(unload)するための自然なキャリア(carrier)として機能する。この人間工学的要因によって、装着/脱着サイクルの速度が速められ、オフラインとしたり、キャリアのスペアを用いて、真空ポンプダウン工程外でもドームを装着及び脱着することができる。さらには、ポンプダウンの時間が短縮され、これによってもスループットが改善される。スループットとは、所定の時間あたりのコーティングされたウエハの数をさす。
【0055】
収集効率と、材料、保管、及び処理に関連する費用とに加えて、円錐型ハウジングの体積が減少することで、従来技術のシステムによって実現されなかった利点が付加的にもたらされる。この利点には、さらにほかの有利な点が含まれる。その有利な点とは、円錐型チャンバは、ハイドロフォーム法によって製造されてもよく、それゆえ、該チャンバの全体的な製造コストは、厚く充分な補強がなされて溶接された立方体を製造するコストよりもはるかに少ないだろう。箱型チャンバと比べて、円錐型チャンバは、使用する材料が少なく、重量も軽く輸送しやすい。また、蒸着遮蔽板の洗浄、メンテナンス、取り替えにかかる費用が大幅に削減される。円錐型チャンバの形状によって、直径が当該円錐の上方の直径によって規定される小型のシリンダ内に、付属のポンプ、空気圧機器、及び、電子機器を一体的に備えることが可能となる。クライオポンプは、銃及び蒸着チャンバの熱源から離れて、上方に向けて取り付けることができる。その結果、クライオポンプは、当該チャンバの大半の体積より下方に位置し、この位置は、高伝導性ポンプの作用に好都合である。ポンプ作用の効率が改善されると、ポンプを大幅に小型化することができ、初期のシステム費用と長時間ポンプを作動するのに必要なエネルギーとを削減することができる。また、箱型コーティング体よりも、円錐型の設計における遮蔽板の寸法はさらに小さく、この遮蔽板の取替えに要する時間が減少されることにより、スループットがさらに改善される。
【0056】
本発明の好ましい実施形態を本明細書中で述べたが、上述の説明は単なる例示にすぎない。本明細書に開示された発明のさらなる変形は、関連する技術分野における当業者によってなされよう。また、そのような変形の全ては、添付の特許請求の範囲に定義された発明の範囲内であるとみなされる。
【発明の詳細な説明】
【0001】
本出願は、2009年4月28日に出願された米国仮特許出願第61/214,800号及び2009年5月13日に出願された米国仮特許出願第61/216,093号の利益を主張する。
[発明の背景]
1.発明の分野
本発明は、一般的には、半導体加工及び光学コーティングに関する。具体的には、本発明は基板への物理的蒸着法に関する。
2.先行技術についての説明
電子ビーム蒸着法は、メタライゼーションとして周知の処理においてウエハを薄い金属層で被膜するために用いられることが多い。典型的なシリコンウエハの製造では、一般的に、蒸着された金属層は、その後エッチングされて、集積回路の回路配線を形成する。高周波集積回路については、ヒ化ガリウム(GaAs)、リン化インジウム(InP)、及び、2つの間のかつ類似の電気光学材料間の様々な合金が、現在、一般的に基板として用いられている。しかしながら、金属のなかには、その表面に表面酸化物を形成するものもあるが、これは、当該技術分野で「表皮効果」として周知である。「表皮効果」は、高周波電力が用いられる回路において問題を呈する。また、「表皮効果」は、携帯電話の装置(cellular devices)に用いられるICチップに関しては、極めて深刻な問題であるが、これは、表皮効果によって電力消費が増大するためである。
【0002】
不動態化金属である金は表面酸化物を形成しないため、集積回路の導体として用いられることが多い。しかし残念ながら、金の使用には別の問題が伴う。基板として用いられた材料が、例えば前述のヒ化ガリウムのような、シリコン以外の材料である場合に問題が生じる。GaAs基板に、直接、金層を蒸着することに関して、2つの問題がある。1つ目は、金が基板に滲入することであり、2つ目は、金が、十分に、基板に直接接着しないことである。それゆえ、金を基板に滲入させないために、パラジウム又はプラチナ材の拡散障壁によって金をGaAsから分離する。また、チタン又はクロム材の接着層を、基板と拡散障壁との間でGaAs基板に蒸着する。これは、金及び拡散障壁を基板に接着させるためである。この障壁と接着層は、典型的には極めて薄く、非常に均一でなければならない。
【0003】
シリコン基板における金回路配線とは異なり、この金回路配線は、典型的なエッチング処理では、GaAs基板からエッチング除去(etched away)されない。なぜなら、エッチング液によって、接着層及び拡散障壁が除去され、回路配線が基板から自由にされるからである。これは、明らかに望ましくない結果である。そのため、金回路配線は、これは全て当技術分野で周知のように、「リフトオフ」処理によって通常作成される。この「リフトオフ」処理を用いるためには、蒸着される金属ソースが、基板の表面に対して可能な限り90度に近い軌跡を達成しなければならない。これは、垂直蒸着(orthogonal deposition)と呼ばれる。また、その結果生じる最適なコーティングは、「リフトオフ」コーティング、或いは、ゼロステップカバレッジ(zero step coverage)と呼ばれる。リフトオフ工程において一般的に使用される物理蒸着法は、電子ビーム蒸着法である。複数のウエハを1つのソースで精確に被膜しなければならない実際の適用では、特定の電力レベル及び材料のための、特定のセットアップを備える複雑な装置が必要である。この複雑なシステムの例を開示する。
【0004】
米国特許出願公開番号第2003/0180462(2003年、チャン(Chang)らによる)には、プラネタリ(planetary)リフトオフ蒸着システムが開示されている。このシステムには、正方形又は長方形の真空チャンバに取り付けられた複数のドームが組み込まれており、真空チャンバは、平面状の上壁と平面状の底壁とを有する。複数のドームは、ソースの中心線軸の周りを回転し、かつ、もう1つの第2回転軸の周りを回転する。これらの回転は、ターゲットウエハにおいて、均一なコーティングが確実に作製されるようにするため、かつ、シングルドームシステムと比較して、ソースから蒸発した材料の大部分を使用するためになされる。該システムは、均一性マスクを用いることなく垂直のリフトオフコーティングを作製するように構成されている。
【0005】
チャンらによるシステムの利点は、プロセスの変形(例えば、蒸発材料、電力レベル、ビーム位置等)による影響をそれほど受けないプロセスを達成するために、均一性マスクを用いることなく、プラネタリ(planetary)の構成において複数のドームを用いることである。チャンらによる装置によれば、シングルドームシステムよりも、収集効率がいくらか改善されるが、チャンらによるシステムは、ターゲットウエハ以外の表面に、蒸発材料の余剰が残るという欠点がある。
【0006】
米国特許第3,858,547号(1975年、ベルグフェルト)は、調整可能な回転システムを有するコーティング装置を開示している。このコーティング装置は、平面状の上壁と平面状の底壁とを有する円筒状真空チャンバを備える。該チャンバ内には、少なくとも1つのコーティングソースが含まれる。コーティングソースは、12インチの円に配置された抵抗加熱用ボートに位置する。複数のスピンドルアセンブリが該チャンバに取り付けられており、各スピンドルアセンブリは回転可能なスピンドルを有する。基板ホルダは、各スピンドルに支持されている。また、基板がコーティングソースからコーティング材料を受け取るように、基板ホルダは基板を支持するようになされている。スピンドルアセンブリをコーティングソースの周りを回転させるため、及び、各スピンドルがコーティングソースの周りを回転されながら、スピンドル自身の軸の周りを回転させるための、手段が設けられている。また、コーティングソースを周る回転の中心からの、スピンドルアセンブリの間隔を調整可能とするための手段が設けられている。さらに、コーティングソースに対するスピンドルの角を調整可能とするための手段が設けられており、それによって、スピンドルによって支持されている基板に対する、コーティング蒸気流の入射角度を調節することができる。
【0007】
ベルグフェルトらによる装置の欠点は、12インチの円に位置するコーティングソースボートがどの位置にあるかに応じて、スピンドルアセンブリを調整しなければならないことである。これによって、追加のセットアップタイムが必要となるため、当該ウエハ数のスループットが減少する。ベルグフェルトらによる装置によれば、シングルドームシステムよりも、効率は改善されるが、依然として、スピンドルアセンブリにあるターゲットウエハ以外の表面に、蒸発材料の余剰が残るという欠点がある。
【0008】
米国特許第3,643,625号(1972年、マハール)は、ホルダと複数の架台とを有する薄膜蒸着装置を開示している。各架台の表面は、球体表面の一部の構造を有している。架台をホルダに回転可能に取り付けるための構造が、架台の表面が共通の球体の表面にほぼ位置するように、設けられている。駆動機構が設けられているが、これは、中心に配置された軸上でホルダを、架台に対して回転させるため、また、ホルダに対するそれぞれの回転軸の周りで架台を回転させるために設けられている。材料ソースは、球体の表面付近に位置されているか、或いは、架台から離れて位置されているようである。
【0009】
マハールによる装置の欠点は、球体の表面に或いは球体の表面から離れて、材料ソースを配置すると、さらに大きな寸法の真空チャンバが必要となることである。大きな真空蒸着チャンバを用いることによって、フィルムコーティングの受け取りが意図された表面に蒸着されない蒸着ソース材料を受け取るために、露出された表面領域が広範囲に及んで用いられ得る。さらには、ウエハは、蒸発源に対して垂直ではないため、「リフトオフ」処理における使用が難しくなる。
【0010】
それゆえ、プロセスの変形(例えば、蒸発材料、電力レベル、ビーム位置等)による影響をそれほど受けず、リフトオフへの適用に必要な垂直蒸着が可能である、電子ビームコーティング装置が必要となる。また、さらに効率化された電子ビームコーティング装置が必要である。
[発明の概要]
本発明の装置及び方法によれば、短時間で、多くのウエハに均一な「リフトオフ」被膜が蒸着される。従来の蒸着装置及び方法と比較して、本発明の装置及び方法では、蒸発材料のより多くの割合が用いられ、異なる材料を蒸発させる場合にいかなる部材も変える必要がなく、さらに、より均一かつ精密な被膜を確実かつ安定的に蒸着させる。本発明によって、革新的な技術の特殊な組み合わせによって得られる、リフトオフプロセスにおける改良の可能性がもたらされる。その革新的な技術には、従来の1つの回転軸を有するドームの収集効率を最適化し、(単一の蒸着材料用の)単一の均一性マスクあるいは(複数の蒸着層材料用の)複数のマスクを用いて達成し得る最高の動作効率を得ること、高度なHULA(高均一性リフトオフ用アセンブリ)基板ホルダに対して同様のパッキング密度の原則を適用させることによって、これらの効率の改善を倍増させること、および、従来の箱型蒸着チャンバを円錐型チャンバと置き換えること、が含まれる。箱型蒸着チャンバから円錐型チャンバへ移行すると、表面積及び体積が減少するため、ポンプ作用において非常に有利であることが約束される。円錐形チャンバにおいて、非常に効率的なドームまたは高度なHULA基板ホルダのいずれを用いても、特殊な、組み合わせられた技術革新がもたらされる。この特殊な技術革新により、円錐型チャンバのポンプ作用効率が約50%改善し、円錐型チャンバに加え、高度なHULAを用いることで、スループットが40%に近づくまでに改善されることが示される。
【0011】
収集効率とは、ウエハに蒸着された蒸発材料の割合を意味する。1つの回転軸を有する基板またはドームに関して、収集効率は、該プロセスで必要な均一性マスク、ドームの直径、ドーム上の基板のパッキング密度、及び、蒸発雲の形状と球体ドームの形状の一致、によって決定される。
【0012】
蒸発した材料は、基板ホルダのドームに支持されたウエハに向かって、ソースから真っ直ぐに飛び出す。しかし、蒸発ベクトル場または蒸気雲は、均一ではない。ドーム及びドームが内包するウエハが静止している場合には、蒸気雲の変形によって、ウエハにおける極めて非均一なコーティングの分布が引き起こされることとなる。ドームが、ソース中心線の周りを回転すると、中心線の周囲における円形の通路にて生じる変形が平準化されて、それゆえ、蒸気雲の非均一性が大幅に減少される。しかしながら、回転するドームを用いてさえも、ソースの相当量は非均一のままである。コーティング厚は、ソース中心線の近くで最も厚く、ソース中心線からのウエハの距離が大きくなるにつれて、減少する。ソース中心線の最も近くに蒸着されたコーティング厚を減少させるために、固定の均一性マスクが、ソースとドームとの間にて取り付けられており、この固定の均一性マスクの幅は、半径が増えるにつれて先細となっている。ドームが回転するにつれて、均一性マスクは、中心線から離れたところよりも、中心線近くの蒸気の大部分を遮断する。特殊な均一性マスクが、蒸着材料、及び、蒸発雲の形状に大きな影響を及ぼす他の蒸着状況に合わせて変更しなければならない。周到に設計された均一性マスクがシステムに加えられている場合には、この均一性マスクによって、全体のコーティング均一性は許容限度の範囲内となされる。しかし残念なことに、このマスクでは、平均のコーティング厚が、ドームの外側にあるウエハの列のうち最も外側の端部において、マスクを使わない蒸着にて達成される最も低いレベルに、必然的に限定されてしまう。
【0013】
マスクにおける収集とドームにおける収集との間のトレードオフを最適化することが、全体の収集効率に関して必須である。このトレードオフを最適化するために重要なことは、マスクにおける収集がドームにおける収集を上回り始めるようなドーム直径を決めることである。以下の計算式によって、このトレードオフが数学的に表される。
【0014】
【数1】
【0015】
上記式において、Tpは、点pにおけるコーティング厚
Toは、ν=0、Φ=0、R=1の場合におけるコーティング厚
νは、“放射角度"、すなわち、ソースの中心線と仮想源から対象の点まで引かれた線との間の角度
Φは、対象の点における入射蒸発角、すなわち、ウエハの下側と垂直な線と、当該点における蒸気の実際の軌跡との角度
Rは、ドームの球体半径=仮想源からドームの球体表面における任意の点までの距離
nは、ν、Φ、及びRの値が決定された後に、算出された値
物理的にいえば、 コーティング厚を決める3つの要因は、蒸発されている材料、蒸発率、及び仮想源の温度である。これら3つの要因は、順に、次の追加の変数の関数である。この変数には、電子ビーム銃のエミッション電流、るつぼの大きさ、クルーシブルライナー(crucible liner)の使用又は不使用、るつぼ内の蒸着材料プールのレベル、ビームスポットサイズ、静止している場合には、蒸着材料プールの表面におけるビームスポットの位置、ビーム掃引法の使用又は不使用、対象となっている材料用のビーム掃引パターンの最適化、が含まれる。これらの要因それぞれ自身では、比較的わずかな効果しかもたない要因もあるが、比較的小さな要因が互いに組み合わせられる処理の条件下では、その蓄積される効果は相当大きなものとなり得る。
【0016】
上記要因のすべては、それぞれ同様に、蒸着材料の蒸発雲の形状に依存する。物理的にいえば、蒸発雲の一次的な決定因子は、蒸着材料及び蒸発率であって、それは、大部分が、電子ビーム銃によって負荷される電力の機能である。上記計算式のcosnは蒸発雲の形状についての正確な指数をあらわすことが、発明者による蒸発雲の研究によって示された。低い値のnに基づく蒸発雲は、短く扁平な形である傾向があり、nの値が増加するにつれて、蒸発雲の形状は、細長く、より涙の滴形状になる。また、発明者によってなされた蒸発雲の研究によって、多くの材料に関し、蒸発率が一定であると仮定すると、蒸着率は、仮想源からの距離の関数として、非直線状に下降することが明らかとなった。蒸着されている材料の蒸発雲の形状を理解することでウエハの全体的なドームへの処理量(load)(或いはバッチ)にわたって、コーティングの均一性を確実なものとするために作製され、用いられている均一性マスクの最適化が可能となる。発明者によってなされた蒸発雲及び蒸着の研究は、さらに、湾曲したドームの特定の半径に関して、ウエハにおける収集よりも、マスクにおける収集が優るような、最大ドーム径あるいは最大ドーム寸法を経験的に決定することが可能となった。単一軸のドームは、寸法(ウエハ容量)に関してこの上限を超えて、最大収集効率に到達するだろう。なぜなら、ドームにおけるウエハにおいて徐々に収集される蒸着材料よりも、均一性マスクで失われる蒸着材料がはるかに多いからである。その釣り合いを最適化することが、収集効率を最適化する最終的な要因である。
【0017】
HULA(高利用リフトオフアセンブリ)プラネタリ基板ホルダは、シングルドームシステムを有する均一性マスクの使用に内在する収集効率におけるロスを最小限にするために設計された。このシステムに必要な均一性マスクは、通常、蒸発された材料の10〜12%を収集する。現在のHULAは、中央のドームを有しておらず、数個のプラネタリドームによって構成されている。このようなHULAシステムは均一性マスクを必要としないため、収集効率において10〜12%の改善が達成される。HULAシステムのさらなる利点としては、シングルドームシステムに比べて、蒸発雲の形状に影響を及ぼすいかなる処理の変形(例えば、蒸着材料、蒸着率、または、ビーム位置)に対して、より影響を受けない。HULAプラネタリシステムは、それゆえ、大きな均一性マスクを使用することが必要なシングルドーム蒸着システムと比較して、より短時間で多くのウエハに1つ以上の均一性リフトオフコーティングを蒸着することができる。
【0018】
本発明は、同寸法の中央のドームを囲むプラネタリドームが環状となっていること含む、高度なHULAの概念に関する。この構成において、HULAシステムは、中央のドームによるコーティング厚及び均一性を外側のドームのそれらと一致させるために、非常に小さなマスクのみを必要とする。中央のドームに必要なマスクは、典型的なシングルドームシステムのマスクよりも小さいが、これは、中央のドームのマスクが、シングルドームのマスクよりも寸法が小さいだけではなく、中央のドームのマスクが、サテライトドームにおけるウエハの中心線のコーティング厚と一致させるために、当該ドームのコーティング厚を平準化することのみを必要としているからである。
【0019】
さらに、円錐型蒸着チャンバを使用すると、同径のウエハキャリアを保持する従来の箱型チャンバと比較して、ポンプダウンの回数が50%まで減少される。このポンプダウン回数における減少は、総運転費用(COO)に関して明らかに有利である。以下の要因に起因して、さらにCOOが減少される。円錐部分の体積は、同等の箱形部分の体積よりも42%少ない。体積の減少は、ポンプ作用の要件を減らし、加えて、より小さなポンプを使用することでエネルギーがセーブされる可能性が生じる。円錐部分の表面は、同等の箱形部分の表面より30%少ない。チャンバから排出されねばならないガス材料の体積の相当量が、表面からのガス放出によってなされる場合、この表面積の減少によって、ポンプダウン回数において予想される50%の改善のほとんどがもたらされる。真空蒸着チャンバが有する円錐形状は遮蔽要件を軽減するが、これは、チャンバの壁は、蒸着に備えてその表面を露呈せず、流速角度から離れているからである。毎回のバッチサイクル動作について、削減が行われて、度合いが高められる。
【0020】
本発明のさらに別の利点には、以下の点が含まれる。円錐型チャンバは、ハイドロフォーム法によって製造されてもよく、それゆえ、該チャンバの全体的な製造コストは、厚く充分な補強がなされて溶接された立方体を製造するコストよりもはるかに少ないだろう。箱型チャンバと比べて、円錐型チャンバは、使用する材料が少なく、重量も軽く輸送しやすい。また、蒸着遮蔽板の洗浄、メンテナンス、取り替えにかかる費用が大幅に削減される。円錐型チャンバの形状によって、直径が当該円錐の上方の直径によって規定される小型のシリンダ内に、付属のポンプ、空気圧機器、及び、電子機器を一体的に備えることが可能となる。クライオポンプは、銃及び蒸着チャンバの熱源から離れて、上方に向けて取り付けることができる。その結果、クライオポンプは、当該チャンバの大半の体積より下方に位置し、この位置は、高伝導性ポンプの作用に好都合である。ポンプ作用の効率が改善されると、ポンプを大幅に小型化することができ、初期のシステム費用と長時間ポンプを作動するのに必要なエネルギーとを削減することができる。
【0021】
さらには、収集効率が改善されると、ある特定の適用、具体的には、金及びほかの貴金属の蒸着を伴う適用における、運転費用が大いに改善される。現在のところ、コーティング処理で消耗される金のほとんどは、内側の遮蔽板か、フォトレジストで被覆された基板の上部のいずれかにて、蒸着される。リフトオフ処理が完了すると、金の約10%のみが基板に蒸着されて残留する。チャンバ遮蔽板及びリフトオフの残留物は、金の回収機に送られ、この金の回収機は、通常、金の元の価値の割合をその料金として課される。金の蒸着を必要とする処理を用いる使用者にとって、金の購入及び金の在庫管理にかかる費用は、毎月、何十万ドルにも達する。そのため、本発明の重要な目標は、基板表面以外のいかなる表面に蒸着される金属の量を減少することである。金の流束の高い割合がウエハに蒸着されるため、毎回の蒸着操作の時間が短縮され、それゆえ、スループットが改善される。また、箱型コーティング体よりも、円錐型の設計における遮蔽板の寸法はさらに小さく、この遮蔽板の取替えに要する時間が減少されることにより、スループットがさらに改善されるだろう。
【0022】
本発明によれば、リフトオフ法を用いて材料を蒸発によって基板に蒸着するための装置を提供することによって、これらやその他の目的が達成される。本発明のある実施形態では、当該装置は、円錐型ハウジングと、蒸発源と、1つ以上の周回軌道型ドーム状部材と、中央のドーム状部材と、均一性マスクと、1つ以上のウエハ受取り位置と、を有する。円錐型ハウジングは、ドーム型上部と、底部と、ドーム型上部から底部に向かって収束する側壁部とを有する。
蒸発源は、底部の近傍に位置し、かつ、ドーム型上部の中心点を通って延びる第1の軸と整列している。1つ以上の周回軌道型ドーム状部材は、蒸発源の上方にて、ドーム型上部の近傍かつドーム型上部の中心点を通って延びる第1の軸から一定半径、に位置される。1つ以上の周回軌道型ドーム状部材は、第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転する。中央のドーム状部材は、第1の軸と整列している中心点を有しており、第1の軸の周りを回転する。均一性マスクは、蒸発源と中央のドーム状部材との間に位置され、中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合される。1つ以上のウエハ受取り位置は、1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び中央のドーム状部材の内側に配置され、ウエハを受け取るために配置される。
【0023】
本発明の別の実施形態では、1つ以上のウエハ受取り位置は、蒸発源と実質的に直交している。
本発明のさらなる実施形態では、当該装置は、1つ以上の周回軌道型ドーム状部材及び中央のドーム状部材を、位置決めして第1の軸の周りに回転させる、支持構造をさらに備える。
【0024】
本発明のさらに別の実施形態では、当該装置は支持構造を備え、当該支持構造においては、1つ以上の周回軌道型ドーム状部材及び中央のドーム状部材を位置決めし、それによって、1つ以上の周回軌道型ドーム状部材と中央のドーム状部材とによって形成されるアーチは、第1の軸上に球体の中心を有し、かつ、蒸発源に位置する、球体の外周と一致する。
【0025】
本発明の別の実施形態では、当該装置は支持構造を備え、当該支持構造は、1つ以上の周回軌道型ドーム状部材をそれぞれの第2の軸の周りに回転させるための、駆動システムをさらに有する。
【0026】
また別の実施形態では、当該装置は、リフトオフ法を用いる蒸着装置である。蒸着装置は、蒸発源と、蒸発源を通る第1の軸の周りにおける回転のために取り付けられたスペースフレームと、蒸発源の上方にて、ドーム型上部の近傍かつドーム型上部の中心点を通って伸びる第1の軸から一定半径、に位置される1つ以上の周回軌道型ドーム状部材と、中央のドーム状部材と、均一性マスクと、1つ以上のウエハ受取り位置とを備える。1つ以上の周回軌道型ドーム状部材は、第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転する。中央のドーム状部材は、第1の軸と整列した中心点を有しており、第1の軸の周りを回転する。均一性マスクは、蒸発源と中央のドーム状部材との間に位置され、中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合される。1つ以上のウエハ受取り位置は、1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び中央のドーム状部材の内側に配置され、ウエハを受け取るために配置される。
【0027】
また、ウエハにリフトオフ法によるコーティングを効率よく形成する方法も開示される。ある実施形態では、当該方法は、ソースから材料を蒸発させるステップと、中央のドーム状部材を、該中央のドーム状部材の中心点及びソースを通る、第1の軸の周りに回転させるステップと、中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、第1の軸の周りに回転させ、周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及びソースを通る、第2の軸の周りに回転させるステップと、を含む。中央のドーム状部材は、第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、ソースと実質的に直交する表面を有する。周回軌道型ドーム状部材には、第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、ソースと実質的に直交する表面を有する。
【0028】
本発明の別の実施形態では、当該方法は、同時に、中央のドーム状部材及び周回軌道型ドーム状部材を第1の軸の周りに回転させ、周回軌道型ドーム状部材を第2の軸の周りに回転させるステップを含む。
【0029】
本発明のさらに別の実施形態では、当該方法は、材料を蒸発させるステップと、中央のドーム状部材及び周回軌道型ドーム状部材を、ドーム型上部と、底部と、ドーム型上部から底部に向かって収束する側壁部とを有する、円錐型ハウジングの内側で、回転させるステップとを含む。材料を蒸発させるステップは底部の近傍で実施され、中央のドーム状部材及び周回軌道型ドーム状部材を回転させるステップは、ドーム型上部の近傍で実施される。
【0030】
本発明による方法の別の実施形態では、ウエハにリフトオフ法によるコーティングを効率よく形成する方法が開示されている。当該方法は、ソースから材料を蒸発させるステップと、中央のドーム状部材を、該中央のドーム状部材の中心点及びソースを通る、第1の軸の周りに回転させるステップと、中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、第1の軸の周りに回転させ、周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及びソースを通る、第2の軸の周りに回転させるステップと、を含む。中央のドーム状部材は、第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、ソースと実質的に直交する表面を有する。周回軌道型ドーム状部材には、第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、ソースと実質的に直交する表面を有する。
【図面の簡単な説明】
【0031】
【図1】本発明の1つの実施形態における円錐型ハウジングの側面図である。
【図2】図1に示される実施形態の部分平面図である。
【図3】本発明の1つの実施形態における、中央のドーム状部材及び周回軌道型ドーム状部材の支持構造を示す斜視図である。
【図4】本発明の1つの実施形態における、円錐型ハウジング内での中央のドーム状部材と周回軌道型ドーム状部材との相対的な位置を示す平面図である。
【図5】従来技術によるシングルドーム装置におけるドームの平面図であって、蒸着から最大量の材料を補集するための構成を示す。
【図6】従来技術による3ドームの配置におけるドームの平面図である。
【図7】均一性マスクなしで使用される、従来技術による5ドームの配置におけるドームの平面図である。
【0032】
[好ましい実施形態の詳細な説明]
本発明の好ましい実施形態は、図1から図4に示される。図1は、本発明のプラネタリ(planetary)リフトオフ蒸着装置10の側面図である。電子ビーム蒸着は、真空で行われることが一般的である。装置10は、密閉された真空状態の円錐型ハウジング20と、蒸発源40と、中央のドーム状部材60と、1つ以上の周回軌道型(orbital)ドーム状部材80と、支持フレーム120(図3に示される)と、均一性マスク100とを備える。ハウジング20は、ドーム状上部22と、底部開口24と、側壁部26とを有する。側壁部26は、ドーム状上部22から底部開口24に向かって収束し、真空チャンバ12を規定する。蒸発源40は、底部開口24の近傍に位置し、第1の軸200に沿って配置される。第1の軸200は、ドーム状上部22の中心点21及び蒸発源40を通って延在している。
【0033】
中央のドーム状部材60は、第1の軸200と整列した中心点61を有する。中央のドーム状部材60は、ドーム状上部22の近傍に配置され、凹状の表面60aが蒸発源40に面し、かつ、蒸発源40の上方に配置されている。中央のドーム状部材60は、支持フレーム120(図示されていない)に回転可能に接続されており、中心点61及び第1の軸200を中心に回転する。
【0034】
1つ以上の周回軌道型ドーム状部材80は、ドーム状上部22の近傍に配置され、凹状の表面80aが蒸発源40に面し、かつ、蒸発源40の上方に配置されている。また、該1つ以上の周回軌道型ドーム状部材80は、第1の軸200および/またはドーム状上部22の中心点21から、一定半径の距離に配置されている。周回軌道型ドーム状部材80は、第1の軸200を中心に回転し、なおかつ、第2の軸210を中心に回転する。この第2の軸は、周回軌道型ドーム状部材80の中心点81及び蒸発源40を通って延在している。周回軌道型ドーム状部材80は、装置の作動中、第1の軸200及び第2の軸210について、同時に回転する。
【0035】
任意にかつ好ましくは、中央のドーム状部材60及び周回軌道型ドーム状部材80は、同じ長さの直径及び同じ凹面形状を有する。中央のドーム状部材60及び周回軌道型ドーム状部材80の凹面は、蒸発源40とドーム状部材60、80のそれぞれの中心点60a、80aとの距離に等しい半径を有する球体の表面と、実質的に等しい。
【0036】
均一性マスク100は、蒸発源40と中央のドーム状部材60との間に位置する。本実施例における均一性マスク100は、図1中の拡大上面図に示されるように、涙の滴形状である。均一性マスク100のヘッド101は、中央のドーム状部材60のほぼ中心に位置し、幅狭のテイル部102は、中央のドーム状部材60の周縁端部付近に位置する。その形状は、蒸着される材料、使用される電力、及び、中央のドーム状部材60と蒸発源40との間の距離、に応じて異なり得る。しかしながら、均一性マスク100の幅広の部分は、一般的には、常に中央のドーム状部材60の中心に向けられている一方で、幅狭の端部は、一般的には、常に周縁端部に向けられている。均一性マスク100は、中央のドーム状部材60のみと共に使用されるために操作可能に係合し、周回軌道型ドーム状部材80をマスクせず、かつ、周回軌道型ドーム状部材80に対する蒸発物質の蒸着に影響しない。周回軌道型ドーム状部材80は均一性マスクを必要としない。シングルドームシステムで使用される均一性マスクに比べて、均一性マスク100は相対的に小さいものであって、該均一性マスク100は、中央のドーム状部材60のコーティング厚及び均一性を、周回軌道型ドーム状部材80のコーティング厚及び均一性に一致させるためのみに必要である。これにより、収集効率及びスループットが改善される。
【0037】
また、図1には、遮断弁又は仕切り弁300が示されている。該遮断弁又は仕切り弁300は、蒸着真空チャンバ12と、蒸発源40を収容するための一対のソースカラー部310とに接続されている。
【0038】
ここで図2を参照すると、図1の実施形態における平面図が示されている。図からわかるように、ドーム状上部22は円形状を有しており、該円形状の部分は、ハウジング20の底部開口24に向かって収束する側壁部26を有する。
【0039】
図3は、支持フレーム120の斜視図である。支持フレーム120は、回転を伝達するために(図示されない)駆動要素に回転可能に接続されている第1の駆動軸122と、フレームハブ(frame hub)124とを備える。駆動軸延長部123は、その一方の端部において、第1の駆動軸122と、動作可能かつ回転可能な配置にて接続されている。駆動軸延長部123は、中心点60aにて中央のドーム状部材60に固定接続されている。複数の延長アーム126の近位アーム端126aは、ハブ124に取り付けられている。延長アーム126は、ハブ124を囲んで、互いに等間隔をあけて配置されている。第2の駆動軸128は、その一方の端部において、遠位アーム端126bの近傍に回転可能に接続されており、周回軌道型ドーム状部材80のうちの1つに、当該部材80の中心点80aにて、固定して取り付けられている。図からわかるように、中央のドーム状部材60及び周回軌道型ドーム状部材80は、それぞれ、複数のウエハ受取り位置140を有する。好ましくは、複数のウエハ受取り位置140のそれぞれは、その中にウエハを受け取るための開口である。好ましい実施形態においては、支持フレーム120は、第2の駆動軸128を用いて6つの周回軌道型又はプラネタリのドーム状部材80を支持する6つのアーム126を有し、駆動軸延長部123に支持される1つの中央のドーム状部材60を有する。駆動要素は、第1の駆動軸122に動作可能に接続され、第1の駆動軸122を矢印136に示されるように回転させる。これによって、周回軌道型ドーム状部材80は、惑星のような動作にて、第1の駆動軸122の第1の軸200の周りを回転し、それと同時に、駆動軸延長部123に接続された中央のドーム状部材60に回転動作を伝達する。また、駆動要素は、第2の駆動軸128に動作可能に接続されており、第2の駆動軸128を矢印138に示されるように回転させる。これによって、周回軌道型ドーム状部材80は、第2の駆動軸128の第2の軸210の周りを回転する。従って、周回軌道型ドーム状部材80は、第1の軸200の周りを回転しながら、同時に、第2の軸210の周りを回転する。
【0040】
中央のドーム状部材60及び周回軌道型ドーム状部材80はそれぞれ、蒸着材料でコートされることとなるウエハを受け取るための、1つ以上のウエハ受取り位置140を有する。ウエハ受取り位置140は、蒸発源40と略直交するウエハを位置付けるように構成されている。ウエハ受取り位置140は、開口または凹み、あるいは、ウエハを保持するために取り付けられたプラットフォームであってもよい。離脱可能な保持機構(図示されない)が、コーティング動作の間、ウエハを適切な位置に保持するが、これは従来技術において周知である。
【0041】
図4は、真空チャンバにおける支持フレーム及びドーム状部材の上部平面図である。説明を明確にするために、複数のドームホルダにおける主たる構成要素の構造的な関係をより理解する目的で、図が簡略化されている。本実施形態では、支持構造120は、ハブ124と6つの延長アーム126を有する。駆動軸延長部123(図示されていない)は、中央のドーム状部材60を支持する。また、遠位端126bの近傍にある第2の駆動軸128(図示されていない)は、それぞれ、6つの延長アーム126をそれぞれ動作可能に接続し、周回軌道型ドーム状部材80を支持する。ここで説明された構成は、円錐型ハウジング20のドーム状上部22の下方であるが近傍の真空チャンバ12内に位置されている。中央のドーム状部材60及び周回軌道型ドーム状部材80のそれぞれは、実質的に同じ寸法であって、6つの周回軌道型ドーム状部材80のいずれの間においても均一性マスクを用いないように、配置されている。均一性マスク100(図示されていない)は、シングルドームシステムで用いられるマスクよりも比較的小さいものであって、中央のドーム状部材60のコーティング表面と蒸発源40との間において用いられる。中央のドーム状部材60に必要な均一性マスク100は、典型的なシングルドームシステムのマスクよりも小さい。これはなぜなら、均一性マスク100がシングルドームシステムのマスクよりもはるかに小さいからだけではなく、中央のドーム状部材60の均一性マスク100は、当該ドームのコーティング厚を平均し、中心点80aにおける周回軌道型ドーム状部材80の厚み、及び、周回軌道型又はサテライト型ドーム状部材80におけるウエハの中心点あるいは中心線、と一致させる。
【0042】
比較のために、図5〜7は、従来技術によるドームシステムを示すが、それらすべてには箱型真空チャンバが用いられている。図5は、箱型真空チャンバにおけるシングルドームシステムを示す。図6は、箱型真空チャンバにおける3−ドームサテライトシステムを示す。斜線が付されたウエハ位置は、使用された場合、それぞれのドームにわたって均一なコーティング層をより均一に生成するために、いくつかの均一性マスクが必要であろうことに注意しなければならない。図7は、均一性マスクを必要としない箱型真空チャンバにおける5−ドームサテライトシステムを示す。
【0043】
ここで、コーティング効率の例を示す。第1の例は、シングルドームシステムのコーティング効率を示す。
例1
システムは、従来の分割型リフトオフドームシステムであって、カリフォルニア州リバーモアのフェローテック−テメスカル(Ferrotec−Temescal)から、42インチの大きさのシングルドームを用いるモデルFC4400として市販である。ウエハの大きさは、直径5.825インチであった。コーティング処理では、30.5度の蒸発角を有する30枚のウエハに分割されているTP8ドームを用いる。
【0044】
【表1】
【0045】
表1からわかるように、シングルドームシステムは、ウエハにおいてわずか19.08パーセントの収集率である。これは、蒸着材料の80.92パーセントがロスとなり、シングルドーム、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。
【0046】
例2
システムは、従来の非分割型単一軸を有するリフトオフドームシステムであるが、それでもなお蒸着において最大量の材料を収集するために、可能な限り大きな寸法で作製されたシステムである。図5は、そのようなシングルドームの図を示す。これは、53インチの大きさのドームを用いたモデルである。ウエハの大きさは、直径5.825インチであった。コーティング処理では、39.5度の蒸発角を有する60枚のウエハが用いられる。しかしながら、単一軸を有するドームの寸法は、人間工学的な製造観点から鑑みて実用的ではない。なぜなら、当該ドームは、真空チャンバからウエハが容易に取り除かれるようにするために、複数のセクションから構成されていることが一般的であるからである。これを達成するためには、ウエハにて収集される割合を比例して減少させながら、同時に、ウエハの合計処理数を60から50に減らすことが必要であろう。
【0047】
【表2】
【0048】
表2からわかるように、最も大きな寸法かつ最も効率の良い標準的な単一軸を有するドームでは、ウエハにおける収集率は27.32パーセントである。これは、蒸着材料の72.68パーセントがロスとなり、ドームの非ウエハ部分、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。これは均一性マスクを用いて実施されており、従来の寸法を有するシングルドームシステムに比べて、収集効率が改善されたことを示す。
【0049】
例3
図7は、5ドームを備える従来技術によるHULAシステムを示す。そのようなシステムの一例は、フェローテック−テメスカル(Ferrotec−Temescal)から、5つの周回軌道型ドーム状部材80を有する49インチの大きさのドームを用いるモデル番号HUHY−54として市販のシステムである。ウエハの大きさは、直径5.825インチであった。コーティング処理では、36.5度の蒸発角を有する5つの周回軌道型ドームにある30枚のウエハを用いる。
【0050】
【表3】
【0051】
表3は、ウエハにおける収集率が21パーセントであることを示しており、ウエハ処理数が30枚であるシングルドームシステムに比べて、従来技術のHULAシステムが有利であることを示している。これは、蒸着材料の79パーセントがロスとなり、サテライト型ドーム、遮蔽板、及び、箱型真空チャンバの壁に集積されたことを意味する。これは、表1におけるマスクを備え、ウエハが30枚である単一軸を有するドームに比べて、収集効率が16.18%改善されることを表している。前述したように、当該マスクによって約11%から12%の効率が奪われてしまう。マスクを取り除いて上述のように構成することで、マスクがあることで失われた分すべてが増加するだけでなく、さらに追加で3%から4%の増加が得られる。
【0052】
例4
本発明によるシステムの1つの実施形態には、従来のリフトオフHULAドームシステムであって、フェローテック−テメスカル(Ferrotec−Temescal)から、6つの周回軌道型ドーム状部材80と中央のドーム状部材60とを有する54インチの大きさのドームを用いるモデル番号HUHY−54として市販のシステムが含まれる。図4は、そのようなシステムの説明例である。ウエハの大きさは、直径5.825インチであった。コーティング処理では、36.5度の蒸発角を有する6つの周回軌道型ドームに加えて、1つの中央ドームと、42枚のウエハを用いる。
【0053】
【表4】
【0054】
表4からわかるように、本発明のシステムは、ウエハにおける収集率が29.95パーセントである。これは、蒸着材料の70.05パーセントのみがロスとなり、中央のドーム及びサテライトドーム、遮蔽板、及び、円錐型真空チャンバの壁に集積されたことを意味する。また、収集効率は、表2に示された大きな寸法のウエハが60枚である従来の単一軸を有するドームの例と比較して、合計のウエハ搭載量が42枚だけであるドームによって達成されることがわかる。これは、サテライトドーム用の均一性マスク及び中央ドーム用の比較的小さな均一性マスクを用いることなく実施される。これによって、シングルドームシステム及び従来の中央ドームを用いていない従来技術によるHULAシステムに比べて、収集効率がさらに改善されることが示される。金材料がより高い割合でウエハ上に蒸着されるため、1回の蒸着操作時間が短縮され、ゆえにスループットが改善される。より小さなかつ均一に形成された周回軌道型ウエハドーム及び中央のウエハドームは、 また、迅速な交換処理において、散在するウエハを装着(load)及び脱着(unload)するための自然なキャリア(carrier)として機能する。この人間工学的要因によって、装着/脱着サイクルの速度が速められ、オフラインとしたり、キャリアのスペアを用いて、真空ポンプダウン工程外でもドームを装着及び脱着することができる。さらには、ポンプダウンの時間が短縮され、これによってもスループットが改善される。スループットとは、所定の時間あたりのコーティングされたウエハの数をさす。
【0055】
収集効率と、材料、保管、及び処理に関連する費用とに加えて、円錐型ハウジングの体積が減少することで、従来技術のシステムによって実現されなかった利点が付加的にもたらされる。この利点には、さらにほかの有利な点が含まれる。その有利な点とは、円錐型チャンバは、ハイドロフォーム法によって製造されてもよく、それゆえ、該チャンバの全体的な製造コストは、厚く充分な補強がなされて溶接された立方体を製造するコストよりもはるかに少ないだろう。箱型チャンバと比べて、円錐型チャンバは、使用する材料が少なく、重量も軽く輸送しやすい。また、蒸着遮蔽板の洗浄、メンテナンス、取り替えにかかる費用が大幅に削減される。円錐型チャンバの形状によって、直径が当該円錐の上方の直径によって規定される小型のシリンダ内に、付属のポンプ、空気圧機器、及び、電子機器を一体的に備えることが可能となる。クライオポンプは、銃及び蒸着チャンバの熱源から離れて、上方に向けて取り付けることができる。その結果、クライオポンプは、当該チャンバの大半の体積より下方に位置し、この位置は、高伝導性ポンプの作用に好都合である。ポンプ作用の効率が改善されると、ポンプを大幅に小型化することができ、初期のシステム費用と長時間ポンプを作動するのに必要なエネルギーとを削減することができる。また、箱型コーティング体よりも、円錐型の設計における遮蔽板の寸法はさらに小さく、この遮蔽板の取替えに要する時間が減少されることにより、スループットがさらに改善される。
【0056】
本発明の好ましい実施形態を本明細書中で述べたが、上述の説明は単なる例示にすぎない。本明細書に開示された発明のさらなる変形は、関連する技術分野における当業者によってなされよう。また、そのような変形の全ては、添付の特許請求の範囲に定義された発明の範囲内であるとみなされる。
【特許請求の範囲】
【請求項1】
リフトオフ法を用いて、材料を蒸発によって基板に蒸着するための装置であって、該装置は、
ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングと、
前記底部の近傍に位置し、かつ、前記ドーム型上部の該中心点を通って延びる第1の軸と整列した、蒸発源と、
前記第1の軸と整列した中心点を有し、前記蒸発源の上方にて、前記ドーム型上部の近傍に位置する中央のドーム状部材であって、前記中心点の周りを回転する中央のドーム状部材と、
前記蒸発源の上方にて、前記ドーム型上部の近傍かつ前記ドーム型上部の前記中心点から一定半径、に位置する、1つ以上の周回軌道型ドーム状部材であって、該1つ以上のドーム状部材は前記第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転し、該1つ以上の周回軌道型ドーム状部材は、前記中央のドーム状部材と直径及び凹面が実質的に等しい、1つ以上の周回軌道型ドーム状部材と、
前記蒸発源と前記中央のドーム状部材との間に位置し、前記中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合する、均一性マスクと、
前記1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び前記中央のドーム状部材の内側に配置され、ウエハを受け取るための1つ以上のウエハ受取り位置と、を備える、装置。
【請求項2】
前記1つ以上のウエハ受取り位置は、前記蒸発源と実質的に直交することを特徴とする、請求項1に記載の装置。
【請求項3】
前記1つ以上の周回軌道型ドーム状部材及び前記中央のドーム状部材を、位置決めして前記第1の軸の周りに回転させる、支持構造をさらに備えることを特徴とする、請求項1に記載の装置。
【請求項4】
請求項3に記載の装置であって、前記支持構造は、前記1つ以上の周回軌道型ドーム状部材及び前記中央のドーム状部材を位置決めするものであり、前記1つ以上の周回軌道型ドーム状部材と前記中央のドーム状部材とによって形成される当該アーチは、前記第1の軸上に球体の中心を有し、かつ、前記蒸発源に位置する、球体の当該外周と一致することを特徴とする、請求項3に記載の装置。
【請求項5】
前記支持構造は、前記1つ以上の周回軌道型ドーム状部材をそれぞれの前記第2の軸の周りに回転させるための、駆動システムを有することを特徴とする、請求項3に記載の装置。
【請求項6】
前記1つ以上の周回軌道型ドーム状部材は、6つの周回軌道型ドーム状部材であることを特徴とする、請求項1に記載の装置。
【請求項7】
リフトオフ法を用いる蒸着装置であって、該装置は、
蒸発源と、
前記蒸発源を通る第1の軸の周りにおける回転のために取り付けられたスペースフレームと、
前記スペースフレームに取り付けられた中央のドーム状ウエハホルダであって、該中央のドーム状ウエハホルダの中心点が前記第1の軸と整列している、中央のドーム状ウエハホルダと、
前記第1の軸からオフセットする位置にて前記スペースフレームに取り付けられた周回軌道型ドーム状ウエハホルダであって、該周回軌道型ドーム状ウエハホルダの中心点及び前記蒸発源を通る第2の軸の周りを回転可能である、周回軌道型ドーム状ウエハホルダと、
前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダにある複数のウエハ位置であって、該複数のウエハ位置は、それぞれ、前記第1の軸及び前記第2の軸からオフセットしており、該複数のウエハ位置は、それぞれ、前記第1の軸及び前記第2の軸の周りを回転中に、前記ウエハ位置から前記蒸発源に延びる放射軸と実質的に直交する、該ウエハ位置に取り付けられたウエハの基板表面に配向されている、複数のウエハ位置と、を備えることを特徴とする、装置。
【請求項8】
請求項7に記載の装置であって、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングをさらに備え、前記円錐型ハウジングは、前記底部開口の近傍にある前記蒸発源と、前記スペースフレームと、前記ドーム型上部の近傍にある、前記中央のドーム状ウエハホルダと、前記周回軌道型ドーム状ウエハホルダと、を囲んでいることを特徴とする、装置。
【請求項9】
請求項7に記載の装置であって、前記スペースフレームは駆動システムを有し、該駆動システムは、前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダを前記第1の軸の周りに回転させ、また、前記周回軌道型ドーム状ウエハホルダを前記第2の軸の周りに回転させることを特徴とする、装置。
【請求項10】
請求項7に記載の装置であって、前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダは、前記蒸発源に関して一定半径を有することを特徴とする、装置。
【請求項11】
請求項7に記載の装置であって、前記複数のウエハ位置のそれぞれは、ウエハ受取り開口であることを特徴とする、装置。
【請求項12】
蒸発源と
1つ以上のウエハの位置決め用中央手段であって、該1つ以上のウエハのそれぞれにおける中心は、前記蒸発源から等距離にあり、前記位置決め用手段は、前記1つ以上のウエハを、前記蒸発源を通る第1の軸の周りに回転させる、位置決め用中央手段と、
前記位置決め用中央手段からオフセットしている、1つ以上のウエハの位置決め用周回軌道型手段であって、該位置決め用周回軌道型手段における前記1つ以上のウエハのそれぞれにおける中心は、前記蒸発源から等距離にあり、該位置決め用周回軌道型手段は、前記1つ以上のウエハを、前記蒸発源を通る第2の軸の周りに回転させる、位置決め用周回軌道型手段と、
前記位置決め用中央手段及び前記位置決め用周回軌道型手段を前記第1の軸の周りに回転させ、前記位置決め用周回軌道型手段を前記第2の軸の周りに回転させるための、回転手段とを備えることを特徴とする、リフトオフ法を用いる蒸着装置。
【請求項13】
前記位置決め用中央手段、前記位置決め用周回軌道型手段、及び前記回転手段は、前記1つ以上のウエハを、前記第1の軸及び前記第2の軸の周りに同時に回転させることを特徴とする、請求項に12記載の装置。
【請求項14】
請求項12に記載の装置であって、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングをさらに備え、前記円錐型ハウジングは、前記底部開口の近傍にある前記蒸発源と、前記ドーム型上部の近傍にある、前記位置決め用中央手段と、前記位置決め用周回軌道型手段と、前記回転手段と、を囲んでいることを特徴とする、装置。
【請求項15】
前記周回軌道型手段は、6つの周回軌道型ドーム状部材を備えることを特徴とする、請求項12に記載の装置。
【請求項16】
前記中央手段は、1つの中央のドーム状部材を備えることを特徴とする、請求項12に記載の装置。
【請求項17】
ウエハにリフトオフ法によるコーティングを効率よく形成する方法であって、該方法は、
ソースから材料を蒸発させるステップと、
前記ソースから間隔が空けられている中央のドーム状部材を、該中央のドーム状部材の中心点及び前記ソースを通る、第1の軸の周りに回転させるステップであって、該中央のドーム状部材には、前記第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、前記ソースと実質的に直交する表面を有している、ステップと、
前記中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、前記第1の軸の周りに回転させ、前記周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及び前記ソースを通る、第2の軸の周りに回転させるステップであって、該周回軌道型ドーム状部材には、前記第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、前記ソースと実質的に直交する表面を有しており、前記中央のドーム状部材及び前記周回軌道型ドーム状部材は、前記第1の軸上に球体の中心を有し、かつ、前記蒸発源に位置する、球体の当該外周と一致する、ステップと、
を含むことを特徴とする、方法。
【請求項18】
前記中央のドーム状部材及び前記周回軌道型ドーム状部材を前記第1の軸の周りに回転させることと、前記周回軌道型ドーム状部材を前記第2の軸の周りに回転させることとが、同時に起こることを特徴とする、請求項17に記載の方法。
【請求項19】
請求項17に記載の方法であって、該方法は、前記材料を蒸発させるステップと、前記中央のドーム状部材及び前記周回軌道型ドーム状部材を、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングの内側で回転させるステップとを実施することをさらに含み、
前記材料を蒸発させるステップは前記底部開口の近傍で実施され、前記中央のドーム状部材及び前記周回軌道型ドーム状部材を回転させるステップは、前記ドーム型上部の近傍で実施されることを特徴とする、方法。
【請求項1】
リフトオフ法を用いて、材料を蒸発によって基板に蒸着するための装置であって、該装置は、
ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングと、
前記底部の近傍に位置し、かつ、前記ドーム型上部の該中心点を通って延びる第1の軸と整列した、蒸発源と、
前記第1の軸と整列した中心点を有し、前記蒸発源の上方にて、前記ドーム型上部の近傍に位置する中央のドーム状部材であって、前記中心点の周りを回転する中央のドーム状部材と、
前記蒸発源の上方にて、前記ドーム型上部の近傍かつ前記ドーム型上部の前記中心点から一定半径、に位置する、1つ以上の周回軌道型ドーム状部材であって、該1つ以上のドーム状部材は前記第1の軸の周りを回転すると同時に、該周回軌道型ドーム状部材のそれぞれは、当該周回軌道型ドーム状部材の中心点を通って延びる第2の軸の周りを回転し、該1つ以上の周回軌道型ドーム状部材は、前記中央のドーム状部材と直径及び凹面が実質的に等しい、1つ以上の周回軌道型ドーム状部材と、
前記蒸発源と前記中央のドーム状部材との間に位置し、前記中央のドーム状部材と共に使用されるためだけに、該中央のドーム状部材に動作可能に係合する、均一性マスクと、
前記1つ以上の周回軌道型ドーム状部材のそれぞれの内側及び前記中央のドーム状部材の内側に配置され、ウエハを受け取るための1つ以上のウエハ受取り位置と、を備える、装置。
【請求項2】
前記1つ以上のウエハ受取り位置は、前記蒸発源と実質的に直交することを特徴とする、請求項1に記載の装置。
【請求項3】
前記1つ以上の周回軌道型ドーム状部材及び前記中央のドーム状部材を、位置決めして前記第1の軸の周りに回転させる、支持構造をさらに備えることを特徴とする、請求項1に記載の装置。
【請求項4】
請求項3に記載の装置であって、前記支持構造は、前記1つ以上の周回軌道型ドーム状部材及び前記中央のドーム状部材を位置決めするものであり、前記1つ以上の周回軌道型ドーム状部材と前記中央のドーム状部材とによって形成される当該アーチは、前記第1の軸上に球体の中心を有し、かつ、前記蒸発源に位置する、球体の当該外周と一致することを特徴とする、請求項3に記載の装置。
【請求項5】
前記支持構造は、前記1つ以上の周回軌道型ドーム状部材をそれぞれの前記第2の軸の周りに回転させるための、駆動システムを有することを特徴とする、請求項3に記載の装置。
【請求項6】
前記1つ以上の周回軌道型ドーム状部材は、6つの周回軌道型ドーム状部材であることを特徴とする、請求項1に記載の装置。
【請求項7】
リフトオフ法を用いる蒸着装置であって、該装置は、
蒸発源と、
前記蒸発源を通る第1の軸の周りにおける回転のために取り付けられたスペースフレームと、
前記スペースフレームに取り付けられた中央のドーム状ウエハホルダであって、該中央のドーム状ウエハホルダの中心点が前記第1の軸と整列している、中央のドーム状ウエハホルダと、
前記第1の軸からオフセットする位置にて前記スペースフレームに取り付けられた周回軌道型ドーム状ウエハホルダであって、該周回軌道型ドーム状ウエハホルダの中心点及び前記蒸発源を通る第2の軸の周りを回転可能である、周回軌道型ドーム状ウエハホルダと、
前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダにある複数のウエハ位置であって、該複数のウエハ位置は、それぞれ、前記第1の軸及び前記第2の軸からオフセットしており、該複数のウエハ位置は、それぞれ、前記第1の軸及び前記第2の軸の周りを回転中に、前記ウエハ位置から前記蒸発源に延びる放射軸と実質的に直交する、該ウエハ位置に取り付けられたウエハの基板表面に配向されている、複数のウエハ位置と、を備えることを特徴とする、装置。
【請求項8】
請求項7に記載の装置であって、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングをさらに備え、前記円錐型ハウジングは、前記底部開口の近傍にある前記蒸発源と、前記スペースフレームと、前記ドーム型上部の近傍にある、前記中央のドーム状ウエハホルダと、前記周回軌道型ドーム状ウエハホルダと、を囲んでいることを特徴とする、装置。
【請求項9】
請求項7に記載の装置であって、前記スペースフレームは駆動システムを有し、該駆動システムは、前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダを前記第1の軸の周りに回転させ、また、前記周回軌道型ドーム状ウエハホルダを前記第2の軸の周りに回転させることを特徴とする、装置。
【請求項10】
請求項7に記載の装置であって、前記中央のドーム状ウエハホルダ及び前記周回軌道型ドーム状ウエハホルダは、前記蒸発源に関して一定半径を有することを特徴とする、装置。
【請求項11】
請求項7に記載の装置であって、前記複数のウエハ位置のそれぞれは、ウエハ受取り開口であることを特徴とする、装置。
【請求項12】
蒸発源と
1つ以上のウエハの位置決め用中央手段であって、該1つ以上のウエハのそれぞれにおける中心は、前記蒸発源から等距離にあり、前記位置決め用手段は、前記1つ以上のウエハを、前記蒸発源を通る第1の軸の周りに回転させる、位置決め用中央手段と、
前記位置決め用中央手段からオフセットしている、1つ以上のウエハの位置決め用周回軌道型手段であって、該位置決め用周回軌道型手段における前記1つ以上のウエハのそれぞれにおける中心は、前記蒸発源から等距離にあり、該位置決め用周回軌道型手段は、前記1つ以上のウエハを、前記蒸発源を通る第2の軸の周りに回転させる、位置決め用周回軌道型手段と、
前記位置決め用中央手段及び前記位置決め用周回軌道型手段を前記第1の軸の周りに回転させ、前記位置決め用周回軌道型手段を前記第2の軸の周りに回転させるための、回転手段とを備えることを特徴とする、リフトオフ法を用いる蒸着装置。
【請求項13】
前記位置決め用中央手段、前記位置決め用周回軌道型手段、及び前記回転手段は、前記1つ以上のウエハを、前記第1の軸及び前記第2の軸の周りに同時に回転させることを特徴とする、請求項に12記載の装置。
【請求項14】
請求項12に記載の装置であって、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングをさらに備え、前記円錐型ハウジングは、前記底部開口の近傍にある前記蒸発源と、前記ドーム型上部の近傍にある、前記位置決め用中央手段と、前記位置決め用周回軌道型手段と、前記回転手段と、を囲んでいることを特徴とする、装置。
【請求項15】
前記周回軌道型手段は、6つの周回軌道型ドーム状部材を備えることを特徴とする、請求項12に記載の装置。
【請求項16】
前記中央手段は、1つの中央のドーム状部材を備えることを特徴とする、請求項12に記載の装置。
【請求項17】
ウエハにリフトオフ法によるコーティングを効率よく形成する方法であって、該方法は、
ソースから材料を蒸発させるステップと、
前記ソースから間隔が空けられている中央のドーム状部材を、該中央のドーム状部材の中心点及び前記ソースを通る、第1の軸の周りに回転させるステップであって、該中央のドーム状部材には、前記第1の軸からオフセットしているウエハが取り付けられており、該中央のドーム状部材は、前記ソースと実質的に直交する表面を有している、ステップと、
前記中央のドーム状部材からオフセットしている周回軌道型ドーム状部材を、前記第1の軸の周りに回転させ、前記周回軌道型ドーム状部材を、該周回軌道型ドーム状部材の中心点及び前記ソースを通る、第2の軸の周りに回転させるステップであって、該周回軌道型ドーム状部材には、前記第1の軸からオフセットしているウエハが取り付けられており、該周回軌道型ドーム状部材は、前記ソースと実質的に直交する表面を有しており、前記中央のドーム状部材及び前記周回軌道型ドーム状部材は、前記第1の軸上に球体の中心を有し、かつ、前記蒸発源に位置する、球体の当該外周と一致する、ステップと、
を含むことを特徴とする、方法。
【請求項18】
前記中央のドーム状部材及び前記周回軌道型ドーム状部材を前記第1の軸の周りに回転させることと、前記周回軌道型ドーム状部材を前記第2の軸の周りに回転させることとが、同時に起こることを特徴とする、請求項17に記載の方法。
【請求項19】
請求項17に記載の方法であって、該方法は、前記材料を蒸発させるステップと、前記中央のドーム状部材及び前記周回軌道型ドーム状部材を、ドーム型上部と、底部開口と、前記ドーム型上部から前記底部開口に向かって収束する側壁部とを有する、円錐型ハウジングの内側で回転させるステップとを実施することをさらに含み、
前記材料を蒸発させるステップは前記底部開口の近傍で実施され、前記中央のドーム状部材及び前記周回軌道型ドーム状部材を回転させるステップは、前記ドーム型上部の近傍で実施されることを特徴とする、方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2012−525503(P2012−525503A)
【公表日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2012−508539(P2012−508539)
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/US2010/031986
【国際公開番号】WO2010/129180
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(503093316)フェローテック(ユーエスエー)コーポレイション (4)
【Fターム(参考)】
【公表日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/US2010/031986
【国際公開番号】WO2010/129180
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(503093316)フェローテック(ユーエスエー)コーポレイション (4)
【Fターム(参考)】
[ Back to top ]