
再利用樹脂製板材の製造方法
【課題】気泡の混入を防止することができる再利用樹脂製板材の製造方法を提供する。
【解決手段】回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法は、Tダイ2から板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロール21,22の間を通過させることにより厚さを調整し、厚さの調整を行う2本のロールに至る直前における溶融樹脂の上面に、溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い溶融樹脂のたまりを形成し維持させるものである。
【解決手段】回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法は、Tダイ2から板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロール21,22の間を通過させることにより厚さを調整し、厚さの調整を行う2本のロールに至る直前における溶融樹脂の上面に、溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い溶融樹脂のたまりを形成し維持させるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、再商品化義務がある容器包装における容器包装リサイクル法に規定されるその他のプラスチック製容器包装を原料とする板材の製造に適する製造方法に関する。
【背景技術】
【0002】
容器包装廃棄物をリサイクルすることにより資源の有効活用を図る目的で、金属、ガラス、紙およびプラスチックの包装容器を対象とする容器リサイクル法が、平成12年4月に本格施行された。容器リサイクル法では、これらの対象材料のうちプラスチックについて、PETボトルとその他のプラスチック製容器包装とに分けられている。
その他のプラスチック製容器包装には、ポリプロピレンテレフタレート(PET)を除くポリエチレン(PE)、ポリプロピレン(PP)およびポリスチレン(PS)等の樹脂が含まれる。回収されたこれらの樹脂による容器の一部は、破砕、洗浄、比重による選別および乾燥等が行われ、単独のそれぞれの樹脂としてまたはポリエチレンおよびポリプロピレンの混合物として再商品化される(例えば非特許文献1)。
【0003】
出願人は、その他のプラスチック製容器包装として回収、選別され、熱と圧力とにより減容固化(非特許文献2)されてペレット状となったポリエチレンおよびポリプロピレンの混合物(以下「容リプラスチック」という)を原料とし、これを押出機により溶融させTダイより流出させることにより板材(ボード)の製造を試みた。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】インターネット、URL:http://www.jcpra.or.jp/recycle/recycling/recycling13/pla_4.html、材料リサイクル製品(再商品化製品利用製品)
【非特許文献2】インターネット、URL:http://www.meti.go.jp/policy/recycle/main/admin_info/committee/k/05/k05_02.pdf、プラ再商品化に関する環境負荷等検討委員会中間報告、財団法人日本容器包装リサイクル協会、プラ再商品化に関する環境負荷等検討委員会
【発明の概要】
【発明が解決しようとする課題】
【0005】
減容固化ペレットは、モノマーを重合させて得られたバージンペレットのように密なものではなく、多くの空隙を含んでいる。また、容器化時に加えられた熱により高分子成分が分解して生ずる低沸点成分を含有する可能性がある。そのため押出機内の溶融樹脂内に気泡が混在してTダイから流出され冷却されたボード状物内に気泡が残留することにより、製品板材の強度が低下するという問題が発生した。
【0006】
本発明は、上述の問題に鑑みてなされたもので、気泡の混入を防止することができる再利用樹脂製板材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る再利用樹脂製板材の製造方法は、回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法であって、前記Tダイから板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロールの間を通過させることにより厚さを調整し、前記厚さの調整を行う2本の前記ロールに至る直前における前記溶融樹脂の上面に、前記溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い前記溶融樹脂のたまりを形成し維持させる。
【0008】
前記樹脂だまりの維持は、前記Tダイのリップ長手方向における中央部分の温度を他の部分よりも高くすることにより行う。
前記樹脂だまりの維持を、前記2本の回転するロールの回転数を調整することにより行うこともできる。
上記「回収された樹脂」とは、例えば容器リサイクル法で定める「その他のプラスチック製容器包装」のような、一度使用された後に再利用目的で回収された樹脂をいう。
【0009】
なお、「回収された樹脂」は、単に回収されただけではなく、ある程度樹脂の種類ごとに選別され、減容化処理等がなされたものである。
【発明の効果】
【0010】
本発明によると、気泡の混入を防止することができる再利用樹脂製板材の製造方法を提供することができる。
【図面の簡単な説明】
【0011】
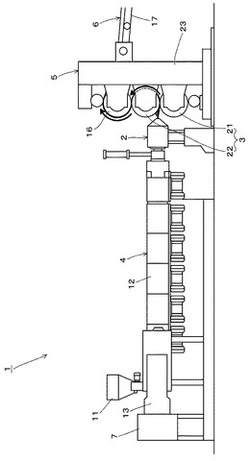
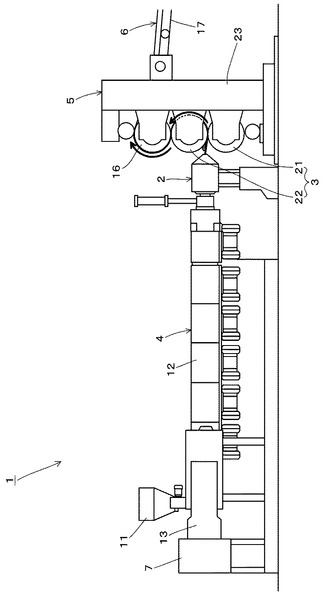
【図1】図1は再利用樹脂製板材の製造装置の概略図である。
【図2】図2は製造装置のTダイおよびピンチロール近傍の平面部分断面図である。
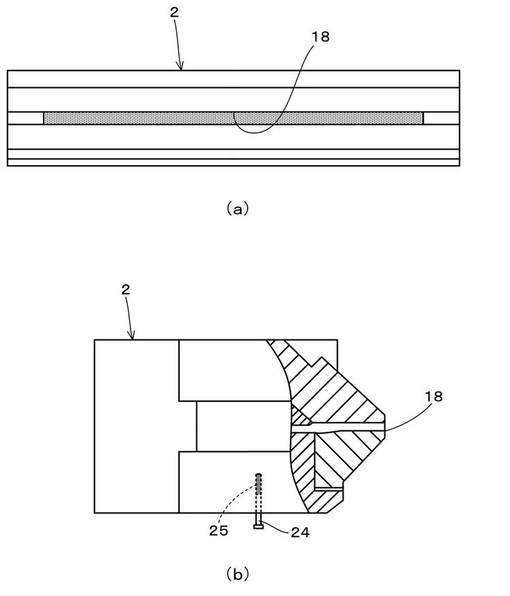
【図3】図3はTダイの概略図である。
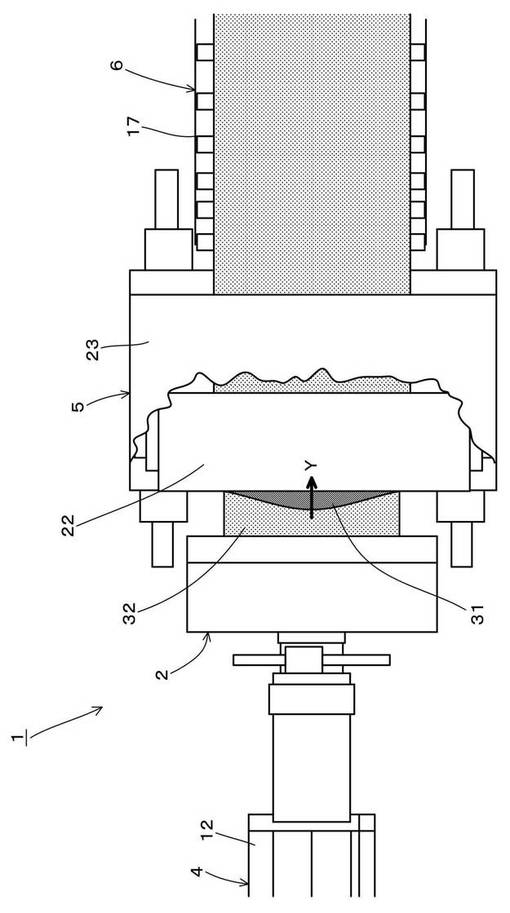
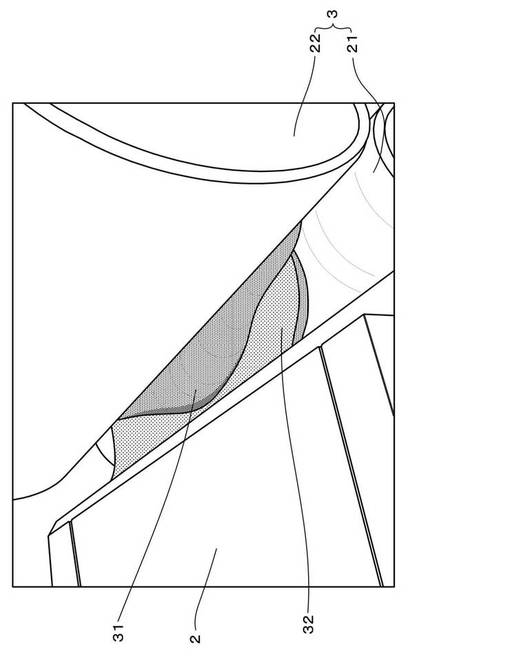
【図4】図4はピンチロール手前の溶融樹脂の様子を示す図である。
【図5】図5は樹脂だまりの大きさを説明する図である。
【図6】図6は再利用樹脂製板材の断面を示す図である。
【図7】図7は樹脂だまりを維持したときのリップ長手方向における温度制御点と制御温度との関係を示す図である。
【発明を実施するための形態】
【0012】
図1は再利用樹脂製板材の製造装置1の概略図、図2は製造装置1のTダイ2およびピンチロール3近傍の平面部分断面図、図3はTダイ2の概略図、図4はピンチロール3手前の溶融樹脂の様子を示す図である。図3において(a)は正面図、(b)は側面部分断面図である。
再利用樹脂製板材の製造装置1は、押出機4、Tダイ2、板厚調整装置5、冷却装置6、引っ張り装置および切断装置からなる。
【0013】
押出機4は単軸の押出機であり、ホッパー11、本体12、スクリュー駆動装置13および温度制御装置等で構成される。
ホッパー11は、容リプラスチックを本体12に供給するためのものである。
本体12は、シリンダ、スクリューおよび加熱ヒーター等からなる。シリンダ内を回転するスクリューには、原料を供給側から流出側に送り出す螺旋状の羽根が設けられている。スクリューは、流出側に向かう程シリンダ内面との空間体積が小さい。
【0014】
加熱ヒーターは、シリンダを外周から加熱して、容リプラスチックの溶融を促進させるためのものである。加熱ヒーターとして鋳込みヒーターが使用されている。
スクリュー駆動装置13は、駆動モーターおよび減速機からなり、駆動モーターの回転数は、減速機によりスクリューに適する回転数に減速される。
温度制御装置は、加熱ヒーターへの電力の供給を調整することにより、シリンダ内の温度を一定の範囲に維持する。また、温度制御装置は、後述するTダイ2に組み入れられた加熱ヒーターへの電力の供給も制御し、Tダイ2の温度調整を行う。温度制御装置は、シリンダの回転数制御装置とともに制御盤7に組み入れられている。
【0015】
なお、通常は押出機にはその流出側の端に異物除去用のフィルターが取り付けられるが、原料が容リプラスチックであり目詰まりし易いことから、押出機4にはフィルターを取り外したブレーカープレートのみが装着される。
Tダイ2は、溶融された樹脂を流出させるための細長い矩形のリップ18を有する金型であり、押出機4の流出側に連結される。Tダイ2は、流出する板状の溶融樹脂の厚さ調整等を行う板厚調整装置5までの距離を短縮できるように(板厚調整装置5をTダイ2に近づけられるように)、リップ18側の側面視形状が略三角形(先細り)である(図3(b)参照)。
【0016】
Tダイ2には、容リプラスチックの溶融状体を維持させるための加熱ヒーターを備える。Tダイ2は、押出機4で溶融された容リプラスチックをシート状(板状)に流出させる。Tダイ2には、リップ18の長手方向に沿ってリップ18の間隔を調整するための複数のリップ調整ボルトが設けられている(図2,3においてリップ調整ボルトの記載を省略した)。
【0017】
板厚調整装置5は、いずれの回転軸も水平であり外観が円柱である、ピンチロール3、トップロール16、ロール駆動装置およびロール冷却装置等で形成される。
ピンチロール3は、それぞれの軸心(回転軸)が平行にかつ垂直方向に並びその外径が同一である、下方に配された下増幅ロール21およびその上方の上増幅ロール22からなる。
【0018】
下増幅ロール21は、上増幅ロール22との間隔が調整できるように垂直方向の移動が可能である。下増幅ロール21は、上下動が不能にフレーム23に支持されている。
トップロール16は、その軸心を上増幅ロール22の軸心の垂直方向として上増幅ロール22の上方に配されている。トップロール16の外径は、下増幅ロール21および上増幅ロール22と同一である。トップロール16は、上増幅ロール22との間隔が調整できるように垂直方向の移動が可能である。
【0019】
ロール駆動装置は、上増幅ロール22を回転させるためのものである。ロール駆動装置は、上増幅ロール22を任意の回転数に維持するための回転制御装置を備える。
ロール冷却装置は、ピンチロール3およびトップロール16を冷却するためのものである。ロール冷却装置は、水槽、循環用ポンプおよび水温調整装置からなる。
循環用ポンプは、水槽内の水を下増幅ロール21、上増幅ロール22およびトップロール16の内部に供給する。下増幅ロール21、上増幅ロール22およびトップロール16への水のそれぞれの流路には電磁弁が取り付けられ、下増幅ロール21、上増幅ロール22およびトップロール16の計測される各温度とそれぞれの設定温度との差に応じて、各電磁弁の開閉が水温調整装置により制御される。水温調整装置は、水槽内の水の温度も調整し、水槽には加熱用のヒーターおよび冷却用のコイルが設けられている。
【0020】
板厚調整装置5は、ピンチロール3をTダイ2に対向させて配置される。この配置において、ピンチロール3は、図1の右側から水平方向に見たとき、上増幅ロール22の下方端(周面の最下方の母線)がTダイ2のリップ18を隠す高さに設定される。このように設定することにより、Tダイ2から押し出される板状の溶融樹脂(容リプラスチック)は、斜め下方に移動してピンチロール3を通過する。
【0021】
冷却装置6は、全体として長さが10m前後のロールコンベアの形態を有する。冷却装置6は、板厚調整装置5を挟んでTダイ2の反対側にかつ板厚調整装置5のすぐ近くに配されている。冷却装置6のロールコンベア状部分17は、板厚調整装置5が最も高く板厚調整装置5から離れるに伴い低くなるように傾斜する。冷却装置6は、ロールコンベア状部分17の下方に、ロールコンベア状部分17を移動する板材の冷却を担う、その長手方向に沿って並ぶ複数の送風機を備える。
【0022】
引っ張り装置は、冷却装置6のロールコンベア状部分17の下流側に配され、移動する板材の上下をロールで挟んで引っ張り、板厚調整装置5および冷却装置6における板材の移動を補助するためのものである。
切断装置は、引っ張り装置から送り出された連続する板材を所定の長さに切断するものである。
【0023】
次に、製造装置1により再利用樹脂製板材を製造する方法について説明する。
はじめに、押出機4のシリンダおよびTダイ2が操作温度にまで予熱される。また、ピンチロール3およびトップロール16の温度が調整される。
再利用樹脂製板材の製造に使用される容リプラスチックは、「その他のプラスチック製容器包装」として回収された樹脂を、ポリエチレン(PE)およびポリプロピレン(PP)を合わせた割合が90%以上となるように選別し、減容固化によりペレット化されたものである。容リプラスチックにおけるポリエチレンとポリプロピレンとの比は、2:3〜3:2の範囲である。ポリエチレンおよびポリプロピレンの割合が高い点で、いわゆる容リプラスチックのベール(圧縮梱包品)と異なる。使用される容リプラスチックのメルトインデックス(MFR)は規格値が2.5以上であり、通常は3.6〜3.8である。
【0024】
押出機4のシリンダ、Tダイ2、ピンチロール3およびトップロール16が設定温度に達したら、ホッパー11に容リプラスチックが投入され、再利用樹脂製板材の製造が開始される。
Tダイ2のリップ18から板状に押し出された溶融した容リプラスチックは、ピンチロール3の下増幅ロール21と上増幅ロール22との間を通され、上増幅ロール22を半周して上増幅ロール22とトップロール16との間を通される。板状の容リプラスチックは、トップロール16を半周してローラーコンベア状の冷却装置6に送られる。
【0025】
Tダイ2のリップ18は、その開口幅が、リップ調整ボルトにより再利用樹脂製板材の板厚に調整されることなく、長手方向の全域に渡り略同一(40mm)である。製造される再利用樹脂製板材は、下増幅ロール21と上増幅ロール22との間隔を調整することにより、ピンチロール3通過後に設定板厚(2〜12mm)となる。
Tダイ2からの溶融した容リプラスチックの押し出しが始まったしばらくの間は、Tダイ2からの押出量とピンチロール3を通過する量とがバランスするように、上増幅ロール22の回転数が調整される。
【0026】
押出機4のシリンダ、Tダイ2、ピンチロール3、トップロール16の温度、およびTダイ2から押し出される板状の容リプラスチックの状態が安定したら、短時間、下増幅ロール21および上増幅ロール22の回転数を低下させ、図4に示されるような樹脂だまり31を板状の容リプラスチックの上面に形成させる。
ピンチロール3は、Tダイ2のリップ18に対して若干下方に位置し、リップ18から押し出される板状の容リプラスチックは、下増幅ロール21と上増幅ロール22との間を通過し、上増幅ロール22を半周してトップロール16により移動方向が反転される。この過程において、板状の容リプラスチックは、引っ張り装置からの張力によって、下増幅ロール21側に比べて周回する上増幅ロール22側により強く引っ張られる。
【0027】
そのため、ピンチロール3(下増幅ロール21および上増幅ロール22)の回転数が低下したことにより生じた、ピンチロール3通過樹脂量とTダイ2からの溶融樹脂押出量との差に起因するピンチロール3の直前の樹脂だまり31は、板状の容リプラスチック32の下面に比べ上面に生じ易い。
Tダイ2から押し出された板状の容リプラスチック32を、ピンチロール3に向けて斜め下方に移動させることにより、より確実に上面に樹脂だまり31を形成させることができる。
【0028】
樹脂だまり31が適切な大きさになったら、上増幅ロール22の回転数を元に戻し、樹脂だまり31の大きさを維持させる。
トップロール16で移動方向が反転された板状の容リプラスチックは、下流側の引っ張り装置に引っ張られて冷却装置6を移動し、移動途中で送風機により冷やされる。固化し引っ張り装置を通過した板状の容リプラスチックは、切断装置により所定の長さに切断されて、製品である再利用樹脂製板材となる。
【0029】
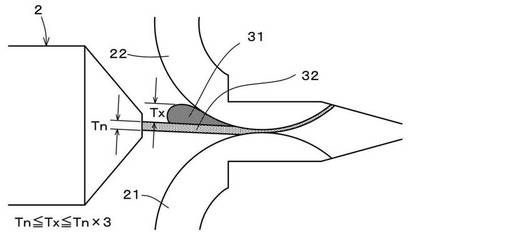
さて、再利用樹脂製板材の製造中にピンチロール3直前で維持される樹脂だまり31は、板状の容リプラスチックの幅方向中央で幅方向に直交する2方向(板状の容リプラスチック表面に直交する方向および容リプラスチックの移動方向(図2の矢印Y))の厚さ(高さ、幅)が最大であり、幅方向の端に近づくにつれて2方向の厚さがいずれも小さくなる。この樹脂だまり31の適切な大きさは、容リプラスチック表面に直交する方向の最大厚さTxが、Tダイ2から押し出された板状の容リプラスチック32の厚さTnの1〜3倍(Tn≦Tx≦Tn×3)である(図5参照)。
【0030】
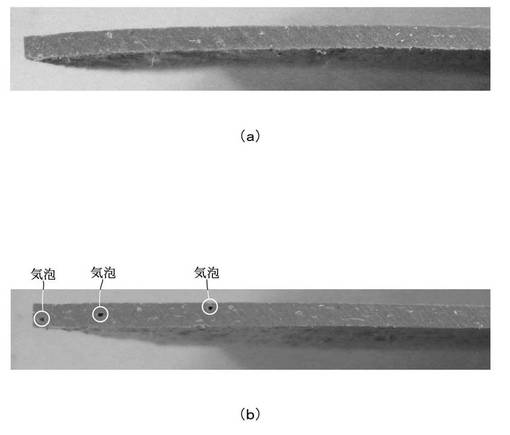
再利用樹脂製板材の製造時に樹脂だまり31を維持するため、Tダイ2の温度は、リップ18の長手方向中央が高く端側が低くなるように設定される。
図6は再利用樹脂製板材の断面を示す図である。図6において(a)は樹脂だまり31を形成して製造された再利用樹脂製板材、(b)は樹脂だまり31を形成しないで製造された再利用樹脂製板材である。図6から判るように、樹脂だまり31を形成しない場合に見られた再利用樹脂製板材への気泡の混入が、樹脂だまり31を形成することにより防止される。再利用樹脂製板材への気泡の混入が生じ難いのは、減容固化されたペレットの空隙に由来するTダイ2押出直後の溶融樹脂内の気泡が、樹脂だまり31内で結合して大きくなり、ピンチロール3による板厚調整のためのプレス(圧力)で除去され易くなるものと推測される。
【0031】
また、再利用樹脂製板材は、従来、減容固化ペレットに微量に含まれるアルミニウム等の蒸着成分の表面への露出が不可避であった。上記製造方法では、再利用樹脂製板材の板厚は、リップ18の開度ではなく下増幅ロール21と上増幅ロール22との間隔により調整され、このとき各ロール21,22間を通過する容リプラスチックには、一気に板厚調整を可能とする強いプレス力が加わる。そのため、容リプラスチックに含まれる蒸着成分は、極微細な粒子状になって表面への露出を妨げられまたは表面に露出しても目立たなくなるため、再利用樹脂製板材の外観が損なわれることが防止される。
【0032】
ピンチロール3手前に樹脂だまり31を形成させる製造方法は、再利用樹脂製板材に気泡の混入がない。そのため、気泡の混入、および気泡を原因とする強度低下防止等のための添加剤等を加えることなく、再利用樹脂製板材は樹脂本来の強度が発揮される。
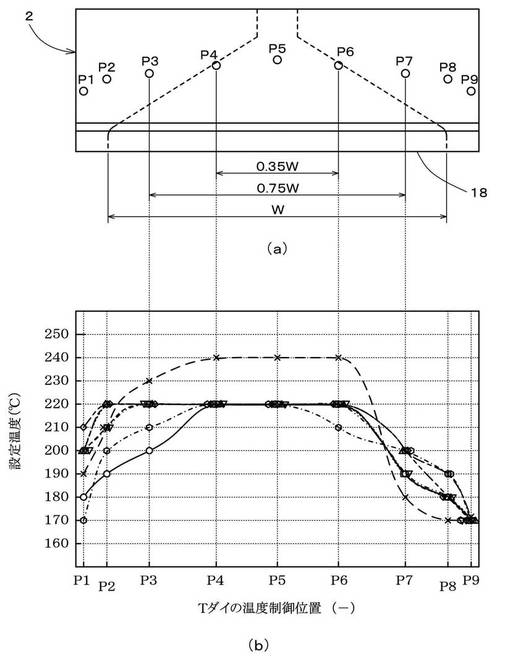
図7は再利用樹脂製板材の製造において樹脂だまり31を維持したときのTダイ2のリップ18長手方向における温度計24の位置P1〜P9と制御温度との関係を示す図である。図7(a)における温度制御のための温度計24の並びP1〜P9は、Tダイ2を下から見たときのものである。また、Tダイ2の厚さ方向(図3での上下方向)における温度計24の感温部25の位置は、溶融樹脂の流路と下端面との略中間部分である(図3(b)参照)。
【0033】
図7の結果は、気泡を含まない再利用樹脂製板材を意図し樹脂だまり31が維持されるように設定された、Tダイ2の温度制御位置とその温度である。すなわち、図7のように温度制御されない場合、リップ18から押し出された容リプラスチックの幅方向中央に樹脂だまり31を維持することが困難であった。
図7から、Tダイ2における、リップ18の長さWに対し、リップ18長手方向中央を中心とするリップ18長手方向の0.35W〜0.7Wの範囲の温度を、これ以外のリップ18長手方向端側の温度よりも高く設定することにより、容リプラスチックの幅方向中央に樹脂だまり31を維持できることがわかる。
【0034】
これは、リップ18長手方向中央を中心としてその長手方向両側の一定の範囲の温度が高くなり、Tダイ2内の該当場所を通過する溶融樹脂の粘性が低下して、リップ18の長手方向端側に比べてより多くの溶融樹脂が押し出されることによる。
容リプラスチックは、バージン樹脂に比べて性状が安定せずバラツキが大きい。そのため時間経過とともに溶融樹脂の粘性が変化し易く押出量もそれに伴い変化する。再利用樹脂製板材の製造においては、樹脂だまり31を適切な大きさに維持するため、樹脂だまり31の状態を観察しながらTダイ2の各設定温度が変更され、または下増幅ロール21および上増幅ロール22の回転数が変更される。より具体的には、樹脂だまり31が小さくなったときにはTダイ2の各設定温度を高め、または下増幅ロール21および上増幅ロール22の回転数を低下させる。Tダイ2の各設定温度の変更ならびに下増幅ロール21および上増幅ロール22の回転数の変更を一緒に行ってもよい。
【0035】
Tダイ2のリップ18は、リップ調整ボルトによる押し引きによりその長手方向の各部分でその幅が変えられる。したがって、リップ18から押し出された容リプラスチックの幅方向中央に樹脂だまり31を形成し維持するために、リップ18の長手方向中央部分のリップ18幅を大きくする方策が採り得る。
ただし、リップ調整ボルトの押し引きによる樹脂だまり31の調整では、樹脂だまり31の状態を観察しながら複数のリップ調整ボルトの押し引きを試みなければならず、作業性および安全性の点で上記したTダイ2の各位置における温度制御の方が優れる。
【0036】
上述の実施形態において、押出機4、Tダイ2、板厚調整装置5、冷却装置6、引っ張り装置および切断装置等を、本発明の範囲内において他の形態または方式によるものに置き換えてもよい。
上記の再利用樹脂製板材の製造には、いわゆる容器リサイクル法でいうところの「その他のプラスチック製容器包装(容リプラスチック)」を原料として使用したが、本発明に係る再利用樹脂製板材の製造方法は、他の再利用プラスチックにも適用することができる。
【0037】
その他、再利用樹脂製板材の製造装置1、および再利用樹脂製板材の製造装置1の各構成または全体の構造、形状、寸法、個数、材質などは、本発明の趣旨に沿って適宜変更することができる。
【産業上の利用可能性】
【0038】
本発明は、例えば、再商品化義務がある容器包装における容器包装リサイクル法に規定されるその他のプラスチック製容器包装を原料とする板材の製造に適する製造方法に利用することができる。
【符号の説明】
【0039】
2 Tダイ
3 2本の回転するロール(ピンチロール)
18 リップ
21 回転するロール(下増幅ロール)
22 回転するロール(上増幅ロール)
31 溶融樹脂のたまり(樹脂だまり)
32 ロールに至る直前における溶融樹脂(押し出された板状の容リプラスチック)
【技術分野】
【0001】
本発明は、例えば、再商品化義務がある容器包装における容器包装リサイクル法に規定されるその他のプラスチック製容器包装を原料とする板材の製造に適する製造方法に関する。
【背景技術】
【0002】
容器包装廃棄物をリサイクルすることにより資源の有効活用を図る目的で、金属、ガラス、紙およびプラスチックの包装容器を対象とする容器リサイクル法が、平成12年4月に本格施行された。容器リサイクル法では、これらの対象材料のうちプラスチックについて、PETボトルとその他のプラスチック製容器包装とに分けられている。
その他のプラスチック製容器包装には、ポリプロピレンテレフタレート(PET)を除くポリエチレン(PE)、ポリプロピレン(PP)およびポリスチレン(PS)等の樹脂が含まれる。回収されたこれらの樹脂による容器の一部は、破砕、洗浄、比重による選別および乾燥等が行われ、単独のそれぞれの樹脂としてまたはポリエチレンおよびポリプロピレンの混合物として再商品化される(例えば非特許文献1)。
【0003】
出願人は、その他のプラスチック製容器包装として回収、選別され、熱と圧力とにより減容固化(非特許文献2)されてペレット状となったポリエチレンおよびポリプロピレンの混合物(以下「容リプラスチック」という)を原料とし、これを押出機により溶融させTダイより流出させることにより板材(ボード)の製造を試みた。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】インターネット、URL:http://www.jcpra.or.jp/recycle/recycling/recycling13/pla_4.html、材料リサイクル製品(再商品化製品利用製品)
【非特許文献2】インターネット、URL:http://www.meti.go.jp/policy/recycle/main/admin_info/committee/k/05/k05_02.pdf、プラ再商品化に関する環境負荷等検討委員会中間報告、財団法人日本容器包装リサイクル協会、プラ再商品化に関する環境負荷等検討委員会
【発明の概要】
【発明が解決しようとする課題】
【0005】
減容固化ペレットは、モノマーを重合させて得られたバージンペレットのように密なものではなく、多くの空隙を含んでいる。また、容器化時に加えられた熱により高分子成分が分解して生ずる低沸点成分を含有する可能性がある。そのため押出機内の溶融樹脂内に気泡が混在してTダイから流出され冷却されたボード状物内に気泡が残留することにより、製品板材の強度が低下するという問題が発生した。
【0006】
本発明は、上述の問題に鑑みてなされたもので、気泡の混入を防止することができる再利用樹脂製板材の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る再利用樹脂製板材の製造方法は、回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法であって、前記Tダイから板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロールの間を通過させることにより厚さを調整し、前記厚さの調整を行う2本の前記ロールに至る直前における前記溶融樹脂の上面に、前記溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い前記溶融樹脂のたまりを形成し維持させる。
【0008】
前記樹脂だまりの維持は、前記Tダイのリップ長手方向における中央部分の温度を他の部分よりも高くすることにより行う。
前記樹脂だまりの維持を、前記2本の回転するロールの回転数を調整することにより行うこともできる。
上記「回収された樹脂」とは、例えば容器リサイクル法で定める「その他のプラスチック製容器包装」のような、一度使用された後に再利用目的で回収された樹脂をいう。
【0009】
なお、「回収された樹脂」は、単に回収されただけではなく、ある程度樹脂の種類ごとに選別され、減容化処理等がなされたものである。
【発明の効果】
【0010】
本発明によると、気泡の混入を防止することができる再利用樹脂製板材の製造方法を提供することができる。
【図面の簡単な説明】
【0011】
【図1】図1は再利用樹脂製板材の製造装置の概略図である。
【図2】図2は製造装置のTダイおよびピンチロール近傍の平面部分断面図である。
【図3】図3はTダイの概略図である。
【図4】図4はピンチロール手前の溶融樹脂の様子を示す図である。
【図5】図5は樹脂だまりの大きさを説明する図である。
【図6】図6は再利用樹脂製板材の断面を示す図である。
【図7】図7は樹脂だまりを維持したときのリップ長手方向における温度制御点と制御温度との関係を示す図である。
【発明を実施するための形態】
【0012】
図1は再利用樹脂製板材の製造装置1の概略図、図2は製造装置1のTダイ2およびピンチロール3近傍の平面部分断面図、図3はTダイ2の概略図、図4はピンチロール3手前の溶融樹脂の様子を示す図である。図3において(a)は正面図、(b)は側面部分断面図である。
再利用樹脂製板材の製造装置1は、押出機4、Tダイ2、板厚調整装置5、冷却装置6、引っ張り装置および切断装置からなる。
【0013】
押出機4は単軸の押出機であり、ホッパー11、本体12、スクリュー駆動装置13および温度制御装置等で構成される。
ホッパー11は、容リプラスチックを本体12に供給するためのものである。
本体12は、シリンダ、スクリューおよび加熱ヒーター等からなる。シリンダ内を回転するスクリューには、原料を供給側から流出側に送り出す螺旋状の羽根が設けられている。スクリューは、流出側に向かう程シリンダ内面との空間体積が小さい。
【0014】
加熱ヒーターは、シリンダを外周から加熱して、容リプラスチックの溶融を促進させるためのものである。加熱ヒーターとして鋳込みヒーターが使用されている。
スクリュー駆動装置13は、駆動モーターおよび減速機からなり、駆動モーターの回転数は、減速機によりスクリューに適する回転数に減速される。
温度制御装置は、加熱ヒーターへの電力の供給を調整することにより、シリンダ内の温度を一定の範囲に維持する。また、温度制御装置は、後述するTダイ2に組み入れられた加熱ヒーターへの電力の供給も制御し、Tダイ2の温度調整を行う。温度制御装置は、シリンダの回転数制御装置とともに制御盤7に組み入れられている。
【0015】
なお、通常は押出機にはその流出側の端に異物除去用のフィルターが取り付けられるが、原料が容リプラスチックであり目詰まりし易いことから、押出機4にはフィルターを取り外したブレーカープレートのみが装着される。
Tダイ2は、溶融された樹脂を流出させるための細長い矩形のリップ18を有する金型であり、押出機4の流出側に連結される。Tダイ2は、流出する板状の溶融樹脂の厚さ調整等を行う板厚調整装置5までの距離を短縮できるように(板厚調整装置5をTダイ2に近づけられるように)、リップ18側の側面視形状が略三角形(先細り)である(図3(b)参照)。
【0016】
Tダイ2には、容リプラスチックの溶融状体を維持させるための加熱ヒーターを備える。Tダイ2は、押出機4で溶融された容リプラスチックをシート状(板状)に流出させる。Tダイ2には、リップ18の長手方向に沿ってリップ18の間隔を調整するための複数のリップ調整ボルトが設けられている(図2,3においてリップ調整ボルトの記載を省略した)。
【0017】
板厚調整装置5は、いずれの回転軸も水平であり外観が円柱である、ピンチロール3、トップロール16、ロール駆動装置およびロール冷却装置等で形成される。
ピンチロール3は、それぞれの軸心(回転軸)が平行にかつ垂直方向に並びその外径が同一である、下方に配された下増幅ロール21およびその上方の上増幅ロール22からなる。
【0018】
下増幅ロール21は、上増幅ロール22との間隔が調整できるように垂直方向の移動が可能である。下増幅ロール21は、上下動が不能にフレーム23に支持されている。
トップロール16は、その軸心を上増幅ロール22の軸心の垂直方向として上増幅ロール22の上方に配されている。トップロール16の外径は、下増幅ロール21および上増幅ロール22と同一である。トップロール16は、上増幅ロール22との間隔が調整できるように垂直方向の移動が可能である。
【0019】
ロール駆動装置は、上増幅ロール22を回転させるためのものである。ロール駆動装置は、上増幅ロール22を任意の回転数に維持するための回転制御装置を備える。
ロール冷却装置は、ピンチロール3およびトップロール16を冷却するためのものである。ロール冷却装置は、水槽、循環用ポンプおよび水温調整装置からなる。
循環用ポンプは、水槽内の水を下増幅ロール21、上増幅ロール22およびトップロール16の内部に供給する。下増幅ロール21、上増幅ロール22およびトップロール16への水のそれぞれの流路には電磁弁が取り付けられ、下増幅ロール21、上増幅ロール22およびトップロール16の計測される各温度とそれぞれの設定温度との差に応じて、各電磁弁の開閉が水温調整装置により制御される。水温調整装置は、水槽内の水の温度も調整し、水槽には加熱用のヒーターおよび冷却用のコイルが設けられている。
【0020】
板厚調整装置5は、ピンチロール3をTダイ2に対向させて配置される。この配置において、ピンチロール3は、図1の右側から水平方向に見たとき、上増幅ロール22の下方端(周面の最下方の母線)がTダイ2のリップ18を隠す高さに設定される。このように設定することにより、Tダイ2から押し出される板状の溶融樹脂(容リプラスチック)は、斜め下方に移動してピンチロール3を通過する。
【0021】
冷却装置6は、全体として長さが10m前後のロールコンベアの形態を有する。冷却装置6は、板厚調整装置5を挟んでTダイ2の反対側にかつ板厚調整装置5のすぐ近くに配されている。冷却装置6のロールコンベア状部分17は、板厚調整装置5が最も高く板厚調整装置5から離れるに伴い低くなるように傾斜する。冷却装置6は、ロールコンベア状部分17の下方に、ロールコンベア状部分17を移動する板材の冷却を担う、その長手方向に沿って並ぶ複数の送風機を備える。
【0022】
引っ張り装置は、冷却装置6のロールコンベア状部分17の下流側に配され、移動する板材の上下をロールで挟んで引っ張り、板厚調整装置5および冷却装置6における板材の移動を補助するためのものである。
切断装置は、引っ張り装置から送り出された連続する板材を所定の長さに切断するものである。
【0023】
次に、製造装置1により再利用樹脂製板材を製造する方法について説明する。
はじめに、押出機4のシリンダおよびTダイ2が操作温度にまで予熱される。また、ピンチロール3およびトップロール16の温度が調整される。
再利用樹脂製板材の製造に使用される容リプラスチックは、「その他のプラスチック製容器包装」として回収された樹脂を、ポリエチレン(PE)およびポリプロピレン(PP)を合わせた割合が90%以上となるように選別し、減容固化によりペレット化されたものである。容リプラスチックにおけるポリエチレンとポリプロピレンとの比は、2:3〜3:2の範囲である。ポリエチレンおよびポリプロピレンの割合が高い点で、いわゆる容リプラスチックのベール(圧縮梱包品)と異なる。使用される容リプラスチックのメルトインデックス(MFR)は規格値が2.5以上であり、通常は3.6〜3.8である。
【0024】
押出機4のシリンダ、Tダイ2、ピンチロール3およびトップロール16が設定温度に達したら、ホッパー11に容リプラスチックが投入され、再利用樹脂製板材の製造が開始される。
Tダイ2のリップ18から板状に押し出された溶融した容リプラスチックは、ピンチロール3の下増幅ロール21と上増幅ロール22との間を通され、上増幅ロール22を半周して上増幅ロール22とトップロール16との間を通される。板状の容リプラスチックは、トップロール16を半周してローラーコンベア状の冷却装置6に送られる。
【0025】
Tダイ2のリップ18は、その開口幅が、リップ調整ボルトにより再利用樹脂製板材の板厚に調整されることなく、長手方向の全域に渡り略同一(40mm)である。製造される再利用樹脂製板材は、下増幅ロール21と上増幅ロール22との間隔を調整することにより、ピンチロール3通過後に設定板厚(2〜12mm)となる。
Tダイ2からの溶融した容リプラスチックの押し出しが始まったしばらくの間は、Tダイ2からの押出量とピンチロール3を通過する量とがバランスするように、上増幅ロール22の回転数が調整される。
【0026】
押出機4のシリンダ、Tダイ2、ピンチロール3、トップロール16の温度、およびTダイ2から押し出される板状の容リプラスチックの状態が安定したら、短時間、下増幅ロール21および上増幅ロール22の回転数を低下させ、図4に示されるような樹脂だまり31を板状の容リプラスチックの上面に形成させる。
ピンチロール3は、Tダイ2のリップ18に対して若干下方に位置し、リップ18から押し出される板状の容リプラスチックは、下増幅ロール21と上増幅ロール22との間を通過し、上増幅ロール22を半周してトップロール16により移動方向が反転される。この過程において、板状の容リプラスチックは、引っ張り装置からの張力によって、下増幅ロール21側に比べて周回する上増幅ロール22側により強く引っ張られる。
【0027】
そのため、ピンチロール3(下増幅ロール21および上増幅ロール22)の回転数が低下したことにより生じた、ピンチロール3通過樹脂量とTダイ2からの溶融樹脂押出量との差に起因するピンチロール3の直前の樹脂だまり31は、板状の容リプラスチック32の下面に比べ上面に生じ易い。
Tダイ2から押し出された板状の容リプラスチック32を、ピンチロール3に向けて斜め下方に移動させることにより、より確実に上面に樹脂だまり31を形成させることができる。
【0028】
樹脂だまり31が適切な大きさになったら、上増幅ロール22の回転数を元に戻し、樹脂だまり31の大きさを維持させる。
トップロール16で移動方向が反転された板状の容リプラスチックは、下流側の引っ張り装置に引っ張られて冷却装置6を移動し、移動途中で送風機により冷やされる。固化し引っ張り装置を通過した板状の容リプラスチックは、切断装置により所定の長さに切断されて、製品である再利用樹脂製板材となる。
【0029】
さて、再利用樹脂製板材の製造中にピンチロール3直前で維持される樹脂だまり31は、板状の容リプラスチックの幅方向中央で幅方向に直交する2方向(板状の容リプラスチック表面に直交する方向および容リプラスチックの移動方向(図2の矢印Y))の厚さ(高さ、幅)が最大であり、幅方向の端に近づくにつれて2方向の厚さがいずれも小さくなる。この樹脂だまり31の適切な大きさは、容リプラスチック表面に直交する方向の最大厚さTxが、Tダイ2から押し出された板状の容リプラスチック32の厚さTnの1〜3倍(Tn≦Tx≦Tn×3)である(図5参照)。
【0030】
再利用樹脂製板材の製造時に樹脂だまり31を維持するため、Tダイ2の温度は、リップ18の長手方向中央が高く端側が低くなるように設定される。
図6は再利用樹脂製板材の断面を示す図である。図6において(a)は樹脂だまり31を形成して製造された再利用樹脂製板材、(b)は樹脂だまり31を形成しないで製造された再利用樹脂製板材である。図6から判るように、樹脂だまり31を形成しない場合に見られた再利用樹脂製板材への気泡の混入が、樹脂だまり31を形成することにより防止される。再利用樹脂製板材への気泡の混入が生じ難いのは、減容固化されたペレットの空隙に由来するTダイ2押出直後の溶融樹脂内の気泡が、樹脂だまり31内で結合して大きくなり、ピンチロール3による板厚調整のためのプレス(圧力)で除去され易くなるものと推測される。
【0031】
また、再利用樹脂製板材は、従来、減容固化ペレットに微量に含まれるアルミニウム等の蒸着成分の表面への露出が不可避であった。上記製造方法では、再利用樹脂製板材の板厚は、リップ18の開度ではなく下増幅ロール21と上増幅ロール22との間隔により調整され、このとき各ロール21,22間を通過する容リプラスチックには、一気に板厚調整を可能とする強いプレス力が加わる。そのため、容リプラスチックに含まれる蒸着成分は、極微細な粒子状になって表面への露出を妨げられまたは表面に露出しても目立たなくなるため、再利用樹脂製板材の外観が損なわれることが防止される。
【0032】
ピンチロール3手前に樹脂だまり31を形成させる製造方法は、再利用樹脂製板材に気泡の混入がない。そのため、気泡の混入、および気泡を原因とする強度低下防止等のための添加剤等を加えることなく、再利用樹脂製板材は樹脂本来の強度が発揮される。
図7は再利用樹脂製板材の製造において樹脂だまり31を維持したときのTダイ2のリップ18長手方向における温度計24の位置P1〜P9と制御温度との関係を示す図である。図7(a)における温度制御のための温度計24の並びP1〜P9は、Tダイ2を下から見たときのものである。また、Tダイ2の厚さ方向(図3での上下方向)における温度計24の感温部25の位置は、溶融樹脂の流路と下端面との略中間部分である(図3(b)参照)。
【0033】
図7の結果は、気泡を含まない再利用樹脂製板材を意図し樹脂だまり31が維持されるように設定された、Tダイ2の温度制御位置とその温度である。すなわち、図7のように温度制御されない場合、リップ18から押し出された容リプラスチックの幅方向中央に樹脂だまり31を維持することが困難であった。
図7から、Tダイ2における、リップ18の長さWに対し、リップ18長手方向中央を中心とするリップ18長手方向の0.35W〜0.7Wの範囲の温度を、これ以外のリップ18長手方向端側の温度よりも高く設定することにより、容リプラスチックの幅方向中央に樹脂だまり31を維持できることがわかる。
【0034】
これは、リップ18長手方向中央を中心としてその長手方向両側の一定の範囲の温度が高くなり、Tダイ2内の該当場所を通過する溶融樹脂の粘性が低下して、リップ18の長手方向端側に比べてより多くの溶融樹脂が押し出されることによる。
容リプラスチックは、バージン樹脂に比べて性状が安定せずバラツキが大きい。そのため時間経過とともに溶融樹脂の粘性が変化し易く押出量もそれに伴い変化する。再利用樹脂製板材の製造においては、樹脂だまり31を適切な大きさに維持するため、樹脂だまり31の状態を観察しながらTダイ2の各設定温度が変更され、または下増幅ロール21および上増幅ロール22の回転数が変更される。より具体的には、樹脂だまり31が小さくなったときにはTダイ2の各設定温度を高め、または下増幅ロール21および上増幅ロール22の回転数を低下させる。Tダイ2の各設定温度の変更ならびに下増幅ロール21および上増幅ロール22の回転数の変更を一緒に行ってもよい。
【0035】
Tダイ2のリップ18は、リップ調整ボルトによる押し引きによりその長手方向の各部分でその幅が変えられる。したがって、リップ18から押し出された容リプラスチックの幅方向中央に樹脂だまり31を形成し維持するために、リップ18の長手方向中央部分のリップ18幅を大きくする方策が採り得る。
ただし、リップ調整ボルトの押し引きによる樹脂だまり31の調整では、樹脂だまり31の状態を観察しながら複数のリップ調整ボルトの押し引きを試みなければならず、作業性および安全性の点で上記したTダイ2の各位置における温度制御の方が優れる。
【0036】
上述の実施形態において、押出機4、Tダイ2、板厚調整装置5、冷却装置6、引っ張り装置および切断装置等を、本発明の範囲内において他の形態または方式によるものに置き換えてもよい。
上記の再利用樹脂製板材の製造には、いわゆる容器リサイクル法でいうところの「その他のプラスチック製容器包装(容リプラスチック)」を原料として使用したが、本発明に係る再利用樹脂製板材の製造方法は、他の再利用プラスチックにも適用することができる。
【0037】
その他、再利用樹脂製板材の製造装置1、および再利用樹脂製板材の製造装置1の各構成または全体の構造、形状、寸法、個数、材質などは、本発明の趣旨に沿って適宜変更することができる。
【産業上の利用可能性】
【0038】
本発明は、例えば、再商品化義務がある容器包装における容器包装リサイクル法に規定されるその他のプラスチック製容器包装を原料とする板材の製造に適する製造方法に利用することができる。
【符号の説明】
【0039】
2 Tダイ
3 2本の回転するロール(ピンチロール)
18 リップ
21 回転するロール(下増幅ロール)
22 回転するロール(上増幅ロール)
31 溶融樹脂のたまり(樹脂だまり)
32 ロールに至る直前における溶融樹脂(押し出された板状の容リプラスチック)
【特許請求の範囲】
【請求項1】
回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法であって、
前記Tダイから板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロールの間を通過させることにより厚さを調整し、
前記厚さの調整を行う2本の前記ロールに至る直前における前記溶融樹脂の上面に、前記溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い前記溶融樹脂のたまりを形成し維持させる
ことを特徴とする再利用樹脂製板材の製造方法。
【請求項2】
前記樹脂だまりの維持を、前記Tダイのリップ長手方向における中央部分の温度を他の部分よりも高くすることにより行う
請求項1に記載の再利用樹脂製板材の製造方法。
【請求項3】
前記樹脂だまりの維持を、前記2本の回転するロールの回転数を調整することにより行う
請求項1に記載の再利用樹脂製板材の製造方法。
【請求項1】
回収された樹脂からTダイを使用して再利用樹脂製板材を製造する方法であって、
前記Tダイから板状に押し出される溶融樹脂を互いに回転軸が平行な2本の回転するロールの間を通過させることにより厚さを調整し、
前記厚さの調整を行う2本の前記ロールに至る直前における前記溶融樹脂の上面に、前記溶融樹脂の幅方向中央部分の高さが他の部分に比べて高い前記溶融樹脂のたまりを形成し維持させる
ことを特徴とする再利用樹脂製板材の製造方法。
【請求項2】
前記樹脂だまりの維持を、前記Tダイのリップ長手方向における中央部分の温度を他の部分よりも高くすることにより行う
請求項1に記載の再利用樹脂製板材の製造方法。
【請求項3】
前記樹脂だまりの維持を、前記2本の回転するロールの回転数を調整することにより行う
請求項1に記載の再利用樹脂製板材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−95092(P2013−95092A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241342(P2011−241342)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(505244914)大東衛生株式会社 (2)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(505244914)大東衛生株式会社 (2)
【Fターム(参考)】
[ Back to top ]