
再生樹脂層/繊維層複合材料の製造方法、製造装置および粉状物製造装置
【課題】繊維層を含む複合材料の廃棄材を、繊維層を含む複合材料の構成材料として再生するマテリアルリサイクルを実施するにあたり、再生材料中に存在する繊維の長さを使用に問題ない長さまで微粉化、あるいは繊維を除去することにより、外観面及び強度、剛性等の物性面において良好な再生樹脂層/繊維層複合材料を提供すること。
【解決手段】樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層2、及び繊維層3を備えることを特徴とする再生樹脂層/繊維層複合材料1。
【解決手段】樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層2、及び繊維層3を備えることを特徴とする再生樹脂層/繊維層複合材料1。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維層を含む複合材料の廃棄材を、繊維層を含む複合材料の構成材料として再生するマテリアルリサイクルを実施することにより得られる、外観面及び物性面も良好な再生樹脂層/繊維層複合材料に関する。
【背景技術】
【0002】
近年、環境に対する配慮が重要となり、また、容器包装リサイクル法など廃棄材料のリサイクルに関する法律も施行されている。このようなことから、特に製造業においては、廃棄材料を有効に利用するとともに、リサイクルしやすい製品を製造することが重要な課題となっている。
【0003】
その一方で、異種の材料を積層した複合材料、特に、繊維層を含む複合材料は、当該異種材料の分別処理等が必要とされ、リサイクルが困難とされる材料である。かかる繊維層を含む複合材料としては、例えば、繊維層の両面を樹脂層で挟んで構成され、基布となる繊維層と表面を構成する樹脂層からなるものや、更には、内面をポリウレタンフォーム等で構成された材料等があり、例えば、織布や不織布等の繊維層と樹脂層とを積層することにより得られる、自動車座席用シート等に用いられる合成レザー(合成皮革)や、フレキシブルコンテナバッグ(通称フレコンバッグ)等に用いられるターポリン(ターポリンシート)、及びカーペット等の複合材料が知られている。
【0004】
よって、このような繊維層を含む複合材料の廃棄材料をどのようにして効率的にリサイクルするかが問題とされているが、例えば、塩化ビニル樹脂と繊維基布等の複合材料は、燃焼時のダイオキシン発生の観点から燃焼処理を行うには設備の整った燃焼設備が必要とされるため、当該複合材料のほとんどが埋め立て処理されて廃棄されているのが実状であった。
【0005】
また、カーペットの廃棄材料は、繊維層を掻き取って分別した後、残ったポリ塩化ビニル樹脂のバッキング層を、再びカーペット製造時のバッキング層に適用するマテリアルリサイクルが試みられているが、材料における機械的強度の低下等の問題もあって、実際には低級グレードにしか適用されていなかった。
【0006】
更には、塩化ビニル樹脂を表皮材料とする合成レザーや、ターポリンの廃棄材料は、溶剤を用いて塩化ビニル樹脂を溶解する方法や、せん断粉砕したものをカーペットバッキング材の充填材料等としてマテリアルリサイクルする試みがなされている。しかし、前者は溶剤回収が必要となるため大掛かりな装置になってしまうという問題があり、実現が困難であった。また、後者も、もとの製品とは違う製品の構成材料として、例えばバッキング材の充填材料としてはある程度対応できてはいたものの、従来から行われるせん断粉砕程度では外観の不良や物性低下を生じてしまい、当該合成レザーやターポリンを、もとの製品である合成レザーやターポリン自体の構成材料としてマテリアルリサイクルするレベルには至らないものであった。
【0007】
更には、シート表皮材として使用した塩化ビニルレザーをせん断力で粉砕した後、風力分球等により選別して、繊維基布やバッキングされたウレタンフォームを除去した塩化ビニル樹脂を、再度シート表皮材として用いる試みもなされていた。しかし、塩化ビニルレザーにおける塩化ビニル樹脂と繊維基布は接着剤で強固に接着積層されており、両者を完全に分離するのは非常に困難なため、わずかに残った繊維基布が影響して、外観を悪くしてしまうという問題があって、廃棄材料の表皮材への適用は困難であった。
【0008】
一方、異種材料の廃棄材料を分別せずに、所定の大きさに粉砕した粉砕物を用いて、再度もとの材料の構成材としてリサイクル実施する手段についても検討されており、かかる手段の例としては、自動車内装材の表皮材等の廃棄材料を5mm以下のサイズに粉砕して、当該粉砕品に熱可塑性樹脂繊維とを混練してシート状に成形し、自動車内装材としてリサイクルする手段が提案されていた(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−63319号公報(〔0007〕)
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、前記した手段では、廃棄材料の粉砕品を5mm以下のサイズとする程度では、繊維が材料表面にあらわれてしまう等の問題により、外観の良好なリサイクル成形品を得ることは困難であり、特に表皮材への再利用には問題があった。また、物性面においても、必ずしも満足いくものが得られていないのが実状であった。
【0011】
従って、本発明の目的は、繊維層を含む複合材料の廃棄材を、繊維層を含む複合材料の構成材料として再生するマテリアルリサイクルを実施するにあたり、再生材料中に存在する繊維の長さを使用に問題ない長さまで微粉化、あるいは繊維を除去することにより、外観面及び強度、剛性等の物性面において良好な再生樹脂層/繊維層複合材料を提供することにある。
【課題を解決するための手段】
【0012】
前記の課題を解決するために、本発明の再生樹脂層/繊維層複合材料は、樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層、及び繊維層を備えることを特徴とするものである。
【0013】
本発明において、粉状物とされる樹脂層/繊維層複合材料は、繊維層と樹脂層を含むものであり、例えば、ターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペット等、及びこれらの廃棄材料が挙げられる。
なお、本発明の再生樹脂層/繊維層複合材料も、当該粉状物を再生樹脂層に含有する以外は、前記した樹脂層/繊維層複合材料と共通した構成となる。
【0014】
このうち、ターポリンの例としては、具体的には、フレキシブルコンテナバッグ(通称フレコンバック)、コンテナバッグ、テント地、雨合羽、ダクトホース、建築養生シート、建築養生ネット、トラックの幌等の防水シートや防水帆布等が挙げられる。
また、合成レザー(合成皮革)の例としては、具体的には、自動車用の内装材料(座席シート、ドアトリム等)、ソファー、椅子等の家具の表皮材料、鞄用材料等が挙げられる。
【0015】
ここで、樹脂層は、複合材料の表面にあらわれて表面層を構成したりするほか、複合材料の内面に層状に介在されて内面層を構成するものである。
表面層は、当該複合材料に対して装飾性、耐水性、耐炎性及び耐候性等を付与するものであり、表面層を構成する材料としては、例えば、ポリ塩化ビニル(PVC)樹脂や、ポリプロピレン系樹脂、ポリエチレン系樹脂等のポリオレフィン系樹脂等の熱可塑性樹脂、ポリウレタン系樹脂等を使用することができる。
なお、本発明における、「表面層」とは、織物、編物やメッシュ状の繊維層の表面に対して、表面層を構成する樹脂材料をラミネート、ディッピング等の手段でコーティングしたものであって、繊維層の網目が表面から確認できるような状態となることも含む。
【0016】
内面層は、当該複合材料の内面に層状に介在され、外面にはあらわれない層であり、例えば、樹脂材料の発泡層として、複合材料にクッション性等を付与することができる。発泡層としては、ポリウレタン、ポリ塩化ビニル(PVC)樹脂、ポリオレフィン系樹脂等の樹脂を発泡させたポリウレタンフォーム、ポリ塩化ビニル樹脂フォーム、ポリオレフィン系樹脂フォーム等を使用することができる。
また、複合材料を補強し、強度を付与すべく、非発泡層としてもよく、非発泡層を構成する材料としては、例えば、前記した発泡層を構成する樹脂材料を使用することができる。なお、樹脂層の成形方法については特に制限はなく、公知の方法を用いることができる。
【0017】
一方、繊維層としては、例えば、繊維から構成される織布あるいは不織布等からなる層状物であればよい。当該繊維層は、例えば繊維基布となり、複合材料に対して引張強さ、引裂き強さ、伸び等の諸特性を付与する。繊維層を構成する繊維は、合成繊維、天然繊維の何れでもよく、合成繊維としては、例えば、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂、レーヨン、ポリアミド(ナイロン)系樹脂、ポリプロピレン系樹脂、ポリエチレン系樹脂等のポリオレフィン系樹脂等からなる繊維を使用することができる。また、天然繊維としては、綿(コットン)、絹、麻、毛等の公知のものを使用することができる。なお、繊維層は、一種類の繊維からなるものであってもよく、また、二種類以上の繊維を用いてもよく、更には、混紡繊維を用いてもよい。
また、繊維層を構成する繊維の太さは、一般に、1〜150デニール程度であればよく、番手表示であれば、10〜50番手程度であればよい。
【0018】
そして、粉状物とされる前記樹脂層/繊維層複合材料は、前記した繊維層及び繊維層を任意の構成により積層してなる。
例えば、前記した複合材料をターポリン(ターポリンシート)とする場合にあっては、繊維層としてポリエチレンテレフタレート(PET)等のポリエステル系繊維からなる繊維基布の両面を、ポリ塩化ビニル(PVC)樹脂等の熱可塑性樹脂からなる樹脂層で挟み込むように積層した構成とすることができ、この場合、ポリ塩化ビニル樹脂からなる樹脂層が表面層を形成することになる。
【0019】
また、前記した複合材料を合成レザー(合成皮革)とする場合にあっては、例えば、ポリエチレンテレフタレート(PET)等のポリエステル系繊維とレーヨン繊維の混紡繊維からなる繊維基布の片面に対してポリ塩化ビニル樹脂等の熱可塑性樹脂からなる表面層を積層し、また、繊維層のもう一方の面に対して、ポリウレタン樹脂を発泡させたポリウレタンフォームを積層した構成とすることができる。この場合、表面層から見て、各層は、表面層(ポリ塩化ビニル樹脂層)/繊維層/発泡層(ポリウレタンフォーム)の順に並ぶことになる。なお、かかる層構成において、繊維層である繊維基布と表面層であるポリ塩化ビニル樹脂層との間に、ポリ塩化ビニル(PVC)樹脂を発泡させたポリ塩化ビニル(PVC)樹脂フォームを介在させたものであってもよい。
また、繊維層である繊維基布とポリ塩化ビニル樹脂層の表面層を積層した構成としてもよい。
【0020】
本発明において、前記した構成の樹脂層/繊維層複合材料を、粉砕処理、圧縮力とせん断力を同時に作用させる圧縮せん断処理(以下、単に「圧縮せん断処理」とすることもある)を行って粉状物とするには、例えば、下記の手段を用いて行うことができる。
なお、本発明においては、前記した圧縮せん断処理の前処理として、粉砕処理を行うことが好ましい。
【0021】
( 粉砕処理 )
粉砕処理としては、例えば、衝撃力、せん断力、摩砕力等を用いて粉砕する機器を用いて実施することが好ましく、具体的には、ロールミル、ディスインテグレータ、スクリューミル、エッジランナー、スタンプミル、ディスクミル、ピンミル、スクリーンミル、遠心分級型ミル、ハンマーミル、ジェットミル等を好適に使用できる。
本発明に用いられる粉砕処理としては、この中で、高速回転する刃を有し、排出部にスクリーンが設けられているスクリーンミルを適用することが好ましい。かかるスクリーンミルは、スクリーンサイズや刃と外壁とのクリアランスを変更することにより、得られる粉砕物の大きさを制御することができる。
【0022】
( 圧縮せん断処理 )
そして、圧縮せん断処理としては、圧縮力とせん断力を同時に作用させるものであり、ロール圧縮を用いた圧縮せん断処理を行うことが好ましく、例えば、互いに接近する方向に付勢されながら回転する一対の金属製ロールの間に、対象となる材料を投入して、圧縮せん断処理を行うことが好ましい。
【0023】
ここで、ロール圧縮による圧縮せん断処理において用いられる一対の金属製ロールは、付勢力により当接した状態で回転するものであり、複合材料や当該複合材料を粉砕処理することにより得られた粉砕物を引き裂き、圧縮、せん断することができれば、ロール回転数、付勢力の値は特に制限はなく、任意に定めることができる。
また、一対の金属製ロールに作用する付勢力は、一方の金属製ロールを固定ロールとし、他方の金属製ロールに付勢手段を設けて、他方の金属製ロールを一方の金属製ロールに付勢させることにより作用させることができる。かかる付勢手段としては、例えば、他方の金属製ロールの回転軸を一方のロール側に押さえつけるコイルバネ、皿バネ、油圧装置等を備えたものを採用することができる。
【0024】
本発明においては、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を実施することにより、当該複合材料中の繊維が粉砕されるとともに、細かく引きちぎられて圧縮、せん断されて微細な繊維片となるため、繊維同士が絡み合って綿状に固まってしまうこともなく効率的に粉状化することができ、再利用しやすい粉状物を好適に得ることができる。
また、当該複合材料が、繊維層に対してウレタンフォーム等の発泡層がラミネートされている場合にあっては、繊維層及び当該発泡層の粉状化が非常に困難であったところ、前記の粉砕処理、及び圧縮せん断処理を実施することにより、かかる材料であっても簡便に粉状化することができる。
【0025】
また、本発明は、このようにして得られた粉状物を、かかる粉状物の原材料である樹脂層/繊維層複合材料の樹脂層を構成する樹脂材料と混合して混合材料とし、かかる混合材料を用いてなる樹脂層である再生樹脂層、及び繊維層からなる再生樹脂層/繊維層複合材料とすることを特徴とする。
すなわち、本発明は、繊維層を含む複合材料、または当該材料の廃棄物等を粉状物として、繊維層を含む複合材料の構成材料としてマテリアルリサイクルを行うものである。
【0026】
ここで、「再生樹脂層」とは、前記の如く、樹脂層/繊維層複合材料の粉状物と、当該複合材料の樹脂層を構成する樹脂材料から形成される層のことを意味する。また、再生樹脂層/繊維層複合材料における当該再生樹脂層は、積層体に樹脂層が複数存在する場合にあっては、当該樹脂層の何れか一層以上が再生樹脂層であればよく、例えば、再生樹脂層/繊維層複合材料が、表面層/繊維層/発泡層からなる積層体である場合にあっては、表面層と発泡層の何れか一層以上が再生樹脂層であればよい。
【0027】
従って、再生樹脂層/繊維層複合材料における再生樹脂層は、前記した樹脂層/繊維層複合材料における樹脂層を構成する樹脂材料として示した材料を、樹脂層/繊維層複合材料の粉状物と混合してなるものとすればよい。
また、繊維層も、前記した樹脂層/繊維層複合材料における繊維層として示したものを適用することができる。
【0028】
また、再生樹脂層/繊維層複合材料の構成としては、粉状物となる樹脂層/繊維層複合材料と同じ構成のものであってもよいし、異なる構成であってもよい。
例えば、樹脂層/繊維層複合材料を、繊維基布の両面にポリ塩化ビニル樹脂等の熱可塑性樹脂を表面層とする樹脂層を形成したターポリンとした場合にあっては、再生樹脂層/繊維層複合材料を当該ターポリンと同じ構成として、樹脂層である表面層をポリ塩化ビニル樹脂と前記樹脂層/繊維層複合材料(ターポリン)の粉状物からなる混合材料で形成するようにしてもよく、また、再生樹脂層/繊維層複合材料を、当該ターポリンと異なる構成、例えば、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)や、ポリ塩化ビニル樹脂(表面層)/ポリ塩化ビニル樹脂フォーム(発泡層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーとして、表面層及び/または発泡層にターポリンの粉状物を含有させて樹脂層を構成するようにしてもよい。
【0029】
更には、本発明は、樹脂層/繊維層複合材料を、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)や、ポリ塩化ビニル樹脂(表面層)/ポリ塩化ビニル樹脂フォーム(発泡層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーとした場合においても、再生樹脂層/繊維層複合材料を、当該合成レザーと同じ構成として、表面層及び/または発泡層に当該合成レザーの粉状物を含有させて樹脂層を構成するようにしてもよく、また、再生樹脂層/繊維層複合材料を、当該合成レザーシートと異なる構成、例えば、前記した、繊維基布の両面にポリ塩化ビニル樹脂等の熱可塑性樹脂を表面層とする樹脂層を形成したターポリンとして、表面層に前記した合成レザーの粉状物を含有させて再生樹脂層を構成するようにしてもよい。
このように、本発明は、樹脂層/繊維層からなる複合材料のマテリアルリサイクルに関して、もとの複合材料と同じ構成の複合材料への再利用のほか、もとの複合材料とは異なる構成の樹脂層/繊維層からなる複合材料への再利用が可能である。
【0030】
ここで、再生樹脂層に対する粉状物の含有量は、再生樹脂層/繊維層複合材料における表面層に適用する場合にあっては、20質量%以下とすることが好ましく、10質量%以下とすることが特に好ましい。
表面層に対する粉状物の含有量を20質量%より大きくした場合にあっては、層全体に対する粉状物の割合が高すぎるため、表面に繊維があらわれてしまって外観を損ねたり、また、物性面に悪影響を与えたりして、外観面及び物性面において良好な再生樹脂層を得ることができなくなる場合があり好ましくない。
【0031】
一方、当該複合材料における発泡層等の内面層に適用する場合にあっては、100質量%とすることが好ましく、50質量%以下とすることが更に好ましく、20質量%以下とすることが特に好ましい。
このように、本発明の再生樹脂層/繊維層複合材料において、再生樹脂層を内面層とする場合にあっては、再生樹脂層の全てを前記した樹脂層/繊維層の粉状物で構成するようにしてもよく、また、物性面等の特性を更に優れたものとした場合にあっては、含有量を50質量%以下、あるいは20質量%以下と調整すればよい。
【0032】
また、本発明は、再生樹脂層に長さが1mmを超える繊維が存在しないことを特徴とする。
本発明は、このように、再生樹脂層に長さが1mmを超える繊維が存在しないので、再生樹脂層を複合材料における表面層に適用した場合であっては、表面に繊維があらわれることもなく外観において良好な表面層となり、その結果、外観が良好な再生樹脂層/繊維層複合材料を提供することができる。更には、表面層にピンホール等の発生もなく、強度、剛性等の物性面も良好な再生樹脂層/繊維層複合材料となる。また、再生樹脂層を発泡層等の内面層に適用する場合であっても、良好な物性を有する再生樹脂層/繊維層複合材料を提供することができる。
一方、再生樹脂層に長さが1mmを超える繊維が存在する場合にあっては、再生樹脂層の外観や物性に悪影響を与える場合があるため好ましくない。
【0033】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層に長さが0.5mmを超える繊維が存在しないことが好ましい。
この本発明によれば、再生樹脂層に長さが0.5mmを超える繊維が存在しないため、前記した外観面及び物性面の作用・効果をより一層好適に享受した再生樹脂層/繊維層複合材料を提供することができる。
【0034】
本発明の再生樹脂層/繊維層複合材料は、粉状物が、樹脂層/繊維層複合材料を粉砕処理、選別処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理することにより得られることが好ましい。
この本発明によれば、再生樹脂層に含まれる粉状物が、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるものであるので、粉砕処理において比較的大きめなサイズに粉砕された、例えばウレタンフォームや繊維等を適宜選別して除去することが可能となるため、粉状物をより細かくすることができ、その結果、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより好適に図ることができる。
【0035】
なお、かかる選別処理は、粉砕処理を行った後に実施することが好ましく、選別処理が施された廃棄材料に対して、圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより、粉状物中に存在する繊維を、極力短いものにすることができる。
【0036】
ここで、選別処理としては、風力比重選別機、乾式比重選別機、湿式比重選別機、直管型気流選別機、ジグザグ式気流選別機、振動ふるい型選別機、カラム型気流選別機、振動型気流選別機、静電分離機、ふるい分離器等の選別機を、要求される仕様に応じて適宜選択することができる。
【0037】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が、繊維が実質的に存在しないことが好ましい。
この本発明によれば、再生樹脂層に含まれる粉状物が、樹脂層と繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるものであるため、粉状物中の繊維が除去され、再生樹脂層中の繊維が実質的に存在しないものとなり、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより一層好適に図ることができる再生樹脂層/繊維層複合材料の提供を可能とする。
ここで、「繊維が実質的に存在しない」とは、意図的に繊維を存在させるようなものや、長さが約0.05mm以下の、もはや繊維と呼ぶことができない材料が存在することを除外するものであり、必ずしも繊維が1本も存在しない状態のことを指すのではない。
【0038】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であることが好ましい。
この本発明によれば、再生樹脂層/繊維層複合材料を構成する再生樹脂層が当該複合材料の表面にあらわれる表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であるため、繊維層を含む複合材料のリサイクル材料を繊維層/樹脂層複合材料の表面層に適用するとともに、複合材料の表面に繊維があらわれることもなく外観が良好となり、また、物性面に悪影響を与えることもなく、外観面及び物性面において良好な再生樹脂層/繊維層複合材料を好適に得ることができることとなる。
【0039】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であることが好ましい。
この本発明によれば、再生樹脂層が発泡層等の内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であるため、繊維層を含む複合材料のリサイクル材料を繊維層/樹脂層複合材料における発泡層等の内面層に適用するともに、また、物性面においても良好な再生樹脂層/繊維層複合材料を好適に得ることができることとなる。
【0040】
本発明の再生樹脂層/繊維層複合材料は、ターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペットの何れかであることが好ましい。
本発明は、繊維層を含む複合材料の廃棄材料を、繊維層を含む複合材料へ再利用可能であるので、再生樹脂層/繊維層複合材料として前記したかかるターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペットへのマテリアルリサイクルを好適に実施することができるものである。
【発明の効果】
【0041】
本発明は、繊維層を含む複合材料の廃棄物等を、再生材料中に存在する繊維の長さを使用に問題ない長さまで粉状化、あるいは繊維を除去することにより、繊維層を含む複合材料の構成材料として好適にマテリアルリサイクルできるものであり、外観面及び強度、剛性等の物性面においても良好な再生樹脂層/繊維層複合材料を提供することを可能とする。
【図面の簡単な説明】
【0042】
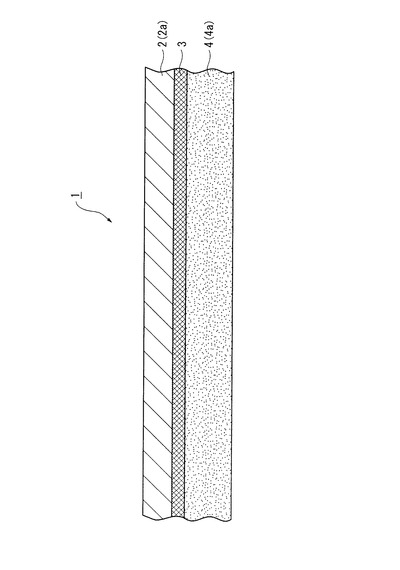
【図1】本発明の再生樹脂層/繊維層複合材料の一態様(合成レザー)を示した断面図である。
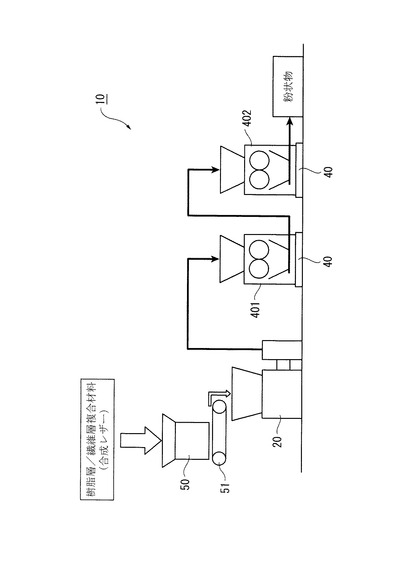
【図2】樹脂層/繊維層複合材料を粉砕処理及び微粉化処理するための粉状物製造装置の一態様を示した概略図である。
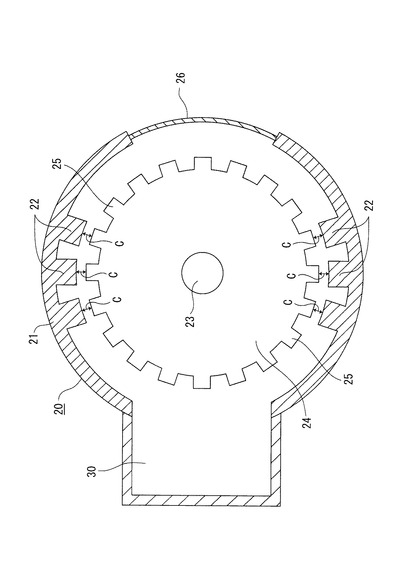
【図3】図2に示すスクリーンミルの構造を示す上面から見た断面図である。
【図4】図2に示すスクリーンミルの構造を示す側面から見た断面図である。
【図5】図2中に示すロール圧縮機の構造を示す側面図である。
【図6】樹脂層/繊維層複合材料を粉砕処理、選別処理及び微粉化処理するための粉状物製造装置の一態様を示した概略図である。
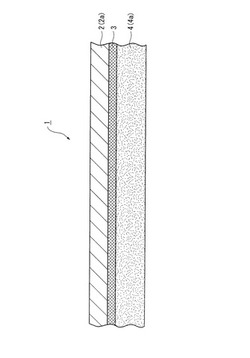
【図7】本発明の再生樹脂層/繊維層複合材料のもう一つの態様(ターポリン)を示した断面図である。
【発明を実施するための形態】
【0043】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明の再生樹脂層/繊維層複合材料の一実施形態を示す断面図であり、図1中、1は再生樹脂層/繊維層複合材料(合成レザー)、2aは表面層、3は繊維層、4aは発泡層をそれぞれ示す。
【0044】
本実施形態において、再生樹脂層/繊維層複合材料1は、図1に示されるように、再生樹脂層2である表面層2aと、繊維層3と、内面層4である発泡層4aの積層体であり、再生樹脂層2である表面層2a/繊維層3/発泡層4aの順で並び、表面層2aが表面外部にあらわれるような構成となる。
かかる構成の再生樹脂層/繊維層複合材料1は、一般には、合成レザー(合成皮革)として、自動車の内装シート等に適用される。
【0045】
ここで、再生樹脂層2である表面層2aは、再生樹脂層/繊維層複合材料1の表面にあらわれ、当該複合材料1に対して装飾性、耐水性、耐炎性及び耐候性等を付与するものである。
【0046】
本実施形態において、表面層2aは、ポリ塩化ビニル(PVC)に、樹脂層/繊維層複合材料を粉砕処理−圧縮せん断処理して得られた粉状物を配合した材料を用いている。
なお、本実施形態において、粉砕処理−圧縮せん断処理されて粉状物とされる
樹脂層/繊維層複合材料とは、前記した再生樹脂層/繊維層複合材料1(合成レザー1)と同じ層構成からなり、表面層2aについて粉状物を含まない(表面層2aについてはポリ塩化ビニル樹脂のみからなり、発泡層4aについては発泡ポリウレタンフォームのみからなる)を意味するものである。
【0047】
また、繊維層3は、例えば、織布、不織布等の繊維基布からなり、再生樹脂層/繊維層複合材料1に対して、引張強さ、引裂き強さ、伸び等の諸特性を付与することができる。
本実施形態において、繊維層を構成する繊維としては、ポリエステル系繊維であるポリエチレンテレフタレート(PET)繊維とレーヨン繊維との混紡品が用いられている。また、構成繊維の太さは、約1〜150デニール程度である(また、番手表示であれば、約10〜50番手程度である)。
【0048】
内面層4である発泡層4aは、再生樹脂層/繊維層複合材料1に対してクッション性を付与し、また、当該複合材料1の軽量化にも役立つ。
【0049】
以下、前記した再生樹脂層2である表面層2aに含有される樹脂層/繊維層複合材料の粉砕処理−圧縮せん断処理を実施する一態様について、図2に示した粉状物製造装置を用いて説明する。
図2は、樹脂層/繊維層複合材料を粉砕処理−圧縮せん断処理を行う粉状物製造装置10の一態様を示した概略図である。図2に示される粉状物製造装置10は、粉砕処理を行うスクリーンミル20と、圧縮せん断処理を行うロール圧縮機40とがこの順で配設され、基本構成として備えている。
【0050】
( 粉砕処理 )
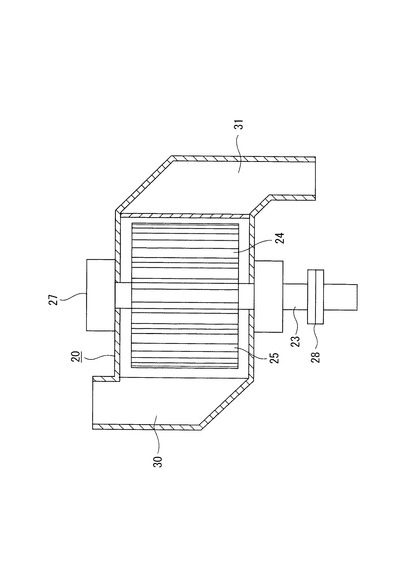
粉砕処理を行う粉砕機であるスクリーンミル20は、メッシュミルとも呼ばれ、
図3は当該スクリーンミルの上面から見た断面図、図4は側面から見た断面図である。
図3及び図4に示すように、スクリーンミル20は、筒状本体21、及び当該筒状本体21の中に備えられた回転円筒体24を備えて構成されている。かかるスクリーンミル20は、スクリーンメッシュ26のサイズや、刃と外壁とのクリアランスを変更することにより、粉砕物の細かさの程度を制御することができる。
【0051】
筒状本体21は、一方の側に樹脂層/繊維層複合材料(合成レザー)の投入部30が、他方の側に粉砕物である粉砕物の排出部31がそれぞれ設けられている。また、筒状本体21と排出部31の間には、スクリーンメッシュ26が設けられている。スクリーンメッシュ26のメッシュサイズは、下記の固定刃22と回転刃25のクリアランスと同等以下の径に設定して、粉砕された複合材料(合成レザー)の粉砕物の排出を制御することができる。
【0052】
当該筒状本体21の中に備えられた回転円筒体24には、中心の回転軸23が、両端側でボールベアリングを有する支持部27で支持されている。下方の回転軸23は、軸継ぎ手28を介してモータ(図示せず)に接続されている。
この回転円筒体24には、複数の凸状の回転刃25が垂直方向に等間隔で形成されている。一方、筒状本体21の内側には、投入部30と排出部31の中間の位置に複数の凸状の固定刃22が垂直方向に形成されている。
【0053】
また、これらの回転刃25と固定刃22とのクリアランスCは、例えば、5mm以下、好ましくは2mm以下、より好ましくは、1mm以下に調整される。回転刃25と固定刃22のクリアランスは、5mmより大きい場合には、粉砕された粉砕物の大きさが大きすぎる場合がある。
なお、回転刃25には、筒状本体21内に気流を発生させて、筒状本体21内での粉末の滞留を防止するために、スパイラル状の溝が形成されている。
【0054】
次に、前記したスクリーンミル20を使用した樹脂層/繊維層複合材料の粉砕処理の手順について説明する。
樹脂層/繊維層複合材料である合成レザーの廃棄物が投入口50に入れられ、コンベア51によって搬送された後、スクリーンミル20の投入部30に入れられる。スクリーンミル20は、回転刃25が回転することにより、固定刃22との間で当該複合材料を細かく粉砕する。粉砕された樹脂層/繊維層複合材料は、スクリーンメッシュ26を通過した後、排出部31から排出される。
そして、このスクリーンミル20で粉砕処理された樹脂層/繊維層複合材料の粉砕物は、次工程である圧縮せん断処理が行われるロール圧縮機40に送られることになる。
【0055】
( ロール圧縮機による圧縮せん断処理 )
ロール圧縮機40は、前記の粉砕処理により得られた樹脂層/繊維層複合材料の粉砕物をロール圧縮して圧縮せん断処理して微粉化することにより、粉状物を製造する手段である。
なお、本実施形態においては、ロール圧縮機40は、2台のロール圧縮機401、402を直列に連接することにより構成されている。
【0056】
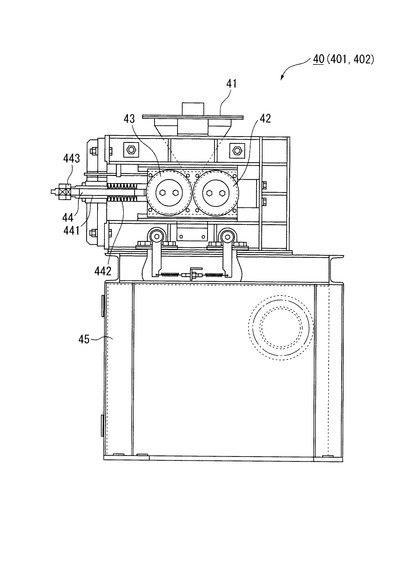
ロール圧縮機401、402は、図5に示すように、原料投入用ホッパ41、固定ロール22、可動ロール43、付勢装置44、および粉砕物回収バケット45を備えて構成される。
原料投入用ホッパ41は、粉砕処理された樹脂層/繊維層複合材料の粉砕物を投入する部分であり、粉砕物回収バケット45は、ロール圧縮機401、402で微粉化された粉状物を回収する容器である。
固定ロール42は、金属製の円筒状体からなり、プレス本体部分に設けられる回転軸(図示せず)に対して、回転自在に軸支され、また、当該回転軸はプレス本体部分に対して固定されている。
【0057】
可動ロール43は、前記した固定ロール42と同様に金属製の円筒状体からなり、プレス本体部分に設けられ、固定ロール42の回転軸に対して、接近離間方向に移動可能な回転軸に回転自在に軸支されている。なお、図5では図示を略したが、固定ロール42および可動ロール43の内部には、冷却機構が設けられており、粉砕時の摩擦によるこれらのロール42、43の加熱は、この冷却機構によって抑制される。
これらのロール42、43のサイズは、例えば、径×長さが150mm×150mmのもの、あるいは300mm×300mmのものが採用される。
また、固定ロール42および可動ロール43は、モータ(図示せず)等の駆動手段によって同期して回転するように構成されていて、駆動手段を調整することにより、これらのロール42、43の回転数を任意に調整することができる。
【0058】
付勢装置44は、可動ロール43を固定ロール42に接近する方向に付勢する付勢手段であり、先端が可動ロール43の外周面に当接する軸部441と、軸部441のプレス本体部分および可動ロール43の間に挿入される複数の皿バネ442と、軸部441の基端部分に設けられ、可動ロール43の付勢力を調整するための押付力調整ネジ443とを備えている。
かかる押付力調整ネジ443を調整することにより、軸部441の可動ロール43に対する押付力が変化して、固定ロール44及び可動ロール44の間に作用する付勢力を調整することができるようになっている。
【0059】
この付勢装置44で調整される付勢力は、固定ロール42および可動ロール43の当接線を挟む、幅約2.5mmの上下の領域で、例えば約100MPaとなるように設定される。
付勢力の設定は、例えば、圧力測定フィルムを利用して行われ、まず、可動ロール44を固定ロール44から離間させた状態で高圧力用の圧力測定フィルムを固定ロール44および可動ロール23の間に挿入し、押付力調整ネジ443を回転して固定ロール42及び可動ロール43の間に付勢力を発生させて、圧力測定フィルムの前記領域の部分が約100MPaの発色状態となるまで締め付けることにより行われる。
【0060】
次に、ロール圧縮機40を使用した樹脂層/繊維層複合材料の微粉化処理の手順について説明する。
前記のスクリーンミル20により粉砕処理が施された樹脂層/繊維層複合材料の粉砕物を、1台目のロール圧縮の原料投入用ホッパ41に投入し、ロール圧縮機401による微粉化処理を開始する(ロール圧縮せん断粉砕工程)。原料投入用ホッパ41への粉砕物の投入量は、例えば10kg/h程度を目安とし、また、ロール回転数は10rpm程度に設定する。なお、必要に応じて、原料投入用ホッパ41には、約10質量%の水を投入してもよい。
【0061】
次に、このロール圧縮せん断粉砕工程と並行して、固定ロール42および可動ロール43内部の冷却機構に冷却水を循環させ、繊維質材料の粉砕時に発生する摩擦熱によって加熱されたロール42、43を冷却機構により冷却する(冷却工程)。
【0062】
1台目のロール圧縮機401によるロール圧縮せん断粉砕が終了したら、繊維質材料の粉砕物を2台目のロール圧縮機402の原料投入用ホッパ41に投入して、2回目のロール圧縮粉砕を開始する。なお、具体的な粉砕条件、ロール42、43の冷却等については、第1台目と同様である。かかる2台のロール圧縮機401、402による圧縮せん断処理により、スクリーンミル20により粉砕処理が施された樹脂層/繊維層複合材料の粉砕物が更に微粉化され、粉状物が得られることとなる。
【0063】
本実施形態においては、このように、樹脂層/繊維層複合材料に対して、スクリーンミル20による粉砕処理、及び2台のロール圧縮機401、402による圧縮せん断処理を実施することにより、当該複合材料中の繊維が粉砕されるとともに細かく引きちぎられ、微細な繊維片となるため、繊維同士が絡み合って綿状に固まってしまうこともなく効率的に粉状化することができ、再利用しやすい粉状物を好適に得ることができる。
また、本実施形態では、当該複合材料が、繊維層に対して発泡層(ウレタンフォーム)がラミネートされて構成されるのであるが、前記の粉砕処理及び、微粉化処理を実施することにより、かかる材料であっても簡便に粉状化を行うことができる。
【0064】
そして、当該粉砕処理−圧縮せん断処理により得られた樹脂層/繊維層複合材料の粉状物は、本実施形態においては、再生樹脂層/繊維層複合材料1を構成する再生樹脂層2である表面層2aに含有されることになる。
本実施形態においては、具体的には、合成レザー(樹脂層/繊維層複合材料)の粉状物を、再度合成レザー1(再生樹脂層/繊維層複合材料1)の表面層2aに含有させることができるため、繊維層を含む複合材料の廃棄材を、繊維層を含む同じ構成の複合材料へ再生するマテリアルリサイクルを好適に実施することができるものとなる。
【0065】
ここで、表面層2aは、前記したように、当該粉状物とポリ塩化ビニル(PVC)樹脂との混合物となるが、当該粉状物の含有量は、本実施形態においては、表面層2aに対して約20質量%とされている。当該粉状物の含有量は、再生樹脂層2である表面層2aに対して、20質量%以下とすることが好ましく、10質量%以下とすることが特に好ましい。
【0066】
また、かかる再生樹脂層/繊維層複合材料1を製造するには、従来公知の製造方法を用いればよい。例えば、繊維層3として、あらかじめ製造した織布、不織布等の繊維基布を用いて、表面層2aを構成するポリ塩化ビニル樹脂と粉状物の混合材料をカレンダー加工等でコーティングしたり、または、当該混合材料をあらかじめフィルムまたはシート化した後、当該繊維層3に対してラミネートして、繊維層3の片面に対して表面層2aを形成する。次に、当該繊維層のもう片面に対して、あらかじめポリウレタン樹脂を発泡成形してシート化した発泡層4aを貼り合わせて、再生樹脂層/繊維層複合材料1を製造すればよい。なお、この各層の形成、積層は1ラインで行ってもよい。
そして、再生樹脂層/繊維層複合材料1における、再生樹脂層2(表面層2a)に存在する繊維の長さは、約0.01〜0.8mmである。
【0067】
本実施形態の再生樹脂層/繊維層複合材料1によれば、次のような効果を得ることができる。
樹脂層/繊維層複合材料である合成シートの粉状物を、同じ構成の合成シート1aの構成材料として適用することができるため、従来では困難であった、繊維層を含む複合材料を、繊維層を含む複合材料へ適用したマテリアルリサイクルを可能とし、廃棄材料を樹脂層に含む再生樹脂層/繊維層複合材料1を得ることができる。
また、本実施形態においては、樹脂層/繊維層複合材料(合成レザー)を、同じ構成の複合材料の樹脂層(表面層2a)の構成材料とした、再生樹脂層/繊維層複合材料1(合成レザー)を提供することができる。
【0068】
再生樹脂層2(表面層2a)に含有される繊維の長さが約0.01〜0.8mmであり、長さが1mmを超える繊維が存在しないため、再生樹脂層2の表面層2aは、外観面及び物性面において良好となるため、複合材料1全体としても、外観及び物性が良好な再生樹脂層/繊維層複合材料1を提供することができる。
【0069】
再生樹脂層2が表面層2aであって、粉状物の含有量が当該表面層2aに対して前記粉状物の含有量が約20質量%であるため、再生樹脂層/繊維層複合材料1の表面に繊維があらわれることもなく外観が良好となり、また、物性面に悪影響を与えることもなく、外観面及び物性面において良好な再生樹脂層/繊維層複合材料1を好適に提供することが可能となる。
【0070】
粉状物の製造に際して、ロール圧縮機40による圧縮せん断処理の前処理として、スクリーンミル20による粉砕処理を行うため、樹脂層/繊維層複合材料の粉状化をより効率よく実施することができ、当該粉状物中に存在する繊維の長さを使用に問題ない長さまで細かくすることができる。
【0071】
なお、以上説明した態様は、本発明の一態様を示したものであって、本発明は、前記した実施形態に限定されるものではなく、本発明の目的及び効果を達成できる範囲内での変形や改良が、本発明の内容に含まれるものであることはいうまでもない。また、本発明を実施する際における具体的な構造及び形状等は、本発明の目的及び効果を達成できる範囲内において、他の構造や形状等としてもよい。
【0072】
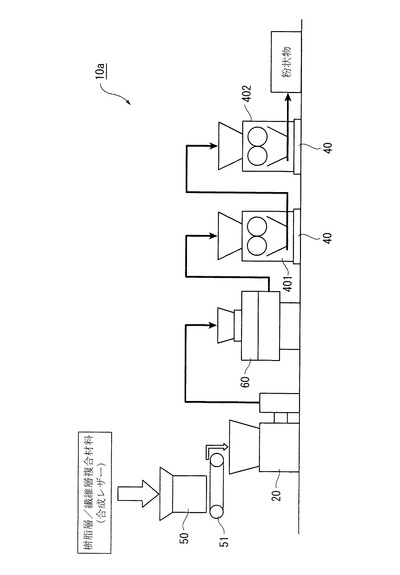
例えば、前記の実施態様では、樹脂層/繊維層複合材料を粉状化するにあたり、図2に示した、スクリーンミル20、及びロール圧縮機40を備えた粉状物製造装置10を用いた例を示したが、これには限定されず、例えば、スクリーンミル20による粉砕処理とロール圧縮機40による圧縮せん断処理との間に、選別機60による選別処理を行う、図6に示した粉状物製造装置10aを用いて、樹脂層/繊維層複合材料を粉状化してもよい。
【0073】
図6は、樹脂層/繊維層複合材料を粉砕処理、選別処理及び微粉化処理するための粉状物製造装置10aの一態様を示した概略図であり、図2の粉状物製造装置10において、スクリーンミル20とロール圧縮機401との間に、選別機60を設置した態様を示したものである。
なお、本装置10aにおける、スクリーンミル20による粉砕処理、及びロール圧縮機401、402による微粉化処理については、前記した図2の粉状物製造装置10と共通である。
【0074】
図6に示す粉状物製造装置10aにおいて、選別機60としては、風力比重選別機が使用されている。比重選別機60としては、その他、乾式比重選別機、湿式比重選別機、直管型気流選別機、ジグザグ式気流選別機、振動ふるい型選別機、カラム型気流選別機、振動型気流選別機、静電分離機、ふるい分離器等の選別機を用いることができる。
【0075】
図6に示される風力比重選別機60は、まず、当該選別機60内に設けられた第1セパレータ(図示せず)にスクリーンミル20により粉砕された粉砕物を通過させ、比重差により分離・選別し、次に、第2セパレータ(これも図示せず)を通過させて、更に分離・選別し、所定の大きさ以上の材料を除去する。
【0076】
また、樹脂層/繊維層複合材料として、前記した実施形態と同様の合成レザーを用いて、図6に示す粉状物製造装置10aにより得られた粉状物を得た後、当該粉状物を、これも前記した実施形態と同様に、合成レザーの再生樹脂層2(表面層2a)に含有させて、再生樹脂層/繊維層複合材料1とした場合における、再生樹脂層2(表面層2a)に含有される繊維の長さは、約0.01〜0.5mmである。
【0077】
このように、再生樹脂層に含まれる粉状物が、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるため、粉砕処理において比較的大きめなサイズに粉砕された、例えばウレタンフォームや繊維等を適宜選別して除去することが可能となり、粉状物中の比較的長めの繊維を除去、あるいは存在する繊維自体を実質的に除去し、粉状物をより細かくすることができる。その結果、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより好適に図ることを可能とする。
【0078】
なお、前記した実施形態においては、樹脂層/繊維層複合材料として、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーを用いて、当該合成レザーを粉状物として、同じ構成の合成レザー1における表面層2a(前記樹脂層/繊維層複合材料におけるポリ塩化ビニル樹脂からなる層)の構成材料として再度適用し、再生樹脂層/繊維層複合材料1とした例を示したが、これには限定されず、例えば、粉状物とされる樹脂層/繊維層複合材料を、ターポリン、手袋、カーペットとして、かかる材料の粉状物を合成レザーにおける樹脂層2の構成材料として、再生樹脂層/繊維層複合材料1としてもよい。一方、樹脂層/繊維層複合材料である合成レザーからなる粉状物を、ターポリン、手袋、カーペット等の再生樹脂層2の構成材料として、再生樹脂層/繊維層複合材料1としてもよい。
【0079】
更には、樹脂層/繊維層/樹脂層複合材料、及び再生樹脂層/繊維層複合材料は、ポリ塩化ビニル樹脂を発泡させたポリ塩化ビニル樹脂フォームを、発泡層として介在してもよく、再生樹脂層/繊維層複合材料1をかかる構成とする場合にあっては、当該ポリ塩化ビニル樹脂フォームを再生樹脂層2として、粉状物を含有させるものとしてもよい。
そして、当該粉状物は、再生樹脂層/繊維層複合材料1である合成レザーの表面層2aに含有させた例を示したものであるが、これには限定されず、粉状物が含有される層は、内面層4である発泡層4aであってもよく、また、表面層2a及び当該発泡層4aの両方であってもよい。
【0080】
また、前記した実施形態においては、繊維層/樹脂層複合材料の粉砕手段としてスクリーンミル20を用いた例を示したが、これには限定されず、例えば、ロールミル、ディスインテグレータ、スクリューミル、エッジランナー、スタンプミル、ディスクミル、ピンミル、遠心分級型ミル、ハンマーミル、ジェットミル等を好適に使用することができる。そして、圧縮力とせん断力を同時に作用させる圧縮せん断処理についても、2台のロール圧縮機401、402を用いた例を示したが、これには限定されず、圧縮力とせん断力を同時に作用させる圧縮せん断処理を実施できるものであれば、任意の手段を用いることができる。
【0081】
更には、前記の実施形態においては、再生樹脂層/繊維層複合材料1(及び粉状物となる樹脂層/繊維層複合材料)を、自動車の内装シート等に適用される合成レザーとした例を示したが、これには限定されず、例えば、図7に示すような、繊維層3(繊維基布)の両面に表面層2aを形成した、いわゆるターポリン1aの構成としてもよい。かかる構成の再生樹脂層/繊維層複合材料1は、一般には、フレキシブルコンテナバッグ(通称フレコンバック)、養生シート等として適用される。
【0082】
なお、本構成においては、表面層2aに対して、樹脂層/繊維層複合材料の粉状物が含有されており、再生樹脂層2を形成している。粉状物となる樹脂層/繊維層複合材料としては、再生樹脂層/繊維層複合材料1と同様な構成のターポリン1bはもちろんのこと、他の複合材料、例えば、自動車用の内装材料(座席シート、ドアトリム等)、ソファー、椅子等の家具の表皮材料、鞄用材料等であっても問題はない。
その他、本発明の実施における具体的な構造及び形状は、本発明の目的及び効果を妨げない範囲で他の構造等としてもよい。
【実施例】
【0083】
次に、実施例及び比較例を挙げて本発明を更に詳しく説明するが、本発明はこれらの実施例等の記載に何ら制約されるものではない。
【0084】
〔実施例1〕
(A)粉状物の製造:
樹脂層/繊維層複合材料である自動車座席シート材料(ポリ塩化ビニル樹脂(表面層)/ポリエステル(65%)とレーヨン(35%)の混紡からなる繊維基布(繊維の太さ 20番手)/ポリウレタンフォームの3層構造)の打ち抜き屑を、図2に示した粉状物製造装置10を用い、また、スクリーンミル20(メッシュミル)、及びロール圧縮機40の仕様及び条件を下記のようにして、樹脂層/繊維層複合材料(自動車座席シート材料)の粉状物を得た。
【0085】
( スクリーンミル20の仕様及び条件 )
品名: メッシュミルHA−2542((株)ホーライ製)
回転刃の回転数: 2500rpm
固定刃−回転刃クリアランス: 2mm
排出スクリーンメッシュ径: 2mm
投入量: 約50kg
【0086】
( ロール圧縮機40の仕様及び条件 )
品名: 高圧ロールプレス粉砕機((株)セイシン企業製)
ロール径×ロール長: 300mm×300mm
ロール回転数: 20rpm
ロール加圧力: 60t
【0087】
(B)再生樹脂層/繊維層複合材料の製造:
(A)で得られた粉状物を用いて、下記の処方の混合材料を公知のカレンダー成形法を用いてシート化して、厚さ約300μmの表面層を得た。
【0088】
( 混合材料の処方 )
成 分 含有量(重量部)
1. ポリ塩化ビニル樹脂(重合度P 1300) 100部
2. 可塑剤(ジイソデシルフタレ−ト) 70部
3. 安定剤(Ba/Zn系) 2部
4. 安定剤(エポキシ化大豆油) 2部
5. 繊維系材料粉砕物 19.3部
(混合材料全体に対して10質量%)
【0089】
そして、上記により得られた表面層と、前記(A)で用いた自動車座席シート材料を構成する繊維基布、及びポリウレタンフォームを貼り合わせ、粉状物を含む表面層/繊維基布/ポリウレタンフォームからなる自動車座席シート材料を得た。
【0090】
〔実施例2〕
実施例1(A)で用いた自動車座席シート材料を、図6に示した比重選別機60を備えた粉状物製造装置10aを用い、比重選別機60の仕様及び条件を下記のようにして、樹脂層/繊維層複合材料である自動車座席シート材料の粉状物を得た。なお、スクリーンミル20、ロール圧縮機40の仕様及び条件は、実施例1(A)と同様にした。そして、粉状物を前記で得られたものに変更する以外は実施例1(B)と同様にして、表面層に粉状物を含む自動車座席シート材料を得た。
【0091】
( 比重選別機60の仕様及び条件 )
品名: エアセパレーター((株)ホーライ製)
(プリエアセパレーター: HM−440形、メインエアセパレーター:
AS−1000形)
【0092】
〔比較例1〕
実施例1において、ロール圧縮機40による圧縮せん断処理を行わず、また、スクリーンミル20を下記の仕様及び条件のものに変更したした以外は、実施例1と同様な方法により、表面層に粉状物を含む自動車座席シート材料を得た。
【0093】
( スクリーンミル20の仕様及び条件 )
品名: メッシュミル HA−2542((株)ホーライ製)
回転刃の回転数: 2500rpm
固定刃−回転刃クリアランス: 2mm
排出スクリーンメッシュ径: 1mm
投入量: 約50kg
【0094】
〔比較例2〕
実施例2において、ロール圧縮機40による圧縮せん断処理を行わなかった以外は、実施例1と同様な方法により、表面層に粉状物を含む自動車座席シート材料を得た。
【0095】
〔試験例1〕
上記の実施例1、2及び比較例1、2で得られた再生樹脂層/繊維層複合材料(自動車座席シート材料)の表面層に対して、下記の条件にて、「存在する繊維の長さ」、「表面粗さ(中心線平均粗さ)」、及び「ピンホールチェック」を比較・評価した。なお、対照として、実施例1(A)で粉状物の対象とした樹脂層/繊維層複合材料である自動車座席シート材料を参考例1として同様に評価した。評価結果を表1に示す。
【0096】
( 繊維の長さ )
再生樹脂層(表面層)であるポリ塩化ビニル樹脂をテトラヒドロフラン(THF)に溶解させ、不溶分(繊維、ウレタンフォーム)をろ過して乾燥した残留物のうち繊維分を顕微鏡観察して繊維の長さを求めた。また、繊維の長さは20点測定した最長値を結果とした。
【0097】
( 表面粗さ(中心線平均粗さ))
電子線三次元粗さ解析装置(KES−FB4:(株)カトーテック製)を用いて、中心線平均粗さ(Ra)を測定した。
【0098】
( ピンホールチェック )
目視にてピンホールの存在の有無を確認した。
【0099】
( 評価結果 )
【表1】

【0100】
表1の結果より、実施例1及び実施例2で得られた再生樹脂層/繊維層複合材料は、再生樹脂層である表面層において長さが1mmを超える繊維が存在しないものであるため、中心線表面粗さ(Ra)が小さく、表面層の外観が良好であった。また、表面層にピンホールも存在せず、物性面にも問題がないことが確認できた。
そして、実施例1及び実施例2で得られた再生樹脂層/繊維層複合材料である自動車用座席シート材料は、同じ構成である自動車用座席シート材料の粉状物を表面層としたものであり、従来困難であった繊維層を含む複合材料を、当該複合材料と同じ構成の複合材料として、外観面及び物性面に問題ないようにマテリアルリサイクルしたものであることが確認できた。
【0101】
一方、比較例1及び比較例2で得られたものは、中心線表面粗さ(Ra)が大きく、表面層の外観面について実施例1及び実施例2のものと比べて大きく劣るものであった。また、ピンホールの発生も認められ、実使用時には当該ピンホール部から破断、破裂等が生じることが予想される。
【符号の説明】
【0102】
1 再生樹脂層/繊維層複合材料(合成レザー)
1a ターポリン
2 再生樹脂層
2a 表面層
3 繊維層
4 内面層
4a 発泡層
【技術分野】
【0001】
本発明は、繊維層を含む複合材料の廃棄材を、繊維層を含む複合材料の構成材料として再生するマテリアルリサイクルを実施することにより得られる、外観面及び物性面も良好な再生樹脂層/繊維層複合材料に関する。
【背景技術】
【0002】
近年、環境に対する配慮が重要となり、また、容器包装リサイクル法など廃棄材料のリサイクルに関する法律も施行されている。このようなことから、特に製造業においては、廃棄材料を有効に利用するとともに、リサイクルしやすい製品を製造することが重要な課題となっている。
【0003】
その一方で、異種の材料を積層した複合材料、特に、繊維層を含む複合材料は、当該異種材料の分別処理等が必要とされ、リサイクルが困難とされる材料である。かかる繊維層を含む複合材料としては、例えば、繊維層の両面を樹脂層で挟んで構成され、基布となる繊維層と表面を構成する樹脂層からなるものや、更には、内面をポリウレタンフォーム等で構成された材料等があり、例えば、織布や不織布等の繊維層と樹脂層とを積層することにより得られる、自動車座席用シート等に用いられる合成レザー(合成皮革)や、フレキシブルコンテナバッグ(通称フレコンバッグ)等に用いられるターポリン(ターポリンシート)、及びカーペット等の複合材料が知られている。
【0004】
よって、このような繊維層を含む複合材料の廃棄材料をどのようにして効率的にリサイクルするかが問題とされているが、例えば、塩化ビニル樹脂と繊維基布等の複合材料は、燃焼時のダイオキシン発生の観点から燃焼処理を行うには設備の整った燃焼設備が必要とされるため、当該複合材料のほとんどが埋め立て処理されて廃棄されているのが実状であった。
【0005】
また、カーペットの廃棄材料は、繊維層を掻き取って分別した後、残ったポリ塩化ビニル樹脂のバッキング層を、再びカーペット製造時のバッキング層に適用するマテリアルリサイクルが試みられているが、材料における機械的強度の低下等の問題もあって、実際には低級グレードにしか適用されていなかった。
【0006】
更には、塩化ビニル樹脂を表皮材料とする合成レザーや、ターポリンの廃棄材料は、溶剤を用いて塩化ビニル樹脂を溶解する方法や、せん断粉砕したものをカーペットバッキング材の充填材料等としてマテリアルリサイクルする試みがなされている。しかし、前者は溶剤回収が必要となるため大掛かりな装置になってしまうという問題があり、実現が困難であった。また、後者も、もとの製品とは違う製品の構成材料として、例えばバッキング材の充填材料としてはある程度対応できてはいたものの、従来から行われるせん断粉砕程度では外観の不良や物性低下を生じてしまい、当該合成レザーやターポリンを、もとの製品である合成レザーやターポリン自体の構成材料としてマテリアルリサイクルするレベルには至らないものであった。
【0007】
更には、シート表皮材として使用した塩化ビニルレザーをせん断力で粉砕した後、風力分球等により選別して、繊維基布やバッキングされたウレタンフォームを除去した塩化ビニル樹脂を、再度シート表皮材として用いる試みもなされていた。しかし、塩化ビニルレザーにおける塩化ビニル樹脂と繊維基布は接着剤で強固に接着積層されており、両者を完全に分離するのは非常に困難なため、わずかに残った繊維基布が影響して、外観を悪くしてしまうという問題があって、廃棄材料の表皮材への適用は困難であった。
【0008】
一方、異種材料の廃棄材料を分別せずに、所定の大きさに粉砕した粉砕物を用いて、再度もとの材料の構成材としてリサイクル実施する手段についても検討されており、かかる手段の例としては、自動車内装材の表皮材等の廃棄材料を5mm以下のサイズに粉砕して、当該粉砕品に熱可塑性樹脂繊維とを混練してシート状に成形し、自動車内装材としてリサイクルする手段が提案されていた(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−63319号公報(〔0007〕)
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、前記した手段では、廃棄材料の粉砕品を5mm以下のサイズとする程度では、繊維が材料表面にあらわれてしまう等の問題により、外観の良好なリサイクル成形品を得ることは困難であり、特に表皮材への再利用には問題があった。また、物性面においても、必ずしも満足いくものが得られていないのが実状であった。
【0011】
従って、本発明の目的は、繊維層を含む複合材料の廃棄材を、繊維層を含む複合材料の構成材料として再生するマテリアルリサイクルを実施するにあたり、再生材料中に存在する繊維の長さを使用に問題ない長さまで微粉化、あるいは繊維を除去することにより、外観面及び強度、剛性等の物性面において良好な再生樹脂層/繊維層複合材料を提供することにある。
【課題を解決するための手段】
【0012】
前記の課題を解決するために、本発明の再生樹脂層/繊維層複合材料は、樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層、及び繊維層を備えることを特徴とするものである。
【0013】
本発明において、粉状物とされる樹脂層/繊維層複合材料は、繊維層と樹脂層を含むものであり、例えば、ターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペット等、及びこれらの廃棄材料が挙げられる。
なお、本発明の再生樹脂層/繊維層複合材料も、当該粉状物を再生樹脂層に含有する以外は、前記した樹脂層/繊維層複合材料と共通した構成となる。
【0014】
このうち、ターポリンの例としては、具体的には、フレキシブルコンテナバッグ(通称フレコンバック)、コンテナバッグ、テント地、雨合羽、ダクトホース、建築養生シート、建築養生ネット、トラックの幌等の防水シートや防水帆布等が挙げられる。
また、合成レザー(合成皮革)の例としては、具体的には、自動車用の内装材料(座席シート、ドアトリム等)、ソファー、椅子等の家具の表皮材料、鞄用材料等が挙げられる。
【0015】
ここで、樹脂層は、複合材料の表面にあらわれて表面層を構成したりするほか、複合材料の内面に層状に介在されて内面層を構成するものである。
表面層は、当該複合材料に対して装飾性、耐水性、耐炎性及び耐候性等を付与するものであり、表面層を構成する材料としては、例えば、ポリ塩化ビニル(PVC)樹脂や、ポリプロピレン系樹脂、ポリエチレン系樹脂等のポリオレフィン系樹脂等の熱可塑性樹脂、ポリウレタン系樹脂等を使用することができる。
なお、本発明における、「表面層」とは、織物、編物やメッシュ状の繊維層の表面に対して、表面層を構成する樹脂材料をラミネート、ディッピング等の手段でコーティングしたものであって、繊維層の網目が表面から確認できるような状態となることも含む。
【0016】
内面層は、当該複合材料の内面に層状に介在され、外面にはあらわれない層であり、例えば、樹脂材料の発泡層として、複合材料にクッション性等を付与することができる。発泡層としては、ポリウレタン、ポリ塩化ビニル(PVC)樹脂、ポリオレフィン系樹脂等の樹脂を発泡させたポリウレタンフォーム、ポリ塩化ビニル樹脂フォーム、ポリオレフィン系樹脂フォーム等を使用することができる。
また、複合材料を補強し、強度を付与すべく、非発泡層としてもよく、非発泡層を構成する材料としては、例えば、前記した発泡層を構成する樹脂材料を使用することができる。なお、樹脂層の成形方法については特に制限はなく、公知の方法を用いることができる。
【0017】
一方、繊維層としては、例えば、繊維から構成される織布あるいは不織布等からなる層状物であればよい。当該繊維層は、例えば繊維基布となり、複合材料に対して引張強さ、引裂き強さ、伸び等の諸特性を付与する。繊維層を構成する繊維は、合成繊維、天然繊維の何れでもよく、合成繊維としては、例えば、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂、レーヨン、ポリアミド(ナイロン)系樹脂、ポリプロピレン系樹脂、ポリエチレン系樹脂等のポリオレフィン系樹脂等からなる繊維を使用することができる。また、天然繊維としては、綿(コットン)、絹、麻、毛等の公知のものを使用することができる。なお、繊維層は、一種類の繊維からなるものであってもよく、また、二種類以上の繊維を用いてもよく、更には、混紡繊維を用いてもよい。
また、繊維層を構成する繊維の太さは、一般に、1〜150デニール程度であればよく、番手表示であれば、10〜50番手程度であればよい。
【0018】
そして、粉状物とされる前記樹脂層/繊維層複合材料は、前記した繊維層及び繊維層を任意の構成により積層してなる。
例えば、前記した複合材料をターポリン(ターポリンシート)とする場合にあっては、繊維層としてポリエチレンテレフタレート(PET)等のポリエステル系繊維からなる繊維基布の両面を、ポリ塩化ビニル(PVC)樹脂等の熱可塑性樹脂からなる樹脂層で挟み込むように積層した構成とすることができ、この場合、ポリ塩化ビニル樹脂からなる樹脂層が表面層を形成することになる。
【0019】
また、前記した複合材料を合成レザー(合成皮革)とする場合にあっては、例えば、ポリエチレンテレフタレート(PET)等のポリエステル系繊維とレーヨン繊維の混紡繊維からなる繊維基布の片面に対してポリ塩化ビニル樹脂等の熱可塑性樹脂からなる表面層を積層し、また、繊維層のもう一方の面に対して、ポリウレタン樹脂を発泡させたポリウレタンフォームを積層した構成とすることができる。この場合、表面層から見て、各層は、表面層(ポリ塩化ビニル樹脂層)/繊維層/発泡層(ポリウレタンフォーム)の順に並ぶことになる。なお、かかる層構成において、繊維層である繊維基布と表面層であるポリ塩化ビニル樹脂層との間に、ポリ塩化ビニル(PVC)樹脂を発泡させたポリ塩化ビニル(PVC)樹脂フォームを介在させたものであってもよい。
また、繊維層である繊維基布とポリ塩化ビニル樹脂層の表面層を積層した構成としてもよい。
【0020】
本発明において、前記した構成の樹脂層/繊維層複合材料を、粉砕処理、圧縮力とせん断力を同時に作用させる圧縮せん断処理(以下、単に「圧縮せん断処理」とすることもある)を行って粉状物とするには、例えば、下記の手段を用いて行うことができる。
なお、本発明においては、前記した圧縮せん断処理の前処理として、粉砕処理を行うことが好ましい。
【0021】
( 粉砕処理 )
粉砕処理としては、例えば、衝撃力、せん断力、摩砕力等を用いて粉砕する機器を用いて実施することが好ましく、具体的には、ロールミル、ディスインテグレータ、スクリューミル、エッジランナー、スタンプミル、ディスクミル、ピンミル、スクリーンミル、遠心分級型ミル、ハンマーミル、ジェットミル等を好適に使用できる。
本発明に用いられる粉砕処理としては、この中で、高速回転する刃を有し、排出部にスクリーンが設けられているスクリーンミルを適用することが好ましい。かかるスクリーンミルは、スクリーンサイズや刃と外壁とのクリアランスを変更することにより、得られる粉砕物の大きさを制御することができる。
【0022】
( 圧縮せん断処理 )
そして、圧縮せん断処理としては、圧縮力とせん断力を同時に作用させるものであり、ロール圧縮を用いた圧縮せん断処理を行うことが好ましく、例えば、互いに接近する方向に付勢されながら回転する一対の金属製ロールの間に、対象となる材料を投入して、圧縮せん断処理を行うことが好ましい。
【0023】
ここで、ロール圧縮による圧縮せん断処理において用いられる一対の金属製ロールは、付勢力により当接した状態で回転するものであり、複合材料や当該複合材料を粉砕処理することにより得られた粉砕物を引き裂き、圧縮、せん断することができれば、ロール回転数、付勢力の値は特に制限はなく、任意に定めることができる。
また、一対の金属製ロールに作用する付勢力は、一方の金属製ロールを固定ロールとし、他方の金属製ロールに付勢手段を設けて、他方の金属製ロールを一方の金属製ロールに付勢させることにより作用させることができる。かかる付勢手段としては、例えば、他方の金属製ロールの回転軸を一方のロール側に押さえつけるコイルバネ、皿バネ、油圧装置等を備えたものを採用することができる。
【0024】
本発明においては、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を実施することにより、当該複合材料中の繊維が粉砕されるとともに、細かく引きちぎられて圧縮、せん断されて微細な繊維片となるため、繊維同士が絡み合って綿状に固まってしまうこともなく効率的に粉状化することができ、再利用しやすい粉状物を好適に得ることができる。
また、当該複合材料が、繊維層に対してウレタンフォーム等の発泡層がラミネートされている場合にあっては、繊維層及び当該発泡層の粉状化が非常に困難であったところ、前記の粉砕処理、及び圧縮せん断処理を実施することにより、かかる材料であっても簡便に粉状化することができる。
【0025】
また、本発明は、このようにして得られた粉状物を、かかる粉状物の原材料である樹脂層/繊維層複合材料の樹脂層を構成する樹脂材料と混合して混合材料とし、かかる混合材料を用いてなる樹脂層である再生樹脂層、及び繊維層からなる再生樹脂層/繊維層複合材料とすることを特徴とする。
すなわち、本発明は、繊維層を含む複合材料、または当該材料の廃棄物等を粉状物として、繊維層を含む複合材料の構成材料としてマテリアルリサイクルを行うものである。
【0026】
ここで、「再生樹脂層」とは、前記の如く、樹脂層/繊維層複合材料の粉状物と、当該複合材料の樹脂層を構成する樹脂材料から形成される層のことを意味する。また、再生樹脂層/繊維層複合材料における当該再生樹脂層は、積層体に樹脂層が複数存在する場合にあっては、当該樹脂層の何れか一層以上が再生樹脂層であればよく、例えば、再生樹脂層/繊維層複合材料が、表面層/繊維層/発泡層からなる積層体である場合にあっては、表面層と発泡層の何れか一層以上が再生樹脂層であればよい。
【0027】
従って、再生樹脂層/繊維層複合材料における再生樹脂層は、前記した樹脂層/繊維層複合材料における樹脂層を構成する樹脂材料として示した材料を、樹脂層/繊維層複合材料の粉状物と混合してなるものとすればよい。
また、繊維層も、前記した樹脂層/繊維層複合材料における繊維層として示したものを適用することができる。
【0028】
また、再生樹脂層/繊維層複合材料の構成としては、粉状物となる樹脂層/繊維層複合材料と同じ構成のものであってもよいし、異なる構成であってもよい。
例えば、樹脂層/繊維層複合材料を、繊維基布の両面にポリ塩化ビニル樹脂等の熱可塑性樹脂を表面層とする樹脂層を形成したターポリンとした場合にあっては、再生樹脂層/繊維層複合材料を当該ターポリンと同じ構成として、樹脂層である表面層をポリ塩化ビニル樹脂と前記樹脂層/繊維層複合材料(ターポリン)の粉状物からなる混合材料で形成するようにしてもよく、また、再生樹脂層/繊維層複合材料を、当該ターポリンと異なる構成、例えば、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)や、ポリ塩化ビニル樹脂(表面層)/ポリ塩化ビニル樹脂フォーム(発泡層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーとして、表面層及び/または発泡層にターポリンの粉状物を含有させて樹脂層を構成するようにしてもよい。
【0029】
更には、本発明は、樹脂層/繊維層複合材料を、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)や、ポリ塩化ビニル樹脂(表面層)/ポリ塩化ビニル樹脂フォーム(発泡層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーとした場合においても、再生樹脂層/繊維層複合材料を、当該合成レザーと同じ構成として、表面層及び/または発泡層に当該合成レザーの粉状物を含有させて樹脂層を構成するようにしてもよく、また、再生樹脂層/繊維層複合材料を、当該合成レザーシートと異なる構成、例えば、前記した、繊維基布の両面にポリ塩化ビニル樹脂等の熱可塑性樹脂を表面層とする樹脂層を形成したターポリンとして、表面層に前記した合成レザーの粉状物を含有させて再生樹脂層を構成するようにしてもよい。
このように、本発明は、樹脂層/繊維層からなる複合材料のマテリアルリサイクルに関して、もとの複合材料と同じ構成の複合材料への再利用のほか、もとの複合材料とは異なる構成の樹脂層/繊維層からなる複合材料への再利用が可能である。
【0030】
ここで、再生樹脂層に対する粉状物の含有量は、再生樹脂層/繊維層複合材料における表面層に適用する場合にあっては、20質量%以下とすることが好ましく、10質量%以下とすることが特に好ましい。
表面層に対する粉状物の含有量を20質量%より大きくした場合にあっては、層全体に対する粉状物の割合が高すぎるため、表面に繊維があらわれてしまって外観を損ねたり、また、物性面に悪影響を与えたりして、外観面及び物性面において良好な再生樹脂層を得ることができなくなる場合があり好ましくない。
【0031】
一方、当該複合材料における発泡層等の内面層に適用する場合にあっては、100質量%とすることが好ましく、50質量%以下とすることが更に好ましく、20質量%以下とすることが特に好ましい。
このように、本発明の再生樹脂層/繊維層複合材料において、再生樹脂層を内面層とする場合にあっては、再生樹脂層の全てを前記した樹脂層/繊維層の粉状物で構成するようにしてもよく、また、物性面等の特性を更に優れたものとした場合にあっては、含有量を50質量%以下、あるいは20質量%以下と調整すればよい。
【0032】
また、本発明は、再生樹脂層に長さが1mmを超える繊維が存在しないことを特徴とする。
本発明は、このように、再生樹脂層に長さが1mmを超える繊維が存在しないので、再生樹脂層を複合材料における表面層に適用した場合であっては、表面に繊維があらわれることもなく外観において良好な表面層となり、その結果、外観が良好な再生樹脂層/繊維層複合材料を提供することができる。更には、表面層にピンホール等の発生もなく、強度、剛性等の物性面も良好な再生樹脂層/繊維層複合材料となる。また、再生樹脂層を発泡層等の内面層に適用する場合であっても、良好な物性を有する再生樹脂層/繊維層複合材料を提供することができる。
一方、再生樹脂層に長さが1mmを超える繊維が存在する場合にあっては、再生樹脂層の外観や物性に悪影響を与える場合があるため好ましくない。
【0033】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層に長さが0.5mmを超える繊維が存在しないことが好ましい。
この本発明によれば、再生樹脂層に長さが0.5mmを超える繊維が存在しないため、前記した外観面及び物性面の作用・効果をより一層好適に享受した再生樹脂層/繊維層複合材料を提供することができる。
【0034】
本発明の再生樹脂層/繊維層複合材料は、粉状物が、樹脂層/繊維層複合材料を粉砕処理、選別処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理することにより得られることが好ましい。
この本発明によれば、再生樹脂層に含まれる粉状物が、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるものであるので、粉砕処理において比較的大きめなサイズに粉砕された、例えばウレタンフォームや繊維等を適宜選別して除去することが可能となるため、粉状物をより細かくすることができ、その結果、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより好適に図ることができる。
【0035】
なお、かかる選別処理は、粉砕処理を行った後に実施することが好ましく、選別処理が施された廃棄材料に対して、圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより、粉状物中に存在する繊維を、極力短いものにすることができる。
【0036】
ここで、選別処理としては、風力比重選別機、乾式比重選別機、湿式比重選別機、直管型気流選別機、ジグザグ式気流選別機、振動ふるい型選別機、カラム型気流選別機、振動型気流選別機、静電分離機、ふるい分離器等の選別機を、要求される仕様に応じて適宜選択することができる。
【0037】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が、繊維が実質的に存在しないことが好ましい。
この本発明によれば、再生樹脂層に含まれる粉状物が、樹脂層と繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるものであるため、粉状物中の繊維が除去され、再生樹脂層中の繊維が実質的に存在しないものとなり、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより一層好適に図ることができる再生樹脂層/繊維層複合材料の提供を可能とする。
ここで、「繊維が実質的に存在しない」とは、意図的に繊維を存在させるようなものや、長さが約0.05mm以下の、もはや繊維と呼ぶことができない材料が存在することを除外するものであり、必ずしも繊維が1本も存在しない状態のことを指すのではない。
【0038】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であることが好ましい。
この本発明によれば、再生樹脂層/繊維層複合材料を構成する再生樹脂層が当該複合材料の表面にあらわれる表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であるため、繊維層を含む複合材料のリサイクル材料を繊維層/樹脂層複合材料の表面層に適用するとともに、複合材料の表面に繊維があらわれることもなく外観が良好となり、また、物性面に悪影響を与えることもなく、外観面及び物性面において良好な再生樹脂層/繊維層複合材料を好適に得ることができることとなる。
【0039】
本発明の再生樹脂層/繊維層複合材料は、再生樹脂層が内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であることが好ましい。
この本発明によれば、再生樹脂層が発泡層等の内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であるため、繊維層を含む複合材料のリサイクル材料を繊維層/樹脂層複合材料における発泡層等の内面層に適用するともに、また、物性面においても良好な再生樹脂層/繊維層複合材料を好適に得ることができることとなる。
【0040】
本発明の再生樹脂層/繊維層複合材料は、ターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペットの何れかであることが好ましい。
本発明は、繊維層を含む複合材料の廃棄材料を、繊維層を含む複合材料へ再利用可能であるので、再生樹脂層/繊維層複合材料として前記したかかるターポリン(ターポリンシート)、合成レザー(合成皮革)、手袋、カーペットへのマテリアルリサイクルを好適に実施することができるものである。
【発明の効果】
【0041】
本発明は、繊維層を含む複合材料の廃棄物等を、再生材料中に存在する繊維の長さを使用に問題ない長さまで粉状化、あるいは繊維を除去することにより、繊維層を含む複合材料の構成材料として好適にマテリアルリサイクルできるものであり、外観面及び強度、剛性等の物性面においても良好な再生樹脂層/繊維層複合材料を提供することを可能とする。
【図面の簡単な説明】
【0042】
【図1】本発明の再生樹脂層/繊維層複合材料の一態様(合成レザー)を示した断面図である。
【図2】樹脂層/繊維層複合材料を粉砕処理及び微粉化処理するための粉状物製造装置の一態様を示した概略図である。
【図3】図2に示すスクリーンミルの構造を示す上面から見た断面図である。
【図4】図2に示すスクリーンミルの構造を示す側面から見た断面図である。
【図5】図2中に示すロール圧縮機の構造を示す側面図である。
【図6】樹脂層/繊維層複合材料を粉砕処理、選別処理及び微粉化処理するための粉状物製造装置の一態様を示した概略図である。
【図7】本発明の再生樹脂層/繊維層複合材料のもう一つの態様(ターポリン)を示した断面図である。
【発明を実施するための形態】
【0043】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明の再生樹脂層/繊維層複合材料の一実施形態を示す断面図であり、図1中、1は再生樹脂層/繊維層複合材料(合成レザー)、2aは表面層、3は繊維層、4aは発泡層をそれぞれ示す。
【0044】
本実施形態において、再生樹脂層/繊維層複合材料1は、図1に示されるように、再生樹脂層2である表面層2aと、繊維層3と、内面層4である発泡層4aの積層体であり、再生樹脂層2である表面層2a/繊維層3/発泡層4aの順で並び、表面層2aが表面外部にあらわれるような構成となる。
かかる構成の再生樹脂層/繊維層複合材料1は、一般には、合成レザー(合成皮革)として、自動車の内装シート等に適用される。
【0045】
ここで、再生樹脂層2である表面層2aは、再生樹脂層/繊維層複合材料1の表面にあらわれ、当該複合材料1に対して装飾性、耐水性、耐炎性及び耐候性等を付与するものである。
【0046】
本実施形態において、表面層2aは、ポリ塩化ビニル(PVC)に、樹脂層/繊維層複合材料を粉砕処理−圧縮せん断処理して得られた粉状物を配合した材料を用いている。
なお、本実施形態において、粉砕処理−圧縮せん断処理されて粉状物とされる
樹脂層/繊維層複合材料とは、前記した再生樹脂層/繊維層複合材料1(合成レザー1)と同じ層構成からなり、表面層2aについて粉状物を含まない(表面層2aについてはポリ塩化ビニル樹脂のみからなり、発泡層4aについては発泡ポリウレタンフォームのみからなる)を意味するものである。
【0047】
また、繊維層3は、例えば、織布、不織布等の繊維基布からなり、再生樹脂層/繊維層複合材料1に対して、引張強さ、引裂き強さ、伸び等の諸特性を付与することができる。
本実施形態において、繊維層を構成する繊維としては、ポリエステル系繊維であるポリエチレンテレフタレート(PET)繊維とレーヨン繊維との混紡品が用いられている。また、構成繊維の太さは、約1〜150デニール程度である(また、番手表示であれば、約10〜50番手程度である)。
【0048】
内面層4である発泡層4aは、再生樹脂層/繊維層複合材料1に対してクッション性を付与し、また、当該複合材料1の軽量化にも役立つ。
【0049】
以下、前記した再生樹脂層2である表面層2aに含有される樹脂層/繊維層複合材料の粉砕処理−圧縮せん断処理を実施する一態様について、図2に示した粉状物製造装置を用いて説明する。
図2は、樹脂層/繊維層複合材料を粉砕処理−圧縮せん断処理を行う粉状物製造装置10の一態様を示した概略図である。図2に示される粉状物製造装置10は、粉砕処理を行うスクリーンミル20と、圧縮せん断処理を行うロール圧縮機40とがこの順で配設され、基本構成として備えている。
【0050】
( 粉砕処理 )
粉砕処理を行う粉砕機であるスクリーンミル20は、メッシュミルとも呼ばれ、
図3は当該スクリーンミルの上面から見た断面図、図4は側面から見た断面図である。
図3及び図4に示すように、スクリーンミル20は、筒状本体21、及び当該筒状本体21の中に備えられた回転円筒体24を備えて構成されている。かかるスクリーンミル20は、スクリーンメッシュ26のサイズや、刃と外壁とのクリアランスを変更することにより、粉砕物の細かさの程度を制御することができる。
【0051】
筒状本体21は、一方の側に樹脂層/繊維層複合材料(合成レザー)の投入部30が、他方の側に粉砕物である粉砕物の排出部31がそれぞれ設けられている。また、筒状本体21と排出部31の間には、スクリーンメッシュ26が設けられている。スクリーンメッシュ26のメッシュサイズは、下記の固定刃22と回転刃25のクリアランスと同等以下の径に設定して、粉砕された複合材料(合成レザー)の粉砕物の排出を制御することができる。
【0052】
当該筒状本体21の中に備えられた回転円筒体24には、中心の回転軸23が、両端側でボールベアリングを有する支持部27で支持されている。下方の回転軸23は、軸継ぎ手28を介してモータ(図示せず)に接続されている。
この回転円筒体24には、複数の凸状の回転刃25が垂直方向に等間隔で形成されている。一方、筒状本体21の内側には、投入部30と排出部31の中間の位置に複数の凸状の固定刃22が垂直方向に形成されている。
【0053】
また、これらの回転刃25と固定刃22とのクリアランスCは、例えば、5mm以下、好ましくは2mm以下、より好ましくは、1mm以下に調整される。回転刃25と固定刃22のクリアランスは、5mmより大きい場合には、粉砕された粉砕物の大きさが大きすぎる場合がある。
なお、回転刃25には、筒状本体21内に気流を発生させて、筒状本体21内での粉末の滞留を防止するために、スパイラル状の溝が形成されている。
【0054】
次に、前記したスクリーンミル20を使用した樹脂層/繊維層複合材料の粉砕処理の手順について説明する。
樹脂層/繊維層複合材料である合成レザーの廃棄物が投入口50に入れられ、コンベア51によって搬送された後、スクリーンミル20の投入部30に入れられる。スクリーンミル20は、回転刃25が回転することにより、固定刃22との間で当該複合材料を細かく粉砕する。粉砕された樹脂層/繊維層複合材料は、スクリーンメッシュ26を通過した後、排出部31から排出される。
そして、このスクリーンミル20で粉砕処理された樹脂層/繊維層複合材料の粉砕物は、次工程である圧縮せん断処理が行われるロール圧縮機40に送られることになる。
【0055】
( ロール圧縮機による圧縮せん断処理 )
ロール圧縮機40は、前記の粉砕処理により得られた樹脂層/繊維層複合材料の粉砕物をロール圧縮して圧縮せん断処理して微粉化することにより、粉状物を製造する手段である。
なお、本実施形態においては、ロール圧縮機40は、2台のロール圧縮機401、402を直列に連接することにより構成されている。
【0056】
ロール圧縮機401、402は、図5に示すように、原料投入用ホッパ41、固定ロール22、可動ロール43、付勢装置44、および粉砕物回収バケット45を備えて構成される。
原料投入用ホッパ41は、粉砕処理された樹脂層/繊維層複合材料の粉砕物を投入する部分であり、粉砕物回収バケット45は、ロール圧縮機401、402で微粉化された粉状物を回収する容器である。
固定ロール42は、金属製の円筒状体からなり、プレス本体部分に設けられる回転軸(図示せず)に対して、回転自在に軸支され、また、当該回転軸はプレス本体部分に対して固定されている。
【0057】
可動ロール43は、前記した固定ロール42と同様に金属製の円筒状体からなり、プレス本体部分に設けられ、固定ロール42の回転軸に対して、接近離間方向に移動可能な回転軸に回転自在に軸支されている。なお、図5では図示を略したが、固定ロール42および可動ロール43の内部には、冷却機構が設けられており、粉砕時の摩擦によるこれらのロール42、43の加熱は、この冷却機構によって抑制される。
これらのロール42、43のサイズは、例えば、径×長さが150mm×150mmのもの、あるいは300mm×300mmのものが採用される。
また、固定ロール42および可動ロール43は、モータ(図示せず)等の駆動手段によって同期して回転するように構成されていて、駆動手段を調整することにより、これらのロール42、43の回転数を任意に調整することができる。
【0058】
付勢装置44は、可動ロール43を固定ロール42に接近する方向に付勢する付勢手段であり、先端が可動ロール43の外周面に当接する軸部441と、軸部441のプレス本体部分および可動ロール43の間に挿入される複数の皿バネ442と、軸部441の基端部分に設けられ、可動ロール43の付勢力を調整するための押付力調整ネジ443とを備えている。
かかる押付力調整ネジ443を調整することにより、軸部441の可動ロール43に対する押付力が変化して、固定ロール44及び可動ロール44の間に作用する付勢力を調整することができるようになっている。
【0059】
この付勢装置44で調整される付勢力は、固定ロール42および可動ロール43の当接線を挟む、幅約2.5mmの上下の領域で、例えば約100MPaとなるように設定される。
付勢力の設定は、例えば、圧力測定フィルムを利用して行われ、まず、可動ロール44を固定ロール44から離間させた状態で高圧力用の圧力測定フィルムを固定ロール44および可動ロール23の間に挿入し、押付力調整ネジ443を回転して固定ロール42及び可動ロール43の間に付勢力を発生させて、圧力測定フィルムの前記領域の部分が約100MPaの発色状態となるまで締め付けることにより行われる。
【0060】
次に、ロール圧縮機40を使用した樹脂層/繊維層複合材料の微粉化処理の手順について説明する。
前記のスクリーンミル20により粉砕処理が施された樹脂層/繊維層複合材料の粉砕物を、1台目のロール圧縮の原料投入用ホッパ41に投入し、ロール圧縮機401による微粉化処理を開始する(ロール圧縮せん断粉砕工程)。原料投入用ホッパ41への粉砕物の投入量は、例えば10kg/h程度を目安とし、また、ロール回転数は10rpm程度に設定する。なお、必要に応じて、原料投入用ホッパ41には、約10質量%の水を投入してもよい。
【0061】
次に、このロール圧縮せん断粉砕工程と並行して、固定ロール42および可動ロール43内部の冷却機構に冷却水を循環させ、繊維質材料の粉砕時に発生する摩擦熱によって加熱されたロール42、43を冷却機構により冷却する(冷却工程)。
【0062】
1台目のロール圧縮機401によるロール圧縮せん断粉砕が終了したら、繊維質材料の粉砕物を2台目のロール圧縮機402の原料投入用ホッパ41に投入して、2回目のロール圧縮粉砕を開始する。なお、具体的な粉砕条件、ロール42、43の冷却等については、第1台目と同様である。かかる2台のロール圧縮機401、402による圧縮せん断処理により、スクリーンミル20により粉砕処理が施された樹脂層/繊維層複合材料の粉砕物が更に微粉化され、粉状物が得られることとなる。
【0063】
本実施形態においては、このように、樹脂層/繊維層複合材料に対して、スクリーンミル20による粉砕処理、及び2台のロール圧縮機401、402による圧縮せん断処理を実施することにより、当該複合材料中の繊維が粉砕されるとともに細かく引きちぎられ、微細な繊維片となるため、繊維同士が絡み合って綿状に固まってしまうこともなく効率的に粉状化することができ、再利用しやすい粉状物を好適に得ることができる。
また、本実施形態では、当該複合材料が、繊維層に対して発泡層(ウレタンフォーム)がラミネートされて構成されるのであるが、前記の粉砕処理及び、微粉化処理を実施することにより、かかる材料であっても簡便に粉状化を行うことができる。
【0064】
そして、当該粉砕処理−圧縮せん断処理により得られた樹脂層/繊維層複合材料の粉状物は、本実施形態においては、再生樹脂層/繊維層複合材料1を構成する再生樹脂層2である表面層2aに含有されることになる。
本実施形態においては、具体的には、合成レザー(樹脂層/繊維層複合材料)の粉状物を、再度合成レザー1(再生樹脂層/繊維層複合材料1)の表面層2aに含有させることができるため、繊維層を含む複合材料の廃棄材を、繊維層を含む同じ構成の複合材料へ再生するマテリアルリサイクルを好適に実施することができるものとなる。
【0065】
ここで、表面層2aは、前記したように、当該粉状物とポリ塩化ビニル(PVC)樹脂との混合物となるが、当該粉状物の含有量は、本実施形態においては、表面層2aに対して約20質量%とされている。当該粉状物の含有量は、再生樹脂層2である表面層2aに対して、20質量%以下とすることが好ましく、10質量%以下とすることが特に好ましい。
【0066】
また、かかる再生樹脂層/繊維層複合材料1を製造するには、従来公知の製造方法を用いればよい。例えば、繊維層3として、あらかじめ製造した織布、不織布等の繊維基布を用いて、表面層2aを構成するポリ塩化ビニル樹脂と粉状物の混合材料をカレンダー加工等でコーティングしたり、または、当該混合材料をあらかじめフィルムまたはシート化した後、当該繊維層3に対してラミネートして、繊維層3の片面に対して表面層2aを形成する。次に、当該繊維層のもう片面に対して、あらかじめポリウレタン樹脂を発泡成形してシート化した発泡層4aを貼り合わせて、再生樹脂層/繊維層複合材料1を製造すればよい。なお、この各層の形成、積層は1ラインで行ってもよい。
そして、再生樹脂層/繊維層複合材料1における、再生樹脂層2(表面層2a)に存在する繊維の長さは、約0.01〜0.8mmである。
【0067】
本実施形態の再生樹脂層/繊維層複合材料1によれば、次のような効果を得ることができる。
樹脂層/繊維層複合材料である合成シートの粉状物を、同じ構成の合成シート1aの構成材料として適用することができるため、従来では困難であった、繊維層を含む複合材料を、繊維層を含む複合材料へ適用したマテリアルリサイクルを可能とし、廃棄材料を樹脂層に含む再生樹脂層/繊維層複合材料1を得ることができる。
また、本実施形態においては、樹脂層/繊維層複合材料(合成レザー)を、同じ構成の複合材料の樹脂層(表面層2a)の構成材料とした、再生樹脂層/繊維層複合材料1(合成レザー)を提供することができる。
【0068】
再生樹脂層2(表面層2a)に含有される繊維の長さが約0.01〜0.8mmであり、長さが1mmを超える繊維が存在しないため、再生樹脂層2の表面層2aは、外観面及び物性面において良好となるため、複合材料1全体としても、外観及び物性が良好な再生樹脂層/繊維層複合材料1を提供することができる。
【0069】
再生樹脂層2が表面層2aであって、粉状物の含有量が当該表面層2aに対して前記粉状物の含有量が約20質量%であるため、再生樹脂層/繊維層複合材料1の表面に繊維があらわれることもなく外観が良好となり、また、物性面に悪影響を与えることもなく、外観面及び物性面において良好な再生樹脂層/繊維層複合材料1を好適に提供することが可能となる。
【0070】
粉状物の製造に際して、ロール圧縮機40による圧縮せん断処理の前処理として、スクリーンミル20による粉砕処理を行うため、樹脂層/繊維層複合材料の粉状化をより効率よく実施することができ、当該粉状物中に存在する繊維の長さを使用に問題ない長さまで細かくすることができる。
【0071】
なお、以上説明した態様は、本発明の一態様を示したものであって、本発明は、前記した実施形態に限定されるものではなく、本発明の目的及び効果を達成できる範囲内での変形や改良が、本発明の内容に含まれるものであることはいうまでもない。また、本発明を実施する際における具体的な構造及び形状等は、本発明の目的及び効果を達成できる範囲内において、他の構造や形状等としてもよい。
【0072】
例えば、前記の実施態様では、樹脂層/繊維層複合材料を粉状化するにあたり、図2に示した、スクリーンミル20、及びロール圧縮機40を備えた粉状物製造装置10を用いた例を示したが、これには限定されず、例えば、スクリーンミル20による粉砕処理とロール圧縮機40による圧縮せん断処理との間に、選別機60による選別処理を行う、図6に示した粉状物製造装置10aを用いて、樹脂層/繊維層複合材料を粉状化してもよい。
【0073】
図6は、樹脂層/繊維層複合材料を粉砕処理、選別処理及び微粉化処理するための粉状物製造装置10aの一態様を示した概略図であり、図2の粉状物製造装置10において、スクリーンミル20とロール圧縮機401との間に、選別機60を設置した態様を示したものである。
なお、本装置10aにおける、スクリーンミル20による粉砕処理、及びロール圧縮機401、402による微粉化処理については、前記した図2の粉状物製造装置10と共通である。
【0074】
図6に示す粉状物製造装置10aにおいて、選別機60としては、風力比重選別機が使用されている。比重選別機60としては、その他、乾式比重選別機、湿式比重選別機、直管型気流選別機、ジグザグ式気流選別機、振動ふるい型選別機、カラム型気流選別機、振動型気流選別機、静電分離機、ふるい分離器等の選別機を用いることができる。
【0075】
図6に示される風力比重選別機60は、まず、当該選別機60内に設けられた第1セパレータ(図示せず)にスクリーンミル20により粉砕された粉砕物を通過させ、比重差により分離・選別し、次に、第2セパレータ(これも図示せず)を通過させて、更に分離・選別し、所定の大きさ以上の材料を除去する。
【0076】
また、樹脂層/繊維層複合材料として、前記した実施形態と同様の合成レザーを用いて、図6に示す粉状物製造装置10aにより得られた粉状物を得た後、当該粉状物を、これも前記した実施形態と同様に、合成レザーの再生樹脂層2(表面層2a)に含有させて、再生樹脂層/繊維層複合材料1とした場合における、再生樹脂層2(表面層2a)に含有される繊維の長さは、約0.01〜0.5mmである。
【0077】
このように、再生樹脂層に含まれる粉状物が、樹脂層/繊維層複合材料に対して、粉砕処理、及び圧縮せん断処理を行うことに加えて、選別処理を施すことにより得られるため、粉砕処理において比較的大きめなサイズに粉砕された、例えばウレタンフォームや繊維等を適宜選別して除去することが可能となり、粉状物中の比較的長めの繊維を除去、あるいは存在する繊維自体を実質的に除去し、粉状物をより細かくすることができる。その結果、当該粉状物を含む再生樹脂層の外観面や物性面の向上をより好適に図ることを可能とする。
【0078】
なお、前記した実施形態においては、樹脂層/繊維層複合材料として、ポリ塩化ビニル樹脂(表面層)/繊維基布/ポリウレタンフォーム(発泡層)からなる合成レザーを用いて、当該合成レザーを粉状物として、同じ構成の合成レザー1における表面層2a(前記樹脂層/繊維層複合材料におけるポリ塩化ビニル樹脂からなる層)の構成材料として再度適用し、再生樹脂層/繊維層複合材料1とした例を示したが、これには限定されず、例えば、粉状物とされる樹脂層/繊維層複合材料を、ターポリン、手袋、カーペットとして、かかる材料の粉状物を合成レザーにおける樹脂層2の構成材料として、再生樹脂層/繊維層複合材料1としてもよい。一方、樹脂層/繊維層複合材料である合成レザーからなる粉状物を、ターポリン、手袋、カーペット等の再生樹脂層2の構成材料として、再生樹脂層/繊維層複合材料1としてもよい。
【0079】
更には、樹脂層/繊維層/樹脂層複合材料、及び再生樹脂層/繊維層複合材料は、ポリ塩化ビニル樹脂を発泡させたポリ塩化ビニル樹脂フォームを、発泡層として介在してもよく、再生樹脂層/繊維層複合材料1をかかる構成とする場合にあっては、当該ポリ塩化ビニル樹脂フォームを再生樹脂層2として、粉状物を含有させるものとしてもよい。
そして、当該粉状物は、再生樹脂層/繊維層複合材料1である合成レザーの表面層2aに含有させた例を示したものであるが、これには限定されず、粉状物が含有される層は、内面層4である発泡層4aであってもよく、また、表面層2a及び当該発泡層4aの両方であってもよい。
【0080】
また、前記した実施形態においては、繊維層/樹脂層複合材料の粉砕手段としてスクリーンミル20を用いた例を示したが、これには限定されず、例えば、ロールミル、ディスインテグレータ、スクリューミル、エッジランナー、スタンプミル、ディスクミル、ピンミル、遠心分級型ミル、ハンマーミル、ジェットミル等を好適に使用することができる。そして、圧縮力とせん断力を同時に作用させる圧縮せん断処理についても、2台のロール圧縮機401、402を用いた例を示したが、これには限定されず、圧縮力とせん断力を同時に作用させる圧縮せん断処理を実施できるものであれば、任意の手段を用いることができる。
【0081】
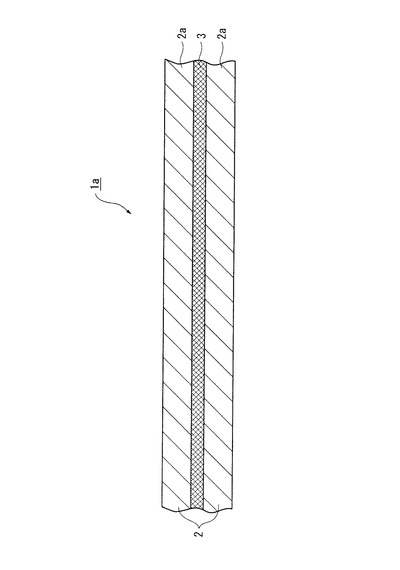
更には、前記の実施形態においては、再生樹脂層/繊維層複合材料1(及び粉状物となる樹脂層/繊維層複合材料)を、自動車の内装シート等に適用される合成レザーとした例を示したが、これには限定されず、例えば、図7に示すような、繊維層3(繊維基布)の両面に表面層2aを形成した、いわゆるターポリン1aの構成としてもよい。かかる構成の再生樹脂層/繊維層複合材料1は、一般には、フレキシブルコンテナバッグ(通称フレコンバック)、養生シート等として適用される。
【0082】
なお、本構成においては、表面層2aに対して、樹脂層/繊維層複合材料の粉状物が含有されており、再生樹脂層2を形成している。粉状物となる樹脂層/繊維層複合材料としては、再生樹脂層/繊維層複合材料1と同様な構成のターポリン1bはもちろんのこと、他の複合材料、例えば、自動車用の内装材料(座席シート、ドアトリム等)、ソファー、椅子等の家具の表皮材料、鞄用材料等であっても問題はない。
その他、本発明の実施における具体的な構造及び形状は、本発明の目的及び効果を妨げない範囲で他の構造等としてもよい。
【実施例】
【0083】
次に、実施例及び比較例を挙げて本発明を更に詳しく説明するが、本発明はこれらの実施例等の記載に何ら制約されるものではない。
【0084】
〔実施例1〕
(A)粉状物の製造:
樹脂層/繊維層複合材料である自動車座席シート材料(ポリ塩化ビニル樹脂(表面層)/ポリエステル(65%)とレーヨン(35%)の混紡からなる繊維基布(繊維の太さ 20番手)/ポリウレタンフォームの3層構造)の打ち抜き屑を、図2に示した粉状物製造装置10を用い、また、スクリーンミル20(メッシュミル)、及びロール圧縮機40の仕様及び条件を下記のようにして、樹脂層/繊維層複合材料(自動車座席シート材料)の粉状物を得た。
【0085】
( スクリーンミル20の仕様及び条件 )
品名: メッシュミルHA−2542((株)ホーライ製)
回転刃の回転数: 2500rpm
固定刃−回転刃クリアランス: 2mm
排出スクリーンメッシュ径: 2mm
投入量: 約50kg
【0086】
( ロール圧縮機40の仕様及び条件 )
品名: 高圧ロールプレス粉砕機((株)セイシン企業製)
ロール径×ロール長: 300mm×300mm
ロール回転数: 20rpm
ロール加圧力: 60t
【0087】
(B)再生樹脂層/繊維層複合材料の製造:
(A)で得られた粉状物を用いて、下記の処方の混合材料を公知のカレンダー成形法を用いてシート化して、厚さ約300μmの表面層を得た。
【0088】
( 混合材料の処方 )
成 分 含有量(重量部)
1. ポリ塩化ビニル樹脂(重合度P 1300) 100部
2. 可塑剤(ジイソデシルフタレ−ト) 70部
3. 安定剤(Ba/Zn系) 2部
4. 安定剤(エポキシ化大豆油) 2部
5. 繊維系材料粉砕物 19.3部
(混合材料全体に対して10質量%)
【0089】
そして、上記により得られた表面層と、前記(A)で用いた自動車座席シート材料を構成する繊維基布、及びポリウレタンフォームを貼り合わせ、粉状物を含む表面層/繊維基布/ポリウレタンフォームからなる自動車座席シート材料を得た。
【0090】
〔実施例2〕
実施例1(A)で用いた自動車座席シート材料を、図6に示した比重選別機60を備えた粉状物製造装置10aを用い、比重選別機60の仕様及び条件を下記のようにして、樹脂層/繊維層複合材料である自動車座席シート材料の粉状物を得た。なお、スクリーンミル20、ロール圧縮機40の仕様及び条件は、実施例1(A)と同様にした。そして、粉状物を前記で得られたものに変更する以外は実施例1(B)と同様にして、表面層に粉状物を含む自動車座席シート材料を得た。
【0091】
( 比重選別機60の仕様及び条件 )
品名: エアセパレーター((株)ホーライ製)
(プリエアセパレーター: HM−440形、メインエアセパレーター:
AS−1000形)
【0092】
〔比較例1〕
実施例1において、ロール圧縮機40による圧縮せん断処理を行わず、また、スクリーンミル20を下記の仕様及び条件のものに変更したした以外は、実施例1と同様な方法により、表面層に粉状物を含む自動車座席シート材料を得た。
【0093】
( スクリーンミル20の仕様及び条件 )
品名: メッシュミル HA−2542((株)ホーライ製)
回転刃の回転数: 2500rpm
固定刃−回転刃クリアランス: 2mm
排出スクリーンメッシュ径: 1mm
投入量: 約50kg
【0094】
〔比較例2〕
実施例2において、ロール圧縮機40による圧縮せん断処理を行わなかった以外は、実施例1と同様な方法により、表面層に粉状物を含む自動車座席シート材料を得た。
【0095】
〔試験例1〕
上記の実施例1、2及び比較例1、2で得られた再生樹脂層/繊維層複合材料(自動車座席シート材料)の表面層に対して、下記の条件にて、「存在する繊維の長さ」、「表面粗さ(中心線平均粗さ)」、及び「ピンホールチェック」を比較・評価した。なお、対照として、実施例1(A)で粉状物の対象とした樹脂層/繊維層複合材料である自動車座席シート材料を参考例1として同様に評価した。評価結果を表1に示す。
【0096】
( 繊維の長さ )
再生樹脂層(表面層)であるポリ塩化ビニル樹脂をテトラヒドロフラン(THF)に溶解させ、不溶分(繊維、ウレタンフォーム)をろ過して乾燥した残留物のうち繊維分を顕微鏡観察して繊維の長さを求めた。また、繊維の長さは20点測定した最長値を結果とした。
【0097】
( 表面粗さ(中心線平均粗さ))
電子線三次元粗さ解析装置(KES−FB4:(株)カトーテック製)を用いて、中心線平均粗さ(Ra)を測定した。
【0098】
( ピンホールチェック )
目視にてピンホールの存在の有無を確認した。
【0099】
( 評価結果 )
【表1】
【0100】
表1の結果より、実施例1及び実施例2で得られた再生樹脂層/繊維層複合材料は、再生樹脂層である表面層において長さが1mmを超える繊維が存在しないものであるため、中心線表面粗さ(Ra)が小さく、表面層の外観が良好であった。また、表面層にピンホールも存在せず、物性面にも問題がないことが確認できた。
そして、実施例1及び実施例2で得られた再生樹脂層/繊維層複合材料である自動車用座席シート材料は、同じ構成である自動車用座席シート材料の粉状物を表面層としたものであり、従来困難であった繊維層を含む複合材料を、当該複合材料と同じ構成の複合材料として、外観面及び物性面に問題ないようにマテリアルリサイクルしたものであることが確認できた。
【0101】
一方、比較例1及び比較例2で得られたものは、中心線表面粗さ(Ra)が大きく、表面層の外観面について実施例1及び実施例2のものと比べて大きく劣るものであった。また、ピンホールの発生も認められ、実使用時には当該ピンホール部から破断、破裂等が生じることが予想される。
【符号の説明】
【0102】
1 再生樹脂層/繊維層複合材料(合成レザー)
1a ターポリン
2 再生樹脂層
2a 表面層
3 繊維層
4 内面層
4a 発泡層
【特許請求の範囲】
【請求項1】
樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層、及び繊維層を備えることを特徴とする再生樹脂層/繊維層複合材料。
【請求項2】
請求項1記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が、長さが0.5mmを超える繊維が存在しないことを特徴とする再生樹脂層/繊維層複合材料。
【請求項3】
請求項1または請求項2記載の再生樹脂層/繊維層複合材料において、前記粉状物が、樹脂層/繊維層複合材料に対して粉砕処理、選別処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られることを特徴とする再生樹脂層/繊維層複合材料。
【請求項4】
請求項3記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が、繊維が実質的に存在しないことを特徴とする再生樹脂層/繊維層複合材料。
【請求項5】
請求項1ないし請求項4の何れかに記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であることを特徴とする再生樹脂層/繊維層複合材料。
【請求項6】
請求項1ないし請求項4の何れかに記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であることを特徴とする再生樹脂層/繊維層複合材料。
【請求項7】
請求項1ないし請求項6の何れかに記載の再生樹脂層/繊維層複合材料において、ターポリン、合成レザー、手袋、カーペットの何れかであることを特徴とする再生樹脂層/繊維層複合材料。
【請求項1】
樹脂層及び繊維層を備える樹脂層/繊維層複合材料に対して粉砕処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られる粉状物を含有し、長さが1mmを超える繊維が存在しない再生樹脂層、及び繊維層を備えることを特徴とする再生樹脂層/繊維層複合材料。
【請求項2】
請求項1記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が、長さが0.5mmを超える繊維が存在しないことを特徴とする再生樹脂層/繊維層複合材料。
【請求項3】
請求項1または請求項2記載の再生樹脂層/繊維層複合材料において、前記粉状物が、樹脂層/繊維層複合材料に対して粉砕処理、選別処理、及び圧縮力とせん断力を同時に作用させる圧縮せん断処理を行うことにより得られることを特徴とする再生樹脂層/繊維層複合材料。
【請求項4】
請求項3記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が、繊維が実質的に存在しないことを特徴とする再生樹脂層/繊維層複合材料。
【請求項5】
請求項1ないし請求項4の何れかに記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が表面層であって、当該表面層に対して前記粉状物の含有量が20質量%以下であることを特徴とする再生樹脂層/繊維層複合材料。
【請求項6】
請求項1ないし請求項4の何れかに記載の再生樹脂層/繊維層複合材料において、前記再生樹脂層が内面層であって、当該内面層に対して前記粉状物の含有量が50質量%以下であることを特徴とする再生樹脂層/繊維層複合材料。
【請求項7】
請求項1ないし請求項6の何れかに記載の再生樹脂層/繊維層複合材料において、ターポリン、合成レザー、手袋、カーペットの何れかであることを特徴とする再生樹脂層/繊維層複合材料。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−208473(P2009−208473A)
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願番号】特願2009−108232(P2009−108232)
【出願日】平成21年4月27日(2009.4.27)
【分割の表示】特願2003−188154(P2003−188154)の分割
【原出願日】平成15年6月30日(2003.6.30)
【出願人】(500242384)出光テクノファイン株式会社 (55)
【Fターム(参考)】
【公開日】平成21年9月17日(2009.9.17)
【国際特許分類】
【出願日】平成21年4月27日(2009.4.27)
【分割の表示】特願2003−188154(P2003−188154)の分割
【原出願日】平成15年6月30日(2003.6.30)
【出願人】(500242384)出光テクノファイン株式会社 (55)
【Fターム(参考)】
[ Back to top ]