
冷延鋼板の製造方法
【課題】深絞り性に優れた冷延鋼板を、高効率に生産する
【解決手段】質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに、(C/12+N/14+S/32)/(Ti/48+Nb/93)が1.4以下であり、残部Feおよび不純物からなる鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満で巻き取った後、酸洗し、圧下率60〜95%で冷間圧延し、750〜880℃で焼鈍する。
【解決手段】質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに、(C/12+N/14+S/32)/(Ti/48+Nb/93)が1.4以下であり、残部Feおよび不純物からなる鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満で巻き取った後、酸洗し、圧下率60〜95%で冷間圧延し、750〜880℃で焼鈍する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プレス加工等により様々な形状に成形されて用いられる冷延鋼板の製造方法に関する。特に、本発明は、自動車のサイドフレームアウター等のパネル類のように、非常に厳しい成形が施される部品の素材に好適な、深絞り性に優れる冷延鋼板の製造法に関する。
【背景技術】
【0002】
深絞り成型を多用する部材、例えば自動車のボディーパネルのような部材の素材として使用される冷延鋼板には、高い深絞り性が要求される。
【0003】
冷延鋼板の深絞り性を高めるには、鋼中のC含有量を著しく低減させた極低炭素鋼とし、さらにTiやNb等の炭窒化物生成元素を添加することにより、固溶炭素や固溶窒素を低減させることが有効である。固溶炭素や固溶窒素を低減させることにより、冷間圧延後の焼鈍工程において深絞り性に有利な{111}集合組織が発達するからである。
【0004】
また、冷間圧延に供する熱延鋼板の結晶粒を微細化することも有効である。これは、冷間圧延後の焼鈍工程において、冷間圧延組織から加工歪みの解放によって再結晶組織が形成される際に、冷間圧延に供される熱延鋼板において結晶粒界であった部位の方が結晶粒内であった部位に比して、深絞り性に有利な{111}集合組織が発達しやすいという理由による。すなわち、冷間圧延に供する熱延鋼板の結晶粒が微細であればあるほど、結晶粒界の部位の割合が高くなるので、冷間圧延および焼鈍後の冷延鋼板の深絞り性が高くなるのである。
【0005】
ところで、プレス成形においては、深絞り性の指標であるr値の面内異方性(以下、単に「面内異方性」ともいう。)が小さいことが一般に要求される。ここで、面内異方性は、圧延方向に対して(以下、方向は「圧延方向」を基準として示す。)45°方向のr値(r45)が0°方向のr値(r0)や90°方向のr値(r90)に比して低いことに起因して大きくなっていることが多い。このため、r45を高めることができれば、面内異方性を低減することが可能となる場合が多い。また、面内異方性の比較的小さい冷延鋼板であっても、例えばサイドフレームアウターなどの鋼板部材の素材として用いられる場合には、冷延鋼板からのプレス用切板の採取の都合から、加工量の大きい部位において45°方向の加工性が高いことが要求されることが多い。このような観点からもr45を高めることが望まれている。一般に強度の上昇とともにr値は低下する傾向にあるため、特に340MPa以上の引張強度を有する高張力鋼板についてr45を高めることが望まれている。
【0006】
そこで、上述した熱延鋼板の結晶粒の微細化等を利用して冷延鋼板の深絞り性を向上させる方法がこれまでにいくつか提案されている。
【0007】
例えば、特許文献1には、仕上温度をAr3点〜(Ar3点+50℃)とし、最終圧下率を30%以上の強加工とする熱間圧延を施し、熱間圧延直後から冷却を開始し、開始から3秒間の平均冷速が60℃/s以上で、特に開始から1秒間の平均冷速が80℃/s以上とする冷却を行う発明が提案されている。
【0008】
また、特許文献2には、0.050%超のTiと0.0003%以上のBを含有させ、好ましくは動的再結晶温度域で5パス以上圧延し、仕上圧延温度を(Ar3点−20℃)以上とする熱間圧延を施し、熱間圧延終了後、0.2秒以内に急冷処理を開始する発明が提案されている。
【0009】
また、特許文献3には、最終パス前の2パスの合計圧下率を45%超70%以下、最終パスの圧下率を5%以上35%以下とし、さらに仕上温度をAr3点〜(Ar3点+50℃)とする熱間圧延を施し、熱間圧延終了後1秒以内に200〜2000℃/secの冷却速度で冷却を開始し、仕上温度からの650〜850℃迄冷却を行う発明が提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平5−112831号公報
【特許文献2】特開2000−239786号公報
【特許文献3】特開2001−316727号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述したように、熱延鋼板の結晶粒の微細化等により冷延鋼板の深絞り性を向上させる方法がいくつか提案されているが、いずれも実用化に問題を有するもの、もしくは、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できないものである。
【0012】
すなわち、特許文献1の実施例には、熱延鋼板を微細粒化するためには40%以上という極めて高い最終圧下率を必要とすることが示されている。このため、この方法には、圧延荷重が過大となり既存設備への適用が困難であり、得られる熱延鋼板について形状不良が生じやすいという問題がある。
【0013】
また、特許文献2に記載された発明は、動的再結晶温度域における圧延が任意であるかの如き記載がなされているものの、その実施例の記載から明らかなように、熱延鋼板を安定して微細粒化するには、動的再結晶下限温度〜(動的再結晶下限温度+80℃)という動的再結晶低温域において5パス以上かつ合計圧下率80%以上の圧延を行うことが必要である。このため、この方法には、精緻な圧延温度管理やパススケジュール管理が必要であり、工業的生産が困難であるという問題がある。
【0014】
特許文献3に提案されている方法によれば、上記問題点は解消される。しかし、冷却開始時間を0.5秒以下にすると、冷却開始時間のわずかなずれによって材質が大きく変動してしまい、鋼板長手方向で材質の不均一が生じるとされているため、熱間圧延直後の急冷による熱延鋼板の結晶粒の微細化作用が不十分である。このため、この方法では、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できない。
【0015】
本発明は、上記従来技術の問題に鑑みてなされたものであり、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できるとともに工業的生産が容易で実用性の高い、深絞り性に優れた冷延鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記目的を達成するために、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受し、特にr45の高い冷延鋼板の製造方法を確立すべく、鋭意検討を行った。
【0017】
その結果、所定の化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することによって、板厚中心部から鋼板表面にかけて粒径が小さくなる傾斜組織を有する熱延鋼板が得られ、斯かる組織を有する鋼板に冷間圧延および焼鈍を施すことによって、従来困難であった優れた深絞り特性を有する冷延鋼板の安定製造を可能にすることを見出したのである。検討内容を以下に詳細に述べる。
【0018】
(a)熱延鋼板の結晶粒を微細化する方法として、主として熱延鋼板を最終製品とする場合に、結晶粒の微細化による高強度化を目的として、熱間圧延直後に急冷却する方法が従来から検討されている。これらの従来技術は、熱延鋼板の高強度化を目的とするものであるため、検討対象である鋼種は比較的C含有量の高い低炭素鋼であり、C含有量の極めて低い極低炭素鋼を対象とした検討は十分になされていない。
【0019】
(b)一方、本発明が目的とする深絞り性に優れた冷延鋼板を得るには、C含有量の低い極低炭素鋼を用いる必要がある。しかし、極低炭素鋼は粒成長性が高いため、熱延鋼板の高強度化を目的として従来検討がなされていたような冷却条件では結晶粒の微細化を図ることはできず、したがって、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受することができないことが、本発明者らの検討によって明らかになった。
【0020】
(c)すなわち、熱間圧延時に生じる鋼板と圧延ロールの間の摩擦によって、鋼板表面近傍領域には大きな剪断歪みが導入される。このため、熱間圧延により加えられる歪の板厚方向の分布は、板厚中心部から鋼板表面に向かうにしたがって大きくなる。したがって、本来であれば、板厚中心部から鋼板表面にかけて粒径が小さくなるという傾斜組織を有する熱延鋼板が得られることになる。しかし、歪量の多いことは回復および再結晶の駆動力が大きいことでもあるから、適切な冷却を施さないと容易に粒成長が進行してしまう。特に、本発明が対象とする極低炭素鋼は粒成長性が高いため、その粒成長性の高さと相俟って鋼板表面近傍領域における粒成長の進行が著しくなる。その結果、従来技術では、熱延鋼板の鋼板表面近傍領域において本来の結晶粒の微細化が達成できなかったのである。また、そのような状況であったために、鋼板表面近傍領域に導入される剪断歪みによって結晶粒の微細化効果が顕著に得られるということについても、従来は全く考えられていなかったのである。このため、従来技術における冷間圧延および焼鈍後の鋼板は、鋼板表面近傍領域において深絞り性に好ましい集合組織の発達が不十分となり、鋼板全体としての深絞り性を十分に向上させることができなかったのである。
【0021】
(d)特許文献3において、熱間圧延後の冷却開始時間を0.5秒以下にすると、冷却開始時間のわずかなずれによって材質が大きく変動してしまい、鋼板長手方向で材質の不均一が生じるとされているのは、まさにこのことが原因であると推察される。すなわち、特許文献3において検討されている冷却条件は、従来の熱延鋼板の高強度化を目的として検討されている程度の冷却条件であったために、著しい粒成長性を有する極低炭素鋼については鋼板表面近傍領域における粒成長が進行してしまい、冷却開始時間のわずかなずれによって鋼板表面近傍領域における粒成長の進行の度合いが大きく異なってしまい、これによって熱延鋼板の結晶粒の粒径が大きく変動し、その結果、材質の大きな変動を招いてしまったと推察される。
【0022】
(e)そこで、著しい粒成長性を有する極低炭素鋼について、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受する条件を詳細に検討した結果、TiおよびNbを含有する特定の化学組成を有する極低炭素鋼に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することが最も重要であるとの新知見を得た。これは、従来検討されていなかった熱間圧延の極直後領域における冷却条件を詳細に検討することによって初めて明らかになったものである。
【0023】
ここで、特筆すべき事は、熱間圧延後の冷却条件を、熱間圧延完了から急冷を開始するまでの時間ではなく、熱間圧延完了から750℃まで冷却するのに要する時間により規定していることであり、この時間を0.5秒間以下とすることにより、平均冷却速度が400℃/秒以上でありさえすれば冷却開始時間によらず‘安定して’高い特性が得られるのである。さらに、熱間圧延を大圧下で行う必要もないので、工業的生産に容易に適用できる。
【0024】
(f)上記(e)項の冷却条件を適用することによって、上記(c)項において述べた、歪量の多い鋼板表面近傍領域における粒成長の進行を抑制し、当該領域において本来の結晶粒の微細化を実現することができ、これによって、冷間圧延および焼鈍後に優れた深絞り性が得られる。すなわち、上記(c)項で述べたように、熱間圧延により加えられる歪の板厚方向の分布は板厚中心部から鋼板表面に向かうにしたがって大きくなるが、粒成長性の高い極低炭素鋼においては鋼板表面近傍領域における歪が極めて容易に解放されてしまうため、当該領域においては本来の結晶粒の微細化が困難であったのであるが、上記(e)項の冷却条件を適用することによってこれらの歪の解放が抑制され、鋼板表面近傍領域においても本来の結晶粒の微細化が可能となる。そして、これによって、板厚中心部から鋼板表面にかけて粒径が小さくなるという傾斜組織を有する熱延鋼板が得られ、斯かる組織を有する鋼板に冷間圧延および焼鈍を施すことによって、板厚中心部のみならず鋼板表面近傍領域においてもr値を向上させるとともにr値の面内異方性を低下させる集合組織を十分に発達させることができ、鋼板全体としての深絞り性を著しく向上させることができるのである。
【0025】
(g)このことは、鋼板表面近傍領域において深絞り性に有利な集合組織の発達を促すことによって、鋼板全体としての深絞り性を向上させることであり、別の観点からは、熱延鋼板を、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)を0.90以下とすることである。
【0026】
(h)このように、熱間圧延時に鋼板と圧延ロールの間の摩擦によって鋼板表面近傍領域に導入される剪断歪みを、結晶粒の微細化に最大限に活用するので、熱間圧延後の冷却速度を高くすることが困難となる熱延鋼板の板厚が厚い場合でも、極めて高い冷却能を有する特殊な冷却装置を導入せずとも、良好な深絞り性を有する冷延鋼板を製造することができる。
【0027】
本発明は上記新知見に基づくものであり、その要旨は以下のとおりである。
【0028】
〔1〕下記工程(A)〜(D)を備えることを特徴とする冷延鋼板の製造方法:
(A)質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに下記式(1)式を満足し、残部Feおよび不純物からなる化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取って熱延鋼板とする熱間圧延工程;
(B)前記熱延鋼板に酸洗を施して酸洗鋼板とする酸洗工程;
(C)前記酸洗鋼板に圧下率:60〜95%の冷間圧延を施して冷延鋼板とする冷間圧延工程;および
(D)前記冷延鋼板に750〜880℃の温度域で焼鈍を施す焼鈍工程。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【0029】
〔2〕前記化学組成が、Feの一部に代えて、V:1質量%以下を含有するとともに、前記式(1)に代えて下記式(2)を満足するものである上記〔1〕の冷延鋼板の製造方法。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【0030】
〔3〕前記化学組成が、Feの一部に代えて、B:0.0030質量%以下を含有する上記〔1〕または〔2〕の冷延鋼板の製造方法。
【0031】
〔4〕前記化学組成が、Feの一部に代えて、質量%で、Cr:1.0%以下および/またはMo:1.0%以下を含有する上記〔1〕〜〔3〕のいずれかの冷延鋼板の製造方法。
【0032】
〔5〕前記化学組成が、Feの一部に代えて、質量%で、Ca:0.01%以下、Zr:0.10%以下およびREM:0.10%以下からなる群から選ばれる1種または2種以上を含有する上記〔1〕〜〔4〕のいずれかの冷延鋼板の製造方法。
【0033】
〔6〕上記〔1〕〜〔5〕のいずれかに記載の化学組成を有するとともに、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)が0.90以下である鋼板に、圧下率:60〜95%の冷間圧延を施したのちに750〜880℃の温度域で焼鈍を施すことを特徴とする冷延鋼板の製造方法。
【0034】
〔7〕前記冷間圧延を施す鋼板の板厚が2.8mm以上であることを特徴とする上記〔1〕〜〔6〕のいずれかの冷延鋼板の製造方法。
【0035】
〔8〕前記平均冷却速度が620℃/秒以下であることを特徴とする上記〔1〕〜〔7〕のいずれかの冷延鋼板の製造方法。
【発明の効果】
【0036】
本発明の方法によれば、自動車部品の一体成形など厳しい加工に利用できる、深絞り性に優れた冷延鋼板を、容易にかつ高生産性で製造することができる。
【図面の簡単な説明】
【0037】
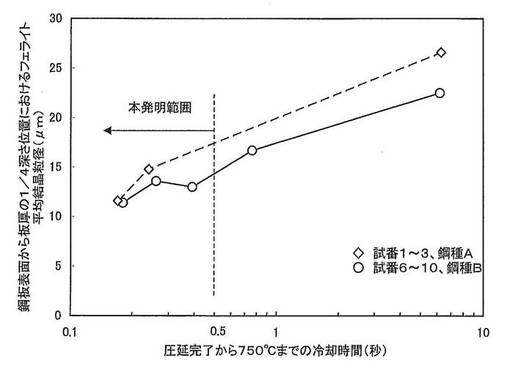
【図1】熱間圧延完了から750℃までの冷却時間と鋼板表面から板厚の1/4深さ位置での平均結晶粒径dsとの関係を示す図
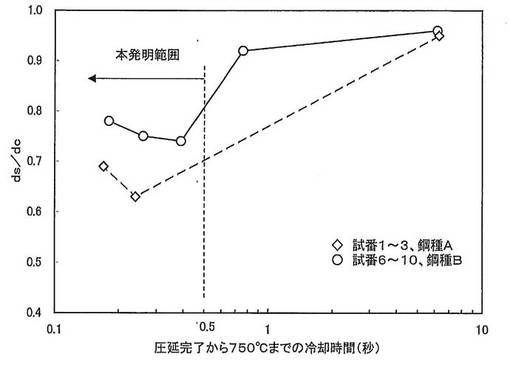
【図2】熱間圧延完了から750℃までの冷却時間とds/dcとの関係を示す図
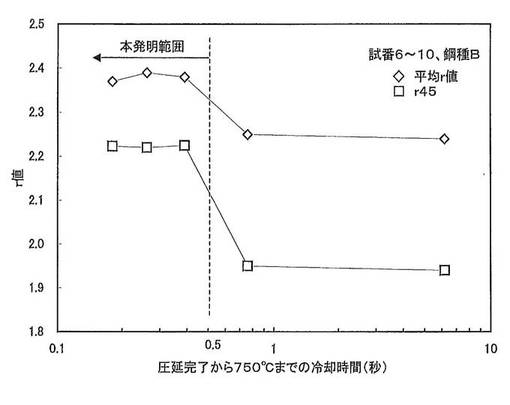
【図3】熱間圧延完了から750℃までの冷却時間と冷延板の平均r値およびr45との関係を示す図
【発明を実施するための形態】
【0038】
(1)化学組成について
C:0.010質量%未満(以下の説明において、各成分の含有量についての「%」は「質量%」を示す。)
Cは、不純物として含有される元素であり、延性および深絞り性を低下させる作用を有する。このため、C含有量は0.010%未満とする。好ましくは0.0080%以下であり、さらに好ましくは0.0040%以下である。C含有量は少なければ少ないほど好ましいので、C含有量の下限は特に規定する必要はない。しかし、C含有量の過剰な低減は著しい精錬コストの上昇をもたらす。したがって、精錬コストの観点から、C含有量は0.0005%以上とすることが好ましい。
【0039】
Si:1.5%以下
Siは、不純物として含有される元素であるが、延性の低下を抑制しつつ高強度化を可能にする有用な固溶強化元素でもある。良好な強度−延性バランスを確保しつつ高強度化を可能にするので、必要に応じて含有させてもよい。一方、Si含有量が過剰になると鋼板の表面処理性の劣化が著しくなる。このため、Si含有量は1.5%以下とする。好ましくは1.0%以下であり、さらに好ましくは0.5%以下である。また、深絞り性の観点からは、強度が低い方が好ましいので、Si含有量は0.1%以下であることが好ましい。さらに好ましくは、0.05%以下であり、より好ましくは0.03%以下である。一方、Siによる高強度化を目的とする場合には、Si含有量は0.1%を超えることが好ましい。なお、深絞り性の観点からは、Si含有量は少ないほど好ましいが、Si含有量の過剰な低減は著しい製造コストの上昇をもたらすので、Si含有量は0.001%以上とすることが好ましい。
【0040】
Mn:2.0%以下
Mnは、不純物として含有される元素であるが、固溶強化により鋼の強度を高める作用も有する。また、SをMnSとして固定し、FeS生成による鋼の赤熱脆性を抑制する作用を有する。さらにまた、オーステナイトからフェライトへの変態温度を低下させる作用を有するため、熱間圧延の仕上温度を低下させることを可能にし、これによって、熱延鋼板の結晶粒の微細化を促進させることができる。したがって、必要に応じて含有させてもよい。一方、Mn含有量が過剰になると延性を劣化が著しくなるため、Mn含有量を2.0%以下とする。好ましくは1.5%以下、さらに好ましくは1.0%以下である。また、Mnは深絞り性を低下させる作用を有するので、深絞り性の観点からはMn含有量を0.5%以下とすることが好ましく、0.3以下とすることがさらに好ましく、0.2%以下とすることがより好ましい。なお、鋼の赤熱脆性を抑制する観点からは、Mn含有量を0.05%以上とすることが好ましい。
【0041】
P:0.10%以下
Pは、不純物として含有される元素であるが、r値の低下を抑制しつつ高強度化を可能にする有用な固溶強化元素でもある。良好な強度−深絞り性バランスを確保しつつ高強度化を可能にするので、必要に応じて含有させてもよい。一方、P含有量が過剰になると耐二次加工脆性が劣化するので、P含有量を0.10%以下とする。好ましくは0.08%以下である。Pによる固溶強化を要しない場合には、耐二次加工脆性の観点からP含有量は低いほど有利であり、0.025%以下とすることが好ましく、0.020%以下とすることがさらに好ましい。P含有量の下限は特に限定する必要はないが、P含有量の過剰な低減は著しい製造コストの上昇をもたらすので、P含有量は0.001%以上とすることが好ましい。なお、Pによる固溶強化を確実に得るには、Pは0.025%を超えて含有させることが好ましい。
【0042】
S:0.010%以下
Sは、不純物元素であり、延性および深絞り性を低下させる作用を有する。このため、S含有量は0.010%以下とする。好ましくは0.008%以下であり、より好ましくは0.005%以下、さらに好ましくは0.003%以下である。S含有量は少なければ少ないほど好ましいので、S含有量の下限は特に規定する必要はない。しかし、S含有量の過剰な低減は著しい製造コストの上昇をもたらす。したがって、製造コストの観点から、S含有量は0.0003%以上とすることが好ましい。
【0043】
Al:0.0005〜0.10%
Alは、溶鋼を脱酸する作用を有する。この効果を得るためにAl含有量を0.0005%以上とする。好ましくは0.005%以上である。一方、Al含有量が過剰になると延性の低下が著しくなるため、Al含有量は0.10%以下とする。好ましくは0.05%以下、さらに好ましくは0.03%以下である。
【0044】
N:0.0060%以下
Nは、不純物元素であり、延性および深絞り性を低下させる作用を有する。このため、N含有量は0.0060%以下とする。好ましくは0.0040%以下であり、さらに好ましくは0.0025%以下である。N含有量は少なければ少ないほど好ましいので、N含有量の下限は特に規定する必要はない。しかし、N含有量の過剰な低減は著しい製造コストの上昇をもたらす。したがって、製造コストの観点から、N含有量は0.0003%以上とすることが好ましい。
【0045】
Ti:0.001〜0.10%
Tiは、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。このため、Ti含有量は0.001%以上とする。好ましくは0.010%以上、さらに好ましくは0.015%以上、より好ましくは0.020%以上である。一方、0.10%を超えるTiを含有させても、上記作用による効果が飽和していたずらにコストの増加をもたらすのみならず、鋼が硬質化して加工性の劣化を招く。したがって、Ti含有量は0.10%以下とする。より好ましくは0.08%以下、更に好ましくは0.07%以下である。
【0046】
Nb:0.001〜0.10%
Nbは、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。また、オーステナイトの再結晶を抑制する効果あり、熱延板の結晶粒を微細化する作用も有する。このため、Nb含有量は0.001%以上とする。好ましくは0.005%以上である。一方、0.10%を超えるNbを含有させると、再結晶温度の著しい上昇を招き、所要の性能を得るために必要な焼鈍温度が高温となり、焼鈍設備の損傷や製造コストの上昇を招く。したがって、Nb含有量は0.10%以下とする。好ましくは0.05%以下、より好ましくは0.03%以下である。
【0047】
TiおよびNbの含有量は、さらに下記式(1)を満足することが必要である。式(1)の左辺は、TiおよびNbと結合して化合物を形成する、C、NおよびSに対するTiおよびNbの当量比を表すパラメータ式であり、この値が小さいほど、上述したTiおよびNbによる深絞り性および延性を向上させる作用をより確実に発現させることができる。式(1)の右辺は、好ましくは1.2、さらに好ましくは1.0、より好ましくは0.8、最も好ましくは0.6である。式(1)の左辺のパラメータ式の値の下限は、上記TiおよびNbの含有量の上限値によって自ずと定まるため、特に規定する必要はないが、該パラメータ式の値が過剰に小さくなることはTiおよびNbの添加効率の低下を意味するので、0.01以上とすることが好ましい。さらに好ましくは0.05以上、より好ましくは0.10以上である。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
【0048】
本発明の冷延鋼板の製造方法に供される鋼塊または鋼片は、上記の各元素を含有するとともに、上記(1)式を満足し、残部はFeおよび不純物からなる化学組成を有するものである。ただし、上記の鋼塊または鋼片には、各種性能を向上させる目的で、以下に示す元素を含有させても良い。
【0049】
V:1%以下
Vは、TiやNbと同様に、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。また、該炭窒化物はフェライトの粗大化を抑制する作用を有し、熱延鋼板の結晶粒の微細化を促進する。さらにまた、炭化物を形成して析出強化により鋼を高強度化する作用も有する。このため、必要に応じて含有させてもよい。一方、V含有量が過剰になると延性や加工性の劣化が著しくなるので、V含有量は1%以下とする。好ましくは0.5%以下である。より好ましくは0.3%以下である。なお、Vによる深絞り性および延性を向上させる作用をより確実に得るには、V含有量を0.01%以上とすることが好ましい。また、VはTiやNbと同様の作用を有するので、Vを含有させる場合には上記式(1)に代えて、Vの寄与を考慮した下記式(2)を満足するものとすることが好ましい。式(2)の右辺は、好ましくは1.2、さらに好ましくは1.0、より好ましくは0.8、最も好ましくは0.6である。式(2)の左辺のパラメータ式の値の下限は、式(1)の場合と同様に、0.01以上とすることが好ましい。さらに好ましくは0.05以上、より好ましくは0.10以上である。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
【0050】
B:0.0030%以下
本発明が対象とするTiおよびNbを含有させて固溶Nや固溶Cを低減させた極低炭素鋼板は、一般に粒界強度が弱く耐二次加工脆性に劣る。Bは、上記粒界強度を高めることにより、耐二次加工脆性を向上させる作用を有する。したがって、必要に応じてBを含有させてもよい。一方、0.0030%を超えるBを含有させても上記作用による効果は飽和するのみならず、Bにはr値を低下させる作用も有するので、Bを含有させる場合には、その含有量を0.0030%以下とするのが好ましく、0.0010%以下とするのがさらに好ましい。なお、上記作用による効果をより確実に得るには、B含有量を0.0003%以上とすることが好ましい。
【0051】
Cr:1.0%以下
Mo:1.0%以下
CrおよびMoは、熱延鋼板を細粒化する作用や固溶強化により鋼板を高強度化する作用を有する。このため、必要に応じて、これらの元素の一種または二種を含有させてもよい。一方、含有量が過剰になると上記作用による効果が飽和していたずらにコストを増加させるため、それぞれの含有量を1.0%以下とするのが好ましい。より好ましくは0.5%以下である。上記作用による効果をより確実に得るには、いずれかの元素の含有量を0.01%以上とすることが好ましい。
【0052】
Ca:0.01%以下
Zr:0.10%以下
REM:0.10%以下
Ca、Zr、REM(希土類元素)は、何れも介在物の形態制御によって延性を代表とする加工性を改善する作用を有する。このため、必要に応じて、これらの元素の一種以上を含有させてもよい。一方、0.01%を超えるCaを含有させるか、ZrおよびREMについてはそれぞれ0.10%を超えて含有させると、鋼中の介在物が多くなりすぎて却って加工性の劣化を招く。したがって、それぞれの含有量を、Ca:0.010%以下、Zr:0.10%以下、REM:0.10%以下とするのが好ましい。なお、上記作用による効果をより確実に得るには、Caを含有させる場合にはその含有量を0.0002%以上とすることが好ましく、ZrまたはREMを含有させる場合にはその含有量を0.001%以上とすることが好ましい。
【0053】
なお、本発明にいう「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量は上記元素の合計含有量を指す。
【0054】
(2)冷間圧延に供する鋼板の組織について
冷間圧延および焼鈍後において、優れた深絞り性、特にr45の高い冷延鋼板を得るには、冷間圧延に供する鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径を16μm以下とすることが好ましい。鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径は、当該鋼板全体としてのフェライト平均結晶粒径の代表値であるから、当該位置におけるフェライト平均結晶粒径が16μmを超えると、冷間圧延および焼鈍後における深絞り性、特にr45の低下が著しくなる。したがって、鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径を16μm以下とすることが好ましい。より好ましくは15μm以下、さらに好ましくは14μm以下である。前記フェライト平均結晶粒径が微細であるほど冷間圧延および焼鈍後における深絞り性が向上するので前記フェライト平均結晶粒径の下限は特に限定する必要はない。しかし、結晶粒の著しい微細化には高い冷却能力を要し、冷却能力を上げるために冷却設備が大掛かりとなり製造コストが嵩む。このため、鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径は2μm以上とすることが好ましい。
【0055】
さらに、冷間圧延および焼鈍後において、優れた深絞り性、特にr45の高い冷延鋼板を得るには、冷間圧延に供する鋼板の表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)を0.90以下とするのが好ましい。本発明は、熱間圧延において板厚中心部に比して多くの歪量が付与されることにより、結晶粒の微細化が期待されるとともに著しい粒成長性により結晶粒の微細化の困難性を伴う鋼板表面近傍領域について、適切な冷却を施すことにより著しい粒成長を抑制して結晶粒を微細化するものである。したがって、ds/dcは、本発明が目的とする微細化が実現されているか否かを示す指標である。すなわち、ds/dcが低いということは、適切な冷却が施されることにより本発明が目的とする微細化が実現されていることを示し、ds/dcが高いということは、冷却が不適切であるために粒成長を抑制しきれずに、本発明が目的とする微細化が実現されていないことを示す。
【0056】
ds/dcが0.90を超えると、冷間圧延および焼鈍後において、深絞り性、特にr45の低下を招くおそれがある。好ましくは0.85以下、さらに好ましくは0.80以下、より好ましくは0.75以下、最も好ましくは0.70以下である。ds/dcが小さいほど、冷間圧延および焼鈍後における深絞り性が向上するのでds/dcの下限は特に限定する必要はない。しかし、ds/dcの著しい低減には高い冷却能力を要し、冷却能力を上げるために冷却設備が大掛かりとなり製造コストが嵩む。このため、ds/dcは0.20以上とすることが好ましい。
【0057】
冷間圧延および焼鈍後において、冷延鋼板の集合組織をさらに発達させて、深絞り性をより一層向上させるには、冷間圧延に供する鋼板の表面から板厚の1/16深さ位置において、{110}<223>方位の密度をランダムに対して2倍以上、さらには3倍以上とし、{211}<111>方位の密度をランダムに対して1.5倍以上、さらには2.0倍以上とすることが好ましい。
【0058】
(3)熱間圧延
上述した化学組成を有する鋼塊または鋼片に(Ar3点−30℃)以上で圧延を完了する熱間圧延を施す。
【0059】
本発明は、熱間圧延によりオーステナイト結晶粒内に歪を蓄積させ、熱間圧延後の冷却により当該歪の解放を抑制して、所定の低温域になった段階で当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒の微細化を図るものである。したがって、熱間圧延はオーステナイト域で行うことが基本となる。しかしながら、熱間圧延時に金属製の圧延ロールとの接触によって抜熱が生じるため、鋼板の表面から10乃至100μmの深さ位置までの最表層領域において局所的な変態がしばしば生じる。特に、本発明のようにC含有量の極めて低い鋼種においては、このような最表層領域における局所的変態が生じ易い。このような局所的変態を防ぐ方法として仕上温度の高温化が一応考えられるが、後述するように仕上温度の高温化は結晶粒の微細化を困難にし、板厚全体の結晶粒が粗大化してしまうので、発明の本質が損なわれてしまう。
【0060】
そこで、本発明者が詳細に検討したところ、鋼板の最表層領域が機械特性に及ぼす影響は小さく、変態が生じる領域が板厚の1/32以下であれば、最終製品の特性が然程損なわれないことが明らかになった。そして、変態が生じる領域を板厚の1/32以下とするには、熱間圧延完了温度(以下、「仕上温度」ともいう。)を(Ar3点−30℃)以上とすればよいことも判明した。したがって、仕上温度は、(Ar3点−30℃)以上とする。冷間圧延および焼鈍後において冷延鋼板の深絞り性を一層向上させるには、仕上温度をAr3点以上とすることが好ましい。また、仕上温度はAr3点に近いほど好ましい。仕上温度が高温であると、熱間圧延によりオーステナイト結晶粒内に蓄積された歪が容易に解放されてしまい、上述した機構による結晶粒の微細化を効率的に行うことができなくなるからである。したがって、仕上温度は、(Ar3点+100℃)以下とすることが好ましく、(Ar3点+80℃)以下とすることがさらに好ましく、(Ar3点+60℃)以下とすることがより好ましい。なお、上記温度は鋼板の表面温度であり、放射温度計等により測定することができる。
【0061】
熱間圧延に供する鋼塊または鋼片の温度は、仕上温度の観点から決定すればよいので特に限定する必要はないが、1100℃未満では(Ar3点−30℃)以上の仕上温度を確保することが一般に困難であり、1280℃を超えると、加熱コストの増大やスケールロスによる歩留り低下を招く。したがって、前記温度は、1100〜1280℃とするのが好ましい。前記温度が低温であるほど、最終製品である冷延鋼板の延性および深絞り性が向上するので、1200℃以下とすることがさらに好ましく、1150℃以下とすることがより好ましい。
【0062】
熱間圧延に供する鋼塊または鋼片が、Ar3点以下の温度域、例えば常温まで冷却された所謂冷片である場合にはAc3点以上の温度域まで加熱することを要するが、連続鋳造後または分塊圧延後の高温状態にある鋼塊または鋼片である場合には、仕上温度を確保できるのであれば特段加熱を施さずともよい。
【0063】
熱間圧延を施す設備は、リバースミルおよびタンデムミルのいずれであってもよい。工業的生産性の上からは、少なくとも最終の数段はタンデムミルを用いるのが好ましい。
熱間圧延における圧下量は、熱間圧延によりオーステナイト結晶粒内に効率的に歪を蓄積する観点から、1060℃から熱間圧延完了までの温度範囲における板厚減少率で45%以上とすることが好ましい。上記温度範囲は、1040℃から熱間圧延完了までとすることがさらに好ましく、1020℃から熱間圧延完了までとすることがより好ましく、1000℃から熱間圧延完了までとすることが最も好ましい。また、上記板厚減少率は、50%以上とすることがさらに好ましく、55%以上とすることがより好ましく、60%以上とすることが最も好ましい。
【0064】
熱間圧延は、1パスで行う必要はなく、連続した複数パスの圧延であってもよい。1パス当たりの圧下量は、10〜60%とすることが好ましく、15〜60%とすることがさらに好ましい。1パス当たりの圧下量を大きくした方がオーステナイト結晶粒への歪の蓄積を効率的に行うことができるので、熱延鋼板の結晶粒の微細化という観点からは好ましいが、圧延荷重が増大や鋼板の形状確保の困難性などにより生産性を阻害することも懸念されるので、かかる観点から1パス当たりの圧下量は制限される。本発明によれば、1パス当たりの圧下量を40%以下とした複数パスの圧延でも、大圧下を必須とする従来技術よりも微細なフェライト粒を得ることができるので、工業的生産が容易である。
【0065】
(4)熱間圧延後の冷却
熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取る。
【0066】
本発明は、熱間圧延によりオーステナイト結晶粒内に歪を蓄積させ、熱間圧延後の冷却により当該歪の解放を抑制して、所定の低温域になった段階で当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒の微細化を図るものである。したがって、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することにより、熱間圧延によりオーステナイト結晶粒内に蓄積させた歪の解放を750℃以下の温度域まで抑制し、750℃以下の温度域において当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒を微細化させるのである。
【0067】
熱間圧延完了から750℃までの冷却時間が0.5秒間を超えたり、熱間圧延完了温度から750℃までの平均冷却速度が400℃/秒未満であったり、冷却完了温度が750℃を超えたりすると、熱間圧延によりオーステナイト結晶粒内に蓄積させた歪が750℃を超える温度域において容易に解放されてしまい、熱延鋼板の結晶粒の微細化を図ることが困難となるからである。なお、ここでいう平均冷却速度は、空冷部分を除外し、水冷却等により強制冷却を行っている部分における平均冷却速度を意味する。
【0068】
熱間圧延完了から750℃までの冷却時間は、短ければ短いほど前記歪の解放を抑制できるので、下限は特に規定する必要はない。0.40秒間以下とすることが好ましく、0.36秒間以下とすることがさらに好ましい。冷間圧延および焼鈍後において、冷延鋼板の深絞り性をより一層向上させるには、熱間圧延完了から650℃までの冷却時間を0.75秒以下とすることが好ましく、0.65秒以下とすることがさらに好ましく、0.61秒以下とすることがより好ましい。
【0069】
前記平均冷却速度は、高ければ高いほど前記歪の解放を抑制できるので、上限は特に規定する必要はない。500℃/秒以上とすることが好ましく、600℃/秒以上とすることがさらに好ましく、700℃/秒以上とすることがより好ましく、800℃/秒以上とすることが最も好ましい。
【0070】
冷間圧延および焼鈍後の深絞り性の観点から前記平均冷却速度の上限を規定する必要はないが、冷却能力を上げるには冷却設備が大掛かりとなり製造コストが嵩むだけでなく、冷却ムラの発生あるいは冷却停止温度の制御が困難となる場合がある。このため、2000℃/秒以下としてもよい。
【0071】
冷却完了温度は、後述する巻取温度を確保できる範囲内において、低ければ低いほど前記歪の解放を抑制できるので好ましい。したがって、700℃以下とすることが好ましく、650℃以下とすることがさらに好ましい。
【0072】
上記冷却完了から巻取りまでの工程においては、フェライトの核生成密度が高いことや比較的低温域であることにより顕著な粒成長は生じにくい。したがって、前記工程における平均冷却速度は特に規定する必要はなく、放冷してもよい。しかし、ある程度の粒成長は生じうるので、結晶粒の粗大化をより確実に抑制するために水冷してもよい。水冷する場合には、前記平均冷却速度を10℃/秒以上とすることが好ましい。さらに好ましくは20℃/秒以上、より好ましくは30℃/秒以上である。
【0073】
巻取りは、400℃以上640℃未満の温度域で行う。巻取温度が640℃以上になると巻取り後の徐冷中に結晶粒が粗大化したり、鉄−りん化合物が析出して、冷間圧延および焼鈍後の深絞り性が低下する場合がある。さらに表面疵の発生やスケールロスによる歩留り低下といった問題が生じる場合がある。したがって、巻取温度は640℃未満とする。本発明に係る冷延鋼板は、従来技術に比して冷間圧延および焼鈍後の冷延鋼板の深絞り性に及ぼす巻取温度の影響が小さいので、深絞り性の確保のために巻取温度を高温化する必要はない。したがって、従来技術よりも巻取温度の低く抑えることによって表面疵の発生を抑制することができる。このような観点から、巻取温度は、好ましくは620℃以下、さらに好ましくは600℃以下である。一方、巻取温度が400℃を下回ると、微細な炭窒化物が析出したり、炭窒化物の析出が不十分となって固溶Cや固溶Nが残存したりして、冷間圧延および焼鈍後の深絞り性が低下する場合がある。したがって、巻取温度は400℃以上とする。好ましくは450℃以上であり、さらに好ましくは500℃以上である。
【0074】
(5)冷却設備
本発明では上記の冷却を行う設備を限定しない。工業的には、水量密度の高い水スプレー装置を用いることが好適である。例えば、圧延板搬送ローラーの間に水スプレーヘッダーを配置し、板の上下から十分な水量密度の高圧水を噴射することで冷却することができる。
【0075】
(6)酸洗
上記熱間圧延により得られた熱延鋼板に酸洗を施す。
本発明における酸洗は、熱延鋼板の表面に形成されたスケールの除去のみを目的とするものであるから、酸洗の態様は特に限定する必要はなく、常法でかまわない。
【0076】
(7)冷間圧延
上記酸洗により得られた酸洗鋼板に圧下率:60〜95%の冷間圧延を施す。極低炭素鋼の場合、冷間圧延率がある程度高くなるほど焼鈍後のr値が高くなる傾向を示す。冷間圧延の圧下率が60%未満では、焼鈍後のr値の向上が不十分であり好ましくない。一方、冷間圧延の圧下率が95%を超えると、深絞り性を劣化させる集合組織が発達するようになり、却って焼鈍後のr値を低下させる。また、冷間圧延の生産性も低下する。したがって、冷間圧延の圧下率は60〜95%とする。
【0077】
冷間圧延に供する鋼板の板厚は、生産性と冷間圧延率の両立の観点から、2.8mm以上とすることが好ましい。さらに3.0mm以上が好ましく、より好ましくは3.2mm以上である。
【0078】
(8)焼鈍
上記冷間圧延により得られた冷延鋼板に750〜880℃の温度域で焼鈍を施す。
焼鈍温度が750℃未満では再結晶が不十分となり、得られる鋼板が硬質となるだけでなく、伸びや深絞り性が劣化する。一方、焼鈍温度が880℃を超えると、製造コストの増大を招くだけでなく、オーステナイトへの変態が起きてr値にとって好ましい集合組織の形成が阻害される。したがって、焼鈍温度は750〜880℃とする。焼鈍温度の下限は、780℃以上が好ましく、800℃以上がさらに好ましい。上限は850℃以下が好ましく、830℃以下がさらに好ましい。
【0079】
焼鈍方法は連続焼鈍、箱焼鈍のいずれでもかまわない。また、連続溶融亜鉛めっきラインを用いて焼鈍後、溶融亜鉛めっきもしくは合金化溶融亜鉛めっきを行ってもよい。また、焼鈍後の鋼板に電気めっき、たとえばZn系めっきを施してもよい。
【0080】
連続焼鈍を行うときは、750〜880℃の温度域に保持する焼鈍時間を10〜130秒間とすることが好ましい。均熱時間が10秒間以下では再結晶が不十分となる場合がある。一方、130秒間を超えると製造コストの増大を招く。焼鈍時間は、20秒以上がさらに好ましく、30秒以上がより好ましい。一方、上限は100秒間以下がさらに好ましく、60秒間以下がより好ましい。
【0081】
(6)スキンパス圧延
降伏点伸び発生が懸念される場合には、プレス成形時のストレッチャーストレイン抑制のために、焼鈍後に伸び率0.5〜2%のスキンパス圧延することが好ましい。
【実施例1】
【0082】
表1に示す化学組成の鋼片を、1200℃に加熱した後、実験圧延機を使用して、表2に示す条件で熱間圧延、冷却制御および巻取りシミュレーションを行い、板厚3.5mmの熱延鋼板を得た。ここで、冷却停止後の温度から、巻取りシミュレーションの温度までは、放冷を行った。その後、熱延鋼板の表面のスケールを酸洗により除去した後、圧下率80%の冷間圧延をして板厚0.7mmとした。昇温速度10℃/秒、均熱温度820℃、均熱時間30秒、冷却速度10℃/秒の連続焼鈍相当の焼鈍を施した後、1%の調質圧延を行った。
【0083】
なお、巻取りシミュレーションとは、巻取り温度まで冷却した鋼板を、巻取り温度に相当する温度に保持した電気炉に装入し、その温度で30分保持した後、20℃/時で冷却することにより行うものであり、巻取り後の温度履歴を模擬したものである。
【0084】
上記の熱延鋼板について、EBSP(Electron Back Scattering
Pattern)法を用いて結晶方位解析を行うことで、鋼板表面から板厚の1/4深さ位置でのフェライトの平均結晶粒径を求めた。また、鋼板表面から板厚の1/16深さ位置での平均結晶粒径(ds)および板厚中心位置での平均結晶粒径(dc)を測定し、これらの比(ds/dc)を求めた。さらに、鋼板表面から板厚の1/16深さ位置において、X線回折によって測定した{110}、{200}、{211}極点図から3次元集合組織解析を行い、{110}<223>および{211}<111>方位のランダムに対する密度を求めた。
【0085】
上記の冷延鋼板について、圧延方向に対して0°、45°および90°方向のJIS5号試験片を採取して引張試験を行った。これらの試験結果を表3に示す。また、表2および3の試験結果の内、鋼種Aと鋼種Bに関する試番1〜3、および試番6〜10について、熱間圧延完了から750℃までの冷却時間と鋼板表面から1/4t深さ位置における平均結晶粒径との関係を図1に、熱間圧延完了から750℃までの冷却時間とds/dcとの関係を図2にそれぞれ示す。さらに、鋼種Bに関する試番6〜10について、熱間圧延完了から750℃までの冷却時間と冷延板の平均r値およびr45との関係を図3に示す。
【0086】
図1〜3に示すように、熱間圧延完了から750℃までの冷却時間を0.5秒間以内、冷却速度を400℃/秒以上とすることにより、冷却速度に依らず安定して、所望の熱延鋼板のフェライト平均結晶粒径および表層と板厚中心の粒径比が得られるとともに、冷延鋼板において平均r値およびr45の向上効果が得られている。
【0087】
【表1】

【0088】
【表2】
【0089】
【表3】
【0090】
表2および3から明らかなように、本発明の条件を満たす試番1、2、4、6〜8、11、13、15、17および19では、何れも深絞り性の良好な、特にr45が向上した冷延鋼板が得られた。さらに、軟鋼板についてはr値の面内異方性の指標である|Δr|も低減した。一方、熱間圧延完了から750℃までの冷却時間が0.5秒間を超え、かつ熱間圧延完了から750℃までの平均冷却速度が400℃/秒未満であった試番3、5、9、10、12、14、16、18および20では、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μmを超えるか、ds/dcが0.90を超え、いずれもr45の値が小さく、深絞り性に劣っていた。さらに、軟鋼板についてはr値の面内異方性の指標である|Δr|も上昇した。
【産業上の利用可能性】
【0091】
本発明の方法によれば、自動車部品の一体成形など厳しい加工に利用できる、深絞り性に優れた冷延鋼板を、容易にかつ高生産性で製造することができる。
【技術分野】
【0001】
本発明は、プレス加工等により様々な形状に成形されて用いられる冷延鋼板の製造方法に関する。特に、本発明は、自動車のサイドフレームアウター等のパネル類のように、非常に厳しい成形が施される部品の素材に好適な、深絞り性に優れる冷延鋼板の製造法に関する。
【背景技術】
【0002】
深絞り成型を多用する部材、例えば自動車のボディーパネルのような部材の素材として使用される冷延鋼板には、高い深絞り性が要求される。
【0003】
冷延鋼板の深絞り性を高めるには、鋼中のC含有量を著しく低減させた極低炭素鋼とし、さらにTiやNb等の炭窒化物生成元素を添加することにより、固溶炭素や固溶窒素を低減させることが有効である。固溶炭素や固溶窒素を低減させることにより、冷間圧延後の焼鈍工程において深絞り性に有利な{111}集合組織が発達するからである。
【0004】
また、冷間圧延に供する熱延鋼板の結晶粒を微細化することも有効である。これは、冷間圧延後の焼鈍工程において、冷間圧延組織から加工歪みの解放によって再結晶組織が形成される際に、冷間圧延に供される熱延鋼板において結晶粒界であった部位の方が結晶粒内であった部位に比して、深絞り性に有利な{111}集合組織が発達しやすいという理由による。すなわち、冷間圧延に供する熱延鋼板の結晶粒が微細であればあるほど、結晶粒界の部位の割合が高くなるので、冷間圧延および焼鈍後の冷延鋼板の深絞り性が高くなるのである。
【0005】
ところで、プレス成形においては、深絞り性の指標であるr値の面内異方性(以下、単に「面内異方性」ともいう。)が小さいことが一般に要求される。ここで、面内異方性は、圧延方向に対して(以下、方向は「圧延方向」を基準として示す。)45°方向のr値(r45)が0°方向のr値(r0)や90°方向のr値(r90)に比して低いことに起因して大きくなっていることが多い。このため、r45を高めることができれば、面内異方性を低減することが可能となる場合が多い。また、面内異方性の比較的小さい冷延鋼板であっても、例えばサイドフレームアウターなどの鋼板部材の素材として用いられる場合には、冷延鋼板からのプレス用切板の採取の都合から、加工量の大きい部位において45°方向の加工性が高いことが要求されることが多い。このような観点からもr45を高めることが望まれている。一般に強度の上昇とともにr値は低下する傾向にあるため、特に340MPa以上の引張強度を有する高張力鋼板についてr45を高めることが望まれている。
【0006】
そこで、上述した熱延鋼板の結晶粒の微細化等を利用して冷延鋼板の深絞り性を向上させる方法がこれまでにいくつか提案されている。
【0007】
例えば、特許文献1には、仕上温度をAr3点〜(Ar3点+50℃)とし、最終圧下率を30%以上の強加工とする熱間圧延を施し、熱間圧延直後から冷却を開始し、開始から3秒間の平均冷速が60℃/s以上で、特に開始から1秒間の平均冷速が80℃/s以上とする冷却を行う発明が提案されている。
【0008】
また、特許文献2には、0.050%超のTiと0.0003%以上のBを含有させ、好ましくは動的再結晶温度域で5パス以上圧延し、仕上圧延温度を(Ar3点−20℃)以上とする熱間圧延を施し、熱間圧延終了後、0.2秒以内に急冷処理を開始する発明が提案されている。
【0009】
また、特許文献3には、最終パス前の2パスの合計圧下率を45%超70%以下、最終パスの圧下率を5%以上35%以下とし、さらに仕上温度をAr3点〜(Ar3点+50℃)とする熱間圧延を施し、熱間圧延終了後1秒以内に200〜2000℃/secの冷却速度で冷却を開始し、仕上温度からの650〜850℃迄冷却を行う発明が提案されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開平5−112831号公報
【特許文献2】特開2000−239786号公報
【特許文献3】特開2001−316727号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述したように、熱延鋼板の結晶粒の微細化等により冷延鋼板の深絞り性を向上させる方法がいくつか提案されているが、いずれも実用化に問題を有するもの、もしくは、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できないものである。
【0012】
すなわち、特許文献1の実施例には、熱延鋼板を微細粒化するためには40%以上という極めて高い最終圧下率を必要とすることが示されている。このため、この方法には、圧延荷重が過大となり既存設備への適用が困難であり、得られる熱延鋼板について形状不良が生じやすいという問題がある。
【0013】
また、特許文献2に記載された発明は、動的再結晶温度域における圧延が任意であるかの如き記載がなされているものの、その実施例の記載から明らかなように、熱延鋼板を安定して微細粒化するには、動的再結晶下限温度〜(動的再結晶下限温度+80℃)という動的再結晶低温域において5パス以上かつ合計圧下率80%以上の圧延を行うことが必要である。このため、この方法には、精緻な圧延温度管理やパススケジュール管理が必要であり、工業的生産が困難であるという問題がある。
【0014】
特許文献3に提案されている方法によれば、上記問題点は解消される。しかし、冷却開始時間を0.5秒以下にすると、冷却開始時間のわずかなずれによって材質が大きく変動してしまい、鋼板長手方向で材質の不均一が生じるとされているため、熱間圧延直後の急冷による熱延鋼板の結晶粒の微細化作用が不十分である。このため、この方法では、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できない。
【0015】
本発明は、上記従来技術の問題に鑑みてなされたものであり、本来目的とする熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受できるとともに工業的生産が容易で実用性の高い、深絞り性に優れた冷延鋼板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0016】
本発明者らは、上記目的を達成するために、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受し、特にr45の高い冷延鋼板の製造方法を確立すべく、鋭意検討を行った。
【0017】
その結果、所定の化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することによって、板厚中心部から鋼板表面にかけて粒径が小さくなる傾斜組織を有する熱延鋼板が得られ、斯かる組織を有する鋼板に冷間圧延および焼鈍を施すことによって、従来困難であった優れた深絞り特性を有する冷延鋼板の安定製造を可能にすることを見出したのである。検討内容を以下に詳細に述べる。
【0018】
(a)熱延鋼板の結晶粒を微細化する方法として、主として熱延鋼板を最終製品とする場合に、結晶粒の微細化による高強度化を目的として、熱間圧延直後に急冷却する方法が従来から検討されている。これらの従来技術は、熱延鋼板の高強度化を目的とするものであるため、検討対象である鋼種は比較的C含有量の高い低炭素鋼であり、C含有量の極めて低い極低炭素鋼を対象とした検討は十分になされていない。
【0019】
(b)一方、本発明が目的とする深絞り性に優れた冷延鋼板を得るには、C含有量の低い極低炭素鋼を用いる必要がある。しかし、極低炭素鋼は粒成長性が高いため、熱延鋼板の高強度化を目的として従来検討がなされていたような冷却条件では結晶粒の微細化を図ることはできず、したがって、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受することができないことが、本発明者らの検討によって明らかになった。
【0020】
(c)すなわち、熱間圧延時に生じる鋼板と圧延ロールの間の摩擦によって、鋼板表面近傍領域には大きな剪断歪みが導入される。このため、熱間圧延により加えられる歪の板厚方向の分布は、板厚中心部から鋼板表面に向かうにしたがって大きくなる。したがって、本来であれば、板厚中心部から鋼板表面にかけて粒径が小さくなるという傾斜組織を有する熱延鋼板が得られることになる。しかし、歪量の多いことは回復および再結晶の駆動力が大きいことでもあるから、適切な冷却を施さないと容易に粒成長が進行してしまう。特に、本発明が対象とする極低炭素鋼は粒成長性が高いため、その粒成長性の高さと相俟って鋼板表面近傍領域における粒成長の進行が著しくなる。その結果、従来技術では、熱延鋼板の鋼板表面近傍領域において本来の結晶粒の微細化が達成できなかったのである。また、そのような状況であったために、鋼板表面近傍領域に導入される剪断歪みによって結晶粒の微細化効果が顕著に得られるということについても、従来は全く考えられていなかったのである。このため、従来技術における冷間圧延および焼鈍後の鋼板は、鋼板表面近傍領域において深絞り性に好ましい集合組織の発達が不十分となり、鋼板全体としての深絞り性を十分に向上させることができなかったのである。
【0021】
(d)特許文献3において、熱間圧延後の冷却開始時間を0.5秒以下にすると、冷却開始時間のわずかなずれによって材質が大きく変動してしまい、鋼板長手方向で材質の不均一が生じるとされているのは、まさにこのことが原因であると推察される。すなわち、特許文献3において検討されている冷却条件は、従来の熱延鋼板の高強度化を目的として検討されている程度の冷却条件であったために、著しい粒成長性を有する極低炭素鋼については鋼板表面近傍領域における粒成長が進行してしまい、冷却開始時間のわずかなずれによって鋼板表面近傍領域における粒成長の進行の度合いが大きく異なってしまい、これによって熱延鋼板の結晶粒の粒径が大きく変動し、その結果、材質の大きな変動を招いてしまったと推察される。
【0022】
(e)そこで、著しい粒成長性を有する極低炭素鋼について、熱延鋼板の結晶粒の微細化による冷延鋼板の深絞り性の向上作用を十分に享受する条件を詳細に検討した結果、TiおよびNbを含有する特定の化学組成を有する極低炭素鋼に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することが最も重要であるとの新知見を得た。これは、従来検討されていなかった熱間圧延の極直後領域における冷却条件を詳細に検討することによって初めて明らかになったものである。
【0023】
ここで、特筆すべき事は、熱間圧延後の冷却条件を、熱間圧延完了から急冷を開始するまでの時間ではなく、熱間圧延完了から750℃まで冷却するのに要する時間により規定していることであり、この時間を0.5秒間以下とすることにより、平均冷却速度が400℃/秒以上でありさえすれば冷却開始時間によらず‘安定して’高い特性が得られるのである。さらに、熱間圧延を大圧下で行う必要もないので、工業的生産に容易に適用できる。
【0024】
(f)上記(e)項の冷却条件を適用することによって、上記(c)項において述べた、歪量の多い鋼板表面近傍領域における粒成長の進行を抑制し、当該領域において本来の結晶粒の微細化を実現することができ、これによって、冷間圧延および焼鈍後に優れた深絞り性が得られる。すなわち、上記(c)項で述べたように、熱間圧延により加えられる歪の板厚方向の分布は板厚中心部から鋼板表面に向かうにしたがって大きくなるが、粒成長性の高い極低炭素鋼においては鋼板表面近傍領域における歪が極めて容易に解放されてしまうため、当該領域においては本来の結晶粒の微細化が困難であったのであるが、上記(e)項の冷却条件を適用することによってこれらの歪の解放が抑制され、鋼板表面近傍領域においても本来の結晶粒の微細化が可能となる。そして、これによって、板厚中心部から鋼板表面にかけて粒径が小さくなるという傾斜組織を有する熱延鋼板が得られ、斯かる組織を有する鋼板に冷間圧延および焼鈍を施すことによって、板厚中心部のみならず鋼板表面近傍領域においてもr値を向上させるとともにr値の面内異方性を低下させる集合組織を十分に発達させることができ、鋼板全体としての深絞り性を著しく向上させることができるのである。
【0025】
(g)このことは、鋼板表面近傍領域において深絞り性に有利な集合組織の発達を促すことによって、鋼板全体としての深絞り性を向上させることであり、別の観点からは、熱延鋼板を、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)を0.90以下とすることである。
【0026】
(h)このように、熱間圧延時に鋼板と圧延ロールの間の摩擦によって鋼板表面近傍領域に導入される剪断歪みを、結晶粒の微細化に最大限に活用するので、熱間圧延後の冷却速度を高くすることが困難となる熱延鋼板の板厚が厚い場合でも、極めて高い冷却能を有する特殊な冷却装置を導入せずとも、良好な深絞り性を有する冷延鋼板を製造することができる。
【0027】
本発明は上記新知見に基づくものであり、その要旨は以下のとおりである。
【0028】
〔1〕下記工程(A)〜(D)を備えることを特徴とする冷延鋼板の製造方法:
(A)質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに下記式(1)式を満足し、残部Feおよび不純物からなる化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取って熱延鋼板とする熱間圧延工程;
(B)前記熱延鋼板に酸洗を施して酸洗鋼板とする酸洗工程;
(C)前記酸洗鋼板に圧下率:60〜95%の冷間圧延を施して冷延鋼板とする冷間圧延工程;および
(D)前記冷延鋼板に750〜880℃の温度域で焼鈍を施す焼鈍工程。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【0029】
〔2〕前記化学組成が、Feの一部に代えて、V:1質量%以下を含有するとともに、前記式(1)に代えて下記式(2)を満足するものである上記〔1〕の冷延鋼板の製造方法。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【0030】
〔3〕前記化学組成が、Feの一部に代えて、B:0.0030質量%以下を含有する上記〔1〕または〔2〕の冷延鋼板の製造方法。
【0031】
〔4〕前記化学組成が、Feの一部に代えて、質量%で、Cr:1.0%以下および/またはMo:1.0%以下を含有する上記〔1〕〜〔3〕のいずれかの冷延鋼板の製造方法。
【0032】
〔5〕前記化学組成が、Feの一部に代えて、質量%で、Ca:0.01%以下、Zr:0.10%以下およびREM:0.10%以下からなる群から選ばれる1種または2種以上を含有する上記〔1〕〜〔4〕のいずれかの冷延鋼板の製造方法。
【0033】
〔6〕上記〔1〕〜〔5〕のいずれかに記載の化学組成を有するとともに、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)が0.90以下である鋼板に、圧下率:60〜95%の冷間圧延を施したのちに750〜880℃の温度域で焼鈍を施すことを特徴とする冷延鋼板の製造方法。
【0034】
〔7〕前記冷間圧延を施す鋼板の板厚が2.8mm以上であることを特徴とする上記〔1〕〜〔6〕のいずれかの冷延鋼板の製造方法。
【0035】
〔8〕前記平均冷却速度が620℃/秒以下であることを特徴とする上記〔1〕〜〔7〕のいずれかの冷延鋼板の製造方法。
【発明の効果】
【0036】
本発明の方法によれば、自動車部品の一体成形など厳しい加工に利用できる、深絞り性に優れた冷延鋼板を、容易にかつ高生産性で製造することができる。
【図面の簡単な説明】
【0037】
【図1】熱間圧延完了から750℃までの冷却時間と鋼板表面から板厚の1/4深さ位置での平均結晶粒径dsとの関係を示す図
【図2】熱間圧延完了から750℃までの冷却時間とds/dcとの関係を示す図
【図3】熱間圧延完了から750℃までの冷却時間と冷延板の平均r値およびr45との関係を示す図
【発明を実施するための形態】
【0038】
(1)化学組成について
C:0.010質量%未満(以下の説明において、各成分の含有量についての「%」は「質量%」を示す。)
Cは、不純物として含有される元素であり、延性および深絞り性を低下させる作用を有する。このため、C含有量は0.010%未満とする。好ましくは0.0080%以下であり、さらに好ましくは0.0040%以下である。C含有量は少なければ少ないほど好ましいので、C含有量の下限は特に規定する必要はない。しかし、C含有量の過剰な低減は著しい精錬コストの上昇をもたらす。したがって、精錬コストの観点から、C含有量は0.0005%以上とすることが好ましい。
【0039】
Si:1.5%以下
Siは、不純物として含有される元素であるが、延性の低下を抑制しつつ高強度化を可能にする有用な固溶強化元素でもある。良好な強度−延性バランスを確保しつつ高強度化を可能にするので、必要に応じて含有させてもよい。一方、Si含有量が過剰になると鋼板の表面処理性の劣化が著しくなる。このため、Si含有量は1.5%以下とする。好ましくは1.0%以下であり、さらに好ましくは0.5%以下である。また、深絞り性の観点からは、強度が低い方が好ましいので、Si含有量は0.1%以下であることが好ましい。さらに好ましくは、0.05%以下であり、より好ましくは0.03%以下である。一方、Siによる高強度化を目的とする場合には、Si含有量は0.1%を超えることが好ましい。なお、深絞り性の観点からは、Si含有量は少ないほど好ましいが、Si含有量の過剰な低減は著しい製造コストの上昇をもたらすので、Si含有量は0.001%以上とすることが好ましい。
【0040】
Mn:2.0%以下
Mnは、不純物として含有される元素であるが、固溶強化により鋼の強度を高める作用も有する。また、SをMnSとして固定し、FeS生成による鋼の赤熱脆性を抑制する作用を有する。さらにまた、オーステナイトからフェライトへの変態温度を低下させる作用を有するため、熱間圧延の仕上温度を低下させることを可能にし、これによって、熱延鋼板の結晶粒の微細化を促進させることができる。したがって、必要に応じて含有させてもよい。一方、Mn含有量が過剰になると延性を劣化が著しくなるため、Mn含有量を2.0%以下とする。好ましくは1.5%以下、さらに好ましくは1.0%以下である。また、Mnは深絞り性を低下させる作用を有するので、深絞り性の観点からはMn含有量を0.5%以下とすることが好ましく、0.3以下とすることがさらに好ましく、0.2%以下とすることがより好ましい。なお、鋼の赤熱脆性を抑制する観点からは、Mn含有量を0.05%以上とすることが好ましい。
【0041】
P:0.10%以下
Pは、不純物として含有される元素であるが、r値の低下を抑制しつつ高強度化を可能にする有用な固溶強化元素でもある。良好な強度−深絞り性バランスを確保しつつ高強度化を可能にするので、必要に応じて含有させてもよい。一方、P含有量が過剰になると耐二次加工脆性が劣化するので、P含有量を0.10%以下とする。好ましくは0.08%以下である。Pによる固溶強化を要しない場合には、耐二次加工脆性の観点からP含有量は低いほど有利であり、0.025%以下とすることが好ましく、0.020%以下とすることがさらに好ましい。P含有量の下限は特に限定する必要はないが、P含有量の過剰な低減は著しい製造コストの上昇をもたらすので、P含有量は0.001%以上とすることが好ましい。なお、Pによる固溶強化を確実に得るには、Pは0.025%を超えて含有させることが好ましい。
【0042】
S:0.010%以下
Sは、不純物元素であり、延性および深絞り性を低下させる作用を有する。このため、S含有量は0.010%以下とする。好ましくは0.008%以下であり、より好ましくは0.005%以下、さらに好ましくは0.003%以下である。S含有量は少なければ少ないほど好ましいので、S含有量の下限は特に規定する必要はない。しかし、S含有量の過剰な低減は著しい製造コストの上昇をもたらす。したがって、製造コストの観点から、S含有量は0.0003%以上とすることが好ましい。
【0043】
Al:0.0005〜0.10%
Alは、溶鋼を脱酸する作用を有する。この効果を得るためにAl含有量を0.0005%以上とする。好ましくは0.005%以上である。一方、Al含有量が過剰になると延性の低下が著しくなるため、Al含有量は0.10%以下とする。好ましくは0.05%以下、さらに好ましくは0.03%以下である。
【0044】
N:0.0060%以下
Nは、不純物元素であり、延性および深絞り性を低下させる作用を有する。このため、N含有量は0.0060%以下とする。好ましくは0.0040%以下であり、さらに好ましくは0.0025%以下である。N含有量は少なければ少ないほど好ましいので、N含有量の下限は特に規定する必要はない。しかし、N含有量の過剰な低減は著しい製造コストの上昇をもたらす。したがって、製造コストの観点から、N含有量は0.0003%以上とすることが好ましい。
【0045】
Ti:0.001〜0.10%
Tiは、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。このため、Ti含有量は0.001%以上とする。好ましくは0.010%以上、さらに好ましくは0.015%以上、より好ましくは0.020%以上である。一方、0.10%を超えるTiを含有させても、上記作用による効果が飽和していたずらにコストの増加をもたらすのみならず、鋼が硬質化して加工性の劣化を招く。したがって、Ti含有量は0.10%以下とする。より好ましくは0.08%以下、更に好ましくは0.07%以下である。
【0046】
Nb:0.001〜0.10%
Nbは、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。また、オーステナイトの再結晶を抑制する効果あり、熱延板の結晶粒を微細化する作用も有する。このため、Nb含有量は0.001%以上とする。好ましくは0.005%以上である。一方、0.10%を超えるNbを含有させると、再結晶温度の著しい上昇を招き、所要の性能を得るために必要な焼鈍温度が高温となり、焼鈍設備の損傷や製造コストの上昇を招く。したがって、Nb含有量は0.10%以下とする。好ましくは0.05%以下、より好ましくは0.03%以下である。
【0047】
TiおよびNbの含有量は、さらに下記式(1)を満足することが必要である。式(1)の左辺は、TiおよびNbと結合して化合物を形成する、C、NおよびSに対するTiおよびNbの当量比を表すパラメータ式であり、この値が小さいほど、上述したTiおよびNbによる深絞り性および延性を向上させる作用をより確実に発現させることができる。式(1)の右辺は、好ましくは1.2、さらに好ましくは1.0、より好ましくは0.8、最も好ましくは0.6である。式(1)の左辺のパラメータ式の値の下限は、上記TiおよびNbの含有量の上限値によって自ずと定まるため、特に規定する必要はないが、該パラメータ式の値が過剰に小さくなることはTiおよびNbの添加効率の低下を意味するので、0.01以上とすることが好ましい。さらに好ましくは0.05以上、より好ましくは0.10以上である。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
【0048】
本発明の冷延鋼板の製造方法に供される鋼塊または鋼片は、上記の各元素を含有するとともに、上記(1)式を満足し、残部はFeおよび不純物からなる化学組成を有するものである。ただし、上記の鋼塊または鋼片には、各種性能を向上させる目的で、以下に示す元素を含有させても良い。
【0049】
V:1%以下
Vは、TiやNbと同様に、炭窒化物を形成することによって固溶Cおよび固溶Nを低減し、深絞り性および延性を向上させる作用を有する。また、該炭窒化物はフェライトの粗大化を抑制する作用を有し、熱延鋼板の結晶粒の微細化を促進する。さらにまた、炭化物を形成して析出強化により鋼を高強度化する作用も有する。このため、必要に応じて含有させてもよい。一方、V含有量が過剰になると延性や加工性の劣化が著しくなるので、V含有量は1%以下とする。好ましくは0.5%以下である。より好ましくは0.3%以下である。なお、Vによる深絞り性および延性を向上させる作用をより確実に得るには、V含有量を0.01%以上とすることが好ましい。また、VはTiやNbと同様の作用を有するので、Vを含有させる場合には上記式(1)に代えて、Vの寄与を考慮した下記式(2)を満足するものとすることが好ましい。式(2)の右辺は、好ましくは1.2、さらに好ましくは1.0、より好ましくは0.8、最も好ましくは0.6である。式(2)の左辺のパラメータ式の値の下限は、式(1)の場合と同様に、0.01以上とすることが好ましい。さらに好ましくは0.05以上、より好ましくは0.10以上である。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
【0050】
B:0.0030%以下
本発明が対象とするTiおよびNbを含有させて固溶Nや固溶Cを低減させた極低炭素鋼板は、一般に粒界強度が弱く耐二次加工脆性に劣る。Bは、上記粒界強度を高めることにより、耐二次加工脆性を向上させる作用を有する。したがって、必要に応じてBを含有させてもよい。一方、0.0030%を超えるBを含有させても上記作用による効果は飽和するのみならず、Bにはr値を低下させる作用も有するので、Bを含有させる場合には、その含有量を0.0030%以下とするのが好ましく、0.0010%以下とするのがさらに好ましい。なお、上記作用による効果をより確実に得るには、B含有量を0.0003%以上とすることが好ましい。
【0051】
Cr:1.0%以下
Mo:1.0%以下
CrおよびMoは、熱延鋼板を細粒化する作用や固溶強化により鋼板を高強度化する作用を有する。このため、必要に応じて、これらの元素の一種または二種を含有させてもよい。一方、含有量が過剰になると上記作用による効果が飽和していたずらにコストを増加させるため、それぞれの含有量を1.0%以下とするのが好ましい。より好ましくは0.5%以下である。上記作用による効果をより確実に得るには、いずれかの元素の含有量を0.01%以上とすることが好ましい。
【0052】
Ca:0.01%以下
Zr:0.10%以下
REM:0.10%以下
Ca、Zr、REM(希土類元素)は、何れも介在物の形態制御によって延性を代表とする加工性を改善する作用を有する。このため、必要に応じて、これらの元素の一種以上を含有させてもよい。一方、0.01%を超えるCaを含有させるか、ZrおよびREMについてはそれぞれ0.10%を超えて含有させると、鋼中の介在物が多くなりすぎて却って加工性の劣化を招く。したがって、それぞれの含有量を、Ca:0.010%以下、Zr:0.10%以下、REM:0.10%以下とするのが好ましい。なお、上記作用による効果をより確実に得るには、Caを含有させる場合にはその含有量を0.0002%以上とすることが好ましく、ZrまたはREMを含有させる場合にはその含有量を0.001%以上とすることが好ましい。
【0053】
なお、本発明にいう「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量は上記元素の合計含有量を指す。
【0054】
(2)冷間圧延に供する鋼板の組織について
冷間圧延および焼鈍後において、優れた深絞り性、特にr45の高い冷延鋼板を得るには、冷間圧延に供する鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径を16μm以下とすることが好ましい。鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径は、当該鋼板全体としてのフェライト平均結晶粒径の代表値であるから、当該位置におけるフェライト平均結晶粒径が16μmを超えると、冷間圧延および焼鈍後における深絞り性、特にr45の低下が著しくなる。したがって、鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径を16μm以下とすることが好ましい。より好ましくは15μm以下、さらに好ましくは14μm以下である。前記フェライト平均結晶粒径が微細であるほど冷間圧延および焼鈍後における深絞り性が向上するので前記フェライト平均結晶粒径の下限は特に限定する必要はない。しかし、結晶粒の著しい微細化には高い冷却能力を要し、冷却能力を上げるために冷却設備が大掛かりとなり製造コストが嵩む。このため、鋼板の表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径は2μm以上とすることが好ましい。
【0055】
さらに、冷間圧延および焼鈍後において、優れた深絞り性、特にr45の高い冷延鋼板を得るには、冷間圧延に供する鋼板の表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)を0.90以下とするのが好ましい。本発明は、熱間圧延において板厚中心部に比して多くの歪量が付与されることにより、結晶粒の微細化が期待されるとともに著しい粒成長性により結晶粒の微細化の困難性を伴う鋼板表面近傍領域について、適切な冷却を施すことにより著しい粒成長を抑制して結晶粒を微細化するものである。したがって、ds/dcは、本発明が目的とする微細化が実現されているか否かを示す指標である。すなわち、ds/dcが低いということは、適切な冷却が施されることにより本発明が目的とする微細化が実現されていることを示し、ds/dcが高いということは、冷却が不適切であるために粒成長を抑制しきれずに、本発明が目的とする微細化が実現されていないことを示す。
【0056】
ds/dcが0.90を超えると、冷間圧延および焼鈍後において、深絞り性、特にr45の低下を招くおそれがある。好ましくは0.85以下、さらに好ましくは0.80以下、より好ましくは0.75以下、最も好ましくは0.70以下である。ds/dcが小さいほど、冷間圧延および焼鈍後における深絞り性が向上するのでds/dcの下限は特に限定する必要はない。しかし、ds/dcの著しい低減には高い冷却能力を要し、冷却能力を上げるために冷却設備が大掛かりとなり製造コストが嵩む。このため、ds/dcは0.20以上とすることが好ましい。
【0057】
冷間圧延および焼鈍後において、冷延鋼板の集合組織をさらに発達させて、深絞り性をより一層向上させるには、冷間圧延に供する鋼板の表面から板厚の1/16深さ位置において、{110}<223>方位の密度をランダムに対して2倍以上、さらには3倍以上とし、{211}<111>方位の密度をランダムに対して1.5倍以上、さらには2.0倍以上とすることが好ましい。
【0058】
(3)熱間圧延
上述した化学組成を有する鋼塊または鋼片に(Ar3点−30℃)以上で圧延を完了する熱間圧延を施す。
【0059】
本発明は、熱間圧延によりオーステナイト結晶粒内に歪を蓄積させ、熱間圧延後の冷却により当該歪の解放を抑制して、所定の低温域になった段階で当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒の微細化を図るものである。したがって、熱間圧延はオーステナイト域で行うことが基本となる。しかしながら、熱間圧延時に金属製の圧延ロールとの接触によって抜熱が生じるため、鋼板の表面から10乃至100μmの深さ位置までの最表層領域において局所的な変態がしばしば生じる。特に、本発明のようにC含有量の極めて低い鋼種においては、このような最表層領域における局所的変態が生じ易い。このような局所的変態を防ぐ方法として仕上温度の高温化が一応考えられるが、後述するように仕上温度の高温化は結晶粒の微細化を困難にし、板厚全体の結晶粒が粗大化してしまうので、発明の本質が損なわれてしまう。
【0060】
そこで、本発明者が詳細に検討したところ、鋼板の最表層領域が機械特性に及ぼす影響は小さく、変態が生じる領域が板厚の1/32以下であれば、最終製品の特性が然程損なわれないことが明らかになった。そして、変態が生じる領域を板厚の1/32以下とするには、熱間圧延完了温度(以下、「仕上温度」ともいう。)を(Ar3点−30℃)以上とすればよいことも判明した。したがって、仕上温度は、(Ar3点−30℃)以上とする。冷間圧延および焼鈍後において冷延鋼板の深絞り性を一層向上させるには、仕上温度をAr3点以上とすることが好ましい。また、仕上温度はAr3点に近いほど好ましい。仕上温度が高温であると、熱間圧延によりオーステナイト結晶粒内に蓄積された歪が容易に解放されてしまい、上述した機構による結晶粒の微細化を効率的に行うことができなくなるからである。したがって、仕上温度は、(Ar3点+100℃)以下とすることが好ましく、(Ar3点+80℃)以下とすることがさらに好ましく、(Ar3点+60℃)以下とすることがより好ましい。なお、上記温度は鋼板の表面温度であり、放射温度計等により測定することができる。
【0061】
熱間圧延に供する鋼塊または鋼片の温度は、仕上温度の観点から決定すればよいので特に限定する必要はないが、1100℃未満では(Ar3点−30℃)以上の仕上温度を確保することが一般に困難であり、1280℃を超えると、加熱コストの増大やスケールロスによる歩留り低下を招く。したがって、前記温度は、1100〜1280℃とするのが好ましい。前記温度が低温であるほど、最終製品である冷延鋼板の延性および深絞り性が向上するので、1200℃以下とすることがさらに好ましく、1150℃以下とすることがより好ましい。
【0062】
熱間圧延に供する鋼塊または鋼片が、Ar3点以下の温度域、例えば常温まで冷却された所謂冷片である場合にはAc3点以上の温度域まで加熱することを要するが、連続鋳造後または分塊圧延後の高温状態にある鋼塊または鋼片である場合には、仕上温度を確保できるのであれば特段加熱を施さずともよい。
【0063】
熱間圧延を施す設備は、リバースミルおよびタンデムミルのいずれであってもよい。工業的生産性の上からは、少なくとも最終の数段はタンデムミルを用いるのが好ましい。
熱間圧延における圧下量は、熱間圧延によりオーステナイト結晶粒内に効率的に歪を蓄積する観点から、1060℃から熱間圧延完了までの温度範囲における板厚減少率で45%以上とすることが好ましい。上記温度範囲は、1040℃から熱間圧延完了までとすることがさらに好ましく、1020℃から熱間圧延完了までとすることがより好ましく、1000℃から熱間圧延完了までとすることが最も好ましい。また、上記板厚減少率は、50%以上とすることがさらに好ましく、55%以上とすることがより好ましく、60%以上とすることが最も好ましい。
【0064】
熱間圧延は、1パスで行う必要はなく、連続した複数パスの圧延であってもよい。1パス当たりの圧下量は、10〜60%とすることが好ましく、15〜60%とすることがさらに好ましい。1パス当たりの圧下量を大きくした方がオーステナイト結晶粒への歪の蓄積を効率的に行うことができるので、熱延鋼板の結晶粒の微細化という観点からは好ましいが、圧延荷重が増大や鋼板の形状確保の困難性などにより生産性を阻害することも懸念されるので、かかる観点から1パス当たりの圧下量は制限される。本発明によれば、1パス当たりの圧下量を40%以下とした複数パスの圧延でも、大圧下を必須とする従来技術よりも微細なフェライト粒を得ることができるので、工業的生産が容易である。
【0065】
(4)熱間圧延後の冷却
熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取る。
【0066】
本発明は、熱間圧延によりオーステナイト結晶粒内に歪を蓄積させ、熱間圧延後の冷却により当該歪の解放を抑制して、所定の低温域になった段階で当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒の微細化を図るものである。したがって、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却することにより、熱間圧延によりオーステナイト結晶粒内に蓄積させた歪の解放を750℃以下の温度域まで抑制し、750℃以下の温度域において当該歪を駆動力として、オーステナイトからフェライトへの変態を一気に促進させることにより結晶粒を微細化させるのである。
【0067】
熱間圧延完了から750℃までの冷却時間が0.5秒間を超えたり、熱間圧延完了温度から750℃までの平均冷却速度が400℃/秒未満であったり、冷却完了温度が750℃を超えたりすると、熱間圧延によりオーステナイト結晶粒内に蓄積させた歪が750℃を超える温度域において容易に解放されてしまい、熱延鋼板の結晶粒の微細化を図ることが困難となるからである。なお、ここでいう平均冷却速度は、空冷部分を除外し、水冷却等により強制冷却を行っている部分における平均冷却速度を意味する。
【0068】
熱間圧延完了から750℃までの冷却時間は、短ければ短いほど前記歪の解放を抑制できるので、下限は特に規定する必要はない。0.40秒間以下とすることが好ましく、0.36秒間以下とすることがさらに好ましい。冷間圧延および焼鈍後において、冷延鋼板の深絞り性をより一層向上させるには、熱間圧延完了から650℃までの冷却時間を0.75秒以下とすることが好ましく、0.65秒以下とすることがさらに好ましく、0.61秒以下とすることがより好ましい。
【0069】
前記平均冷却速度は、高ければ高いほど前記歪の解放を抑制できるので、上限は特に規定する必要はない。500℃/秒以上とすることが好ましく、600℃/秒以上とすることがさらに好ましく、700℃/秒以上とすることがより好ましく、800℃/秒以上とすることが最も好ましい。
【0070】
冷間圧延および焼鈍後の深絞り性の観点から前記平均冷却速度の上限を規定する必要はないが、冷却能力を上げるには冷却設備が大掛かりとなり製造コストが嵩むだけでなく、冷却ムラの発生あるいは冷却停止温度の制御が困難となる場合がある。このため、2000℃/秒以下としてもよい。
【0071】
冷却完了温度は、後述する巻取温度を確保できる範囲内において、低ければ低いほど前記歪の解放を抑制できるので好ましい。したがって、700℃以下とすることが好ましく、650℃以下とすることがさらに好ましい。
【0072】
上記冷却完了から巻取りまでの工程においては、フェライトの核生成密度が高いことや比較的低温域であることにより顕著な粒成長は生じにくい。したがって、前記工程における平均冷却速度は特に規定する必要はなく、放冷してもよい。しかし、ある程度の粒成長は生じうるので、結晶粒の粗大化をより確実に抑制するために水冷してもよい。水冷する場合には、前記平均冷却速度を10℃/秒以上とすることが好ましい。さらに好ましくは20℃/秒以上、より好ましくは30℃/秒以上である。
【0073】
巻取りは、400℃以上640℃未満の温度域で行う。巻取温度が640℃以上になると巻取り後の徐冷中に結晶粒が粗大化したり、鉄−りん化合物が析出して、冷間圧延および焼鈍後の深絞り性が低下する場合がある。さらに表面疵の発生やスケールロスによる歩留り低下といった問題が生じる場合がある。したがって、巻取温度は640℃未満とする。本発明に係る冷延鋼板は、従来技術に比して冷間圧延および焼鈍後の冷延鋼板の深絞り性に及ぼす巻取温度の影響が小さいので、深絞り性の確保のために巻取温度を高温化する必要はない。したがって、従来技術よりも巻取温度の低く抑えることによって表面疵の発生を抑制することができる。このような観点から、巻取温度は、好ましくは620℃以下、さらに好ましくは600℃以下である。一方、巻取温度が400℃を下回ると、微細な炭窒化物が析出したり、炭窒化物の析出が不十分となって固溶Cや固溶Nが残存したりして、冷間圧延および焼鈍後の深絞り性が低下する場合がある。したがって、巻取温度は400℃以上とする。好ましくは450℃以上であり、さらに好ましくは500℃以上である。
【0074】
(5)冷却設備
本発明では上記の冷却を行う設備を限定しない。工業的には、水量密度の高い水スプレー装置を用いることが好適である。例えば、圧延板搬送ローラーの間に水スプレーヘッダーを配置し、板の上下から十分な水量密度の高圧水を噴射することで冷却することができる。
【0075】
(6)酸洗
上記熱間圧延により得られた熱延鋼板に酸洗を施す。
本発明における酸洗は、熱延鋼板の表面に形成されたスケールの除去のみを目的とするものであるから、酸洗の態様は特に限定する必要はなく、常法でかまわない。
【0076】
(7)冷間圧延
上記酸洗により得られた酸洗鋼板に圧下率:60〜95%の冷間圧延を施す。極低炭素鋼の場合、冷間圧延率がある程度高くなるほど焼鈍後のr値が高くなる傾向を示す。冷間圧延の圧下率が60%未満では、焼鈍後のr値の向上が不十分であり好ましくない。一方、冷間圧延の圧下率が95%を超えると、深絞り性を劣化させる集合組織が発達するようになり、却って焼鈍後のr値を低下させる。また、冷間圧延の生産性も低下する。したがって、冷間圧延の圧下率は60〜95%とする。
【0077】
冷間圧延に供する鋼板の板厚は、生産性と冷間圧延率の両立の観点から、2.8mm以上とすることが好ましい。さらに3.0mm以上が好ましく、より好ましくは3.2mm以上である。
【0078】
(8)焼鈍
上記冷間圧延により得られた冷延鋼板に750〜880℃の温度域で焼鈍を施す。
焼鈍温度が750℃未満では再結晶が不十分となり、得られる鋼板が硬質となるだけでなく、伸びや深絞り性が劣化する。一方、焼鈍温度が880℃を超えると、製造コストの増大を招くだけでなく、オーステナイトへの変態が起きてr値にとって好ましい集合組織の形成が阻害される。したがって、焼鈍温度は750〜880℃とする。焼鈍温度の下限は、780℃以上が好ましく、800℃以上がさらに好ましい。上限は850℃以下が好ましく、830℃以下がさらに好ましい。
【0079】
焼鈍方法は連続焼鈍、箱焼鈍のいずれでもかまわない。また、連続溶融亜鉛めっきラインを用いて焼鈍後、溶融亜鉛めっきもしくは合金化溶融亜鉛めっきを行ってもよい。また、焼鈍後の鋼板に電気めっき、たとえばZn系めっきを施してもよい。
【0080】
連続焼鈍を行うときは、750〜880℃の温度域に保持する焼鈍時間を10〜130秒間とすることが好ましい。均熱時間が10秒間以下では再結晶が不十分となる場合がある。一方、130秒間を超えると製造コストの増大を招く。焼鈍時間は、20秒以上がさらに好ましく、30秒以上がより好ましい。一方、上限は100秒間以下がさらに好ましく、60秒間以下がより好ましい。
【0081】
(6)スキンパス圧延
降伏点伸び発生が懸念される場合には、プレス成形時のストレッチャーストレイン抑制のために、焼鈍後に伸び率0.5〜2%のスキンパス圧延することが好ましい。
【実施例1】
【0082】
表1に示す化学組成の鋼片を、1200℃に加熱した後、実験圧延機を使用して、表2に示す条件で熱間圧延、冷却制御および巻取りシミュレーションを行い、板厚3.5mmの熱延鋼板を得た。ここで、冷却停止後の温度から、巻取りシミュレーションの温度までは、放冷を行った。その後、熱延鋼板の表面のスケールを酸洗により除去した後、圧下率80%の冷間圧延をして板厚0.7mmとした。昇温速度10℃/秒、均熱温度820℃、均熱時間30秒、冷却速度10℃/秒の連続焼鈍相当の焼鈍を施した後、1%の調質圧延を行った。
【0083】
なお、巻取りシミュレーションとは、巻取り温度まで冷却した鋼板を、巻取り温度に相当する温度に保持した電気炉に装入し、その温度で30分保持した後、20℃/時で冷却することにより行うものであり、巻取り後の温度履歴を模擬したものである。
【0084】
上記の熱延鋼板について、EBSP(Electron Back Scattering
Pattern)法を用いて結晶方位解析を行うことで、鋼板表面から板厚の1/4深さ位置でのフェライトの平均結晶粒径を求めた。また、鋼板表面から板厚の1/16深さ位置での平均結晶粒径(ds)および板厚中心位置での平均結晶粒径(dc)を測定し、これらの比(ds/dc)を求めた。さらに、鋼板表面から板厚の1/16深さ位置において、X線回折によって測定した{110}、{200}、{211}極点図から3次元集合組織解析を行い、{110}<223>および{211}<111>方位のランダムに対する密度を求めた。
【0085】
上記の冷延鋼板について、圧延方向に対して0°、45°および90°方向のJIS5号試験片を採取して引張試験を行った。これらの試験結果を表3に示す。また、表2および3の試験結果の内、鋼種Aと鋼種Bに関する試番1〜3、および試番6〜10について、熱間圧延完了から750℃までの冷却時間と鋼板表面から1/4t深さ位置における平均結晶粒径との関係を図1に、熱間圧延完了から750℃までの冷却時間とds/dcとの関係を図2にそれぞれ示す。さらに、鋼種Bに関する試番6〜10について、熱間圧延完了から750℃までの冷却時間と冷延板の平均r値およびr45との関係を図3に示す。
【0086】
図1〜3に示すように、熱間圧延完了から750℃までの冷却時間を0.5秒間以内、冷却速度を400℃/秒以上とすることにより、冷却速度に依らず安定して、所望の熱延鋼板のフェライト平均結晶粒径および表層と板厚中心の粒径比が得られるとともに、冷延鋼板において平均r値およびr45の向上効果が得られている。
【0087】
【表1】
【0088】
【表2】
【0089】
【表3】
【0090】
表2および3から明らかなように、本発明の条件を満たす試番1、2、4、6〜8、11、13、15、17および19では、何れも深絞り性の良好な、特にr45が向上した冷延鋼板が得られた。さらに、軟鋼板についてはr値の面内異方性の指標である|Δr|も低減した。一方、熱間圧延完了から750℃までの冷却時間が0.5秒間を超え、かつ熱間圧延完了から750℃までの平均冷却速度が400℃/秒未満であった試番3、5、9、10、12、14、16、18および20では、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μmを超えるか、ds/dcが0.90を超え、いずれもr45の値が小さく、深絞り性に劣っていた。さらに、軟鋼板についてはr値の面内異方性の指標である|Δr|も上昇した。
【産業上の利用可能性】
【0091】
本発明の方法によれば、自動車部品の一体成形など厳しい加工に利用できる、深絞り性に優れた冷延鋼板を、容易にかつ高生産性で製造することができる。
【特許請求の範囲】
【請求項1】
下記工程(A)〜(D)を備えることを特徴とする冷延鋼板の製造方法:
(A)質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに下記式(1)式を満足し、残部Feおよび不純物からなる化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取って熱延鋼板とする熱間圧延工程;
(B)前記熱延鋼板に酸洗を施して酸洗鋼板とする酸洗工程;
(C)前記酸洗鋼板に圧下率:60〜95%の冷間圧延を施して冷延鋼板とする冷間圧延工程;および
(D)前記冷延鋼板に750〜880℃の温度域で焼鈍を施す焼鈍工程。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【請求項2】
前記化学組成が、Feの一部に代えて、V:1質量%以下を含有するとともに、前記式(1)に代えて下記式(2)を満足するものであることを特徴とする請求項1に記載の冷延鋼板の製造方法。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【請求項3】
前記化学組成が、Feの一部に代えて、B:0.0030質量%以下を含有することを特徴とする請求項1または2に記載の冷延鋼板の製造方法。
【請求項4】
前記化学組成が、Feの一部に代えて、質量%で、Cr:1.0%以下および/またはMo:1.0%以下を含有することを特徴とする請求項1〜3のいずれかに記載の冷延鋼板の製造方法。
【請求項5】
前記化学組成が、Feの一部に代えて、質量%で、Ca:0.01%以下、Zr:0.10%以下およびREM:0.10%以下からなる群から選ばれる1種または2種以上を含有することを特徴とする請求項1〜4のいずれかに記載の冷延鋼板の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の化学組成を有するとともに、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)が0.90以下である鋼板に、圧下率:60〜95%の冷間圧延を施したのちに750〜880℃の温度域で焼鈍を施すことを特徴とする冷延鋼板の製造方法。
【請求項7】
前記冷間圧延を施す鋼板の板厚が2.8mm以上であることを特徴とする請求項1〜6のいずれかに記載の冷延鋼板の製造方法。
【請求項8】
前記平均冷却速度が620℃/秒以下であることを特徴とする請求項1〜7のいずれかの冷延鋼板の製造方法。
【請求項1】
下記工程(A)〜(D)を備えることを特徴とする冷延鋼板の製造方法:
(A)質量%で、C:0.010%未満、Si:1.5%以下、Mn:2.0%以下、P:0.10%以下、S:0.010%以下、Al:0.0005〜0.10%、N:0.0060%以下、Ti:0.001〜0.10%およびNb:0.001〜0.10%を含有するとともに下記式(1)式を満足し、残部Feおよび不純物からなる化学組成を有する鋼塊または鋼片に、(Ar3点−30℃)以上で圧延を完了する熱間圧延を施し、熱間圧延完了後0.5秒間以内に400℃/秒以上の平均冷却速度で750℃まで冷却し、400℃以上640℃未満の温度域で巻き取って熱延鋼板とする熱間圧延工程;
(B)前記熱延鋼板に酸洗を施して酸洗鋼板とする酸洗工程;
(C)前記酸洗鋼板に圧下率:60〜95%の冷間圧延を施して冷延鋼板とする冷間圧延工程;および
(D)前記冷延鋼板に750〜880℃の温度域で焼鈍を施す焼鈍工程。
(C/12+N/14+S/32)/(Ti/48+Nb/93)≦1.4 (1)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【請求項2】
前記化学組成が、Feの一部に代えて、V:1質量%以下を含有するとともに、前記式(1)に代えて下記式(2)を満足するものであることを特徴とする請求項1に記載の冷延鋼板の製造方法。
(C/12+N/14+S/32)/(Ti/48+Nb/93+V/51)≦1.4 (2)
ここで、式中の元素記号は各元素の鋼中における含有量(単位:質量%)を示す。
【請求項3】
前記化学組成が、Feの一部に代えて、B:0.0030質量%以下を含有することを特徴とする請求項1または2に記載の冷延鋼板の製造方法。
【請求項4】
前記化学組成が、Feの一部に代えて、質量%で、Cr:1.0%以下および/またはMo:1.0%以下を含有することを特徴とする請求項1〜3のいずれかに記載の冷延鋼板の製造方法。
【請求項5】
前記化学組成が、Feの一部に代えて、質量%で、Ca:0.01%以下、Zr:0.10%以下およびREM:0.10%以下からなる群から選ばれる1種または2種以上を含有することを特徴とする請求項1〜4のいずれかに記載の冷延鋼板の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の化学組成を有するとともに、鋼板表面から板厚の1/4深さ位置におけるフェライト平均結晶粒径が16μm以下であり、かつ、鋼板表面から板厚の1/16深さ位置におけるフェライト平均結晶粒径(ds)と板厚中心位置におけるフェライト平均結晶粒径(dc)との比(ds/dc)が0.90以下である鋼板に、圧下率:60〜95%の冷間圧延を施したのちに750〜880℃の温度域で焼鈍を施すことを特徴とする冷延鋼板の製造方法。
【請求項7】
前記冷間圧延を施す鋼板の板厚が2.8mm以上であることを特徴とする請求項1〜6のいずれかに記載の冷延鋼板の製造方法。
【請求項8】
前記平均冷却速度が620℃/秒以下であることを特徴とする請求項1〜7のいずれかの冷延鋼板の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−100606(P2013−100606A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2013−2298(P2013−2298)
【出願日】平成25年1月10日(2013.1.10)
【分割の表示】特願2008−249543(P2008−249543)の分割
【原出願日】平成20年9月29日(2008.9.29)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成25年1月10日(2013.1.10)
【分割の表示】特願2008−249543(P2008−249543)の分割
【原出願日】平成20年9月29日(2008.9.29)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]