
冷感素材用複合ファブリック
【課題】本発明は、冷却効果を有する冷却素材用複合ファブリックを提供することを主な目的とする。
【解決手段】直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリックである。
【解決手段】直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリックである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ナノファイバー不織布と編生地によって構成される冷却素材用複合ファブリックに関する。
【背景技術】
【0002】
近年、衣料、特にスポーツ衣料、肌着等において、夏場の暑熱感を抑えてヒヤリとした接触冷感に優れる布帛が提供されている。このような布帛としては、例えば、繊維の吸水性を向上させたり、繊維の熱伝導性を向上させたりする方法により得られた接触冷感に優れた繊維を用いた布帛が知られている。しかしながら、該布帛では、実際にヒトによる官能試験を行うと、ほとんど未処理のものと変わるところがなく、接触冷感を実感できることはなかった。
【0003】
ところで、特許文献1には、ナノファイバー不織布と編生地によって構成される複合ファブリックが開示されている。特許文献1によると、通気性を抑えながら適度な透湿性を有する快適な複合ファブリックを提供できるものであるが、該ファブリックを冷感素材として用いることについては全く検討がなされていないものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−191435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、冷却効果を有する冷却素材用複合ファブリックを提供することを主な目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決すべく鋭意検討を行った結果、ナノファイバー不織布と編生地を重ねることによって、冷却効果が得られることを見出した。本発明はこれらの知見に基づいてさらに研究を重ねた結果完成されたものである。
【0007】
本発明は、以下の冷却素材用複合ファブリックを提供する。
項1.直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリック。
項2.前記ナノファイバー不織布が、接着剤を介して前記編生地に積層されている上記項1に記載の冷感素材用複合ファブリック。
項3.前記編生地が、メッシュ状の編生地である、上記項1又は2に記載の冷感素材用複合ファブリック。
項4.前記接着剤がメッシュ状の熱融着フィルムである上記項1〜3のいずれかに記載の複合ファブリック。
項5.直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布、接着層及び編生地の3層である上記項2に記載の冷感素材用複合ファブリック。
項6.上記項1〜5のいずれかに記載の複合ファブリックからなる冷感素材。
【発明の効果】
【0008】
本発明によれば、冷却効果を有する冷却素材用複合ファブリックを提供することができる。
【図面の簡単な説明】
【0009】
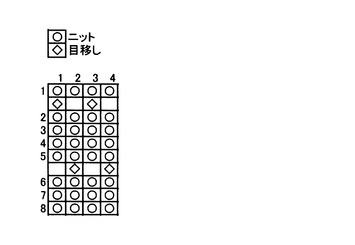
【図1】実施例で用いた編生地の編組織図である。
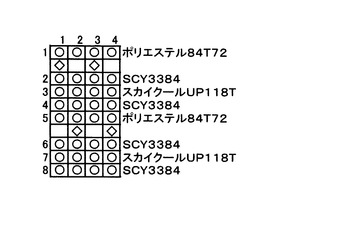
【図2】実施例で用いた編生地の編組織図である。
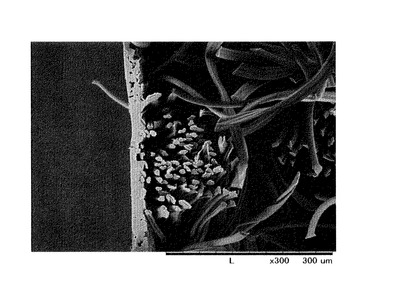
【図3】実施例1の複合ファブリックの断面走査型電子顕微鏡(SEM)写真(300倍)である。
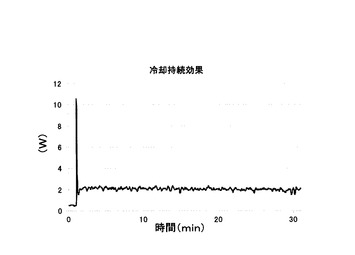
【図4】実施例1の複合ファブリックのナノファイバー不織布側から測定した接触冷感試験の結果である。
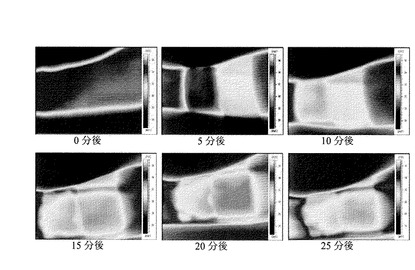
【図5】実施例1の複合ファブリックの気化熱試験の結果である。
【発明を実施するための形態】
【0010】
1.冷感素材用複合ファブリック
本発明の冷感素材用複合ファブリックは、直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなるものである。以下に本発明の構成について詳細に説明する。
【0011】
(1)ナノファイバー不織布
本発明において使用されるナノファイバー不織布を構成するナノファイバーの直径は、50nm以上2.5μm未満であり、好ましくは100nm〜2.2μm、さらに好ましくは500nm〜2.0μmである。ここで、ナノファイバーの直径は、走査型電子顕微鏡(Scanning Electron Microscope(SEM)、倍率:10,000〜50,000倍)にて撮影し、無作為に選んだ繊維の太さ(繊維軸直行方向断面の直径)を30点測定し、その平均値によって表される。
【0012】
ナノファイバーの材料としては、編生地の伸縮性に追従できるほどの伸度を持つ素材であれば特に限定されず従来公知のものを使用することができる。具体的には、ポリウレタン(例えば、スパンデックス等)、エラストマー系ポリマー(例えば、ウレタン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー等の熱可塑性エラストマー繊維)等が挙げられる。これらの中でも、得られた複合ファブリックの冷感性が優れる点から、ポリウレタン、ウレタン系エラストマーが好ましい。また、吸水性又は透湿性ポリウレタン樹脂も好適に用いることができる。
【0013】
ナノファイバー不織布の目付は、300g/m2未満であることが好ましく、4〜200g/m2であることがより好ましく、4〜50g/m2であることがさらに好ましい。目付は、10cm×10cmのサンプルの重量を測定し、単位面積あたりの重量を算出した値である。このような目付を有するナノファイバー不織布とすることで、気化に寄与する適度な保水量が保てるため冷却効果が高く、ファブリックの伸縮変形に追従する柔軟性と強度が発揮できるため好ましい。300g/m2以上になると冷却効率が低下する傾向があり、4g/m2を下回ると強度および伸縮変形への追従性が悪化する傾向がある。
【0014】
本発明において使用されるナノファイバー不織布の総厚みは、5〜300μmであることが好ましく、10〜200μmであることがより好ましい。ナノファイバー不織布の総厚みは、ダイヤルシックネスゲージH−0.4N((株)尾崎製作所製)により測定した値である。なお、後述する実施例におけるナノファイバー不織布の厚みも、前記測定方法によるものである。
【0015】
本発明において使用されるナノファイバー不織布の製造方法は、特に限定されるものではないが、電界紡糸法(ElectroSpinning Deposition(ESD))によって形成されることが好ましい。電界紡糸法については後述する。
【0016】
(2)編生地
本発明の複合ファブリックは、ナノファイバー不織布に少なくとも1層の編生地が積層されている形態を有する。より高い冷却効果が得られる点から、編生地がナノファイバー不織布の一方の面に積層されている形態が好ましく、特に編生地とナノファイバー不織布の2層(接着剤層が介在する場合は3層)からなる形態が好ましい。本発明の複合ファブリックにおいては、ナノファイバー不織布からなる面を肌に接触するように用いることで、優れた冷感が得られるものである。従って、上記態様ように、複合ファブリックの片面がナノファイバー不織布面となることが好ましい。
【0017】
また、ナノファイバー不織布と編生地の積層に当たっては、ナノファイバー不織布と編生地の間に接着剤(もしくは接着剤層)を介して積層することが、得られる複合ファブリックの強度の点から好ましい。
【0018】
編生地を構成する素材としては、親水性素材であってもよく、疎水性素材であってもよく、これらを組み合わせて編生地を構成してもよい。
【0019】
親水性素材としては、従来公知の素材を採用することができるが、例えば、綿(公定水分率:8.5%)、麻(公定水分率:12.0%)、絹(公定水分率:12.0%)等の植物性繊維や、ウール(公定水分率:15.0%)等の獣毛繊維等の天然繊維が挙げられる。これらの中でも、肌触りや保温性の観点から綿、ウールが好ましい。また、キュプラ(公定水分率:11.0%)、レーヨン(公定水分率:11.0%)、ポリノジック(公定水分率:11.0%)、アセテート(公定水分率:6.5%)、トリアセテート(公定水分率:3.5%)、リヨセル等の再生繊維を用いることもできる。その他、アクリル(公定水分率:2%)、ポリクラール(登録商標)(公定水分率:3.0%)、プロミックス(登録商標)(公定水分率:5.0%);ナイロン−6、ナイロン−66等のナイロン系繊維等のポリアミド(公定水分率4.5%)等も好適に用いることができ、ビニロン(公定水分率:5.0%)も例示できる。これらの素材を単独又は2種以上を組み合わせて使用することができる。
【0020】
疎水性素材としては、従来公知のものを適宜選択することができるが、例えば、ポリエチレンテレフタレート(PET)、ポリエステル(公定水分率:0.4%);ポリ塩化ビニル(公定水分率:0.0%);ポリ塩化ビニリデン(公定水分率:0.0%);スパンデックス等のポリウレタン(公定水分率:1.0%);ポリプロピレン等のポリオレフィン;スチレン系エラストマー、オレフィン系エラストマー、ウレタン系エラストマー、塩化ビニル系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー(公定水分率0.9%)等の熱可塑性エラストマー繊維、フッ素繊維(公定水分率:0%)等を挙げることができる。本発明においては、これらの素材を単独又は2種以上を組み合わせて使用することができる。
【0021】
上記素材の中でも、高い冷却効果が得られる点から、ポリエステル、キュプラ/ポリエステル、ポリアミドエラストマーが好ましい。
【0022】
本発明で用いる編生地は、公定水分率0.0〜1.9%の素材を含有することが好ましく、その含有率は、編生地全重量に対して50重量%以上であることが好ましく、60〜100重量%であることがより好ましく、65〜100重量%であることがさらに好ましく、70〜100重量%であることが特に好ましい。
【0023】
また、公定水分率が、2.0〜15%である素材を編生地全重量に対して30重量%未満とすることが好ましい。
【0024】
本発明において使用される編生地は、総繊度が通常50dtex以上であり、好ましくは60〜300dtex、より好ましくは70〜200dtexの繊維で製編されている。このような範囲であれば本発明の複合ファブリックの強度を保つことができる。
【0025】
これらの編生地は、組織の種類(編み方の種類)、繊維の長短(フィラメント(長繊維)、ステープル(短繊維))等は特に限定されないが、なるべく薄手で軽い構造であることが好ましい。また、本発明においては、肌側から外気へ向かう気化による水分の移動を促進するために、毛細管現象による水分移動およびナノファイバー層の空孔からの直接気化による水分移動が相乗的に機能する点で、メッシュ状編生地であることが好ましい。メッシュ状としては、例えば、フライスメッシュ組織、タックメッシュ組織等が挙げられ、従来の方法に従って製編することができる。また、例えば、横編み、丸編からなる平編み組織、ゴム編み組織、両面編組織等も本発明において好適に採用することができる。これらの組織も従来公知の方法に従って製編することができる。また、ゴム編み等をベースにした組織を採用することもでき、例えば、特開2004−036051号公報に記載の方法で製造した組織(シンテレニット)等を挙げることができる。例えば、編立組織にあった丸編み機を用いて、ゲージ数16〜40Gの範囲内で糸長およびループ長、給糸テンション、生地張力等を設定し編みたてることができる。
【0026】
本発明の複合ファブリックにおいて、編生地の総厚みは、通常100〜1,200μmであり、好ましくは200〜1,100μmであり、より好ましくは200〜1,000μmである。
【0027】
(3)接着剤
本発明の複合ファブリックは、ナノファイバー不織布と編生地が接着剤を介して積層されていることが好ましい。接着剤を介することにより、ナノファイバー不織布と編生地が強固に接着され、強度が強い複合ファブリックとすることができるためである。
【0028】
本発明に使用される接着剤としては、前記ナノファイバー不織布と編生地とを接着することができれば、本発明の効果を損なわない限り特に限定されず、従来公知の材料を使用することができる。ただし、ナノファイバー不織布と編生地を接着する際に、ナノファイバー不織布の細孔を塞ぐと透湿性を損なうおそれがあることから、例えばメッシュ状の熱融着フィルム、不織布状の熱融着フィルム等を用いたホットプレス、高透湿性接着剤等をスプレーする方法等を採用することが好ましい。あるいは、ナノファイバー不織布と編生地の間に何点か接着剤を塗布し、ポイント接着(ドット接着)等の方法を用いてもよい。
【0029】
熱融着フィルムの素材としては、例えば、ポリアミド系、ポリエステル系、ブタジエンゴム系、ポリウレタン系等が挙げられ、特に接着性や伸縮性の観点から好ましくはポリウレタン系である。具体的には、例えば、ウレタン系熱融着フィルムとしては東海サーモ(株)製FUSEC C6J5;ポリアミド系熱融着不織布としては東海サーモ(株)製FUSEC 1G8 D8等が挙げられるが、これらに限定されない。熱融着フィルムを使用する場合には、ナノファイバー不織布と編生地の間に接着剤層が形成される。また、高透湿性接着剤としては、例えば親水基を導入したポリウレタン等が挙げられる。
【0030】
接着剤の使用量は、編生地とナノファイバー不織布を十分に接着できるものであれば、特に限定されないが、複合ファブリックの風合いを損なわないためには、目付5〜100g/m2が好ましく、より好ましくは8〜30g/m2である。
【0031】
本発明の冷感素材用複合ファブリックは、高い冷却効果を有するため、冷感素材として有用である。ここで、冷感素材としては、冷却貼付剤等、冷感肌着(好ましくは、スポーツウェア等)等の素材を挙げることができる。
【0032】
具体的には、発熱時、火照りの冷却、打撲や捻挫の際の応急的な冷却剤、筋肉痛時の鎮痛・鎮静補助剤として使用することができる。また、衣服、特に冷感肌着(好ましくは、スポーツウェア等)としては、例えば、シャツ、ブリーフ、腹巻き、ステテコ、パッチ、ショーツ、ガードル、ペチコート、レギンス、ソックス、タイツ等が挙げられる。本発明の複合ファブリックを用いて肌着等を製造する場合は、従来公知の方法に従えばよく、裁断方法、縫製方法等は特に限定されない。
【0033】
2.製造方法
本発明の複合ファブリックの製造方法については特に限定されないが、前述したように、ナノファイバー不織布は電界紡糸法により製造されることが好ましい。以下に、製造方法について記載する。
【0034】
(1)ナノファイバー不織布の製造方法
本発明において使用されるナノファイバー不織布は、ナノファイバー不織布を構成する素材を溶媒に溶解させた溶液を用いて、電界紡糸法(ElectroSpinning Deposition(ESD))によって形成されることが好ましい。
【0035】
溶媒としては、N,N−ジメチルホルムアミド(DMF)、テトラヒドロフラン、ジメチルアセトアミド、ヘキサフルオロイソプロパノール、メチルエチルケトン、銅アンモニア水溶液等が挙げられ、これらを1種単独で、又は2種以上を混合して用いることができる。
【0036】
電界紡糸法での製造条件の典型例としては、電圧−70〜70kV、ノズル径14〜32G、ノズル先端からコレクターまでの距離5〜30cmが挙げられる。また、使用されるポリマー素材によって適宜異なるが、例えばポリウレタン樹脂の場合、前記溶媒に3〜40重量%、好ましくは5〜30重量%の濃度で溶解させるのが望ましい。他のポリマー素材を使用する場合は、各種ポリマーに適した従来公知の溶媒を用いることができ、上記濃度を参考に溶解濃度を適宜設定することができる。
【0037】
(2)複合ファブリックの製造方法
本発明の複合ファブリックの製造方法においては、前述のナノファイバー不織布の一方の面に編生地を積層する工程を含むものである。編生地については、前述のものを用いることができる。
【0038】
ナノファイバー不織布と編生地の接着方法としては、特に限定されるものではなく、メッシュ状の熱融着フィルム、不織布状の熱融着フィルム等の熱融着フィルムを用いてホットプレスする方法、高透湿性接着剤等の接着剤をスプレーする方法、ナノファイバー不織布とシート形状体の間に何点か接着剤を塗布し、ポイント接着(ドット接着)等の方法等を採用することができる。接着剤としては前述のものを適宜用いることができる。
【0039】
これらの中でも、熱融着フィルムを用いてホットプレスする方法が好ましい。
【0040】
ホットプレス条件としては、特に限定されるものではなく、用いる熱融着フィルムの種類等によっても適宜変更することができるものであるが、例えば、100〜180℃、0.001〜2MPaで、5秒〜1分程度の条件でホットプレスすることが好ましい。
【0041】
前述のようにして得られた本発明の複合ファブリックの総厚みは、特に限定されるものではないが、100〜1,220μmであることが好ましく、200〜1,220μmであることがより好ましい。
【実施例】
【0042】
以下、実施例を示して本発明をより詳細に説明するが、本発明はこれらに限定されない。
【0043】
下記実施例において使用されたナノファイバー不織布及び編生地は、以下の方法に従って製造した。
【0044】
製造例1(ウレタン樹脂からなるナノファイバー不織布の製造)
熱可塑性ポリウレタン樹脂(ウレタン系エラストマー、商品名:Pandex1185、DICBayer Ltd.製)をDMFに溶解し、23重量%DMF溶液とした。これを電界紡糸装置(ES−2300(装置名)、ヒューエンス社製)の溶液充填部に充填し、55kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は26G(内径:0.23mm)で、コレクターまでの距離は15cmであった。得られたナノファイバー不織布は、厚み50μm、目付け13.7g/m2、平均繊維径1108nmであった。製造例1で得られた不織布を、以下、PU電界紡糸不織布という。
【0045】
製造例2(透湿性ウレタン樹脂からなるナノファイバー不織布の製造)
一液型ポリエーテル系ポリウレタン樹脂溶液(透湿性ポリウレタン、商品名:ハイムレンY−210B、不揮発分30%、大日精化工業(株)製)をDMFとMEK混合溶媒(1:1(体積比))を用いて、不揮発分が24重量%となるように希釈し、これを前記同様の電界紡糸装置の溶液充填部に充填し、55kVの電圧をかけて電界紡糸を行った。なお、この時に用いた金属製ノズルの径は21G(内径:0.51mm)で、コレクターまでの距離は15cmであった。得られたナノファイバー不織布は、厚み70μm、目付け23.7g/m2、平均繊維径1415nmであった。製造例2で得られた不織布を、以下、透湿PU電界紡糸不織布という。
【0046】
製造例3(ナイロン樹脂からなるナノファイバー不織布の製造)
6ナイロン樹脂(平均分子量:30,000、宇部興産(株)製)を、ギ酸を用いて不揮発分が25重量%となるように希釈し、これを前記同様の電界紡糸装置の溶液充填部に充填し、40kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は24G(内径:0.30mm)で、コレクターまでの距離は26cmであった。得られたナノファイバー不織布は、厚み70μm、目付け4.7g/m2、平均繊維径925nmであった。製造例3で得られた不織布を、以下、NY電界紡糸不織布という。
【0047】
製造例4(セルロースからなるナノファイバー不織布の製造)
セルロースファイバーARBOCEL BE600−10(RETTENMAIER社製)5重量部、水酸化銅(化学用、キシダ化学(株)製)3重量部、28%アンモニア水(特級、キシダ化学(株)製)68重量部、蒸留水24重量部を室温下で混合し、前記セルロースファイバーを溶解してセルロース濃度5重量%の紡糸溶液を調製した。前記紡糸溶液を前記同様の電界紡糸装置の溶液充填部に充填し、60kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は21G(内径:0.51mm)で、コレクターまでの距離は25cmであった。得られたナノファイバー不織布は、厚み180μm、目付け21.7g/m2、平均繊維径644nmであった。製造例4で得られた不織布をセルロース電界紡糸不織布という。
【0048】
製造例5(ポリエステルメッシュ編生地の製造)
18G、30インチの編機を使用し、図1のフライス編変化組織で丸編地を作製した。1〜8コースすべてポリエステル84T72(84dtex、72フィラメント)の糸使いで、ポリエステル100%のメッシュ編生地を得た。ポリエステル100%のメッシュ編生地の厚みは550μmであり、目付け77g/m2であった。
【0049】
8コースのリピートで、目移しは、第1コースと第2コース間、第5コースと第6コースの間で下針から上針へループを移した。
【0050】
製造例6(ポリエステル/キュプラ混メッシュ編生地の製造)
図2に示す編組織にて、1、5コースをポリエステル84T72(84dtex、72フィラメント)の糸使い、2、4、6、8コースを、SCY3384(シングルカバードヤーン、33dtexのポリウレタンに84dtexのポリエステルをカバーリングしたもの)の糸使い、3、7コースをスカイクールUP118T(旭化成せんい(株)製、ポリエステル(34dtex、18フィラメント)とキュプラ(84dtex、54フィラメント)の混合フィラメント)118dtexマルチフィラメントの糸使いで8コースのリピートで、目移しは、第1コースと第2コース間、第5コースと第6コースの間で下針から上針へループを移した。得られたメッシュ編生地の組成は、ポリエステル73.7%、キュプラ21.6%、ポリウレタン4.7%であった。
【0051】
また、ポリエステル/キュプラ混メッシュ編生地の厚みは720μmであり、目付け127.2g/m2であった。
【0052】
製造例7(ポリアミドエラストマー天竺編生地の製造)
特開2005−36361号公報の記載を参考に、アトフィナ・ジャパン社製ポリアミドエラストマー、ペバックスMV1041SA01とペバックス6333SA01とを8:2の重量比で溶融混合し、ペレタイザーを用いて樹脂混合物のペレットを調製した。3前記ペレットを用い溶融紡糸法にて140dtex、34フィラメントのポリアミドエラストマーマルチフィラメントを得た。この繊維には優れた接触冷感があることが知られている。
【0053】
得られた原糸1種の糸使いで28Gの編機を使用して、プレーンな天竺組織で編生地を作製した。ポリアミドエラストマー天竺編生地の厚みは750μmであり、目付け181g/m2であった。
【0054】
製造例8(ポリエステル天竺編生地の製造)
64dtex、36フィラメントのポリエステルマルチフィラメント1種の糸使いで28Gの編機を使用しプレーンな天竺組織で編生地を作製した。ポリエステル天竺編生地の厚みは230μmであり、目付け63.1g/m2であった。
【0055】
実施例1
製造例1で得られたナノファイバー不織布の一方の面に、メッシュタイプのウレタン系熱融着フィルム(東海サーモ(株)製FUSEC C6J5;目付28g/m2)を用いて、製造例5で得られたポリエステルメッシュ生地を、熱プレス機(TABLE TYPE TEST PRESS SA−302、テスター産業(株)製)を用いて、125℃、プレス圧力0.003MPa、プレス時間17秒にて熱融着して、複合ファブリックを得た。
【0056】
実施例2
ナノファイバー不織布を、製造例2で得られた透湿PU電界紡糸不織布に変更した以外は、実施例1と同様にして複合ファブリックを得た。
【0057】
実施例3
ナノファイバー不織布を、製造例3で得られたNY電界紡糸不織布に変更した以外は、実施例1と同様にして複合ファブリックを得た。
【0058】
実施例4
編生地を、製造例6で得られたポリエステル/キュプラ混メッシュ編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0059】
実施例5
編生地を、製造例7で得られたポリアミドエラストマー天竺編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0060】
実施例6
編生地を、製造例7で得られたポリエステル天竺編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0061】
実施例7
ナノファイバー不織布を、製造例4で得られたセルロース電界紡糸不織布にした以外は、実施例1と同様にして複合ファブリックを得た。
【0062】
比較例1
編生地を用いずに、PU電界紡糸不織布のみとした。
【0063】
比較例2
ナノファイバー不織布を用いずに、ポリエステルメッシュ編生地のみとした。
【0064】
比較例3
ナノファイバー不織布として、市販のPUメルトブローン不織布(UC0060F不織布、クラレクラフレックス社製)を用いた以外は、実施例1と同様にして複合ファブリックを得た。
【0065】
比較例4
ナノファイバー不織布を用いずに、ポリエステル天竺編生地のみとした。
【0066】
比較例5
ナノファイバー不織布として、市販のPUメルトブローン不織布(UC0060F不織布、クラレクラフレックス社製)を用いた以外は、実施例4と同様にして複合ファブリックを得た。
【0067】
比較例6
ナノファイバー不織布として、市販のNYメルトブローン不織布(NS0050H不織布、クラレクラフレックス社製)を用いた以外は、実施例1と同様にして複合ファブリックを得た。
【0068】
【表1】

【0069】
実施例1〜7で得られた複合ファブリック、及び比較例1〜6で得られたファブリックについて、以下の評価試験を行った。
【0070】
<評価試験1:接触冷感及び吸熱量>
実施例1〜7で得られた複合ファブリック、及び比較例1〜6で得られたファブリックを10cm×10cmにカットし、それぞれのファブリックにつき水(25℃)4mlを含ませ、測定用試料とした。
【0071】
濡れた状態の試料を、KES−F7 サーモラボII型精密迅速熱物性測定装置(カトーテック社製)を用いて接触冷感を測定した。サーモラボIIで得られたグラフ(図4)の中の突出した部分の最大値(W)が接触冷感を示す数値であり、この値が大きいほど接触冷感が大きい。
【0072】
測定は、表2に記載した評価面について行った。なお、実施例1の複合ファブリックについては、ナノファイバー不織布側及び編生地側の両方から測定を行った。
【0073】
同グラフの時間平均値(W)が持続冷感を示すものであり、測定開始直後〜30分までを測定した。
【0074】
接触冷感及び持続冷感の結果については表2に示す。
【0075】
【表2】
【0076】
<評価試験2:気化熱試験>
実施例1で得られた複合ファブリックを10cm×10cmにカットし、水(25℃)4mlを含ませ、測定用試料とした。該測定用試料のナノファイバー不織布側を被験者の上腕部に貼り付け、経時的に貼り付けた部分の皮膚温度を測定した(被験者:年齢20代〜30代;男性3名女性3名)。
【0077】
また、比較実験として、市販の冷却シート(熱さまシート(登録商標)、小林製薬(株)製)を被験者の上腕部に貼り付け、経時的に貼り付けた部分の皮膚温度を測定した。
【0078】
その結果を表3及び図5に示す。なお、図5中、向かって左側が市販の冷却シートであり、向かって右側が実施例1で得られた複合ファブリックである。
【0079】
【表3】
【0080】
比較例1、2と実施例1との比較より、ナノファイバー不織布単体と編生地単体で得られる接触冷感より、これらを積層した場合の接触冷感が大幅に向上していることがわかる。
【0081】
また、メルトブローン不織布を用いた場合も接触冷感が劣ることが、比較例3、5、6からわかる。
【0082】
さらに、気化熱試験より、本発明の複合ファブリックはある一定の時間継続して冷感が得られることがわかる。
【0083】
つまり、本発明においては、ナノファイバー不織布と編生地を組み合わせることによりはじめて、非常に高い冷却効果が得られるものである。
【技術分野】
【0001】
本発明は、ナノファイバー不織布と編生地によって構成される冷却素材用複合ファブリックに関する。
【背景技術】
【0002】
近年、衣料、特にスポーツ衣料、肌着等において、夏場の暑熱感を抑えてヒヤリとした接触冷感に優れる布帛が提供されている。このような布帛としては、例えば、繊維の吸水性を向上させたり、繊維の熱伝導性を向上させたりする方法により得られた接触冷感に優れた繊維を用いた布帛が知られている。しかしながら、該布帛では、実際にヒトによる官能試験を行うと、ほとんど未処理のものと変わるところがなく、接触冷感を実感できることはなかった。
【0003】
ところで、特許文献1には、ナノファイバー不織布と編生地によって構成される複合ファブリックが開示されている。特許文献1によると、通気性を抑えながら適度な透湿性を有する快適な複合ファブリックを提供できるものであるが、該ファブリックを冷感素材として用いることについては全く検討がなされていないものである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−191435号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、冷却効果を有する冷却素材用複合ファブリックを提供することを主な目的とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記課題を解決すべく鋭意検討を行った結果、ナノファイバー不織布と編生地を重ねることによって、冷却効果が得られることを見出した。本発明はこれらの知見に基づいてさらに研究を重ねた結果完成されたものである。
【0007】
本発明は、以下の冷却素材用複合ファブリックを提供する。
項1.直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリック。
項2.前記ナノファイバー不織布が、接着剤を介して前記編生地に積層されている上記項1に記載の冷感素材用複合ファブリック。
項3.前記編生地が、メッシュ状の編生地である、上記項1又は2に記載の冷感素材用複合ファブリック。
項4.前記接着剤がメッシュ状の熱融着フィルムである上記項1〜3のいずれかに記載の複合ファブリック。
項5.直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布、接着層及び編生地の3層である上記項2に記載の冷感素材用複合ファブリック。
項6.上記項1〜5のいずれかに記載の複合ファブリックからなる冷感素材。
【発明の効果】
【0008】
本発明によれば、冷却効果を有する冷却素材用複合ファブリックを提供することができる。
【図面の簡単な説明】
【0009】
【図1】実施例で用いた編生地の編組織図である。
【図2】実施例で用いた編生地の編組織図である。
【図3】実施例1の複合ファブリックの断面走査型電子顕微鏡(SEM)写真(300倍)である。
【図4】実施例1の複合ファブリックのナノファイバー不織布側から測定した接触冷感試験の結果である。
【図5】実施例1の複合ファブリックの気化熱試験の結果である。
【発明を実施するための形態】
【0010】
1.冷感素材用複合ファブリック
本発明の冷感素材用複合ファブリックは、直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなるものである。以下に本発明の構成について詳細に説明する。
【0011】
(1)ナノファイバー不織布
本発明において使用されるナノファイバー不織布を構成するナノファイバーの直径は、50nm以上2.5μm未満であり、好ましくは100nm〜2.2μm、さらに好ましくは500nm〜2.0μmである。ここで、ナノファイバーの直径は、走査型電子顕微鏡(Scanning Electron Microscope(SEM)、倍率:10,000〜50,000倍)にて撮影し、無作為に選んだ繊維の太さ(繊維軸直行方向断面の直径)を30点測定し、その平均値によって表される。
【0012】
ナノファイバーの材料としては、編生地の伸縮性に追従できるほどの伸度を持つ素材であれば特に限定されず従来公知のものを使用することができる。具体的には、ポリウレタン(例えば、スパンデックス等)、エラストマー系ポリマー(例えば、ウレタン系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー等の熱可塑性エラストマー繊維)等が挙げられる。これらの中でも、得られた複合ファブリックの冷感性が優れる点から、ポリウレタン、ウレタン系エラストマーが好ましい。また、吸水性又は透湿性ポリウレタン樹脂も好適に用いることができる。
【0013】
ナノファイバー不織布の目付は、300g/m2未満であることが好ましく、4〜200g/m2であることがより好ましく、4〜50g/m2であることがさらに好ましい。目付は、10cm×10cmのサンプルの重量を測定し、単位面積あたりの重量を算出した値である。このような目付を有するナノファイバー不織布とすることで、気化に寄与する適度な保水量が保てるため冷却効果が高く、ファブリックの伸縮変形に追従する柔軟性と強度が発揮できるため好ましい。300g/m2以上になると冷却効率が低下する傾向があり、4g/m2を下回ると強度および伸縮変形への追従性が悪化する傾向がある。
【0014】
本発明において使用されるナノファイバー不織布の総厚みは、5〜300μmであることが好ましく、10〜200μmであることがより好ましい。ナノファイバー不織布の総厚みは、ダイヤルシックネスゲージH−0.4N((株)尾崎製作所製)により測定した値である。なお、後述する実施例におけるナノファイバー不織布の厚みも、前記測定方法によるものである。
【0015】
本発明において使用されるナノファイバー不織布の製造方法は、特に限定されるものではないが、電界紡糸法(ElectroSpinning Deposition(ESD))によって形成されることが好ましい。電界紡糸法については後述する。
【0016】
(2)編生地
本発明の複合ファブリックは、ナノファイバー不織布に少なくとも1層の編生地が積層されている形態を有する。より高い冷却効果が得られる点から、編生地がナノファイバー不織布の一方の面に積層されている形態が好ましく、特に編生地とナノファイバー不織布の2層(接着剤層が介在する場合は3層)からなる形態が好ましい。本発明の複合ファブリックにおいては、ナノファイバー不織布からなる面を肌に接触するように用いることで、優れた冷感が得られるものである。従って、上記態様ように、複合ファブリックの片面がナノファイバー不織布面となることが好ましい。
【0017】
また、ナノファイバー不織布と編生地の積層に当たっては、ナノファイバー不織布と編生地の間に接着剤(もしくは接着剤層)を介して積層することが、得られる複合ファブリックの強度の点から好ましい。
【0018】
編生地を構成する素材としては、親水性素材であってもよく、疎水性素材であってもよく、これらを組み合わせて編生地を構成してもよい。
【0019】
親水性素材としては、従来公知の素材を採用することができるが、例えば、綿(公定水分率:8.5%)、麻(公定水分率:12.0%)、絹(公定水分率:12.0%)等の植物性繊維や、ウール(公定水分率:15.0%)等の獣毛繊維等の天然繊維が挙げられる。これらの中でも、肌触りや保温性の観点から綿、ウールが好ましい。また、キュプラ(公定水分率:11.0%)、レーヨン(公定水分率:11.0%)、ポリノジック(公定水分率:11.0%)、アセテート(公定水分率:6.5%)、トリアセテート(公定水分率:3.5%)、リヨセル等の再生繊維を用いることもできる。その他、アクリル(公定水分率:2%)、ポリクラール(登録商標)(公定水分率:3.0%)、プロミックス(登録商標)(公定水分率:5.0%);ナイロン−6、ナイロン−66等のナイロン系繊維等のポリアミド(公定水分率4.5%)等も好適に用いることができ、ビニロン(公定水分率:5.0%)も例示できる。これらの素材を単独又は2種以上を組み合わせて使用することができる。
【0020】
疎水性素材としては、従来公知のものを適宜選択することができるが、例えば、ポリエチレンテレフタレート(PET)、ポリエステル(公定水分率:0.4%);ポリ塩化ビニル(公定水分率:0.0%);ポリ塩化ビニリデン(公定水分率:0.0%);スパンデックス等のポリウレタン(公定水分率:1.0%);ポリプロピレン等のポリオレフィン;スチレン系エラストマー、オレフィン系エラストマー、ウレタン系エラストマー、塩化ビニル系エラストマー、ポリエステル系エラストマー、ポリアミド系エラストマー(公定水分率0.9%)等の熱可塑性エラストマー繊維、フッ素繊維(公定水分率:0%)等を挙げることができる。本発明においては、これらの素材を単独又は2種以上を組み合わせて使用することができる。
【0021】
上記素材の中でも、高い冷却効果が得られる点から、ポリエステル、キュプラ/ポリエステル、ポリアミドエラストマーが好ましい。
【0022】
本発明で用いる編生地は、公定水分率0.0〜1.9%の素材を含有することが好ましく、その含有率は、編生地全重量に対して50重量%以上であることが好ましく、60〜100重量%であることがより好ましく、65〜100重量%であることがさらに好ましく、70〜100重量%であることが特に好ましい。
【0023】
また、公定水分率が、2.0〜15%である素材を編生地全重量に対して30重量%未満とすることが好ましい。
【0024】
本発明において使用される編生地は、総繊度が通常50dtex以上であり、好ましくは60〜300dtex、より好ましくは70〜200dtexの繊維で製編されている。このような範囲であれば本発明の複合ファブリックの強度を保つことができる。
【0025】
これらの編生地は、組織の種類(編み方の種類)、繊維の長短(フィラメント(長繊維)、ステープル(短繊維))等は特に限定されないが、なるべく薄手で軽い構造であることが好ましい。また、本発明においては、肌側から外気へ向かう気化による水分の移動を促進するために、毛細管現象による水分移動およびナノファイバー層の空孔からの直接気化による水分移動が相乗的に機能する点で、メッシュ状編生地であることが好ましい。メッシュ状としては、例えば、フライスメッシュ組織、タックメッシュ組織等が挙げられ、従来の方法に従って製編することができる。また、例えば、横編み、丸編からなる平編み組織、ゴム編み組織、両面編組織等も本発明において好適に採用することができる。これらの組織も従来公知の方法に従って製編することができる。また、ゴム編み等をベースにした組織を採用することもでき、例えば、特開2004−036051号公報に記載の方法で製造した組織(シンテレニット)等を挙げることができる。例えば、編立組織にあった丸編み機を用いて、ゲージ数16〜40Gの範囲内で糸長およびループ長、給糸テンション、生地張力等を設定し編みたてることができる。
【0026】
本発明の複合ファブリックにおいて、編生地の総厚みは、通常100〜1,200μmであり、好ましくは200〜1,100μmであり、より好ましくは200〜1,000μmである。
【0027】
(3)接着剤
本発明の複合ファブリックは、ナノファイバー不織布と編生地が接着剤を介して積層されていることが好ましい。接着剤を介することにより、ナノファイバー不織布と編生地が強固に接着され、強度が強い複合ファブリックとすることができるためである。
【0028】
本発明に使用される接着剤としては、前記ナノファイバー不織布と編生地とを接着することができれば、本発明の効果を損なわない限り特に限定されず、従来公知の材料を使用することができる。ただし、ナノファイバー不織布と編生地を接着する際に、ナノファイバー不織布の細孔を塞ぐと透湿性を損なうおそれがあることから、例えばメッシュ状の熱融着フィルム、不織布状の熱融着フィルム等を用いたホットプレス、高透湿性接着剤等をスプレーする方法等を採用することが好ましい。あるいは、ナノファイバー不織布と編生地の間に何点か接着剤を塗布し、ポイント接着(ドット接着)等の方法を用いてもよい。
【0029】
熱融着フィルムの素材としては、例えば、ポリアミド系、ポリエステル系、ブタジエンゴム系、ポリウレタン系等が挙げられ、特に接着性や伸縮性の観点から好ましくはポリウレタン系である。具体的には、例えば、ウレタン系熱融着フィルムとしては東海サーモ(株)製FUSEC C6J5;ポリアミド系熱融着不織布としては東海サーモ(株)製FUSEC 1G8 D8等が挙げられるが、これらに限定されない。熱融着フィルムを使用する場合には、ナノファイバー不織布と編生地の間に接着剤層が形成される。また、高透湿性接着剤としては、例えば親水基を導入したポリウレタン等が挙げられる。
【0030】
接着剤の使用量は、編生地とナノファイバー不織布を十分に接着できるものであれば、特に限定されないが、複合ファブリックの風合いを損なわないためには、目付5〜100g/m2が好ましく、より好ましくは8〜30g/m2である。
【0031】
本発明の冷感素材用複合ファブリックは、高い冷却効果を有するため、冷感素材として有用である。ここで、冷感素材としては、冷却貼付剤等、冷感肌着(好ましくは、スポーツウェア等)等の素材を挙げることができる。
【0032】
具体的には、発熱時、火照りの冷却、打撲や捻挫の際の応急的な冷却剤、筋肉痛時の鎮痛・鎮静補助剤として使用することができる。また、衣服、特に冷感肌着(好ましくは、スポーツウェア等)としては、例えば、シャツ、ブリーフ、腹巻き、ステテコ、パッチ、ショーツ、ガードル、ペチコート、レギンス、ソックス、タイツ等が挙げられる。本発明の複合ファブリックを用いて肌着等を製造する場合は、従来公知の方法に従えばよく、裁断方法、縫製方法等は特に限定されない。
【0033】
2.製造方法
本発明の複合ファブリックの製造方法については特に限定されないが、前述したように、ナノファイバー不織布は電界紡糸法により製造されることが好ましい。以下に、製造方法について記載する。
【0034】
(1)ナノファイバー不織布の製造方法
本発明において使用されるナノファイバー不織布は、ナノファイバー不織布を構成する素材を溶媒に溶解させた溶液を用いて、電界紡糸法(ElectroSpinning Deposition(ESD))によって形成されることが好ましい。
【0035】
溶媒としては、N,N−ジメチルホルムアミド(DMF)、テトラヒドロフラン、ジメチルアセトアミド、ヘキサフルオロイソプロパノール、メチルエチルケトン、銅アンモニア水溶液等が挙げられ、これらを1種単独で、又は2種以上を混合して用いることができる。
【0036】
電界紡糸法での製造条件の典型例としては、電圧−70〜70kV、ノズル径14〜32G、ノズル先端からコレクターまでの距離5〜30cmが挙げられる。また、使用されるポリマー素材によって適宜異なるが、例えばポリウレタン樹脂の場合、前記溶媒に3〜40重量%、好ましくは5〜30重量%の濃度で溶解させるのが望ましい。他のポリマー素材を使用する場合は、各種ポリマーに適した従来公知の溶媒を用いることができ、上記濃度を参考に溶解濃度を適宜設定することができる。
【0037】
(2)複合ファブリックの製造方法
本発明の複合ファブリックの製造方法においては、前述のナノファイバー不織布の一方の面に編生地を積層する工程を含むものである。編生地については、前述のものを用いることができる。
【0038】
ナノファイバー不織布と編生地の接着方法としては、特に限定されるものではなく、メッシュ状の熱融着フィルム、不織布状の熱融着フィルム等の熱融着フィルムを用いてホットプレスする方法、高透湿性接着剤等の接着剤をスプレーする方法、ナノファイバー不織布とシート形状体の間に何点か接着剤を塗布し、ポイント接着(ドット接着)等の方法等を採用することができる。接着剤としては前述のものを適宜用いることができる。
【0039】
これらの中でも、熱融着フィルムを用いてホットプレスする方法が好ましい。
【0040】
ホットプレス条件としては、特に限定されるものではなく、用いる熱融着フィルムの種類等によっても適宜変更することができるものであるが、例えば、100〜180℃、0.001〜2MPaで、5秒〜1分程度の条件でホットプレスすることが好ましい。
【0041】
前述のようにして得られた本発明の複合ファブリックの総厚みは、特に限定されるものではないが、100〜1,220μmであることが好ましく、200〜1,220μmであることがより好ましい。
【実施例】
【0042】
以下、実施例を示して本発明をより詳細に説明するが、本発明はこれらに限定されない。
【0043】
下記実施例において使用されたナノファイバー不織布及び編生地は、以下の方法に従って製造した。
【0044】
製造例1(ウレタン樹脂からなるナノファイバー不織布の製造)
熱可塑性ポリウレタン樹脂(ウレタン系エラストマー、商品名:Pandex1185、DICBayer Ltd.製)をDMFに溶解し、23重量%DMF溶液とした。これを電界紡糸装置(ES−2300(装置名)、ヒューエンス社製)の溶液充填部に充填し、55kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は26G(内径:0.23mm)で、コレクターまでの距離は15cmであった。得られたナノファイバー不織布は、厚み50μm、目付け13.7g/m2、平均繊維径1108nmであった。製造例1で得られた不織布を、以下、PU電界紡糸不織布という。
【0045】
製造例2(透湿性ウレタン樹脂からなるナノファイバー不織布の製造)
一液型ポリエーテル系ポリウレタン樹脂溶液(透湿性ポリウレタン、商品名:ハイムレンY−210B、不揮発分30%、大日精化工業(株)製)をDMFとMEK混合溶媒(1:1(体積比))を用いて、不揮発分が24重量%となるように希釈し、これを前記同様の電界紡糸装置の溶液充填部に充填し、55kVの電圧をかけて電界紡糸を行った。なお、この時に用いた金属製ノズルの径は21G(内径:0.51mm)で、コレクターまでの距離は15cmであった。得られたナノファイバー不織布は、厚み70μm、目付け23.7g/m2、平均繊維径1415nmであった。製造例2で得られた不織布を、以下、透湿PU電界紡糸不織布という。
【0046】
製造例3(ナイロン樹脂からなるナノファイバー不織布の製造)
6ナイロン樹脂(平均分子量:30,000、宇部興産(株)製)を、ギ酸を用いて不揮発分が25重量%となるように希釈し、これを前記同様の電界紡糸装置の溶液充填部に充填し、40kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は24G(内径:0.30mm)で、コレクターまでの距離は26cmであった。得られたナノファイバー不織布は、厚み70μm、目付け4.7g/m2、平均繊維径925nmであった。製造例3で得られた不織布を、以下、NY電界紡糸不織布という。
【0047】
製造例4(セルロースからなるナノファイバー不織布の製造)
セルロースファイバーARBOCEL BE600−10(RETTENMAIER社製)5重量部、水酸化銅(化学用、キシダ化学(株)製)3重量部、28%アンモニア水(特級、キシダ化学(株)製)68重量部、蒸留水24重量部を室温下で混合し、前記セルロースファイバーを溶解してセルロース濃度5重量%の紡糸溶液を調製した。前記紡糸溶液を前記同様の電界紡糸装置の溶液充填部に充填し、60kVの電圧をかけて電界紡糸を行い、ナノファイバー不織布を製造した。なお、この時に用いた金属製ノズルの径は21G(内径:0.51mm)で、コレクターまでの距離は25cmであった。得られたナノファイバー不織布は、厚み180μm、目付け21.7g/m2、平均繊維径644nmであった。製造例4で得られた不織布をセルロース電界紡糸不織布という。
【0048】
製造例5(ポリエステルメッシュ編生地の製造)
18G、30インチの編機を使用し、図1のフライス編変化組織で丸編地を作製した。1〜8コースすべてポリエステル84T72(84dtex、72フィラメント)の糸使いで、ポリエステル100%のメッシュ編生地を得た。ポリエステル100%のメッシュ編生地の厚みは550μmであり、目付け77g/m2であった。
【0049】
8コースのリピートで、目移しは、第1コースと第2コース間、第5コースと第6コースの間で下針から上針へループを移した。
【0050】
製造例6(ポリエステル/キュプラ混メッシュ編生地の製造)
図2に示す編組織にて、1、5コースをポリエステル84T72(84dtex、72フィラメント)の糸使い、2、4、6、8コースを、SCY3384(シングルカバードヤーン、33dtexのポリウレタンに84dtexのポリエステルをカバーリングしたもの)の糸使い、3、7コースをスカイクールUP118T(旭化成せんい(株)製、ポリエステル(34dtex、18フィラメント)とキュプラ(84dtex、54フィラメント)の混合フィラメント)118dtexマルチフィラメントの糸使いで8コースのリピートで、目移しは、第1コースと第2コース間、第5コースと第6コースの間で下針から上針へループを移した。得られたメッシュ編生地の組成は、ポリエステル73.7%、キュプラ21.6%、ポリウレタン4.7%であった。
【0051】
また、ポリエステル/キュプラ混メッシュ編生地の厚みは720μmであり、目付け127.2g/m2であった。
【0052】
製造例7(ポリアミドエラストマー天竺編生地の製造)
特開2005−36361号公報の記載を参考に、アトフィナ・ジャパン社製ポリアミドエラストマー、ペバックスMV1041SA01とペバックス6333SA01とを8:2の重量比で溶融混合し、ペレタイザーを用いて樹脂混合物のペレットを調製した。3前記ペレットを用い溶融紡糸法にて140dtex、34フィラメントのポリアミドエラストマーマルチフィラメントを得た。この繊維には優れた接触冷感があることが知られている。
【0053】
得られた原糸1種の糸使いで28Gの編機を使用して、プレーンな天竺組織で編生地を作製した。ポリアミドエラストマー天竺編生地の厚みは750μmであり、目付け181g/m2であった。
【0054】
製造例8(ポリエステル天竺編生地の製造)
64dtex、36フィラメントのポリエステルマルチフィラメント1種の糸使いで28Gの編機を使用しプレーンな天竺組織で編生地を作製した。ポリエステル天竺編生地の厚みは230μmであり、目付け63.1g/m2であった。
【0055】
実施例1
製造例1で得られたナノファイバー不織布の一方の面に、メッシュタイプのウレタン系熱融着フィルム(東海サーモ(株)製FUSEC C6J5;目付28g/m2)を用いて、製造例5で得られたポリエステルメッシュ生地を、熱プレス機(TABLE TYPE TEST PRESS SA−302、テスター産業(株)製)を用いて、125℃、プレス圧力0.003MPa、プレス時間17秒にて熱融着して、複合ファブリックを得た。
【0056】
実施例2
ナノファイバー不織布を、製造例2で得られた透湿PU電界紡糸不織布に変更した以外は、実施例1と同様にして複合ファブリックを得た。
【0057】
実施例3
ナノファイバー不織布を、製造例3で得られたNY電界紡糸不織布に変更した以外は、実施例1と同様にして複合ファブリックを得た。
【0058】
実施例4
編生地を、製造例6で得られたポリエステル/キュプラ混メッシュ編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0059】
実施例5
編生地を、製造例7で得られたポリアミドエラストマー天竺編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0060】
実施例6
編生地を、製造例7で得られたポリエステル天竺編生地に変更した以外は、実施例2と同様にして複合ファブリックを得た。
【0061】
実施例7
ナノファイバー不織布を、製造例4で得られたセルロース電界紡糸不織布にした以外は、実施例1と同様にして複合ファブリックを得た。
【0062】
比較例1
編生地を用いずに、PU電界紡糸不織布のみとした。
【0063】
比較例2
ナノファイバー不織布を用いずに、ポリエステルメッシュ編生地のみとした。
【0064】
比較例3
ナノファイバー不織布として、市販のPUメルトブローン不織布(UC0060F不織布、クラレクラフレックス社製)を用いた以外は、実施例1と同様にして複合ファブリックを得た。
【0065】
比較例4
ナノファイバー不織布を用いずに、ポリエステル天竺編生地のみとした。
【0066】
比較例5
ナノファイバー不織布として、市販のPUメルトブローン不織布(UC0060F不織布、クラレクラフレックス社製)を用いた以外は、実施例4と同様にして複合ファブリックを得た。
【0067】
比較例6
ナノファイバー不織布として、市販のNYメルトブローン不織布(NS0050H不織布、クラレクラフレックス社製)を用いた以外は、実施例1と同様にして複合ファブリックを得た。
【0068】
【表1】
【0069】
実施例1〜7で得られた複合ファブリック、及び比較例1〜6で得られたファブリックについて、以下の評価試験を行った。
【0070】
<評価試験1:接触冷感及び吸熱量>
実施例1〜7で得られた複合ファブリック、及び比較例1〜6で得られたファブリックを10cm×10cmにカットし、それぞれのファブリックにつき水(25℃)4mlを含ませ、測定用試料とした。
【0071】
濡れた状態の試料を、KES−F7 サーモラボII型精密迅速熱物性測定装置(カトーテック社製)を用いて接触冷感を測定した。サーモラボIIで得られたグラフ(図4)の中の突出した部分の最大値(W)が接触冷感を示す数値であり、この値が大きいほど接触冷感が大きい。
【0072】
測定は、表2に記載した評価面について行った。なお、実施例1の複合ファブリックについては、ナノファイバー不織布側及び編生地側の両方から測定を行った。
【0073】
同グラフの時間平均値(W)が持続冷感を示すものであり、測定開始直後〜30分までを測定した。
【0074】
接触冷感及び持続冷感の結果については表2に示す。
【0075】
【表2】
【0076】
<評価試験2:気化熱試験>
実施例1で得られた複合ファブリックを10cm×10cmにカットし、水(25℃)4mlを含ませ、測定用試料とした。該測定用試料のナノファイバー不織布側を被験者の上腕部に貼り付け、経時的に貼り付けた部分の皮膚温度を測定した(被験者:年齢20代〜30代;男性3名女性3名)。
【0077】
また、比較実験として、市販の冷却シート(熱さまシート(登録商標)、小林製薬(株)製)を被験者の上腕部に貼り付け、経時的に貼り付けた部分の皮膚温度を測定した。
【0078】
その結果を表3及び図5に示す。なお、図5中、向かって左側が市販の冷却シートであり、向かって右側が実施例1で得られた複合ファブリックである。
【0079】
【表3】
【0080】
比較例1、2と実施例1との比較より、ナノファイバー不織布単体と編生地単体で得られる接触冷感より、これらを積層した場合の接触冷感が大幅に向上していることがわかる。
【0081】
また、メルトブローン不織布を用いた場合も接触冷感が劣ることが、比較例3、5、6からわかる。
【0082】
さらに、気化熱試験より、本発明の複合ファブリックはある一定の時間継続して冷感が得られることがわかる。
【0083】
つまり、本発明においては、ナノファイバー不織布と編生地を組み合わせることによりはじめて、非常に高い冷却効果が得られるものである。
【特許請求の範囲】
【請求項1】
直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリック。
【請求項2】
前記ナノファイバー不織布が、接着剤を介して前記編生地に積層されている請求項1に記載の冷感素材用複合ファブリック。
【請求項3】
前記編生地が、メッシュ状の編生地である、請求項1又は2に記載の冷感素材用複合ファブリック。
【請求項4】
前記接着剤がメッシュ状の熱融着フィルムである請求項1〜3のいずれかに記載の複合ファブリック。
【請求項5】
直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布、接着層及び編生地の3層である請求項2に記載の冷感素材用複合ファブリック。
【請求項6】
請求項1〜5のいずれかに記載の複合ファブリックからなる冷感素材。
【請求項1】
直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布及び少なくとも1層の編生地が積層されてなる冷感素材用複合ファブリック。
【請求項2】
前記ナノファイバー不織布が、接着剤を介して前記編生地に積層されている請求項1に記載の冷感素材用複合ファブリック。
【請求項3】
前記編生地が、メッシュ状の編生地である、請求項1又は2に記載の冷感素材用複合ファブリック。
【請求項4】
前記接着剤がメッシュ状の熱融着フィルムである請求項1〜3のいずれかに記載の複合ファブリック。
【請求項5】
直径が50nm以上2.5μm未満の繊維からなるナノファイバー不織布、接着層及び編生地の3層である請求項2に記載の冷感素材用複合ファブリック。
【請求項6】
請求項1〜5のいずれかに記載の複合ファブリックからなる冷感素材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−68011(P2011−68011A)
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願番号】特願2009−220545(P2009−220545)
【出願日】平成21年9月25日(2009.9.25)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成23年4月7日(2011.4.7)
【国際特許分類】
【出願日】平成21年9月25日(2009.9.25)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]