
冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ及び該鋼の製造方法
(他に指示が無い限り、全て重量%で)C0.04〜0.30%、Mn1.0〜3.5%、Si0〜1.0%、Al0〜2.0%、Cr0〜1.0%、P0〜0.02%、S0〜0.01%、V0〜0.25%、Nb0〜0.1%、Ti0〜0.20%、N0〜0.015%、B0〜0.010%、不可避不純物、残部鉄を含んでなり、溶融亜鉛めっきされたまたはガルバニーリングされた亜鉛合金被覆層を備え、該亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により、一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ、およびその製造方法。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷間圧延されかつ連続的に焼きなましされた、亜鉛合金被覆層を備えた高強度鋼ストリップ及びその製造方法に関する。
【背景技術】
【0002】
高強度鋼は、軽量化が進むにつれて、自動車及び建築用途向けの使用が増加している。車両の構築に使用する材料の厚さ低下を補償するために、より高い強度を有する材料が考えられている。しかし、強度がより高くなると、通常、成形性が犠牲になる。その結果、良好な成形性を有する多くの高強度鋼が注目されている。これらの鋼開発により、通常、微小構造と化学的組成の非常に特殊な組合せを有し、慎重に設計され、制御された製造工程で製造される鋼が得られる。
【0003】
高強度を有する薄い鋼を使用するには、その鋼を腐食から十分に保護する必要がある。この保護は、鋼に金属被覆を施すことにより達成することができる。鋼ストリップに亜鉛の被覆を施すことは、特に自動車及び建築用途で良く知られている。鋼ストリップ上に亜鉛の薄い層を経済的に得るには、ストリップが溶融亜鉛浴の中を移動する溶融亜鉛めっきにより鋼を被覆するのが通常の方法である。溶融亜鉛が鋼に付着し、ほとんどの場合、その鋼が浴から離れる時、通常はガスナイフを使用し、余分な亜鉛をストリップから除去し、薄い被覆層を得る。この分野では、特定の化学元素を浴に加え、亜鉛被覆の品質を改良する、及び/または鋼ストリップの被覆工程を改良することが公知である。元素として、アルミニウム及びマンガンが選択されることが多い。
【0004】
これらの慎重に調整する組合せのために、高強度鋼の製造は、微小構造の変動により、機械的特性の大きな変動を受け易くなる。従って、本発明の目的は、工程の変動にあまり影響されない、安定した機械的特性を有する高強度鋼の製造方法を提供することである。また、高強度鋼の亜鉛めっきに関連する問題は、鋼に大量の合金化元素を使用する結果、これらの鋼の、亜鉛被覆層に対する濡れ性が乏しいことである。不活性界面(例えば金上の水)間における湿潤の熱力学的平衡性質と対照的に、鋼表面を、溶融亜鉛めっきにより液体Znで被覆することは、複雑な反応性湿潤過程である。しかし、酸素に対する親和力が高い元素、例えばMn、Al、Si、等は、焼きなまし工程の際に鋼表面における酸素濃度を高くすることが知られている。そのような酸化物の液体亜鉛による湿潤性は、一般的に非常に低いことが知られている。本発明の目的は、鋼中にある、十分な湿潤性を達成するには好ましくない高レベルの合金化元素にも関わらず、高強度鋼基材の十分な湿潤性を与える亜鉛被覆層を提供することである。
【発明の概要】
【0005】
本発明の目的は、(他に指示が無い限り、全て重量%で)
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなり、溶融亜鉛めっきされた亜鉛合金被覆層を備え、該亜鉛合金被覆層が、Mg0.3〜4.0%及びAl0.05〜6.0%及び所望により、不可避不純物と共に、一種以上の追加元素0.2%以下及び残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップにより達成される。
【0006】
少量、0.2重量%未満、で加えることができる追加の元素は、PbまたはSb、Ti、Ca、Mn、Sn、La、Ce、Cr、Ni、ZrまたはBiでよい。Pb、Sn、Bi及びSbは、通常、スパングル(spangle)を形成するために添加する。好ましくは、亜鉛合金中の追加元素の総量は、0.2%以下である。これら少量の追加元素は、被覆または浴の特性を、通常の用途に関してはあまり変化させない。好ましくは、亜鉛合金被覆中に一種以上の追加元素が存在する場合、それぞれ<0.02重量%、好ましくはそれぞれ<0.01重量%の量で存在する。これは、追加元素は、マグネシウムやアルミニウムの添加と比較して、耐食性をあまり大きく変化させず、追加元素は被覆された鋼ストリップのコストを増加させるためである。追加元素は、通常、溶融亜鉛めっき用の溶融亜鉛合金を含む浴における垢形成を阻止するためか、または被覆層中にスパングルを形成するためにのみ添加する。従って、追加元素は、できるだけ低く抑える。亜鉛合金被覆層の厚さは、好ましくは3〜12μmであり、これより厚い被覆はほとんどの用途に必要ない。本発明の亜鉛合金被覆層は、腐食に対する保護性を改良するので、ほとんどの用途で、12μm以下の厚さで十分である。薄い被覆層は、本発明の被覆層を有する2枚のシートを、例えばレーザー溶接により、溶接する場合にも有利である。好ましい実施態様では、亜鉛合金被覆層の厚さは3〜10μmであり、これは、自動車用途に好ましい厚さ範囲である。別の好ましい実施態様では、亜鉛合金被覆層の厚さが3〜8μmさらには7μmである。この厚さは、スペーサを使用せずに形成されるレーザー溶接部が重要である場合に、好ましい。
【0007】
本発明者らは、本発明の鋼が本発明の亜鉛合金被覆層に、鋼基材の湿潤性に悪影響を及ぼすことが公知である高レベルの合金化元素にも関わらず、優れた基材湿潤性を与えることを見出した。ニッケルはMgと化合物、すなわちMgNi2及びMg2Ni、を形成するので、本発明の鋼が合金化元素としてニッケルを含まないことは重要である。鋼から来るニッケルが、めっき浴から来るMgとこれらの化合物を形成すると、好ましくない垢形成と共に、めっき浴のMg枯渇が起こるので、好ましくない。従って、処理上の理由から、ニッケル含有基材は好ましくない。
【0008】
微小構造は、90〜65%、好ましくは85〜70%、より好ましくは80〜75%のフェライトを含んでなる。変態区間焼きなましOAT直後の冷却の前に存在するオーステナイト画分は、好ましくは非フェライト微小構造成分、好ましくはベイナイト、マルテンサイト、針状フェライトに完全に変換されるか、または残留オーステナイトとして部分的に保存される。一実施態様では、鋼ストリップは、フェライト90〜65%を含んでなり、その構造の残りは針状フェライト、ベイナイト、マルテンサイトまたは残留オーステナイトである。好ましくは、微小構造はパーライトを含まないが、炭化鉄析出物、例えばパーライト中の薄層の形態にはないセメンタイト、が、鋼中に存在し得る。従って、所望の機械的特性と、優れた腐食保護特性の組合せを有する鋼基材が得られる。アルミニウム含有量は、溶接性を損なわないように、6%に制限される。Mg含有亜鉛層は、一般的にMgを含まない亜鉛層より硬いと考えられる。これは、一般的にはこれらの層がより脆いことを意味するが、本発明者らは、亜鉛合金被覆層の密着性が非常に優れているので、成形の際の高い接触圧の際にも、亜鉛合金被覆層は圧力に屈することなく、所定の位置に止まり、成形の際及び後に、製品を腐食から保護することを見出した。成形操作で高強度鋼部品を形成する際の高い接触圧力は、亜鉛めっきされた被覆層でよく起こるような被覆の損傷にはつながらず、被覆が、通常のめっきされた亜鉛層と同じように剥離することはない。これは、Mg添加が、被覆された鋼と(高温)成形工具との間の潤滑性を強化するのに有効であると考えられるためである。本発明者らは、亜鉛浴上でのMg酸化物形成が、被覆の際の亜鉛蒸発を保護すると考えている。亜鉛蒸発の低下は、溶融亜鉛めっきの際のスナウト(snout)区域にも有益である。スナウトは、ストリップが亜鉛浴に入る箇所である。通常、亜鉛は蒸発し、低温区域で粉塵(亜鉛及び酸化亜鉛)を形成し、この粉塵がスナウトでストリップ及び亜鉛浴表面上に落下することがある。これが亜鉛被覆に欠陥を引き起こすことがある。浴表面上のMg酸化物は、この区域における亜鉛の蒸発を抑制し、従って、亜鉛被覆の欠陥が生じる可能性が低くなる。
【0009】
Fe2Al5の形成により、被覆層を堆積させる浴が上記のような追加元素としての鉄を含まなくても、被覆層は、常に少量の鉄を含む。この鉄は、鋼基材を使用するために、不可避不純物を構成する。鉄は、追加の元素ではなく、1.5%以上、好ましくは1.0%を超えないのが好ましい。本発明の一実施態様では、被覆層中の鉄含有量は、0.6%未満、好ましくは0.4%未満に制限する。さらに好ましくは、この量は0.2%未満に制限する。
【図面の簡単な説明】
【0010】
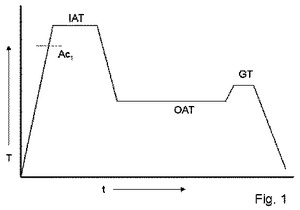
【図1】IATを一定に選択した処理を図式的に示す図である。
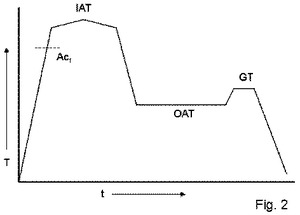
【図2】IATより幾分低い温度に急速に加熱し、続いてピークIATに徐々に加熱し、続いて再度IATより幾分低い温度に徐々に冷却する処理を図式的に示す図である。
【発明を実施するための形態】
【0011】
本発明の一実施態様では、鋼基材は、特許権請求する合金化元素のみからなる。他の元素、例えば酸素または希土類元素、は不可避不純物としてのみ存在することができ、残部は鉄である。
【0012】
FeとZnとの間の全ての反応を阻止することが重要ではないので、最少レベル0.05%のアルミニウムを使用することができる。アルミニウムを全く含まない場合、厚い固体のFe-Zn合金が鋼表面上に成長し、ガスで吹き飛ばすことにより、被覆厚さを平滑に調整することはできない。アルミニウム含有量0.05%は、問題のあるFe-Zn合金形成を阻止するのに十分である。好ましくは、アルミニウム含有量は、少なくとも0.3%である。最後に、Mgの添加により、鋼のリン酸塩処理性が改良される。
【0013】
本発明の一実施態様では、亜鉛合金は、マグネシウム0.3〜2.3重量%及びアルミニウム0.6〜2.3重量%を含んでなる。マグネシウムのレベルを2.3%以下に制限することにより、亜鉛浴上の酸化物系垢の形成が少なくなり、一方、腐食防止は十分に高いレベルに維持される。アルミニウム含有量を制限することにより、湿潤性が改良される。好ましい実施態様では、亜鉛合金中のケイ素含有量は0.0010重量%未満である。
【0014】
好ましい実施態様では、鋼ストリップに亜鉛合金被覆層を施し、その際、亜鉛合金は、マグネシウム1.6〜2.3重量%及びアルミニウム1.6〜2.3重量%を含む。これらの値では、被覆の腐食保護性が最大であり、腐食保護性が小さな組成変動により影響されないので、これは好ましい実施態様である。マグネシウム及びアルミニウムが2.3重量%を超えると、被覆は脆くなり、被覆の表面品質が低下することがある。
【0015】
本発明の一実施態様では、鋼ストリップに亜鉛合金被覆層を施し、その際、亜鉛合金は、アルミニウム0.6〜1.3重量%及び/またはマグネシウム0.3〜1.3重量%及びを含む。これらの少量のアルミニウム及びマグネシウムでは、従来の溶融亜鉛めっき浴及び装置を大きく変更する必要が無いのに対し、0.3〜1.3重量%レベルのマグネシウムは、耐食性を著しく改良する。通常、これらの量のマグネシウムには、従来の浴よりも多くの酸化物系垢が形成されるのを阻止するために、0.5重量%を超えるアルミニウムを加える必要があり、垢は被覆中に欠陥を引き起こすことがある。これらの量のマグネシウム及びアルミニウムを含む被覆は、表面品質及び耐食性の改良に対する要求が高い用途に最適である。
【0016】
好ましくは、亜鉛合金は、アルミニウム0.8〜1.2重量%及び/またはマグネシウム0.8〜1.2重量%を含む。これらの量のマグネシウム及びアルミニウムは、高い耐食性、優れた表面品質、優れた成形性、及び良好な溶接性を、従来の溶融亜鉛めっきと比較して限られた追加コストで与えるのに最適である。
【0017】
好ましい実施態様では、鋼ストリップが、溶融亜鉛めっきされた亜鉛合金被覆層を備えており、該被覆層中では、アルミニウムの量がマグネシウムの量±0.3重量%以下に等しい。アルミニウムの量がマグネシウムの量と等しいか、またはほとんど等しい場合に、浴上に形成される垢がかなりのレベルに抑制されることが分かった。
【0018】
本発明の一実施態様では、本発明の亜鉛合金で被覆された鋼ストリップは、C0.07〜0.16%、Mn1.4〜2.0%、好ましくはMn1.5〜1.8%、Si0.2〜0.4%、好ましくはSi少なくとも0.25%、Al0.5〜1.5%、Cr0.4〜0.8%、Ti0〜0.05%、Nb0〜0.03%、N0〜0.01%、B0〜0.002%及び不純物としてVを含んでなる。
【0019】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。ホウ素は、焼入性に著しく影響し、それによって、残留オーステナイトを犠牲にしてマルテンサイト形成を刺激し、それによって、鋼の成形性を損なうことが知られている。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる。好ましくは、残留オーステナイトの体積画分は、1〜10%、好ましくは約5%である。ベイナイトは、好ましくは炭化物を含まない。これらの鋼は、良好な引張強度と組み合わせて高延性及び優れた耐食性及び溶接性を有する。
【0020】
本発明の好ましい実施態様では、鋼ストリップは、C0.07〜0.12%及びAl0.5〜1.0%を含んでなる。この実施態様による鋼の引張強度は、ある程度低く、約600 MPaである。合金化元素を少なくすると云うことは、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる微小構造が尚得られるように、冷間圧延後の焼きなまし処理を適合させる必要があることを意味する。
【0021】
本発明の一実施態様では、本発明の亜鉛合金被覆層を備えた鋼ストリップは、C0.07〜0.20%、Mn1.2〜3.5%、Al0〜1.5%、Ti0〜0.15%、B0〜0.002%を含んでなる。
【0022】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、マルテンサイト及び炭化物を含んでなる。好ましくは、フェライトの体積画分は、70〜95%、好ましくは約80%である。この亜鉛合金被覆層の使用により、高い引張強度と共に良好な延性が得られる。好ましくは、この鋼ストリップは、C0.07〜0.17%、Mn1.2〜2.5%及びAl0〜1.0%を含んでなる。より好ましくは、この鋼ストリップは、C0.07〜0.12%、Mn1.2〜2.0%、Si0〜0.4%、Al0〜1.0%、Ti0〜0.05%、Nb0〜0.07%、N0〜0.01%を含んでなる。どちらの好ましい実施態様も、幾分低い引張強度と組み合わせて高い延性及び優れた耐食性及び溶接性を与える。
【0023】
本発明の一実施態様では、本発明の亜鉛合金で被覆された鋼ストリップは、C0.15〜0.30%、Mn1.5〜3.5%、Al0.5〜2.0%、Nb0〜0.05%、N0〜0.01%、B0〜0.002%を含んでなる。好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる。この鋼は、TRIP-鋼と呼ばれることがある。好ましくは、残留オーステナイトの体積画分は、1〜10%、好ましくは約5%である。ベイナイトは、好ましくは炭化物を含まない。この亜鉛合金被覆層の使用により、高い引張強度と共に良好な延性及び優れた耐食性及び溶接性が得られる。一実施態様では、この鋼ストリップは、C0.15〜0.24%、Mn1.5〜2.0%、Si0.2〜0.8%、好ましくはSi0.2〜0.6%、好ましくはSi少なくとも0.25%、Al0.5〜1.5%、Nb0〜0.05%、好ましくは最大0.03%を含んでなる。好ましい実施態様では、鋼ストリップはC0.15〜0.20%を含んでなる。
【0024】
本発明の第二の態様では、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、連続した工程、すなわち
−C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなる、冷間圧延された鋼ストリップを用意する工程、
−該ストリップを変態区間焼きなまし温度IATに加熱する工程、
−該ストリップをIATに、所望のフェライト対オーステナイト比を得るのに十分な時間保持する工程、
−該ストリップを過時効温度OATに冷却する工程、
−該ストリップをOATに過時効時間保持する工程、
−該ストリップを亜鉛めっき温度GTに加熱する工程、
−該ストリップを、亜鉛浴温度ZBTを有し、亜鉛合金を含む溶融浴中に浸漬し、亜鉛合金被覆層を該鋼ストリップ上に施す工程、
−該ストリップを冷却する工程
を含んでなる、方法を提供する。
【0025】
ストリップをIATに加熱する際、IAT及びIATにおけるアニーリング時間に応じて、実質的にフェライト系の鋼マトリックスが部分的にオーステナイトに変換される。簡単にするために、図1に図式的に示すように、IATを一定に選択することができるが、図2に図式的に示すように、ストリップをIATより幾分低い温度に急速に加熱し、続いてピークIATに徐々に加熱し、続いて再度IATより幾分低い温度に徐々に冷却し、アニーリング処理の最後に所望のフェライト対オーステナイト比を得ることも可能である。好ましくは、OATに冷却する前のオーステナイト含有量の体積画分は、50%以下である。しかし、十分な焼入性を維持するために、この体積画分は、好ましくは10〜35%、好ましくは15〜30%、好ましくは20〜25%である。本発明の一実施態様では、AITは750〜850℃、好ましくは780〜830℃である。
【0026】
本発明の一実施態様では、鋼基材は、特許権請求する合金化元素のみからなる。他の元素、例えば酸素または希土類元素、不可避不純物としてのみ存在することができ、残部は鉄である。
【0027】
一実施態様では、IATへの加熱工程は、Ac1+20〜Ac1+80の過熱で、Ac1を超える温度に急速に行い、オーステナイトの急速な核形成を行う。この急速加熱工程は、ほとんどの焼きなまし装置で直接燃焼炉(DFF)における加熱と一致し、従って、急速加熱工程は、DFFの出口で終了するが、本発明者らは、この急速加熱工程により、強度が増加し、微小構造の精製及び縞の無い構造の促進により、延性が維持されるか、またはさらには改良されることを見出した。このAc1を超える過熱と組み合わせた急速加熱の効果は、本発明の全ての実施態様で見られる。究極引張強度の改良は、化学組成に応じて30〜120 MPaである。好ましくは、加熱速度は10〜50℃/s、より好ましくは15〜40℃/sである。加熱速度に好適な値は、15〜25℃/s、例えば約20℃/s、であることが分かった。急速加熱の後、IATへの加熱の残りの部分は、より遅い加熱速度で行う(図2におけるように)か、あるいは急速加熱速度によりIATにすでに到達していてもよい(図1におけるように)。
【0028】
一実施態様では、過時効温度OATは、GTより最高150℃低い、好ましくはGTより最高100℃低い、より好ましくはGTより最高70℃低い、さらに好ましくはGTより最高50℃低い。OATをGTより低くすることにより、この工程を目的に合わせて調整し、その後に続く溶融亜鉛めっきに関係なく、IAT及びOATにおける過時効処理から冷却後に、所望の微小構造を達成することができる。GTより低い温度での過時効により、強度と延性の非常に良い組合せが得られることが分かった。他方、溶融亜鉛めっき処理を最適化し、最良の腐食保護性、被覆隠蔽率(coverage)及び被覆密着性を達成することができる。
【0029】
本発明の一実施態様では、OATはGTより少なくとも10℃低い、好ましくは少なくとも20℃低い、より好ましくはGTより少なくとも30℃低い。本発明の一実施態様では、OATからGTへの温度増加は、誘導加熱工程により達成される。誘導加熱は、急速で清浄な加熱方法であり、溶融亜鉛めっきすべき鋼ストリップの表面を汚染せず、非常に短い加熱部分で十分である。鋼ストリップをOATからGTに加熱する工程に制限は無いが、本発明者らは、OATとGTとの間の、10〜75℃の温度差を誘導加熱により経済的に橋渡しできることを見出した。
【0030】
一実施態様では、亜鉛浴温度ZBTはGTより最高25℃、好ましくは最高20℃、より好ましくは最高15℃、さらに好ましくは最高10℃低い。溶融亜鉛合金の浴に入る前の鋼ストリップの温度GTは、380℃〜850℃、より好ましくは溶融亜鉛合金浴の温度と、浴温度の上25℃との間である。鋼ストリップの温度は、亜鉛浴の局所的凝固を避けるために、亜鉛合金の融点より低くすべきではない。鋼ストリップ温度が高いと、亜鉛の蒸発が多くなり、粉塵形成を引き起こす。高い鋼ストリップ温度は、亜鉛浴も加熱し、浴中の亜鉛を連続的に冷却する必要があり、経費がかかる。これらの理由から、鋼ストリップの温度は、浴温度のすぐ上であるのが好ましい。
【0031】
一実施態様では、OATは350〜450℃、好ましくは380〜430℃である。これらの温度範囲内にあるOATにより、高い強度及び延性を達成するのに最適な微小構造が得られることが分かった。
【0032】
一実施態様では、ZBTは430〜490℃、好ましくは440〜480、より好ましくは450〜470℃である。本方法の好ましい実施態様では、溶融亜鉛浴の温度ZBTは、380〜550℃、好ましくは430℃〜490℃に維持する。440℃の下限は、凝固を避けるのに絶対的に安全である。亜鉛浴温度の増加により、亜鉛蒸発が増加し、亜鉛めっきラインに粉塵が形成され、表面欠陥が生じる。従って、上限は適度に低くすべきであり、技術的に可能な上限として550℃でよく、480℃が好ましい。
【0033】
好ましい実施態様では、上記の方法により、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、該鋼ストリップが、重量%で、
C 0.04〜0.16%、好ましくはC 0.08〜0.12%
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%
Si 0.2〜0.4%、好ましくは少なくとも0.25%
Al 0.5〜1.5%
Cr 0.4〜0.8%
Ti 0〜0.05%
Nb 0〜0.03%
N 0〜0.01%
B 0〜0.002%、好ましくはホウ素を不純物として
V 不純物として
不可避不純物
残部鉄
を含んでなる、好ましくは上記元素からなる、方法を提供する。
【0034】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この、鋼基材組成物、焼きなまし処理、溶融被覆処理及び溶融被覆処理から独立して微小構造を制御する能力の組合せにより、強度、コンシステンシー及び延性が優れた高強度鋼ストリップが得られ、被覆処理は、過時効処理から独立して行い、最良品質の被覆を得ることができる。これは、通常、焼きなまし処理の最初の段階で得られる微小構造部品、従ってその機械的特性は、後に行う亜鉛めっき処理の段階で悪影響を受けるので、大きな利点である。過時効と溶融亜鉛めっき被覆の間のストリップの加熱は、好ましくは誘導加熱により行う。好ましい実施態様では、鋼ストリップは、C0.04〜0.12%、さらにはC0.8〜0.12%を含んでなる。本発明者らは、OATを380〜430℃で、過時効時間40秒間〜150秒間、好ましくは60〜100秒間、より好ましくは70〜90秒間に選択することにより、この特別な組成物、特にアルミニウム含有量が0.3〜0.7%の鋼、に対して強度と延性の非常に良い組合せが達成されることを見出した。鋼のアルミニウム含有量が約1%である場合、OAT400〜420で焼きなまし時間120秒間が良好な結果をもたらした。
【0035】
亜鉛合金被覆の品質をさらに改良するために、亜鉛合金被覆工程の後で、常温に冷却する工程の前に、ガルバニーリング工程を使用することができる。ガルバニーリング工程は、ストリップを例えば20〜40秒間、470〜550℃に加熱し、次いで直ちに溶融亜鉛めっきを行い、亜鉛合金被覆中の鉄含有量を15%まで、好ましくは7〜13%、例えば約10%にすることを含んでなる。
【0036】
一実施態様で、亜鉛合金は、Mg0.3〜4.0%及びAl0.3〜6.0%、所望により0.2%以下の一種以上の追加元素、不可避不純物、残部亜鉛からなる。好ましくは、亜鉛合金は、マグネシウム0.3〜2.3重量%、アルミニウム0.5〜2.3重量%、所望により<0.2重量%の一種以上の追加元素、不可避不純物、残部亜鉛からなる。好ましくは、亜鉛合金は、0.0010重量%未満のケイ素を含んでなる。
【0037】
一実施態様では、亜鉛合金浴は、マグネシウム1.5〜2.3重量%及びアルミニウム1.5〜2.3重量%を含む。好ましくは、亜鉛合金浴は、アルミニウム0.6〜1.3重量%を含み、好ましくはアルミニウム0.7〜1.2重量%を含む、及び/または亜鉛合金浴は、マグネシウム0.3〜1.3重量%、好ましくはマグネシウム0.7〜1.2重量%を含む。工業的試験を、本発明の組成を有する様々な鋼基材で行った。これらの亜鉛合金被覆層は、実質的に等しいアルミニウム及びマグネシウム含有量、それぞれ1.5〜2%を含んでいた。大量の合金化元素を使用したにも関わらず、密着性は優れており、鋼基材の組成に関係ないことが分かった。
【技術分野】
【0001】
本発明は、冷間圧延されかつ連続的に焼きなましされた、亜鉛合金被覆層を備えた高強度鋼ストリップ及びその製造方法に関する。
【背景技術】
【0002】
高強度鋼は、軽量化が進むにつれて、自動車及び建築用途向けの使用が増加している。車両の構築に使用する材料の厚さ低下を補償するために、より高い強度を有する材料が考えられている。しかし、強度がより高くなると、通常、成形性が犠牲になる。その結果、良好な成形性を有する多くの高強度鋼が注目されている。これらの鋼開発により、通常、微小構造と化学的組成の非常に特殊な組合せを有し、慎重に設計され、制御された製造工程で製造される鋼が得られる。
【0003】
高強度を有する薄い鋼を使用するには、その鋼を腐食から十分に保護する必要がある。この保護は、鋼に金属被覆を施すことにより達成することができる。鋼ストリップに亜鉛の被覆を施すことは、特に自動車及び建築用途で良く知られている。鋼ストリップ上に亜鉛の薄い層を経済的に得るには、ストリップが溶融亜鉛浴の中を移動する溶融亜鉛めっきにより鋼を被覆するのが通常の方法である。溶融亜鉛が鋼に付着し、ほとんどの場合、その鋼が浴から離れる時、通常はガスナイフを使用し、余分な亜鉛をストリップから除去し、薄い被覆層を得る。この分野では、特定の化学元素を浴に加え、亜鉛被覆の品質を改良する、及び/または鋼ストリップの被覆工程を改良することが公知である。元素として、アルミニウム及びマンガンが選択されることが多い。
【0004】
これらの慎重に調整する組合せのために、高強度鋼の製造は、微小構造の変動により、機械的特性の大きな変動を受け易くなる。従って、本発明の目的は、工程の変動にあまり影響されない、安定した機械的特性を有する高強度鋼の製造方法を提供することである。また、高強度鋼の亜鉛めっきに関連する問題は、鋼に大量の合金化元素を使用する結果、これらの鋼の、亜鉛被覆層に対する濡れ性が乏しいことである。不活性界面(例えば金上の水)間における湿潤の熱力学的平衡性質と対照的に、鋼表面を、溶融亜鉛めっきにより液体Znで被覆することは、複雑な反応性湿潤過程である。しかし、酸素に対する親和力が高い元素、例えばMn、Al、Si、等は、焼きなまし工程の際に鋼表面における酸素濃度を高くすることが知られている。そのような酸化物の液体亜鉛による湿潤性は、一般的に非常に低いことが知られている。本発明の目的は、鋼中にある、十分な湿潤性を達成するには好ましくない高レベルの合金化元素にも関わらず、高強度鋼基材の十分な湿潤性を与える亜鉛被覆層を提供することである。
【発明の概要】
【0005】
本発明の目的は、(他に指示が無い限り、全て重量%で)
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなり、溶融亜鉛めっきされた亜鉛合金被覆層を備え、該亜鉛合金被覆層が、Mg0.3〜4.0%及びAl0.05〜6.0%及び所望により、不可避不純物と共に、一種以上の追加元素0.2%以下及び残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップにより達成される。
【0006】
少量、0.2重量%未満、で加えることができる追加の元素は、PbまたはSb、Ti、Ca、Mn、Sn、La、Ce、Cr、Ni、ZrまたはBiでよい。Pb、Sn、Bi及びSbは、通常、スパングル(spangle)を形成するために添加する。好ましくは、亜鉛合金中の追加元素の総量は、0.2%以下である。これら少量の追加元素は、被覆または浴の特性を、通常の用途に関してはあまり変化させない。好ましくは、亜鉛合金被覆中に一種以上の追加元素が存在する場合、それぞれ<0.02重量%、好ましくはそれぞれ<0.01重量%の量で存在する。これは、追加元素は、マグネシウムやアルミニウムの添加と比較して、耐食性をあまり大きく変化させず、追加元素は被覆された鋼ストリップのコストを増加させるためである。追加元素は、通常、溶融亜鉛めっき用の溶融亜鉛合金を含む浴における垢形成を阻止するためか、または被覆層中にスパングルを形成するためにのみ添加する。従って、追加元素は、できるだけ低く抑える。亜鉛合金被覆層の厚さは、好ましくは3〜12μmであり、これより厚い被覆はほとんどの用途に必要ない。本発明の亜鉛合金被覆層は、腐食に対する保護性を改良するので、ほとんどの用途で、12μm以下の厚さで十分である。薄い被覆層は、本発明の被覆層を有する2枚のシートを、例えばレーザー溶接により、溶接する場合にも有利である。好ましい実施態様では、亜鉛合金被覆層の厚さは3〜10μmであり、これは、自動車用途に好ましい厚さ範囲である。別の好ましい実施態様では、亜鉛合金被覆層の厚さが3〜8μmさらには7μmである。この厚さは、スペーサを使用せずに形成されるレーザー溶接部が重要である場合に、好ましい。
【0007】
本発明者らは、本発明の鋼が本発明の亜鉛合金被覆層に、鋼基材の湿潤性に悪影響を及ぼすことが公知である高レベルの合金化元素にも関わらず、優れた基材湿潤性を与えることを見出した。ニッケルはMgと化合物、すなわちMgNi2及びMg2Ni、を形成するので、本発明の鋼が合金化元素としてニッケルを含まないことは重要である。鋼から来るニッケルが、めっき浴から来るMgとこれらの化合物を形成すると、好ましくない垢形成と共に、めっき浴のMg枯渇が起こるので、好ましくない。従って、処理上の理由から、ニッケル含有基材は好ましくない。
【0008】
微小構造は、90〜65%、好ましくは85〜70%、より好ましくは80〜75%のフェライトを含んでなる。変態区間焼きなましOAT直後の冷却の前に存在するオーステナイト画分は、好ましくは非フェライト微小構造成分、好ましくはベイナイト、マルテンサイト、針状フェライトに完全に変換されるか、または残留オーステナイトとして部分的に保存される。一実施態様では、鋼ストリップは、フェライト90〜65%を含んでなり、その構造の残りは針状フェライト、ベイナイト、マルテンサイトまたは残留オーステナイトである。好ましくは、微小構造はパーライトを含まないが、炭化鉄析出物、例えばパーライト中の薄層の形態にはないセメンタイト、が、鋼中に存在し得る。従って、所望の機械的特性と、優れた腐食保護特性の組合せを有する鋼基材が得られる。アルミニウム含有量は、溶接性を損なわないように、6%に制限される。Mg含有亜鉛層は、一般的にMgを含まない亜鉛層より硬いと考えられる。これは、一般的にはこれらの層がより脆いことを意味するが、本発明者らは、亜鉛合金被覆層の密着性が非常に優れているので、成形の際の高い接触圧の際にも、亜鉛合金被覆層は圧力に屈することなく、所定の位置に止まり、成形の際及び後に、製品を腐食から保護することを見出した。成形操作で高強度鋼部品を形成する際の高い接触圧力は、亜鉛めっきされた被覆層でよく起こるような被覆の損傷にはつながらず、被覆が、通常のめっきされた亜鉛層と同じように剥離することはない。これは、Mg添加が、被覆された鋼と(高温)成形工具との間の潤滑性を強化するのに有効であると考えられるためである。本発明者らは、亜鉛浴上でのMg酸化物形成が、被覆の際の亜鉛蒸発を保護すると考えている。亜鉛蒸発の低下は、溶融亜鉛めっきの際のスナウト(snout)区域にも有益である。スナウトは、ストリップが亜鉛浴に入る箇所である。通常、亜鉛は蒸発し、低温区域で粉塵(亜鉛及び酸化亜鉛)を形成し、この粉塵がスナウトでストリップ及び亜鉛浴表面上に落下することがある。これが亜鉛被覆に欠陥を引き起こすことがある。浴表面上のMg酸化物は、この区域における亜鉛の蒸発を抑制し、従って、亜鉛被覆の欠陥が生じる可能性が低くなる。
【0009】
Fe2Al5の形成により、被覆層を堆積させる浴が上記のような追加元素としての鉄を含まなくても、被覆層は、常に少量の鉄を含む。この鉄は、鋼基材を使用するために、不可避不純物を構成する。鉄は、追加の元素ではなく、1.5%以上、好ましくは1.0%を超えないのが好ましい。本発明の一実施態様では、被覆層中の鉄含有量は、0.6%未満、好ましくは0.4%未満に制限する。さらに好ましくは、この量は0.2%未満に制限する。
【図面の簡単な説明】
【0010】
【図1】IATを一定に選択した処理を図式的に示す図である。
【図2】IATより幾分低い温度に急速に加熱し、続いてピークIATに徐々に加熱し、続いて再度IATより幾分低い温度に徐々に冷却する処理を図式的に示す図である。
【発明を実施するための形態】
【0011】
本発明の一実施態様では、鋼基材は、特許権請求する合金化元素のみからなる。他の元素、例えば酸素または希土類元素、は不可避不純物としてのみ存在することができ、残部は鉄である。
【0012】
FeとZnとの間の全ての反応を阻止することが重要ではないので、最少レベル0.05%のアルミニウムを使用することができる。アルミニウムを全く含まない場合、厚い固体のFe-Zn合金が鋼表面上に成長し、ガスで吹き飛ばすことにより、被覆厚さを平滑に調整することはできない。アルミニウム含有量0.05%は、問題のあるFe-Zn合金形成を阻止するのに十分である。好ましくは、アルミニウム含有量は、少なくとも0.3%である。最後に、Mgの添加により、鋼のリン酸塩処理性が改良される。
【0013】
本発明の一実施態様では、亜鉛合金は、マグネシウム0.3〜2.3重量%及びアルミニウム0.6〜2.3重量%を含んでなる。マグネシウムのレベルを2.3%以下に制限することにより、亜鉛浴上の酸化物系垢の形成が少なくなり、一方、腐食防止は十分に高いレベルに維持される。アルミニウム含有量を制限することにより、湿潤性が改良される。好ましい実施態様では、亜鉛合金中のケイ素含有量は0.0010重量%未満である。
【0014】
好ましい実施態様では、鋼ストリップに亜鉛合金被覆層を施し、その際、亜鉛合金は、マグネシウム1.6〜2.3重量%及びアルミニウム1.6〜2.3重量%を含む。これらの値では、被覆の腐食保護性が最大であり、腐食保護性が小さな組成変動により影響されないので、これは好ましい実施態様である。マグネシウム及びアルミニウムが2.3重量%を超えると、被覆は脆くなり、被覆の表面品質が低下することがある。
【0015】
本発明の一実施態様では、鋼ストリップに亜鉛合金被覆層を施し、その際、亜鉛合金は、アルミニウム0.6〜1.3重量%及び/またはマグネシウム0.3〜1.3重量%及びを含む。これらの少量のアルミニウム及びマグネシウムでは、従来の溶融亜鉛めっき浴及び装置を大きく変更する必要が無いのに対し、0.3〜1.3重量%レベルのマグネシウムは、耐食性を著しく改良する。通常、これらの量のマグネシウムには、従来の浴よりも多くの酸化物系垢が形成されるのを阻止するために、0.5重量%を超えるアルミニウムを加える必要があり、垢は被覆中に欠陥を引き起こすことがある。これらの量のマグネシウム及びアルミニウムを含む被覆は、表面品質及び耐食性の改良に対する要求が高い用途に最適である。
【0016】
好ましくは、亜鉛合金は、アルミニウム0.8〜1.2重量%及び/またはマグネシウム0.8〜1.2重量%を含む。これらの量のマグネシウム及びアルミニウムは、高い耐食性、優れた表面品質、優れた成形性、及び良好な溶接性を、従来の溶融亜鉛めっきと比較して限られた追加コストで与えるのに最適である。
【0017】
好ましい実施態様では、鋼ストリップが、溶融亜鉛めっきされた亜鉛合金被覆層を備えており、該被覆層中では、アルミニウムの量がマグネシウムの量±0.3重量%以下に等しい。アルミニウムの量がマグネシウムの量と等しいか、またはほとんど等しい場合に、浴上に形成される垢がかなりのレベルに抑制されることが分かった。
【0018】
本発明の一実施態様では、本発明の亜鉛合金で被覆された鋼ストリップは、C0.07〜0.16%、Mn1.4〜2.0%、好ましくはMn1.5〜1.8%、Si0.2〜0.4%、好ましくはSi少なくとも0.25%、Al0.5〜1.5%、Cr0.4〜0.8%、Ti0〜0.05%、Nb0〜0.03%、N0〜0.01%、B0〜0.002%及び不純物としてVを含んでなる。
【0019】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。ホウ素は、焼入性に著しく影響し、それによって、残留オーステナイトを犠牲にしてマルテンサイト形成を刺激し、それによって、鋼の成形性を損なうことが知られている。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる。好ましくは、残留オーステナイトの体積画分は、1〜10%、好ましくは約5%である。ベイナイトは、好ましくは炭化物を含まない。これらの鋼は、良好な引張強度と組み合わせて高延性及び優れた耐食性及び溶接性を有する。
【0020】
本発明の好ましい実施態様では、鋼ストリップは、C0.07〜0.12%及びAl0.5〜1.0%を含んでなる。この実施態様による鋼の引張強度は、ある程度低く、約600 MPaである。合金化元素を少なくすると云うことは、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる微小構造が尚得られるように、冷間圧延後の焼きなまし処理を適合させる必要があることを意味する。
【0021】
本発明の一実施態様では、本発明の亜鉛合金被覆層を備えた鋼ストリップは、C0.07〜0.20%、Mn1.2〜3.5%、Al0〜1.5%、Ti0〜0.15%、B0〜0.002%を含んでなる。
【0022】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、マルテンサイト及び炭化物を含んでなる。好ましくは、フェライトの体積画分は、70〜95%、好ましくは約80%である。この亜鉛合金被覆層の使用により、高い引張強度と共に良好な延性が得られる。好ましくは、この鋼ストリップは、C0.07〜0.17%、Mn1.2〜2.5%及びAl0〜1.0%を含んでなる。より好ましくは、この鋼ストリップは、C0.07〜0.12%、Mn1.2〜2.0%、Si0〜0.4%、Al0〜1.0%、Ti0〜0.05%、Nb0〜0.07%、N0〜0.01%を含んでなる。どちらの好ましい実施態様も、幾分低い引張強度と組み合わせて高い延性及び優れた耐食性及び溶接性を与える。
【0023】
本発明の一実施態様では、本発明の亜鉛合金で被覆された鋼ストリップは、C0.15〜0.30%、Mn1.5〜3.5%、Al0.5〜2.0%、Nb0〜0.05%、N0〜0.01%、B0〜0.002%を含んでなる。好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この実施態様による鋼の微小構造は、パーライトを含まず、フェライト、ベイナイト、マルテンサイト及び残留オーステナイトを含んでなる。この鋼は、TRIP-鋼と呼ばれることがある。好ましくは、残留オーステナイトの体積画分は、1〜10%、好ましくは約5%である。ベイナイトは、好ましくは炭化物を含まない。この亜鉛合金被覆層の使用により、高い引張強度と共に良好な延性及び優れた耐食性及び溶接性が得られる。一実施態様では、この鋼ストリップは、C0.15〜0.24%、Mn1.5〜2.0%、Si0.2〜0.8%、好ましくはSi0.2〜0.6%、好ましくはSi少なくとも0.25%、Al0.5〜1.5%、Nb0〜0.05%、好ましくは最大0.03%を含んでなる。好ましい実施態様では、鋼ストリップはC0.15〜0.20%を含んでなる。
【0024】
本発明の第二の態様では、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、連続した工程、すなわち
−C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなる、冷間圧延された鋼ストリップを用意する工程、
−該ストリップを変態区間焼きなまし温度IATに加熱する工程、
−該ストリップをIATに、所望のフェライト対オーステナイト比を得るのに十分な時間保持する工程、
−該ストリップを過時効温度OATに冷却する工程、
−該ストリップをOATに過時効時間保持する工程、
−該ストリップを亜鉛めっき温度GTに加熱する工程、
−該ストリップを、亜鉛浴温度ZBTを有し、亜鉛合金を含む溶融浴中に浸漬し、亜鉛合金被覆層を該鋼ストリップ上に施す工程、
−該ストリップを冷却する工程
を含んでなる、方法を提供する。
【0025】
ストリップをIATに加熱する際、IAT及びIATにおけるアニーリング時間に応じて、実質的にフェライト系の鋼マトリックスが部分的にオーステナイトに変換される。簡単にするために、図1に図式的に示すように、IATを一定に選択することができるが、図2に図式的に示すように、ストリップをIATより幾分低い温度に急速に加熱し、続いてピークIATに徐々に加熱し、続いて再度IATより幾分低い温度に徐々に冷却し、アニーリング処理の最後に所望のフェライト対オーステナイト比を得ることも可能である。好ましくは、OATに冷却する前のオーステナイト含有量の体積画分は、50%以下である。しかし、十分な焼入性を維持するために、この体積画分は、好ましくは10〜35%、好ましくは15〜30%、好ましくは20〜25%である。本発明の一実施態様では、AITは750〜850℃、好ましくは780〜830℃である。
【0026】
本発明の一実施態様では、鋼基材は、特許権請求する合金化元素のみからなる。他の元素、例えば酸素または希土類元素、不可避不純物としてのみ存在することができ、残部は鉄である。
【0027】
一実施態様では、IATへの加熱工程は、Ac1+20〜Ac1+80の過熱で、Ac1を超える温度に急速に行い、オーステナイトの急速な核形成を行う。この急速加熱工程は、ほとんどの焼きなまし装置で直接燃焼炉(DFF)における加熱と一致し、従って、急速加熱工程は、DFFの出口で終了するが、本発明者らは、この急速加熱工程により、強度が増加し、微小構造の精製及び縞の無い構造の促進により、延性が維持されるか、またはさらには改良されることを見出した。このAc1を超える過熱と組み合わせた急速加熱の効果は、本発明の全ての実施態様で見られる。究極引張強度の改良は、化学組成に応じて30〜120 MPaである。好ましくは、加熱速度は10〜50℃/s、より好ましくは15〜40℃/sである。加熱速度に好適な値は、15〜25℃/s、例えば約20℃/s、であることが分かった。急速加熱の後、IATへの加熱の残りの部分は、より遅い加熱速度で行う(図2におけるように)か、あるいは急速加熱速度によりIATにすでに到達していてもよい(図1におけるように)。
【0028】
一実施態様では、過時効温度OATは、GTより最高150℃低い、好ましくはGTより最高100℃低い、より好ましくはGTより最高70℃低い、さらに好ましくはGTより最高50℃低い。OATをGTより低くすることにより、この工程を目的に合わせて調整し、その後に続く溶融亜鉛めっきに関係なく、IAT及びOATにおける過時効処理から冷却後に、所望の微小構造を達成することができる。GTより低い温度での過時効により、強度と延性の非常に良い組合せが得られることが分かった。他方、溶融亜鉛めっき処理を最適化し、最良の腐食保護性、被覆隠蔽率(coverage)及び被覆密着性を達成することができる。
【0029】
本発明の一実施態様では、OATはGTより少なくとも10℃低い、好ましくは少なくとも20℃低い、より好ましくはGTより少なくとも30℃低い。本発明の一実施態様では、OATからGTへの温度増加は、誘導加熱工程により達成される。誘導加熱は、急速で清浄な加熱方法であり、溶融亜鉛めっきすべき鋼ストリップの表面を汚染せず、非常に短い加熱部分で十分である。鋼ストリップをOATからGTに加熱する工程に制限は無いが、本発明者らは、OATとGTとの間の、10〜75℃の温度差を誘導加熱により経済的に橋渡しできることを見出した。
【0030】
一実施態様では、亜鉛浴温度ZBTはGTより最高25℃、好ましくは最高20℃、より好ましくは最高15℃、さらに好ましくは最高10℃低い。溶融亜鉛合金の浴に入る前の鋼ストリップの温度GTは、380℃〜850℃、より好ましくは溶融亜鉛合金浴の温度と、浴温度の上25℃との間である。鋼ストリップの温度は、亜鉛浴の局所的凝固を避けるために、亜鉛合金の融点より低くすべきではない。鋼ストリップ温度が高いと、亜鉛の蒸発が多くなり、粉塵形成を引き起こす。高い鋼ストリップ温度は、亜鉛浴も加熱し、浴中の亜鉛を連続的に冷却する必要があり、経費がかかる。これらの理由から、鋼ストリップの温度は、浴温度のすぐ上であるのが好ましい。
【0031】
一実施態様では、OATは350〜450℃、好ましくは380〜430℃である。これらの温度範囲内にあるOATにより、高い強度及び延性を達成するのに最適な微小構造が得られることが分かった。
【0032】
一実施態様では、ZBTは430〜490℃、好ましくは440〜480、より好ましくは450〜470℃である。本方法の好ましい実施態様では、溶融亜鉛浴の温度ZBTは、380〜550℃、好ましくは430℃〜490℃に維持する。440℃の下限は、凝固を避けるのに絶対的に安全である。亜鉛浴温度の増加により、亜鉛蒸発が増加し、亜鉛めっきラインに粉塵が形成され、表面欠陥が生じる。従って、上限は適度に低くすべきであり、技術的に可能な上限として550℃でよく、480℃が好ましい。
【0033】
好ましい実施態様では、上記の方法により、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、該鋼ストリップが、重量%で、
C 0.04〜0.16%、好ましくはC 0.08〜0.12%
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%
Si 0.2〜0.4%、好ましくは少なくとも0.25%
Al 0.5〜1.5%
Cr 0.4〜0.8%
Ti 0〜0.05%
Nb 0〜0.03%
N 0〜0.01%
B 0〜0.002%、好ましくはホウ素を不純物として
V 不純物として
不可避不純物
残部鉄
を含んでなる、好ましくは上記元素からなる、方法を提供する。
【0034】
好ましい実施態様では、ホウ素は、合金化元素としては添加しないが、存在する場合、不純物としてのみ存在する。この、鋼基材組成物、焼きなまし処理、溶融被覆処理及び溶融被覆処理から独立して微小構造を制御する能力の組合せにより、強度、コンシステンシー及び延性が優れた高強度鋼ストリップが得られ、被覆処理は、過時効処理から独立して行い、最良品質の被覆を得ることができる。これは、通常、焼きなまし処理の最初の段階で得られる微小構造部品、従ってその機械的特性は、後に行う亜鉛めっき処理の段階で悪影響を受けるので、大きな利点である。過時効と溶融亜鉛めっき被覆の間のストリップの加熱は、好ましくは誘導加熱により行う。好ましい実施態様では、鋼ストリップは、C0.04〜0.12%、さらにはC0.8〜0.12%を含んでなる。本発明者らは、OATを380〜430℃で、過時効時間40秒間〜150秒間、好ましくは60〜100秒間、より好ましくは70〜90秒間に選択することにより、この特別な組成物、特にアルミニウム含有量が0.3〜0.7%の鋼、に対して強度と延性の非常に良い組合せが達成されることを見出した。鋼のアルミニウム含有量が約1%である場合、OAT400〜420で焼きなまし時間120秒間が良好な結果をもたらした。
【0035】
亜鉛合金被覆の品質をさらに改良するために、亜鉛合金被覆工程の後で、常温に冷却する工程の前に、ガルバニーリング工程を使用することができる。ガルバニーリング工程は、ストリップを例えば20〜40秒間、470〜550℃に加熱し、次いで直ちに溶融亜鉛めっきを行い、亜鉛合金被覆中の鉄含有量を15%まで、好ましくは7〜13%、例えば約10%にすることを含んでなる。
【0036】
一実施態様で、亜鉛合金は、Mg0.3〜4.0%及びAl0.3〜6.0%、所望により0.2%以下の一種以上の追加元素、不可避不純物、残部亜鉛からなる。好ましくは、亜鉛合金は、マグネシウム0.3〜2.3重量%、アルミニウム0.5〜2.3重量%、所望により<0.2重量%の一種以上の追加元素、不可避不純物、残部亜鉛からなる。好ましくは、亜鉛合金は、0.0010重量%未満のケイ素を含んでなる。
【0037】
一実施態様では、亜鉛合金浴は、マグネシウム1.5〜2.3重量%及びアルミニウム1.5〜2.3重量%を含む。好ましくは、亜鉛合金浴は、アルミニウム0.6〜1.3重量%を含み、好ましくはアルミニウム0.7〜1.2重量%を含む、及び/または亜鉛合金浴は、マグネシウム0.3〜1.3重量%、好ましくはマグネシウム0.7〜1.2重量%を含む。工業的試験を、本発明の組成を有する様々な鋼基材で行った。これらの亜鉛合金被覆層は、実質的に等しいアルミニウム及びマグネシウム含有量、それぞれ1.5〜2%を含んでいた。大量の合金化元素を使用したにも関わらず、密着性は優れており、鋼基材の組成に関係ないことが分かった。
【特許請求の範囲】
【請求項1】
(重量%で)
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含み、溶融亜鉛めっきされたまたはガルバニーリングされた亜鉛合金被覆層を備えてなる、前記亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ。
【請求項2】
前記亜鉛合金が、マグネシウム0.3〜2.3重量%及びアルミニウム0.6〜2.3重量%を含んでなり、好ましくは前記亜鉛合金が、マグネシウム1.6〜2.3重量%及びアルミニウム1.6〜2.3重量%を含んでなる、請求項1に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項3】
前記鋼ストリップが、フェライト90〜65%を含んでなり、前記構造の残りが針状フェライト、ベイナイト、マルテンサイトまたは残留オーステナイトである、請求項1または2に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項4】
前記鋼ストリップが、
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
からなる、請求項1〜3のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項5】
前記鋼ストリップが、
C 0.07〜0.16%、好ましくはC 0.08〜0.12%、
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%、
Si 0.2〜0.4%、好ましくは少なくとも0.25%、
Al 0.5〜1.5%、好ましくは0.5〜1.0%、
Cr 0.4〜0.8%、
Ti 0〜0.05%、
Nb 0〜0.03%、
N 0〜0.01%、
B 0〜0.002%
不純物としてのV
不可避不純物
残部鉄
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項6】
前記鋼ストリップが、
C 0.07〜0.20%、好ましくはC 0.07〜0.17%、
Mn 1.2〜3.5%、好ましくはMn 1.2〜2.5%、
Al 0.5〜1.5%、好ましくはAl 0〜1.0%、
Ti 0〜0.15%、
B 0〜0.002%
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項7】
前記鋼ストリップが、
C 0.07〜0.12%、
Mn 1.2〜2.0%、
Si 0〜0.4%、
Al 0〜1.0%、
Ti 0〜0.05%、
Nb 0〜0.07%、
N 0〜0.01%、
B 0〜0.002%
を含んでなる、請求項6に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項8】
前記鋼ストリップが、
C 0.15〜0.30%、好ましくはC 0.15〜0.24%、
Mn 1.5〜3.5%、好ましくはMn 1.5〜2.0%、
Al 0.5〜2.0%、好ましくはAl 0.5〜1.5%、
Nb 0〜0.05%、
N 0〜0.01%、
B 0〜0.002%
不可避不純物
残部鉄
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項9】
前記鋼ストリップが、
C 0.15〜0.20%、
Mn 1.5〜2.0%、
Si 0.2〜0.6%、
Al 0.5〜1.5%、
Nb 0〜0.05%、
を含んでなる、請求項8に記載の溶融亜鉛めっきした亜鉛合金被覆層を備えた鋼ストリップ。
【請求項10】
冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、連続した工程、すなわち
−C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなる、冷間圧延された鋼ストリップを用意する工程、
−前記ストリップを変態区間焼きなまし温度IATに加熱する工程、
−前記ストリップをIATに、所望のフェライト対オーステナイト比を得るのに十分な焼きなまし時間保持する工程、
−前記ストリップを過時効温度OATに冷却する工程、
−前記ストリップをOATに過時効時間保持する工程、
−前記ストリップを亜鉛めっき温度GTに加熱する工程、
−前記ストリップを、亜鉛浴温度ZBTを有し、亜鉛合金を含む溶融浴中に浸漬し、亜鉛合金被覆層を前記鋼ストリップ上に施す工程、
−前記ストリップを冷却する工程
を含んでなる、方法。
【請求項11】
前記OATが、前記GTより最高150℃低い、及び/または前記OATが、前記GTより少なくとも10℃低い、請求項10に記載の方法。
【請求項12】
前記OATから前記GTへの温度増加が、誘導加熱工程により達成される、請求項10または11に記載の方法。
【請求項13】
前記ZBTが前記GTより最高25℃低い、請求項10〜12のいずれか一項に記載の方法。
【請求項14】
前記OATが350〜450℃である、及び/または前記ZBTが430〜490℃である、及び/または前記AITが750〜850℃、好ましくは780〜830℃である、請求項10〜13のいずれか一項に記載の方法。
【請求項15】
前記鋼ストリップが、重量%で、
C 0.07〜0.16%、好ましくはC 0.08〜0.12%
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%
Si 0.2〜0.4%、好ましくは少なくとも0.25%
Al 0.5〜1.5%
Cr 0.4〜0.8%
Ti 0〜0.05%
Nb 0〜0.03%
N 0〜0.01%
B 0〜0.002%
不純物としてのV
不可避不純物
残部鉄
を含んでなる、請求項10〜14のいずれか一項に記載の冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法。
【請求項16】
前記OATが380〜430℃で40秒間〜150秒間の過時効時間である、請求項15に記載の方法。
【請求項17】
前記被覆された鋼基材を、前記被覆工程の後で、前記冷却工程の前に、ガルバニーリング工程に付する、請求項10〜16のいずれか一項に記載の方法。
【請求項18】
前記亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により0.2%以下の一種以上の追加元素、不可避不純物、残部亜鉛からなる、請求項10〜17のいずれか一項に記載の方法。
【請求項19】
前記亜鉛合金が、マグネシウム1.5〜2.3重量%及びアルミニウム1.5〜2.3重量%を含む、請求項18に記載の方法。
【請求項1】
(重量%で)
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含み、溶融亜鉛めっきされたまたはガルバニーリングされた亜鉛合金被覆層を備えてなる、前記亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により一種以上の追加元素0.2%以下、不可避不純物、残部亜鉛からなる、冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップ。
【請求項2】
前記亜鉛合金が、マグネシウム0.3〜2.3重量%及びアルミニウム0.6〜2.3重量%を含んでなり、好ましくは前記亜鉛合金が、マグネシウム1.6〜2.3重量%及びアルミニウム1.6〜2.3重量%を含んでなる、請求項1に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項3】
前記鋼ストリップが、フェライト90〜65%を含んでなり、前記構造の残りが針状フェライト、ベイナイト、マルテンサイトまたは残留オーステナイトである、請求項1または2に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項4】
前記鋼ストリップが、
C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
からなる、請求項1〜3のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項5】
前記鋼ストリップが、
C 0.07〜0.16%、好ましくはC 0.08〜0.12%、
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%、
Si 0.2〜0.4%、好ましくは少なくとも0.25%、
Al 0.5〜1.5%、好ましくは0.5〜1.0%、
Cr 0.4〜0.8%、
Ti 0〜0.05%、
Nb 0〜0.03%、
N 0〜0.01%、
B 0〜0.002%
不純物としてのV
不可避不純物
残部鉄
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項6】
前記鋼ストリップが、
C 0.07〜0.20%、好ましくはC 0.07〜0.17%、
Mn 1.2〜3.5%、好ましくはMn 1.2〜2.5%、
Al 0.5〜1.5%、好ましくはAl 0〜1.0%、
Ti 0〜0.15%、
B 0〜0.002%
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項7】
前記鋼ストリップが、
C 0.07〜0.12%、
Mn 1.2〜2.0%、
Si 0〜0.4%、
Al 0〜1.0%、
Ti 0〜0.05%、
Nb 0〜0.07%、
N 0〜0.01%、
B 0〜0.002%
を含んでなる、請求項6に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項8】
前記鋼ストリップが、
C 0.15〜0.30%、好ましくはC 0.15〜0.24%、
Mn 1.5〜3.5%、好ましくはMn 1.5〜2.0%、
Al 0.5〜2.0%、好ましくはAl 0.5〜1.5%、
Nb 0〜0.05%、
N 0〜0.01%、
B 0〜0.002%
不可避不純物
残部鉄
を含んでなる、請求項1〜4のいずれか一項に記載の亜鉛合金被覆層を備えた鋼ストリップ。
【請求項9】
前記鋼ストリップが、
C 0.15〜0.20%、
Mn 1.5〜2.0%、
Si 0.2〜0.6%、
Al 0.5〜1.5%、
Nb 0〜0.05%、
を含んでなる、請求項8に記載の溶融亜鉛めっきした亜鉛合金被覆層を備えた鋼ストリップ。
【請求項10】
冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法であって、連続した工程、すなわち
−C 0.04〜0.30%
Mn 1.0〜3.5%
Si 0〜1.0%
Al 0〜2.0%
Cr 0〜1.0%
P 0〜0.02%
S 0〜0.01%
V 0〜0.25%
Nb 0〜0.1%
Ti 0〜0.20%
N 0〜0.015%
B 0〜0.010%
不可避不純物
残部鉄
を含んでなる、冷間圧延された鋼ストリップを用意する工程、
−前記ストリップを変態区間焼きなまし温度IATに加熱する工程、
−前記ストリップをIATに、所望のフェライト対オーステナイト比を得るのに十分な焼きなまし時間保持する工程、
−前記ストリップを過時効温度OATに冷却する工程、
−前記ストリップをOATに過時効時間保持する工程、
−前記ストリップを亜鉛めっき温度GTに加熱する工程、
−前記ストリップを、亜鉛浴温度ZBTを有し、亜鉛合金を含む溶融浴中に浸漬し、亜鉛合金被覆層を前記鋼ストリップ上に施す工程、
−前記ストリップを冷却する工程
を含んでなる、方法。
【請求項11】
前記OATが、前記GTより最高150℃低い、及び/または前記OATが、前記GTより少なくとも10℃低い、請求項10に記載の方法。
【請求項12】
前記OATから前記GTへの温度増加が、誘導加熱工程により達成される、請求項10または11に記載の方法。
【請求項13】
前記ZBTが前記GTより最高25℃低い、請求項10〜12のいずれか一項に記載の方法。
【請求項14】
前記OATが350〜450℃である、及び/または前記ZBTが430〜490℃である、及び/または前記AITが750〜850℃、好ましくは780〜830℃である、請求項10〜13のいずれか一項に記載の方法。
【請求項15】
前記鋼ストリップが、重量%で、
C 0.07〜0.16%、好ましくはC 0.08〜0.12%
Mn 1.4〜2.0%、好ましくはMn 1.5〜1.8%
Si 0.2〜0.4%、好ましくは少なくとも0.25%
Al 0.5〜1.5%
Cr 0.4〜0.8%
Ti 0〜0.05%
Nb 0〜0.03%
N 0〜0.01%
B 0〜0.002%
不純物としてのV
不可避不純物
残部鉄
を含んでなる、請求項10〜14のいずれか一項に記載の冷間圧延されかつ連続的に焼きなましされた高強度鋼ストリップの製造方法。
【請求項16】
前記OATが380〜430℃で40秒間〜150秒間の過時効時間である、請求項15に記載の方法。
【請求項17】
前記被覆された鋼基材を、前記被覆工程の後で、前記冷却工程の前に、ガルバニーリング工程に付する、請求項10〜16のいずれか一項に記載の方法。
【請求項18】
前記亜鉛合金が、Mg0.3〜4.0%及びAl0.05〜6.0%、所望により0.2%以下の一種以上の追加元素、不可避不純物、残部亜鉛からなる、請求項10〜17のいずれか一項に記載の方法。
【請求項19】
前記亜鉛合金が、マグネシウム1.5〜2.3重量%及びアルミニウム1.5〜2.3重量%を含む、請求項18に記載の方法。
【図1】

【図2】
【図2】
【公表番号】特表2010−519415(P2010−519415A)
【公表日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願番号】特願2009−550723(P2009−550723)
【出願日】平成20年2月22日(2008.2.22)
【国際出願番号】PCT/EP2008/052195
【国際公開番号】WO2008/102009
【国際公開日】平成20年8月28日(2008.8.28)
【出願人】(500252006)コラス・スタール・ベー・ブイ (16)
【Fターム(参考)】
【公表日】平成22年6月3日(2010.6.3)
【国際特許分類】
【出願日】平成20年2月22日(2008.2.22)
【国際出願番号】PCT/EP2008/052195
【国際公開番号】WO2008/102009
【国際公開日】平成20年8月28日(2008.8.28)
【出願人】(500252006)コラス・スタール・ベー・ブイ (16)
【Fターム(参考)】
[ Back to top ]