
冷間圧延における圧延油の供給方法
【課題】ハイブリッド方式を実施する際の前記課題、すなわち、低濃度のエマルションを供給する系統における、エマルション濃度の上昇を低減するための簡便な方途について提案する。
【解決手段】鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統Aと、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統Bとを有する、圧延油の供給方法において、前記第2の圧延油供給系統Bからのエマルション12を含む、前記第1の圧延油供給系統Aにて回収されるエマルションから油分19を抽出し、第1の圧延油供給系統Aにて供給されるエマルション4の濃度を調整する。
【解決手段】鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統Aと、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統Bとを有する、圧延油の供給方法において、前記第2の圧延油供給系統Bからのエマルション12を含む、前記第1の圧延油供給系統Aにて回収されるエマルションから油分19を抽出し、第1の圧延油供給系統Aにて供給されるエマルション4の濃度を調整する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2系統に分けて濃度の異なる圧延油エマルションを供給して圧延ロールと鋼帯との潤滑並びにロールの冷却をはかる圧延油の供給方法およびその装置に関する。ここで、圧延油エマルションとは、圧延油の粒子が水に安定して懸濁した状態の混合液体であり、この圧延油エマルションの濃度とは、圧延油エマルション全体積中の油分体積の比率である。なお、以降は、圧延油エマルションを単にエマルションと表記する。
【背景技術】
【0002】
近年、地球環境に対する問題意識が高まり、またユーザーニーズの多様化を受け、自動車用鋼板を典型例とする、冷延鋼帯について、その高強度化並びに薄肉化(ゲージダウン)がますます進行している。これに対応し、冷延鋼帯を製造する冷間圧延機では、軟鋼だけでなく、高張力鋼、高炭素鋼、薄物硬質ブリキ材あるいはステンレス鋼など、いわゆる難圧延材を圧延する機会が飛躍的に増えている。
【0003】
ところで、鋼帯の冷間圧延においては、圧延中のロールと鋼帯との摩擦を減少させるために、潤滑油を用いる必要があり、また、圧延により生じる加工発熱および摩擦発熱を除去するために、ロールおよび鋼帯を冷却する必要がある。
冷間圧延における潤滑と冷却の方式には、主に、直接給油方式(ダイレクト方式)および循環給油方式(リサキュレーション方式)の2種があり、さらに、循環給油方式の改良技術として直接給油方式の特徴を併せ持つ、いわゆるハイブリッド方式がある。
【0004】
ここで、直接給油方式とは、潤滑を目的とし、高濃度(一般的に濃度:10〜15%)のエマルションを鋼帯の表裏面に供給し、これとは別に、冷却を目的として冷水をロールおよび鋼帯に供給する方式であり、潤滑能および冷却能に優れる。しかしながら、使用後のエマルション、冷水はそのまま再使用することはできず、再生のために冷間圧延設備とは別に設置される圧延油回収設備、廃水処理設備へ送られる。従来、圧延油の回収率が低いため、直接給油方式では、圧延油の原単位が大きくなることが問題であった。
【0005】
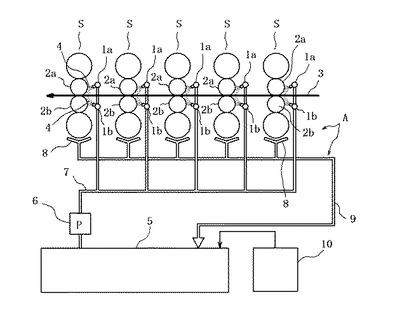
一方、循環給油方式とは、潤滑と冷却の両方を兼ねて、低濃度(一般的に濃度:1〜3%)のエマルションをロールと鋼帯表裏面に供給し、これを循環使用する方式である。すなわち、循環給油方式の構成例を図1に示すように、圧延スタンドS毎にノズル1aおよび1bを設け、これらノズル1aおよび1bから圧延スタンドSの圧延ロール2aおよび2bと被圧延材である鋼帯3との間に、エマルション4を噴きつけるようになっている。なお、エマルションは、図1に限らず、ロールの後面(圧延方向の下手)から供給してもよい。各ノズル1aおよび1bへのエマルション4の供給は、循環タンク5からポンプ6および配管7を介して行われる。一方、ノズル1aおよび1bから圧延ロール2aおよび2bと鋼帯3との間に供給されたエマルション4は、各圧延スタンドSの下方に設置された回収用オイルパン8にて回収され、回収したエマルション4は配管9を介して循環タンク5に戻される。この循環タンク5において回収したエマルション4を攪拌しつつ、再び、供給側の配管7からノズル1aおよび1bを介してエマルション4を圧延ロール2aおよび2bと鋼帯3との間に供給する。以上の圧延油の回収を含む圧延油供給系統Aにより、エマルション4を循環供給する。なお、鋼帯3に付着しての圧延油の系外への持ち出しや、蒸気による拡散などにより、エマルション濃度が低下した場合は、補給タンク10から圧延油を補給する。従って、新規に購入した圧延油は、補給タンク10に補給される。
【0006】
この循環給油方式は、上述のとおり圧延油原単位に優れるが、供給するエマルションの濃度が低いために潤滑能は低く、また、エマルションの粒径を比較的安定させて循環使用するため、エマルション温度を40〜60℃程度の高温に保持する必要があって冷却能も低い傾向にある。従って、例えば、ステンレス鋼や板厚0.2mm以下の硬質ブリキ材といった、難圧延材を圧延する場合、圧延速度の高速化とともにロールバイト内の潤滑不足を主原因とし、チャタリングの発生や、ヒートスクラッチと呼ばれるロールと鋼帯とが焼き付く、表面欠陥が発生するという問題がある。
【0007】
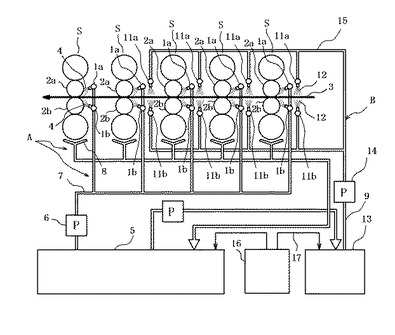
この循環給油方式の上記問題を解消する手立てとして、例えば特許文献1に、いわゆるハイブリッド方式が提案されている。図1に示した循環給油方式の圧延油供給系統に加えて、この第1の供給系統に比べて高濃度かつ小流量のエマルションを鋼帯に供給するものである。すなわち、図1に示した循環給油方式の第1の圧延油供給系統Aに加えて、図2に示すように、鋼帯3の表裏面に向けて配置したノズル11aおよび11bから、第1の圧延油供給系統Aでのエマルション4に比べて高濃度のエマルション12を供給し、鋼帯3への圧延油を増大させ潤滑能を改善するものである。エマルション12は、小容量の供給タンク13で混合および攪拌することにより作製され、該供給タンク13からポンプ14および配管15を介してノズル11aおよび11bへ至る、第2の圧延油供給系統Bが形成される。
【0008】
ちなみに、第1の圧延油供給系統Aでのエマルション4は、一般的に濃度:1〜3%および供給量:20000〜40000l/minの条件で供給され、これとは別に、第2の圧延油供給系統Bでのエマルション12は、一般的に濃度:5〜10%および供給量:100〜1000l/minの条件で供給されている。なお、第2の圧延油供給系統Bから供給されたエマルション12は、循環給油方式の場合と同様に、回収用オイルパン8に回収されるため、その後は、第1の圧延油供給系統Aのエマルション4として、循環使用される。一方、第2の圧延油供給系統Bのエマルションは、第1の圧延油供給系統Aのエマルション(あるいは、補給用の希釈水(図示せず))と補給用タンク16から供給された圧延油17を、第2の圧延油供給系統Bの小容量の供給タンク13に導入して混合および攪拌することにより、作製する場合もある。
【0009】
以上のハイブリッド方式の圧延油供給方法について、特許文献2には、回収したエマルションを高濃度のエマルションと低濃度のエマルションに分離し、潤滑性に優れた高濃度のエマルションは潤滑を主目的として鋼帯表裏面に供給する一方、冷却能に優れた低濃度のエマルションは冷却を主目的としてロールに供給する方式が開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2000-94025号公報
【特許文献2】特開2004-209531号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記ハイブリッド方式の課題としては、第2の圧延油供給系統Bから高濃度のエマルションを供給するに伴い、第1の圧延油供給系統Aのエマルション濃度が上昇してしまうことがある。すなわち、ハイブリッド方式の実施により、第1の圧延油供給系統Aのエマルション濃度が上昇すると、その後の圧延サイクルでは、エマルション濃度が高い状態で圧延せざるを得ず、過潤滑となりやすく、冷間圧延中のロールと鋼帯とのスリップの発生や冷間圧延後の鋼帯表面の脱脂不良などのトラブルが発生する。なお、水を補給しエマルション濃度を低減することも可能であるが、例えば、濃度2.0%から1.0%まで低減するためには、これに要する水の2倍の循環タンクの容量が必要になることから、巨大なクーラントタンクを別途設置する必要があり、事実上困難である。このため、ハイブリッド方式においては、潤滑後の圧延サイクルで過潤滑とならないように、多少の潤滑不足や、これを防ぐための低速低能率圧延を許容しつつ、第2の圧延油供給系統Bからの高濃度エマルションの供給量や濃度を規制することも行われている。
【0012】
一方、特許文献2に記載の、回収したエマルションを高濃度と低濃度に分離する方式では、高濃度エマルションの濃度を安定して制御することが困難なことが問題となる。すなわち、分離装置にて高濃度エマルションと低濃度エマルションに分離されるわけであるが、分離後のエマルション濃度は、回収した分離前のエマルションの状態(エマルション濃度、粒径や鉄分濃度の影響が大きいが、これらは、不可避的に変化するものである)や、濾過膜の状態(目詰まりの状態など)に大きく左右される。このため、分離後のエマルション濃度は大きく変化するため、そのエマルションをそのまま用いて、潤滑能を必要に応じ、制御することは困難となる。また、タンクでエマルション濃度を測定し、測定結果に応じて圧延油や水を加え、所望の濃度に調整することも可能であるが、濃度を一定にするための応答性の低下により不安定な濃度が続くことや、設備の巨大化など弊害が大きい。
【0013】
そこで、本発明は、ハイブリッド方式を実施する際の前記課題、すなわち、低濃度のエマルションを供給する系統における、エマルション濃度の上昇を低減するための簡便な方途について提案することを目的とする。
【課題を解決するための手段】
【0014】
すなわち、本発明の要旨は、以下の通りである。
(1)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出し、第1の圧延油供給系統にて供給されるエマルションの濃度を調整することを特徴とする冷間圧延における圧延油の供給方法。
【0015】
(2)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出し、該油分を、前記第2の圧延油供給系統にて供給されるエマルションの調製に供することを特徴とする冷間圧延における圧延油の供給方法。
【0016】
(3)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有し、さらに、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出する油分分離装置を有する冷間圧延における圧延油の供給装置。
【0017】
(4)前記油水分離装置は繊維フィルタを有する前記(3)に記載の冷間圧延における圧延油の供給装置。
【発明の効果】
【0018】
本発明によれば、2系統で濃度の異なるエマルションを供給する冷間圧延において、循環供給する系統のエマルション濃度を適切かつ簡便に調整することができる。従って、特に、ステンレス鋼薄物などの難圧延材のヒートスクラッチなどが抑制されるとともに、過潤滑などのトラブルも回避できるため、高能率での冷間圧延が実現される。
【図面の簡単な説明】
【0019】
【図1】従来の循環供給方式の構成を示す図である。
【図2】従来のハイブリッド方式の構成を示す図である。
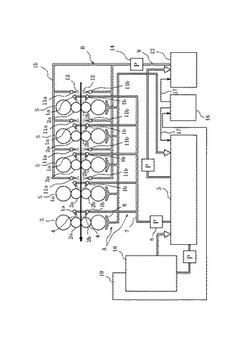
【図3】本発明に従う油水分離機能付きのハイブリッド方式の模式図を示す図である。
【図4】圧延油供給条件毎の圧延時間を示す図である。
【発明を実施するための形態】
【0020】
本発明の圧延油供給方法は、図2にて示した、第1の圧延油供給系統Aと第2の圧延油供給系統Bとを有する、ハイブリッド式の圧延油供給形式において、前記第2の圧延油供給系統Bからのエマルションを含む、前記第1の圧延油供給系統Aにて回収されるエマルションから油分を抽出し、第1の圧延油供給系統Aにて供給されるエマルションの濃度を調整することを特徴とするものである。
【0021】
具体的には、図3に本発明に従うハイブリッド方式の構成例を示すように、図2に示した圧延油供給装置において、循環タンク5に、油水分離装置18を付設し、この油水分離装置18にて、第1の圧延油供給系統Aの回収用オイルパン8を介して回収した、エマルション12を含むエマルション4から油分19を抽出することが肝要である。
ここで抽出した油分19は、第2の圧延油供給系統Bのエマルション12の濃度を調整するのに供される。具体的には、油分19を補給タンク16に貯留した後、第1の圧延油供給系統Aのエマルション4、あるいは、補給用の希釈水と、第2の圧延油供給系統B用の供給タンク13において混合および攪拌し、第2の圧延油供給系統Bのエマルション12として使用する。あるいは、第1の圧延油供給系統Aへの補給のための圧延油として使用しても良い。
【0022】
一方、油水分離装置18にて油分を抽出された残りの低濃度エマルションは、循環タンク5に戻され、第1の圧延油供給系統Aのエマルション4として、循環使用する。
かように、本発明の構成により、油水分離装置を適切に設けることにより、第2の圧延油供給系統Bから高濃度のエマルション12を供給した場合も、第1の圧延油供給系統Aのエマルション4の濃度上昇を抑制できるため、ハイブリッド方式の圧延油供給を通常のサイクルで行った場合にも、過潤滑になることはない。このため、冷間圧延におけるハイブリッド方式の潤滑において、第1の圧延油供給系統Aのエマルション濃度を制御でき、対象材に応じた潤滑能を適宜、実現することが可能となる。
【0023】
なお、補給タンク16は、第2の圧延油供給系統Bの供給タンク13と循環タンク5との圧延油の補給を兼ねているが、供給タンク13および循環タンク5のそれぞれに補給タンクを付設しても良い。また、第2の圧延油供給系統Bのエマルションの作製は、上記に示す供給タンク13での混合、攪拌に限定するものではなく、別途装置を設けてもよい。
【0024】
本発明では、循環タンク5のエマルション濃度を、別途設置した濃度測定器にてオンラインで測定しながら、所望の濃度より低い場合は、補給タンク16から圧延油17を補給して濃度を上昇させる一方、所望の濃度より高い場合は、油水分離装置18にて油分19を抽出し、補給タンク16に貯留することにより、濃度を低下させることが可能となる。
【0025】
以上述べたように、本発明に従う圧延油の供給方法では、第1の圧延油供給系統Aにて回収したエマルションから油分を抽出することを最大の特徴としており、ここでは濃度100%の油を抽出できることから、第1の圧延油供給系統Aや第2の圧延油供給系統Bのエマルションを、所望の濃度に安定して調整することができる。
【0026】
なお、第1の圧延油供給系統Aのエマルションは、長期間にわたり循環使用されるため、乳化安定性が要求され、通常、1%程度の乳化剤が添加されている。さらに、第1の圧延油供給系統Aのエマルションは、100,000〜200,000リットル程度の大容量で使用され、濃度は1〜5%程度と低い。このような乳化安定、低濃度かつ大容量のエマルションから油分を抽出する手法について鋭意検討した結果、繊維フィルタによる油分抽出が好適であることを知見した。
ここで、フィルタとしては、例えば、特開2000-288303号公報に記載の繊維フィルタなどが好適である。この繊維フィルタは、単繊維直径0.1〜3.7μmの繊維を主体とし、繊維充填率が10〜70%で繊維表面の臨界表面張力が40dyne/cm 以上である繊維状シートと、疎水性の繊維状シートと、単繊維直径5〜40μmの繊維を主体とし、繊維充填率が20%以下で繊維表面の臨界表面張力が50dyne/cm 以下である繊維状シートと、を順に重ねあわせたものである。
すなわち、エマルション中の油滴は、通常、2〜30μm程度の粒径であるが、繊維フィルタでは、フィルタ孔径より小さい油滴はフィルタを通過し、フィルタ孔径より大きい油滴は繊維に捕集され、次第に凝集することにより、粗大な油滴となる。粗大な油滴は、繊維から離れ、浮上するため、油分として、容易に抽出できる。繊維フィルタは、エマルションの粒径、界面活性剤の種類に応じて、フィルタの孔径、材質や膜厚を選定すれば良い。
【実施例】
【0027】
さて、冷間圧延では、鋼種(ステンレス鋼、高張力鋼、低炭素鋼など)、板厚、仕上げ方法(ダル仕上げ、ブライト仕上げなど)などで分別し、対象材を複数組み合わせてサイクルを構成し、それぞれの条件に適した圧延条件(ロール粗さ、ロールクラウンなど)で圧延することにより、圧延の安定化および鋼板形状の向上などを達成している。通常、ハイブリッド方式の圧延油供給を実施する必要があるのは、潤滑不足になり易いステンレス鋼の薄物など、限られた難圧延材のサイクルである。そこで、以下に説明する実施例では、低炭素鋼の合間にステンレス鋼薄物を冷間圧延するサイクルにおいて、ステンレス鋼薄物の圧延にハイブリッド方式を適用した。
【0028】
すなわち、ステンレス鋼薄物は、ヒートスクラッチの発生が問題になるため、第2の圧延油供給系統Bから高濃度のエマルションを供給することが好ましい。一方、低炭素鋼は、ヒートスクラッチの発生が懸念されず、第1の圧延油供給系統Aから濃度0.8〜1.2%程度のエマルションを供給すれば、安定した圧延が可能である。
以下、上記したところを踏まえた実施例について、具体的に説明する。
【0029】
5スタンドのタンデム冷間圧延機において、低炭素鋼1400t(トン)、ステンレス鋼薄物1000t、低炭素鋼1400tを順に圧延するにあたり、図3に示した、循環供給方式の第1の圧延油供給系統Aおよび直接供給方式の第2の圧延油供給系統Bを適宜に用いて、下記の3つの条件(従来例、比較例および発明例)に従って、それぞれ圧延油の供給を行った。なお、圧延油は、エステルを基油とし、この基油にノニオン系の界面活性剤を添加してエマルションとし、循環使用した。このエマルション濃度は、第1の圧延油供給系統Aで1%および第2の圧延油供給系統Bで3〜8%に設定した。
【0030】
記
従来例:第1の圧延油供給系統Aのみを用いて圧延油を循環供給して、低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを順に冷間圧延した。
比較例:低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを冷間圧延するに際して、ステンレス鋼薄物の圧延につき、第1の圧延油供給系統Aに加え、第2の圧延油供給系統Bから濃度3〜8%のエマルションを流量25〜50l/minで、各スタンド間の鋼帯表裏面に供給し、ヒートスクラッチの発生を防止した。残る低炭素鋼1400tの冷間圧延では、第1の圧延油供給系統Aのみを用いて圧延油を循環供給した。
【0031】
発明例:低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを冷間圧延するに際して、比較例と同様に、ステンレス鋼薄物の圧延につき、第2の圧延油供給系統Bから濃度3〜8%のエマルションを流量25〜50l/minで、各スタンド間の鋼帯表裏面に供給し、ヒートスクラッチの発生を防止した。その際、油水分離装置18にて循環タンク5内のエマルションから油分19を抽出した。この油水分離には、孔径7μmのポリエチレン製フィルタを用いた。具体的には、第1の圧延油供給系統Aのエマルションのうち、1,000l/minを油分分離した。抽出した油分は、第1の圧延油供給系統Aのエマルションと第2の圧延油供給系統Bの供給タンク16にて混合し、第2の圧延油供給系統Bのエマルションとして、鋼帯表裏面に供給した。いずれの場合も、鋼帯表面に付着した油の持ち出し、ヒュームアウトなどに応じて、圧延油及び水を循環系タンクに補給した。
【0032】
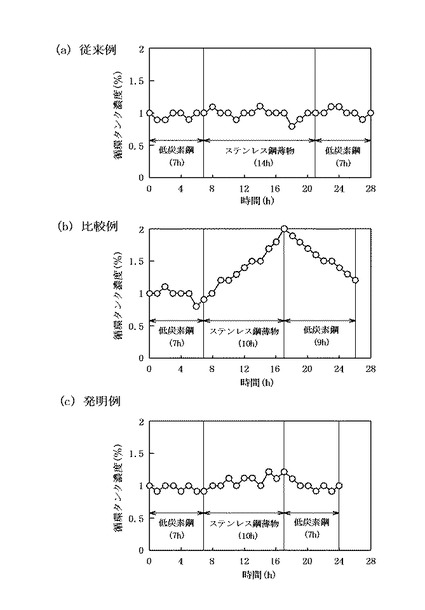
上記の合計3800tを圧延する間、第1の圧延油供給系統Aにおける循環タンクのエマルション濃度の推移を測定した。すなわち、以上の各条件による圧延油供給における、循環タンクのエマルション濃度の経時変化を測定した結果について、図4に示す。
同図(a)に示す従来例では、低炭素鋼1400tをおよそ7h(時間)で圧延しているが、ステンレス鋼薄物1000tを圧延するには14hも要した。これは、低炭素鋼と同程度の速度で圧延すると、ヒートスクラッチが発生し、良好な製品を得ることができないため、低速で圧延せざるを得ないためである。ステンレス鋼薄物の圧延後の低炭素鋼もおよそ7hで圧延することができた。この間、エマルション濃度は、1.0%前後で安定推移している。
【0033】
比較例では、従来例と同様に、低炭素鋼を7hで圧延した後、ステンレス鋼薄物を10hで圧延することができた。これは、高濃度のエマルションの利用により、ヒートスクラッチの発生を抑制できて、従来例よりも高速で圧延できたためである。
この際、エマルション濃度は、最大2.0%まで増加した。この後、低炭素鋼の圧延では、エマルション濃度が高いため、過潤滑によるスリップが発生し、圧延速度を上げることが困難になり、圧延速度を低減したまま圧延し、9hの時間を要した。これにより、従来例に対し、比較例では上記の圧延を行うのに、合計2時間短縮できたことになる。
【0034】
一方、発明例では、比較例と同様に、低炭素鋼を7hで圧延した後、ステンレス鋼薄物を10時間で圧延することができた。この間、第2の圧延油供給系統から循環タンクに高濃度エマルションが入り続けたが、第1の圧延油供給系統である循環系タンクの油水分離により、エマルション濃度の上昇を抑えほぼ1%に保持した。これにより、このステンレス鋼薄物圧延後の従来例に対しても、合計4時間および比較例に対し合計2時間、圧延時間を短縮できた。
【符号の説明】
【0035】
1a、1b ノズル
2a、2b 圧延ロール
3 鋼帯
4 エマルション
5 循環タンク
6 ポンプ
7 配管
8 回収用オイルパン
9 回収用配管
10 圧延油補給タンク
11a、11b ノズル
12 エマルション
13 供給タンク
14 ポンプ
15 配管
16 補給用タンク
17 圧延油
18 油水分離装置
19 油分
S 圧延スタンド
A 第1の圧延油供給系統
B 第2の圧延油供給系統
【技術分野】
【0001】
本発明は、2系統に分けて濃度の異なる圧延油エマルションを供給して圧延ロールと鋼帯との潤滑並びにロールの冷却をはかる圧延油の供給方法およびその装置に関する。ここで、圧延油エマルションとは、圧延油の粒子が水に安定して懸濁した状態の混合液体であり、この圧延油エマルションの濃度とは、圧延油エマルション全体積中の油分体積の比率である。なお、以降は、圧延油エマルションを単にエマルションと表記する。
【背景技術】
【0002】
近年、地球環境に対する問題意識が高まり、またユーザーニーズの多様化を受け、自動車用鋼板を典型例とする、冷延鋼帯について、その高強度化並びに薄肉化(ゲージダウン)がますます進行している。これに対応し、冷延鋼帯を製造する冷間圧延機では、軟鋼だけでなく、高張力鋼、高炭素鋼、薄物硬質ブリキ材あるいはステンレス鋼など、いわゆる難圧延材を圧延する機会が飛躍的に増えている。
【0003】
ところで、鋼帯の冷間圧延においては、圧延中のロールと鋼帯との摩擦を減少させるために、潤滑油を用いる必要があり、また、圧延により生じる加工発熱および摩擦発熱を除去するために、ロールおよび鋼帯を冷却する必要がある。
冷間圧延における潤滑と冷却の方式には、主に、直接給油方式(ダイレクト方式)および循環給油方式(リサキュレーション方式)の2種があり、さらに、循環給油方式の改良技術として直接給油方式の特徴を併せ持つ、いわゆるハイブリッド方式がある。
【0004】
ここで、直接給油方式とは、潤滑を目的とし、高濃度(一般的に濃度:10〜15%)のエマルションを鋼帯の表裏面に供給し、これとは別に、冷却を目的として冷水をロールおよび鋼帯に供給する方式であり、潤滑能および冷却能に優れる。しかしながら、使用後のエマルション、冷水はそのまま再使用することはできず、再生のために冷間圧延設備とは別に設置される圧延油回収設備、廃水処理設備へ送られる。従来、圧延油の回収率が低いため、直接給油方式では、圧延油の原単位が大きくなることが問題であった。
【0005】
一方、循環給油方式とは、潤滑と冷却の両方を兼ねて、低濃度(一般的に濃度:1〜3%)のエマルションをロールと鋼帯表裏面に供給し、これを循環使用する方式である。すなわち、循環給油方式の構成例を図1に示すように、圧延スタンドS毎にノズル1aおよび1bを設け、これらノズル1aおよび1bから圧延スタンドSの圧延ロール2aおよび2bと被圧延材である鋼帯3との間に、エマルション4を噴きつけるようになっている。なお、エマルションは、図1に限らず、ロールの後面(圧延方向の下手)から供給してもよい。各ノズル1aおよび1bへのエマルション4の供給は、循環タンク5からポンプ6および配管7を介して行われる。一方、ノズル1aおよび1bから圧延ロール2aおよび2bと鋼帯3との間に供給されたエマルション4は、各圧延スタンドSの下方に設置された回収用オイルパン8にて回収され、回収したエマルション4は配管9を介して循環タンク5に戻される。この循環タンク5において回収したエマルション4を攪拌しつつ、再び、供給側の配管7からノズル1aおよび1bを介してエマルション4を圧延ロール2aおよび2bと鋼帯3との間に供給する。以上の圧延油の回収を含む圧延油供給系統Aにより、エマルション4を循環供給する。なお、鋼帯3に付着しての圧延油の系外への持ち出しや、蒸気による拡散などにより、エマルション濃度が低下した場合は、補給タンク10から圧延油を補給する。従って、新規に購入した圧延油は、補給タンク10に補給される。
【0006】
この循環給油方式は、上述のとおり圧延油原単位に優れるが、供給するエマルションの濃度が低いために潤滑能は低く、また、エマルションの粒径を比較的安定させて循環使用するため、エマルション温度を40〜60℃程度の高温に保持する必要があって冷却能も低い傾向にある。従って、例えば、ステンレス鋼や板厚0.2mm以下の硬質ブリキ材といった、難圧延材を圧延する場合、圧延速度の高速化とともにロールバイト内の潤滑不足を主原因とし、チャタリングの発生や、ヒートスクラッチと呼ばれるロールと鋼帯とが焼き付く、表面欠陥が発生するという問題がある。
【0007】
この循環給油方式の上記問題を解消する手立てとして、例えば特許文献1に、いわゆるハイブリッド方式が提案されている。図1に示した循環給油方式の圧延油供給系統に加えて、この第1の供給系統に比べて高濃度かつ小流量のエマルションを鋼帯に供給するものである。すなわち、図1に示した循環給油方式の第1の圧延油供給系統Aに加えて、図2に示すように、鋼帯3の表裏面に向けて配置したノズル11aおよび11bから、第1の圧延油供給系統Aでのエマルション4に比べて高濃度のエマルション12を供給し、鋼帯3への圧延油を増大させ潤滑能を改善するものである。エマルション12は、小容量の供給タンク13で混合および攪拌することにより作製され、該供給タンク13からポンプ14および配管15を介してノズル11aおよび11bへ至る、第2の圧延油供給系統Bが形成される。
【0008】
ちなみに、第1の圧延油供給系統Aでのエマルション4は、一般的に濃度:1〜3%および供給量:20000〜40000l/minの条件で供給され、これとは別に、第2の圧延油供給系統Bでのエマルション12は、一般的に濃度:5〜10%および供給量:100〜1000l/minの条件で供給されている。なお、第2の圧延油供給系統Bから供給されたエマルション12は、循環給油方式の場合と同様に、回収用オイルパン8に回収されるため、その後は、第1の圧延油供給系統Aのエマルション4として、循環使用される。一方、第2の圧延油供給系統Bのエマルションは、第1の圧延油供給系統Aのエマルション(あるいは、補給用の希釈水(図示せず))と補給用タンク16から供給された圧延油17を、第2の圧延油供給系統Bの小容量の供給タンク13に導入して混合および攪拌することにより、作製する場合もある。
【0009】
以上のハイブリッド方式の圧延油供給方法について、特許文献2には、回収したエマルションを高濃度のエマルションと低濃度のエマルションに分離し、潤滑性に優れた高濃度のエマルションは潤滑を主目的として鋼帯表裏面に供給する一方、冷却能に優れた低濃度のエマルションは冷却を主目的としてロールに供給する方式が開示されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2000-94025号公報
【特許文献2】特開2004-209531号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記ハイブリッド方式の課題としては、第2の圧延油供給系統Bから高濃度のエマルションを供給するに伴い、第1の圧延油供給系統Aのエマルション濃度が上昇してしまうことがある。すなわち、ハイブリッド方式の実施により、第1の圧延油供給系統Aのエマルション濃度が上昇すると、その後の圧延サイクルでは、エマルション濃度が高い状態で圧延せざるを得ず、過潤滑となりやすく、冷間圧延中のロールと鋼帯とのスリップの発生や冷間圧延後の鋼帯表面の脱脂不良などのトラブルが発生する。なお、水を補給しエマルション濃度を低減することも可能であるが、例えば、濃度2.0%から1.0%まで低減するためには、これに要する水の2倍の循環タンクの容量が必要になることから、巨大なクーラントタンクを別途設置する必要があり、事実上困難である。このため、ハイブリッド方式においては、潤滑後の圧延サイクルで過潤滑とならないように、多少の潤滑不足や、これを防ぐための低速低能率圧延を許容しつつ、第2の圧延油供給系統Bからの高濃度エマルションの供給量や濃度を規制することも行われている。
【0012】
一方、特許文献2に記載の、回収したエマルションを高濃度と低濃度に分離する方式では、高濃度エマルションの濃度を安定して制御することが困難なことが問題となる。すなわち、分離装置にて高濃度エマルションと低濃度エマルションに分離されるわけであるが、分離後のエマルション濃度は、回収した分離前のエマルションの状態(エマルション濃度、粒径や鉄分濃度の影響が大きいが、これらは、不可避的に変化するものである)や、濾過膜の状態(目詰まりの状態など)に大きく左右される。このため、分離後のエマルション濃度は大きく変化するため、そのエマルションをそのまま用いて、潤滑能を必要に応じ、制御することは困難となる。また、タンクでエマルション濃度を測定し、測定結果に応じて圧延油や水を加え、所望の濃度に調整することも可能であるが、濃度を一定にするための応答性の低下により不安定な濃度が続くことや、設備の巨大化など弊害が大きい。
【0013】
そこで、本発明は、ハイブリッド方式を実施する際の前記課題、すなわち、低濃度のエマルションを供給する系統における、エマルション濃度の上昇を低減するための簡便な方途について提案することを目的とする。
【課題を解決するための手段】
【0014】
すなわち、本発明の要旨は、以下の通りである。
(1)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出し、第1の圧延油供給系統にて供給されるエマルションの濃度を調整することを特徴とする冷間圧延における圧延油の供給方法。
【0015】
(2)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出し、該油分を、前記第2の圧延油供給系統にて供給されるエマルションの調製に供することを特徴とする冷間圧延における圧延油の供給方法。
【0016】
(3)鋼帯を冷間圧延するロールおよび該鋼帯にエマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統でのエマルションより高濃度のエマルションを供給する第2の圧延油供給系統とを有し、さらに、前記第2の圧延油供給系統からのエマルションを含む、前記第1の圧延油供給系統にて回収されるエマルションから油分を抽出する油分分離装置を有する冷間圧延における圧延油の供給装置。
【0017】
(4)前記油水分離装置は繊維フィルタを有する前記(3)に記載の冷間圧延における圧延油の供給装置。
【発明の効果】
【0018】
本発明によれば、2系統で濃度の異なるエマルションを供給する冷間圧延において、循環供給する系統のエマルション濃度を適切かつ簡便に調整することができる。従って、特に、ステンレス鋼薄物などの難圧延材のヒートスクラッチなどが抑制されるとともに、過潤滑などのトラブルも回避できるため、高能率での冷間圧延が実現される。
【図面の簡単な説明】
【0019】
【図1】従来の循環供給方式の構成を示す図である。
【図2】従来のハイブリッド方式の構成を示す図である。
【図3】本発明に従う油水分離機能付きのハイブリッド方式の模式図を示す図である。
【図4】圧延油供給条件毎の圧延時間を示す図である。
【発明を実施するための形態】
【0020】
本発明の圧延油供給方法は、図2にて示した、第1の圧延油供給系統Aと第2の圧延油供給系統Bとを有する、ハイブリッド式の圧延油供給形式において、前記第2の圧延油供給系統Bからのエマルションを含む、前記第1の圧延油供給系統Aにて回収されるエマルションから油分を抽出し、第1の圧延油供給系統Aにて供給されるエマルションの濃度を調整することを特徴とするものである。
【0021】
具体的には、図3に本発明に従うハイブリッド方式の構成例を示すように、図2に示した圧延油供給装置において、循環タンク5に、油水分離装置18を付設し、この油水分離装置18にて、第1の圧延油供給系統Aの回収用オイルパン8を介して回収した、エマルション12を含むエマルション4から油分19を抽出することが肝要である。
ここで抽出した油分19は、第2の圧延油供給系統Bのエマルション12の濃度を調整するのに供される。具体的には、油分19を補給タンク16に貯留した後、第1の圧延油供給系統Aのエマルション4、あるいは、補給用の希釈水と、第2の圧延油供給系統B用の供給タンク13において混合および攪拌し、第2の圧延油供給系統Bのエマルション12として使用する。あるいは、第1の圧延油供給系統Aへの補給のための圧延油として使用しても良い。
【0022】
一方、油水分離装置18にて油分を抽出された残りの低濃度エマルションは、循環タンク5に戻され、第1の圧延油供給系統Aのエマルション4として、循環使用する。
かように、本発明の構成により、油水分離装置を適切に設けることにより、第2の圧延油供給系統Bから高濃度のエマルション12を供給した場合も、第1の圧延油供給系統Aのエマルション4の濃度上昇を抑制できるため、ハイブリッド方式の圧延油供給を通常のサイクルで行った場合にも、過潤滑になることはない。このため、冷間圧延におけるハイブリッド方式の潤滑において、第1の圧延油供給系統Aのエマルション濃度を制御でき、対象材に応じた潤滑能を適宜、実現することが可能となる。
【0023】
なお、補給タンク16は、第2の圧延油供給系統Bの供給タンク13と循環タンク5との圧延油の補給を兼ねているが、供給タンク13および循環タンク5のそれぞれに補給タンクを付設しても良い。また、第2の圧延油供給系統Bのエマルションの作製は、上記に示す供給タンク13での混合、攪拌に限定するものではなく、別途装置を設けてもよい。
【0024】
本発明では、循環タンク5のエマルション濃度を、別途設置した濃度測定器にてオンラインで測定しながら、所望の濃度より低い場合は、補給タンク16から圧延油17を補給して濃度を上昇させる一方、所望の濃度より高い場合は、油水分離装置18にて油分19を抽出し、補給タンク16に貯留することにより、濃度を低下させることが可能となる。
【0025】
以上述べたように、本発明に従う圧延油の供給方法では、第1の圧延油供給系統Aにて回収したエマルションから油分を抽出することを最大の特徴としており、ここでは濃度100%の油を抽出できることから、第1の圧延油供給系統Aや第2の圧延油供給系統Bのエマルションを、所望の濃度に安定して調整することができる。
【0026】
なお、第1の圧延油供給系統Aのエマルションは、長期間にわたり循環使用されるため、乳化安定性が要求され、通常、1%程度の乳化剤が添加されている。さらに、第1の圧延油供給系統Aのエマルションは、100,000〜200,000リットル程度の大容量で使用され、濃度は1〜5%程度と低い。このような乳化安定、低濃度かつ大容量のエマルションから油分を抽出する手法について鋭意検討した結果、繊維フィルタによる油分抽出が好適であることを知見した。
ここで、フィルタとしては、例えば、特開2000-288303号公報に記載の繊維フィルタなどが好適である。この繊維フィルタは、単繊維直径0.1〜3.7μmの繊維を主体とし、繊維充填率が10〜70%で繊維表面の臨界表面張力が40dyne/cm 以上である繊維状シートと、疎水性の繊維状シートと、単繊維直径5〜40μmの繊維を主体とし、繊維充填率が20%以下で繊維表面の臨界表面張力が50dyne/cm 以下である繊維状シートと、を順に重ねあわせたものである。
すなわち、エマルション中の油滴は、通常、2〜30μm程度の粒径であるが、繊維フィルタでは、フィルタ孔径より小さい油滴はフィルタを通過し、フィルタ孔径より大きい油滴は繊維に捕集され、次第に凝集することにより、粗大な油滴となる。粗大な油滴は、繊維から離れ、浮上するため、油分として、容易に抽出できる。繊維フィルタは、エマルションの粒径、界面活性剤の種類に応じて、フィルタの孔径、材質や膜厚を選定すれば良い。
【実施例】
【0027】
さて、冷間圧延では、鋼種(ステンレス鋼、高張力鋼、低炭素鋼など)、板厚、仕上げ方法(ダル仕上げ、ブライト仕上げなど)などで分別し、対象材を複数組み合わせてサイクルを構成し、それぞれの条件に適した圧延条件(ロール粗さ、ロールクラウンなど)で圧延することにより、圧延の安定化および鋼板形状の向上などを達成している。通常、ハイブリッド方式の圧延油供給を実施する必要があるのは、潤滑不足になり易いステンレス鋼の薄物など、限られた難圧延材のサイクルである。そこで、以下に説明する実施例では、低炭素鋼の合間にステンレス鋼薄物を冷間圧延するサイクルにおいて、ステンレス鋼薄物の圧延にハイブリッド方式を適用した。
【0028】
すなわち、ステンレス鋼薄物は、ヒートスクラッチの発生が問題になるため、第2の圧延油供給系統Bから高濃度のエマルションを供給することが好ましい。一方、低炭素鋼は、ヒートスクラッチの発生が懸念されず、第1の圧延油供給系統Aから濃度0.8〜1.2%程度のエマルションを供給すれば、安定した圧延が可能である。
以下、上記したところを踏まえた実施例について、具体的に説明する。
【0029】
5スタンドのタンデム冷間圧延機において、低炭素鋼1400t(トン)、ステンレス鋼薄物1000t、低炭素鋼1400tを順に圧延するにあたり、図3に示した、循環供給方式の第1の圧延油供給系統Aおよび直接供給方式の第2の圧延油供給系統Bを適宜に用いて、下記の3つの条件(従来例、比較例および発明例)に従って、それぞれ圧延油の供給を行った。なお、圧延油は、エステルを基油とし、この基油にノニオン系の界面活性剤を添加してエマルションとし、循環使用した。このエマルション濃度は、第1の圧延油供給系統Aで1%および第2の圧延油供給系統Bで3〜8%に設定した。
【0030】
記
従来例:第1の圧延油供給系統Aのみを用いて圧延油を循環供給して、低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを順に冷間圧延した。
比較例:低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを冷間圧延するに際して、ステンレス鋼薄物の圧延につき、第1の圧延油供給系統Aに加え、第2の圧延油供給系統Bから濃度3〜8%のエマルションを流量25〜50l/minで、各スタンド間の鋼帯表裏面に供給し、ヒートスクラッチの発生を防止した。残る低炭素鋼1400tの冷間圧延では、第1の圧延油供給系統Aのみを用いて圧延油を循環供給した。
【0031】
発明例:低炭素鋼1400t、ステンレス鋼薄物1000tおよび低炭素鋼1400tを冷間圧延するに際して、比較例と同様に、ステンレス鋼薄物の圧延につき、第2の圧延油供給系統Bから濃度3〜8%のエマルションを流量25〜50l/minで、各スタンド間の鋼帯表裏面に供給し、ヒートスクラッチの発生を防止した。その際、油水分離装置18にて循環タンク5内のエマルションから油分19を抽出した。この油水分離には、孔径7μmのポリエチレン製フィルタを用いた。具体的には、第1の圧延油供給系統Aのエマルションのうち、1,000l/minを油分分離した。抽出した油分は、第1の圧延油供給系統Aのエマルションと第2の圧延油供給系統Bの供給タンク16にて混合し、第2の圧延油供給系統Bのエマルションとして、鋼帯表裏面に供給した。いずれの場合も、鋼帯表面に付着した油の持ち出し、ヒュームアウトなどに応じて、圧延油及び水を循環系タンクに補給した。
【0032】
上記の合計3800tを圧延する間、第1の圧延油供給系統Aにおける循環タンクのエマルション濃度の推移を測定した。すなわち、以上の各条件による圧延油供給における、循環タンクのエマルション濃度の経時変化を測定した結果について、図4に示す。
同図(a)に示す従来例では、低炭素鋼1400tをおよそ7h(時間)で圧延しているが、ステンレス鋼薄物1000tを圧延するには14hも要した。これは、低炭素鋼と同程度の速度で圧延すると、ヒートスクラッチが発生し、良好な製品を得ることができないため、低速で圧延せざるを得ないためである。ステンレス鋼薄物の圧延後の低炭素鋼もおよそ7hで圧延することができた。この間、エマルション濃度は、1.0%前後で安定推移している。
【0033】
比較例では、従来例と同様に、低炭素鋼を7hで圧延した後、ステンレス鋼薄物を10hで圧延することができた。これは、高濃度のエマルションの利用により、ヒートスクラッチの発生を抑制できて、従来例よりも高速で圧延できたためである。
この際、エマルション濃度は、最大2.0%まで増加した。この後、低炭素鋼の圧延では、エマルション濃度が高いため、過潤滑によるスリップが発生し、圧延速度を上げることが困難になり、圧延速度を低減したまま圧延し、9hの時間を要した。これにより、従来例に対し、比較例では上記の圧延を行うのに、合計2時間短縮できたことになる。
【0034】
一方、発明例では、比較例と同様に、低炭素鋼を7hで圧延した後、ステンレス鋼薄物を10時間で圧延することができた。この間、第2の圧延油供給系統から循環タンクに高濃度エマルションが入り続けたが、第1の圧延油供給系統である循環系タンクの油水分離により、エマルション濃度の上昇を抑えほぼ1%に保持した。これにより、このステンレス鋼薄物圧延後の従来例に対しても、合計4時間および比較例に対し合計2時間、圧延時間を短縮できた。
【符号の説明】
【0035】
1a、1b ノズル
2a、2b 圧延ロール
3 鋼帯
4 エマルション
5 循環タンク
6 ポンプ
7 配管
8 回収用オイルパン
9 回収用配管
10 圧延油補給タンク
11a、11b ノズル
12 エマルション
13 供給タンク
14 ポンプ
15 配管
16 補給用タンク
17 圧延油
18 油水分離装置
19 油分
S 圧延スタンド
A 第1の圧延油供給系統
B 第2の圧延油供給系統
【特許請求の範囲】
【請求項1】
鋼帯を冷間圧延するロールおよび該鋼帯に圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、
前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出し、第1の圧延油供給系統にて供給される圧延油エマルションの濃度を調整することを特徴とする冷間圧延における圧延油の供給方法。
【請求項2】
鋼帯を冷間圧延するロールおよび該鋼帯に、圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出し、該油分を、前記第2の圧延油供給系統にて供給される圧延油エマルションの調製に供することを特徴とする冷間圧延における圧延油の供給方法。
【請求項3】
鋼帯を冷間圧延するロールおよび該鋼帯に、圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有し、さらに、前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出する油水分離装置を有する冷間圧延における圧延油の供給装置。
【請求項4】
前記油水分離装置は繊維フィルタを有する請求項3に記載の冷間圧延における圧延油の供給装置。
【請求項1】
鋼帯を冷間圧延するロールおよび該鋼帯に圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、
前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出し、第1の圧延油供給系統にて供給される圧延油エマルションの濃度を調整することを特徴とする冷間圧延における圧延油の供給方法。
【請求項2】
鋼帯を冷間圧延するロールおよび該鋼帯に、圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有する、圧延油の供給方法において、前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出し、該油分を、前記第2の圧延油供給系統にて供給される圧延油エマルションの調製に供することを特徴とする冷間圧延における圧延油の供給方法。
【請求項3】
鋼帯を冷間圧延するロールおよび該鋼帯に、圧延油エマルションを循環供給する第1の圧延油供給系統と、前記鋼帯の表裏面に前記第1の圧延油供給系統での圧延油エマルションより高濃度の圧延油エマルションを供給する第2の圧延油供給系統とを有し、さらに、前記第2の圧延油供給系統からの圧延油エマルションを含む、前記第1の圧延油供給系統にて回収される圧延油エマルションから油分を抽出する油水分離装置を有する冷間圧延における圧延油の供給装置。
【請求項4】
前記油水分離装置は繊維フィルタを有する請求項3に記載の冷間圧延における圧延油の供給装置。
【図1】


【図2】
【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−227959(P2010−227959A)
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願番号】特願2009−76956(P2009−76956)
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成22年10月14日(2010.10.14)
【国際特許分類】
【出願日】平成21年3月26日(2009.3.26)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]