
冷間引抜き加工方法及び引抜き管の製造方法
【課題】冷間引抜き加工において、化成処理による下地を必要としない潤滑被膜を用いるとともに、加工時に焼き付きを防止することができる冷間引抜き加工方法及び冷間引抜加工による管材の製造方法を提供する。
【解決手段】潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であるものとする。
【解決手段】潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であるものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属加工の1つである冷間引抜き加工の方法及び引抜き管の製造方法に関し、詳しくは、潤滑被膜が形成された素管における該潤滑被膜の膜厚を素管の表面粗さに応じて調整させた冷間引抜き加工方法及び引抜き管の製造方法に関する。
【背景技術】
【0002】
金属の冷間塑性加工には、板圧延、管圧延、条鋼(形鋼、棒線、線材)圧延、引抜き、鍛造、せん断、プレス成形等がある。そして、被加工材として塑性加工に供される金属には、炭素鋼やステンレス鋼等の各種の鋼、アルミニウム、銅、チタン、並びにそれらの合金、及びそれらの複層クラッド等が挙げられる。
【0003】
一般に、金属材料の塑性加工では、被加工材と工具との金属接触により生ずる摩擦を低減し、焼付きやかじりを防止する目的で、液状又は固体状の潤滑剤が使用されている。塑性加工の1つである冷間引抜き加工も例外ではなく、被加工材である素管と、金型であるダイス及びプラグとの間で焼付きやかじりを防止するために潤滑剤を用いる。通常、冷間引抜きでの潤滑方法は、素管及びダイス並びにプラグの材質、パススケジュール(断面減少率、加工速度、表面粗度、作業環境等)等に応じて使い分けられている。
【0004】
一般に、これら潤滑剤を適用する潤滑処理は、大きく二つに分けることができる。一つは、潤滑剤を金属表面に物理的に付着させる潤滑処理で、もう一つは、化学反応により金属表面にキャリア被膜を生成させた後、滑剤を付着させる潤滑処理である。
【0005】
この中で化学反応により金属表面にキャリア被膜を生成させた後、滑剤を付着させる潤滑処理は、いわゆる化成被膜処理と呼ばれるものである。このような化成被膜処理では、被加工材表面に化学反応によりキャリアとしての役割を持つリン酸塩等の被膜を生成させた後、滑剤としてステアリン酸ナトリウムやステアリン酸カルシウム等の反応石けん又は非反応石けん等による処理が行われる。かかる化成被膜処理による被膜は、キャリアとしての化成被膜と滑剤との二層構造を有しており、高い耐焼付き性を示す。そのため、かかる化成被膜処理は、伸線、伸管、鍛造等の塑性加工分野において非常に広い範囲で使用されてきた。
【0006】
引抜き加工においても鋼管の冷間引抜き加工では、素管の表面に化成処理潤滑被膜を施して行うことが多い。具体的には、リン酸塩又はシュウ酸塩などの下地液に浸漬して一定の被膜を形成させ、中和処理で酸を中和したのち、ステアリン酸ソーダ溶液などの潤滑槽に浸漬して下地被膜と反応させて中間に金属石けんを生成させた潤滑被膜を形成させるというものである。
【0007】
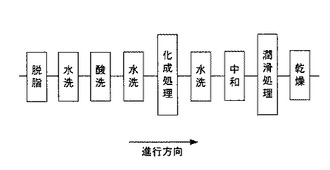
しかし、上記化成被膜処理は化学反応であるため、化学反応性に乏しい被加工材の処理が難しく、処理可能な被加工材についても複雑な液管理が必要である。また、図3に示すように、形成される化成被膜上に滑剤を塗布するため、水洗や酸洗いまでを含めると、多数の処理工程が必要である。更に、処理の際に使用される洗浄水や化成被膜から多量の廃液が出ること、及び化学反応を制御するために加温が必要であることから、設備投資や操業に多額の費用がかかるという問題がある。引抜き加工でも同様の問題が生じていた。
【0008】
上記の化成被膜処理の問題点を解決するため、前述の潤滑剤を金属表面に物理的に付着させる潤滑処理について検討されている。そして、かかる検討の結果として、油系潤滑剤又は水系潤滑剤を使用する方法が提案されている。例えば、油系潤滑剤として、特許文献1には、塩素化パラフィン、燐酸エステル等の極圧剤と、イソブチレン・n−ブテン共重合物と動植物油等を配合した潤滑油に、金属石けんや固体潤滑剤を配合した冷間加工用潤滑剤が開示されている。また、水系潤滑剤として、特許文献2には、炭酸水素塩を主成分とし、これに少量の分散剤と界面活性剤と固体潤滑剤とを加えた金属管の冷間ないし温間加工用潤滑剤が開示され、特許文献3には、水溶性高分子又はその水性エマルジョンを基材とし、固体潤滑剤と化成被膜形成剤とを配合した潤滑剤組成物等が開示されている。
【0009】
さらに、特許文献4には、特定の平均分子量の水溶性ポリエステル類と水溶性多糖類から選ばれる少なくとも1種と、水溶性ポリアミド類から選ばれる少なくとも1種と、特定の融点のワックス類から選ばれる少なくとも1種と、水とからなり、各々の成分が特定の重量比である水洗除去容易な潤滑被膜形成用潤滑剤組成物が開示されている。また、下記特許文献5には、合成樹脂、水溶性無機塩及び水を含有しており、合成樹脂と水溶性無機塩との固形分重量比が特定の値であって、かつ合成樹脂が溶解又は分散している金属材料の塑性加工用潤滑剤組成物が開示されている。
【0010】
【特許文献1】特公平4−1798号公報
【特許文献2】特公昭58−30358号公報
【特許文献3】特開昭52−20967号公報
【特許文献4】特開平6−100877号公報
【特許文献5】特開2000−63880号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の冷間加工用潤滑剤であっても、従来の化成被膜処理を行う潤滑法と比較して、加工性にやや難があり、また、極圧添加剤を使用しているために、加工時に臭気が発生するという問題がある。特許文献2の潤滑剤は、化成被膜処理に代わって広く使用されるまでには至っていない。さらに、特許文献3の潤滑剤もまた、化成被膜処理に匹敵する潤滑性を有する潤滑剤は得られていない。特許文献4及び5の各潤滑剤もまた、化成被膜処理に匹敵する潤滑性を有する潤滑剤は得られておらず、かつ含有される樹脂のガラス転移温度に対しては言及されていない。
【0012】
そして引抜き加工については、上述のように化成被膜処理が用いられているが、Ni基合金等の高耐食性材料の加工が困難であり、適用可能な物理的に付着させる潤滑剤が望まれていた。しかし、従来の当該潤滑法では、上記問題に加えて、素管の表面粗度、被膜組成及び塗布量等も不明確であり、引抜き加工時に焼付きが発生する問題もあった。
【0013】
そこで本発明は、冷間引抜き加工において、化成処理による下地を必要としない潤滑被膜を用いるとともに、加工時に焼き付きを防止することができる冷間引抜き加工方法及び冷間引抜加工による引抜き管の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは、鋭意検討の結果、上記課題を解決するため次のような知見等を得て本発明を完成させた。
【0015】
(1)潤滑被膜について
本発明者らは、高い潤滑性を得るための樹脂系被膜を用いた潤滑法について検討した。樹脂系被膜に関しては、一般に、樹脂からなる潤滑被膜が高い潤滑性を有するには、滑りを与える潤滑機能と被膜を守る保護機能との両者が必要である。すなわち、冷間引抜き加工では、被加工材である素管と工具であるダイス及びプラグとの摩擦面で、特に加工の進行方向に変形を与えられながら被加工材表面積が急激に拡大されるため、潤滑剤には、これらの変化に追随して常に摩擦面を覆う展性延性、及び圧力に耐える強度が要求される。しかしながら、これらの機能を一層の被膜に兼備させるのは実質的に困難とされていた。
【0016】
そして、検討の結果、含有させる樹脂のガラス転移温度が、塑性加工開始直後の温度より高い場合には、加工開始直後の摩擦面の変化に樹脂被膜が追随できず、脆性破壊し(粉々になり)、摩擦面より脱離してしまうことがわかった。一方、樹脂のガラス転移温度が塑性加工開始直後の温度より低い場合には、樹脂が粘性流体として挙動するため、加工開始直後の摩擦面の変化に対しても追随できることを究明した。そして、特定のガラス転移温度の樹脂を特定量含有させた潤滑被膜を用いることで、厳しい加工においても十分に強度が得られ、膜切れを起こすことがなく、かつせん断に対しては分散されたワックス粒子により潤滑機能を有する潤滑被膜となり加工時の摩擦抵抗を下げることができることを明らかにした。
【0017】
(2)引抜き加工について
引抜き加工に対して上記樹脂系被膜を用いるに際しては、潤滑被膜の樹脂のガラス転移温度(Tg)により焼き付きの発生が異なることがわかった。さらに、潤滑被膜の厚さと素管の表面粗さとの関係で引抜き加工時の焼き付きの発生頻度が異なることも究明した。
【0018】
以下、本発明について説明する。
【0019】
請求項1に記載の発明は、潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする冷間引抜き加工方法を提供することにより前記課題を解決する。
【0020】
ここで、表面粗さRyは、JIS B 0601「製品の幾何特性仕様(GPS)−表面」で示される最大高さを意味する。また、表面粗さの測定方向は管周方向、管軸方向のいずれでもよく、さらには、軸方向から傾いた方向であってもよい。
【0021】
請求項2に記載の発明は、素管表面に潤滑被膜を形成した後、該素管を引抜き加工して得られる引抜き管の製造方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする引抜き管の製造方法を提供することにより前記課題を解決する。
【0022】
また、以上各発明において、管の焼付きが問題となる面や特定部分において上記条件を満たすものであれば本発明の冷間引抜き加工方法及び引抜き管の製造方法とすることができるが、管内外面共に上記条件を満たすのが好ましい。
【発明の効果】
【0023】
本発明によって、鋼板のプレス加工等の他の加工に比べて、しごきや被加工材の表面積の拡大が著しく、焼付きが発生しやすい厳しい加工条件である冷間引抜き加工(抽伸とも言う)において、被加工材である素管表面に表面粗度との関係で特定範囲の厚さで潤滑被膜を形成することにより、高い耐焼付き性を発揮することができる。また、本発明では、素管として鋼、ステンレス、「インコネル」(商品名)、チタン、チタン合金、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、銅合金材料等の種々の金属を使用することも可能であり、汎用性の高い冷間引抜き加工方法及び引抜き管の製造方法を提供することができる。
【0024】
また、本発明に適用される潤滑被膜を形成するための組成物は、従来の化成被膜処理と比べて、簡便な被膜形成処理により、潤滑性に優れた潤滑被膜を形成することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の最良の形態、及びその好ましい範囲等について説明する。なお、本発明において、「(メタ)アクリル系」は、アクリル系及びメタクリル系を意味し、「(メタ)アクリレート」は、アクリレート及びメタクリレートを意味する。
【0026】
(1)潤滑被膜
本発明の加工方法及び製造方法で用いられる潤滑被膜は、樹脂と該樹脂中に分散されたワックス粒子とを有して樹脂層を形成している。そして該樹脂層が素管表面に形成されることにより潤滑被膜となるものである。
【0027】
潤滑被膜において、ワックス粒子により潤滑性が向上するとともに樹脂が保護成分として機能し、厳しい加工条件でも十分な潤滑性及び被膜強度を得ることができる。具体的には、加工時において膜切れを起こすことなく、かつ、せん断に対しては分散されたワックス粒子により優れた潤滑性が発揮され摩擦抵抗を減らし、例えば加工に必要な負荷を低減させることができる。
【0028】
ここで潤滑被膜における樹脂は、そのガラス転移温度(Tg)が30℃以下であるものとする。Tgが30℃より大きくなると、引抜き加工開始直後の摩擦面の表面積拡大に対して潤滑被膜の変形が追随できず、該潤滑被膜が脆性破壊を起こし、被膜の剥離を生じることが多くなるからである。樹脂のガラス転移温度は、好ましくは26℃以下、さらに好ましくは23℃以下、より好ましくは15℃以下、特に好ましくは10℃以下である。また、ガラス転移温度の下限については特に限定されるものではなく、その一例として−85℃を挙げることができる。
【0029】
上記ガラス転移温度は、JIS K7121「プラスチックの転移温度測定方法」に準じた方法、又は動的粘弾性測定で測定することができる。また、樹脂が(メタ)アクリル系樹脂の場合、重合予定の各エチレン性不飽和モノマーのホモポリマーのガラス転移温度から、FOXの式によりガラス転移温度を算出することができる。なお、ガラス転移温度は、樹脂の種類等を適宜選択することにより変えることができる。また、可塑剤を使用し、外部可塑化することで低下させることも可能である。
【0030】
また、用いられる樹脂の種類は特に限定されるものではない。従って樹脂は、未架橋重合体であっても、架橋重合体であってもよい。後者の場合は、典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂等を好ましく適用することができる。典型金属元素としては、例えば、アルカリ金属、アルカリ土類金属、アルミニウム及び亜鉛等が挙げられる。これらのなかでも、アルカリ土類金属、アルミニウム及び亜鉛から選ばれる少なくとも1種であることが好ましい。また、遷移金属元素としては、例えば、鉄、銅等を挙げることができる。
【0031】
また、具体的な樹脂の種類としては、例えば、(メタ)アクリル系樹脂、ウレタン樹脂、ポリエステル樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリアミド樹脂及びフッ素系樹脂等が挙げられる。上述のようなガラス転移温度が30℃以下の樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。かかる特定の樹脂を含む樹脂層とすることにより、潤滑機能の高い被膜とすることができる。
【0032】
上記(メタ)アクリル系樹脂は、アクリル系モノマーの1種又は2種以上を重合して得られるものであれば、単独重合体であってもよいし、共重合体であってもよい。また、その構造及び種類について特に限定はない。上記アクリル系モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、及びオクチル(メタ)アクリレート等のアルキル(メタ)アクリレート(アルキル基の炭素数は好ましくは1〜8、より好ましくは1〜6、特に好ましくは1〜4);メトキシメチル(メタ)アクリレート、メトキシエチル(メタ)アクリレート、エトキシメチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート、及びメトキシブチル(メタ)アクリレート等の低級アルコキシ低級アルキル(メタ)アクリレート;2−ヒドロキシエチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート等のヒドロキシ低級アルキル(メタ)アクリレート;アクリルアミド、メタクリルアミド;N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N−ブトキシメチルアクリルアミド、及びN−ブトキシメチルメタクリルアミド等のN−非置換又は置換(特に低級アルコキシ置換)メチロール基を有する(メタ)アクリルアミド;ホスホニルオキシメチル(メタ)アクリレート、ホスホニルオキシエチル(メタ)アクリレート、及びホスホニルオキシプロピル(メタ)アクリレート等のホスホニルオキシ低級アルキル(メタ)アクリレート;アクリロニトリル;アクリル酸、メタクリル酸等の1種又は2種以上が挙げられる。尚、上記の低級アルコキシ及び上記低級アルキルとは、通常、それぞれ炭素数が1〜5のアルコキシ及びアルキルを意味し、好ましくは炭素数が1〜4、より好ましくは1〜3である。
【0033】
また、(メタ)アクリル系樹脂は、アクリル系モノマーの1種又は2種以上と、スチレン、メチルスチレン、酢酸ビニル、塩化ビニル、ビニルトルエン、及びエチレン等の他のエチレン性モノマーの1種又は2種以上との共重合体であってもよい。その場合には、アクリル系モノマーからなる単位を30モル%以上含有する共重合体が好ましい。この共重合体としては、典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋されたアイオノマー等が挙げられる。典型金属元素としては、例えば、アルカリ金属、アルカリ土類金属、アルミニウム及び亜鉛等が挙げられる。これらのなかでも、アルカリ土類金属、アルミニウム及び亜鉛のうちの少なくとも1種であることが好ましい。また、遷移金属元素としては、例えば、鉄、銅等が挙げられる。
【0034】
ウレタン樹脂は、ウレタン結合(−NHCOO−)を有する合成樹脂であり、一般にイソシアネート基を2個以上有するポリイソシアネート化合物と活性水素基を2個以上有するポリオールとの重付加反応によって得られるものを用いることができる。上記ポリオールは、例えば、ポリエステルポリオール及び/又はポリエーテルポリオールが挙げられる。上記ウレタン樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0035】
ポリエステルポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、水添ビスフェノールA、トリメチロールプロパン、及びグリセリン等の低分子量ポリオールと、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、ヘキサヒドロフタル酸等の多塩基酸との反応によって得られる末端に水酸基を有するポリエステル化合物の1種又は2種以上が挙げられる。
【0036】
ポリエーテルポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、ビスフェノールA、水添ビスフェノールA、トリメチロールプロパン、及びグリセリン等のポリオール、又はこれらのエチレンオキシド及び/若しくはプロピレンオキシド高付加物、ポリエチレングリコール、ポリプロピレングリコール、ポリエチレン/プロピレングリコール等のポリエーテルポリオール、ポリカプロラクトンポリオール、ポリオレフィンポリオール、並びにポリブタジエンポリオール等の1種又は2種以上が挙げられる。
【0037】
ポリイソシアネートとしては、直鎖脂肪族、分岐脂肪族、脂環式及び芳香族ポリイソシアネートの1種又は2種以上が挙げられる。具体的には、例えば、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネートエステル、水添キシリレンジイソシアネート、1,4−シクロヘキシレンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、2,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、1,5−ナフタレンジイソシアネート、1,5−テトラヒドロナフタレンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、フェニレンジイソシアネート、キシリレンジイソシアネート、及びテトラメチルキシリレンジイソシアネート等の1種又は2種以上が挙げられる。
【0038】
ポリエステル樹脂は、エステル結合を有する合成樹脂であり、一般に、カルボキシル基を2個以上有する多塩基酸とヒドロキシル基を2個以上有するポリオールとの縮合反応によって得られるものを用いることができる。ポリエステル樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。多塩基酸としては、例えば、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、及びヘキサヒドロフタル酸等の1種又は2種以上が挙げられる。一方、ポリオールとしては、ポリエステルポリオール及びポリエーテルポリオールが挙げられ、より具体的には、例えば、ウレタン樹脂の項で詳述したポリエステルポリオール及びポリエーテルポリオールが挙げられる。
【0039】
酢酸ビニル樹脂は、酢酸ビニルの重合によって得られる樹脂である。また、酢酸ビニル樹脂は、ポリ酢酸ビニル樹脂中の50%未満の酢酸ビニル単位が加水分解された樹脂も含む。また、酢酸ビニル樹脂は、酢酸ビニルの単独重合体だけでなく、酢酸ビニルと他のモノマー(例えば、エチレン等のオレフィン)とを共重合して得られ、酢酸ビニル単位が50モル%以上である共重合体も含む。酢酸ビニル樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0040】
ポリビニルアルコール樹脂は、通常、ポリ酢酸ビニルを加水分解して得られる。ポリビニルアルコール樹脂は、完全加水分解物のみならず50%以上の加水分解度のポリビニルアルコール樹脂も使用できる。さらに、ポリビニルアルコール樹脂は、エチレン単位を含み、このエチレン単位が50モル%以下である共重合体も含む。ポリビニルアルコール樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0041】
ポリアミド樹脂は、アミド結合を有する合成樹脂であり、一般にカルボキシル基を2個以上有する多塩基酸と、アミノ基を2個以上有するポリアミンの縮合反応によって得られるものを用いることができる。多塩基酸としては、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、ヘキサヒドロフタル酸等が挙げられる。一方、ポリアミンとしては、ヒドラジン、メチレンジアミン、エチレンジアミン、プロピレンジアミン、ブチレンジアミン、ヘキサンジアミン、エチルアミノエチルアミン、メチルアミノプロピルアミン、イミノビスプロピルアミン、ジエチレントリアミン、トリエチレンテトラミン、ポリエチレンイミン、ジアミノベンゼン、トリアミノベンゼン、ジアミノエチルベンゼン、トリアミノエチルベンゼン、ジアミノエチルベンゼン、トリアミノエチルベンゼン、ポリアミノナフタレン、ポリアミノエチルナフタレン、及びこれらのN−アルキル誘導体、N−アシル誘導体等が挙げられる。ポリアミド樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0042】
フッ素系樹脂は、分子中にフッ素を含有する樹脂であれば、その種類には特に限定はない。フッ素系樹脂としては、例えば、分子中にフッ素を含有する(メタ)アクリル系樹脂等が挙げられる。また、フッ素系樹脂は、他の共重合可能な単量体との共重合物でもよい。フッ素系樹脂としてより具体的には、例えば、ポリフッ化ビニリデン、エチレン−テトラフルオロエチレン共重合物、ポリアクリル酸トリフルオロメチル、ポリアクリル酸ペンタフルオロエチル、(メタ)アクリル酸フルオロアルキル−(メタ)アクリル酸アルキル共重合物等が挙げられる。フッ素系樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0043】
本発明の引抜き加工方法及び引抜き管の製造方法に適用される潤滑被膜において、樹脂層を構成する樹脂としては、上記各樹脂の1種又は2種以上で構成される樹脂の他、上記各樹脂の1種又は2種以上と他の樹脂とで構成される複合樹脂でもよい。この複合樹脂としては、例えば、上記各樹脂の1種又は2種以上と他の樹脂原料とを混ぜ合わせて得られる樹脂、及び各種樹脂のグラフト化、ブロック化等を行い、1分子内に異なる置換基を有する複数のモノマー由来の構造を有する複合樹脂を使用することができる。また、成膜後に有機架橋又は金属によるイオン架橋される樹脂を使用することができる。
【0044】
樹脂層におけるガラス転移温度が30℃以下の樹脂の含有割合は、樹脂層を100質量%とした場合に、25〜99質量%であり、好ましくは29.5〜90質量%、さらに好ましくは30〜80質量%、より好ましくは30〜70質量%、特に好ましくは30〜60質量%である。この含有割合が25質量%未満の場合、引抜き加工時において、潤滑被膜が被加工材の表面積の拡大に十分に追随することができない。一方、この含有割合が99質量%より大きくなる場合には、耐焼付き性、成形性、及び加工性等の性質の大幅な向上は認められず、経済的な利益が認められ難い。
【0045】
また、上記樹脂には、引抜き加工時の潤滑効果をさらに向上させるため、必要に応じて極圧添加剤を含有させることもできる。かかる極圧添加剤を含有させることにより、極圧潤滑領域での潤滑性能が向上し、焼付き防止効果が一層顕著になるので好ましい。
【0046】
極圧添加剤としては、例えば、硫黄系極圧添加剤、リン系極圧添加剤、塩素系極圧添加剤等が挙げられる。なお、これらは1種単独で使用してもよく、2種以上を併用してもよい。硫黄系極圧添加剤としては、例えば、硫化オレフィン類、硫化エステル類、チオカーボネート類、ジチアゾール類、ポリチアゾール類、チオール類、チオカルボン酸類、チオコール類、硫黄、(多)硫化ナトリウム等が挙げられる。また、リン系極圧添加剤としては、例えば、トリポリリン酸ナトリウム等の縮合リン酸塩及びトリクレジルホスフェート等の(亜)リン酸エステル等が挙げられる。さらに、塩素系極圧添加剤としては、例えば、塩素化パラフィン、塩素化脂肪油、ポリ塩化ビニリデン、ポリ塩化ビニル、塩化ビニリデン−アクリル共重合物等が挙げられる。
【0047】
樹脂層における極圧添加剤の含有割合は、樹脂層を100質量%とした場合に、固形分換算で0.5〜74.5質量%であることが好ましく、より好ましくは1〜70質量%、さらに好ましくは5〜69.5質量%である。この極圧添加剤の含有割合が上記範囲である場合、極圧潤滑領域での潤滑性能をより向上させることができ、さらには、焼付き防止効果を一層向上させることができるため好ましい。
【0048】
また、本発明に適用される潤滑被膜では、引抜き加工時の潤滑効果を向上させるため、必要に応じて樹脂層に微粒子を含有させることもできる。かかる微粒子を含有させることにより、樹脂層のせん断強度および付着強度が高まる他、加工界面に微粒子が介在することにより、金属間接触が抑制され、焼付き防止効果が一層顕著になるので好ましい。
【0049】
微粒子としては、例えば、それ自体が潤滑性を有するときに、摩擦を軽減させる作用が期待できる固形潤滑剤が挙げられる。このような固形潤滑剤として具体的には、二硫化モリブデン、二硫化タングステン、ステアリン酸カルシウム、マイカ、黒鉛、ポリテトラフルオロエチレン(PTFE)その他の潤滑性樹脂及び酸素欠陥ペロブスカイト構造を持つ複合酸化物(SrxCa1−xCuOy等)等が挙げられる。その他、炭酸塩(Na2CO3、CaCO3、MgCO3等のアルカリ金属又はアルカリ土類金属の炭酸塩等)、ケイ酸塩(MxOySiO2〔M:アルカリ金属、アルカリ土類金属〕等)、金属酸化物(典型金属元素の酸化物、遷移金属元素の酸化物、及びそれらの金属元素を含む複合酸化物〔Al2O3/MgO等〕等)、硫化物(PbS等)、フッ化物(CaF2、BaF2等)、炭化物(SiC、TiC)、窒化物(TiN、BN、AlN、Si3N4等)、クラスターダイヤモンド、及びフラーレンC60又はC60とC70との混合物のように、摩擦係数を極端に低下させることなく金属間の直接接触を抑制して、焼付防止作用が期待できる微粒子等も挙げられる。上記典型金属元素の酸化物としては、例えば、Al2O3、CaO、ZnO、SnO、SnO2、CdO、PbO、Bi2O3、Li2O、K2O、Na2O、B2O3、SiO2、MgO及びIn2O3等が挙げられる。これらのなかでも、典型金属元素がアルカリ土類金属、アルミニウム、亜鉛であるものが好ましい。上記遷移金属元素の酸化物としては、例えば、TiO2、NiO、Cr2O3、MnO2、Mn3O4、ZrO2、Fe2O3、Fe3O4、Y2O3、CeO2、CuO、MoO3、Nd2O3及びH2O3等の酸化物が挙げられる。これらのなかでも、遷移金属元素が、鉄、銅であるものが好ましい。
【0050】
なお、樹脂層中の樹脂に含まれる解離基が遊離形態(例えば、遊離カルボキシル基)である場合には、この遊離基と反応性のある微粒子(例えば、金属化合物)の使用を避けるか、又は遊離基との反応による微粒子の溶解を見越して、その分だけ過剰に微粒子を使用すればよい。また、上記微粒子は、1種単独で使用してもよく、2種以上を併用してもよい。
【0051】
また、微粒子の平均粒径についても特に限定はなく、必要に応じて種々の範囲とすることができる。微粒子の平均粒径は通常、10μm以下(例えば、0.001〜10μm)、好ましくは5μm以下、より好ましくは2μm以下である。微粒子がフレーク状の場合、その平均粒径は、最大粒径の平均値とする。また、微粒子の種類によっては、幅広い粒径分布を持つものもあるが、体積で微粒子全体の80%が上記範囲内に入っていれば、所望の効果が得られる。微粒子の平均粒径を0.005μm以上とすると、粒子同士が樹脂中で凝集することを抑制し、均一分散が容易になると共に、使用後に微粒子の除去処理が容易になるので好ましい。一方、微粒子の平均粒径を10μm以下とすると、付着強度が向上し、その結果、金属間接触による焼付き防止効果が向上するので好ましい。
【0052】
上記の平均粒径を有する微粒子は市販されており、一緒に使用する樹脂及び/又はワックスへの分散性等を考慮して、市販品の中から適宜選択すればよい。市販品(カッコ内は平均粒径)の例としては、シーアイ化成製の「NanoTek(登録商標)」からAl2O3(33nm)、TiO2(30nm)、Fe2O3(21nm)、ZnO(31nm)、Y2O3(20nm)、CeO2(11nm)、Mn3O4(38nm)、SiO2(12nm)等、日本触媒製の「シーホスターKE」(非晶質シリカ)からP10(70〜130nm)、P50(0.48〜0.58μm)、P100(0.9〜1.1μm)等、エスイーシー製の「SECファインパウダーSGP」(高純度人造黒鉛3μm)、日本アエロジル製のSiO2から「AEROSIL 50」(30nm)、「AEROSIL 200」(12nm)、「AEROSIL 300」(7nm)、Al2O3から「C」(13nm)、TiO2から「T805」及び「P25」(共に21nm)等、日産化学社製のSiO2から「スノーテックス C」及び「スノーテックス N」(共に20nm)等、石原テクノ製の超微粒子酸化チタンから「TTO−55(B)」(30〜50nm)等、神島化学工業製の活性炭酸カルシウムから「カルシーズP」(0.10μm)、「カルシーズPL10」(0.09μm)、「PLS2301」(40nm)、軽質炭酸カルシウムから「EC」(1.0〜2.0μm)等、東京プログレスシステムから入手できる「クラスターダイヤモンド」(5nm)等、ダイキン工業製のPTEFから「ルブロンLDW−40」(0.18μm)、「L−2」(5μm)等、三井・デュポンフロロケミカルの「テフロン(登録商標)」から「TLP−10F−1」(2μm)等、住友セメント製のSiC(10nm)、ZrO2(30nm)、大阪造船所製の「二硫化モリブデンCパウダー」(1.2μm)等が挙げられる。
【0053】
また、微粒子を含有させる場合、樹脂層における微粒子の含有割合は特に限定されず、必要に応じて適宜調整することができる。具体的には、樹脂層を100質量%とした場合に0.01〜10質量%であることが好ましく、より好ましくは0.01〜5質量%、さらに好ましくは0.05〜1質量%である。微粒子の含有割合を上記範囲とすることにより、乾燥した際に形成される被膜のせん断強度や付着強度を向上させることができるので好ましい。
【0054】
また、樹脂層に含有される「ワックス粒子」は、潤滑被膜成分として、加工時に発生する熱により融解し、被膜の滑り性を向上させる作用を有する。ワックス粒子の構造や種類については特に限定されない。ワックス粒子としては、例えば、天然ワックス及び/又は合成ワックス等を好ましく使用することができる。より具体的には、例えば、パラフィンワックス、マイクロクリスタリンワックス、ペトロラクタムワックス、(酸化)ポリエチレン、(酸化)ポリプロピレン、カルナバワックス、モンタンワックス、キャンデリラワックス、ライスワックス、ラノリン等の1種又は2種以上を挙げることができる。また、本発明におけるワックス粒子には、ポリエチレン樹脂及びポリプロピレン樹脂も含む。
【0055】
また、ワックス粒子の物性については特に限定はない。例えば、ワックス粒子の平均粒径は、必要に応じて種々の範囲とすることができる。ワックス粒子の平均粒径として通常は10μm以下(例えば、0.001〜10μm)、好ましくは5μm以下、更に好ましくは3μm以下、より好ましくは1μm以下、特に好ましくは0.001〜1μmである。平均粒径を上記範囲とした場合、被膜の強度を低下させずに、被膜に滑り性を付与することができるため好ましい。また、ワックス粒子は、100℃において固体又は粘度が10mPa・s以上、好ましくは20mPa・s以上、さらに好ましくは100mPa・s以上である。この場合、冷間における金属の塑性加工において、さらには焼付きが発生しやすい厳しい加工条件においても、より優れた潤滑性を発揮するため好ましい。
【0056】
さらに、樹脂層におけるワックス粒子の含有割合は、樹脂層を100質量%とした場合に、0.5〜74.5質量%であることが好ましく、より好ましくは9.5〜70質量%、さらに好ましくは19.5〜69.5質量%、より好ましくは29.5〜69.5質量%である。この含有割合が上記範囲内である場合、冷間における金属の塑性加工において、さらには焼付きが発生しやすい厳しい加工条件においても、より優れた潤滑性を発揮するため好ましい。
【0057】
さらに、本発明に適用される潤滑被膜において、樹脂層には、本発明の目的を損なわない範囲で、樹脂、ワックス粒子、微粒子及び極圧添加剤以外にも、一般的な塑性加工油剤に添加されている添加剤を添加することができる。このような添加剤としては、例えば、pH調整剤、粘度調整剤、防腐剤、及び消泡剤等が挙げられる。また、必要に応じて可塑剤、油性剤、他の極圧添加剤等を併用しても差し支えない。また、樹脂層には、他の樹脂として、ガラス転移温度が30℃を超える樹脂が含有されていてもよく、含有されていなくてもよい。なお、ここで「含有されていない」には、全く含まれない場合だけでなく、本発明の目的を損なわない範囲でガラス転移温度が30℃を超える樹脂が極微量含有されている場合も含む。
【0058】
以上説明した潤滑被膜を形成する樹脂層の厚さhは、被加工物である素管の表面粗さのうちの最大高さRy(JIS B 0601)との関係で次の式(A)の範囲とされる。
0.02≦h/Ry≦50 ・・・(A)
すなわち、本発明の引抜き加工方法及び引抜き管の製造方法では、潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする。
【0059】
潤滑被膜厚さが管の表面粗さよりも薄い場合(h/Ry<1)でも、素管表面の凹凸に沿って形成された潤滑被膜の該素管表面の凸の部分に形成された被膜が破れ難いので、引抜き加工時における被膜切れが起こらず、ダイス及びプラグと素管との焼付きが発生しない。h/Ryが0.02(1/50)未満の場合は、被膜の厚さが不十分で焼付きが発生する頻度が多くなる。好ましくは、0.1(1/10)以上、さらに好ましくは1以上である。これは素管の材質により変形抵抗が相違するため、変形抵抗の大きい材質ではより確実な潤滑な要求されるので、潤滑被膜の厚さは厚い方が好ましいことによる。変形抵抗が大きい材料ほど潤滑被膜厚さを厚くして潤滑性を改善させる必要があり、例えばCr−Ni−Fe合金等の高合金鋼ではh/Ryは0.1(1/10)以上、Ni基合金等ではh/Ryは1.0以上とするのが好ましい。
【0060】
一方、h/Ryは50以下である。これは潤滑被膜の厚さが厚いほど潤滑性には優れるが、余りにも厚くなると潤滑性は差がないがコストだけが上がり、また、厚すぎると潤滑被膜が剥離してしまう場合があることによる。従って、潤滑性を確保できる厚さ以上で、できるだけ薄いことが好ましい。より好ましくはh/Ryが20以下である。これは厚さが厚くなると素管表面に均一な厚さで樹脂被膜を形成するのが難くなるためである。さらに好ましくはh/Ryは10以下である。これは、本発明に適用される潤滑被膜は潤滑被膜を形成する組成物である液状物を素管表面に供給した後、乾燥により潤滑被膜が形成されるが厚さが厚いと乾燥時間が長くなることによる。
【0061】
上記の被膜厚さとの関係で表面粗さが所定の値となるように素管表面に凹凸を形成させる方法としては、例えば、粗い研磨紙や金属ブラシ等による研削、ショットブラスト、ショットピーニング等の機械的な方法を挙げることができる。さらには、酸洗処理、リン酸マンガンやリン酸亜鉛等によるリン酸系化成処理、シュウ酸塩系化成処理等も挙げられる。
【0062】
素管表面への潤滑被膜の形成は、できるだけ均一であることが好ましい。これは、管軸方向や管周方向で厚さの変化があると、該潤滑被膜を形成するための組成物を供給した後、乾燥させる際に、厚い部分では乾燥に時間がかかるためである。十分な乾燥ができないと冷間引抜きの際に潤滑被膜が剥離して焼付きが発生する虞がある。乾燥時間は特に限定されるものではないが、潤滑被膜を形成するための組成物の供給厚さに応じて適宜決めることができる。
【0063】
(2)素管
本発明に適用される潤滑被膜が形成される素管の材質は特に限定されるものではない。通常、鉄、炭素鋼、ステンレス鋼等の鋼及び鉄合金であるが、その他、「インコネル」(商品名)、チタン、チタン合金、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、及び銅合金等の非鉄金属でもよい。また冷間引抜き加工に用いられる素管の製造方法については特に限定なく、連続鋳造法または造塊法によって、スラブやビレットまたは鋼塊に鋳造され、これらから継目無鋼管を製造する場合には、例えばビレットを押出し製管したり、傾斜ロール式のピアサで穿孔圧延して製管したりすればよい。
【0064】
また、素管に、上記潤滑被膜を形成するに先立って、素管についてアルカリ脱脂剤等による脱脂、水洗、又は塩酸等による酸洗等の前処理を行うことができる。かかる前処理をすることによって、表面を清浄にしておくことができ、その結果、素管と潤滑被膜の密着性が向上し、また、土砂等のコンタミネーションによる加工後の傷の発生を防止する等の好結果が得られるために好ましい。また、後述の潤滑被膜を形成するための組成物を用いて潤滑被膜を形成する場合、当該組成物が素管表面に均一に濡れ広がり、素管と潤滑被膜との密着性が向上させることができるので好ましい。通常は、脱脂、水洗、酸洗及び水洗の順に前処理が行われるが、その順序については特に限定はない。例えば、酸化スケールが付着していない素管の場合であれば、酸洗及び水洗の工程は省いても構わない。上記前処理は常法により行えばよく、特に限定されるものではない。
【0065】
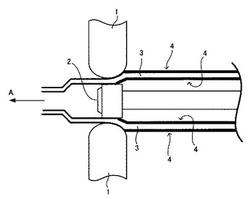
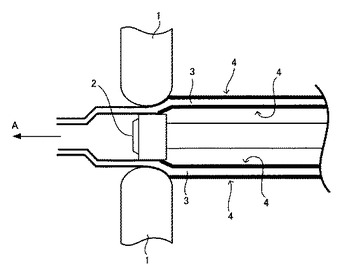
本発明では、以上のような潤滑被膜が形成された素管に対して引抜きを行う引抜き加工方法を提供するものである。これにより鋼管の引抜き加工における管内面とプラグとの接触面で生じる厳しい変形に対しても、素管と工具(ダイスやプラグ)との焼付きを防止することができる。図1に本発明の引抜き加工方法の一態様を説明するための模式図を示した。図1に示したように、内外面に潤滑被膜4、4、4、4が形成された素管3、3はダイス1、1及びプラグ2によって加工される。図1において素管3、3は矢印Aで示した方向に移動されることにより加工が行われる。さらに詳しくは、まず引抜き加工前の素管3、3は必ずしも工具(ダイス1、1、プラグ2)に沿っていないが、引抜き開始と同時に素管は工具に沿うように変形される。このとき、その接触面において局部的に高面圧になる部位が発生するが、特に管内面とプラグ表面において、高面圧となる部位が多い。そして、引抜き開始直後の段階では、管及びプラグ表面温度はまだ常温程度であり、ガラス転移温度を調整されていない樹脂では潤滑被膜が変形する摩擦面に追随できず離脱してしまい、管内面で焼付きを生じることがある。また、油タイプの潤滑剤でもこの温度域では反応型の添加剤等が効かないため、同様の焼付きを生じやすい。しかし、本発明の引抜き加工方法ではこれらの温度域でも潤滑被膜4、4、4、4が摩擦面の変化に追随できるよう該潤滑被膜4、4、4、4が適正化されているので焼付きを生じることがない。
【0066】
次に、本発明の引抜き管の製造方法の1つの実施形態について説明する。本発明の引抜き管の製造方法は、上述した条件を満たす潤滑被膜を素管表面に形成した後、該素管を引抜き加工することにより引抜き管を得ることのできる引抜き管の製造方法を提供することにより課題を解決するものである。ここでその他の引抜き加工条件については特に限定はなく、通常の引抜き加工条件を適用することが可能である。また、素管表面に上述の条件を満たす潤滑被膜を形成するための方法も特に限定されるものではない。これには例えば、上記潤滑被膜を形成するための組成物入れたタンク内に、素管を浸漬するか、又は上記潤滑被膜を形成するための組成物をノズルを用いて、素管に吹きつける等の方法を挙げることができる。組成物の態様については後で説明する。
【0067】
素管の表面粗さに対応した上述の厚さの潤滑被膜を得る際、素管の表面粗さは、通常の表面粗さ測定方法により得ることができる。これは接触式、非接触式いずれであってもよい。
【0068】
また、潤滑被膜の厚さの調整方法についてもその方法は特に限定されるものではない。これには例えば60〜150℃の乾燥帯を通過させることにより所望厚さの潤滑被膜を得ることができる。ここで乾燥の方法は特に限定されるものではない。これには例えば、自然乾燥や強制乾燥を挙げることができる。さらに強制乾燥としては、紫外線を照射する方法、熱風を当てる方法、素材や型を予熱しておく方法、高周波加熱して乾燥させる方法等、任意の方法を採用することができる。かかる強制乾燥の条件としては、上述したように60〜150℃で、10〜60分程度行うのが好ましい。
【0069】
あるいは、バッチ処理にて上記潤滑被膜を形成することもできる。すなわち所定の本数の素管に一度に潤滑被膜を形成する組成物を供給し、これを同時に乾燥炉等に入れて潤滑被膜を形成させることもできる。また、素管内面については潤滑被膜を形成する組成物を入れたタンクに浸漬する、あるいはノズルを素管内面に入れてスプレー塗布するなどして溶液を塗布した後、60〜150℃の乾燥炉に入れる、あるいは乾燥帯を通過させる等して潤滑被膜を形成してもよい。なお、引抜き加工後に引抜き材の内外面に残った潤滑被膜は、後工程において溶媒、又は洗浄剤で完全に除去される。
【0070】
以上のような引抜き管の製造方法により、化成処理による下地を必要としない潤滑被膜を用いるとともに、加工条件の厳しい加工時においても焼き付きを防止することができる。
【0071】
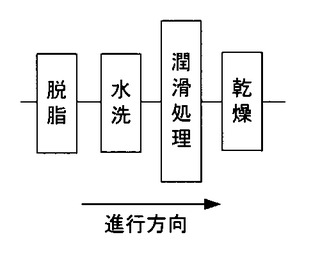
次に、本発明の引抜き管の製造方法で、上述の潤滑被膜を形成するために供給される組成物について説明する。該組成物は、溶媒中に、ガラス転移温度が30℃以下の樹脂と、ワックス粒子と、を含有する。前述のように、従来の化成被膜処理では、形成される化成被膜上に滑剤を塗布するため、水洗や酸洗までを含めると、多数の処理工程が必要である(図3参照)。これに対し、上記組成物を用いて潤滑被膜を形成すれば、図2に示すように、化成処理及びこれに付随する酸洗や水洗を省略することができる。その結果、簡便に潤滑被膜を形成することができ、また、従来の化成被膜処理で生じる廃棄物による環境汚染を防止でき、さらに、かかる廃棄物処理のための設備を設けることも省略できる。
【0072】
上記「溶媒」としては、例えば、水、アルコール類、エーテル系溶媒、アセテート系溶媒、ケトン系溶媒、ヒドロキシアミン類、ジメチルスルホキシド等が挙げられる。これらは、1種単独で又は2種以上を併用して使用することができる。溶媒は、強靭な樹脂層の形成に関与していると考えられる。溶媒として、水又は少なくとも水を含む溶媒を用いると、より確実に強靭な被膜を形成することができるので好ましい。少なくとも水を含む溶媒としては、例えば、水と水以外の上記溶媒とで構成される混合溶媒が挙げられる。より具体的には、例えば、水と上記アルコール類とで構成される水−アルコール系溶媒等が挙げられる。
【0073】
アルコール類としては、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、n−ブタノール、2−ブタノール、t−ブタノール、2−エチルブタノール、2−エチルヘキサノール、3−メチル−3−メトキシブタノール、ベンジルアルコール、フェノール、エチレングリコール、プロピレングリコール、1,3−ブチルジオール、2−エチル−1,3−ヘキサンジオール、3−メチル−1,3−ブタンジオール、及びグリセリン等が挙げられる。
【0074】
エーテル系溶媒としては、例えば、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールジエチルエーテル、エチレングリコールモノプロピルエーテル、エチレングリコールモノブチルエーテル等のエチレングリコールモノアルキルエーテル類、エチレングリコールジアルキルエーテル類、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールモノプロピルエーテル、ジエチレングリコールモノブチルエーテル等のジエチレングリコールモノアルキル類、ジエチレングリコールジアルキルエーテル類、ポリエチレングリコールモノアルキルエーテル類、ポリエチレングリコールジアルキルエーテル類、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールジエチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル等のプロピレングリコールモノアルキルエーテル類、プロピレングリコールジアルキルエーテル類、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノエチルエーテル、ジプロピレングリコールジエチルエーテル、ジプロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノブチルエーテル等のジプロピレングリコールモノアルキル類、ジプロピレングリコールジアルキルエーテル類、ポリプロピレングリコールモノアルキルエーテル類、ポリプロピレングリコールジアルキルエーテル類、1,4−ジオキサン、テトラヒドロフラン等が挙げられる。
【0075】
アセテート系溶媒としては、上述のアルコール類、あるいは水酸基を有するエーテル系溶媒のアセチル化物等が挙げられる。
【0076】
ケトン系溶媒としては、例えば、アセトン、メチルエチルケトン、メチルイソブチルケトン、2−ピロリドン、N−メチル−2−ピロリドン、N−メチル−3メチル−2−ピロリドン、1,3−ジメチル−2−イミダゾリジノン、N,N−ジメチルホルムアミド等が挙げられる。
【0077】
ヒドロキシアミン類としては、例えば、モノエタノールアミン、N−エチルエタノールアミン、N−n−ブチルエタノールアミン、N,N−ジメチルエタノールアミン、N,N−ジエチルエタノールアミン、N,N−ジブチルエタノールアミン、ジエタノールアミン、N−エチルジエタノールアミン、N−n−ブチルジエタノールアミン、トリエタノールアミン、イソプロパノールアミン、N−(β−アミノエチル)イソプロパノールアミン、N、N−ジエチルイソプロパノールアミン等が挙げられる。
【0078】
上記「ガラス転移温度が30℃以下の樹脂」については、上述の説明がそのまま該当する。また、ガラス転移温度が30℃以下の樹脂を溶媒中に懸濁又は分散させる際の形態は特に限定されない。例えば、ガラス転移温度が30℃以下の樹脂の溶融液でもよく、あるいは、水、有機溶媒(アルコール、鉱油、ミネラルスピリット、メチルエチルケトン、及び「フロン」(商品名)等)、又は水と有機溶媒との混合溶媒に溶解又は分散させた溶解液又は分散液でもよい。また、樹脂層を形成する樹脂の一部を含む含有液を2種以上調製し、使用時に混合する形態でもよい。
【0079】
さらに、ガラス転移温度が30℃以下の樹脂を溶媒中に懸濁又は分散させる場合、必要に応じて可塑剤を用いてもよい。かかる可塑剤を用いることにより、ガラス転移温度が30℃以下の樹脂を均一に懸濁又は分散させることができる。さらには、ガラス転移温度が30℃以下の樹脂のガラス転移温度を低下させることもできる。可塑剤は特に限定されず、樹脂用の可塑剤として一般的に使用されている化合物を使用できる。具体的には、例えば、フタル酸エステル、アジピン酸エステル、セバシン酸エステル類、トリメリット酸トリアルキル、(亜)リン酸エステル、塩素化パラフィン等が挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
【0080】
上記「ワックス粒子」については、上述の説明がそのまま該当する。ワックス粒子を溶媒中に懸濁又は分散させる際の形態は特に限定されない。例えば、ワックス粒子の水ディスパージョンや水エマルジョンを溶媒中に含有させてもよいし、ワックス粒子をそのまま含有させてもよい。
【0081】
本発明の引抜き加工方法又は引抜き管製造方法に適用される潤滑被膜を形成する組成物において、ガラス転移温度が30℃以下の樹脂及びワックス粒子を溶媒中に懸濁又は分散させる場合、必要に応じて界面活性剤を用いることもできる。かかる界面活性剤を用いることにより、樹脂及び上記ワックス粒子を均一に懸濁又は分散させることができる。また、素管表面に形成された樹脂層は、良好な潤滑性を有し、素材と型が焼き付いてしまうことを効果的に予防することができる。
【0082】
界面活性剤としては、非イオン性界面活性剤、陰イオン性界面活性剤、両性界面活性剤及び陽イオン性界面活性剤のいずれをも用いることができる。非イオン性界面活性剤としては、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシアルキレン(エチレン及び/又はプロピレン)アルキルフェニルエーテル、ポリエチレングリコール(若しくはエチレンオキシド)と高級脂肪酸(例えば、炭素数12〜18の直鎖又は分岐脂肪酸)とから構成されるポリオキシエチレンアルキルエステル、並びにソルビタンとポリエチレングリコールと高級脂肪酸(例えば、炭素数12〜18の直鎖又は分岐脂肪酸)とから構成されるポリオキシエチレンソルビタンアルキルエステル等が挙げられる。陰イオン性界面活性剤としては、例えば、脂肪酸塩、硫酸エステル塩、スルホン酸塩、リン酸エステル塩、及びジチオリン酸エステル塩等が挙げられる。両性界面活性剤としては、例えば、アミノ酸型及びベタイン型のカルボン酸塩、硫酸エステル塩、スルホン酸塩、並びにリン酸エステル塩等が挙げられる。陽イオン性界面活性剤としては、例えば、脂肪族アミン塩、第四級アンモニウム塩等が挙げられる。界面活性剤は1種単独で用いてもよく、2種以上を組み合わせて使用してもよい。
【0083】
また、当該組成物には、引抜き加工時の潤滑効果をさらに向上させるため、必要に応じて極圧添加剤を含有させることもできる。極圧添加剤については、上述の説明が該当する。さらに、組成物には、引抜き加工時の潤滑効果を向上させるため、必要に応じて微粒子を含有させることもできる。微粒子についても、上述の説明が該当する。
【0084】
また、微粒子を含有させる場合、樹脂層における微粒子の含有割合は特に限定されず、必要に応じて適宜調整することができる。具体的には、樹脂層を100質量%とした場合に0.01〜10質量%であることが好ましく、より好ましくは0.01〜5質量%、さらに好ましくは0.05〜1質量%である。微粒子の含有割合を上記範囲とすることにより、乾燥した際に形成される被膜のせん断強度や付着強度を向上させることができるので好ましい。
【0085】
微粒子の混合方法は、微粒子が均一に分散した組成物が得られる限り特に制限されない。例えば、微粒子が、樹脂の合成に用いる反応成分と反応性を持たない微粒子であれば、樹脂の合成時に微粒子を含有させてもよい。また、溶媒に溶解又は分散させた樹脂及びワックス粒子に固体微粒子を同時に混合する方法により行うことができる。
【0086】
なお組成物には、本発明の目的を損なわない範囲で、溶媒、樹脂、ワックス粒子、微粒子、極圧添加剤、界面活性剤及び可塑剤以外にも、一般的な塑性加工油剤に添加されている添加剤を添加することができる。このような添加剤としては、例えば、pH調整剤、粘度調整剤、防腐剤、架橋剤及び消泡剤等が挙げられる。また、必要に応じて他の極圧添加剤、油性剤等を併用しても差し支えない。さらに、組成物には、ガラス転移温度が30℃を超える樹脂が含有されていてもよく、含有されていなくてもよい。なお、ここで「含有されていない」には、上記のように、全く含まれない場合だけでなく、本発明の目的を損なわない範囲でガラス転移温度が30℃を超える樹脂が極微量含有されている場合も含む。
【実施例】
【0087】
次に実施例によりさらに詳しく説明する。ただし、本発明は本実施例に限定されるものではない。
(実施例1)
実施例1では、実際に本発明の引抜き方法及び引抜き管の製造方法により引抜き加工を行った1つの例を示す。また、本発明とは異なる条件の場合を比較例として示し、その結果を説明する。
【0088】
はじめに本実施例における条件を示す。
(i)組成物の成分
表1に本実施例で適用される潤滑被膜形成のための組成物の成分を示した。
【0089】
【表1】

【0090】
ここで、表1中に表記した各成分の種類A〜Fは次の通りである。
Aは組成物No.1に用いられる本発明例に該当する樹脂であり、Tgが5℃である。具体的には次のようなものである。すなわち、撹拌機、温度計及び還流コンデンサー付のセパラブルフラスコに、水250質量部、ラウリル硫酸ナトリウム0.5質量部、ポリオキシエチレンアルキルエーテル0.5質量部を仕込み、撹拌下に、窒素置換しながら80℃迄昇温した。その後、内温を80℃に保ち、重合開始剤として過硫酸カリウム0.1質量部を添加し、溶解後、メタクリル酸メチル0.45質量部、アクリル酸ブチル0.5質量部、メタクリル酸0.05質量部、及びラウリルメルカプタン0.01質量部の混合液を仕込み、1時間反応させた。次いで、反応終了後、予め、メタクリル酸メチル45質量部、アクリル酸ブチル50質量部、メタクリル酸5質量部、及びラウリルメルカプタン1質量部の混合液、並びに水20質量部に過硫酸カリウム1質量部を溶かした水溶液を、4時間かけて連続的に添加し、反応させた。添加終了後、さらに4時間の熟成を行い、このエマルションを常温まで冷却した。その後、カルシウム架橋剤32.9質量部を30分かけて滴下した。次いで、85℃で6時間加温して架橋反応を進行させた後、常温まで冷却し、固形分20%になるように水で調整し、樹脂溶液を調製した。なお、上記カルシウム架橋剤は、乳鉢でよくすりつぶした酸化カルシウム5質量部と、水95質量部とからなる分散液である。
【0091】
Bは、組成物No.2に用いられるTgが46℃の樹脂である。すなわち、Tgは30℃より高い。具体的には第一工業製薬株式会社製、水性ウレタン樹脂(固形分:30%)を適用した。
【0092】
樹脂A、Bの樹脂溶液における樹脂分のガラス転移温度は、上記のように各々5℃、46℃である。樹脂Aのガラス転移温度は、FOXの式より算出した値であり、架橋前の樹脂分のガラス転移温度である。また、樹脂Bのガラス転移温度は、当該製品パンフレットに掲載されていた値である。
【0093】
Cは、組成物No.1及びNo.2のいずれにも用いられるワックス成分である。具体的には、水75質量部、酸化ポリエチレン(軟化点:138℃、100℃での形態:固体)20質量部、ポリオキシエチレンアルキルエーテル5質量部、及び水酸化カリウム0.2質量部を高圧容器に加え、160℃で3時間撹拌後、常温まで冷却して、乳化されたワックス溶液(固形分:25質量%)を調製した。また、ワックス粒子の平均粒径は、0.05μmである。
【0094】
Dは、組成物No.1及びNo.2のいずれにも用いられる溶媒であり、具体的には水である。
【0095】
Eは、組成物No.1に用いられる溶媒である。具体的には、大日本インキ化学工業株式会社製のジエチレングリコールモノエチルエーテルを使用した。
【0096】
Fは組成物No.1のみに添加される微粒子で、酸化カルシウムである。具体的には、和光純薬工業株式会社製の酸化カルシウムをボールミルにより微粒子化したものを使用した。
【0097】
(ii)素管
素管は、ASTM UNS NO8026の、外径178.5mm×肉厚10.3mm×長さ5000mmの引抜加工用素管とした。素管の表面粗さは、ショット加工により表面粗さ(最大高さRy)を74μmに調整した。
【0098】
(iii)潤滑被膜の形成
潤滑被膜は、上記組成物を素管の内面および外面にブラシを用いて手で塗布した。その後、80℃で膜厚に応じて20分〜2時間で乾燥することにより、素管表面に樹脂層を形成した。具体的には潤滑膜の厚さが、1、5、60、100、850、1000(μm)である6種類の潤滑被膜についておこなった。ここで、膜厚の測定は膜厚計(MiniTest3100、エレクトロ・フィジック社)で行った。
【0099】
(iv)引抜き加工
引抜き加工は、5〜8m/分の引抜速度で行い、外径165.5mm×肉厚8.6mm×長さ6420mmの引抜き管を得た。この時の断面リダクション率(減面率)は22.1%であった。
【0100】
次に実施例1の結果を示す。表2に結果を示した。ここで、焼付きの有無は引抜き管の目視観察により行った。表2の中の「焼付きの有無」の欄にその結果を示したが、丸の数が試験した管の本数を表しており、さらに○の場合には焼付きの発生がなく、●の場合には焼付きの発生があったことを示している。
【0101】
【表2】
【0102】
表2から明らかなように、試験番号1−2〜1−6で示した本発明例の場合には、いずれの場合も焼付きが発生しておらず、他の比較例と比べて、本発明が焼付き防止の効果を有していることが顕著に現れている。
【0103】
(実施例2)
実施例2として、素管の材質及び表面粗さを変更した場合について試験を行った。表3に条件及び結果を示した。実施例2で形成された潤滑被膜は、実施例1でNo.1で示した組成物により形成されたものである。被膜形成は当該組成物を素管の内面および外面にブラシを用いて手で塗布し、80℃で膜厚に応じて20分〜1時間で乾燥することにより行った。また、表3における試験番号2−1〜2−3では、表面粗さの調整をショット加工によって行い、試験番号2−4及び2−5は、グラインダ−により調整した。各試験に用いられた素管の材質は表3に示した通りである。膜厚の測定は実施例1と同じく、膜厚計(MiniTest3100、エレクトロ・フィジック社)で行った。引抜き速度は5〜8m/分で行った。
【0104】
【表3】
【0105】
表3からもわかるように、本発明例である2−1及び2−3〜2−5についてはいずれも引抜き管に焼付きが発生せず、本発明の効果が顕著に現れている。一方、h/Ryが0.02より小さい(0.013である)、試験番号2−2については焼付きが発生した。
【0106】
以上、現時点において、最も実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う、冷間引抜き加工方法及び引抜き管製造方法も本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0107】
【図1】本発明の引抜き加工の1態様を説明するための模式図である。
【図2】本発明に適用される潤滑被膜の形成工程の1つの例を説明する流れを示す図である。
【図3】従来の化成処理による潤滑被膜の形成工程の1つの例を説明する流れを示す図である。
【符号の説明】
【0108】
1 ダイス
2 プラグ
3 被加工材(素管及び引抜き管)
4 潤滑被膜
【技術分野】
【0001】
本発明は、金属加工の1つである冷間引抜き加工の方法及び引抜き管の製造方法に関し、詳しくは、潤滑被膜が形成された素管における該潤滑被膜の膜厚を素管の表面粗さに応じて調整させた冷間引抜き加工方法及び引抜き管の製造方法に関する。
【背景技術】
【0002】
金属の冷間塑性加工には、板圧延、管圧延、条鋼(形鋼、棒線、線材)圧延、引抜き、鍛造、せん断、プレス成形等がある。そして、被加工材として塑性加工に供される金属には、炭素鋼やステンレス鋼等の各種の鋼、アルミニウム、銅、チタン、並びにそれらの合金、及びそれらの複層クラッド等が挙げられる。
【0003】
一般に、金属材料の塑性加工では、被加工材と工具との金属接触により生ずる摩擦を低減し、焼付きやかじりを防止する目的で、液状又は固体状の潤滑剤が使用されている。塑性加工の1つである冷間引抜き加工も例外ではなく、被加工材である素管と、金型であるダイス及びプラグとの間で焼付きやかじりを防止するために潤滑剤を用いる。通常、冷間引抜きでの潤滑方法は、素管及びダイス並びにプラグの材質、パススケジュール(断面減少率、加工速度、表面粗度、作業環境等)等に応じて使い分けられている。
【0004】
一般に、これら潤滑剤を適用する潤滑処理は、大きく二つに分けることができる。一つは、潤滑剤を金属表面に物理的に付着させる潤滑処理で、もう一つは、化学反応により金属表面にキャリア被膜を生成させた後、滑剤を付着させる潤滑処理である。
【0005】
この中で化学反応により金属表面にキャリア被膜を生成させた後、滑剤を付着させる潤滑処理は、いわゆる化成被膜処理と呼ばれるものである。このような化成被膜処理では、被加工材表面に化学反応によりキャリアとしての役割を持つリン酸塩等の被膜を生成させた後、滑剤としてステアリン酸ナトリウムやステアリン酸カルシウム等の反応石けん又は非反応石けん等による処理が行われる。かかる化成被膜処理による被膜は、キャリアとしての化成被膜と滑剤との二層構造を有しており、高い耐焼付き性を示す。そのため、かかる化成被膜処理は、伸線、伸管、鍛造等の塑性加工分野において非常に広い範囲で使用されてきた。
【0006】
引抜き加工においても鋼管の冷間引抜き加工では、素管の表面に化成処理潤滑被膜を施して行うことが多い。具体的には、リン酸塩又はシュウ酸塩などの下地液に浸漬して一定の被膜を形成させ、中和処理で酸を中和したのち、ステアリン酸ソーダ溶液などの潤滑槽に浸漬して下地被膜と反応させて中間に金属石けんを生成させた潤滑被膜を形成させるというものである。
【0007】
しかし、上記化成被膜処理は化学反応であるため、化学反応性に乏しい被加工材の処理が難しく、処理可能な被加工材についても複雑な液管理が必要である。また、図3に示すように、形成される化成被膜上に滑剤を塗布するため、水洗や酸洗いまでを含めると、多数の処理工程が必要である。更に、処理の際に使用される洗浄水や化成被膜から多量の廃液が出ること、及び化学反応を制御するために加温が必要であることから、設備投資や操業に多額の費用がかかるという問題がある。引抜き加工でも同様の問題が生じていた。
【0008】
上記の化成被膜処理の問題点を解決するため、前述の潤滑剤を金属表面に物理的に付着させる潤滑処理について検討されている。そして、かかる検討の結果として、油系潤滑剤又は水系潤滑剤を使用する方法が提案されている。例えば、油系潤滑剤として、特許文献1には、塩素化パラフィン、燐酸エステル等の極圧剤と、イソブチレン・n−ブテン共重合物と動植物油等を配合した潤滑油に、金属石けんや固体潤滑剤を配合した冷間加工用潤滑剤が開示されている。また、水系潤滑剤として、特許文献2には、炭酸水素塩を主成分とし、これに少量の分散剤と界面活性剤と固体潤滑剤とを加えた金属管の冷間ないし温間加工用潤滑剤が開示され、特許文献3には、水溶性高分子又はその水性エマルジョンを基材とし、固体潤滑剤と化成被膜形成剤とを配合した潤滑剤組成物等が開示されている。
【0009】
さらに、特許文献4には、特定の平均分子量の水溶性ポリエステル類と水溶性多糖類から選ばれる少なくとも1種と、水溶性ポリアミド類から選ばれる少なくとも1種と、特定の融点のワックス類から選ばれる少なくとも1種と、水とからなり、各々の成分が特定の重量比である水洗除去容易な潤滑被膜形成用潤滑剤組成物が開示されている。また、下記特許文献5には、合成樹脂、水溶性無機塩及び水を含有しており、合成樹脂と水溶性無機塩との固形分重量比が特定の値であって、かつ合成樹脂が溶解又は分散している金属材料の塑性加工用潤滑剤組成物が開示されている。
【0010】
【特許文献1】特公平4−1798号公報
【特許文献2】特公昭58−30358号公報
【特許文献3】特開昭52−20967号公報
【特許文献4】特開平6−100877号公報
【特許文献5】特開2000−63880号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、特許文献1の冷間加工用潤滑剤であっても、従来の化成被膜処理を行う潤滑法と比較して、加工性にやや難があり、また、極圧添加剤を使用しているために、加工時に臭気が発生するという問題がある。特許文献2の潤滑剤は、化成被膜処理に代わって広く使用されるまでには至っていない。さらに、特許文献3の潤滑剤もまた、化成被膜処理に匹敵する潤滑性を有する潤滑剤は得られていない。特許文献4及び5の各潤滑剤もまた、化成被膜処理に匹敵する潤滑性を有する潤滑剤は得られておらず、かつ含有される樹脂のガラス転移温度に対しては言及されていない。
【0012】
そして引抜き加工については、上述のように化成被膜処理が用いられているが、Ni基合金等の高耐食性材料の加工が困難であり、適用可能な物理的に付着させる潤滑剤が望まれていた。しかし、従来の当該潤滑法では、上記問題に加えて、素管の表面粗度、被膜組成及び塗布量等も不明確であり、引抜き加工時に焼付きが発生する問題もあった。
【0013】
そこで本発明は、冷間引抜き加工において、化成処理による下地を必要としない潤滑被膜を用いるとともに、加工時に焼き付きを防止することができる冷間引抜き加工方法及び冷間引抜加工による引抜き管の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
本発明者らは、鋭意検討の結果、上記課題を解決するため次のような知見等を得て本発明を完成させた。
【0015】
(1)潤滑被膜について
本発明者らは、高い潤滑性を得るための樹脂系被膜を用いた潤滑法について検討した。樹脂系被膜に関しては、一般に、樹脂からなる潤滑被膜が高い潤滑性を有するには、滑りを与える潤滑機能と被膜を守る保護機能との両者が必要である。すなわち、冷間引抜き加工では、被加工材である素管と工具であるダイス及びプラグとの摩擦面で、特に加工の進行方向に変形を与えられながら被加工材表面積が急激に拡大されるため、潤滑剤には、これらの変化に追随して常に摩擦面を覆う展性延性、及び圧力に耐える強度が要求される。しかしながら、これらの機能を一層の被膜に兼備させるのは実質的に困難とされていた。
【0016】
そして、検討の結果、含有させる樹脂のガラス転移温度が、塑性加工開始直後の温度より高い場合には、加工開始直後の摩擦面の変化に樹脂被膜が追随できず、脆性破壊し(粉々になり)、摩擦面より脱離してしまうことがわかった。一方、樹脂のガラス転移温度が塑性加工開始直後の温度より低い場合には、樹脂が粘性流体として挙動するため、加工開始直後の摩擦面の変化に対しても追随できることを究明した。そして、特定のガラス転移温度の樹脂を特定量含有させた潤滑被膜を用いることで、厳しい加工においても十分に強度が得られ、膜切れを起こすことがなく、かつせん断に対しては分散されたワックス粒子により潤滑機能を有する潤滑被膜となり加工時の摩擦抵抗を下げることができることを明らかにした。
【0017】
(2)引抜き加工について
引抜き加工に対して上記樹脂系被膜を用いるに際しては、潤滑被膜の樹脂のガラス転移温度(Tg)により焼き付きの発生が異なることがわかった。さらに、潤滑被膜の厚さと素管の表面粗さとの関係で引抜き加工時の焼き付きの発生頻度が異なることも究明した。
【0018】
以下、本発明について説明する。
【0019】
請求項1に記載の発明は、潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする冷間引抜き加工方法を提供することにより前記課題を解決する。
【0020】
ここで、表面粗さRyは、JIS B 0601「製品の幾何特性仕様(GPS)−表面」で示される最大高さを意味する。また、表面粗さの測定方向は管周方向、管軸方向のいずれでもよく、さらには、軸方向から傾いた方向であってもよい。
【0021】
請求項2に記載の発明は、素管表面に潤滑被膜を形成した後、該素管を引抜き加工して得られる引抜き管の製造方法であって、潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、樹脂が、樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、さらに潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする引抜き管の製造方法を提供することにより前記課題を解決する。
【0022】
また、以上各発明において、管の焼付きが問題となる面や特定部分において上記条件を満たすものであれば本発明の冷間引抜き加工方法及び引抜き管の製造方法とすることができるが、管内外面共に上記条件を満たすのが好ましい。
【発明の効果】
【0023】
本発明によって、鋼板のプレス加工等の他の加工に比べて、しごきや被加工材の表面積の拡大が著しく、焼付きが発生しやすい厳しい加工条件である冷間引抜き加工(抽伸とも言う)において、被加工材である素管表面に表面粗度との関係で特定範囲の厚さで潤滑被膜を形成することにより、高い耐焼付き性を発揮することができる。また、本発明では、素管として鋼、ステンレス、「インコネル」(商品名)、チタン、チタン合金、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、銅合金材料等の種々の金属を使用することも可能であり、汎用性の高い冷間引抜き加工方法及び引抜き管の製造方法を提供することができる。
【0024】
また、本発明に適用される潤滑被膜を形成するための組成物は、従来の化成被膜処理と比べて、簡便な被膜形成処理により、潤滑性に優れた潤滑被膜を形成することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明の最良の形態、及びその好ましい範囲等について説明する。なお、本発明において、「(メタ)アクリル系」は、アクリル系及びメタクリル系を意味し、「(メタ)アクリレート」は、アクリレート及びメタクリレートを意味する。
【0026】
(1)潤滑被膜
本発明の加工方法及び製造方法で用いられる潤滑被膜は、樹脂と該樹脂中に分散されたワックス粒子とを有して樹脂層を形成している。そして該樹脂層が素管表面に形成されることにより潤滑被膜となるものである。
【0027】
潤滑被膜において、ワックス粒子により潤滑性が向上するとともに樹脂が保護成分として機能し、厳しい加工条件でも十分な潤滑性及び被膜強度を得ることができる。具体的には、加工時において膜切れを起こすことなく、かつ、せん断に対しては分散されたワックス粒子により優れた潤滑性が発揮され摩擦抵抗を減らし、例えば加工に必要な負荷を低減させることができる。
【0028】
ここで潤滑被膜における樹脂は、そのガラス転移温度(Tg)が30℃以下であるものとする。Tgが30℃より大きくなると、引抜き加工開始直後の摩擦面の表面積拡大に対して潤滑被膜の変形が追随できず、該潤滑被膜が脆性破壊を起こし、被膜の剥離を生じることが多くなるからである。樹脂のガラス転移温度は、好ましくは26℃以下、さらに好ましくは23℃以下、より好ましくは15℃以下、特に好ましくは10℃以下である。また、ガラス転移温度の下限については特に限定されるものではなく、その一例として−85℃を挙げることができる。
【0029】
上記ガラス転移温度は、JIS K7121「プラスチックの転移温度測定方法」に準じた方法、又は動的粘弾性測定で測定することができる。また、樹脂が(メタ)アクリル系樹脂の場合、重合予定の各エチレン性不飽和モノマーのホモポリマーのガラス転移温度から、FOXの式によりガラス転移温度を算出することができる。なお、ガラス転移温度は、樹脂の種類等を適宜選択することにより変えることができる。また、可塑剤を使用し、外部可塑化することで低下させることも可能である。
【0030】
また、用いられる樹脂の種類は特に限定されるものではない。従って樹脂は、未架橋重合体であっても、架橋重合体であってもよい。後者の場合は、典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂等を好ましく適用することができる。典型金属元素としては、例えば、アルカリ金属、アルカリ土類金属、アルミニウム及び亜鉛等が挙げられる。これらのなかでも、アルカリ土類金属、アルミニウム及び亜鉛から選ばれる少なくとも1種であることが好ましい。また、遷移金属元素としては、例えば、鉄、銅等を挙げることができる。
【0031】
また、具体的な樹脂の種類としては、例えば、(メタ)アクリル系樹脂、ウレタン樹脂、ポリエステル樹脂、酢酸ビニル樹脂、ポリビニルアルコール樹脂、ポリアミド樹脂及びフッ素系樹脂等が挙げられる。上述のようなガラス転移温度が30℃以下の樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。かかる特定の樹脂を含む樹脂層とすることにより、潤滑機能の高い被膜とすることができる。
【0032】
上記(メタ)アクリル系樹脂は、アクリル系モノマーの1種又は2種以上を重合して得られるものであれば、単独重合体であってもよいし、共重合体であってもよい。また、その構造及び種類について特に限定はない。上記アクリル系モノマーとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、及びオクチル(メタ)アクリレート等のアルキル(メタ)アクリレート(アルキル基の炭素数は好ましくは1〜8、より好ましくは1〜6、特に好ましくは1〜4);メトキシメチル(メタ)アクリレート、メトキシエチル(メタ)アクリレート、エトキシメチル(メタ)アクリレート、エトキシエチル(メタ)アクリレート、及びメトキシブチル(メタ)アクリレート等の低級アルコキシ低級アルキル(メタ)アクリレート;2−ヒドロキシエチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート等のヒドロキシ低級アルキル(メタ)アクリレート;アクリルアミド、メタクリルアミド;N−メチロールアクリルアミド、N−メチロールメタクリルアミド、N−ブトキシメチルアクリルアミド、及びN−ブトキシメチルメタクリルアミド等のN−非置換又は置換(特に低級アルコキシ置換)メチロール基を有する(メタ)アクリルアミド;ホスホニルオキシメチル(メタ)アクリレート、ホスホニルオキシエチル(メタ)アクリレート、及びホスホニルオキシプロピル(メタ)アクリレート等のホスホニルオキシ低級アルキル(メタ)アクリレート;アクリロニトリル;アクリル酸、メタクリル酸等の1種又は2種以上が挙げられる。尚、上記の低級アルコキシ及び上記低級アルキルとは、通常、それぞれ炭素数が1〜5のアルコキシ及びアルキルを意味し、好ましくは炭素数が1〜4、より好ましくは1〜3である。
【0033】
また、(メタ)アクリル系樹脂は、アクリル系モノマーの1種又は2種以上と、スチレン、メチルスチレン、酢酸ビニル、塩化ビニル、ビニルトルエン、及びエチレン等の他のエチレン性モノマーの1種又は2種以上との共重合体であってもよい。その場合には、アクリル系モノマーからなる単位を30モル%以上含有する共重合体が好ましい。この共重合体としては、典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋されたアイオノマー等が挙げられる。典型金属元素としては、例えば、アルカリ金属、アルカリ土類金属、アルミニウム及び亜鉛等が挙げられる。これらのなかでも、アルカリ土類金属、アルミニウム及び亜鉛のうちの少なくとも1種であることが好ましい。また、遷移金属元素としては、例えば、鉄、銅等が挙げられる。
【0034】
ウレタン樹脂は、ウレタン結合(−NHCOO−)を有する合成樹脂であり、一般にイソシアネート基を2個以上有するポリイソシアネート化合物と活性水素基を2個以上有するポリオールとの重付加反応によって得られるものを用いることができる。上記ポリオールは、例えば、ポリエステルポリオール及び/又はポリエーテルポリオールが挙げられる。上記ウレタン樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0035】
ポリエステルポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、水添ビスフェノールA、トリメチロールプロパン、及びグリセリン等の低分子量ポリオールと、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、ヘキサヒドロフタル酸等の多塩基酸との反応によって得られる末端に水酸基を有するポリエステル化合物の1種又は2種以上が挙げられる。
【0036】
ポリエーテルポリオールとしては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、ビスフェノールA、水添ビスフェノールA、トリメチロールプロパン、及びグリセリン等のポリオール、又はこれらのエチレンオキシド及び/若しくはプロピレンオキシド高付加物、ポリエチレングリコール、ポリプロピレングリコール、ポリエチレン/プロピレングリコール等のポリエーテルポリオール、ポリカプロラクトンポリオール、ポリオレフィンポリオール、並びにポリブタジエンポリオール等の1種又は2種以上が挙げられる。
【0037】
ポリイソシアネートとしては、直鎖脂肪族、分岐脂肪族、脂環式及び芳香族ポリイソシアネートの1種又は2種以上が挙げられる。具体的には、例えば、テトラメチレンジイソシアネート、ヘキサメチレンジイソシアネート、リジンジイソシアネートエステル、水添キシリレンジイソシアネート、1,4−シクロヘキシレンジイソシアネート、4,4’−ジシクロヘキシルメタンジイソシアネート、2,4’−ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、1,5−ナフタレンジイソシアネート、1,5−テトラヒドロナフタレンジイソシアネート、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、4,4’−ジフェニルメタンジイソシアネート、2,4’−ジフェニルメタンジイソシアネート、フェニレンジイソシアネート、キシリレンジイソシアネート、及びテトラメチルキシリレンジイソシアネート等の1種又は2種以上が挙げられる。
【0038】
ポリエステル樹脂は、エステル結合を有する合成樹脂であり、一般に、カルボキシル基を2個以上有する多塩基酸とヒドロキシル基を2個以上有するポリオールとの縮合反応によって得られるものを用いることができる。ポリエステル樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。多塩基酸としては、例えば、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、及びヘキサヒドロフタル酸等の1種又は2種以上が挙げられる。一方、ポリオールとしては、ポリエステルポリオール及びポリエーテルポリオールが挙げられ、より具体的には、例えば、ウレタン樹脂の項で詳述したポリエステルポリオール及びポリエーテルポリオールが挙げられる。
【0039】
酢酸ビニル樹脂は、酢酸ビニルの重合によって得られる樹脂である。また、酢酸ビニル樹脂は、ポリ酢酸ビニル樹脂中の50%未満の酢酸ビニル単位が加水分解された樹脂も含む。また、酢酸ビニル樹脂は、酢酸ビニルの単独重合体だけでなく、酢酸ビニルと他のモノマー(例えば、エチレン等のオレフィン)とを共重合して得られ、酢酸ビニル単位が50モル%以上である共重合体も含む。酢酸ビニル樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0040】
ポリビニルアルコール樹脂は、通常、ポリ酢酸ビニルを加水分解して得られる。ポリビニルアルコール樹脂は、完全加水分解物のみならず50%以上の加水分解度のポリビニルアルコール樹脂も使用できる。さらに、ポリビニルアルコール樹脂は、エチレン単位を含み、このエチレン単位が50モル%以下である共重合体も含む。ポリビニルアルコール樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0041】
ポリアミド樹脂は、アミド結合を有する合成樹脂であり、一般にカルボキシル基を2個以上有する多塩基酸と、アミノ基を2個以上有するポリアミンの縮合反応によって得られるものを用いることができる。多塩基酸としては、コハク酸、グルタル酸、アジピン酸、セバシン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、ヘキサヒドロフタル酸等が挙げられる。一方、ポリアミンとしては、ヒドラジン、メチレンジアミン、エチレンジアミン、プロピレンジアミン、ブチレンジアミン、ヘキサンジアミン、エチルアミノエチルアミン、メチルアミノプロピルアミン、イミノビスプロピルアミン、ジエチレントリアミン、トリエチレンテトラミン、ポリエチレンイミン、ジアミノベンゼン、トリアミノベンゼン、ジアミノエチルベンゼン、トリアミノエチルベンゼン、ジアミノエチルベンゼン、トリアミノエチルベンゼン、ポリアミノナフタレン、ポリアミノエチルナフタレン、及びこれらのN−アルキル誘導体、N−アシル誘導体等が挙げられる。ポリアミド樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0042】
フッ素系樹脂は、分子中にフッ素を含有する樹脂であれば、その種類には特に限定はない。フッ素系樹脂としては、例えば、分子中にフッ素を含有する(メタ)アクリル系樹脂等が挙げられる。また、フッ素系樹脂は、他の共重合可能な単量体との共重合物でもよい。フッ素系樹脂としてより具体的には、例えば、ポリフッ化ビニリデン、エチレン−テトラフルオロエチレン共重合物、ポリアクリル酸トリフルオロメチル、ポリアクリル酸ペンタフルオロエチル、(メタ)アクリル酸フルオロアルキル−(メタ)アクリル酸アルキル共重合物等が挙げられる。フッ素系樹脂は、1種単独で用いてもよく、2種以上を併用してもよい。
【0043】
本発明の引抜き加工方法及び引抜き管の製造方法に適用される潤滑被膜において、樹脂層を構成する樹脂としては、上記各樹脂の1種又は2種以上で構成される樹脂の他、上記各樹脂の1種又は2種以上と他の樹脂とで構成される複合樹脂でもよい。この複合樹脂としては、例えば、上記各樹脂の1種又は2種以上と他の樹脂原料とを混ぜ合わせて得られる樹脂、及び各種樹脂のグラフト化、ブロック化等を行い、1分子内に異なる置換基を有する複数のモノマー由来の構造を有する複合樹脂を使用することができる。また、成膜後に有機架橋又は金属によるイオン架橋される樹脂を使用することができる。
【0044】
樹脂層におけるガラス転移温度が30℃以下の樹脂の含有割合は、樹脂層を100質量%とした場合に、25〜99質量%であり、好ましくは29.5〜90質量%、さらに好ましくは30〜80質量%、より好ましくは30〜70質量%、特に好ましくは30〜60質量%である。この含有割合が25質量%未満の場合、引抜き加工時において、潤滑被膜が被加工材の表面積の拡大に十分に追随することができない。一方、この含有割合が99質量%より大きくなる場合には、耐焼付き性、成形性、及び加工性等の性質の大幅な向上は認められず、経済的な利益が認められ難い。
【0045】
また、上記樹脂には、引抜き加工時の潤滑効果をさらに向上させるため、必要に応じて極圧添加剤を含有させることもできる。かかる極圧添加剤を含有させることにより、極圧潤滑領域での潤滑性能が向上し、焼付き防止効果が一層顕著になるので好ましい。
【0046】
極圧添加剤としては、例えば、硫黄系極圧添加剤、リン系極圧添加剤、塩素系極圧添加剤等が挙げられる。なお、これらは1種単独で使用してもよく、2種以上を併用してもよい。硫黄系極圧添加剤としては、例えば、硫化オレフィン類、硫化エステル類、チオカーボネート類、ジチアゾール類、ポリチアゾール類、チオール類、チオカルボン酸類、チオコール類、硫黄、(多)硫化ナトリウム等が挙げられる。また、リン系極圧添加剤としては、例えば、トリポリリン酸ナトリウム等の縮合リン酸塩及びトリクレジルホスフェート等の(亜)リン酸エステル等が挙げられる。さらに、塩素系極圧添加剤としては、例えば、塩素化パラフィン、塩素化脂肪油、ポリ塩化ビニリデン、ポリ塩化ビニル、塩化ビニリデン−アクリル共重合物等が挙げられる。
【0047】
樹脂層における極圧添加剤の含有割合は、樹脂層を100質量%とした場合に、固形分換算で0.5〜74.5質量%であることが好ましく、より好ましくは1〜70質量%、さらに好ましくは5〜69.5質量%である。この極圧添加剤の含有割合が上記範囲である場合、極圧潤滑領域での潤滑性能をより向上させることができ、さらには、焼付き防止効果を一層向上させることができるため好ましい。
【0048】
また、本発明に適用される潤滑被膜では、引抜き加工時の潤滑効果を向上させるため、必要に応じて樹脂層に微粒子を含有させることもできる。かかる微粒子を含有させることにより、樹脂層のせん断強度および付着強度が高まる他、加工界面に微粒子が介在することにより、金属間接触が抑制され、焼付き防止効果が一層顕著になるので好ましい。
【0049】
微粒子としては、例えば、それ自体が潤滑性を有するときに、摩擦を軽減させる作用が期待できる固形潤滑剤が挙げられる。このような固形潤滑剤として具体的には、二硫化モリブデン、二硫化タングステン、ステアリン酸カルシウム、マイカ、黒鉛、ポリテトラフルオロエチレン(PTFE)その他の潤滑性樹脂及び酸素欠陥ペロブスカイト構造を持つ複合酸化物(SrxCa1−xCuOy等)等が挙げられる。その他、炭酸塩(Na2CO3、CaCO3、MgCO3等のアルカリ金属又はアルカリ土類金属の炭酸塩等)、ケイ酸塩(MxOySiO2〔M:アルカリ金属、アルカリ土類金属〕等)、金属酸化物(典型金属元素の酸化物、遷移金属元素の酸化物、及びそれらの金属元素を含む複合酸化物〔Al2O3/MgO等〕等)、硫化物(PbS等)、フッ化物(CaF2、BaF2等)、炭化物(SiC、TiC)、窒化物(TiN、BN、AlN、Si3N4等)、クラスターダイヤモンド、及びフラーレンC60又はC60とC70との混合物のように、摩擦係数を極端に低下させることなく金属間の直接接触を抑制して、焼付防止作用が期待できる微粒子等も挙げられる。上記典型金属元素の酸化物としては、例えば、Al2O3、CaO、ZnO、SnO、SnO2、CdO、PbO、Bi2O3、Li2O、K2O、Na2O、B2O3、SiO2、MgO及びIn2O3等が挙げられる。これらのなかでも、典型金属元素がアルカリ土類金属、アルミニウム、亜鉛であるものが好ましい。上記遷移金属元素の酸化物としては、例えば、TiO2、NiO、Cr2O3、MnO2、Mn3O4、ZrO2、Fe2O3、Fe3O4、Y2O3、CeO2、CuO、MoO3、Nd2O3及びH2O3等の酸化物が挙げられる。これらのなかでも、遷移金属元素が、鉄、銅であるものが好ましい。
【0050】
なお、樹脂層中の樹脂に含まれる解離基が遊離形態(例えば、遊離カルボキシル基)である場合には、この遊離基と反応性のある微粒子(例えば、金属化合物)の使用を避けるか、又は遊離基との反応による微粒子の溶解を見越して、その分だけ過剰に微粒子を使用すればよい。また、上記微粒子は、1種単独で使用してもよく、2種以上を併用してもよい。
【0051】
また、微粒子の平均粒径についても特に限定はなく、必要に応じて種々の範囲とすることができる。微粒子の平均粒径は通常、10μm以下(例えば、0.001〜10μm)、好ましくは5μm以下、より好ましくは2μm以下である。微粒子がフレーク状の場合、その平均粒径は、最大粒径の平均値とする。また、微粒子の種類によっては、幅広い粒径分布を持つものもあるが、体積で微粒子全体の80%が上記範囲内に入っていれば、所望の効果が得られる。微粒子の平均粒径を0.005μm以上とすると、粒子同士が樹脂中で凝集することを抑制し、均一分散が容易になると共に、使用後に微粒子の除去処理が容易になるので好ましい。一方、微粒子の平均粒径を10μm以下とすると、付着強度が向上し、その結果、金属間接触による焼付き防止効果が向上するので好ましい。
【0052】
上記の平均粒径を有する微粒子は市販されており、一緒に使用する樹脂及び/又はワックスへの分散性等を考慮して、市販品の中から適宜選択すればよい。市販品(カッコ内は平均粒径)の例としては、シーアイ化成製の「NanoTek(登録商標)」からAl2O3(33nm)、TiO2(30nm)、Fe2O3(21nm)、ZnO(31nm)、Y2O3(20nm)、CeO2(11nm)、Mn3O4(38nm)、SiO2(12nm)等、日本触媒製の「シーホスターKE」(非晶質シリカ)からP10(70〜130nm)、P50(0.48〜0.58μm)、P100(0.9〜1.1μm)等、エスイーシー製の「SECファインパウダーSGP」(高純度人造黒鉛3μm)、日本アエロジル製のSiO2から「AEROSIL 50」(30nm)、「AEROSIL 200」(12nm)、「AEROSIL 300」(7nm)、Al2O3から「C」(13nm)、TiO2から「T805」及び「P25」(共に21nm)等、日産化学社製のSiO2から「スノーテックス C」及び「スノーテックス N」(共に20nm)等、石原テクノ製の超微粒子酸化チタンから「TTO−55(B)」(30〜50nm)等、神島化学工業製の活性炭酸カルシウムから「カルシーズP」(0.10μm)、「カルシーズPL10」(0.09μm)、「PLS2301」(40nm)、軽質炭酸カルシウムから「EC」(1.0〜2.0μm)等、東京プログレスシステムから入手できる「クラスターダイヤモンド」(5nm)等、ダイキン工業製のPTEFから「ルブロンLDW−40」(0.18μm)、「L−2」(5μm)等、三井・デュポンフロロケミカルの「テフロン(登録商標)」から「TLP−10F−1」(2μm)等、住友セメント製のSiC(10nm)、ZrO2(30nm)、大阪造船所製の「二硫化モリブデンCパウダー」(1.2μm)等が挙げられる。
【0053】
また、微粒子を含有させる場合、樹脂層における微粒子の含有割合は特に限定されず、必要に応じて適宜調整することができる。具体的には、樹脂層を100質量%とした場合に0.01〜10質量%であることが好ましく、より好ましくは0.01〜5質量%、さらに好ましくは0.05〜1質量%である。微粒子の含有割合を上記範囲とすることにより、乾燥した際に形成される被膜のせん断強度や付着強度を向上させることができるので好ましい。
【0054】
また、樹脂層に含有される「ワックス粒子」は、潤滑被膜成分として、加工時に発生する熱により融解し、被膜の滑り性を向上させる作用を有する。ワックス粒子の構造や種類については特に限定されない。ワックス粒子としては、例えば、天然ワックス及び/又は合成ワックス等を好ましく使用することができる。より具体的には、例えば、パラフィンワックス、マイクロクリスタリンワックス、ペトロラクタムワックス、(酸化)ポリエチレン、(酸化)ポリプロピレン、カルナバワックス、モンタンワックス、キャンデリラワックス、ライスワックス、ラノリン等の1種又は2種以上を挙げることができる。また、本発明におけるワックス粒子には、ポリエチレン樹脂及びポリプロピレン樹脂も含む。
【0055】
また、ワックス粒子の物性については特に限定はない。例えば、ワックス粒子の平均粒径は、必要に応じて種々の範囲とすることができる。ワックス粒子の平均粒径として通常は10μm以下(例えば、0.001〜10μm)、好ましくは5μm以下、更に好ましくは3μm以下、より好ましくは1μm以下、特に好ましくは0.001〜1μmである。平均粒径を上記範囲とした場合、被膜の強度を低下させずに、被膜に滑り性を付与することができるため好ましい。また、ワックス粒子は、100℃において固体又は粘度が10mPa・s以上、好ましくは20mPa・s以上、さらに好ましくは100mPa・s以上である。この場合、冷間における金属の塑性加工において、さらには焼付きが発生しやすい厳しい加工条件においても、より優れた潤滑性を発揮するため好ましい。
【0056】
さらに、樹脂層におけるワックス粒子の含有割合は、樹脂層を100質量%とした場合に、0.5〜74.5質量%であることが好ましく、より好ましくは9.5〜70質量%、さらに好ましくは19.5〜69.5質量%、より好ましくは29.5〜69.5質量%である。この含有割合が上記範囲内である場合、冷間における金属の塑性加工において、さらには焼付きが発生しやすい厳しい加工条件においても、より優れた潤滑性を発揮するため好ましい。
【0057】
さらに、本発明に適用される潤滑被膜において、樹脂層には、本発明の目的を損なわない範囲で、樹脂、ワックス粒子、微粒子及び極圧添加剤以外にも、一般的な塑性加工油剤に添加されている添加剤を添加することができる。このような添加剤としては、例えば、pH調整剤、粘度調整剤、防腐剤、及び消泡剤等が挙げられる。また、必要に応じて可塑剤、油性剤、他の極圧添加剤等を併用しても差し支えない。また、樹脂層には、他の樹脂として、ガラス転移温度が30℃を超える樹脂が含有されていてもよく、含有されていなくてもよい。なお、ここで「含有されていない」には、全く含まれない場合だけでなく、本発明の目的を損なわない範囲でガラス転移温度が30℃を超える樹脂が極微量含有されている場合も含む。
【0058】
以上説明した潤滑被膜を形成する樹脂層の厚さhは、被加工物である素管の表面粗さのうちの最大高さRy(JIS B 0601)との関係で次の式(A)の範囲とされる。
0.02≦h/Ry≦50 ・・・(A)
すなわち、本発明の引抜き加工方法及び引抜き管の製造方法では、潤滑被膜の厚さ(h)と、素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする。
【0059】
潤滑被膜厚さが管の表面粗さよりも薄い場合(h/Ry<1)でも、素管表面の凹凸に沿って形成された潤滑被膜の該素管表面の凸の部分に形成された被膜が破れ難いので、引抜き加工時における被膜切れが起こらず、ダイス及びプラグと素管との焼付きが発生しない。h/Ryが0.02(1/50)未満の場合は、被膜の厚さが不十分で焼付きが発生する頻度が多くなる。好ましくは、0.1(1/10)以上、さらに好ましくは1以上である。これは素管の材質により変形抵抗が相違するため、変形抵抗の大きい材質ではより確実な潤滑な要求されるので、潤滑被膜の厚さは厚い方が好ましいことによる。変形抵抗が大きい材料ほど潤滑被膜厚さを厚くして潤滑性を改善させる必要があり、例えばCr−Ni−Fe合金等の高合金鋼ではh/Ryは0.1(1/10)以上、Ni基合金等ではh/Ryは1.0以上とするのが好ましい。
【0060】
一方、h/Ryは50以下である。これは潤滑被膜の厚さが厚いほど潤滑性には優れるが、余りにも厚くなると潤滑性は差がないがコストだけが上がり、また、厚すぎると潤滑被膜が剥離してしまう場合があることによる。従って、潤滑性を確保できる厚さ以上で、できるだけ薄いことが好ましい。より好ましくはh/Ryが20以下である。これは厚さが厚くなると素管表面に均一な厚さで樹脂被膜を形成するのが難くなるためである。さらに好ましくはh/Ryは10以下である。これは、本発明に適用される潤滑被膜は潤滑被膜を形成する組成物である液状物を素管表面に供給した後、乾燥により潤滑被膜が形成されるが厚さが厚いと乾燥時間が長くなることによる。
【0061】
上記の被膜厚さとの関係で表面粗さが所定の値となるように素管表面に凹凸を形成させる方法としては、例えば、粗い研磨紙や金属ブラシ等による研削、ショットブラスト、ショットピーニング等の機械的な方法を挙げることができる。さらには、酸洗処理、リン酸マンガンやリン酸亜鉛等によるリン酸系化成処理、シュウ酸塩系化成処理等も挙げられる。
【0062】
素管表面への潤滑被膜の形成は、できるだけ均一であることが好ましい。これは、管軸方向や管周方向で厚さの変化があると、該潤滑被膜を形成するための組成物を供給した後、乾燥させる際に、厚い部分では乾燥に時間がかかるためである。十分な乾燥ができないと冷間引抜きの際に潤滑被膜が剥離して焼付きが発生する虞がある。乾燥時間は特に限定されるものではないが、潤滑被膜を形成するための組成物の供給厚さに応じて適宜決めることができる。
【0063】
(2)素管
本発明に適用される潤滑被膜が形成される素管の材質は特に限定されるものではない。通常、鉄、炭素鋼、ステンレス鋼等の鋼及び鉄合金であるが、その他、「インコネル」(商品名)、チタン、チタン合金、アルミニウム、アルミニウム合金、マグネシウム、マグネシウム合金、銅、及び銅合金等の非鉄金属でもよい。また冷間引抜き加工に用いられる素管の製造方法については特に限定なく、連続鋳造法または造塊法によって、スラブやビレットまたは鋼塊に鋳造され、これらから継目無鋼管を製造する場合には、例えばビレットを押出し製管したり、傾斜ロール式のピアサで穿孔圧延して製管したりすればよい。
【0064】
また、素管に、上記潤滑被膜を形成するに先立って、素管についてアルカリ脱脂剤等による脱脂、水洗、又は塩酸等による酸洗等の前処理を行うことができる。かかる前処理をすることによって、表面を清浄にしておくことができ、その結果、素管と潤滑被膜の密着性が向上し、また、土砂等のコンタミネーションによる加工後の傷の発生を防止する等の好結果が得られるために好ましい。また、後述の潤滑被膜を形成するための組成物を用いて潤滑被膜を形成する場合、当該組成物が素管表面に均一に濡れ広がり、素管と潤滑被膜との密着性が向上させることができるので好ましい。通常は、脱脂、水洗、酸洗及び水洗の順に前処理が行われるが、その順序については特に限定はない。例えば、酸化スケールが付着していない素管の場合であれば、酸洗及び水洗の工程は省いても構わない。上記前処理は常法により行えばよく、特に限定されるものではない。
【0065】
本発明では、以上のような潤滑被膜が形成された素管に対して引抜きを行う引抜き加工方法を提供するものである。これにより鋼管の引抜き加工における管内面とプラグとの接触面で生じる厳しい変形に対しても、素管と工具(ダイスやプラグ)との焼付きを防止することができる。図1に本発明の引抜き加工方法の一態様を説明するための模式図を示した。図1に示したように、内外面に潤滑被膜4、4、4、4が形成された素管3、3はダイス1、1及びプラグ2によって加工される。図1において素管3、3は矢印Aで示した方向に移動されることにより加工が行われる。さらに詳しくは、まず引抜き加工前の素管3、3は必ずしも工具(ダイス1、1、プラグ2)に沿っていないが、引抜き開始と同時に素管は工具に沿うように変形される。このとき、その接触面において局部的に高面圧になる部位が発生するが、特に管内面とプラグ表面において、高面圧となる部位が多い。そして、引抜き開始直後の段階では、管及びプラグ表面温度はまだ常温程度であり、ガラス転移温度を調整されていない樹脂では潤滑被膜が変形する摩擦面に追随できず離脱してしまい、管内面で焼付きを生じることがある。また、油タイプの潤滑剤でもこの温度域では反応型の添加剤等が効かないため、同様の焼付きを生じやすい。しかし、本発明の引抜き加工方法ではこれらの温度域でも潤滑被膜4、4、4、4が摩擦面の変化に追随できるよう該潤滑被膜4、4、4、4が適正化されているので焼付きを生じることがない。
【0066】
次に、本発明の引抜き管の製造方法の1つの実施形態について説明する。本発明の引抜き管の製造方法は、上述した条件を満たす潤滑被膜を素管表面に形成した後、該素管を引抜き加工することにより引抜き管を得ることのできる引抜き管の製造方法を提供することにより課題を解決するものである。ここでその他の引抜き加工条件については特に限定はなく、通常の引抜き加工条件を適用することが可能である。また、素管表面に上述の条件を満たす潤滑被膜を形成するための方法も特に限定されるものではない。これには例えば、上記潤滑被膜を形成するための組成物入れたタンク内に、素管を浸漬するか、又は上記潤滑被膜を形成するための組成物をノズルを用いて、素管に吹きつける等の方法を挙げることができる。組成物の態様については後で説明する。
【0067】
素管の表面粗さに対応した上述の厚さの潤滑被膜を得る際、素管の表面粗さは、通常の表面粗さ測定方法により得ることができる。これは接触式、非接触式いずれであってもよい。
【0068】
また、潤滑被膜の厚さの調整方法についてもその方法は特に限定されるものではない。これには例えば60〜150℃の乾燥帯を通過させることにより所望厚さの潤滑被膜を得ることができる。ここで乾燥の方法は特に限定されるものではない。これには例えば、自然乾燥や強制乾燥を挙げることができる。さらに強制乾燥としては、紫外線を照射する方法、熱風を当てる方法、素材や型を予熱しておく方法、高周波加熱して乾燥させる方法等、任意の方法を採用することができる。かかる強制乾燥の条件としては、上述したように60〜150℃で、10〜60分程度行うのが好ましい。
【0069】
あるいは、バッチ処理にて上記潤滑被膜を形成することもできる。すなわち所定の本数の素管に一度に潤滑被膜を形成する組成物を供給し、これを同時に乾燥炉等に入れて潤滑被膜を形成させることもできる。また、素管内面については潤滑被膜を形成する組成物を入れたタンクに浸漬する、あるいはノズルを素管内面に入れてスプレー塗布するなどして溶液を塗布した後、60〜150℃の乾燥炉に入れる、あるいは乾燥帯を通過させる等して潤滑被膜を形成してもよい。なお、引抜き加工後に引抜き材の内外面に残った潤滑被膜は、後工程において溶媒、又は洗浄剤で完全に除去される。
【0070】
以上のような引抜き管の製造方法により、化成処理による下地を必要としない潤滑被膜を用いるとともに、加工条件の厳しい加工時においても焼き付きを防止することができる。
【0071】
次に、本発明の引抜き管の製造方法で、上述の潤滑被膜を形成するために供給される組成物について説明する。該組成物は、溶媒中に、ガラス転移温度が30℃以下の樹脂と、ワックス粒子と、を含有する。前述のように、従来の化成被膜処理では、形成される化成被膜上に滑剤を塗布するため、水洗や酸洗までを含めると、多数の処理工程が必要である(図3参照)。これに対し、上記組成物を用いて潤滑被膜を形成すれば、図2に示すように、化成処理及びこれに付随する酸洗や水洗を省略することができる。その結果、簡便に潤滑被膜を形成することができ、また、従来の化成被膜処理で生じる廃棄物による環境汚染を防止でき、さらに、かかる廃棄物処理のための設備を設けることも省略できる。
【0072】
上記「溶媒」としては、例えば、水、アルコール類、エーテル系溶媒、アセテート系溶媒、ケトン系溶媒、ヒドロキシアミン類、ジメチルスルホキシド等が挙げられる。これらは、1種単独で又は2種以上を併用して使用することができる。溶媒は、強靭な樹脂層の形成に関与していると考えられる。溶媒として、水又は少なくとも水を含む溶媒を用いると、より確実に強靭な被膜を形成することができるので好ましい。少なくとも水を含む溶媒としては、例えば、水と水以外の上記溶媒とで構成される混合溶媒が挙げられる。より具体的には、例えば、水と上記アルコール類とで構成される水−アルコール系溶媒等が挙げられる。
【0073】
アルコール類としては、例えば、メタノール、エタノール、1−プロパノール、2−プロパノール、n−ブタノール、2−ブタノール、t−ブタノール、2−エチルブタノール、2−エチルヘキサノール、3−メチル−3−メトキシブタノール、ベンジルアルコール、フェノール、エチレングリコール、プロピレングリコール、1,3−ブチルジオール、2−エチル−1,3−ヘキサンジオール、3−メチル−1,3−ブタンジオール、及びグリセリン等が挙げられる。
【0074】
エーテル系溶媒としては、例えば、エチレングリコールモノメチルエーテル、エチレングリコールモノエチルエーテル、エチレングリコールジエチルエーテル、エチレングリコールモノプロピルエーテル、エチレングリコールモノブチルエーテル等のエチレングリコールモノアルキルエーテル類、エチレングリコールジアルキルエーテル類、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールジエチルエーテル、ジエチレングリコールモノプロピルエーテル、ジエチレングリコールモノブチルエーテル等のジエチレングリコールモノアルキル類、ジエチレングリコールジアルキルエーテル類、ポリエチレングリコールモノアルキルエーテル類、ポリエチレングリコールジアルキルエーテル類、プロピレングリコールモノメチルエーテル、プロピレングリコールモノエチルエーテル、プロピレングリコールジエチルエーテル、プロピレングリコールモノプロピルエーテル、プロピレングリコールモノブチルエーテル等のプロピレングリコールモノアルキルエーテル類、プロピレングリコールジアルキルエーテル類、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノエチルエーテル、ジプロピレングリコールジエチルエーテル、ジプロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノブチルエーテル等のジプロピレングリコールモノアルキル類、ジプロピレングリコールジアルキルエーテル類、ポリプロピレングリコールモノアルキルエーテル類、ポリプロピレングリコールジアルキルエーテル類、1,4−ジオキサン、テトラヒドロフラン等が挙げられる。
【0075】
アセテート系溶媒としては、上述のアルコール類、あるいは水酸基を有するエーテル系溶媒のアセチル化物等が挙げられる。
【0076】
ケトン系溶媒としては、例えば、アセトン、メチルエチルケトン、メチルイソブチルケトン、2−ピロリドン、N−メチル−2−ピロリドン、N−メチル−3メチル−2−ピロリドン、1,3−ジメチル−2−イミダゾリジノン、N,N−ジメチルホルムアミド等が挙げられる。
【0077】
ヒドロキシアミン類としては、例えば、モノエタノールアミン、N−エチルエタノールアミン、N−n−ブチルエタノールアミン、N,N−ジメチルエタノールアミン、N,N−ジエチルエタノールアミン、N,N−ジブチルエタノールアミン、ジエタノールアミン、N−エチルジエタノールアミン、N−n−ブチルジエタノールアミン、トリエタノールアミン、イソプロパノールアミン、N−(β−アミノエチル)イソプロパノールアミン、N、N−ジエチルイソプロパノールアミン等が挙げられる。
【0078】
上記「ガラス転移温度が30℃以下の樹脂」については、上述の説明がそのまま該当する。また、ガラス転移温度が30℃以下の樹脂を溶媒中に懸濁又は分散させる際の形態は特に限定されない。例えば、ガラス転移温度が30℃以下の樹脂の溶融液でもよく、あるいは、水、有機溶媒(アルコール、鉱油、ミネラルスピリット、メチルエチルケトン、及び「フロン」(商品名)等)、又は水と有機溶媒との混合溶媒に溶解又は分散させた溶解液又は分散液でもよい。また、樹脂層を形成する樹脂の一部を含む含有液を2種以上調製し、使用時に混合する形態でもよい。
【0079】
さらに、ガラス転移温度が30℃以下の樹脂を溶媒中に懸濁又は分散させる場合、必要に応じて可塑剤を用いてもよい。かかる可塑剤を用いることにより、ガラス転移温度が30℃以下の樹脂を均一に懸濁又は分散させることができる。さらには、ガラス転移温度が30℃以下の樹脂のガラス転移温度を低下させることもできる。可塑剤は特に限定されず、樹脂用の可塑剤として一般的に使用されている化合物を使用できる。具体的には、例えば、フタル酸エステル、アジピン酸エステル、セバシン酸エステル類、トリメリット酸トリアルキル、(亜)リン酸エステル、塩素化パラフィン等が挙げられる。これらは、1種単独で使用してもよく、2種以上を併用してもよい。
【0080】
上記「ワックス粒子」については、上述の説明がそのまま該当する。ワックス粒子を溶媒中に懸濁又は分散させる際の形態は特に限定されない。例えば、ワックス粒子の水ディスパージョンや水エマルジョンを溶媒中に含有させてもよいし、ワックス粒子をそのまま含有させてもよい。
【0081】
本発明の引抜き加工方法又は引抜き管製造方法に適用される潤滑被膜を形成する組成物において、ガラス転移温度が30℃以下の樹脂及びワックス粒子を溶媒中に懸濁又は分散させる場合、必要に応じて界面活性剤を用いることもできる。かかる界面活性剤を用いることにより、樹脂及び上記ワックス粒子を均一に懸濁又は分散させることができる。また、素管表面に形成された樹脂層は、良好な潤滑性を有し、素材と型が焼き付いてしまうことを効果的に予防することができる。
【0082】
界面活性剤としては、非イオン性界面活性剤、陰イオン性界面活性剤、両性界面活性剤及び陽イオン性界面活性剤のいずれをも用いることができる。非イオン性界面活性剤としては、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシアルキレン(エチレン及び/又はプロピレン)アルキルフェニルエーテル、ポリエチレングリコール(若しくはエチレンオキシド)と高級脂肪酸(例えば、炭素数12〜18の直鎖又は分岐脂肪酸)とから構成されるポリオキシエチレンアルキルエステル、並びにソルビタンとポリエチレングリコールと高級脂肪酸(例えば、炭素数12〜18の直鎖又は分岐脂肪酸)とから構成されるポリオキシエチレンソルビタンアルキルエステル等が挙げられる。陰イオン性界面活性剤としては、例えば、脂肪酸塩、硫酸エステル塩、スルホン酸塩、リン酸エステル塩、及びジチオリン酸エステル塩等が挙げられる。両性界面活性剤としては、例えば、アミノ酸型及びベタイン型のカルボン酸塩、硫酸エステル塩、スルホン酸塩、並びにリン酸エステル塩等が挙げられる。陽イオン性界面活性剤としては、例えば、脂肪族アミン塩、第四級アンモニウム塩等が挙げられる。界面活性剤は1種単独で用いてもよく、2種以上を組み合わせて使用してもよい。
【0083】
また、当該組成物には、引抜き加工時の潤滑効果をさらに向上させるため、必要に応じて極圧添加剤を含有させることもできる。極圧添加剤については、上述の説明が該当する。さらに、組成物には、引抜き加工時の潤滑効果を向上させるため、必要に応じて微粒子を含有させることもできる。微粒子についても、上述の説明が該当する。
【0084】
また、微粒子を含有させる場合、樹脂層における微粒子の含有割合は特に限定されず、必要に応じて適宜調整することができる。具体的には、樹脂層を100質量%とした場合に0.01〜10質量%であることが好ましく、より好ましくは0.01〜5質量%、さらに好ましくは0.05〜1質量%である。微粒子の含有割合を上記範囲とすることにより、乾燥した際に形成される被膜のせん断強度や付着強度を向上させることができるので好ましい。
【0085】
微粒子の混合方法は、微粒子が均一に分散した組成物が得られる限り特に制限されない。例えば、微粒子が、樹脂の合成に用いる反応成分と反応性を持たない微粒子であれば、樹脂の合成時に微粒子を含有させてもよい。また、溶媒に溶解又は分散させた樹脂及びワックス粒子に固体微粒子を同時に混合する方法により行うことができる。
【0086】
なお組成物には、本発明の目的を損なわない範囲で、溶媒、樹脂、ワックス粒子、微粒子、極圧添加剤、界面活性剤及び可塑剤以外にも、一般的な塑性加工油剤に添加されている添加剤を添加することができる。このような添加剤としては、例えば、pH調整剤、粘度調整剤、防腐剤、架橋剤及び消泡剤等が挙げられる。また、必要に応じて他の極圧添加剤、油性剤等を併用しても差し支えない。さらに、組成物には、ガラス転移温度が30℃を超える樹脂が含有されていてもよく、含有されていなくてもよい。なお、ここで「含有されていない」には、上記のように、全く含まれない場合だけでなく、本発明の目的を損なわない範囲でガラス転移温度が30℃を超える樹脂が極微量含有されている場合も含む。
【実施例】
【0087】
次に実施例によりさらに詳しく説明する。ただし、本発明は本実施例に限定されるものではない。
(実施例1)
実施例1では、実際に本発明の引抜き方法及び引抜き管の製造方法により引抜き加工を行った1つの例を示す。また、本発明とは異なる条件の場合を比較例として示し、その結果を説明する。
【0088】
はじめに本実施例における条件を示す。
(i)組成物の成分
表1に本実施例で適用される潤滑被膜形成のための組成物の成分を示した。
【0089】
【表1】
【0090】
ここで、表1中に表記した各成分の種類A〜Fは次の通りである。
Aは組成物No.1に用いられる本発明例に該当する樹脂であり、Tgが5℃である。具体的には次のようなものである。すなわち、撹拌機、温度計及び還流コンデンサー付のセパラブルフラスコに、水250質量部、ラウリル硫酸ナトリウム0.5質量部、ポリオキシエチレンアルキルエーテル0.5質量部を仕込み、撹拌下に、窒素置換しながら80℃迄昇温した。その後、内温を80℃に保ち、重合開始剤として過硫酸カリウム0.1質量部を添加し、溶解後、メタクリル酸メチル0.45質量部、アクリル酸ブチル0.5質量部、メタクリル酸0.05質量部、及びラウリルメルカプタン0.01質量部の混合液を仕込み、1時間反応させた。次いで、反応終了後、予め、メタクリル酸メチル45質量部、アクリル酸ブチル50質量部、メタクリル酸5質量部、及びラウリルメルカプタン1質量部の混合液、並びに水20質量部に過硫酸カリウム1質量部を溶かした水溶液を、4時間かけて連続的に添加し、反応させた。添加終了後、さらに4時間の熟成を行い、このエマルションを常温まで冷却した。その後、カルシウム架橋剤32.9質量部を30分かけて滴下した。次いで、85℃で6時間加温して架橋反応を進行させた後、常温まで冷却し、固形分20%になるように水で調整し、樹脂溶液を調製した。なお、上記カルシウム架橋剤は、乳鉢でよくすりつぶした酸化カルシウム5質量部と、水95質量部とからなる分散液である。
【0091】
Bは、組成物No.2に用いられるTgが46℃の樹脂である。すなわち、Tgは30℃より高い。具体的には第一工業製薬株式会社製、水性ウレタン樹脂(固形分:30%)を適用した。
【0092】
樹脂A、Bの樹脂溶液における樹脂分のガラス転移温度は、上記のように各々5℃、46℃である。樹脂Aのガラス転移温度は、FOXの式より算出した値であり、架橋前の樹脂分のガラス転移温度である。また、樹脂Bのガラス転移温度は、当該製品パンフレットに掲載されていた値である。
【0093】
Cは、組成物No.1及びNo.2のいずれにも用いられるワックス成分である。具体的には、水75質量部、酸化ポリエチレン(軟化点:138℃、100℃での形態:固体)20質量部、ポリオキシエチレンアルキルエーテル5質量部、及び水酸化カリウム0.2質量部を高圧容器に加え、160℃で3時間撹拌後、常温まで冷却して、乳化されたワックス溶液(固形分:25質量%)を調製した。また、ワックス粒子の平均粒径は、0.05μmである。
【0094】
Dは、組成物No.1及びNo.2のいずれにも用いられる溶媒であり、具体的には水である。
【0095】
Eは、組成物No.1に用いられる溶媒である。具体的には、大日本インキ化学工業株式会社製のジエチレングリコールモノエチルエーテルを使用した。
【0096】
Fは組成物No.1のみに添加される微粒子で、酸化カルシウムである。具体的には、和光純薬工業株式会社製の酸化カルシウムをボールミルにより微粒子化したものを使用した。
【0097】
(ii)素管
素管は、ASTM UNS NO8026の、外径178.5mm×肉厚10.3mm×長さ5000mmの引抜加工用素管とした。素管の表面粗さは、ショット加工により表面粗さ(最大高さRy)を74μmに調整した。
【0098】
(iii)潤滑被膜の形成
潤滑被膜は、上記組成物を素管の内面および外面にブラシを用いて手で塗布した。その後、80℃で膜厚に応じて20分〜2時間で乾燥することにより、素管表面に樹脂層を形成した。具体的には潤滑膜の厚さが、1、5、60、100、850、1000(μm)である6種類の潤滑被膜についておこなった。ここで、膜厚の測定は膜厚計(MiniTest3100、エレクトロ・フィジック社)で行った。
【0099】
(iv)引抜き加工
引抜き加工は、5〜8m/分の引抜速度で行い、外径165.5mm×肉厚8.6mm×長さ6420mmの引抜き管を得た。この時の断面リダクション率(減面率)は22.1%であった。
【0100】
次に実施例1の結果を示す。表2に結果を示した。ここで、焼付きの有無は引抜き管の目視観察により行った。表2の中の「焼付きの有無」の欄にその結果を示したが、丸の数が試験した管の本数を表しており、さらに○の場合には焼付きの発生がなく、●の場合には焼付きの発生があったことを示している。
【0101】
【表2】
【0102】
表2から明らかなように、試験番号1−2〜1−6で示した本発明例の場合には、いずれの場合も焼付きが発生しておらず、他の比較例と比べて、本発明が焼付き防止の効果を有していることが顕著に現れている。
【0103】
(実施例2)
実施例2として、素管の材質及び表面粗さを変更した場合について試験を行った。表3に条件及び結果を示した。実施例2で形成された潤滑被膜は、実施例1でNo.1で示した組成物により形成されたものである。被膜形成は当該組成物を素管の内面および外面にブラシを用いて手で塗布し、80℃で膜厚に応じて20分〜1時間で乾燥することにより行った。また、表3における試験番号2−1〜2−3では、表面粗さの調整をショット加工によって行い、試験番号2−4及び2−5は、グラインダ−により調整した。各試験に用いられた素管の材質は表3に示した通りである。膜厚の測定は実施例1と同じく、膜厚計(MiniTest3100、エレクトロ・フィジック社)で行った。引抜き速度は5〜8m/分で行った。
【0104】
【表3】
【0105】
表3からもわかるように、本発明例である2−1及び2−3〜2−5についてはいずれも引抜き管に焼付きが発生せず、本発明の効果が顕著に現れている。一方、h/Ryが0.02より小さい(0.013である)、試験番号2−2については焼付きが発生した。
【0106】
以上、現時点において、最も実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う、冷間引抜き加工方法及び引抜き管製造方法も本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0107】
【図1】本発明の引抜き加工の1態様を説明するための模式図である。
【図2】本発明に適用される潤滑被膜の形成工程の1つの例を説明する流れを示す図である。
【図3】従来の化成処理による潤滑被膜の形成工程の1つの例を説明する流れを示す図である。
【符号の説明】
【0108】
1 ダイス
2 プラグ
3 被加工材(素管及び引抜き管)
4 潤滑被膜
【特許請求の範囲】
【請求項1】
潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、
前記潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、前記樹脂が、前記樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、
さらに前記潤滑被膜の厚さ(h)と、前記素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする冷間引抜き加工方法。
【請求項2】
素管表面に潤滑被膜を形成した後、該素管を引抜き加工して得られる引抜き管の製造方法であって、
前記潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、
前記樹脂が、前記樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、
さらに前記潤滑被膜の厚さ(h)と、前記素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする引抜き管の製造方法。
【請求項1】
潤滑被膜が表面に形成された素管の冷間引抜き加工方法であって、
前記潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、前記樹脂が、前記樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、
さらに前記潤滑被膜の厚さ(h)と、前記素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする冷間引抜き加工方法。
【請求項2】
素管表面に潤滑被膜を形成した後、該素管を引抜き加工して得られる引抜き管の製造方法であって、
前記潤滑被膜が、樹脂と、該樹脂中に分散されたワックス粒子とを含む樹脂層を有し、
前記樹脂が、前記樹脂層を100質量%とした場合に、25〜99質量%含有されるとともに、ガラス転移温度が30℃以下で、かつ典型金属元素及び遷移金属元素のうちの少なくとも1種の金属元素を含む化合物及び/又はそのイオンにより架橋された樹脂であり、
さらに前記潤滑被膜の厚さ(h)と、前記素管の最大高さで表される表面粗さ(Ry)との比(h/Ry)が、0.02〜50であることを特徴とする引抜き管の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2007−268580(P2007−268580A)
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願番号】特願2006−99030(P2006−99030)
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【Fターム(参考)】
【公開日】平成19年10月18日(2007.10.18)
【国際特許分類】
【出願日】平成18年3月31日(2006.3.31)
【出願人】(000002118)住友金属工業株式会社 (2,544)
【出願人】(000115083)ユシロ化学工業株式会社 (69)
【Fターム(参考)】
[ Back to top ]