
処理システムのための適応可能な処理部材ならびにその製造方法
本発明においては、処理システム内において使用し得るよう、様々な構成を有した適応可能な処理部材(50,150〜156)を提供する。処理部材は、主要部材(182,200,202,230)と、少なくとも1つの着脱可能部材(184,208,232)と、を備えている。着脱可能部材は、ある構成においては、取り付けたままで保持することができ、他の構成においては、取り外すことができる。着脱可能部材は、右側に配置されたあるいは左側に配置されたパンチアウト(210,214,216)を有することができる。これにより、処理チャンバのガス供給ラインが右側に配置されていてもまた左側に配置されていても、適応することができる。加えて、着脱可能部材を保持したままとしたりまたは取り外したりすることにより、様々なサイズの処理チャンバに対して適応することができる。このような処理部材の製造方法も、また、提供される。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、共に2003年6月4日付けで出願された米国特許出願第10/454,381号明細書および米国特許出願第10/454,747号明細書の継続出願である。これら文献の記載内容は、参考のため、ここに組み込まれる。
【0002】
本出願は、“Method of Fabricating a Shield”と題する現在係属中の米国特許出願第10/454,798号明細書に関連するものである。
【0003】
本発明は、例えば半導体ウェハ処理装置といったような真空処理装置のための処理部材に関するものであり、特に、処理中に成膜物からそのような装置の処理チャンバの内表面を保護する保護チャンバシールドといったような処理部材に関するものである。本発明は、より詳細には、処理時のフィルム付着を改良し得るよう、そのような処理部材の表面処理に関するものである。
【背景技術】
【0004】
半導体産業における集積回路(IC)の製造に際しては、典型的には、プラズマを使用する。プラズマの使用により、プラズマリアクター内において、基板上における材料成膜または材料除去を行うのに必要な表面化学特性を形成したり補助したりすることができる。例えば、プラズマを使用することにより、物理的気相蒸着(PVD)を行うことができるすなわちターゲットからの材料をスパッタリングしてこのスパッタリングした原子を基板上に成膜することができる、あるいは、化学的気相蒸着(CVD)を行うことができるすなわち基板上への成膜に適した化学成分を形成することができる、あるいは、乾式プラズマエッチングを行うことができるすなわち基板の表面から特定の材料を除去するのに適した化学成分を形成することができる。
【0005】
一般に、例えば上述したプロセスといったようなプラズマ処理時には、PVDシステムにおける過度のスパッタ原子や、CVDシステムにおける過度の成膜物質や、エッチングシステムにおける過度のエッチング化学物質および/またはエッチング残留物は、プロセスシステム表面上に成膜体を形成することができ、プロセスを行うごとに蓄積していく。したがって、そのようなシステムは、一般に、保護部材あるいはライナーを備えている。保護部材あるいはライナーは、より高価な処理部材からなる直下の表面を保護するものであり、成膜物のないクリーンな改装された新しい保護部材へと、定期的に取り替えることができる。典型的には、保護部材の取替頻度は、プロセスのタイプや、保護部材の露出表面上に蓄積した材料またはフィルムの性質によって、管理される。したがって、保護部材を低コストの部材とすることは、重要である。また、過度の材料付着を促進しているような処理環境に接している表面を提供することも重要であり、場合によっては、例えば表面からの粒子剥離といったようなその後のプロセスにおける汚染を低減する表面を提供することも重要である。これにより、保護部材の取替間隔を長くすることができる。
【0006】
さらに、処理システムの寿命の中で、処理システム構成(つまり、処理チャンバのサイズの変化や、ポンピングシステムの変化、など)の進化に遭遇することも、珍しいことではない。典型的には、製造用装置として処理システムが連続的に進化していることにより、特定の構成に応じた様々な保護部材を在庫として保有しておく必要が生じている。したがって、多様な構成をとり得る処理システムにおける使用のために十分な融通性を有した低コストの交換可能な保護部材を提供することも、また、重要である。
【特許文献1】米国特許出願第10/454,381号明細書
【特許文献2】米国特許出願第10/454,747号明細書
【特許文献3】米国特許出願第10/454,798号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明の目的は、半導体ウェハ処理に際して使用される真空処理チャンバの内表面を保護するために使用し得るような低コスト部材を提供することであり、また、そのような部材の製造方法を提供することである。本発明の格別の目的は、処理中に処理チャンバの表面に対して成膜が起こらないようにおよび装置の様々な構成部材に対して成膜が起こらないようにそれら表面および構成部材を保護し得るようなチャンバシールドを提供することであり、また、そのようなチャンバシールドの製造方法を提供することである。
【0008】
本発明のより格別の目的は、そのような部材に対して、例えばそのような部材上に蓄積した成膜体の剥離を防止するといったような手法によって、チャンバ内で実施される処理や被処理基板を汚染してしまうような粒子の生成に対して耐性を有している表面特性を付与することである。
【0009】
本発明の他の目的は、多様な装置構成や応用に適応し得るような部材を提供することであり、これにより、各々の装置構成や各応用のために様々なサイズや様々な形状の部材を製造する必要性を排除し得るとともに在庫の必要性も排除することができる。
【0010】
本発明は、処理システムにおいて使用するための適応可能な処理部材を提供するものであり、また、その製造方法を提供するものである。
【0011】
特に、本発明のある種の実施形態においては、互いに異なる2つ以上の配置または構成を有した処理システム内において使用し得るよう、とりわけチャンバシールドやチャンバシールドアセンブリとして具現化されるような、処理部材を提供する。そのような処理部材は、主要部材と;この主要部材に対して連結された着脱可能部材と;を具備し、処理部材は、着脱可能部材を主要部材に対して保持したままとした状態で、処理システムの第1構成において使用され、また、着脱可能部材を取り外した状態で、処理システムの第2構成において使用される。図示された実施態様においては、着脱可能とされた構成部材を備えており、これにより、様々な構成とされる装置に対しての適応性をもたらしている。
【0012】
加えて、本発明のある種の実施形態においては、処理システム内において使用するためのプロセスキットが提供される。このプロセスキットは、処理システムに対して効果的なものであって、チャンバ上部およびチャンバ下部を有した処理チャンバと、この処理チャンバに対して連結されたターゲットアセンブリと、処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、ポンピングシステムと、処理チャンバに対してポンピングシステムを接続するためのポンピングダクトと、を備えている。プロセスキットは、図示の実施態様においては、処理チャンバのチャンバ上部に対して連結されたドアシールドとされ、このドアシールドは、着脱可能なリングを備えている。着脱可能リングは、ターゲットアセンブリの第1構成においては、保持されたままとされ、ターゲットアセンブリの第2構成においては、取り外される。同様に、ポッドシールドが提供される。このポッドシールドは、処理チャンバのチャンバ下部に対して連結することができ、ポッドシールドの右側に対して連結された第1着脱可能ガス注入パンチアウトと、ポッドシールドの左側に対して連結された第2着脱可能ガス注入パンチアウトと、を備えている。右側からガス導入を行うタイプの処理システムの場合には、第1着脱可能ガス注入パンチアウトが取り外され、左側からガス導入を行うタイプの処理システムの場合には、第2着脱可能ガス注入パンチアウトが取り外される。これに代えて、装置にガス導入リングが存在しない場合には、いずれのパンチアウトも、取り外されない。同様に、ポンピングダクトシールドが、ポンピングダクトに対して連結され、着脱可能なシールド延長物を備えている。着脱可能なシールド延長物は、ポンピングダクトが第1サイズである場合には、取り付けられたままとされ、ポンピングダクトが第2サイズである場合には、取り外される。
【0013】
加えて、処理システム内において使用するための処理部材を製造するための方法が提供される。この方法においては、型押し形成された切欠を有したものとしてあるいはレーザー切断で形成された切欠を有したものとしてあるいは他のタイプの脆弱化部材を有したものとして、シート状金属シールドを成形することによって、上述した処理部材を形成する。ここで、そのような切欠や脆弱化部材は、主要部材からの着脱可能部材の取外しを容易なものとするように作用する。
【0014】
加えて、上述したように2つ以上の構成を有した処理システム内における処理部材の使用方法が提供される。この方法においては、上述したようにして処理部材を製造し、処理システムのいくつかの構成においては、着脱可能部材を保持したままとし、処理システムの他の構成においては、着脱可能部材を取り外す。この方法においては、処理部材が処理システムの第1構成で使用されるか、あるいは、処理部材が処理システムの第2構成で使用されるか、を決定し;処理システムが第1構成である場合には、着脱可能部材を保持したままで処理部材を使用し;処理システムが第2構成である場合には、着脱可能部材を取り外した状態で処理部材を使用する。
【0015】
加えて、処理システム内において使用するための処理部材でありかつ処理時に処理システム内における処理に曝される1つまたは複数の露出表面を具備した処理部材を製造するための方法であって、処理時における露出表面上への材料付着性を増大させ得るよう、露出表面をベルトサンディング処理するような方法が提供される。
【0016】
加えて、処理システム内において基板を処理するための方法であって、処理システム内における処理から処理システムを保護し得るよう、処理システム内に1つまたは複数の処理部材を準備し、これにより、コンタミネーションからプロセスおよび基板を保護し得るような、方法が提供される。好ましい実施形態においては、1つまたは複数の処理部材は、処理に対して曝される少なくとも1つの露出表面を備えたものとされ、さらに、露出表面に対してベルトサンディング処理が適用される。この方法においては、ベルトサンディング処理を受けた処理部材が内部に装着された処理システム内に基板を配置し、基板に対して処理を施す。
【0017】
処理システム内において使用される処理部材は、処理システム内において処理時における処理に対して曝される1つまたは複数の露出表面を備えたものとされ、露出表面は、ベルトサンディング処理を受けたものとされる。ここで説明する実施形態においては、処理部材は、シールドとされ、とりわけ半導体処理に関する成膜装置やエッチング装置といったようなウェハ処理装置の内表面を保護する。
【0018】
特に、チャンバシールド部材を製造するための方法に関する実施態様が提供される。そのような方法においては、好ましくは、例えば延伸された金属といったようなシート状金属から、シールドが形成される。本発明においては、シート状金属から形成されたシールドを、粗面化することができる。シールドは、1枚のシート状材料を延伸することによって、リング状のものとすることができ、リップ領域とフランジ領域とを有することができる。
【発明を実施するための最良の形態】
【0019】
本発明の上記のおよび他の目的や利点は、添付図面を参照しつつ、以下の詳細な説明を読むことにより、明瞭となるであろう。
【0020】
図1は、本発明の一実施形態による処理システムを概略的に示す図である。
【0021】
図2Aは、本発明の他の実施形態による処理システムを概略的に示す側面図である。
【0022】
図2Bは、図2Aの処理システムを概略的に示す平面図である。
【0023】
図3Aは、図2Aおよび図2Bの処理システムにおけるチャンバ頂部に対して連結されるプロセスキットを示す分解斜視図である。
【0024】
図3Bは、図2Aおよび図2Bの処理システムにおけるチャンバ底部に対して連結されるプロセスキットを示す分解斜視図である。
【0025】
図4Aは、本発明の一実施形態によるドアシールドを示す平面図である。
【0026】
図4Bは、本発明の一実施形態によるドアシールドを示す側面図である。
【0027】
図4Cは、図4Aのドアシールドの一部を拡大して示す平面図である。
【0028】
図4Dは、図4Aのドアシールドの他の部分を拡大して示す平面図である。
【0029】
図4Eは、図4Aのドアシールドの他の部分を拡大して示す平面図である。
【0030】
図5Aは、本発明の一実施形態によるポッドシールドを示す平面図である。
【0031】
図5Bは、本発明の一実施形態によるポッドシールドを示す側面図である。
【0032】
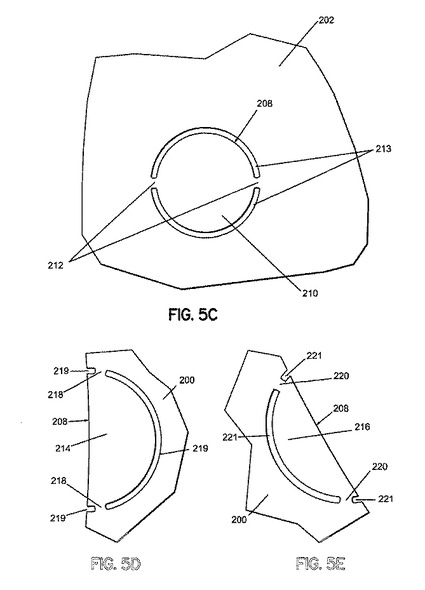
図5Cは、図5Aのポッドシールドの一部を拡大して示す平面図である。
【0033】
図5Dは、図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【0034】
図5Eは、図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【0035】
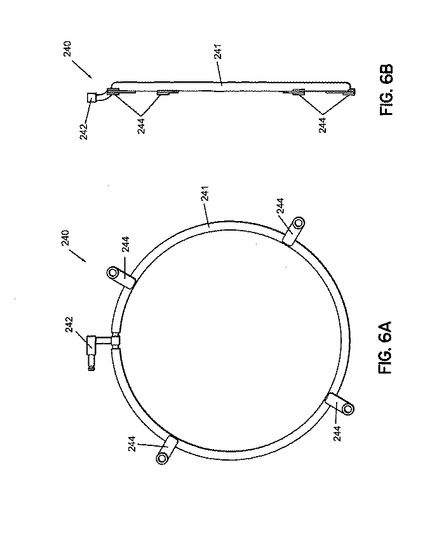
図6Aは、本発明の一実施形態による左側ガス注入リングを示す平面図である。
【0036】
図6Bは、本発明の一実施形態による左側ガス注入リングを示す側面図である。
【0037】
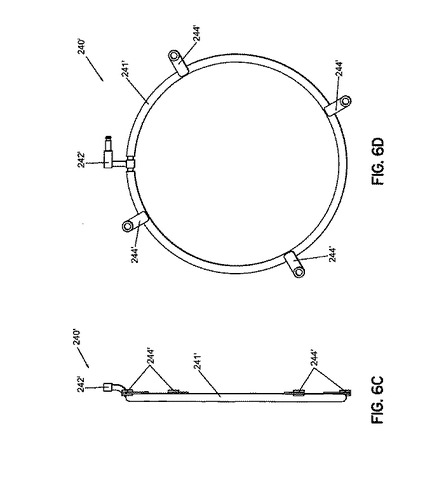
図6Cは、本発明の一実施形態による右側ガス注入リングを示す側面図である。
【0038】
図6Dは、本発明の一実施形態による右側ガス注入リングを示す側面図である。
【0039】
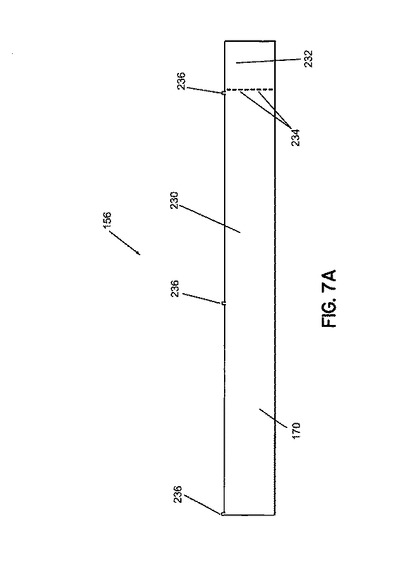
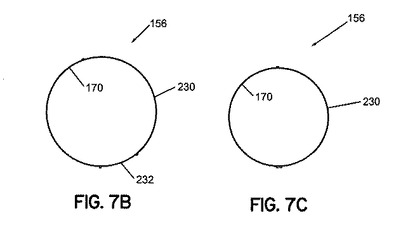
図7Aは、本発明の一実施形態によるポンピングダクトシールドを示す側面図である。
【0040】
図7Bは、本発明の一実施形態によるポンピングダクトシールドを示す平面図である。
【0041】
図7Cは、本発明の他の実施形態によるポンピングダクトシールドを示す平面図である。
【0042】
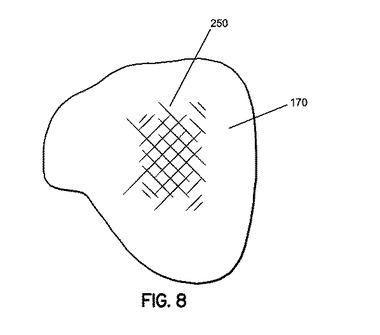
図8は、本発明の一実施形態による処理部材上における表面処理パターンを示す図である。
【0043】
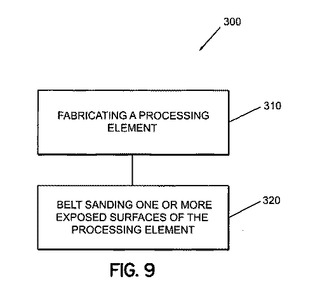
図9は、本発明の一実施形態による処理部材の製造方法を示す図である。
【0044】
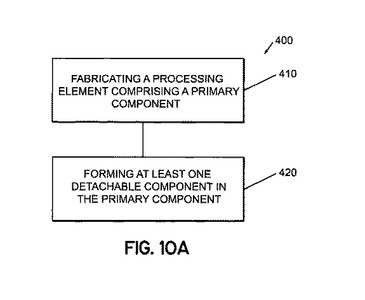
図10Aは、本発明の他の実施形態による処理部材の製造方法を示す図である。
【0045】
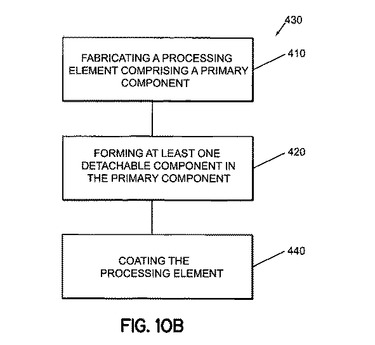
図10Bは、本発明の他の実施形態による処理部材の製造方法を示す図である。
【0046】
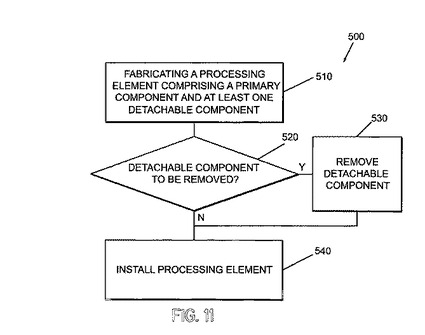
図11は、本発明の他の実施形態による処理システム内への処理部材の設置方法を示す図である。
【0047】
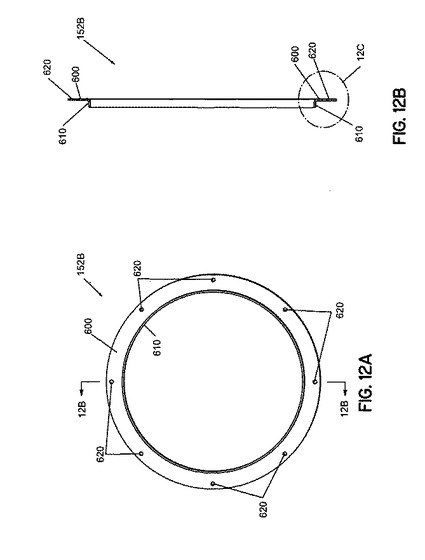
図12Aは、本発明の一実施形態によるダークスペースシールドを示す平面図である。
【0048】
図12Bは、図12Aのダークスペースシールドを示す断面図である。
【0049】
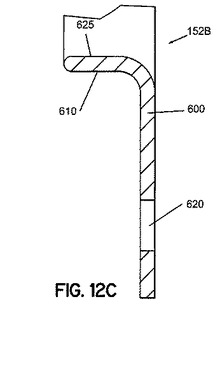
図12Cは、図12Bのダークスペースシールドの一部を拡大して示す断面図である。
【0050】
図13Aは、本発明の他の実施形態によるダークスペースシールドを示す平面図である。
【0051】
図13Bは、図13Aのダークスペースシールドを示す断面図である。
【0052】
図13Cは、図13Bのダークスペースシールドの一部を拡大して示す断面図である。
【0053】
図14Aは、本発明の一実施形態によるリングシールドを示す平面図である。
【0054】
図14Bは、図14Aのリングシールドを示す断面図である。
【0055】
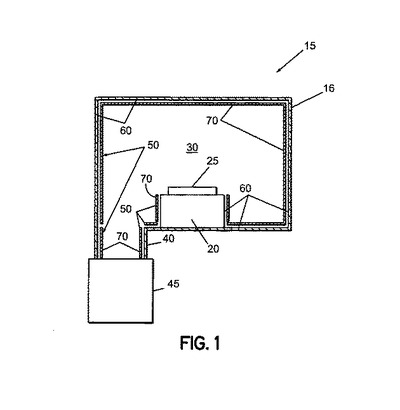
本発明の一実施形態においては、処理システム15は、図1に示すように、処理チャンバ16と、基板25を支持するための基板ホルダ20と、ポンピングダクト40と、を備えている。ポンピングダクト40は、ポンピングシステム45に対して接続されており、処理チャンバ16内の処理領域30の圧力を変更することができる。例えば、処理チャンバ16は、被処理基板25を、高圧状況や、雰囲気圧力状況や、あるいは、減圧(真空)状況、に維持することができる。さらに、例えば、処理チャンバ16は、基板25に隣接した処理領域30に、処理用プラズマを形成することができる。処理システム15は、様々な基板(すなわち、100mm基板、200mm基板、300mm基板、あるいは、より大きな基板)を処理し得るように構成することができる。
【0056】
望ましくは、処理システム15は、例えば物理的気相蒸着(PVD)システムといったような成膜システムとされる。他の実施態様においては、処理システム15は、化学的気相蒸着(CVD)システムとされる。さらに他の実施態様においては、処理システム15は、プラズマによって増強された化学的気相蒸着(PECVD)システムとされる。これに代えて、処理システム15は、エッチングシステムとすることができる。
【0057】
図1を再び参照すれば、処理システム15は、さらに、1つまたは複数の処理部材50を備えている。処理部材50は、処理チャンバ16に対して連結されているとともに、処理チャンバ16の1つまたは複数の価値のある表面60を保護し得るものとされている。加えて、1つまたは複数の処理部材50は、1つまたは複数の露出表面70を有している。露出表面70は、処理領域30内において、処理環境に対して曝されているあるいは接触している。1つまたは複数の処理部材50は、例えば、全体的にまたは部分ごとに定期的に交換し得るプロセスキットを構成することができる。1つまたは複数の処理部材50は、例えばアルミニウムやステンレススチールなどのような金属やあるいはセラミクス(例えば、アルミナ、石英、シリコンカーバイド、など)のような非金属といったような多様な材料から形成することができる。その後、1つまたは複数の処理部材50上の1つまたは複数の露出表面70は、処理時における材料付着を改良し得るよう、表面粗さを増大させるための処理を受ける。一実施形態においては、1つまたは複数の露出表面70は、例えばRa=6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さを有するように、ベルトサンダーを使用して粗面化される。ベルトサンディングは、シート材料を引き伸ばす前に、実行することができる。これにより、例えば、少なくとも2つの方向に交差パターンでもって複数のグルーブを形成することにより、シールドを形成することができる。
【0058】
付着を改良し得るよう粗面化のためのベルトサンディングの使用は、例えばグリットブラストなどといったような従来的に使用されていた技術と比較して、製造コストの著しい減少(50%を超える減少)をもたらした。例えば、組立に先立って、シート状金属は、第1通過としてベルトサンダーを通して引っ張ることができ、次に、90°だけ回転させて、第2通過としてベルトサンダーを通して引っ張ることができる。こうすることにより、クロスハッチパターンを形成することができる。ベルトサンダーは、例えば、36グリットの(シリコンカーバイド製の)研磨材表面を有することができる。これに代えて、ベルトサンダーは、例えば、40グリットや50〜60グリットやあるいは80〜100グリットの研磨材表面を有することができる。シート状金属から処理部材50を形成することは、ベルトサンディングの使用を可能とする。そのため、シート状金属を、シールドとして要求された形状に成形する前に、シート状金属を平坦化する際にベルトサンディングプロセスを適用することができる。従来技術による機械加工されたシールドの場合には、より高価な粗面化プロセスを使用しなければならなかった。
【0059】
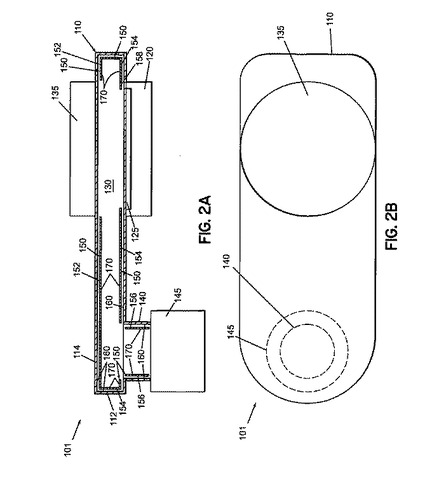
本発明の他の実施形態においては、図2Aの側面図および図2Bの平面図によって示すように、物理気相蒸着(PVD)処理システム101は、処理チャンバ110と、基板125を支持するための基板ホルダ120と、スパッタリングターゲットアセンブリ135と、ポンピングダクト140と、を備えている。ポンピングダクト140は、ポンピングシステム145に対して接続されており、処理チャンバ110内の処理領域130の圧力を変更することができる。例えば、処理チャンバ110は、被処理基板125を、減圧(真空)状況に維持することができる。さらに、処理チャンバ110は、基板125およびスパッタリングターゲットアセンブリ135に隣接した処理領域130に、処理用プラズマを形成することができる。処理用プラズマは、希ガス(例えば、アルゴン)といったような化学的に不活性な種から形成することができる。そのようなガスは、スパッタリングターゲットと相互作用し得るものとされ、スパッタリングターゲットに対しての物理的なイオン衝撃によって、基板125上へと成膜するためのスパッタリング粒子を、処理領域130に形成することができる。例えば、スパッタリングターゲットアセンブリは、銅ターゲットとすることができるとともに、電気的なバイアス(直流(DC)や、交流(AC)や、RF)を印加することができる。スパッタリングターゲットアセンブリ135は、さらに磁石を有することができる、あるいは、有さないことができる。
【0060】
さらに図2Aおよび図2Bを参照すれば、処理システム101は、さらに、1つまたは複数の処理部材150を備えている。処理部材150は、処理チャンバ110に対して連結されているとともに、処理チャンバ110の1つまたは複数の価値のある表面160を保護し得るものとされている。加えて、1つまたは複数の処理部材150は、1つまたは複数の露出表面170を有している。露出表面170は、処理領域130内において、処理環境に対して曝されているあるいは接触している。1つまたは複数の処理部材150は、例えば、全体的にまたは部分ごとに定期的に交換し得るプロセスキットを構成することができる。
【0061】
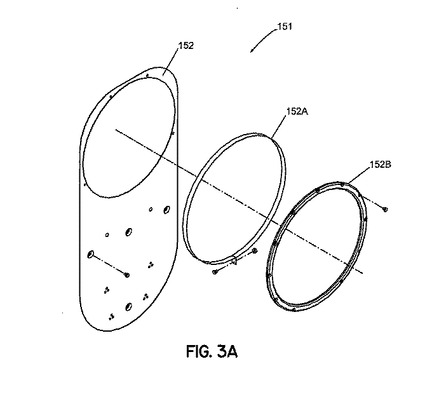
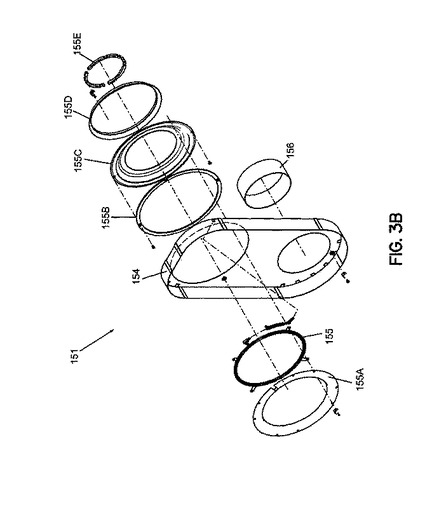
例えば、処理チャンバ110は、チャンバ下部112(あるいは、ポッド)と、チャンバ上部114(あるいは、ポッドドア)と、を備えることができる。チャンバ上部114は、例えばヒンジ(図示せず)を使用する等の手法によって、チャンバ下部112に対して連結することができる。したがって、チャンバ上部114は、チャンバドアとして機能することができ、これにより、処理チャンバ110を開いてその内部にアクセスすることができる。図3Aおよび図3Bは、米国特許第4,915,564号明細書に開示されたタイプの処理装置用に構成されたタイプのチャンバシールドアセンブリの形態とされたような処理部材を図示している。従来技術およびこの装置に関しての他のシールドは、2003年1月23日付けで出願された米国特許出願第10/349,661号明細書に詳細に記載されている。この文献の記載内容は、参考のため、その全体がここに組み込まれる。図3Aに示すように、プロセスキット151は、チャンバ上部114に対して連結された処理部材を備えることができる。この場合、プロセスキット151は、ドアシールド152と、アダプタシールド152Aと、ダークスペースシールド152Bと、を備えている。ダークスペースシールド152Aおよびアダプタシールド152Bは、ポッドドア内にカソードアセンブリを支持するスパッタリングカソードアダプタに適合するようにして構成されている。そのようなアダプタおよびシールドの構成は、米国特許出願第10/438,304号明細書に詳細に記載されている。この文献の記載内容は、参考のため、その全体がここに組み込まれる。さらに、図3Bに示すように、プロセスキット151は、チャンバ下部112に対して連結された処理部材を備えることができる。この場合、プロセスキット151は、ポッドシールド154と、付加的ガスの注入リング155と、ガスリングシールド155Aと、リングシールド155Bと、基板ホルダシールド155Cと、プレナムシールド155Dと、(付加的な)ヒーターシールド155Eと、ポンピングダクトシールド156と、を備えている。上述した処理部材の各々は、取替可能なものであって、処理チャンバ110の価値ある表面160を保護するように機能する。
【0062】
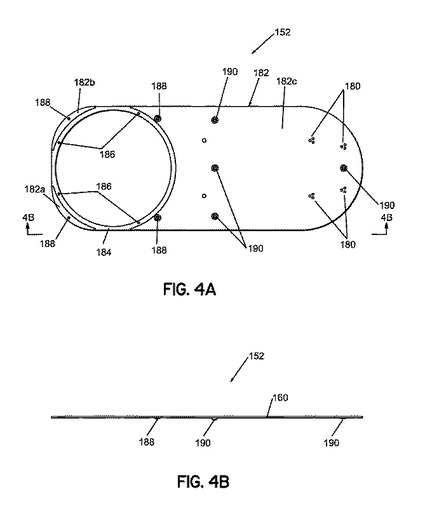
図4Aおよび図4Bは、チャンバ上部114に対して連結されるドアシールド152に関しての、それぞれ平面図および側面図を示している。ドアシールド152は、1つまたは複数のアクセス特徴物を備えることができる。これにより、処理チャンバ110の処理領域130内へと例えば圧力検出デバイスといったような測定機器に対してアクセスすることができる。例えば、各アクセス特徴物は、一群をなす3つの貫通穴を有しすることができる。その場合、測定デバイスは、一群の貫通穴の背後の中心位置に配置することができ、したがって、測定デバイス上へのプロセス材料の過度の成膜を防止することができる。
【0063】
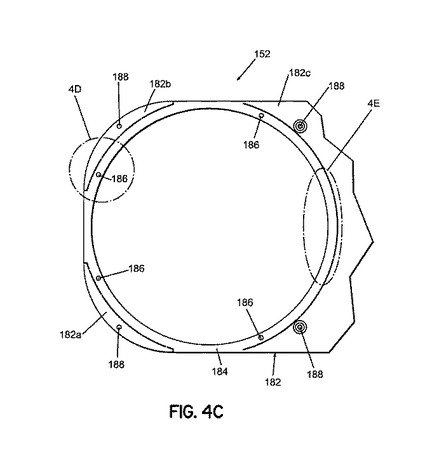
さらに、ドアシールド152は、ターゲットアセンブリ135内に収容される様々なサイズのターゲットを受領し得るように、構成することができる。図4Aに示すように、ドアシールド152は、第1ターゲットのサイズに適した主要部材182と、第2ターゲットのサイズに適した着脱可能部材184と、を備えている。主要部材182は、着脱可能部材184と同じ金属シートから形成されている。主要部材182は、着脱可能部材184が取り外された場合、複数の個別部材182a,182b,182cを有している。しかしながら、個別部材182a,182b,182cは、チャンバ内に設置された際には、それらの空間的位置関係を保持する。それは、各個別部材が、チャンバ構造に対して個別的に固定されるからである。着脱可能部材184を取り外した状態で、主要部材182(ここでは、3つの部材182a,182b,182cを総称している)を、チャンバ上部114に対して連結することができる。これにより、304.8mm(12インチ)直径のターゲットを受領することができる。また、着脱可能部材184を取り付けた状態で、着脱可能部材184が付設された主要部材182を、チャンバ上部に対して連結することができる。これにより、254mm(10インチ)直径のターゲットを受領することができる。ドアシールド152は、さらに、チャンバ上部114に対してドアシールド152を連結するに際して第1ターゲットサイズ用に使用される第1組をなす取付特徴物186と、チャンバ上部114に対してドアシールド152を連結するに際して第2ターゲットサイズ用に使用される第2組をなす取付特徴物188と、チャンバ上部114に対してドアシールド152を連結するに際してすべてのターゲットサイズ共通して使用される第3組をなす取付特徴物190と、を備えている。各取付特徴物186,188,190は、例えば、ボルトといったような固定部材の装着を可能とする。これにより、ネジ山付き特徴物内へと固定部材を受領することによって、処理チャンバ110に対してドアシールド152を固定することができる。
【0064】
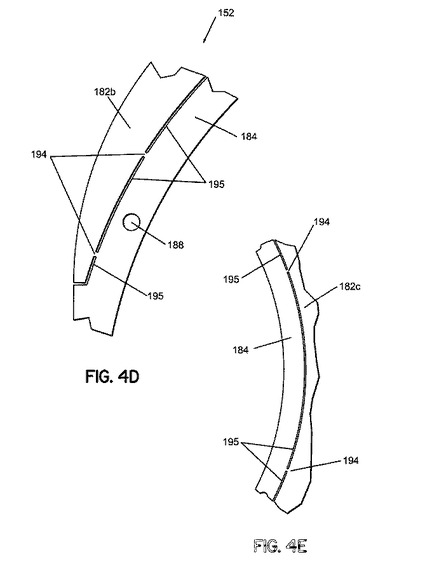
図4Cは、着脱可能部材184が付設された状態のドアシールド152の一部を拡大して示す図であり、また、図4Dおよび図4Eは、着脱可能部材184と主要部材182との間の連結部分の一部を拡大して示す図である。図4Dおよび図4Eに示すように、1つまたは複数の取付特徴物194を残しつつ、狭い切欠195を、ドアシールド152内に形成することができる。これにより、主要部材182と、着脱可能リングを有した着脱可能部材184と、分離させることができる。狭い切欠195は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物194のサイズが小さいことにより、主要部材182からの着脱可能部材184の取外しを単純な態様で行うことができる(例えば、2つの部材を手動で撓ませてパキッと折ることによって、行うことができる)。したがって、単一の処理部材を形成したにしても、様々なサイズのターゲットに応じて使用し得るという融通性を提供することができる。
【0065】
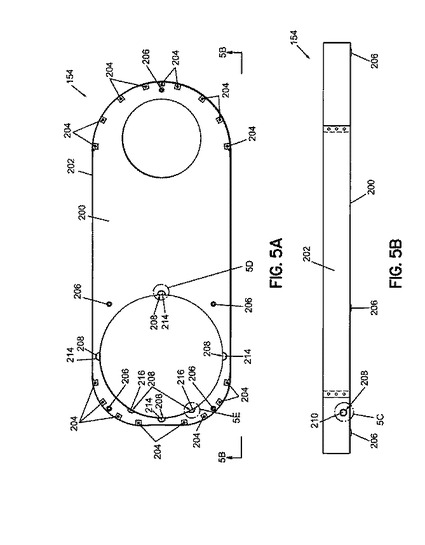
図5Aおよび図5Bは、チャンバ下部112に対して連結されるポッドシールド154を示す側面図および平面図である。ポッドシールド154は、例えば、床部分200と壁部分202とから形成することができる。この場合、床部分200は、複数の取付部材204を使用して、壁部分202に対して連結されている。例えば、取付部材204は、壁部分202に対して床部分200を溶接するためのタブとすることができる。さらに、ポッドシールド154は、処理チャンバ110のチャンバ下部112に対してポッドシールド154を連結するための複数の取付特徴物206を有している。各取付特徴物206は、例えば、ボルトといったような固定部材の装着を可能とする。これにより、ネジ山付き特徴物内へと固定部材を受領することによって、処理チャンバ110に対してポッドシールド154を固定することができる。
【0066】
さらに図5Aおよび図5Bを参照すれば、ポッドシールド154は、さらに、1つまたは複数の着脱可能部材208を備えている。着脱可能部材208は、床部分200と壁部分202とを有してなる主要部材に対して連結されている。例えば、1つまたは複数の着脱可能部材208は、ポッドシールド154の両サイドに配置された着脱可能なガス注入パンチアウト210を有することができる。着脱可能なガス注入パンチアウトは、処理チャンバ110の処理領域130内へと右側からプロセスガスを導入する右側システムにおいても、また、処理チャンバ110の処理領域130内へと左側からプロセスガスを導入する左側システムにおいても、ポッドシールド154の使用を可能とする。図5Cに示すように、狭い切欠213を、1つまたは複数の取付特徴物212を残しつつ、第2処理部材154の壁部分202内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なガス注入パンチアウト210と、を分離することができる。狭い切欠213は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物212のサイズが小さいことにより、主要部材からの着脱可能なガス注入パンチアウト210の脱離を単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、必要であれば、様々な処理チャンバの向きすなわちガス導入の様々な向きに応じて使用し得るという融通性を提供することができる。
【0067】
加えて、例えば、1つまたは複数の着脱可能部材208は、着脱可能なクリアランスパンチアウト214と、着脱可能なガス注入ラインクリアランスパンチアウト216と、を有することができる。これにより、図6Aおよび図6B(左側からのガス注入リング、それぞれ平面図および側面図)に示すようにしてまた図6Cおよび図6D(右側からのガス注入リング、それぞれ平面図および側面図)に示すようにして、付加的なガス注入リング240に適応することができる。例えば、付加的なガス注入リング240(240’)は、供給リング241(241’)と、ガス導入ポート242(242’)と、複数の取付構造244(244’)と、を有している。図5Dに示すように、1つまたは複数の取付特徴物218を残しつつ、狭い切欠219を、ポッドシールド154の床部分200内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なクリアランスパンチアウト214と、を分離することができる。着脱可能なクリアランスパンチアウト214は、取り外された後には、複数の取付構造244のためのクリアランスを提供する。複数の取付構造244を使用することにより、基板ホルダシールド155Cに対してガス注入リング240,240’を固定することができる。さらに、図5Eに示すように、1つまたは複数の取付特徴物220を残しつつ、狭い切欠221を、ポッドシールド154の床部分200内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なガス注入ラインクリアランスパンチアウト216と、を分離することができる。着脱可能なガス注入クリアランスパンチアウト216は、取り外された後には、フレキシブルなガスライン(図示せず)のためのクリアランスを提供することができる。これにより、ガス供給源と、ガス注入リング240,240’のガス導入ポート242,242’と、を接続することができる。狭い切欠219,221は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜
160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物218,220のサイズが小さいことにより、主要部材182からの、着脱可能なクリアランスパンチアウト214の取外しをおよび着脱可能なガス注入ラインクリアランスパンチアウト216の取外しを、単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、ガス注入リングの様々な向きに応じて使用し得るという融通性を提供することができる。
【0068】
図7Aは、処理システム110のポンピングダクト140に対して連結されるポンピングダクトシールド156の側面図を示している。ポンピングダクトシールド156は、主要部材230と、この主要部材230に対して連結された着脱可能部材232と、を備えている。例えば、ポンピングダクトシールド156は、図7Aに示すように、互いに異なるサイズとされた2つのポンピングダクト(すなわち、直径が互いに異なるものとされた2つのポンピングダクト)に適応することができる。図7Bは、第1サイズとされたポンピングダクトのための構成を示している。この場合には、着脱可能部材232は、取り外されていない。図7Cは、第2サイズとされたポンピングダクトのための構成を示している。この場合には、着脱可能部材232が、取り外されている。加えて、ポンピングダクトシールド156は、付加的に、1つまたは複数のタブ236を備えることができる。ポンピングダクトシールド156がポンピングダクト140内に装着された後には、各タブは、径方向外向きに容易に折り曲げることができ、これにより、ポンピングダクトシールド156を、ポンピングダクト140内に保持することができる。図7Aに示すように、1つまたは複数の取付特徴物234を残しつつ、狭い切欠を、ポンピングダクトシールド156内に形成することができる。これにより、主要部材230と、着脱可能なシールド延長物を有してなる着脱可能部材232と、を分離することができる。狭い切欠219,221は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物234のサイズが小さいことにより、主要部材からの着脱可能部材の取外しを単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、様々なサイズのポンピングダクトに応じて使用し得るという融通性を提供することができる。
【0069】
1つまたは複数の処理部材152,154,156は、アルミニウムなどといったような金属も含めた様々な材料から形成することができる。上述したように、例えば処理部材152,154,156といったような1つまたは複数の処理部材150上の1つまたは複数の露出表面170は、表面粗さを増大させるように処理される。これにより、材料の付着性を改良することができる。一実施態様においては、1つまたは複数の露出表面170は、例えばRa=6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さを有するように、ベルトサンダーを使用して粗面化される。加えて、例えば、1つまたは複数の露出表面の粗面化処理は、図8に示すようなクロスハッチパターン250を形成するようにして、行うことができる。例えば、組立に先立って、シート状金属は、第1通過としてベルトサンダーを通して引っ張ることができ、次に、90°だけ回転させて、第2通過としてベルトサンダーを通して引っ張ることができる。こうすることにより、クロスハッチパターンを形成することができる。ベルトサンダーは、例えば、36グリットの(シリコンカーバイド製の)研磨材表面を有することができる。これに代えて、ベルトサンダーは、例えば、40グリットや50〜60グリットやあるいは80〜100グリットの研磨材表面を有することができる。
【0070】
図9は、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の製造方法を示している。フローチャート300は、ステップ310において開始され、このステップにおいては、処理部材を形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。処理部材は、シート状金属から、あるいは、延伸された金属から、形成される。例えば、処理部材の製造に際しては、さらに、機械加工、キャスティング、研磨、鍛造、および、研削、の中の少なくとも1つの処理を行うことができる。上述した各処理部材は、装置図面に規定された仕様に応じて、形成することができる。
【0071】
ステップ320においては、処理部材のうちの、処理時に処理環境に曝されることとなる1つまたは複数の表面(露出表面)は、ベルトサンディング技術を使用して、6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さRaへと、粗面化される。ベルトサンディング技術においては、例えば、処理部材の1つまたは複数の露出表面がクロスハッチパターンを有するようにして、粗面化を行うことができる。
【0072】
各処理部材の製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティングにおいては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0073】
図10Aは、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の製造方法を示している。フローチャート400は、ステップ410において開始され、このステップにおいては、主要部材を備えてなる処理部材を形成する。ステップ420においては、少なくとも1つの着脱可能部材を、主要部材の中に形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。処理部材は、シート状金属から、あるいは、延伸された金属から、形成される。例えば、処理部材の製造に際しては、さらに、機械加工、キャスティング、研磨、鍛造、および、研削、の中の少なくとも1つの処理を行うことができる。上述した各処理部材は、装置図面に規定された仕様に応じて、形成することができる。
【0074】
着脱可能部材は、1つまたは複数の取付特徴物を介して、主要部材に対して連結することができる。例えば、取付特徴物は、例えばレーザー切断システムを使用して形成したものといったような狭い切欠を形成することによって、形成することができる。そのような狭い切欠に沿って、主要部材と着脱可能部材とを分離することができる。各取付特徴物のの幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。着脱可能部材は、例えば、ドアシールドのような処理部材に対して連結することができる。これにより、様々なサイズのターゲットアセンブリに適応し得るようにして、ドアシールドを使用することができる。加えて、例えば、着脱可能部材は、パンチアウト(あるいは、ノックアウト)を備えることができ、例えばポッドシールドといったような処理部材に対して連結することができる。これにより、様々な向きを有したガス注入システムに適応し得るようにして(すなわち、右側からガス導入を行うシステムや、左側からガス導入を行うシステム、に適応し得るようにして)、ポッドシールドを使用することができる。加えて、例えば、着脱可能部材は、ポンピングダクトシールドに対して連結することができる。これにより、様々なサイズのポンピングダクトに適応し得るようにしてポンピングダクトシールドを使用することができる。
【0075】
図10Bは、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の他の製造方法を示している。フローチャート430は、ステップ410において開始され、このステップにおいては、主要部材を備えてなる処理部材を形成する。ステップ420においては、少なくとも1つの着脱可能部材を、主要部材の中に形成する。ステップ440においては、各処理部材の製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティング処理においては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0076】
図11は、図1、図2Aおよび図2Bを参照して説明したものといったような処理システム内における処理部材の使用方法を示している。フローチャート500は、ステップ510において開始され、このステップにおいては、主要部材と少なくとも1つの着脱可能部材とを備えてなる処理部材を形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。
【0077】
ステップ520においては、少なくとも1つの着脱可能部材のうちの1つまたは複数のものを取り外すべきかどうかを決定する。着脱可能部材を取り外すべきである場合には、ステップ530において、着脱可能部材を取り外して廃棄し、ステップ540において、処理部材を処理チャンバ内に装着する。取り外すべきでない場合には、着脱可能部材を取り外さない状態で、処理部材を処理チャンバ内に装着する。
【0078】
一例においては、処理部材は、ドアシールドとされる(図4A)。処理システムが254mm(10インチ)直径のスパッタリングターゲットを備えている場合には、図4A〜図4Eに示す着脱可能部材は、設置に先立って取り外す必要はない。しかしながら、処理システムが304.8mm(12インチ)直径のスパッタリングターゲットを備えている場合には、図4A〜図4Eに示す着脱可能部材は、設置に先立って取り外される。他の例においては、処理部材は、ポッドシールドとされる(図5A)。処理システムが、右側から導入する配置とされたガス注入システムを備えている場合には、ポッドシールドの右側に位置した着脱可能ガス注入パンチアウト(図5C)を、設置に先立って取り外す。そうではなく、処理システムが、左側から導入する配置とされたガス注入システムを備えている場合には、ポッドシールドの左側に位置した着脱可能ガス注入パンチアウトを、設置に先立って取り外す。加えて、付加的なガス注入リングが使用される場合、着脱可能なクリアランスパンチアウト(図5D)を、設置に先立って取り外す。さらに、処理システムが、右側から導入する配置とされたガス注入システムを備えている場合には、着脱可能なガス注入ラインクリアランスパンチアウト(図5E)を、設置に先立って取り外す。そうではなく、処理システムが、左側から導入する配置とされたガス注入システムを備えている場合には、着脱可能なガス注入クリアランスパンチアウトを、設置に先立って取り外す。さらに他の例においては、処理部材は、ポンピングダクトシールドとされる。ポンピングダクトシールドが、より小さな直径のポンピングダクトに対して装着される場合には、着脱可能部材を、設置に先立って取り外す。しかしながら、ポンピングダクトシールドが、より大きな直径のポンピングダクトに対して装着される場合には、着脱可能部材を、設置に先立って取り外す必要はない。
【0079】
さて、図12Aおよび図12Bは、ダークスペースシールド152Bの平面図および断面図を示している。ダークスペースシールド152Bは、ターゲットアセンブリに対して連結されるシールドアセンブリをなす部材とし得るとともに、ターゲットアセンブリ内に取り付けられたスパッタリングターゲットの周縁エッジを取り囲んで保護し得るように構成することができる。図3Aに示すように、シールドアセンブリは、例えば、さらに、アダプタシールド152Aを備えることができる。ダークスペースシールド152Bは、フランジ領域600と、このフランジ領域に対して連結されたリップ領域610と、を有している。図3Aに示すように、ダークスペースシールド152Bは、ダークスペースシールド152Bの固定穴620を通って延在する図示のような固定部材を使用することによってターゲットアセンブリに対して連結され、スパッタリングターゲット(図示せず)を囲み得るように構成される。ターゲットアセンブリ135に対して連結されたスパッタリングターゲットの周縁エッジを囲むことによって、クリアランススペースが、ダークスペースシールド152Bのリップ領域610の内表面625と、ターゲットの外側エッジと、の間に、形成される。このスペースは、例えば、1mm未満とされる。これにより、プラズマがこのスペース内に侵入することを防止できて、スパッタリングターゲットの周縁エッジの腐食を防止することができる。図12Cは、リップ領域610と内表面625とを拡大して示している。
【0080】
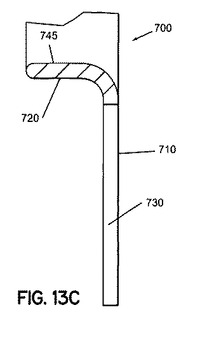
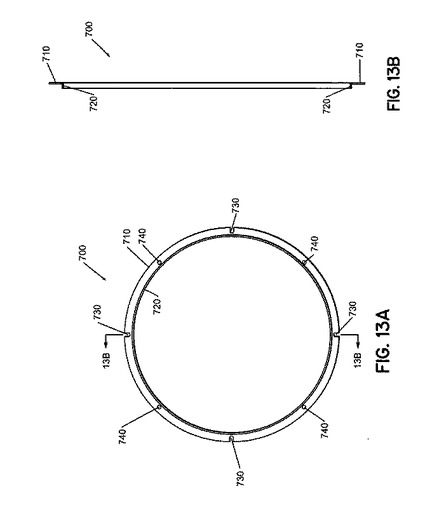
代替可能な実施態様に関し、図13Aおよび図13Bは、ダークスペースシールド700の平面図および断面図を示している。ダークスペースシールド700は、ターゲットアセンブリに対して連結されたシールドアセンブリをなす部材とし得るとともに、ターゲットアセンブリ内に取り付けられたスパッタリングターゲットの周縁エッジを取り囲んで保護し得るように構成することができる。これにより、従来技術における意味合いでのダークスペースシールドと、アダプタシールドと、の双方を組み合わせることができる。ダークスペースシールド700は、フランジ領域710と、リップ領域720と、フランジ領域710に対して連結されたアダプタ領域730と、を有している。アダプタ領域730は、個別のアダプタシールドとしての機能を果たす。ダークスペースシールド700は、ダークスペースシールド700の固定穴740を通って延在する図示のような固定部材を使用することによってターゲットアセンブリに対して連結され、スパッタリングターゲット(図示せず)を囲み得るように構成される。ターゲットアセンブリ135に対して連結されたスパッタリングターゲットの周縁エッジを囲むことによって、クリアランススペースが、ダークスペースシールド700のリップ領域720の内表面745と、ターゲットの外側エッジと、の間に、形成される。このスペースは、例えば、1mm未満とされる。これにより、プラズマがこのスペース内に侵入することを防止できて、スパッタリングターゲットの周縁エッジの腐食を防止することができる。図13Cは、リップ領域720と内表面745とを拡大して示している。
【0081】
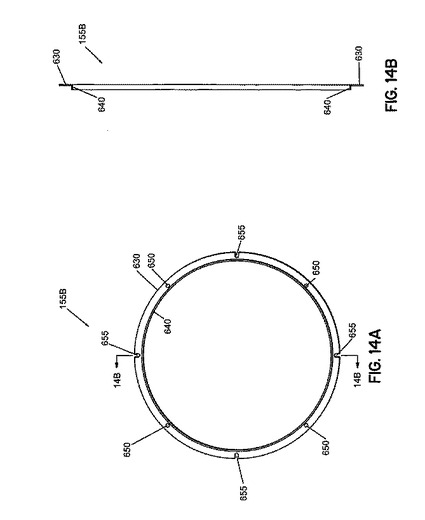
さて、図14Aおよび図14Bは、リングシールド155Bを示す平面図および断面図である。リングシールド155Bは、基板ホルダを保護するためのシールドアセンブリをなす部材とすることができる。リングシールド155Bは、フランジ領域630と、このフランジ領域に対して連結されたリップ領域640と、を有している。図3Bに示すように、リングシールド155Bは、固定穴650を通って延在する図示のような固定部材を使用することによって基板ホルダシールド155Cに対して連結され、ポッドシールド154と基板ホルダシールド155Cとを保護し得るように構成される。加えて、リングシールド155Bは、さらに、クリアランスノッチを有することができる。これにより、付加的なガス注入リング155に対しての連結を行うことができる。
【0082】
図12A〜図12C、図13A〜図13C、および、図14Aおよび図14Bに示すように、ダークスペースシールド152Bおよびリングシールド155Bは、延伸された金属から形成される。金属は、例えば、アルミニウムとすることができる。この製造プロセスにより、50%を超えるコスト削減をもたらすことができる。上述しダークスペースシールドやリングシールドは、200mm、300mm、あるいは、より大きな直径のシステムのために形成することができる。加えて、ダークスペースシールド152Bおよびリングシールド155Bの製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティング処理においては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0083】
本発明のいくつかの例示としての実施形態に関して詳細に説明したけれども、当業者であれば、本発明の範囲および利点から逸脱することなく、上記実施形態に対して様々な変形を行い得ることは、理解されるであろう。そのようなすべての変形は、本発明の範囲内に包含されることが意図されている。
【図面の簡単な説明】
【0084】
【図1】本発明の一実施形態による処理システムを概略的に示す図である。
【図2A】本発明の他の実施形態による処理システムを概略的に示す側面図である。
【図2B】図2Aの処理システムを概略的に示す平面図である。
【図3A】図2Aおよび図2Bの処理システムにおけるチャンバ頂部に対して連結されるプロセスキットを示す分解斜視図である。
【図3B】図2Aおよび図2Bの処理システムにおけるチャンバ底部に対して連結されるプロセスキットを示す分解斜視図である。
【図4A】本発明の一実施形態によるドアシールドを示す平面図である。
【図4B】本発明の一実施形態によるドアシールドを示す側面図である。
【図4C】図4Aのドアシールドの一部を拡大して示す平面図である。
【図4D】図4Aのドアシールドの他の部分を拡大して示す平面図である。
【図4E】図4Aのドアシールドの他の部分を拡大して示す平面図である。
【図5A】本発明の一実施形態によるポッドシールドを示す平面図である。
【図5B】本発明の一実施形態によるポッドシールドを示す側面図である。
【図5C】図5Aのポッドシールドの一部を拡大して示す平面図である。
【図5D】図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【図5E】図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【図6A】本発明の一実施形態による左側ガス注入リングを示す平面図である。
【図6B】本発明の一実施形態による左側ガス注入リングを示す側面図である。
【図6C】本発明の一実施形態による右側ガス注入リングを示す側面図である。
【図6D】本発明の一実施形態による右側ガス注入リングを示す側面図である。
【図7A】本発明の一実施形態によるポンピングダクトシールドを示す側面図である。
【図7B】本発明の一実施形態によるポンピングダクトシールドを示す平面図である。
【図7C】本発明の他の実施形態によるポンピングダクトシールドを示す平面図である。
【図8】本発明の一実施形態による処理部材上における表面処理パターンを示す図である。
【図9】本発明の一実施形態による処理部材の製造方法を示す図である。
【図10A】本発明の他の実施形態による処理部材の製造方法を示す図である。
【図10B】本発明の他の実施形態による処理部材の製造方法を示す図である。
【図11】本発明の他の実施形態による処理システム内への処理部材の設置方法を示す図である。
【図12A】本発明の一実施形態によるダークスペースシールドを示す平面図である。
【図12B】図12Aのダークスペースシールドを示す断面図である。
【図12C】図12Bのダークスペースシールドの一部を拡大して示す断面図である。
【図13A】本発明の他の実施形態によるダークスペースシールドを示す平面図である。
【図13B】図13Aのダークスペースシールドを示す断面図である。
【図13C】図13Bのダークスペースシールドの一部を拡大して示す断面図である。
【図14A】本発明の一実施形態によるリングシールドを示す平面図である。
【図14B】図14Aのリングシールドを示す断面図である。
【符号の説明】
【0085】
15 処理システム
16 処理チャンバ
20 基板ホルダ
25 基板
40 ポンピングダクト
45 ポンピングシステム
50 処理部材
70 露出表面
101 物理気相蒸着(PVD)処理システム
110 処理チャンバ
112 チャンバ下部
114 チャンバ上部
120 基板ホルダ
125 基板
135 スパッタリングターゲットアセンブリ
140 ポンピングダクト
145 ポンピングシステム
150 処理部材
151 プロセスキット
152 ドアシールド
152A アダプタシールド
152B ダークスペースシールド
154 ポッドシールド
155 付加的ガスの注入リング
155A ガスリングシールド
155B リングシールド
155C 基板ホルダシールド
155D プレナムシールド
155E ヒーターシールド
156 ポンピングダクトシールド
170 露出表面
182 主要部材
184 着脱可能部材
186 取付特徴物
188 取付特徴物
190 取付特徴物
194 取付特徴物
200 床部分
202 壁部分
206 取付特徴物
208 着脱可能部材
210 着脱可能なガス注入パンチアウト
212 取付特徴物
214 着脱可能なクリアランスパンチアウト
216 着脱可能なガス注入ラインクリアランスパンチアウト
218 取付特徴物
220 取付特徴物
230 主要部材
232 着脱可能部材
234 取付特徴物
240 付加的なガス注入リング
600 フランジ領域
610 リップ領域
630 フランジ領域
640 リップ領域
700 ダークスペースシールド
710 フランジ領域
720 リップ領域
【技術分野】
【0001】
本出願は、共に2003年6月4日付けで出願された米国特許出願第10/454,381号明細書および米国特許出願第10/454,747号明細書の継続出願である。これら文献の記載内容は、参考のため、ここに組み込まれる。
【0002】
本出願は、“Method of Fabricating a Shield”と題する現在係属中の米国特許出願第10/454,798号明細書に関連するものである。
【0003】
本発明は、例えば半導体ウェハ処理装置といったような真空処理装置のための処理部材に関するものであり、特に、処理中に成膜物からそのような装置の処理チャンバの内表面を保護する保護チャンバシールドといったような処理部材に関するものである。本発明は、より詳細には、処理時のフィルム付着を改良し得るよう、そのような処理部材の表面処理に関するものである。
【背景技術】
【0004】
半導体産業における集積回路(IC)の製造に際しては、典型的には、プラズマを使用する。プラズマの使用により、プラズマリアクター内において、基板上における材料成膜または材料除去を行うのに必要な表面化学特性を形成したり補助したりすることができる。例えば、プラズマを使用することにより、物理的気相蒸着(PVD)を行うことができるすなわちターゲットからの材料をスパッタリングしてこのスパッタリングした原子を基板上に成膜することができる、あるいは、化学的気相蒸着(CVD)を行うことができるすなわち基板上への成膜に適した化学成分を形成することができる、あるいは、乾式プラズマエッチングを行うことができるすなわち基板の表面から特定の材料を除去するのに適した化学成分を形成することができる。
【0005】
一般に、例えば上述したプロセスといったようなプラズマ処理時には、PVDシステムにおける過度のスパッタ原子や、CVDシステムにおける過度の成膜物質や、エッチングシステムにおける過度のエッチング化学物質および/またはエッチング残留物は、プロセスシステム表面上に成膜体を形成することができ、プロセスを行うごとに蓄積していく。したがって、そのようなシステムは、一般に、保護部材あるいはライナーを備えている。保護部材あるいはライナーは、より高価な処理部材からなる直下の表面を保護するものであり、成膜物のないクリーンな改装された新しい保護部材へと、定期的に取り替えることができる。典型的には、保護部材の取替頻度は、プロセスのタイプや、保護部材の露出表面上に蓄積した材料またはフィルムの性質によって、管理される。したがって、保護部材を低コストの部材とすることは、重要である。また、過度の材料付着を促進しているような処理環境に接している表面を提供することも重要であり、場合によっては、例えば表面からの粒子剥離といったようなその後のプロセスにおける汚染を低減する表面を提供することも重要である。これにより、保護部材の取替間隔を長くすることができる。
【0006】
さらに、処理システムの寿命の中で、処理システム構成(つまり、処理チャンバのサイズの変化や、ポンピングシステムの変化、など)の進化に遭遇することも、珍しいことではない。典型的には、製造用装置として処理システムが連続的に進化していることにより、特定の構成に応じた様々な保護部材を在庫として保有しておく必要が生じている。したがって、多様な構成をとり得る処理システムにおける使用のために十分な融通性を有した低コストの交換可能な保護部材を提供することも、また、重要である。
【特許文献1】米国特許出願第10/454,381号明細書
【特許文献2】米国特許出願第10/454,747号明細書
【特許文献3】米国特許出願第10/454,798号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明の目的は、半導体ウェハ処理に際して使用される真空処理チャンバの内表面を保護するために使用し得るような低コスト部材を提供することであり、また、そのような部材の製造方法を提供することである。本発明の格別の目的は、処理中に処理チャンバの表面に対して成膜が起こらないようにおよび装置の様々な構成部材に対して成膜が起こらないようにそれら表面および構成部材を保護し得るようなチャンバシールドを提供することであり、また、そのようなチャンバシールドの製造方法を提供することである。
【0008】
本発明のより格別の目的は、そのような部材に対して、例えばそのような部材上に蓄積した成膜体の剥離を防止するといったような手法によって、チャンバ内で実施される処理や被処理基板を汚染してしまうような粒子の生成に対して耐性を有している表面特性を付与することである。
【0009】
本発明の他の目的は、多様な装置構成や応用に適応し得るような部材を提供することであり、これにより、各々の装置構成や各応用のために様々なサイズや様々な形状の部材を製造する必要性を排除し得るとともに在庫の必要性も排除することができる。
【0010】
本発明は、処理システムにおいて使用するための適応可能な処理部材を提供するものであり、また、その製造方法を提供するものである。
【0011】
特に、本発明のある種の実施形態においては、互いに異なる2つ以上の配置または構成を有した処理システム内において使用し得るよう、とりわけチャンバシールドやチャンバシールドアセンブリとして具現化されるような、処理部材を提供する。そのような処理部材は、主要部材と;この主要部材に対して連結された着脱可能部材と;を具備し、処理部材は、着脱可能部材を主要部材に対して保持したままとした状態で、処理システムの第1構成において使用され、また、着脱可能部材を取り外した状態で、処理システムの第2構成において使用される。図示された実施態様においては、着脱可能とされた構成部材を備えており、これにより、様々な構成とされる装置に対しての適応性をもたらしている。
【0012】
加えて、本発明のある種の実施形態においては、処理システム内において使用するためのプロセスキットが提供される。このプロセスキットは、処理システムに対して効果的なものであって、チャンバ上部およびチャンバ下部を有した処理チャンバと、この処理チャンバに対して連結されたターゲットアセンブリと、処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、ポンピングシステムと、処理チャンバに対してポンピングシステムを接続するためのポンピングダクトと、を備えている。プロセスキットは、図示の実施態様においては、処理チャンバのチャンバ上部に対して連結されたドアシールドとされ、このドアシールドは、着脱可能なリングを備えている。着脱可能リングは、ターゲットアセンブリの第1構成においては、保持されたままとされ、ターゲットアセンブリの第2構成においては、取り外される。同様に、ポッドシールドが提供される。このポッドシールドは、処理チャンバのチャンバ下部に対して連結することができ、ポッドシールドの右側に対して連結された第1着脱可能ガス注入パンチアウトと、ポッドシールドの左側に対して連結された第2着脱可能ガス注入パンチアウトと、を備えている。右側からガス導入を行うタイプの処理システムの場合には、第1着脱可能ガス注入パンチアウトが取り外され、左側からガス導入を行うタイプの処理システムの場合には、第2着脱可能ガス注入パンチアウトが取り外される。これに代えて、装置にガス導入リングが存在しない場合には、いずれのパンチアウトも、取り外されない。同様に、ポンピングダクトシールドが、ポンピングダクトに対して連結され、着脱可能なシールド延長物を備えている。着脱可能なシールド延長物は、ポンピングダクトが第1サイズである場合には、取り付けられたままとされ、ポンピングダクトが第2サイズである場合には、取り外される。
【0013】
加えて、処理システム内において使用するための処理部材を製造するための方法が提供される。この方法においては、型押し形成された切欠を有したものとしてあるいはレーザー切断で形成された切欠を有したものとしてあるいは他のタイプの脆弱化部材を有したものとして、シート状金属シールドを成形することによって、上述した処理部材を形成する。ここで、そのような切欠や脆弱化部材は、主要部材からの着脱可能部材の取外しを容易なものとするように作用する。
【0014】
加えて、上述したように2つ以上の構成を有した処理システム内における処理部材の使用方法が提供される。この方法においては、上述したようにして処理部材を製造し、処理システムのいくつかの構成においては、着脱可能部材を保持したままとし、処理システムの他の構成においては、着脱可能部材を取り外す。この方法においては、処理部材が処理システムの第1構成で使用されるか、あるいは、処理部材が処理システムの第2構成で使用されるか、を決定し;処理システムが第1構成である場合には、着脱可能部材を保持したままで処理部材を使用し;処理システムが第2構成である場合には、着脱可能部材を取り外した状態で処理部材を使用する。
【0015】
加えて、処理システム内において使用するための処理部材でありかつ処理時に処理システム内における処理に曝される1つまたは複数の露出表面を具備した処理部材を製造するための方法であって、処理時における露出表面上への材料付着性を増大させ得るよう、露出表面をベルトサンディング処理するような方法が提供される。
【0016】
加えて、処理システム内において基板を処理するための方法であって、処理システム内における処理から処理システムを保護し得るよう、処理システム内に1つまたは複数の処理部材を準備し、これにより、コンタミネーションからプロセスおよび基板を保護し得るような、方法が提供される。好ましい実施形態においては、1つまたは複数の処理部材は、処理に対して曝される少なくとも1つの露出表面を備えたものとされ、さらに、露出表面に対してベルトサンディング処理が適用される。この方法においては、ベルトサンディング処理を受けた処理部材が内部に装着された処理システム内に基板を配置し、基板に対して処理を施す。
【0017】
処理システム内において使用される処理部材は、処理システム内において処理時における処理に対して曝される1つまたは複数の露出表面を備えたものとされ、露出表面は、ベルトサンディング処理を受けたものとされる。ここで説明する実施形態においては、処理部材は、シールドとされ、とりわけ半導体処理に関する成膜装置やエッチング装置といったようなウェハ処理装置の内表面を保護する。
【0018】
特に、チャンバシールド部材を製造するための方法に関する実施態様が提供される。そのような方法においては、好ましくは、例えば延伸された金属といったようなシート状金属から、シールドが形成される。本発明においては、シート状金属から形成されたシールドを、粗面化することができる。シールドは、1枚のシート状材料を延伸することによって、リング状のものとすることができ、リップ領域とフランジ領域とを有することができる。
【発明を実施するための最良の形態】
【0019】
本発明の上記のおよび他の目的や利点は、添付図面を参照しつつ、以下の詳細な説明を読むことにより、明瞭となるであろう。
【0020】
図1は、本発明の一実施形態による処理システムを概略的に示す図である。
【0021】
図2Aは、本発明の他の実施形態による処理システムを概略的に示す側面図である。
【0022】
図2Bは、図2Aの処理システムを概略的に示す平面図である。
【0023】
図3Aは、図2Aおよび図2Bの処理システムにおけるチャンバ頂部に対して連結されるプロセスキットを示す分解斜視図である。
【0024】
図3Bは、図2Aおよび図2Bの処理システムにおけるチャンバ底部に対して連結されるプロセスキットを示す分解斜視図である。
【0025】
図4Aは、本発明の一実施形態によるドアシールドを示す平面図である。
【0026】
図4Bは、本発明の一実施形態によるドアシールドを示す側面図である。
【0027】
図4Cは、図4Aのドアシールドの一部を拡大して示す平面図である。
【0028】
図4Dは、図4Aのドアシールドの他の部分を拡大して示す平面図である。
【0029】
図4Eは、図4Aのドアシールドの他の部分を拡大して示す平面図である。
【0030】
図5Aは、本発明の一実施形態によるポッドシールドを示す平面図である。
【0031】
図5Bは、本発明の一実施形態によるポッドシールドを示す側面図である。
【0032】
図5Cは、図5Aのポッドシールドの一部を拡大して示す平面図である。
【0033】
図5Dは、図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【0034】
図5Eは、図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【0035】
図6Aは、本発明の一実施形態による左側ガス注入リングを示す平面図である。
【0036】
図6Bは、本発明の一実施形態による左側ガス注入リングを示す側面図である。
【0037】
図6Cは、本発明の一実施形態による右側ガス注入リングを示す側面図である。
【0038】
図6Dは、本発明の一実施形態による右側ガス注入リングを示す側面図である。
【0039】
図7Aは、本発明の一実施形態によるポンピングダクトシールドを示す側面図である。
【0040】
図7Bは、本発明の一実施形態によるポンピングダクトシールドを示す平面図である。
【0041】
図7Cは、本発明の他の実施形態によるポンピングダクトシールドを示す平面図である。
【0042】
図8は、本発明の一実施形態による処理部材上における表面処理パターンを示す図である。
【0043】
図9は、本発明の一実施形態による処理部材の製造方法を示す図である。
【0044】
図10Aは、本発明の他の実施形態による処理部材の製造方法を示す図である。
【0045】
図10Bは、本発明の他の実施形態による処理部材の製造方法を示す図である。
【0046】
図11は、本発明の他の実施形態による処理システム内への処理部材の設置方法を示す図である。
【0047】
図12Aは、本発明の一実施形態によるダークスペースシールドを示す平面図である。
【0048】
図12Bは、図12Aのダークスペースシールドを示す断面図である。
【0049】
図12Cは、図12Bのダークスペースシールドの一部を拡大して示す断面図である。
【0050】
図13Aは、本発明の他の実施形態によるダークスペースシールドを示す平面図である。
【0051】
図13Bは、図13Aのダークスペースシールドを示す断面図である。
【0052】
図13Cは、図13Bのダークスペースシールドの一部を拡大して示す断面図である。
【0053】
図14Aは、本発明の一実施形態によるリングシールドを示す平面図である。
【0054】
図14Bは、図14Aのリングシールドを示す断面図である。
【0055】
本発明の一実施形態においては、処理システム15は、図1に示すように、処理チャンバ16と、基板25を支持するための基板ホルダ20と、ポンピングダクト40と、を備えている。ポンピングダクト40は、ポンピングシステム45に対して接続されており、処理チャンバ16内の処理領域30の圧力を変更することができる。例えば、処理チャンバ16は、被処理基板25を、高圧状況や、雰囲気圧力状況や、あるいは、減圧(真空)状況、に維持することができる。さらに、例えば、処理チャンバ16は、基板25に隣接した処理領域30に、処理用プラズマを形成することができる。処理システム15は、様々な基板(すなわち、100mm基板、200mm基板、300mm基板、あるいは、より大きな基板)を処理し得るように構成することができる。
【0056】
望ましくは、処理システム15は、例えば物理的気相蒸着(PVD)システムといったような成膜システムとされる。他の実施態様においては、処理システム15は、化学的気相蒸着(CVD)システムとされる。さらに他の実施態様においては、処理システム15は、プラズマによって増強された化学的気相蒸着(PECVD)システムとされる。これに代えて、処理システム15は、エッチングシステムとすることができる。
【0057】
図1を再び参照すれば、処理システム15は、さらに、1つまたは複数の処理部材50を備えている。処理部材50は、処理チャンバ16に対して連結されているとともに、処理チャンバ16の1つまたは複数の価値のある表面60を保護し得るものとされている。加えて、1つまたは複数の処理部材50は、1つまたは複数の露出表面70を有している。露出表面70は、処理領域30内において、処理環境に対して曝されているあるいは接触している。1つまたは複数の処理部材50は、例えば、全体的にまたは部分ごとに定期的に交換し得るプロセスキットを構成することができる。1つまたは複数の処理部材50は、例えばアルミニウムやステンレススチールなどのような金属やあるいはセラミクス(例えば、アルミナ、石英、シリコンカーバイド、など)のような非金属といったような多様な材料から形成することができる。その後、1つまたは複数の処理部材50上の1つまたは複数の露出表面70は、処理時における材料付着を改良し得るよう、表面粗さを増大させるための処理を受ける。一実施形態においては、1つまたは複数の露出表面70は、例えばRa=6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さを有するように、ベルトサンダーを使用して粗面化される。ベルトサンディングは、シート材料を引き伸ばす前に、実行することができる。これにより、例えば、少なくとも2つの方向に交差パターンでもって複数のグルーブを形成することにより、シールドを形成することができる。
【0058】
付着を改良し得るよう粗面化のためのベルトサンディングの使用は、例えばグリットブラストなどといったような従来的に使用されていた技術と比較して、製造コストの著しい減少(50%を超える減少)をもたらした。例えば、組立に先立って、シート状金属は、第1通過としてベルトサンダーを通して引っ張ることができ、次に、90°だけ回転させて、第2通過としてベルトサンダーを通して引っ張ることができる。こうすることにより、クロスハッチパターンを形成することができる。ベルトサンダーは、例えば、36グリットの(シリコンカーバイド製の)研磨材表面を有することができる。これに代えて、ベルトサンダーは、例えば、40グリットや50〜60グリットやあるいは80〜100グリットの研磨材表面を有することができる。シート状金属から処理部材50を形成することは、ベルトサンディングの使用を可能とする。そのため、シート状金属を、シールドとして要求された形状に成形する前に、シート状金属を平坦化する際にベルトサンディングプロセスを適用することができる。従来技術による機械加工されたシールドの場合には、より高価な粗面化プロセスを使用しなければならなかった。
【0059】
本発明の他の実施形態においては、図2Aの側面図および図2Bの平面図によって示すように、物理気相蒸着(PVD)処理システム101は、処理チャンバ110と、基板125を支持するための基板ホルダ120と、スパッタリングターゲットアセンブリ135と、ポンピングダクト140と、を備えている。ポンピングダクト140は、ポンピングシステム145に対して接続されており、処理チャンバ110内の処理領域130の圧力を変更することができる。例えば、処理チャンバ110は、被処理基板125を、減圧(真空)状況に維持することができる。さらに、処理チャンバ110は、基板125およびスパッタリングターゲットアセンブリ135に隣接した処理領域130に、処理用プラズマを形成することができる。処理用プラズマは、希ガス(例えば、アルゴン)といったような化学的に不活性な種から形成することができる。そのようなガスは、スパッタリングターゲットと相互作用し得るものとされ、スパッタリングターゲットに対しての物理的なイオン衝撃によって、基板125上へと成膜するためのスパッタリング粒子を、処理領域130に形成することができる。例えば、スパッタリングターゲットアセンブリは、銅ターゲットとすることができるとともに、電気的なバイアス(直流(DC)や、交流(AC)や、RF)を印加することができる。スパッタリングターゲットアセンブリ135は、さらに磁石を有することができる、あるいは、有さないことができる。
【0060】
さらに図2Aおよび図2Bを参照すれば、処理システム101は、さらに、1つまたは複数の処理部材150を備えている。処理部材150は、処理チャンバ110に対して連結されているとともに、処理チャンバ110の1つまたは複数の価値のある表面160を保護し得るものとされている。加えて、1つまたは複数の処理部材150は、1つまたは複数の露出表面170を有している。露出表面170は、処理領域130内において、処理環境に対して曝されているあるいは接触している。1つまたは複数の処理部材150は、例えば、全体的にまたは部分ごとに定期的に交換し得るプロセスキットを構成することができる。
【0061】
例えば、処理チャンバ110は、チャンバ下部112(あるいは、ポッド)と、チャンバ上部114(あるいは、ポッドドア)と、を備えることができる。チャンバ上部114は、例えばヒンジ(図示せず)を使用する等の手法によって、チャンバ下部112に対して連結することができる。したがって、チャンバ上部114は、チャンバドアとして機能することができ、これにより、処理チャンバ110を開いてその内部にアクセスすることができる。図3Aおよび図3Bは、米国特許第4,915,564号明細書に開示されたタイプの処理装置用に構成されたタイプのチャンバシールドアセンブリの形態とされたような処理部材を図示している。従来技術およびこの装置に関しての他のシールドは、2003年1月23日付けで出願された米国特許出願第10/349,661号明細書に詳細に記載されている。この文献の記載内容は、参考のため、その全体がここに組み込まれる。図3Aに示すように、プロセスキット151は、チャンバ上部114に対して連結された処理部材を備えることができる。この場合、プロセスキット151は、ドアシールド152と、アダプタシールド152Aと、ダークスペースシールド152Bと、を備えている。ダークスペースシールド152Aおよびアダプタシールド152Bは、ポッドドア内にカソードアセンブリを支持するスパッタリングカソードアダプタに適合するようにして構成されている。そのようなアダプタおよびシールドの構成は、米国特許出願第10/438,304号明細書に詳細に記載されている。この文献の記載内容は、参考のため、その全体がここに組み込まれる。さらに、図3Bに示すように、プロセスキット151は、チャンバ下部112に対して連結された処理部材を備えることができる。この場合、プロセスキット151は、ポッドシールド154と、付加的ガスの注入リング155と、ガスリングシールド155Aと、リングシールド155Bと、基板ホルダシールド155Cと、プレナムシールド155Dと、(付加的な)ヒーターシールド155Eと、ポンピングダクトシールド156と、を備えている。上述した処理部材の各々は、取替可能なものであって、処理チャンバ110の価値ある表面160を保護するように機能する。
【0062】
図4Aおよび図4Bは、チャンバ上部114に対して連結されるドアシールド152に関しての、それぞれ平面図および側面図を示している。ドアシールド152は、1つまたは複数のアクセス特徴物を備えることができる。これにより、処理チャンバ110の処理領域130内へと例えば圧力検出デバイスといったような測定機器に対してアクセスすることができる。例えば、各アクセス特徴物は、一群をなす3つの貫通穴を有しすることができる。その場合、測定デバイスは、一群の貫通穴の背後の中心位置に配置することができ、したがって、測定デバイス上へのプロセス材料の過度の成膜を防止することができる。
【0063】
さらに、ドアシールド152は、ターゲットアセンブリ135内に収容される様々なサイズのターゲットを受領し得るように、構成することができる。図4Aに示すように、ドアシールド152は、第1ターゲットのサイズに適した主要部材182と、第2ターゲットのサイズに適した着脱可能部材184と、を備えている。主要部材182は、着脱可能部材184と同じ金属シートから形成されている。主要部材182は、着脱可能部材184が取り外された場合、複数の個別部材182a,182b,182cを有している。しかしながら、個別部材182a,182b,182cは、チャンバ内に設置された際には、それらの空間的位置関係を保持する。それは、各個別部材が、チャンバ構造に対して個別的に固定されるからである。着脱可能部材184を取り外した状態で、主要部材182(ここでは、3つの部材182a,182b,182cを総称している)を、チャンバ上部114に対して連結することができる。これにより、304.8mm(12インチ)直径のターゲットを受領することができる。また、着脱可能部材184を取り付けた状態で、着脱可能部材184が付設された主要部材182を、チャンバ上部に対して連結することができる。これにより、254mm(10インチ)直径のターゲットを受領することができる。ドアシールド152は、さらに、チャンバ上部114に対してドアシールド152を連結するに際して第1ターゲットサイズ用に使用される第1組をなす取付特徴物186と、チャンバ上部114に対してドアシールド152を連結するに際して第2ターゲットサイズ用に使用される第2組をなす取付特徴物188と、チャンバ上部114に対してドアシールド152を連結するに際してすべてのターゲットサイズ共通して使用される第3組をなす取付特徴物190と、を備えている。各取付特徴物186,188,190は、例えば、ボルトといったような固定部材の装着を可能とする。これにより、ネジ山付き特徴物内へと固定部材を受領することによって、処理チャンバ110に対してドアシールド152を固定することができる。
【0064】
図4Cは、着脱可能部材184が付設された状態のドアシールド152の一部を拡大して示す図であり、また、図4Dおよび図4Eは、着脱可能部材184と主要部材182との間の連結部分の一部を拡大して示す図である。図4Dおよび図4Eに示すように、1つまたは複数の取付特徴物194を残しつつ、狭い切欠195を、ドアシールド152内に形成することができる。これにより、主要部材182と、着脱可能リングを有した着脱可能部材184と、分離させることができる。狭い切欠195は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物194のサイズが小さいことにより、主要部材182からの着脱可能部材184の取外しを単純な態様で行うことができる(例えば、2つの部材を手動で撓ませてパキッと折ることによって、行うことができる)。したがって、単一の処理部材を形成したにしても、様々なサイズのターゲットに応じて使用し得るという融通性を提供することができる。
【0065】
図5Aおよび図5Bは、チャンバ下部112に対して連結されるポッドシールド154を示す側面図および平面図である。ポッドシールド154は、例えば、床部分200と壁部分202とから形成することができる。この場合、床部分200は、複数の取付部材204を使用して、壁部分202に対して連結されている。例えば、取付部材204は、壁部分202に対して床部分200を溶接するためのタブとすることができる。さらに、ポッドシールド154は、処理チャンバ110のチャンバ下部112に対してポッドシールド154を連結するための複数の取付特徴物206を有している。各取付特徴物206は、例えば、ボルトといったような固定部材の装着を可能とする。これにより、ネジ山付き特徴物内へと固定部材を受領することによって、処理チャンバ110に対してポッドシールド154を固定することができる。
【0066】
さらに図5Aおよび図5Bを参照すれば、ポッドシールド154は、さらに、1つまたは複数の着脱可能部材208を備えている。着脱可能部材208は、床部分200と壁部分202とを有してなる主要部材に対して連結されている。例えば、1つまたは複数の着脱可能部材208は、ポッドシールド154の両サイドに配置された着脱可能なガス注入パンチアウト210を有することができる。着脱可能なガス注入パンチアウトは、処理チャンバ110の処理領域130内へと右側からプロセスガスを導入する右側システムにおいても、また、処理チャンバ110の処理領域130内へと左側からプロセスガスを導入する左側システムにおいても、ポッドシールド154の使用を可能とする。図5Cに示すように、狭い切欠213を、1つまたは複数の取付特徴物212を残しつつ、第2処理部材154の壁部分202内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なガス注入パンチアウト210と、を分離することができる。狭い切欠213は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物212のサイズが小さいことにより、主要部材からの着脱可能なガス注入パンチアウト210の脱離を単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、必要であれば、様々な処理チャンバの向きすなわちガス導入の様々な向きに応じて使用し得るという融通性を提供することができる。
【0067】
加えて、例えば、1つまたは複数の着脱可能部材208は、着脱可能なクリアランスパンチアウト214と、着脱可能なガス注入ラインクリアランスパンチアウト216と、を有することができる。これにより、図6Aおよび図6B(左側からのガス注入リング、それぞれ平面図および側面図)に示すようにしてまた図6Cおよび図6D(右側からのガス注入リング、それぞれ平面図および側面図)に示すようにして、付加的なガス注入リング240に適応することができる。例えば、付加的なガス注入リング240(240’)は、供給リング241(241’)と、ガス導入ポート242(242’)と、複数の取付構造244(244’)と、を有している。図5Dに示すように、1つまたは複数の取付特徴物218を残しつつ、狭い切欠219を、ポッドシールド154の床部分200内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なクリアランスパンチアウト214と、を分離することができる。着脱可能なクリアランスパンチアウト214は、取り外された後には、複数の取付構造244のためのクリアランスを提供する。複数の取付構造244を使用することにより、基板ホルダシールド155Cに対してガス注入リング240,240’を固定することができる。さらに、図5Eに示すように、1つまたは複数の取付特徴物220を残しつつ、狭い切欠221を、ポッドシールド154の床部分200内に形成することができる。これにより、床部分200と壁部分202とを有してなる主要部材と、着脱可能なガス注入ラインクリアランスパンチアウト216と、を分離することができる。着脱可能なガス注入クリアランスパンチアウト216は、取り外された後には、フレキシブルなガスライン(図示せず)のためのクリアランスを提供することができる。これにより、ガス供給源と、ガス注入リング240,240’のガス導入ポート242,242’と、を接続することができる。狭い切欠219,221は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜
160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物218,220のサイズが小さいことにより、主要部材182からの、着脱可能なクリアランスパンチアウト214の取外しをおよび着脱可能なガス注入ラインクリアランスパンチアウト216の取外しを、単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、ガス注入リングの様々な向きに応じて使用し得るという融通性を提供することができる。
【0068】
図7Aは、処理システム110のポンピングダクト140に対して連結されるポンピングダクトシールド156の側面図を示している。ポンピングダクトシールド156は、主要部材230と、この主要部材230に対して連結された着脱可能部材232と、を備えている。例えば、ポンピングダクトシールド156は、図7Aに示すように、互いに異なるサイズとされた2つのポンピングダクト(すなわち、直径が互いに異なるものとされた2つのポンピングダクト)に適応することができる。図7Bは、第1サイズとされたポンピングダクトのための構成を示している。この場合には、着脱可能部材232は、取り外されていない。図7Cは、第2サイズとされたポンピングダクトのための構成を示している。この場合には、着脱可能部材232が、取り外されている。加えて、ポンピングダクトシールド156は、付加的に、1つまたは複数のタブ236を備えることができる。ポンピングダクトシールド156がポンピングダクト140内に装着された後には、各タブは、径方向外向きに容易に折り曲げることができ、これにより、ポンピングダクトシールド156を、ポンピングダクト140内に保持することができる。図7Aに示すように、1つまたは複数の取付特徴物234を残しつつ、狭い切欠を、ポンピングダクトシールド156内に形成することができる。これにより、主要部材230と、着脱可能なシールド延長物を有してなる着脱可能部材232と、を分離することができる。狭い切欠219,221は、例えばレーザー切断システムを使用して、形成することができる。また、切欠の幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、1つまたは複数の取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。形成されている1つまたは複数の取付特徴物234のサイズが小さいことにより、主要部材からの着脱可能部材の取外しを単純な態様で行うことができる。したがって、単一の処理部材を形成したにしても、様々なサイズのポンピングダクトに応じて使用し得るという融通性を提供することができる。
【0069】
1つまたは複数の処理部材152,154,156は、アルミニウムなどといったような金属も含めた様々な材料から形成することができる。上述したように、例えば処理部材152,154,156といったような1つまたは複数の処理部材150上の1つまたは複数の露出表面170は、表面粗さを増大させるように処理される。これにより、材料の付着性を改良することができる。一実施態様においては、1つまたは複数の露出表面170は、例えばRa=6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さを有するように、ベルトサンダーを使用して粗面化される。加えて、例えば、1つまたは複数の露出表面の粗面化処理は、図8に示すようなクロスハッチパターン250を形成するようにして、行うことができる。例えば、組立に先立って、シート状金属は、第1通過としてベルトサンダーを通して引っ張ることができ、次に、90°だけ回転させて、第2通過としてベルトサンダーを通して引っ張ることができる。こうすることにより、クロスハッチパターンを形成することができる。ベルトサンダーは、例えば、36グリットの(シリコンカーバイド製の)研磨材表面を有することができる。これに代えて、ベルトサンダーは、例えば、40グリットや50〜60グリットやあるいは80〜100グリットの研磨材表面を有することができる。
【0070】
図9は、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の製造方法を示している。フローチャート300は、ステップ310において開始され、このステップにおいては、処理部材を形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。処理部材は、シート状金属から、あるいは、延伸された金属から、形成される。例えば、処理部材の製造に際しては、さらに、機械加工、キャスティング、研磨、鍛造、および、研削、の中の少なくとも1つの処理を行うことができる。上述した各処理部材は、装置図面に規定された仕様に応じて、形成することができる。
【0071】
ステップ320においては、処理部材のうちの、処理時に処理環境に曝されることとなる1つまたは複数の表面(露出表面)は、ベルトサンディング技術を使用して、6.3ミクロン(あるいは、250mil)を超えるような平均的表面粗さRaへと、粗面化される。ベルトサンディング技術においては、例えば、処理部材の1つまたは複数の露出表面がクロスハッチパターンを有するようにして、粗面化を行うことができる。
【0072】
各処理部材の製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティングにおいては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0073】
図10Aは、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の製造方法を示している。フローチャート400は、ステップ410において開始され、このステップにおいては、主要部材を備えてなる処理部材を形成する。ステップ420においては、少なくとも1つの着脱可能部材を、主要部材の中に形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。処理部材は、シート状金属から、あるいは、延伸された金属から、形成される。例えば、処理部材の製造に際しては、さらに、機械加工、キャスティング、研磨、鍛造、および、研削、の中の少なくとも1つの処理を行うことができる。上述した各処理部材は、装置図面に規定された仕様に応じて、形成することができる。
【0074】
着脱可能部材は、1つまたは複数の取付特徴物を介して、主要部材に対して連結することができる。例えば、取付特徴物は、例えばレーザー切断システムを使用して形成したものといったような狭い切欠を形成することによって、形成することができる。そのような狭い切欠に沿って、主要部材と着脱可能部材とを分離することができる。各取付特徴物のの幅は、例えば、およそ、0.254mm〜2.03mm(10〜80mil)(例えば、0.762mm(30mil))とすることができる。加えて、取付特徴物の長さは、例えば、0.254mm〜4.06mm(10〜160mil)(例えば、1.52mm(60mil))とすることができる。着脱可能部材は、例えば、ドアシールドのような処理部材に対して連結することができる。これにより、様々なサイズのターゲットアセンブリに適応し得るようにして、ドアシールドを使用することができる。加えて、例えば、着脱可能部材は、パンチアウト(あるいは、ノックアウト)を備えることができ、例えばポッドシールドといったような処理部材に対して連結することができる。これにより、様々な向きを有したガス注入システムに適応し得るようにして(すなわち、右側からガス導入を行うシステムや、左側からガス導入を行うシステム、に適応し得るようにして)、ポッドシールドを使用することができる。加えて、例えば、着脱可能部材は、ポンピングダクトシールドに対して連結することができる。これにより、様々なサイズのポンピングダクトに適応し得るようにしてポンピングダクトシールドを使用することができる。
【0075】
図10Bは、図1、図2Aおよび図2Bを参照して説明したものといったような処理システムにおいて使用するための処理部材の他の製造方法を示している。フローチャート430は、ステップ410において開始され、このステップにおいては、主要部材を備えてなる処理部材を形成する。ステップ420においては、少なくとも1つの着脱可能部材を、主要部材の中に形成する。ステップ440においては、各処理部材の製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティング処理においては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0076】
図11は、図1、図2Aおよび図2Bを参照して説明したものといったような処理システム内における処理部材の使用方法を示している。フローチャート500は、ステップ510において開始され、このステップにおいては、主要部材と少なくとも1つの着脱可能部材とを備えてなる処理部材を形成する。処理部材は、例えば、チャンバライナーや、成膜シールドや、装置シールドや、バッフルプレートや、ダクトライナー、などを備えることができる。加えて、例えば、処理部材は、図4A〜図4Eに示されているようなドアシールドや、図5A〜図5Eに示されているようなポッドシールドや、あるいは、図7A〜図7Cに示されているようなポンピングダクトシールド、を備えることができる。
【0077】
ステップ520においては、少なくとも1つの着脱可能部材のうちの1つまたは複数のものを取り外すべきかどうかを決定する。着脱可能部材を取り外すべきである場合には、ステップ530において、着脱可能部材を取り外して廃棄し、ステップ540において、処理部材を処理チャンバ内に装着する。取り外すべきでない場合には、着脱可能部材を取り外さない状態で、処理部材を処理チャンバ内に装着する。
【0078】
一例においては、処理部材は、ドアシールドとされる(図4A)。処理システムが254mm(10インチ)直径のスパッタリングターゲットを備えている場合には、図4A〜図4Eに示す着脱可能部材は、設置に先立って取り外す必要はない。しかしながら、処理システムが304.8mm(12インチ)直径のスパッタリングターゲットを備えている場合には、図4A〜図4Eに示す着脱可能部材は、設置に先立って取り外される。他の例においては、処理部材は、ポッドシールドとされる(図5A)。処理システムが、右側から導入する配置とされたガス注入システムを備えている場合には、ポッドシールドの右側に位置した着脱可能ガス注入パンチアウト(図5C)を、設置に先立って取り外す。そうではなく、処理システムが、左側から導入する配置とされたガス注入システムを備えている場合には、ポッドシールドの左側に位置した着脱可能ガス注入パンチアウトを、設置に先立って取り外す。加えて、付加的なガス注入リングが使用される場合、着脱可能なクリアランスパンチアウト(図5D)を、設置に先立って取り外す。さらに、処理システムが、右側から導入する配置とされたガス注入システムを備えている場合には、着脱可能なガス注入ラインクリアランスパンチアウト(図5E)を、設置に先立って取り外す。そうではなく、処理システムが、左側から導入する配置とされたガス注入システムを備えている場合には、着脱可能なガス注入クリアランスパンチアウトを、設置に先立って取り外す。さらに他の例においては、処理部材は、ポンピングダクトシールドとされる。ポンピングダクトシールドが、より小さな直径のポンピングダクトに対して装着される場合には、着脱可能部材を、設置に先立って取り外す。しかしながら、ポンピングダクトシールドが、より大きな直径のポンピングダクトに対して装着される場合には、着脱可能部材を、設置に先立って取り外す必要はない。
【0079】
さて、図12Aおよび図12Bは、ダークスペースシールド152Bの平面図および断面図を示している。ダークスペースシールド152Bは、ターゲットアセンブリに対して連結されるシールドアセンブリをなす部材とし得るとともに、ターゲットアセンブリ内に取り付けられたスパッタリングターゲットの周縁エッジを取り囲んで保護し得るように構成することができる。図3Aに示すように、シールドアセンブリは、例えば、さらに、アダプタシールド152Aを備えることができる。ダークスペースシールド152Bは、フランジ領域600と、このフランジ領域に対して連結されたリップ領域610と、を有している。図3Aに示すように、ダークスペースシールド152Bは、ダークスペースシールド152Bの固定穴620を通って延在する図示のような固定部材を使用することによってターゲットアセンブリに対して連結され、スパッタリングターゲット(図示せず)を囲み得るように構成される。ターゲットアセンブリ135に対して連結されたスパッタリングターゲットの周縁エッジを囲むことによって、クリアランススペースが、ダークスペースシールド152Bのリップ領域610の内表面625と、ターゲットの外側エッジと、の間に、形成される。このスペースは、例えば、1mm未満とされる。これにより、プラズマがこのスペース内に侵入することを防止できて、スパッタリングターゲットの周縁エッジの腐食を防止することができる。図12Cは、リップ領域610と内表面625とを拡大して示している。
【0080】
代替可能な実施態様に関し、図13Aおよび図13Bは、ダークスペースシールド700の平面図および断面図を示している。ダークスペースシールド700は、ターゲットアセンブリに対して連結されたシールドアセンブリをなす部材とし得るとともに、ターゲットアセンブリ内に取り付けられたスパッタリングターゲットの周縁エッジを取り囲んで保護し得るように構成することができる。これにより、従来技術における意味合いでのダークスペースシールドと、アダプタシールドと、の双方を組み合わせることができる。ダークスペースシールド700は、フランジ領域710と、リップ領域720と、フランジ領域710に対して連結されたアダプタ領域730と、を有している。アダプタ領域730は、個別のアダプタシールドとしての機能を果たす。ダークスペースシールド700は、ダークスペースシールド700の固定穴740を通って延在する図示のような固定部材を使用することによってターゲットアセンブリに対して連結され、スパッタリングターゲット(図示せず)を囲み得るように構成される。ターゲットアセンブリ135に対して連結されたスパッタリングターゲットの周縁エッジを囲むことによって、クリアランススペースが、ダークスペースシールド700のリップ領域720の内表面745と、ターゲットの外側エッジと、の間に、形成される。このスペースは、例えば、1mm未満とされる。これにより、プラズマがこのスペース内に侵入することを防止できて、スパッタリングターゲットの周縁エッジの腐食を防止することができる。図13Cは、リップ領域720と内表面745とを拡大して示している。
【0081】
さて、図14Aおよび図14Bは、リングシールド155Bを示す平面図および断面図である。リングシールド155Bは、基板ホルダを保護するためのシールドアセンブリをなす部材とすることができる。リングシールド155Bは、フランジ領域630と、このフランジ領域に対して連結されたリップ領域640と、を有している。図3Bに示すように、リングシールド155Bは、固定穴650を通って延在する図示のような固定部材を使用することによって基板ホルダシールド155Cに対して連結され、ポッドシールド154と基板ホルダシールド155Cとを保護し得るように構成される。加えて、リングシールド155Bは、さらに、クリアランスノッチを有することができる。これにより、付加的なガス注入リング155に対しての連結を行うことができる。
【0082】
図12A〜図12C、図13A〜図13C、および、図14Aおよび図14Bに示すように、ダークスペースシールド152Bおよびリングシールド155Bは、延伸された金属から形成される。金属は、例えば、アルミニウムとすることができる。この製造プロセスにより、50%を超えるコスト削減をもたらすことができる。上述しダークスペースシールドやリングシールドは、200mm、300mm、あるいは、より大きな直径のシステムのために形成することができる。加えて、ダークスペースシールド152Bおよびリングシールド155Bの製造に際しては、さらに、1つまたは複数の表面に対する陽極酸化処理、1つまたは複数の表面に対するスプレーコーティング処理、1つまたは複数に対するプラズマ電解酸化処理、の中の少なくとも1つの処理を行うことができる。例えば、スプレーコーティング処理においては、Al2O3、イットリア(Y2O3)、Sc2O3、Sc2F3、YF3 、La2O3、CeO2 、Eu2O3、DyO3 の中の少なくとも1つをコーティングすることができる。アルミニウム部材の陽極酸化処理、および、スプレーコーティング処理、を実施する方法は、表面材料処理に関する当業者には周知である。
【0083】
本発明のいくつかの例示としての実施形態に関して詳細に説明したけれども、当業者であれば、本発明の範囲および利点から逸脱することなく、上記実施形態に対して様々な変形を行い得ることは、理解されるであろう。そのようなすべての変形は、本発明の範囲内に包含されることが意図されている。
【図面の簡単な説明】
【0084】
【図1】本発明の一実施形態による処理システムを概略的に示す図である。
【図2A】本発明の他の実施形態による処理システムを概略的に示す側面図である。
【図2B】図2Aの処理システムを概略的に示す平面図である。
【図3A】図2Aおよび図2Bの処理システムにおけるチャンバ頂部に対して連結されるプロセスキットを示す分解斜視図である。
【図3B】図2Aおよび図2Bの処理システムにおけるチャンバ底部に対して連結されるプロセスキットを示す分解斜視図である。
【図4A】本発明の一実施形態によるドアシールドを示す平面図である。
【図4B】本発明の一実施形態によるドアシールドを示す側面図である。
【図4C】図4Aのドアシールドの一部を拡大して示す平面図である。
【図4D】図4Aのドアシールドの他の部分を拡大して示す平面図である。
【図4E】図4Aのドアシールドの他の部分を拡大して示す平面図である。
【図5A】本発明の一実施形態によるポッドシールドを示す平面図である。
【図5B】本発明の一実施形態によるポッドシールドを示す側面図である。
【図5C】図5Aのポッドシールドの一部を拡大して示す平面図である。
【図5D】図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【図5E】図5Aのポッドシールドの他の部分を拡大して示す平面図である。
【図6A】本発明の一実施形態による左側ガス注入リングを示す平面図である。
【図6B】本発明の一実施形態による左側ガス注入リングを示す側面図である。
【図6C】本発明の一実施形態による右側ガス注入リングを示す側面図である。
【図6D】本発明の一実施形態による右側ガス注入リングを示す側面図である。
【図7A】本発明の一実施形態によるポンピングダクトシールドを示す側面図である。
【図7B】本発明の一実施形態によるポンピングダクトシールドを示す平面図である。
【図7C】本発明の他の実施形態によるポンピングダクトシールドを示す平面図である。
【図8】本発明の一実施形態による処理部材上における表面処理パターンを示す図である。
【図9】本発明の一実施形態による処理部材の製造方法を示す図である。
【図10A】本発明の他の実施形態による処理部材の製造方法を示す図である。
【図10B】本発明の他の実施形態による処理部材の製造方法を示す図である。
【図11】本発明の他の実施形態による処理システム内への処理部材の設置方法を示す図である。
【図12A】本発明の一実施形態によるダークスペースシールドを示す平面図である。
【図12B】図12Aのダークスペースシールドを示す断面図である。
【図12C】図12Bのダークスペースシールドの一部を拡大して示す断面図である。
【図13A】本発明の他の実施形態によるダークスペースシールドを示す平面図である。
【図13B】図13Aのダークスペースシールドを示す断面図である。
【図13C】図13Bのダークスペースシールドの一部を拡大して示す断面図である。
【図14A】本発明の一実施形態によるリングシールドを示す平面図である。
【図14B】図14Aのリングシールドを示す断面図である。
【符号の説明】
【0085】
15 処理システム
16 処理チャンバ
20 基板ホルダ
25 基板
40 ポンピングダクト
45 ポンピングシステム
50 処理部材
70 露出表面
101 物理気相蒸着(PVD)処理システム
110 処理チャンバ
112 チャンバ下部
114 チャンバ上部
120 基板ホルダ
125 基板
135 スパッタリングターゲットアセンブリ
140 ポンピングダクト
145 ポンピングシステム
150 処理部材
151 プロセスキット
152 ドアシールド
152A アダプタシールド
152B ダークスペースシールド
154 ポッドシールド
155 付加的ガスの注入リング
155A ガスリングシールド
155B リングシールド
155C 基板ホルダシールド
155D プレナムシールド
155E ヒーターシールド
156 ポンピングダクトシールド
170 露出表面
182 主要部材
184 着脱可能部材
186 取付特徴物
188 取付特徴物
190 取付特徴物
194 取付特徴物
200 床部分
202 壁部分
206 取付特徴物
208 着脱可能部材
210 着脱可能なガス注入パンチアウト
212 取付特徴物
214 着脱可能なクリアランスパンチアウト
216 着脱可能なガス注入ラインクリアランスパンチアウト
218 取付特徴物
220 取付特徴物
230 主要部材
232 着脱可能部材
234 取付特徴物
240 付加的なガス注入リング
600 フランジ領域
610 リップ領域
630 フランジ領域
640 リップ領域
700 ダークスペースシールド
710 フランジ領域
720 リップ領域
【特許請求の範囲】
【請求項1】
2つ以上の構成をなす処理システムにおいて使用するための処理部材であって、
主要部材と;
この主要部材に対して連結された着脱可能部材と;
を具備し、
前記着脱可能部材が前記主要部材に対して保持されたままの状態においては、前記処理部材は、前記処理システムの第1構成において使用し得るものとされ、
前記着脱可能部材が取り外された状態においては、前記処理部材は、前記処理システムの第2構成において使用し得るものとされていることを特徴とする処理部材。
【請求項2】
請求項1記載の処理部材において、
前記着脱可能部材が、1つまたは複数の取付特徴物を介して前記主要部材に対して連結され、
前記取付特徴物が、この1つまたは複数の取付特徴物の位置を除いては、曲線に沿っての前記処理部材の切断によって形成され、これにより、前記主要部材から前記着脱可能部材を分離し得るものとされていることを特徴とする処理部材。
【請求項3】
請求項2記載の処理部材において、
前記切断が、レーザー切断システムを使用して行われたものであることを特徴とする処理部材。
【請求項4】
請求項2記載の処理部材において、
前記1つまたは複数の取付特徴物の幅が、0.254mm〜2.03mm(10〜80mil)であり、
前記1つまたは複数の取付特徴物の長さが、0.254mm〜4.06mm(10〜160mil)であることを特徴とする処理部材。
【請求項5】
請求項1記載の処理部材において、
前記処理システムが、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項6】
請求項5記載の処理部材において、
前記処理システムが、物理的気相蒸着システムとされ、
前記処理システムが、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えていることを特徴とする処理部材。
【請求項7】
請求項6記載の処理部材において、
前記処理部材が、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項8】
請求項7記載の処理部材において、
前記着脱可能部材が、前記ドアシールドに対して連結された着脱可能リングを備え、
第1サイズの前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは、保持されたままとされ、
第2サイズの前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは、取り外されることを特徴とする処理部材。
【請求項9】
請求項8記載の処理部材において、
前記第1サイズの前記ターゲットアセンブリが、290mm未満という基板直径に対応したものとされ、
前記第2サイズの前記ターゲットアセンブリが、290mmよりも大きな基板直径に対応したものとされていることを特徴とする処理部材。
【請求項10】
請求項7記載の処理部材において、
前記少なくとも1つの着脱可能部材が、第1着脱可能ガス注入パンチアウトと、第2着脱可能ガス注入パンチアウトと、を有し、
前記少なくとも1つの着脱可能部材が、少なくとも1つの取付特徴物を使用して、前記ポッドシールドに対して着脱可能に連結され、
前記第1着脱可能ガス注入パンチアウトが、前記ポッドシールドの右側に対して連結され、
前記第2着脱可能ガス注入パンチアウトが、前記ポッドシールドの左側に対して連結されていることを特徴とする処理部材。
【請求項11】
請求項7記載の処理部材において、
さらに、付加的なガス注入リングを具備し、
前記少なくとも1つの着脱可能部材が、
前記処理システムに対して前記付加的なガス注入リングを取り付けるためのクリアランスを提供するための少なくとも1つの着脱可能クリアランスパンチアウトと、
前記処理システムの右側からガスを導入するためのクリアランスを提供するための第1着脱可能ガス注入ラインクリアランスパンチアウトと、
前記処理システムの左側からガスを導入するためのクリアランスを提供するための第2着脱可能ガス注入ラインクリアランスパンチアウトと、
を備えていることを特徴とする処理部材。
【請求項12】
請求項7記載の処理部材において、
前記少なくとも1つの着脱可能部材が、前記ポンピングダクトシールドに対して連結された着脱可能シールド延長物を備え、
第1構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が、保持されたままとされ、
第2構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が、取り外されることを特徴とする処理部材。
【請求項13】
請求項1記載の処理部材において、
さらに、前記処理部材上の少なくとも1つの表面に対して適用されたコーティングを具備していることを特徴とする処理部材。
【請求項14】
請求項13記載の処理部材において、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項15】
処理システムにおいて使用するためのプロセスキットであって、
前記処理システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記プロセスキットが、
前記処理チャンバの前記チャンバ上部に対して連結され、かつ、着脱可能リングを備えた、ドアシールドであるとともに、第1構成をなす前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは保持されたままとされ、第2構成をなす前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングが取り外されるものとされた、ドアシールドと;
前記処理チャンバの前記チャンバ下部に対して連結され、かつ、取付特徴物を介して前記ポッドシールドの右側に対して連結された第1着脱可能ガス注入パンチアウトと、取付特徴物を介して前記ポッドシールドの左側に対して連結された第2着脱可能ガス注入パンチアウトと、を備えたポッドシールドであるとともに、前記処理システムが右側からガス導入を行うタイプのものである場合には、前記第1着脱可能ガス注入パンチアウトが取り外され、前記処理システムが左側からガス導入を行うタイプのものである場合には、前記第2着脱可能ガス注入パンチアウトが取り外されるものとされた、ポッドシールドと;
前記ポンピングダクトに対して連結され得るよう構成され、かつ、取付特徴物を介して前記ポンピングダクトシールドに対して連結された着脱可能シールド延長物を備えた、ポンピングダクトシールドであるとともに、第1構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が保持されたままとされ、第2構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が取り外されるものとされた、ポンピングダクトシールドと;
を備えていることを特徴とするプロセスキット。
【請求項16】
請求項15記載のプロセスキットにおいて、
さらに、前記処理チャンバに対して連結された付加的なガス注入リングを具備していることを特徴とするプロセスキット。
【請求項17】
請求項16記載のプロセスキットにおいて、
前記ポッドシールドが、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された1つまたは複数の着脱可能なクリアランスパンチアウトと、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された第1着脱可能ガス注入ラインクリアランスパンチアウトと、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された第2着脱可能ガス注入ラインクリアランスパンチアウトと、
を備え、
前記処理チャンバに対して前記付加的なガス注入リングを取り付ける際には、前記1つまたは複数の着脱可能なクリアランスパンチアウトが取り外され、
前記付加的なガス注入リングに対して右側から付加的なガスを導入する際には、前記第1着脱可能ガス注入ラインクリアランスパンチアウトが取り外され、
前記付加的なガス注入リングに対して左側から付加的なガスを導入する際には、前記第2着脱可能ガス注入ラインクリアランスパンチアウトが取り外されることを特徴とするプロセスキット。
【請求項18】
請求項15記載のプロセスキットにおいて、
前記ドアシールドと前記ポッドシールドと前記ポンピングダクトシールドとの少なくとも1つが、さらに、コーティングを備えていることを特徴とするプロセスキット。
【請求項19】
請求項18記載のプロセスキットにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするプロセスキット。
【請求項20】
処理システム内において使用するための処理部材を製造するための方法であって、
主要部材と、この主要部材に対して連結された少なくとも1つの着脱可能部材と、を備えてなる前記処理部材を製造し、
その際、前記処理システムが第1構成とされている場合には、前記少なくとも1つの着脱可能部材を保持したままとして前記処理部材を使用するものとし、また、前記処理システムが第2構成とされている場合には、前記少なくとも1つの着脱可能部材を取り外した状態で前記処理部材を使用することを特徴とする方法。
【請求項21】
請求項20記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項22】
請求項21記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項23】
2つ以上の構成をなす処理システム内において処理部材を使用するための方法であって、
主要部材と、取付特徴物を使用して前記主要部材に対して連結された少なくとも1つの着脱可能部材と、を備えてなる前記処理部材を製造し;
前記処理部材を、第1構成とされた前記処理システムにおいて使用するか、あるいは、、第2構成とされた前記処理システムにおいて使用するか、を決定し;
前記第1構成とされた前記処理システムにおいて前記処理部材を使用する場合には、前記着脱可能部材を保持したままとして、前記処理部材を使用し;
前記第2構成とされた前記処理システムにおいて前記処理部材を使用する場合には、前記着脱可能部材を取り外した状態で、前記処理部材を使用する;
ことを特徴とする方法。
【請求項24】
請求項23記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項25】
請求項24記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項26】
物理的気相蒸着システムにおいて使用するためのドアシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ドアシールドが、
前記処理チャンバの前記チャンバ上部に対して連結される主要部材であるとともに、実質的に矩形とされ、丸められた第1端部と、丸められた第2端部と、を有し、さらに、この丸められた第2端部が、前記ターゲットアセンブリを囲み得るものとされているような、主要部材と、
この主要部材に対して連結された着脱可能部材であるとともに、実質的に円形とされ、少なくとも1つの取付特徴物を介して前記着脱可能部材の周縁エッジのところにおいて前記主要部材に対して連結されるものとされた、着脱可能部材と、
を備え、
第1サイズの前記ターゲットアセンブリに対しては、前記ドアシールドは、前記主要部材と前記着脱可能部材とを備えたものとして使用され、
第2サイズの前記ターゲットアセンブリに対しては、前記ドアシールドは、前記主要部材のみを備えたものとして使用されることを特徴とするドアシールド。
【請求項27】
請求項26記載のドアシールドにおいて、
さらに、前記ドアシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするドアシールド。
【請求項28】
請求項27記載のドアシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするドアシールド。
【請求項29】
請求項26記載のドアシールドにおいて、
前記第1サイズの前記ターゲットアセンブリが、290mm未満という基板直径に対応したものとされていることを特徴とするドアシールド。
【請求項30】
請求項26記載のドアシールドにおいて、
前記第2サイズの前記ターゲットアセンブリが、290mmよりも大きな基板直径に対応したものとされていることを特徴とするドアシールド。
【請求項31】
物理的気相蒸着システムにおいて使用するためのポッドシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ポッドシールドが、
前記処理チャンバの前記チャンバ下部に対して連結される主要部材であるとともに、床部分と、この床部分に対して連結された壁部分と、第1端部と、第2端部と、を備え、前記第1端部が、前記ポンピングダクトに対して連結し得るよう構成された第1開口を有し、前記第2端部が、前記基板ホルダに対して連結し得るよう構成された第2開口を有しているような、主要部材と;
少なくとも1つの取付特徴物を介して前記主要部材の前記壁部分に対して連結された第1着脱可能部材であるとともに、この第1着脱可能部材を取り付けたままとされている際には、前記ポッドシールドの第1側部に設けられた第1ガス注入構成にはアクセスできないものとされ、かつ、前記第1着脱可能部材を取り外した際には、前記ポッドシールドの第1側部に設けられた第1ガス注入構成に対してアクセス可能とされるような、第1着脱可能部材と;
少なくとも1つの取付特徴物を介して前記主要部材の前記壁部分に対して前記第1着脱可能部材とは反対側において連結された第2着脱可能部材であるとともに、この第2着脱可能部材を取り付けたままとされている際には、前記ポッドシールドの第2側部に設けられた第2ガス注入構成にはアクセスできないものとされ、かつ、前記第2着脱可能部材を取り外した際には、前記ポッドシールドの第2側部に設けられた第2ガス注入構成に対してアクセス可能とされるような、第2着脱可能部材と;
を備えていることを特徴とするポッドシールド。
【請求項32】
請求項31記載のポッドシールドにおいて、
さらに、前記ポッドシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするポッドシールド。
【請求項33】
請求項32記載のポッドシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするポッドシールド。
【請求項34】
物理的気相蒸着システムにおいて使用するためのポンピングダクトシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ポンピングダクトシールドが、
実質的に矩形とされた主要部材と;
実質的に矩形とされ、さらに、少なくとも1つの取付特徴物を介して前記主要部材の端部に対して連結された、着脱可能部材と;
を備えていることを特徴とするポンピングダクトシールド。
【請求項35】
請求項34記載のポンピングダクトシールドにおいて、
さらに、前記ポンピングダクトシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするポンピングダクトシールド。
【請求項36】
請求項35記載のポンピングダクトシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするポンピングダクトシールド。
【請求項37】
処理システム内において使用するための処理部材でありかつ処理時に前記処理システム内における処理に曝される1つまたは複数の露出表面を具備した処理部材を製造するための方法であって、
1つまたは複数の前記露出表面を具備した前記処理部材の形状へと材料を成形し;
前記処理時における1つまたは複数の前記露出表面上への材料付着性を増大させ得るよう、1つまたは複数の前記露出表面をベルトサンディング処理する;
ことを特徴とする方法。
【請求項38】
請求項37記載の方法において、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記材料の前記成形操作の前に行うことを特徴とする方法。
【請求項39】
請求項37記載の方法において、
前記材料を、シート状金属材料とし、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記シート状金属材料を前記処理部材の形状へと成形する前に行うことを特徴とする方法。
【請求項40】
請求項37記載の方法において、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記露出表面上にクロスハッチパターンを描くようにして行うことを特徴とする方法。
【請求項41】
請求項37記載の方法において、
前記処理部材を、前記処理時に成膜が起こらないように前記処理システムの内表面を保護するための着脱可能なシールドとすることを特徴とする方法。
【請求項42】
請求項37記載の方法において、
前記処理システムを、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとすることを特徴とする方法。
【請求項43】
請求項42記載の方法において、
前記処理システムを、物理的気相蒸着システムとし、
前記処理システムを、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えてなるものとすることを特徴とする方法。
【請求項44】
請求項43記載の方法において、
前記処理部材を、前記処理時に成膜が起こらないように前記処理システムの内表面を保護するための着脱可能なシールドとすることを特徴とする方法。
【請求項45】
請求項44記載の方法において、
前記処理部材を、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとすることを特徴とする方法。
【請求項46】
請求項37記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項47】
請求項46記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項48】
請求項37記載の方法において、
前記ベルトサンディング処理に際しては、36グリットの研磨材表面を適用することを特徴とする方法。
【請求項49】
請求項37記載の方法において、
前記成形に際しては、シート状金属材料の延伸を行い、
これにより、全体的にプレーナ形状とされたリング形状をなす前記処理部材を形成し、
前記処理部材を、環状のフランジ領域と、このフランジ領域の内径部分に対して隣接しつつ前記シート状金属材料から曲げ形成された全体的に円筒形状のリップ領域と、を備えたものとすることを特徴とする方法。
【請求項50】
処理システム内において基板を処理するための方法であって、
前記処理システム内における処理から前記処理システムを保護し得るよう、前記処理システム内に1つまたは複数の処理部材を準備し、この際、この1つまたは複数の処理部材を、前記処理に対して曝される少なくとも1つの露出表面を備えたものとし、さらに、この少なくとも1つの露出表面に対してベルトサンディング処理を適用し;
前記処理システム内に前記基板を配置し;
前記基板に対して前記処理を施す;
ことを特徴とする方法。
【請求項51】
請求項49記載の方法において、
前記ベルトサンディング処理に際しては、クロスハッチパターンを形成するようにして行うことを特徴とする方法。
【請求項52】
請求項49記載の方法において、
前記処理システムを、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとすることを特徴とする方法。
【請求項53】
請求項51記載の方法において、
前記処理システムを、物理的気相蒸着システムとし、
前記処理システムを、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えてなるものとすることを特徴とする方法。
【請求項54】
請求項52記載の方法において、
前記処理部材を、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとすることを特徴とする方法。
【請求項55】
請求項49記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項56】
請求項54記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項57】
請求項49記載の方法において、
前記ベルトサンディング処理に際しては、36グリットの研磨材表面を適用することを特徴とする方法。
【請求項58】
処理システム内において使用するための改良された処理部材であって、
前記処理システムが、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備する場合に、
前記処理部材が、前記処理システム内において処理時における処理に対して曝される1つまたは複数の露出表面を備え、
この少なくとも1つの露出表面が、ベルトサンディング処理を受けたものとされていることを特徴とする処理部材。
【請求項59】
請求項57記載の処理部材において、
前記ベルトサンディング処理が、クロスハッチパターンを形成するようにして行われるものであることを特徴とする処理部材。
【請求項60】
請求項57記載の処理部材において、
前記処理システムが、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項61】
請求項57記載の処理部材において、
前記処理部材が、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項62】
請求項57記載の処理部材において、
さらに、前記処理部材上の少なくとも1つの表面に対して適用されたコーティングを具備していることを特徴とする処理部材。
【請求項63】
請求項61記載の処理部材において、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項64】
請求項57記載の処理部材において、
前記ベルトサンディング処理が、36グリットの研磨材表面を適用して行われるものであることを特徴とする処理部材。
【請求項65】
請求項57記載の処理部材において、
リング形状のものとして形成され、
リップ領域と、このリップ領域に対して連結されたフランジ領域と、を備え、
延伸された金属から形成されていることを特徴とする処理部材。
【請求項1】
2つ以上の構成をなす処理システムにおいて使用するための処理部材であって、
主要部材と;
この主要部材に対して連結された着脱可能部材と;
を具備し、
前記着脱可能部材が前記主要部材に対して保持されたままの状態においては、前記処理部材は、前記処理システムの第1構成において使用し得るものとされ、
前記着脱可能部材が取り外された状態においては、前記処理部材は、前記処理システムの第2構成において使用し得るものとされていることを特徴とする処理部材。
【請求項2】
請求項1記載の処理部材において、
前記着脱可能部材が、1つまたは複数の取付特徴物を介して前記主要部材に対して連結され、
前記取付特徴物が、この1つまたは複数の取付特徴物の位置を除いては、曲線に沿っての前記処理部材の切断によって形成され、これにより、前記主要部材から前記着脱可能部材を分離し得るものとされていることを特徴とする処理部材。
【請求項3】
請求項2記載の処理部材において、
前記切断が、レーザー切断システムを使用して行われたものであることを特徴とする処理部材。
【請求項4】
請求項2記載の処理部材において、
前記1つまたは複数の取付特徴物の幅が、0.254mm〜2.03mm(10〜80mil)であり、
前記1つまたは複数の取付特徴物の長さが、0.254mm〜4.06mm(10〜160mil)であることを特徴とする処理部材。
【請求項5】
請求項1記載の処理部材において、
前記処理システムが、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項6】
請求項5記載の処理部材において、
前記処理システムが、物理的気相蒸着システムとされ、
前記処理システムが、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えていることを特徴とする処理部材。
【請求項7】
請求項6記載の処理部材において、
前記処理部材が、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項8】
請求項7記載の処理部材において、
前記着脱可能部材が、前記ドアシールドに対して連結された着脱可能リングを備え、
第1サイズの前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは、保持されたままとされ、
第2サイズの前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは、取り外されることを特徴とする処理部材。
【請求項9】
請求項8記載の処理部材において、
前記第1サイズの前記ターゲットアセンブリが、290mm未満という基板直径に対応したものとされ、
前記第2サイズの前記ターゲットアセンブリが、290mmよりも大きな基板直径に対応したものとされていることを特徴とする処理部材。
【請求項10】
請求項7記載の処理部材において、
前記少なくとも1つの着脱可能部材が、第1着脱可能ガス注入パンチアウトと、第2着脱可能ガス注入パンチアウトと、を有し、
前記少なくとも1つの着脱可能部材が、少なくとも1つの取付特徴物を使用して、前記ポッドシールドに対して着脱可能に連結され、
前記第1着脱可能ガス注入パンチアウトが、前記ポッドシールドの右側に対して連結され、
前記第2着脱可能ガス注入パンチアウトが、前記ポッドシールドの左側に対して連結されていることを特徴とする処理部材。
【請求項11】
請求項7記載の処理部材において、
さらに、付加的なガス注入リングを具備し、
前記少なくとも1つの着脱可能部材が、
前記処理システムに対して前記付加的なガス注入リングを取り付けるためのクリアランスを提供するための少なくとも1つの着脱可能クリアランスパンチアウトと、
前記処理システムの右側からガスを導入するためのクリアランスを提供するための第1着脱可能ガス注入ラインクリアランスパンチアウトと、
前記処理システムの左側からガスを導入するためのクリアランスを提供するための第2着脱可能ガス注入ラインクリアランスパンチアウトと、
を備えていることを特徴とする処理部材。
【請求項12】
請求項7記載の処理部材において、
前記少なくとも1つの着脱可能部材が、前記ポンピングダクトシールドに対して連結された着脱可能シールド延長物を備え、
第1構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が、保持されたままとされ、
第2構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が、取り外されることを特徴とする処理部材。
【請求項13】
請求項1記載の処理部材において、
さらに、前記処理部材上の少なくとも1つの表面に対して適用されたコーティングを具備していることを特徴とする処理部材。
【請求項14】
請求項13記載の処理部材において、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項15】
処理システムにおいて使用するためのプロセスキットであって、
前記処理システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記プロセスキットが、
前記処理チャンバの前記チャンバ上部に対して連結され、かつ、着脱可能リングを備えた、ドアシールドであるとともに、第1構成をなす前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングは保持されたままとされ、第2構成をなす前記ターゲットアセンブリに対して前記ドアシールドを使用する場合には、前記着脱可能リングが取り外されるものとされた、ドアシールドと;
前記処理チャンバの前記チャンバ下部に対して連結され、かつ、取付特徴物を介して前記ポッドシールドの右側に対して連結された第1着脱可能ガス注入パンチアウトと、取付特徴物を介して前記ポッドシールドの左側に対して連結された第2着脱可能ガス注入パンチアウトと、を備えたポッドシールドであるとともに、前記処理システムが右側からガス導入を行うタイプのものである場合には、前記第1着脱可能ガス注入パンチアウトが取り外され、前記処理システムが左側からガス導入を行うタイプのものである場合には、前記第2着脱可能ガス注入パンチアウトが取り外されるものとされた、ポッドシールドと;
前記ポンピングダクトに対して連結され得るよう構成され、かつ、取付特徴物を介して前記ポンピングダクトシールドに対して連結された着脱可能シールド延長物を備えた、ポンピングダクトシールドであるとともに、第1構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が保持されたままとされ、第2構成をなす前記ポンピングダクト内において前記ポンピングダクトシールドが使用される際には、前記着脱可能シールド延長物が取り外されるものとされた、ポンピングダクトシールドと;
を備えていることを特徴とするプロセスキット。
【請求項16】
請求項15記載のプロセスキットにおいて、
さらに、前記処理チャンバに対して連結された付加的なガス注入リングを具備していることを特徴とするプロセスキット。
【請求項17】
請求項16記載のプロセスキットにおいて、
前記ポッドシールドが、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された1つまたは複数の着脱可能なクリアランスパンチアウトと、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された第1着脱可能ガス注入ラインクリアランスパンチアウトと、
少なくとも1つの取付手段を介して前記ポッドシールドに対して連結された第2着脱可能ガス注入ラインクリアランスパンチアウトと、
を備え、
前記処理チャンバに対して前記付加的なガス注入リングを取り付ける際には、前記1つまたは複数の着脱可能なクリアランスパンチアウトが取り外され、
前記付加的なガス注入リングに対して右側から付加的なガスを導入する際には、前記第1着脱可能ガス注入ラインクリアランスパンチアウトが取り外され、
前記付加的なガス注入リングに対して左側から付加的なガスを導入する際には、前記第2着脱可能ガス注入ラインクリアランスパンチアウトが取り外されることを特徴とするプロセスキット。
【請求項18】
請求項15記載のプロセスキットにおいて、
前記ドアシールドと前記ポッドシールドと前記ポンピングダクトシールドとの少なくとも1つが、さらに、コーティングを備えていることを特徴とするプロセスキット。
【請求項19】
請求項18記載のプロセスキットにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするプロセスキット。
【請求項20】
処理システム内において使用するための処理部材を製造するための方法であって、
主要部材と、この主要部材に対して連結された少なくとも1つの着脱可能部材と、を備えてなる前記処理部材を製造し、
その際、前記処理システムが第1構成とされている場合には、前記少なくとも1つの着脱可能部材を保持したままとして前記処理部材を使用するものとし、また、前記処理システムが第2構成とされている場合には、前記少なくとも1つの着脱可能部材を取り外した状態で前記処理部材を使用することを特徴とする方法。
【請求項21】
請求項20記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項22】
請求項21記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項23】
2つ以上の構成をなす処理システム内において処理部材を使用するための方法であって、
主要部材と、取付特徴物を使用して前記主要部材に対して連結された少なくとも1つの着脱可能部材と、を備えてなる前記処理部材を製造し;
前記処理部材を、第1構成とされた前記処理システムにおいて使用するか、あるいは、、第2構成とされた前記処理システムにおいて使用するか、を決定し;
前記第1構成とされた前記処理システムにおいて前記処理部材を使用する場合には、前記着脱可能部材を保持したままとして、前記処理部材を使用し;
前記第2構成とされた前記処理システムにおいて前記処理部材を使用する場合には、前記着脱可能部材を取り外した状態で、前記処理部材を使用する;
ことを特徴とする方法。
【請求項24】
請求項23記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項25】
請求項24記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項26】
物理的気相蒸着システムにおいて使用するためのドアシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ドアシールドが、
前記処理チャンバの前記チャンバ上部に対して連結される主要部材であるとともに、実質的に矩形とされ、丸められた第1端部と、丸められた第2端部と、を有し、さらに、この丸められた第2端部が、前記ターゲットアセンブリを囲み得るものとされているような、主要部材と、
この主要部材に対して連結された着脱可能部材であるとともに、実質的に円形とされ、少なくとも1つの取付特徴物を介して前記着脱可能部材の周縁エッジのところにおいて前記主要部材に対して連結されるものとされた、着脱可能部材と、
を備え、
第1サイズの前記ターゲットアセンブリに対しては、前記ドアシールドは、前記主要部材と前記着脱可能部材とを備えたものとして使用され、
第2サイズの前記ターゲットアセンブリに対しては、前記ドアシールドは、前記主要部材のみを備えたものとして使用されることを特徴とするドアシールド。
【請求項27】
請求項26記載のドアシールドにおいて、
さらに、前記ドアシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするドアシールド。
【請求項28】
請求項27記載のドアシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするドアシールド。
【請求項29】
請求項26記載のドアシールドにおいて、
前記第1サイズの前記ターゲットアセンブリが、290mm未満という基板直径に対応したものとされていることを特徴とするドアシールド。
【請求項30】
請求項26記載のドアシールドにおいて、
前記第2サイズの前記ターゲットアセンブリが、290mmよりも大きな基板直径に対応したものとされていることを特徴とするドアシールド。
【請求項31】
物理的気相蒸着システムにおいて使用するためのポッドシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ポッドシールドが、
前記処理チャンバの前記チャンバ下部に対して連結される主要部材であるとともに、床部分と、この床部分に対して連結された壁部分と、第1端部と、第2端部と、を備え、前記第1端部が、前記ポンピングダクトに対して連結し得るよう構成された第1開口を有し、前記第2端部が、前記基板ホルダに対して連結し得るよう構成された第2開口を有しているような、主要部材と;
少なくとも1つの取付特徴物を介して前記主要部材の前記壁部分に対して連結された第1着脱可能部材であるとともに、この第1着脱可能部材を取り付けたままとされている際には、前記ポッドシールドの第1側部に設けられた第1ガス注入構成にはアクセスできないものとされ、かつ、前記第1着脱可能部材を取り外した際には、前記ポッドシールドの第1側部に設けられた第1ガス注入構成に対してアクセス可能とされるような、第1着脱可能部材と;
少なくとも1つの取付特徴物を介して前記主要部材の前記壁部分に対して前記第1着脱可能部材とは反対側において連結された第2着脱可能部材であるとともに、この第2着脱可能部材を取り付けたままとされている際には、前記ポッドシールドの第2側部に設けられた第2ガス注入構成にはアクセスできないものとされ、かつ、前記第2着脱可能部材を取り外した際には、前記ポッドシールドの第2側部に設けられた第2ガス注入構成に対してアクセス可能とされるような、第2着脱可能部材と;
を備えていることを特徴とするポッドシールド。
【請求項32】
請求項31記載のポッドシールドにおいて、
さらに、前記ポッドシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするポッドシールド。
【請求項33】
請求項32記載のポッドシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするポッドシールド。
【請求項34】
物理的気相蒸着システムにおいて使用するためのポンピングダクトシールドであって、
前記物理的気相蒸着システムが、
チャンバ上部およびチャンバ下部を備えた処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備し、
前記ポンピングダクトシールドが、
実質的に矩形とされた主要部材と;
実質的に矩形とされ、さらに、少なくとも1つの取付特徴物を介して前記主要部材の端部に対して連結された、着脱可能部材と;
を備えていることを特徴とするポンピングダクトシールド。
【請求項35】
請求項34記載のポンピングダクトシールドにおいて、
さらに、前記ポンピングダクトシールド上の少なくとも1つの表面に対して適用されたコーティングを備えていることを特徴とするポンピングダクトシールド。
【請求項36】
請求項35記載のポンピングダクトシールドにおいて、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とするポンピングダクトシールド。
【請求項37】
処理システム内において使用するための処理部材でありかつ処理時に前記処理システム内における処理に曝される1つまたは複数の露出表面を具備した処理部材を製造するための方法であって、
1つまたは複数の前記露出表面を具備した前記処理部材の形状へと材料を成形し;
前記処理時における1つまたは複数の前記露出表面上への材料付着性を増大させ得るよう、1つまたは複数の前記露出表面をベルトサンディング処理する;
ことを特徴とする方法。
【請求項38】
請求項37記載の方法において、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記材料の前記成形操作の前に行うことを特徴とする方法。
【請求項39】
請求項37記載の方法において、
前記材料を、シート状金属材料とし、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記シート状金属材料を前記処理部材の形状へと成形する前に行うことを特徴とする方法。
【請求項40】
請求項37記載の方法において、
1つまたは複数の前記露出表面に対する前記ベルトサンディング処理を、前記露出表面上にクロスハッチパターンを描くようにして行うことを特徴とする方法。
【請求項41】
請求項37記載の方法において、
前記処理部材を、前記処理時に成膜が起こらないように前記処理システムの内表面を保護するための着脱可能なシールドとすることを特徴とする方法。
【請求項42】
請求項37記載の方法において、
前記処理システムを、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとすることを特徴とする方法。
【請求項43】
請求項42記載の方法において、
前記処理システムを、物理的気相蒸着システムとし、
前記処理システムを、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えてなるものとすることを特徴とする方法。
【請求項44】
請求項43記載の方法において、
前記処理部材を、前記処理時に成膜が起こらないように前記処理システムの内表面を保護するための着脱可能なシールドとすることを特徴とする方法。
【請求項45】
請求項44記載の方法において、
前記処理部材を、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとすることを特徴とする方法。
【請求項46】
請求項37記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項47】
請求項46記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項48】
請求項37記載の方法において、
前記ベルトサンディング処理に際しては、36グリットの研磨材表面を適用することを特徴とする方法。
【請求項49】
請求項37記載の方法において、
前記成形に際しては、シート状金属材料の延伸を行い、
これにより、全体的にプレーナ形状とされたリング形状をなす前記処理部材を形成し、
前記処理部材を、環状のフランジ領域と、このフランジ領域の内径部分に対して隣接しつつ前記シート状金属材料から曲げ形成された全体的に円筒形状のリップ領域と、を備えたものとすることを特徴とする方法。
【請求項50】
処理システム内において基板を処理するための方法であって、
前記処理システム内における処理から前記処理システムを保護し得るよう、前記処理システム内に1つまたは複数の処理部材を準備し、この際、この1つまたは複数の処理部材を、前記処理に対して曝される少なくとも1つの露出表面を備えたものとし、さらに、この少なくとも1つの露出表面に対してベルトサンディング処理を適用し;
前記処理システム内に前記基板を配置し;
前記基板に対して前記処理を施す;
ことを特徴とする方法。
【請求項51】
請求項49記載の方法において、
前記ベルトサンディング処理に際しては、クロスハッチパターンを形成するようにして行うことを特徴とする方法。
【請求項52】
請求項49記載の方法において、
前記処理システムを、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとすることを特徴とする方法。
【請求項53】
請求項51記載の方法において、
前記処理システムを、物理的気相蒸着システムとし、
前記処理システムを、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を備えてなるものとすることを特徴とする方法。
【請求項54】
請求項52記載の方法において、
前記処理部材を、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとすることを特徴とする方法。
【請求項55】
請求項49記載の方法において、
さらに、前記処理部材上の少なくとも1つの表面に対してコーティングを施すことを特徴とする方法。
【請求項56】
請求項54記載の方法において、
前記コーティングを、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとすることを特徴とする方法。
【請求項57】
請求項49記載の方法において、
前記ベルトサンディング処理に際しては、36グリットの研磨材表面を適用することを特徴とする方法。
【請求項58】
処理システム内において使用するための改良された処理部材であって、
前記処理システムが、
チャンバ上部およびチャンバ下部を有した処理チャンバと、
この処理チャンバに対して連結されたターゲットアセンブリと、
前記処理チャンバに対して連結されておりかつ基板を支持するための基板ホルダと、
ポンピングシステムと、
前記処理チャンバに対して前記ポンピングシステムを接続するためのポンピングダクトと、
を具備する場合に、
前記処理部材が、前記処理システム内において処理時における処理に対して曝される1つまたは複数の露出表面を備え、
この少なくとも1つの露出表面が、ベルトサンディング処理を受けたものとされていることを特徴とする処理部材。
【請求項59】
請求項57記載の処理部材において、
前記ベルトサンディング処理が、クロスハッチパターンを形成するようにして行われるものであることを特徴とする処理部材。
【請求項60】
請求項57記載の処理部材において、
前記処理システムが、物理的気相蒸着システム、化学的気相蒸着システム、および、エッチングシステム、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項61】
請求項57記載の処理部材において、
前記処理部材が、前記処理チャンバの前記チャンバ上部に対して連結されたドアシールド、前記処理チャンバの前記チャンバ下部に対して連結されたポッドシールド、および、前記ポンピングダクトに対して連結されたポンピングダクトシールド、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項62】
請求項57記載の処理部材において、
さらに、前記処理部材上の少なくとも1つの表面に対して適用されたコーティングを具備していることを特徴とする処理部材。
【請求項63】
請求項61記載の処理部材において、
前記コーティングが、表面の陽極酸化、スプレーコーティング、および、プラズマ電解酸化コーティング、のうちの少なくとも1つとされていることを特徴とする処理部材。
【請求項64】
請求項57記載の処理部材において、
前記ベルトサンディング処理が、36グリットの研磨材表面を適用して行われるものであることを特徴とする処理部材。
【請求項65】
請求項57記載の処理部材において、
リング形状のものとして形成され、
リップ領域と、このリップ領域に対して連結されたフランジ領域と、を備え、
延伸された金属から形成されていることを特徴とする処理部材。
【図1】

【図8】
【図9】
【図11】
【図8】
【図9】
【図11】
【公表番号】特表2007−525820(P2007−525820A)
【公表日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願番号】特願2006−514262(P2006−514262)
【出願日】平成16年5月3日(2004.5.3)
【国際出願番号】PCT/US2004/013793
【国際公開番号】WO2004/108982
【国際公開日】平成16年12月16日(2004.12.16)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【出願人】(598133768)トーキョー エレクトロン アリゾナ インコーポレイテッド (5)
【Fターム(参考)】
【公表日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願日】平成16年5月3日(2004.5.3)
【国際出願番号】PCT/US2004/013793
【国際公開番号】WO2004/108982
【国際公開日】平成16年12月16日(2004.12.16)
【出願人】(000219967)東京エレクトロン株式会社 (5,184)
【出願人】(598133768)トーキョー エレクトロン アリゾナ インコーポレイテッド (5)
【Fターム(参考)】
[ Back to top ]