
凹凸シート及びその製造方法
【課題】ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供する。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
【解決手段】帯状のシート面20に凹凸パターン30が形成され、ロール状に巻き取られる凹凸シートにおいて、シート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は凹凸シート及びその製造方法に係り、特にシートの一方面にレンズとなる凹凸パターンが形成され、その製造過程においてロール状に巻き取られる凹凸シート及びその製造方法に関する。
【背景技術】
【0002】
各種光学素子に使用される樹脂製の凹凸シートとして、フレネルレンズやレンチキュラーレンズ等があり、様々な分野で使用されている。このような凹凸シートの表面には、レンズとなる規則的な凹凸パターンが形成されており、この凹凸パターンによって光学的性能を発揮している。このような凹凸シートを製造する方法としては、押出成形法、押出ラミネート法、2P法が一般的である。押出成形法は、熱可塑性の溶融樹脂を押出ダイからシート状に押し出した帯状の樹脂シートを、型ローラとニップローラとでニップし、型ローラに形成された凹凸パターンの反転形状を樹脂シートに転写し、転写された樹脂シートを型ローラから剥離する。そして、剥離された帯状の凹凸シートは巻取装置によってロール状に巻き取られる。また、押出ラミネート法は、押出ダイから押し出した樹脂シートに支持体として帯状基材をラミネートする方法であり、その他は押出成形法と同様である。
【0003】
2P法とは、UV(紫外線)硬化樹脂を支持体に塗布したあと、型ローラにラップし、ラップされている間にUV光を照射して型ローラに形成された凹凸パターンの反転形状を樹脂シートに転写し、転写された樹脂シートを型ローラから剥離する。そして、剥離された帯状の凹凸シートを巻取装置によってロール状に巻き取る方法である。
【0004】
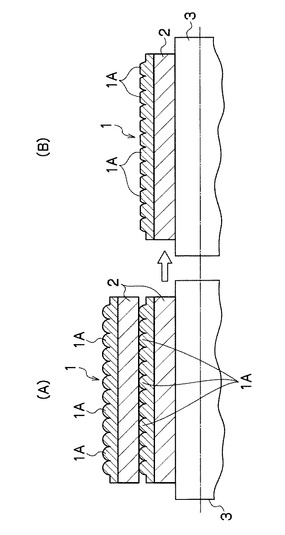
しかし、図8に示すように、シート面が平坦な樹脂シートとは異なり、シート面に凹凸パターン1が形成された凹凸シート2は、図8(A)のように巻取装置の巻き軸3に巻き取る際に、巻取テンションによる巻圧によって凹凸パターン1の凸部1Aが図8(B)のように押し潰されてしまい、光学的性能が発揮されないという問題がある。
【0005】
シートやフィルムの巻取り技術に関するものとしては、例えば特許文献1に、フィルム幅方向の両端部に球状突起を多数形成するナーリング処理を行い、これにより巻取り時の巻きずれを防止する技術がある。
【0006】
また、特許文献2には、特許文献1の改良技術が紹介されている。即ち、特許文献1のように、製造された後の軟化状態にないフィルムにナーリング処理を行っても球状突起が充分に形成されないので、フィルムを押出成形する際の軟化状態にあるフィルムにエンボスローラでナーリング処理することを提案している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−52285号公報
【特許文献2】特開2002−301751号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1及び2のナーリングによって、巻きずれを防止することはできても、凹凸シートをロール状に巻き取る際に、シート面に形成された凹凸パターンの凸部の潰れを防止することはできない。即ち、特許文献1及び2は、凹凸シートをロール状に巻き取る際に、シート面に形成された凹凸パターンの凸部の潰れを防止するという課題がなく、課題を解決するための対策もとられていない。特に、凹凸シートにおいて、凹凸パターンが形成された製品領域において厚み分布があると、厚い部分で巻圧を受けてしまい、その部分の凸部のみが変形し、ベコ状のスジ(凹凸状のスジ)になってしまう場合がある。
【0009】
本発明はこのような事情に鑑みてなされたもので、ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の凹凸シートは、前記目的を達成するために、帯状のシート面に凹凸パターンが形成され、ロール状に巻き取られる凹凸シートにおいて、前記シート面の幅方向における少なくとも両端部に、前記シートの長手方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部が形成されて成ることを特徴とする。
【0011】
本発明の凹凸シートによれば、帯状のシート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターンの凸部よりも背の高い背高凸条部が形成されている。したがって、凹凸シートをロール状に巻き取る際に背高凸条部が次に巻回される凹凸シートを架橋する橋桁の役目をする。
【0012】
これにより、凹凸シートをロール状に巻き取る巻取テンションの巻圧を背高凸条部で支えることができるので、凹凸パターンの凸部に巻圧が加わることがないか、加わったとしても背高凸条部がない場合に比べて加わる巻圧を顕著に小さくできる。この結果、凹凸シートをロール状に巻き取ってもシート面に形成された凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0013】
なお、シート面の幅方向における少なくとも両端部に背高凸条部をそれぞれ1つずつ形成することに限定されるものではなく、例えば両端部にそれぞれ複数の背高凸条部を連設させる形で形成することが好ましい。これにより、背高凸条部の橋桁としての強度を強くできる。
【0014】
本発明の凹凸シートにおいては、前記背高凸条部は、前記ロール状に巻き取られる前において前記凹凸パターンの前記凸部の1.2〜2.5倍の高さであることが好ましい。
【0015】
背高凸条部も巻圧によってある程度押し潰されるが、通常の巻取りテンション(200〜700N/支持体幅)であって背高凸条部が凹凸パターンの凸部の1.2倍以上であれば、光学的性能等の凹凸パターン本来の機能を失わないように凸部を保護できる。また、背高凸部が凹凸パターンの凸部の2.5倍を超えて大きくなると、最終的な巻き径が大きくなり過ぎるだけでなく、巻回された凹凸シート同士の間に空気層が形成され易くなる。そして、この空気層の形成によって、巻きずれが発生したり、ハンドリングの際に巻き崩れが発生したりする。したがって、背高凸状部の高さは凹凸パターンの凸部の1.2〜2.5倍の範囲であることが好ましい。
【0016】
本発明の凹凸シートにおいては、前記凹凸シートは、シート幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部が形成されていることが好ましい。
【0017】
これによって、凹凸シート面の両端部のみでなく、中央部にも橋桁の役目をする背高凸条部が設けられるので、凹凸パターンの凸部が一層潰れ難くなる。
【0018】
本発明の凹凸シートにおいては、前記背高凸条部には、一定間隔ごとに切欠きが形成されていることが好ましい。
【0019】
これにより、巻取りの際に凹凸シートの走行に同伴されてロール内に巻き込また同伴風を切欠きから逃がすことができるので、巻きずれや緩巻き(巻きの硬さが軟らか過ぎること)を防止できる。この場合、背高凸条部に一定間隔ごとに形状の異なる切欠きを形成すれば、型ローラに付着した汚れのローラ周方向位置を特定する目印になる。したがって、ローラ面の汚れ部分を迅速に洗浄することが可能となるため、生産効率の向上に役立つ。
【0020】
本発明の凹凸シートの製造方法は、前記目的を達成するために、シート面に凹凸パターンが形成された凹凸シートの製造方法において、熱可塑性の溶融樹脂を押出ダイからシート状に押し出して帯状の樹脂シートを形成する押出工程と、ローラ面に前記凹凸パターンの反転形状が形成されると共に、前記ローラ面の少なくとも幅方向両端部にローラ周方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部の反転形状が形成された型ローラを用いて、前記押出ダイから押し出された樹脂シートを回転する前記型ローラとニップローラとでニップして、前記樹脂シート面に前記凹凸パターンと前記背高凸条部とを同時に転写してから前記樹脂シートを冷却固化する転写工程と、前記転写工程後の樹脂シートを前記型ローラから剥離する剥離工程と、前記剥離工程後の樹脂シートをロール状に巻き取る巻取工程と、を備えたことを特徴とする。
【0021】
本発明の製造方法によれば、樹脂シートに凹凸パターンを転写する際に、樹脂シート幅方向の少なくとも両端部に、該樹脂シートの長手方向に沿って凹凸パターンの凸部よりも背の高い背高凸条部を転写するようにした。これにより、凹凸シートをロール状に巻き取っても背高凸条部が橋桁の役目をするので、凹凸パターンが潰れてしまうことがない。したがって、凹凸シートは、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0022】
また、転写工程では、凹凸パターンと背高凸条部との反転形状が形成された型ローラを用いて、凹凸パターンと背高凸条部とを樹脂シート面に同時に転写するので、型ローラだけを変えれば従来の押出成形による凹凸シートの製造ラインをそのまま使用することができる。
【0023】
本発明の製造方法においては、前記押出工程と前記転写工程との間に、前記押出ダイから押し出された樹脂シートを該樹脂シートよりも剛性の大きな帯状基材の表面にラミネートするラミネート工程を有することが好ましい。
【0024】
このように、本発明は、押出ラミネート法による凹凸シートの製造方法にも適用することができる。また、押出ラミネート法により樹脂シートを、樹脂シートよりも剛性の大きな帯状基材にラミネートすることで、製造された凹凸シートの剛性が樹脂シートだけの場合よりも強くなる。これにより、凹凸シートをロール状に巻き取ったときに、背高凸条部同士の間で凹凸シートが撓みにくくなるので、橋桁としての背高凸条部の役目を一層高めることができる。凹凸シートの剛性が小さく背高凸条部同士の間で凹凸シートが撓むと、背高凸条部近くの凹凸パターンは潰れないが、背高凸条部よりも離れた凹凸パターンは潰れ易くなる。
【0025】
本発明の製造方法においては、前記凹凸シートは、幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部を形成することが好ましい。
【0026】
これによって、凹凸シート面の両端部のみでなく、中央部にも橋桁の役目をする背高凸条部が設けられるので、凹凸パターンの凸部が一層潰れ難くなる。
【0027】
本発明の製造方法においては、前記巻取工程において前記帯状基材を所定の巻取テンションで巻き取ったときに、前記背高凸条部が前記巻取テンションの巻圧で前記凹凸パターンの凸部と略同じ高さまで押し潰されるように、前記巻取テンションに応じて前記背高凸部の高さを設定することが好ましい。
【0028】
このように、背高凸条部が巻取テンションの巻圧で凹凸パターンの凸部と略同じ高さまで押し潰されるように、巻取テンションに応じて背高凸部の高さを設定すれば、凹凸パターンの凸部に巻圧が加わるのも抑制でき、且つロール状の凹凸シート同士の間に空気層が形成されることも抑制できる。
【0029】
なお、巻取テンションによって背高凸条部がどの程度押し潰されるかは、予備試験等により予め知ることができるので、その結果を踏まえて型ローラに形成する反転形状の凹凸パターンの凸部に対応する深さ(凸部高さに相当)と、背高凸条部に対応する深さ(背高凸条部高さに相当)との関係を決めることができる。
【0030】
本発明の製造方法においては、前記凹凸パターンは、前記樹脂シートの長手方向に形成されたレンチキュラーレンズであって、前記背高凸条部と前記凹凸パターンの前記凸部とは高さのみが異なる形状であることが好ましい。
【0031】
このように、背高凸条部と凹凸パターンの凸部とは背の高さのみが異なる形状にすることで、背高凸条部と凹凸パターンの凸部との反転形状を型ローラに形成する際に、反転形状の深さのみを変えればよい。したがって、型ローラの製造に特別な作業を必要としない。
【0032】
本発明の製造方法においては、前記型ローラのローラ面に形成される前記背高凸条部の反転形状は、前記樹脂シートに転写された背高凸条部の一定間隔ごとに形状の異なる切欠きが形成される反転形状であることが好ましい。
【0033】
これにより、上記したように、巻き取りの際に同伴風を切欠きから逃がすことができるだけでなく、型ローラに付着した汚れのローラ周方向位置を特定する目印になる。
【発明の効果】
【0034】
本発明の凹凸シート及びその製造方法によれば、ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の実施の形態の凹凸シートの製造方法を行う製造装置の概要図
【図2】型ローラのローラ面に形成される反転形状の説明図
【図3】レンチキュラーレンズに形成された背高凸条部の説明図
【図4】凹凸シートを巻き取ったときの背高凸条部の作用を説明する説明図であり、(B)は(A)のA−A線に沿って切断した断面図
【図5】背高凸条部に一定間隔で切欠きを形成した説明図
【図6】凹凸パターンの他の態様図であり、(B)は(A)のB−B線に沿って切断した断面図
【図7】実施例における型ローラを説明する説明図
【図8】凹凸シートの巻取り時における凹凸パターンの凸部の潰れを説明する説明図
【発明を実施するための形態】
【0036】
以下添付図面に従って本発明の凹凸シート及びその製造方法の好ましい実施の形態について説明する。
【0037】
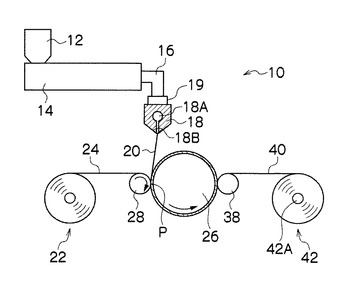
図1は、本発明の実施の形態における凹凸シートの製造方法を行う製造装置10の概要図であり、樹脂シートを帯状基材にラミネートする押出ラミネート法を適用した場合である。なお、本発明は帯状基材を有しない押出法にも適用でき、また従来技術で述べた2P法にも適用できる。
【0038】
図1に示すように、乾燥された熱可塑性の原料樹脂がホッパー12を介して押出機14に投入され、混練されながら溶融される。押出機14は単軸式押出機及び多軸式押出機の何れでもよく、押出機14の内部を真空にするベント機能を含むものでもよい。
【0039】
次に、押出機14で溶融された溶融樹脂は、供給管16を介して押出ダイ18に送られる。押出ダイ18は主として、押出機14から送られた溶融樹脂をダイ幅方向に拡流するマニホールド18Aと、狭隘な流路であって拡流された溶融樹脂をシート状にして外部に押し出すスリット18Bとで構成される。
【0040】
そして、押出ダイ18のスリット18Bからシート状に押し出された樹脂シート20は、矢印方向に回転する型ローラ26とニップローラ28とのニップ点Pに供給される。ニップローラ28は型ローラ26と同期して回転駆動してもよく、型ローラ26によって従動回転してよい。
【0041】
一方、帯状基材24が送出装置22から送り出されて、樹脂シート20を型ローラ26とで挟み込むようにニップ点Pに供給される。これにより、樹脂シート20が帯状基材24の面にラミネートされると共に、樹脂シート20がラミネートされた帯状基材24が型ローラ26とニップローラ28とによりニップされる。この場合、供給管16と押出ダイ18との間に、複数の溶融樹脂を合流させて多層化することのできるフィードブロック19を設けることが好ましい。そして、樹脂シート20と接着性樹脂層とを共押出することにより、接着性樹脂層によって樹脂シート20を帯状基材24面に強固にラミネートすることができる。なお、図1では、接着性樹脂層を溶融する押出機については図示していない。
【0042】
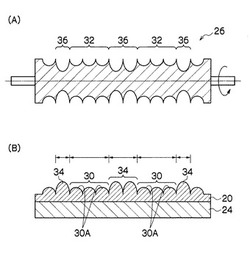
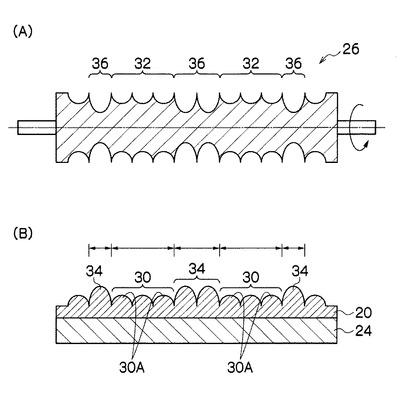
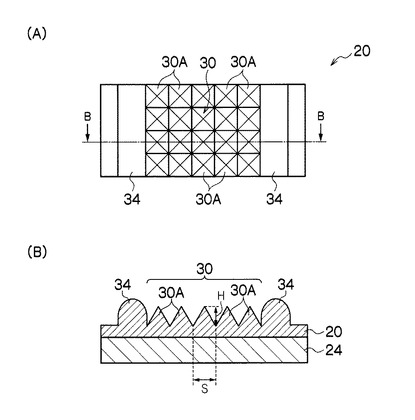
また、図2(A)、(B)に示すように、型ローラ26のローラ面には、樹脂シート20に転写される凹凸パターン30の反転形状32が形成されると共に、ローラ面の少なくとも幅方向両端部(樹脂シート20の両端部に相当)にローラ周方向(回転方向)に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34の反転形状36が形成される。
【0043】
図2では、樹脂シート20の幅方向に、間隔を置いて凹凸パターン30が形成された2個の製品領域aに区画される場合で示している。この場合には、樹脂シート20の幅方向両端部と製品領域a同士の間の非製品領域bにも背高凸条部34が形成されるように、型ローラ26に反転形状36が形成される。また、型ローラ26の内部にはローラ面を低温に保持する冷却手段(図示せず)が設けられる。
【0044】
これにより、樹脂シート20がラミネートされた帯状基材24が型ローラ26とニップローラ28とによりニップされると、型ローラ26の反転形状32、36が樹脂シート20面に転写され、樹脂シート20の面に凹凸パターン30と背高凸条部34とが形成される。そして、型ローラ26の回転に伴って帯状基材24がニップ点Pから剥離ローラ38(図1参照)位置に搬送される間に、型ローラ26のローラ面に接触する樹脂シート20が冷却固化され、転写された凹凸パターン30及び背高凸条部34が固定化される。
【0045】
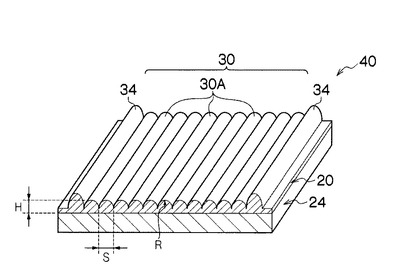
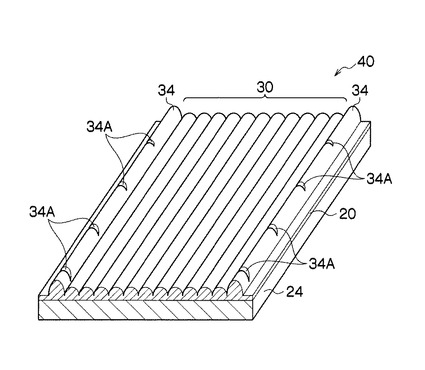
次に、樹脂シート20面に凹凸パターン30及び背高凸条部34が転写された帯状基材24は、剥離ローラ38によって型ローラ26から剥離される。これにより、図3に示すように、凹凸パターン30として例えばレンチキュラーレンズを備えた凹凸シート40が形成される。レンチキュラーレンズの場合、樹脂シート全体の厚みが50〜300μmの範囲の表面にレンチキュラーレンズを備えることが好ましい。レンチキュラーレンズの形状は、100〜200μmの曲率半径(R),30〜100μmのレンズ高さ(H)、100〜318μmのスパン(S)で形成されることが好ましい。
【0046】
なお、図3では、背高凸条部34を樹脂シート20の両端部のみに形成した例で示してある。そして、図1に示すように、凹凸シート40は巻取装置42の巻き軸42Aにロール状に巻き取られる。
【0047】
次に、上記の如く製造された凹凸シート40を巻取装置42へ巻取る際の作用効果について説明する。
【0048】
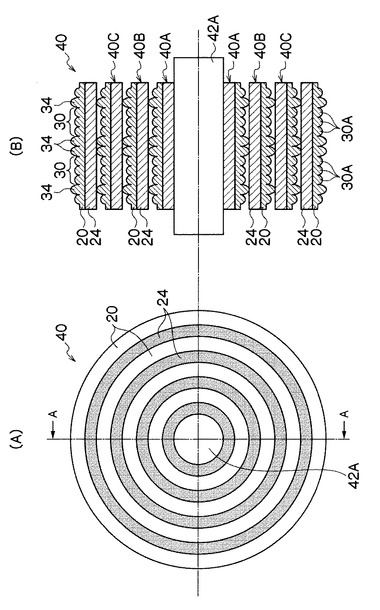
図4(A)は凹凸シート40をロール状に巻回した概念図であり、図4(B)は図4(A)をA−A線に沿って切断した断面図である。なお、凹凸シート40は現実には渦巻き状に巻回されるはずであるが、図4(A)では簡略化してロール形状を同芯円状に描いてある。また、図4(A)の濃色部分が凹凸シート40の帯状基材24であり、薄色部分が樹脂シート20を示す。
【0049】
上記の如く製造された凹凸シート40の樹脂シート20面の幅方向における両端部及び製品領域a同士の間の非製品領域bには、樹脂シート20の長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
【0050】
したがって、図4(B)に示すように、凹凸シート40を巻き軸42Aにロール状に巻き取る際に、巻回1周目の凹凸シート40Aに形成された背高凸条部34が巻回2周目の凹凸シート40Bの裏面(帯状基材24)に接触して、巻回2周目の凹凸シート40Bを架橋する橋桁の役目をする。同様に、巻回2周目の凹凸シート40Bに形成された背高凸条部34が巻回3周目の凹凸シート40Cの裏面に接触して、巻回3周目の凹凸シート40Cを架橋する橋桁の役目をする。この架橋作用を繰り返しながら凹凸シート40が巻回されていく。
【0051】
これにより、凹凸シート40をロール状に巻き取る巻取テンションの巻圧を背高凸条部34で支えることができるので、凹凸パターン30の凸部30Aに巻圧が加わることがないか、加わったとしても背高凸条部34がない場合に比べて加わる巻圧を顕著に小さくできる。この結果、凹凸シート40をロール状に巻き取ってもシート面に形成された凹凸パターン30が潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0052】
この場合、本実施の形態の押出ラミネート法のように、樹脂シート20よりも剛性の大きな帯状基材24を支持体として使用することで、製造された凹凸シート40の剛性が樹脂シート20だけの場合よりも強くなる。これにより、凹凸シート40をロール状に巻き取ったときに、例えば巻回1周目の凹凸シート40の背高凸条部34同士の間で巻回1周目の凹凸シート40が撓みにくくなるので、橋桁としての背高凸条部34の役目を一層高めることができる。凹凸シート40の剛性が小さく背高凸条部34同士の間で凹凸シート40が撓むと、背高凸条部34近くの凹凸パターン30は潰れないが、背高凸条部34よりも離れた凹凸パターン30は潰れ易くなる。
【0053】
背高凸条部34の高さを凹凸パターン30の凸部30A高さよりどの程度高くするかは、次のように設定することが好ましい。即ち、凹凸シート40を所定の巻取テンションで巻き取ったときに、背高凸条部34が巻取テンションの巻圧で凹凸パターン30の凸部30Aと略同じ高さまで押し潰されるように背高凸条部34の高さを設定する。この場合、実際に巻取りの予備試験を行って背高凸条部34の高さを決めることもできるが、巻取テンションによる巻圧を測定してオフラインで決めることもできる。即ち、樹脂シート20に使用する樹脂原料で背高凸条部34と同じ径で所定長さ(例えば10cm)の凸状樹脂を成形し、測定した巻圧に相当する荷重を凸状樹脂に上から加えて、凸状樹脂がどの程度押し潰されるかを測定する。そして、凹凸パターン30の凸部30A高さに押し潰された距離を加算した数値を背高凸条部34の高さとする。
【0054】
また、上記のように背高凸条部34の高さを決めることが最適であるが、簡易的に凹凸パターン30の凸部30A高さの1.2〜2.5倍の範囲に背高凸条部34の高さを設定しても効果を得ることができる。背高凸条部34が凹凸パターン30の凸部30Aの1.2倍以上であれば、光学的性能等の凹凸パターン本来の機能を失わないように凸部30Aを保護できる。また、背高凸条部34が凹凸パターン30の凸部30Aの2.5倍を超えて大きくなると、最終的な巻き径が大きくなり過ぎるだけでなく、巻回された凹凸シート40同士の間に空気層が形成され易くなる。そして、この空気層の形成によって、巻きずれが発生したり、ハンドリングの際に巻き崩れが発生したりする。
【0055】
ところで、凹凸シート40等の帯状シートをロール状に巻き取る際に、帯状シートの走行に同伴する同伴風がシート同士の間に巻き込まれ、巻きずれが発生し易い。したがって、背高凸条部34を凹凸シート40の長手方向に連続的に形成すると、橋桁としての効果が大きくなる一方、同伴風の逃げ難くなり易い。この結果、巻きずれや緩巻きが発生し易い。
【0056】
したがって、図5に示すように、背高凸条部34に一定間隔ごとに切欠き34Aを形成することが好ましい。これにより、この切欠き34Aから同伴風を逃がすことができるので、巻きずれや緩巻きが発生するのを防止できる。
【0057】
また、図5のように形状の異なる切欠き34Aを形成すれば、型ローラ26に付着した汚れ(ゴミ等)が樹脂シート20に転写された際に、型ローラ26の汚れ位置を迅速に特定できるという副次的効果を得ることもできる。なお、形状の異なる切欠き34Aには、形状の形が異なる場合以外に、切欠き34Aの深さや切欠き幅が異なる等も含む。要は、切欠き34A同士を目視して識別できればよい。また、背高凸条部34に形成される切欠き34Aの全てについて形状が異なることには限定されず、形状の異なる複数の切欠き34Aを一単位として、この一単位が繰り返される場合も含む。
【0058】
型ローラ26のローラ表面には、上記したように高精細な凹凸パターン30の反転形状32が形成されている。したがって、ローラ表面に付着した汚れを溶剤等で拭き取る際に凹凸パターン30を傷つけてしまう懸念があるため、ローラ全面を拭き取ることはせず、汚れ箇所のみを特定して慎重に拭き取る必要がある。
【0059】
しかし、特に光学的性能を要求される凹凸シート40の場合には、目視では確認できない極めて微小な汚れがローラ面に付着しても、それが樹脂シート20に転写されると問題となる。この場合、転写された汚れの樹脂シート幅方向位置から、ローラ幅方向の汚れ箇所を特定することは比較的容易であるが、汚れのローラ周方向位置を特定することは極めて難しく長時間を要する。
【0060】
したがって、背高凸条部34に一定間隔ごと、例えば型ローラ26の円周角における90°間隔ごとに形状の異なる切欠き34Aが転写されるようにしておけば、ローラ周方向の汚れ位置を容易に特定することができる。図5は、型ローラ26の円周角における90°間隔ごとに深さの異なる切欠き34Aを形成した場合である。
【0061】
更に、背高凸条部34を凹凸シート40の長手方向に形成する副次的効果として、帯状の凹凸シート40を、所定大きさのシートに打ち抜く際に、背高凸条部を打ち抜き基準線として利用できる。即ち、帯状の凹凸パターン30は、そのまま光学素子として使用されるのではなく、巻取装置42から巻き戻されて打ち抜き工程(図示せず)に搬送される。この打ち抜き工程では、凹凸シート40を所定サイズ(例えば12.7cm×17.8cm)に打ち抜かれる。この打ち抜きの際に、レンチキュラーレンズの稜線に平行に打ち抜く必要がある。この場合、レンチキュラーレンズの稜線と平行で且つレンチキュラーレンズの高さよりも高く目標物となり易い背高凸条部34を基準線とすることで、正確な打ち抜きを行うことができる。
【0062】
以上説明したように、本発明によれば、ロール状に巻き取っても凹凸パターン30が潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。また、背高凸条部34の副次的効果として、型ローラの汚れ位置の特定や打ち抜きの基準線としても利用できる。
【0063】
なお、図3では、凹凸パターン30の例としてレンチキュラーレンズの例で説明したが、図6(A)、(B)に示すように、四角錐形状の凸部30Aを格子状に形成した凹凸パターン30でもよい。図6(B)に示すように、四角錐形状の凸部30Aの高さHは20〜50μm、スパンSが10〜100μmの範囲であることが好ましい。
【0064】
以下に、本実施の形態における帯状基材24、樹脂シート20、接着性樹脂層及び製造装置10の押出ダイ18、及び各ローラ26,28,38について説明する。
【0065】
<帯状基材>
帯状基材24は、できるだけ平滑な表面を有すると共に、ラミネートされる樹脂シート20の剛性よりも大きいことが好ましい。また、製造される凹凸シート40が光学素子として使用される場合には、透明な帯状基材24を用いることが好ましい。さらに、溶融押出しされた樹脂シート20の熱に耐える必要があり、比較的耐熱性の高いポリカーボネート樹脂、ポリスルホン樹脂、二軸延伸ポリエチレンテレフタレート樹脂等を挙げることができる。特に、平滑性が良好な点から、二軸延伸のポリエチレンテレフタレート樹脂が好ましい。帯状基材24は100μm〜300μmの厚さを有するのが好ましく、160μm〜210μmの厚さを有するのがより好ましい。
【0066】
<樹脂シート>
樹脂シート20を形成する樹脂としては、例えば、ポリメチルメタクリレート樹脂(PMMA)、ポリカーボネート樹脂、ポリスチレン樹脂、メタクリレート-スチレン共重合樹脂(MS樹脂)、アクリロニトリル-スチレン共重合樹脂(AS樹脂)、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、グリコール変性ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂(PVC)、熱可塑性エラストマー、又はこれらの共重合体、シクロオレフィンポリマー等が挙げられる。溶融押出しやすさを考慮すると、例えば、ポリメチルメタクリレート樹脂(PMMA)、ポリカーボネート樹脂、ポリスチレン樹脂、メタクリレート-スチレン共重合樹脂(MS樹脂)、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、グリコール変性ポリエチレンテレフタレート樹脂のような溶融粘度の低い樹脂を用いるのが好ましく、転写し易さやシートの割れにくさ、凹凸パターンの耐久性などを考慮するとグリコール変性ポリエチレンテレフタレート樹脂(PETG等)を用いるのがより好ましい。
【0067】
<接着性樹脂層>
接着性樹脂層は、帯状基材24と樹脂シート20とを接着するための機能を備える。接着性樹脂層としては、さらに、クッション機能を備えることが好ましい。ここで、クッション機能とは、凹凸シート40の巻取り時に、巻取テンションによる巻圧が凹凸パターン30の凸部30Aに加わったときに、巻圧を吸収する機能を有することを言う。このような、接着性とクッション性とを兼ね備えた接着性樹脂層としては、変性ポリオレフィン系樹脂、ポリエステル系熱可塑性エラストマー等が挙げられる。接着性樹脂層は、10μm〜66μmの厚さを有するのが好ましく、5μm〜10μmの厚さを有するのがより好ましい。
【0068】
〈押出ダイ〉
押出ダイ18は、樹脂シート20の押出温度を調整できる機能を有することが好ましい。即ち、押出ダイ18から押し出される樹脂シート20の押出温度は調整され、ニップ部Pでの樹脂シート20の温度がガラス転移温度以上となっているように設定される。ニップした樹脂シート20に型ローラ26からの転写が完了する前に冷却固化しないようにするためである。また、樹脂の熱分解が生じると、製造された凹凸シート40の面状悪化などの問題を生じることから、押出ダイ18から押し出す押出温度は転写が可能な限りで低く設定することが好ましい。樹脂の材料にグリコール変性ポリエチレンテレフタレート樹脂を採用した場合、押出ダイ18からの吐出温度は240〜300℃、好ましくは250〜290℃とすることができる。
【0069】
〈各ローラ〉
型ローラ26の材質としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として硬質クロムメッキ(HCrメッキ)、Cuメッキ、Niメッキ等のメッキを施したもの、セラミックス、及び各種の複合材料が採用できる。
【0070】
また、ニップローラ28としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として、表面にゴムライニングしたものが好適に採用できる。ニップローラに加圧手段を設けることができる。また、ニップローラの背面(型ローラの反対側)に更にバックアップローラを設けて、ニップ圧力の反力による撓みが生じにくくなるような構成を採用することもできる。
【0071】
剥離ローラ38は、型ローラ26に対向してニップローラ28の反対側に設けられ、帯状基材24を巻き掛けることにより樹脂シート20面を型ローラ26より剥離するためのローラである。剥離ローラ38の材質としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として、表面にゴムライニングしたものが採用できる。
【0072】
型ローラ26の温度は、ニップ部Pでの樹脂シート20の温度がガラス転移温度以上となるように設定される。これは、型ローラ26から樹脂シート20への転写が完了する前に冷却固化しないようにするためである。一方、剥離ローラ38によって帯状基材24を型ローラ26から剥離する場合、型ローラ26と樹脂シート20との接着が強すぎると、帯状基材24が不規則に剥離して突起状に変形し易い。したがって、型ローラ26の温度は転写が可能な限りで低く設定することが好ましい。
【0073】
例えば、樹脂の材料にグリコール変性ポリエチレンテレフタレート樹脂を採用した場合、型ローラ26の表面温度は30〜90℃、好ましくは40〜70℃とすることができる。なお、型ローラ26の温度を制御するために、型ローラ26内部を熱媒体(温水、油)で満たし循環させる等の公知の手段が採用できる。
【実施例1】
【0074】
次に本発明の凹凸シートの製造方法について具体的な実施例を説明する。
【0075】
(実施例)
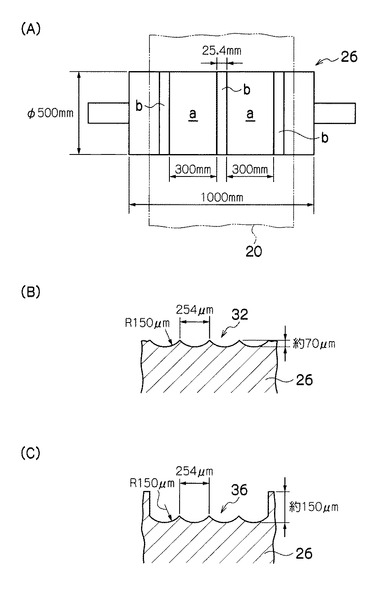
図7(A)に示すように、直径φ500mm、面長1000mmの型ローラ26を使用し、ローラ面の中央位置と、面長両端から162mmのローラ面の幅方向両端位置との3箇所にそれぞれ25.4mm幅の非製品領域bを形成した。そして、前記した3箇所の非製品領域b以外のローラ面領域を製品領域aとした。製品領域aは、中央の非製品領域を挟んで両側にそれぞれ300mmの幅に形成される。
【0076】
そして、製品領域aには、図7(B)に示すように、曲率半径(R)が150μm、レンズ高さ(H)が70μm、スパン(S)が254μmのレンチキュラーレンズ(凹凸パターン30の凸部30A)を形成するための反転形状32をバイト加工により形成した。
【0077】
また、非製品領域bには、図7(C)に示すように、曲率半径(R)が150μm、レンズ高さ(H)が150μm、スパン(S)が254μmの背高凸条部34を形成するための反転形状36を形成した。即ち、3箇所の非製品領域bの1つについて100本の背高凸条部34が配列されることになる。
【0078】
レンチキュラーレンズと背高凸条部34との反転形状形成におけるバイト加工の違いは、背高凸条部の方がレンチキュラーレンズよりもバイトの切り込み深さを深くしただけである。
【0079】
(比較例)
比較例の型ローラのローラ面には、実施例における非製品領域を全て製品領域とし、この製品領域全面に図7(B)のレンチキュラーレンズを形成した。その他は実施例と同じである。
【0080】
(凹凸シートの製造試験)
そして、図1に示した凹凸シートの製造装置を使用して、実施例の型ローラを使用した場合と、比較例の型ローラを使用した場合の2種類の凹凸シートを製造した。
【0081】
また、実施例及び比較例ともに、樹脂原料としてPETGを使用し、帯状基材として二軸延伸PET(ポリエチレンテレフタレート)フィルムを使用した。また、押出ダイ18の押出温度を280℃とすると共に、型ローラの温度を40℃とした。また、凹凸シート40を巻取装置42に巻取るときの巻取テンションは500Nとした。
【0082】
(試験結果)
その結果、実施例の型ローラを用いて製造した凹凸シート40は、凹凸パターンであるレンチキュラーレンズの潰れはなく、設計通りの凸部30A高さを維持していた。一方、比較例の型ローラを用いて製造した凹凸シート40は、レンチキュラーレンズの長さ方向の複数箇所において蒲鉾形状の頂部が平坦に潰れており(図8(B)参照)、レンズ形状が崩れていた。
【符号の説明】
【0083】
10…凹凸パターンの製造装置、12…ホッパー、14…押出機、16…供給管、18…押出ダイ、19…フィードブロック、20…樹脂シート、22…送出装置、24…帯状基材、26…型ローラ、28…ニップローラ、30…凹凸パターン、30A…凸部、32…凹凸パターンの反転形状、34…背高凸条部、36…背高凸条部の反転形状、38…剥離ローラ、40…凹凸シート、42…巻取装置、42A…巻き軸、P…ニップ点
【技術分野】
【0001】
本発明は凹凸シート及びその製造方法に係り、特にシートの一方面にレンズとなる凹凸パターンが形成され、その製造過程においてロール状に巻き取られる凹凸シート及びその製造方法に関する。
【背景技術】
【0002】
各種光学素子に使用される樹脂製の凹凸シートとして、フレネルレンズやレンチキュラーレンズ等があり、様々な分野で使用されている。このような凹凸シートの表面には、レンズとなる規則的な凹凸パターンが形成されており、この凹凸パターンによって光学的性能を発揮している。このような凹凸シートを製造する方法としては、押出成形法、押出ラミネート法、2P法が一般的である。押出成形法は、熱可塑性の溶融樹脂を押出ダイからシート状に押し出した帯状の樹脂シートを、型ローラとニップローラとでニップし、型ローラに形成された凹凸パターンの反転形状を樹脂シートに転写し、転写された樹脂シートを型ローラから剥離する。そして、剥離された帯状の凹凸シートは巻取装置によってロール状に巻き取られる。また、押出ラミネート法は、押出ダイから押し出した樹脂シートに支持体として帯状基材をラミネートする方法であり、その他は押出成形法と同様である。
【0003】
2P法とは、UV(紫外線)硬化樹脂を支持体に塗布したあと、型ローラにラップし、ラップされている間にUV光を照射して型ローラに形成された凹凸パターンの反転形状を樹脂シートに転写し、転写された樹脂シートを型ローラから剥離する。そして、剥離された帯状の凹凸シートを巻取装置によってロール状に巻き取る方法である。
【0004】
しかし、図8に示すように、シート面が平坦な樹脂シートとは異なり、シート面に凹凸パターン1が形成された凹凸シート2は、図8(A)のように巻取装置の巻き軸3に巻き取る際に、巻取テンションによる巻圧によって凹凸パターン1の凸部1Aが図8(B)のように押し潰されてしまい、光学的性能が発揮されないという問題がある。
【0005】
シートやフィルムの巻取り技術に関するものとしては、例えば特許文献1に、フィルム幅方向の両端部に球状突起を多数形成するナーリング処理を行い、これにより巻取り時の巻きずれを防止する技術がある。
【0006】
また、特許文献2には、特許文献1の改良技術が紹介されている。即ち、特許文献1のように、製造された後の軟化状態にないフィルムにナーリング処理を行っても球状突起が充分に形成されないので、フィルムを押出成形する際の軟化状態にあるフィルムにエンボスローラでナーリング処理することを提案している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平9−52285号公報
【特許文献2】特開2002−301751号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1及び2のナーリングによって、巻きずれを防止することはできても、凹凸シートをロール状に巻き取る際に、シート面に形成された凹凸パターンの凸部の潰れを防止することはできない。即ち、特許文献1及び2は、凹凸シートをロール状に巻き取る際に、シート面に形成された凹凸パターンの凸部の潰れを防止するという課題がなく、課題を解決するための対策もとられていない。特に、凹凸シートにおいて、凹凸パターンが形成された製品領域において厚み分布があると、厚い部分で巻圧を受けてしまい、その部分の凸部のみが変形し、ベコ状のスジ(凹凸状のスジ)になってしまう場合がある。
【0009】
本発明はこのような事情に鑑みてなされたもので、ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる凹凸シート及びその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の凹凸シートは、前記目的を達成するために、帯状のシート面に凹凸パターンが形成され、ロール状に巻き取られる凹凸シートにおいて、前記シート面の幅方向における少なくとも両端部に、前記シートの長手方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部が形成されて成ることを特徴とする。
【0011】
本発明の凹凸シートによれば、帯状のシート面の幅方向における少なくとも両端部に、シートの長手方向に沿って凹凸パターンの凸部よりも背の高い背高凸条部が形成されている。したがって、凹凸シートをロール状に巻き取る際に背高凸条部が次に巻回される凹凸シートを架橋する橋桁の役目をする。
【0012】
これにより、凹凸シートをロール状に巻き取る巻取テンションの巻圧を背高凸条部で支えることができるので、凹凸パターンの凸部に巻圧が加わることがないか、加わったとしても背高凸条部がない場合に比べて加わる巻圧を顕著に小さくできる。この結果、凹凸シートをロール状に巻き取ってもシート面に形成された凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0013】
なお、シート面の幅方向における少なくとも両端部に背高凸条部をそれぞれ1つずつ形成することに限定されるものではなく、例えば両端部にそれぞれ複数の背高凸条部を連設させる形で形成することが好ましい。これにより、背高凸条部の橋桁としての強度を強くできる。
【0014】
本発明の凹凸シートにおいては、前記背高凸条部は、前記ロール状に巻き取られる前において前記凹凸パターンの前記凸部の1.2〜2.5倍の高さであることが好ましい。
【0015】
背高凸条部も巻圧によってある程度押し潰されるが、通常の巻取りテンション(200〜700N/支持体幅)であって背高凸条部が凹凸パターンの凸部の1.2倍以上であれば、光学的性能等の凹凸パターン本来の機能を失わないように凸部を保護できる。また、背高凸部が凹凸パターンの凸部の2.5倍を超えて大きくなると、最終的な巻き径が大きくなり過ぎるだけでなく、巻回された凹凸シート同士の間に空気層が形成され易くなる。そして、この空気層の形成によって、巻きずれが発生したり、ハンドリングの際に巻き崩れが発生したりする。したがって、背高凸状部の高さは凹凸パターンの凸部の1.2〜2.5倍の範囲であることが好ましい。
【0016】
本発明の凹凸シートにおいては、前記凹凸シートは、シート幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部が形成されていることが好ましい。
【0017】
これによって、凹凸シート面の両端部のみでなく、中央部にも橋桁の役目をする背高凸条部が設けられるので、凹凸パターンの凸部が一層潰れ難くなる。
【0018】
本発明の凹凸シートにおいては、前記背高凸条部には、一定間隔ごとに切欠きが形成されていることが好ましい。
【0019】
これにより、巻取りの際に凹凸シートの走行に同伴されてロール内に巻き込また同伴風を切欠きから逃がすことができるので、巻きずれや緩巻き(巻きの硬さが軟らか過ぎること)を防止できる。この場合、背高凸条部に一定間隔ごとに形状の異なる切欠きを形成すれば、型ローラに付着した汚れのローラ周方向位置を特定する目印になる。したがって、ローラ面の汚れ部分を迅速に洗浄することが可能となるため、生産効率の向上に役立つ。
【0020】
本発明の凹凸シートの製造方法は、前記目的を達成するために、シート面に凹凸パターンが形成された凹凸シートの製造方法において、熱可塑性の溶融樹脂を押出ダイからシート状に押し出して帯状の樹脂シートを形成する押出工程と、ローラ面に前記凹凸パターンの反転形状が形成されると共に、前記ローラ面の少なくとも幅方向両端部にローラ周方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部の反転形状が形成された型ローラを用いて、前記押出ダイから押し出された樹脂シートを回転する前記型ローラとニップローラとでニップして、前記樹脂シート面に前記凹凸パターンと前記背高凸条部とを同時に転写してから前記樹脂シートを冷却固化する転写工程と、前記転写工程後の樹脂シートを前記型ローラから剥離する剥離工程と、前記剥離工程後の樹脂シートをロール状に巻き取る巻取工程と、を備えたことを特徴とする。
【0021】
本発明の製造方法によれば、樹脂シートに凹凸パターンを転写する際に、樹脂シート幅方向の少なくとも両端部に、該樹脂シートの長手方向に沿って凹凸パターンの凸部よりも背の高い背高凸条部を転写するようにした。これにより、凹凸シートをロール状に巻き取っても背高凸条部が橋桁の役目をするので、凹凸パターンが潰れてしまうことがない。したがって、凹凸シートは、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0022】
また、転写工程では、凹凸パターンと背高凸条部との反転形状が形成された型ローラを用いて、凹凸パターンと背高凸条部とを樹脂シート面に同時に転写するので、型ローラだけを変えれば従来の押出成形による凹凸シートの製造ラインをそのまま使用することができる。
【0023】
本発明の製造方法においては、前記押出工程と前記転写工程との間に、前記押出ダイから押し出された樹脂シートを該樹脂シートよりも剛性の大きな帯状基材の表面にラミネートするラミネート工程を有することが好ましい。
【0024】
このように、本発明は、押出ラミネート法による凹凸シートの製造方法にも適用することができる。また、押出ラミネート法により樹脂シートを、樹脂シートよりも剛性の大きな帯状基材にラミネートすることで、製造された凹凸シートの剛性が樹脂シートだけの場合よりも強くなる。これにより、凹凸シートをロール状に巻き取ったときに、背高凸条部同士の間で凹凸シートが撓みにくくなるので、橋桁としての背高凸条部の役目を一層高めることができる。凹凸シートの剛性が小さく背高凸条部同士の間で凹凸シートが撓むと、背高凸条部近くの凹凸パターンは潰れないが、背高凸条部よりも離れた凹凸パターンは潰れ易くなる。
【0025】
本発明の製造方法においては、前記凹凸シートは、幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部を形成することが好ましい。
【0026】
これによって、凹凸シート面の両端部のみでなく、中央部にも橋桁の役目をする背高凸条部が設けられるので、凹凸パターンの凸部が一層潰れ難くなる。
【0027】
本発明の製造方法においては、前記巻取工程において前記帯状基材を所定の巻取テンションで巻き取ったときに、前記背高凸条部が前記巻取テンションの巻圧で前記凹凸パターンの凸部と略同じ高さまで押し潰されるように、前記巻取テンションに応じて前記背高凸部の高さを設定することが好ましい。
【0028】
このように、背高凸条部が巻取テンションの巻圧で凹凸パターンの凸部と略同じ高さまで押し潰されるように、巻取テンションに応じて背高凸部の高さを設定すれば、凹凸パターンの凸部に巻圧が加わるのも抑制でき、且つロール状の凹凸シート同士の間に空気層が形成されることも抑制できる。
【0029】
なお、巻取テンションによって背高凸条部がどの程度押し潰されるかは、予備試験等により予め知ることができるので、その結果を踏まえて型ローラに形成する反転形状の凹凸パターンの凸部に対応する深さ(凸部高さに相当)と、背高凸条部に対応する深さ(背高凸条部高さに相当)との関係を決めることができる。
【0030】
本発明の製造方法においては、前記凹凸パターンは、前記樹脂シートの長手方向に形成されたレンチキュラーレンズであって、前記背高凸条部と前記凹凸パターンの前記凸部とは高さのみが異なる形状であることが好ましい。
【0031】
このように、背高凸条部と凹凸パターンの凸部とは背の高さのみが異なる形状にすることで、背高凸条部と凹凸パターンの凸部との反転形状を型ローラに形成する際に、反転形状の深さのみを変えればよい。したがって、型ローラの製造に特別な作業を必要としない。
【0032】
本発明の製造方法においては、前記型ローラのローラ面に形成される前記背高凸条部の反転形状は、前記樹脂シートに転写された背高凸条部の一定間隔ごとに形状の異なる切欠きが形成される反転形状であることが好ましい。
【0033】
これにより、上記したように、巻き取りの際に同伴風を切欠きから逃がすことができるだけでなく、型ローラに付着した汚れのローラ周方向位置を特定する目印になる。
【発明の効果】
【0034】
本発明の凹凸シート及びその製造方法によれば、ロール状に巻き取っても凹凸パターンが潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【図面の簡単な説明】
【0035】
【図1】本発明の実施の形態の凹凸シートの製造方法を行う製造装置の概要図
【図2】型ローラのローラ面に形成される反転形状の説明図
【図3】レンチキュラーレンズに形成された背高凸条部の説明図
【図4】凹凸シートを巻き取ったときの背高凸条部の作用を説明する説明図であり、(B)は(A)のA−A線に沿って切断した断面図
【図5】背高凸条部に一定間隔で切欠きを形成した説明図
【図6】凹凸パターンの他の態様図であり、(B)は(A)のB−B線に沿って切断した断面図
【図7】実施例における型ローラを説明する説明図
【図8】凹凸シートの巻取り時における凹凸パターンの凸部の潰れを説明する説明図
【発明を実施するための形態】
【0036】
以下添付図面に従って本発明の凹凸シート及びその製造方法の好ましい実施の形態について説明する。
【0037】
図1は、本発明の実施の形態における凹凸シートの製造方法を行う製造装置10の概要図であり、樹脂シートを帯状基材にラミネートする押出ラミネート法を適用した場合である。なお、本発明は帯状基材を有しない押出法にも適用でき、また従来技術で述べた2P法にも適用できる。
【0038】
図1に示すように、乾燥された熱可塑性の原料樹脂がホッパー12を介して押出機14に投入され、混練されながら溶融される。押出機14は単軸式押出機及び多軸式押出機の何れでもよく、押出機14の内部を真空にするベント機能を含むものでもよい。
【0039】
次に、押出機14で溶融された溶融樹脂は、供給管16を介して押出ダイ18に送られる。押出ダイ18は主として、押出機14から送られた溶融樹脂をダイ幅方向に拡流するマニホールド18Aと、狭隘な流路であって拡流された溶融樹脂をシート状にして外部に押し出すスリット18Bとで構成される。
【0040】
そして、押出ダイ18のスリット18Bからシート状に押し出された樹脂シート20は、矢印方向に回転する型ローラ26とニップローラ28とのニップ点Pに供給される。ニップローラ28は型ローラ26と同期して回転駆動してもよく、型ローラ26によって従動回転してよい。
【0041】
一方、帯状基材24が送出装置22から送り出されて、樹脂シート20を型ローラ26とで挟み込むようにニップ点Pに供給される。これにより、樹脂シート20が帯状基材24の面にラミネートされると共に、樹脂シート20がラミネートされた帯状基材24が型ローラ26とニップローラ28とによりニップされる。この場合、供給管16と押出ダイ18との間に、複数の溶融樹脂を合流させて多層化することのできるフィードブロック19を設けることが好ましい。そして、樹脂シート20と接着性樹脂層とを共押出することにより、接着性樹脂層によって樹脂シート20を帯状基材24面に強固にラミネートすることができる。なお、図1では、接着性樹脂層を溶融する押出機については図示していない。
【0042】
また、図2(A)、(B)に示すように、型ローラ26のローラ面には、樹脂シート20に転写される凹凸パターン30の反転形状32が形成されると共に、ローラ面の少なくとも幅方向両端部(樹脂シート20の両端部に相当)にローラ周方向(回転方向)に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34の反転形状36が形成される。
【0043】
図2では、樹脂シート20の幅方向に、間隔を置いて凹凸パターン30が形成された2個の製品領域aに区画される場合で示している。この場合には、樹脂シート20の幅方向両端部と製品領域a同士の間の非製品領域bにも背高凸条部34が形成されるように、型ローラ26に反転形状36が形成される。また、型ローラ26の内部にはローラ面を低温に保持する冷却手段(図示せず)が設けられる。
【0044】
これにより、樹脂シート20がラミネートされた帯状基材24が型ローラ26とニップローラ28とによりニップされると、型ローラ26の反転形状32、36が樹脂シート20面に転写され、樹脂シート20の面に凹凸パターン30と背高凸条部34とが形成される。そして、型ローラ26の回転に伴って帯状基材24がニップ点Pから剥離ローラ38(図1参照)位置に搬送される間に、型ローラ26のローラ面に接触する樹脂シート20が冷却固化され、転写された凹凸パターン30及び背高凸条部34が固定化される。
【0045】
次に、樹脂シート20面に凹凸パターン30及び背高凸条部34が転写された帯状基材24は、剥離ローラ38によって型ローラ26から剥離される。これにより、図3に示すように、凹凸パターン30として例えばレンチキュラーレンズを備えた凹凸シート40が形成される。レンチキュラーレンズの場合、樹脂シート全体の厚みが50〜300μmの範囲の表面にレンチキュラーレンズを備えることが好ましい。レンチキュラーレンズの形状は、100〜200μmの曲率半径(R),30〜100μmのレンズ高さ(H)、100〜318μmのスパン(S)で形成されることが好ましい。
【0046】
なお、図3では、背高凸条部34を樹脂シート20の両端部のみに形成した例で示してある。そして、図1に示すように、凹凸シート40は巻取装置42の巻き軸42Aにロール状に巻き取られる。
【0047】
次に、上記の如く製造された凹凸シート40を巻取装置42へ巻取る際の作用効果について説明する。
【0048】
図4(A)は凹凸シート40をロール状に巻回した概念図であり、図4(B)は図4(A)をA−A線に沿って切断した断面図である。なお、凹凸シート40は現実には渦巻き状に巻回されるはずであるが、図4(A)では簡略化してロール形状を同芯円状に描いてある。また、図4(A)の濃色部分が凹凸シート40の帯状基材24であり、薄色部分が樹脂シート20を示す。
【0049】
上記の如く製造された凹凸シート40の樹脂シート20面の幅方向における両端部及び製品領域a同士の間の非製品領域bには、樹脂シート20の長手方向に沿って凹凸パターン30の凸部30Aよりも背の高い背高凸条部34が形成されている。
【0050】
したがって、図4(B)に示すように、凹凸シート40を巻き軸42Aにロール状に巻き取る際に、巻回1周目の凹凸シート40Aに形成された背高凸条部34が巻回2周目の凹凸シート40Bの裏面(帯状基材24)に接触して、巻回2周目の凹凸シート40Bを架橋する橋桁の役目をする。同様に、巻回2周目の凹凸シート40Bに形成された背高凸条部34が巻回3周目の凹凸シート40Cの裏面に接触して、巻回3周目の凹凸シート40Cを架橋する橋桁の役目をする。この架橋作用を繰り返しながら凹凸シート40が巻回されていく。
【0051】
これにより、凹凸シート40をロール状に巻き取る巻取テンションの巻圧を背高凸条部34で支えることができるので、凹凸パターン30の凸部30Aに巻圧が加わることがないか、加わったとしても背高凸条部34がない場合に比べて加わる巻圧を顕著に小さくできる。この結果、凹凸シート40をロール状に巻き取ってもシート面に形成された凹凸パターン30が潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。
【0052】
この場合、本実施の形態の押出ラミネート法のように、樹脂シート20よりも剛性の大きな帯状基材24を支持体として使用することで、製造された凹凸シート40の剛性が樹脂シート20だけの場合よりも強くなる。これにより、凹凸シート40をロール状に巻き取ったときに、例えば巻回1周目の凹凸シート40の背高凸条部34同士の間で巻回1周目の凹凸シート40が撓みにくくなるので、橋桁としての背高凸条部34の役目を一層高めることができる。凹凸シート40の剛性が小さく背高凸条部34同士の間で凹凸シート40が撓むと、背高凸条部34近くの凹凸パターン30は潰れないが、背高凸条部34よりも離れた凹凸パターン30は潰れ易くなる。
【0053】
背高凸条部34の高さを凹凸パターン30の凸部30A高さよりどの程度高くするかは、次のように設定することが好ましい。即ち、凹凸シート40を所定の巻取テンションで巻き取ったときに、背高凸条部34が巻取テンションの巻圧で凹凸パターン30の凸部30Aと略同じ高さまで押し潰されるように背高凸条部34の高さを設定する。この場合、実際に巻取りの予備試験を行って背高凸条部34の高さを決めることもできるが、巻取テンションによる巻圧を測定してオフラインで決めることもできる。即ち、樹脂シート20に使用する樹脂原料で背高凸条部34と同じ径で所定長さ(例えば10cm)の凸状樹脂を成形し、測定した巻圧に相当する荷重を凸状樹脂に上から加えて、凸状樹脂がどの程度押し潰されるかを測定する。そして、凹凸パターン30の凸部30A高さに押し潰された距離を加算した数値を背高凸条部34の高さとする。
【0054】
また、上記のように背高凸条部34の高さを決めることが最適であるが、簡易的に凹凸パターン30の凸部30A高さの1.2〜2.5倍の範囲に背高凸条部34の高さを設定しても効果を得ることができる。背高凸条部34が凹凸パターン30の凸部30Aの1.2倍以上であれば、光学的性能等の凹凸パターン本来の機能を失わないように凸部30Aを保護できる。また、背高凸条部34が凹凸パターン30の凸部30Aの2.5倍を超えて大きくなると、最終的な巻き径が大きくなり過ぎるだけでなく、巻回された凹凸シート40同士の間に空気層が形成され易くなる。そして、この空気層の形成によって、巻きずれが発生したり、ハンドリングの際に巻き崩れが発生したりする。
【0055】
ところで、凹凸シート40等の帯状シートをロール状に巻き取る際に、帯状シートの走行に同伴する同伴風がシート同士の間に巻き込まれ、巻きずれが発生し易い。したがって、背高凸条部34を凹凸シート40の長手方向に連続的に形成すると、橋桁としての効果が大きくなる一方、同伴風の逃げ難くなり易い。この結果、巻きずれや緩巻きが発生し易い。
【0056】
したがって、図5に示すように、背高凸条部34に一定間隔ごとに切欠き34Aを形成することが好ましい。これにより、この切欠き34Aから同伴風を逃がすことができるので、巻きずれや緩巻きが発生するのを防止できる。
【0057】
また、図5のように形状の異なる切欠き34Aを形成すれば、型ローラ26に付着した汚れ(ゴミ等)が樹脂シート20に転写された際に、型ローラ26の汚れ位置を迅速に特定できるという副次的効果を得ることもできる。なお、形状の異なる切欠き34Aには、形状の形が異なる場合以外に、切欠き34Aの深さや切欠き幅が異なる等も含む。要は、切欠き34A同士を目視して識別できればよい。また、背高凸条部34に形成される切欠き34Aの全てについて形状が異なることには限定されず、形状の異なる複数の切欠き34Aを一単位として、この一単位が繰り返される場合も含む。
【0058】
型ローラ26のローラ表面には、上記したように高精細な凹凸パターン30の反転形状32が形成されている。したがって、ローラ表面に付着した汚れを溶剤等で拭き取る際に凹凸パターン30を傷つけてしまう懸念があるため、ローラ全面を拭き取ることはせず、汚れ箇所のみを特定して慎重に拭き取る必要がある。
【0059】
しかし、特に光学的性能を要求される凹凸シート40の場合には、目視では確認できない極めて微小な汚れがローラ面に付着しても、それが樹脂シート20に転写されると問題となる。この場合、転写された汚れの樹脂シート幅方向位置から、ローラ幅方向の汚れ箇所を特定することは比較的容易であるが、汚れのローラ周方向位置を特定することは極めて難しく長時間を要する。
【0060】
したがって、背高凸条部34に一定間隔ごと、例えば型ローラ26の円周角における90°間隔ごとに形状の異なる切欠き34Aが転写されるようにしておけば、ローラ周方向の汚れ位置を容易に特定することができる。図5は、型ローラ26の円周角における90°間隔ごとに深さの異なる切欠き34Aを形成した場合である。
【0061】
更に、背高凸条部34を凹凸シート40の長手方向に形成する副次的効果として、帯状の凹凸シート40を、所定大きさのシートに打ち抜く際に、背高凸条部を打ち抜き基準線として利用できる。即ち、帯状の凹凸パターン30は、そのまま光学素子として使用されるのではなく、巻取装置42から巻き戻されて打ち抜き工程(図示せず)に搬送される。この打ち抜き工程では、凹凸シート40を所定サイズ(例えば12.7cm×17.8cm)に打ち抜かれる。この打ち抜きの際に、レンチキュラーレンズの稜線に平行に打ち抜く必要がある。この場合、レンチキュラーレンズの稜線と平行で且つレンチキュラーレンズの高さよりも高く目標物となり易い背高凸条部34を基準線とすることで、正確な打ち抜きを行うことができる。
【0062】
以上説明したように、本発明によれば、ロール状に巻き取っても凹凸パターン30が潰れてしまうことがないので、例えば光学的性能等の凹凸パターン本来の機能を発揮することができる。また、背高凸条部34の副次的効果として、型ローラの汚れ位置の特定や打ち抜きの基準線としても利用できる。
【0063】
なお、図3では、凹凸パターン30の例としてレンチキュラーレンズの例で説明したが、図6(A)、(B)に示すように、四角錐形状の凸部30Aを格子状に形成した凹凸パターン30でもよい。図6(B)に示すように、四角錐形状の凸部30Aの高さHは20〜50μm、スパンSが10〜100μmの範囲であることが好ましい。
【0064】
以下に、本実施の形態における帯状基材24、樹脂シート20、接着性樹脂層及び製造装置10の押出ダイ18、及び各ローラ26,28,38について説明する。
【0065】
<帯状基材>
帯状基材24は、できるだけ平滑な表面を有すると共に、ラミネートされる樹脂シート20の剛性よりも大きいことが好ましい。また、製造される凹凸シート40が光学素子として使用される場合には、透明な帯状基材24を用いることが好ましい。さらに、溶融押出しされた樹脂シート20の熱に耐える必要があり、比較的耐熱性の高いポリカーボネート樹脂、ポリスルホン樹脂、二軸延伸ポリエチレンテレフタレート樹脂等を挙げることができる。特に、平滑性が良好な点から、二軸延伸のポリエチレンテレフタレート樹脂が好ましい。帯状基材24は100μm〜300μmの厚さを有するのが好ましく、160μm〜210μmの厚さを有するのがより好ましい。
【0066】
<樹脂シート>
樹脂シート20を形成する樹脂としては、例えば、ポリメチルメタクリレート樹脂(PMMA)、ポリカーボネート樹脂、ポリスチレン樹脂、メタクリレート-スチレン共重合樹脂(MS樹脂)、アクリロニトリル-スチレン共重合樹脂(AS樹脂)、ポリプロピレン樹脂、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、グリコール変性ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂(PVC)、熱可塑性エラストマー、又はこれらの共重合体、シクロオレフィンポリマー等が挙げられる。溶融押出しやすさを考慮すると、例えば、ポリメチルメタクリレート樹脂(PMMA)、ポリカーボネート樹脂、ポリスチレン樹脂、メタクリレート-スチレン共重合樹脂(MS樹脂)、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、グリコール変性ポリエチレンテレフタレート樹脂のような溶融粘度の低い樹脂を用いるのが好ましく、転写し易さやシートの割れにくさ、凹凸パターンの耐久性などを考慮するとグリコール変性ポリエチレンテレフタレート樹脂(PETG等)を用いるのがより好ましい。
【0067】
<接着性樹脂層>
接着性樹脂層は、帯状基材24と樹脂シート20とを接着するための機能を備える。接着性樹脂層としては、さらに、クッション機能を備えることが好ましい。ここで、クッション機能とは、凹凸シート40の巻取り時に、巻取テンションによる巻圧が凹凸パターン30の凸部30Aに加わったときに、巻圧を吸収する機能を有することを言う。このような、接着性とクッション性とを兼ね備えた接着性樹脂層としては、変性ポリオレフィン系樹脂、ポリエステル系熱可塑性エラストマー等が挙げられる。接着性樹脂層は、10μm〜66μmの厚さを有するのが好ましく、5μm〜10μmの厚さを有するのがより好ましい。
【0068】
〈押出ダイ〉
押出ダイ18は、樹脂シート20の押出温度を調整できる機能を有することが好ましい。即ち、押出ダイ18から押し出される樹脂シート20の押出温度は調整され、ニップ部Pでの樹脂シート20の温度がガラス転移温度以上となっているように設定される。ニップした樹脂シート20に型ローラ26からの転写が完了する前に冷却固化しないようにするためである。また、樹脂の熱分解が生じると、製造された凹凸シート40の面状悪化などの問題を生じることから、押出ダイ18から押し出す押出温度は転写が可能な限りで低く設定することが好ましい。樹脂の材料にグリコール変性ポリエチレンテレフタレート樹脂を採用した場合、押出ダイ18からの吐出温度は240〜300℃、好ましくは250〜290℃とすることができる。
【0069】
〈各ローラ〉
型ローラ26の材質としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として硬質クロムメッキ(HCrメッキ)、Cuメッキ、Niメッキ等のメッキを施したもの、セラミックス、及び各種の複合材料が採用できる。
【0070】
また、ニップローラ28としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として、表面にゴムライニングしたものが好適に採用できる。ニップローラに加圧手段を設けることができる。また、ニップローラの背面(型ローラの反対側)に更にバックアップローラを設けて、ニップ圧力の反力による撓みが生じにくくなるような構成を採用することもできる。
【0071】
剥離ローラ38は、型ローラ26に対向してニップローラ28の反対側に設けられ、帯状基材24を巻き掛けることにより樹脂シート20面を型ローラ26より剥離するためのローラである。剥離ローラ38の材質としては、各種鉄鋼部材、ステンレス鋼、銅、亜鉛、真鍮、これらの金属材料を芯金として、表面にゴムライニングしたものが採用できる。
【0072】
型ローラ26の温度は、ニップ部Pでの樹脂シート20の温度がガラス転移温度以上となるように設定される。これは、型ローラ26から樹脂シート20への転写が完了する前に冷却固化しないようにするためである。一方、剥離ローラ38によって帯状基材24を型ローラ26から剥離する場合、型ローラ26と樹脂シート20との接着が強すぎると、帯状基材24が不規則に剥離して突起状に変形し易い。したがって、型ローラ26の温度は転写が可能な限りで低く設定することが好ましい。
【0073】
例えば、樹脂の材料にグリコール変性ポリエチレンテレフタレート樹脂を採用した場合、型ローラ26の表面温度は30〜90℃、好ましくは40〜70℃とすることができる。なお、型ローラ26の温度を制御するために、型ローラ26内部を熱媒体(温水、油)で満たし循環させる等の公知の手段が採用できる。
【実施例1】
【0074】
次に本発明の凹凸シートの製造方法について具体的な実施例を説明する。
【0075】
(実施例)
図7(A)に示すように、直径φ500mm、面長1000mmの型ローラ26を使用し、ローラ面の中央位置と、面長両端から162mmのローラ面の幅方向両端位置との3箇所にそれぞれ25.4mm幅の非製品領域bを形成した。そして、前記した3箇所の非製品領域b以外のローラ面領域を製品領域aとした。製品領域aは、中央の非製品領域を挟んで両側にそれぞれ300mmの幅に形成される。
【0076】
そして、製品領域aには、図7(B)に示すように、曲率半径(R)が150μm、レンズ高さ(H)が70μm、スパン(S)が254μmのレンチキュラーレンズ(凹凸パターン30の凸部30A)を形成するための反転形状32をバイト加工により形成した。
【0077】
また、非製品領域bには、図7(C)に示すように、曲率半径(R)が150μm、レンズ高さ(H)が150μm、スパン(S)が254μmの背高凸条部34を形成するための反転形状36を形成した。即ち、3箇所の非製品領域bの1つについて100本の背高凸条部34が配列されることになる。
【0078】
レンチキュラーレンズと背高凸条部34との反転形状形成におけるバイト加工の違いは、背高凸条部の方がレンチキュラーレンズよりもバイトの切り込み深さを深くしただけである。
【0079】
(比較例)
比較例の型ローラのローラ面には、実施例における非製品領域を全て製品領域とし、この製品領域全面に図7(B)のレンチキュラーレンズを形成した。その他は実施例と同じである。
【0080】
(凹凸シートの製造試験)
そして、図1に示した凹凸シートの製造装置を使用して、実施例の型ローラを使用した場合と、比較例の型ローラを使用した場合の2種類の凹凸シートを製造した。
【0081】
また、実施例及び比較例ともに、樹脂原料としてPETGを使用し、帯状基材として二軸延伸PET(ポリエチレンテレフタレート)フィルムを使用した。また、押出ダイ18の押出温度を280℃とすると共に、型ローラの温度を40℃とした。また、凹凸シート40を巻取装置42に巻取るときの巻取テンションは500Nとした。
【0082】
(試験結果)
その結果、実施例の型ローラを用いて製造した凹凸シート40は、凹凸パターンであるレンチキュラーレンズの潰れはなく、設計通りの凸部30A高さを維持していた。一方、比較例の型ローラを用いて製造した凹凸シート40は、レンチキュラーレンズの長さ方向の複数箇所において蒲鉾形状の頂部が平坦に潰れており(図8(B)参照)、レンズ形状が崩れていた。
【符号の説明】
【0083】
10…凹凸パターンの製造装置、12…ホッパー、14…押出機、16…供給管、18…押出ダイ、19…フィードブロック、20…樹脂シート、22…送出装置、24…帯状基材、26…型ローラ、28…ニップローラ、30…凹凸パターン、30A…凸部、32…凹凸パターンの反転形状、34…背高凸条部、36…背高凸条部の反転形状、38…剥離ローラ、40…凹凸シート、42…巻取装置、42A…巻き軸、P…ニップ点
【特許請求の範囲】
【請求項1】
帯状のシート面に凹凸パターンが形成され、ロール状に巻き取られる凹凸シートにおいて、前記シート面の幅方向における少なくとも両端部に、前記シートの長手方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部が形成されて成ることを特徴とする凹凸シート。
【請求項2】
前記背高凸条部は、前記ロール状に巻き取られる前において前記凹凸パターンの前記凸部の1.2〜2.5倍の高さであることを特徴とする請求項1に記載の凹凸シート。
【請求項3】
前記凹凸シートは、シート幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部が形成されていることを特徴とする請求項1又は2に記載の凹凸シート。
【請求項4】
前記背高凸条部には、一定間隔ごとに切欠きが形成されていることを特徴とする請求項1〜3の何れか1に記載の凹凸シート。
【請求項5】
前記一定間隔ごとに異なる形状の切欠きが形成されていることを特徴とする請求項4に記載の凹凸シート。
【請求項6】
シート面に凹凸パターンが形成された凹凸シートの製造方法において、
熱可塑性の溶融樹脂を押出ダイからシート状に押し出して帯状の樹脂シートを形成する押出工程と、
ローラ面に前記凹凸パターンの反転形状が形成されると共に、前記ローラ面の少なくとも幅方向両端部にローラ周方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部の反転形状が形成された型ローラを用いて、前記押出ダイから押し出された樹脂シートを回転する前記型ローラとニップローラとでニップして、前記樹脂シート面に前記凹凸パターンと前記背高凸条部とを同時に転写してから前記樹脂シートを冷却固化する転写工程と、
前記転写工程後の樹脂シートを前記型ローラから剥離する剥離工程と、
前記剥離工程後の樹脂シートをロール状に巻き取る巻取工程と、を備えたことを特徴とする凹凸シートの製造方法。
【請求項7】
前記押出工程と前記転写工程との間に、前記押出ダイから押し出された樹脂シートを該樹脂シートよりも剛性の大きな帯状基材の表面にラミネートするラミネート工程を有することを特徴とする請求項6に記載の凹凸シートの製造方法。
【請求項8】
前記凹凸シートは、幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部を形成することを特徴とする請求項6又は7に記載の凹凸シートの製造方法。
【請求項9】
前記巻取工程において前記帯状基材を所定の巻取テンションで巻き取ったときに、前記背高凸条部が前記巻取テンションの巻圧で前記凹凸パターンの凸部と略同じ高さまで押し潰されるように、前記巻取テンションに応じて前記背高凸部の高さを設定することを特徴とする請求項6〜8の何れか1に記載の凹凸シートの製造方法。
【請求項10】
前記凹凸パターンは、前記樹脂シートの長手方向に形成されたレンチキュラーレンズであって、前記背高凸条部と前記凹凸パターンの前記凸部とは高さのみが異なる形状であることを特徴とする請求項6〜9の何れか1に記載の凹凸シートの製造方法。
【請求項11】
前記型ローラのローラ面に形成される前記背高凸条部の反転形状は、前記樹脂シートに転写された背高凸条部の一定間隔ごとに形状の異なる切欠きが形成される反転形状であることを特徴とする請求項6〜10の何れか1に記載の凹凸シートの製造方法。
【請求項1】
帯状のシート面に凹凸パターンが形成され、ロール状に巻き取られる凹凸シートにおいて、前記シート面の幅方向における少なくとも両端部に、前記シートの長手方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部が形成されて成ることを特徴とする凹凸シート。
【請求項2】
前記背高凸条部は、前記ロール状に巻き取られる前において前記凹凸パターンの前記凸部の1.2〜2.5倍の高さであることを特徴とする請求項1に記載の凹凸シート。
【請求項3】
前記凹凸シートは、シート幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部が形成されていることを特徴とする請求項1又は2に記載の凹凸シート。
【請求項4】
前記背高凸条部には、一定間隔ごとに切欠きが形成されていることを特徴とする請求項1〜3の何れか1に記載の凹凸シート。
【請求項5】
前記一定間隔ごとに異なる形状の切欠きが形成されていることを特徴とする請求項4に記載の凹凸シート。
【請求項6】
シート面に凹凸パターンが形成された凹凸シートの製造方法において、
熱可塑性の溶融樹脂を押出ダイからシート状に押し出して帯状の樹脂シートを形成する押出工程と、
ローラ面に前記凹凸パターンの反転形状が形成されると共に、前記ローラ面の少なくとも幅方向両端部にローラ周方向に沿って前記凹凸パターンの凸部よりも背の高い背高凸条部の反転形状が形成された型ローラを用いて、前記押出ダイから押し出された樹脂シートを回転する前記型ローラとニップローラとでニップして、前記樹脂シート面に前記凹凸パターンと前記背高凸条部とを同時に転写してから前記樹脂シートを冷却固化する転写工程と、
前記転写工程後の樹脂シートを前記型ローラから剥離する剥離工程と、
前記剥離工程後の樹脂シートをロール状に巻き取る巻取工程と、を備えたことを特徴とする凹凸シートの製造方法。
【請求項7】
前記押出工程と前記転写工程との間に、前記押出ダイから押し出された樹脂シートを該樹脂シートよりも剛性の大きな帯状基材の表面にラミネートするラミネート工程を有することを特徴とする請求項6に記載の凹凸シートの製造方法。
【請求項8】
前記凹凸シートは、幅方向に間隔を置いて前記凹凸パターンが形成された複数の製品領域に区画されると共に、前記製品領域同士の間の非製品領域にも前記背高凸条部を形成することを特徴とする請求項6又は7に記載の凹凸シートの製造方法。
【請求項9】
前記巻取工程において前記帯状基材を所定の巻取テンションで巻き取ったときに、前記背高凸条部が前記巻取テンションの巻圧で前記凹凸パターンの凸部と略同じ高さまで押し潰されるように、前記巻取テンションに応じて前記背高凸部の高さを設定することを特徴とする請求項6〜8の何れか1に記載の凹凸シートの製造方法。
【請求項10】
前記凹凸パターンは、前記樹脂シートの長手方向に形成されたレンチキュラーレンズであって、前記背高凸条部と前記凹凸パターンの前記凸部とは高さのみが異なる形状であることを特徴とする請求項6〜9の何れか1に記載の凹凸シートの製造方法。
【請求項11】
前記型ローラのローラ面に形成される前記背高凸条部の反転形状は、前記樹脂シートに転写された背高凸条部の一定間隔ごとに形状の異なる切欠きが形成される反転形状であることを特徴とする請求項6〜10の何れか1に記載の凹凸シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−203244(P2012−203244A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−68590(P2011−68590)
【出願日】平成23年3月25日(2011.3.25)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月25日(2011.3.25)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]