
凹凸伸縮不織布

【課題】高い伸縮性および不織布強度を有するとともに、風合いの優れた凹凸を有する伸縮不織布を提供する。
【解決手段】本発明は、潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化した不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布に関する。
【解決手段】本発明は、潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化した不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、凹凸を有し、伸縮性に優れた不織布に関する。
【背景技術】
【0002】
伸縮性を有する不織布を得る手法としては、エラストマー樹脂をメルトブロー法にてコンベア上に堆積させたのち、熱ロールにて繊維間を接着して得られたシートが知られている(特許文献1参照)。
【0003】
そこで、潜在捲縮を有する繊維をカード法にてウェブとし、ジェット水流にて交絡させた後に熱処理することで捲縮を発現させ(収縮処理)、構造的に伸縮を付与させる方法がある(特許文献2参照)。
【0004】
他の方法として、最大熱収縮発現温度が130℃以下で、第2層の非熱収縮性繊維よりも低い融点を有する熱収縮性繊維を含む第1層と、非熱収縮性繊維からなる第2層との積層体を厚さ方向に部分熱圧着し、収縮処理させることで得られる立体シートがある(特許文献3参照)。特許文献3に記載の立体シートは、不織布の伸縮性は第1層の熱収縮繊維の捲縮発現(3次元的立体形状)によりエラストマー的挙動を示す。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−256856号
【特許文献2】特開平10−114004号
【特許文献3】特開2006−45724号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のシートは、嵩高性が非常に低い為、通気性が低く風合いを損なうものであった。また、エラストマー樹脂特有の摩擦により表面平滑性が悪いといった問題もある。また、特許文献2に記載の方法により得られる不織布は、交絡により一体となった構造のため不織布強度が低いといった問題がある。
【0007】
さらに、特許文献3に記載の立体シートは、熱収縮処理の工程で該第1層中の繊維が熱収縮と共に熱溶融して繊維間が互いに接着してしまうため、伸縮性が阻害されて十分な伸縮性が発現されないという問題がある。
【0008】
したがって、本発明の課題は、高い伸縮性および不織布強度を有するとともに、風合いの優れた不織布を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、前記課題を解決するため鋭意検討を重ねた結果、熱収縮性繊維(1A)を含み、且つ最大収縮率発現温度が135℃以上である第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含み、且つ熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下である第2繊維層とを積層し、間隔を置いて配された多数の接着部によって当該両繊維層を部分的に接着一体化され、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起し、第1繊維層を構成する繊維同士が互いに接着していない不織布が、高い伸縮性および不織布強度を有するとともに、風合いに優れていることを見出し、この知見に基づいて本発明を完成するに至った。
【0010】
すなわち、本発明の要旨は以下である。
1.潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化されてなる不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布。
2.熱収縮性繊維(2A)が、潜在捲縮性複合繊維である、前項1に記載の不織布。
3.熱収縮性繊維(2A)または非熱収縮性繊維(2B)の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことを特徴とする、前項1または2に記載の不織布。
4.前記接着部が、熱圧接によって形成されている、前項1〜3のいずれか1に記載の不織布。
5.以下の工程(i)〜(iii)を含む不織布の製造方法。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって両繊維層を厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
6.工程(ii)において熱圧接により積層体を接着加工する、前項5に記載の製造方法。
7.第1繊維層に含まれる熱収縮性繊維(1A)の融点以下の温度で、工程(ii)の接着加工および工程(iii)の収縮加工を行う、前項5または6に記載の製造方法。
【発明の効果】
【0011】
本発明の不織布は、第1繊維層の最大収縮率発現温度が135℃以上であるとともに、第2繊維層に用いる熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であることにより、第1繊維層が収縮しない(好ましくは第1繊維層の収縮率が50%以下である)温度領域において両繊維層を部分的に接着させることが可能である。
【0012】
そのため、両繊維層を部分的に接着させる工程および第1繊維層を収縮させる工程において、第1繊維層を構成する繊維同士が加熱により熱溶融して互いに接着することがない。さらに、両繊維層を部分的に接着させる際に、第1繊維層が収縮するのを防ぐことができる。このことにより、本発明の不織布は、優れた伸縮性を保持するとともに、地合いが均一であり、十分な凸状突起部の発生を得ることができる。
【0013】
本発明の不織布は、第1繊維層を構成する繊維自らは接着に関与せず、それ自体は積層一体化に寄与するものではない。熱収縮性繊維(2A)または非熱収縮性繊維(2B)が、その熱融着性成分の熱融着によって接着部を構成することで、積層一体化に寄与している。このことにより、特に、熱収縮性繊維(2A)もしくは非熱収縮性繊維(2B)がエラストマーで構成されている(単一成分からなる繊維である場合は、その単一成分であるエラストマーが熱融着性成分となり、複合繊維である場合はその低融点成分であるがエラストマーが熱融着性成分として熱接着に関与する)場合に特に優れた効果が得られる。すなわち、その接着部自体も弾性を有することとなる結果、接着部において繊維間が固定されてしまうことで生じる伸縮性能への阻害効果が和らげられ、不織布の伸縮性、風合いがより優れたものとなる。
【0014】
また、第1繊維層の繊維間が互いに熱接着していないことによって、収縮工程における第1繊維層内での潜在捲縮繊維の捲縮発現の動きに伴い、第1繊維層を構成する動きの自由な繊維の一部が、凸状突起部を形成する第2繊維層との界面において凸状突起部内部へ向かうように配列を変え、第2繊維層の繊維を凸状突起部上部側へ押し込む作用をする傾向がある。その結果、凸状突起部内部において繊維を高充填することができるとともに、それに伴い凸状突起部における形状の耐応力変形性を向上できるという効果も期待される。
【図面の簡単な説明】
【0015】
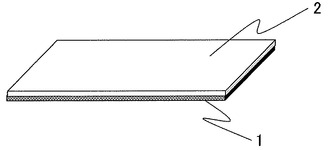
【図1】図1は、収縮処理前の第1繊維層と第2繊維層の積層品の平面模式図である。
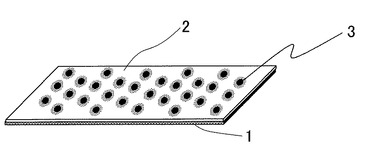
【図2】図2は、本発明の不織布の一実施形態を示す平面模式図である。
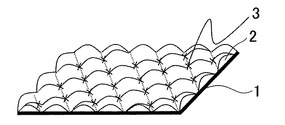
【図3】図3は、本発明の不織布の一実施形態を示す斜視図である。
【発明を実施するための形態】
【0016】
本発明の不織布は、伸縮性の異なる繊維からなる第1繊維層と第2繊維層を部分接着により一体化し、収縮処理することにより凸状に突起した凹凸伸縮不織布である。
【0017】
具体的には、熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、間隔を置いて配された多数の接着部によって当該両繊維層が部分的に接着一体化した不織布である。本発明においては、熱溶融することによって接着性を有するもののほか、熱軟化によって接着性を有するものも、「熱融着性」を有するものとして含める。
【0018】
本発明の不織布は、第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする。
【0019】
本発明の不織布を、図面を用いて説明する。図1は、収縮処理前の第1繊維層と第2繊維層の積層品の平面模式図である。また、図2は、本発明の不織布の一実施形態を示す平面模式図である。図3は、本発明の不織布の一実施形態を示す斜視図である。図2および図3において、3は接着部である。
【0020】
第1繊維層と第2繊維層は、間隔を置いて配された多数の接着部によって部分的に接着して厚さ方向に一体化する。本発明において、「接着部」とは、第1繊維層と第2繊維層との界面において第1繊維層を構成する繊維と第2繊維層とを構成する繊維が繊維同士の交点および接触部分等で接着している領域をいう。
【0021】
本発明の不織布に形成されている第1繊維層および第2繊維層間の接着部は、俯瞰的に見た場合、規則的に分布しており、一定のパターンを有している場合が多い。接着部の配列に関しては、並列および千鳥配列など特に限定されないが、不織布強力の点では、千鳥配列であるのが好ましい。
【0022】
本発明の不織布に占める、第1繊維層および第2繊維層間の接着部(エンボス加工する場合には、エンボス点)の総面積率は、2%〜20%であることが好ましく、より好ましくは3%〜15%であり、更に好ましくは4%〜10%である。
【0023】
接着部の総面積率を2%以上とすることにより、得られる不織布の強度が向上する。また、20%以下とすることにより、接着部が収縮の発生を阻害することがなく、伸縮性が向上する。
【0024】
不織布強度の点では、一つの接着部の面積が、0.5〜20mm2の範囲であることが好ましい。また、特に、伸縮性の点では、接着部間の距離が、2〜20mmであることが好ましく、4〜10mmの範囲であることがより好ましい。
【0025】
接着部の形状は、特に限定されないが、丸型、楕円、菱形などを例示できる。MD方向及びCD方向への均一な収縮が図られ、収縮による異方性が生じにくいという点では、丸型であるのが好ましい。
【0026】
「第1繊維層を構成する繊維同士が互いに接着していない」とは、熱溶融による第1繊維層を構成する繊維同士の接着が無い状態をいう。第1繊維層を構成する繊維同士が互いに接着していないことは、顕微鏡(例えば、キーエンス社製VHX−900等のデジタルマイクロスコープ)により観察することにより、確認することができる。第1繊維層を構成する繊維同士が互いに接着していないことにより、本発明の不織布は優れた伸縮性を示す。
【0027】
「凸状に突起する」とは、接着部が形成されていない部分において、第1繊維層が収縮することに伴い、第2繊維層が第2繊維層側に突出することにより凸状形状の突起が形成されることをいう。
【0028】
[第1繊維層]
第1繊維層の最大収縮率発現温度は135℃以上であり、140℃以上であることがより好ましく、145℃以上であることが更に好ましく、また、第1繊維層に含まれる熱収縮性繊維(1A)の高融点成分の融点以下であることが好ましい。
【0029】
本発明において、「最大収縮率発現温度」とは、第1繊維層を構成する熱収縮性繊維(1A)の高融点成分の融点を超えない範囲において一番大きな収縮率を示す温度をいう。最大収縮率発現温度は、実施例において後述する方法により測定する。
【0030】
第1繊維層の最大収縮率発現温度を135℃以上とすることにより、第1繊維層が収縮しない、または、その収縮の発現が十分に小さい温度領域において第1繊維層と第2繊維層とを部分接着することが可能であり、第1繊維層を構成する繊維同士の接着を生じさせることなく両繊維層の2層一体化が可能となる。本発明によれば、最大収縮率発現温度を基準として第1繊維層を構成する繊維を選択することにより、通常設定する温度領域で両繊維層を接着加工および熱収縮加工したとしても、第1繊維層を構成する繊維同士が接着することなく、伸縮性の優れた不織布を得ることができる。
【0031】
なお、「熱収縮性繊維(1A)の高融点成分の融点以下」とは、高融点成分がポリエステルの場合は250℃以下であることが好ましく、高融点成分がポリプロピレン系繊維である場合は、160℃以下であることが好ましい。
【0032】
第1繊維層は、熱収縮性繊維(1A)を含む。第1繊維層における熱収縮性繊維(1A)の含有量は、第1繊維層の質量基準で60質量%以上であることが好ましく、80質量%以上であることがより好ましい。第1繊維層における熱収縮性繊維(1A)の含有量をこの範囲とすることにより、高い収縮性を示し、得られる不織布は伸縮性が良好となる。
【0033】
〔熱収縮性繊維(1A)〕
熱収縮性繊維(1A)は潜在捲縮性複合繊維である。ここで、「潜在捲縮性繊維」とは、熱により収縮が起こり、捲縮を発現する繊維をいう。熱収縮性繊維(1A)は、収縮加工工程において、捲縮の発現によって高い収縮率を示し、且つ当該繊維の熱融着による繊維同士の接着が起こらない繊維であることが好ましい。
【0034】
捲縮の発現によって高い収縮率を示す繊維とは、繊維を、目付100g/m2のウェブとなし、これを、120℃オーブン内で5分間の放置をしたときに、捲縮の発現によって、MD方向において好ましくは40%以上、より好ましくは50%以上、更に好ましくは65%以上の収縮率を示す繊維をいう。熱収縮性繊維(1A)の収縮率を40%以上とすることにより、最終的に得られる不織布に十分な伸縮性を付与することができ、十分に凸状突起部を発生させることができる。
【0035】
また、熱収縮性繊維(1A)の収縮率を40%以上とすることにより、熱収縮加工での熱収縮性繊維(1A)の捲縮の発現によって、繊維が充分に絡まり合う。この絡まり効果によって、熱収縮性繊維(1A)が、たとえ短繊維の場合であっても、熱収縮性繊維(1A)の脱落を抑制することができる。このことにより、第1繊維層を構成する熱収縮性繊維(1A)間が互いに接着していないにも拘らず、第1繊維層としての一体化を保つことができる。
【0036】
熱融着による繊維同士の接着が起こらない繊維とは、両繊維層の接着加工温度および収縮加工温度下で繊維同士が互いに接着しない繊維をいう。
【0037】
仮に、潜在捲縮性複合繊維からなる熱収縮性繊維(1A)が、本来高い収縮率を示す繊維であったとしても、両繊維層の接着加工または収縮加工と同時に繊維同士の接着が起きた場合、該接着により繊維が固定される。そのため、繊維の収縮の動き、つまり、捲縮の発現が阻害されて、十分な収縮が得られず、第1繊維層の伸縮可能幅が狭くなる。また、繊維間が固定されてしまうために、伸長の際には高い応力が必要となる。
【0038】
その結果として、高い伸縮性能が得られずに、不織布の風合いが低下する。したがって、繊維同士の接着が起こらない繊維を第1繊維層に用いることにより、不織布に高い伸縮性を付与することができる。
【0039】
熱収縮性繊維(1A)を構成する樹脂は、低融点成分と高融点成分との組み合わせからなる樹脂である。熱収縮性繊維(1A)に用いる樹脂としては、例えば、ポリオレフィン、ポリエステルおよびポリアミドなどが挙げられる。尚、本発明で「低融点成分」という場合、融点を示さず軟化点のみを有する成分を含む場合がある。
【0040】
熱収縮性繊維(1A)の低融点成分としては、例えば、エチレン−プロピレン二元共重合体、プロピレン−ブテン−1二元共重合体、エチレン−プロピレン−ブテン−1三元共重合体、プロピレン−ヘキセン−1二元共重合体およびプロピレン−オクテン−1二元共重合体等並びにこれらの混合物等からなる樹脂が挙げられる。
【0041】
熱収縮性繊維(1A)の低融点成分としては、低温熱収縮性およびコストの点で、エチレン含有量4〜10質量%およびプロピレン含有量90〜96質量%からなるエチレン−プロピレン2元共重合体、並びにエチレン含有量1〜7質量%、プロピレン含有量90〜98質量%および1−ブテン含有量1〜5質量%からなるエチレン−プロピレン−ブテン−1三元共重合が好ましい。
【0042】
熱収縮性繊維(1A)の低融点成分の融点としては128℃〜160℃の範囲が好ましく、より好ましくは130℃〜150℃である。低融点成分の融点を128℃以上とすることにより、収縮加工温度下で低融点側の樹脂が溶融するのを防ぎ、接着による伸縮性能の低下を抑制することができる。
【0043】
低融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間であることが好ましく、3〜40g/10分間であることが更に好ましい。
【0044】
熱収縮性繊維(1A)の高融点成分としては、例えば、ポリプロピレンおよびポリエステルが挙げられる。高融点成分として、ポリエステルを用いることにより、より低融点成分との融点差をつけることができる。
【0045】
ポリプロピレンとしては、例えば、ポリプロピレン単独重合体、プロピレンとエチレンまたは他のオレフィンとの共重合体およびプロピレンとその他の成分との共重合体が挙げられる。また、ポリエステルとしては、例えば、ポリエチレンテレフタレートおよびポリブチレンテレフタレート、並びにそれらの共重合体が挙げられる。
【0046】
高融点成分としては、プロピレン単独重合体またはプロピレンと、少量の、通常は2質量%以下のエチレンまたはα−オレフィンとの共重合体が好ましい。このような結晶性ポリプロピレンとしては、例えば、汎用のチーグラー・ナッタ触媒またはメタロセン触媒から得られる結晶性ポリプロピレンが挙げられる。
【0047】
熱収縮性繊維(1A)の高融点成分の融点としては、150〜165℃の範囲が好ましく、155〜160℃の範囲がより好ましい。高融点成分の融点を150℃以上することにより、低融点成分との融点差を大きくし、収縮加工時の加工温度幅を大きくすることができる。
【0048】
熱収縮性繊維(1A)の高融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0049】
熱収縮性繊維(1A)の断面形状としては、特に限定されないが、例えば、同心鞘芯型、偏心鞘芯型および並列型等が挙げられる。中でも、偏心鞘芯型および並列型が好ましく、並列型が特に好ましい。断面形状が並列型である複合繊維を用いることで、高い潜在捲縮性の繊維が得られるからである。
【0050】
熱収縮性繊維(1A)の繊度は、1.0dtex〜20dtexであることが好ましく、より好ましくは1.5dtex〜10dtex、更に好ましくは、2.2dtex〜7.0dtexである。
【0051】
熱収縮性繊維(1A)の繊度を1.0dtex以上とすることにより、例えば、カード工程を経る場合に、ネップの発生または地合の乱れが生じるのを防ぎ、更には加工速度の低下を抑制することができる。また、20dtex以下とすることにより、捲縮発現性が低下するのを防ぎ、40%以上の収縮率を得ることが容易となる。
【0052】
但し、収縮率が維持できる範囲内であれば、前記繊度を逸脱した別の熱収縮性繊維(1A)を混綿し使用しても構わない。また、本発明の効果を損なわない範囲において、第1繊維層に、熱収縮性繊維(1A)以外の繊維を混綿しても構わない。
【0053】
熱収縮性繊維(1A)は、短繊維であっても、スパンボンド法またはメルトブロー法で得られるような長繊維であってもよい。短繊維の場合、繊維長は特に制限されないが、20〜100mmの範囲であるのが好ましい。
【0054】
[第2繊維層]
第2繊維層は、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)[以下、単に熱収縮性繊維(2A)ともいう]または熱融着性の非熱収縮性繊維(2B)を含む。
【0055】
第2繊維層は、熱収縮性繊維(2A)または非熱収縮性繊維(2B)を、第2繊維層の質量基準で、60質量%以上の範囲で含むことが好ましく、不織布強力の点では、70質量%以上であるのがより好ましく、熱収縮性繊維(2A)若しくは非熱収縮性繊維(2B)、またはそれらの混綿のみで構成されているのが特に好ましい。
【0056】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を、第2繊維層の質量基準で、60質量%以上含むことにより、伸張性と風合いに適した不織布となる。
【0057】
また、不織布の伸縮性の点では、熱収縮性繊維(2A)を、第2繊維層の質量基準で、60質量%以上の範囲で含むことが好ましく、70質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、熱収縮性繊維(2A)のみで構成されていることが特に好ましい。
【0058】
第2繊維層に含ませてもよいその他の繊維としては、本発明の効果を阻害しない限り、特に限定されるものではないが、例えば、レーヨンおよびコットンなどが挙げられる。
【0059】
第1繊維層と第2繊維層との接着部間の第2繊維層において、凸状突起部を形成する第2繊維層を構成する繊維同士は、それらの接触点において互いに熱接着していてもいなくてもよいが、互いに熱接着していると不織布強度が高くなるため好ましい。
【0060】
また、凸状突起部を形成する第2繊維層を構成する繊維同士がそれらの接触点において互いに熱接着していることで、凸状突起部における繊維のケバ立ちが改善され得る。特に、本発明の不織布を、その凹凸構造を活かして面ファスナー部材として使用する際には、繰り返し使用することで発生してしまう凸状突起部からの繊維のケバ立ちが抑制されて、耐久性が向上するという効果がある。
【0061】
〔熱収縮性繊維(2A)および非熱収縮性繊維(2B)〕
熱収縮性繊維(2A)は、熱収縮性繊維(1A)よりも収縮性が小さい。「熱収縮性繊維(1A)よりも収縮性が小さい」とは、下記収縮率において、熱収縮性繊維(1A)と熱収縮性繊維(2A)の収縮率の差[熱収縮性繊維(1A)の収縮率−熱収縮性繊維(2A)の収縮率]が、10%以上であるのが好ましく、30%以上であるのが尚好ましい。収縮性繊維(2A)または非収縮性繊維(2B)は、繊維を、目付100g/m2ウェブとなし、これを、120℃オーブン内で5分間の熱放置をしたときに、MD方向収縮率が35%以下であるのが好ましく、25%以下であるのがより好ましい。当該収縮率を35%以下とすることにより、第1繊維層との収縮差を大きくすることができ、収縮処理工程において凸状突起部が発生し易い。
【0062】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する樹脂は、溶融により熱接着に関与する熱融着性成分を含んでいる。熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、熱融着性成分のみからなる単一成分繊維であってもよく、また高融点成分と低融点成分との組み合わせからなる複合繊維であってもよい。
【0063】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する樹脂は、溶融により熱接着に関与する熱融着性成分を含んでいる。熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、熱融着性成分のみからなる単一成分繊維であってもよく、また高融点成分と低融点成分との組み合わせからなる複合繊維であってもよい。
【0064】
複合繊維である場合は、その低融点成分が熱融着性成分として熱接着に関与する。熱収縮性繊維(2A)または非熱収縮性繊維(2B)に用いる樹脂としては、例えば、ポリオレフィン、ポリエステルおよびポリアミドなどが挙げられる。非熱収縮性繊維(2B)は、熱融着性である限り、ポリオレフィンおよびポリエステルなどからなる単一成分繊維であっても構わない。
【0065】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が複合繊維である場合の低融点成分としては、例えば、LDPEおよびL−LDPE並びに熱可塑性エラストマーが挙げられる。
【0066】
熱可塑性エラストマーとしては、例えば、水添スチレン系エラストマー(SEBS)および熱可塑性ポリウレタン(TPU)が挙げられる。また、相溶性の点で、オレフィン系エラストマーを使用するのが好ましい。
【0067】
オレフィン系エラストマーとしては、例えば、エチレン−プロピレンゴム(EPR)、エチレン−プロピレン−非共役ジエン共重合ゴム(EPDM)およびエチレン−オクテン−1共重合体(例えば、ダウケミカル社製 Engage8402等)が挙げられる。
【0068】
これら熱可塑性エラストマーの1種または2種以上の混合物を使用できる。また、これらを、LDPEまたはL−LDPEと混合して使用することもでき、効果を阻害しない範囲で、さらに他の樹脂、滑材、顔料並びに炭酸カルシウムおよび酸化チタン等の無機物などの添加剤を含ませてもよい。
【0069】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)が、複合繊維である場合、その複合成分である低融点成分の熱溶融または軟化によりもたらされる熱融着性能を有している(低融点成分が熱融着性成分として熱接着に関与する)。特に、第2繊維層に熱可塑性エラストマーを使用すると、その粘着効果によって、該熱融着性能による接着がより一層強化されるとともに、接着後の接着点自体がゴム弾性挙動を帯びることにより、不織布の伸縮性が向上し、好ましい。
【0070】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点は、70℃以上130℃以下であり、より好ましくは95℃以上125℃以下であり、更に好ましくは100℃以上125℃以下である。
【0071】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以下の場合、例えば、ウェブを作製するカード工程において、メタリックワイヤーのカーディング摩擦により、ネップの発生(繊維融着)などを引き起こし易く、地合いが乱れるため好ましくない。また、130℃を超える場合、第1繊維層に用いられる熱収縮性繊維(1A)の低融点側も溶融し接着し易くなるため、風合いが硬くなり、伸縮性が低下する問題が生じる。
【0072】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0073】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が複合繊維である場合の高融点成分としては、例えば、ポリプロピレンおよびポリエステルが挙げられる。
【0074】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分としては、例えば、プロピレン単独重合体またはプロピレンと、少量の、通常は2質量%以下のエチレンまたはα−オレフィンとの共重合体が挙げられる。このような結晶性ポリプロピレンとしては、例えば、汎用のチーグラー・ナッタ触媒またはメタロセン触媒から得られる結晶性ポリプロピレンが挙げられる。
【0075】
より、低融点成分との融点差をつけるために、高融点成分として、ポリエステルを用いてもよい。ポリエステルとしては、例えば、ポリエチレンテレフタレートおよびポリブチレンテレフタレート並びにそれらの共重合体が挙げられる。
【0076】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分の融点としては、150〜165℃の範囲が好ましく、155〜160℃の範囲がより好ましい。融点を150℃以上とすることにより、低融点成分との融点差を大きくし、収縮加工時の加工温度幅を大きくすることができる。
【0077】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0078】
本発明において、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことが、収縮と風合いの点で好ましい。具体的には、熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する最も低融点成分(熱融着性成分)の融点が、熱収縮性繊維(1A)を構成する最も低融点成分の融点より低いことが好ましく、5〜50℃低いことがより好ましく、15〜35℃低いことが更に好ましい。
【0079】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、互いに異なる樹脂成分からなる複合繊維であってもよい。熱収縮性繊維(2A)または非熱収縮性繊維(2B)が複合繊維である場合、その断面形状としては、特に限定されないが、例えば、並列または、低融点成分を繊維表面の少なくとも一部を構成するように配した偏心鞘芯型もしくは同心鞘芯型が挙げられる。
【0080】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の繊度は、1.0dtex〜20dtexであることが好ましく、より好ましくは1.5dtex〜10dtex、更に好ましくは2.2dtex〜7.0dtexである。
【0081】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、短繊維であっても、スパンボンド法またはメルトブロー法で得られるような長繊維であってもよい。短繊維の場合、繊維長は特に制限されないが、20〜100mmの範囲であるのが好ましい。
【0082】
熱収縮性繊維(2A)および非熱収縮性繊維(2B)は、それぞれ、複数種の熱収縮性繊維(2A)の混合体および複数種の非熱収縮性繊維(2B)の混合体であってもよい。
【0083】
熱収縮性繊維(2A)は、前記収縮率が5〜35%であることが好ましく、10〜25%であることがより好ましい。そして、このような繊維として、潜在捲縮性複合繊維が好ましく、並列型または偏心鞘芯型を有する潜在捲縮性複合繊維がより好ましい。
【0084】
第2繊維層を構成する繊維として熱収縮性繊維(2A)を用いた場合は、熱収縮加工後の凸状突起部において、当該熱収縮性繊維自体が、収縮し、すなわち捲縮が発現して、蛇腹状または螺旋状の形態をとる。このことにより、発現した捲縮の嵩によって、凸状突起部内部が繊維で充分に充填された構造を形成する。これが、凸状突起部形状の耐応力変形性の向上に寄与し、凸状突起部の折れ曲がりができ難く、滑らかな凸状突起部形状となり、触り感触が良いという特徴がある。
【0085】
また、第2繊維層を構成する繊維として非熱収縮性繊維(2B)を用いた場合は、収縮加工後の凸状突起部において、熱収縮性繊維(2A)を用いた場合に形成される蛇腹状または螺旋状の構造は形成されない。このため、凸状突起部内部は繊維で充分に満たされ難く、応力等による変形を受け、折れ曲がりによる歪な形状が形成され易く、繊維層表面にはざらつき感が生じる。このため、例えば、ワイパーなどに用いた場合には、掻き取り性が良いという特徴が生じる。
【0086】
〔目付〕
熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層との積層において、両繊維層の目付比が、同比率であるか、または第1繊維層の比率が高いことが好ましい。
【0087】
両繊維層の目付比が、同比率または第1繊維層の比率が高いことにより、収縮過程において、第1繊維層の収縮力を向上し、第2繊維層を十分に引き寄せることができ、凸状突起部の発生を高め、伸縮性を向上することができる。
【0088】
第1繊維層の目付は10〜60g/m2であることが好ましく、より好ましくは15〜40g/m2である。これに対し、第2繊維層の目付は、5〜60g/m2であることが好ましく、より好ましくは7.5〜40g/m2である。第1繊維層と第2繊維層の目付の比率は、1:1/2〜1:1の範囲であることが好ましい。
【0089】
〔製造方法〕
本発明の不織布は、以下の工程(i)〜(iii)を含む製造方法により得られる。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
以下、各工程について説明する。
【0090】
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
工程(i)においては、熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層すればよく、第1繊維層の両面に第2繊維層を積層してもよい。
【0091】
第1繊維層と第2繊維層との積層体を得る方法としては、具体的には、例えば、2台のメタリックワイヤーカード機を直列に並べ、下層となる熱収縮性繊維(1A)を含む第1繊維層を形成し、その上から上層となる収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層することで連続に得ることができる。
【0092】
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
工程(ii)においては、工程(i)で積層した両繊維層の積層ウェブを部分的に接着させる。両繊維層の積層ウェブを接着させる方法としては、例えば、熱圧接または超音波による接着方法が挙げられ、特に熱圧接が好ましい。
【0093】
熱圧接の方法としては、具体的には、例えば、熱エンボス機による熱圧着が好ましい。また、超音波による接着方法としては、具体的には、例えば、超音波エンボス加工が挙げられる。
【0094】
第1繊維層と第2繊維層との積層ウェブを熱圧接することにより、第1繊維層と第2繊維層との積層接触面において、第2繊維層に含まれる熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が熱溶融または熱軟化し多数の接着部が形成され、両層が部分的に接着して積層一体化する。
【0095】
熱圧接の加工温度としては、少なくとも熱収縮性繊維(2A)または非熱収縮性繊維(2B)が溶融または軟化し、熱収縮性繊維(1A)が溶融または軟化しない条件であることが好ましく、具体的には70〜130℃の範囲が好ましい。
【0096】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点より好ましくは5〜15℃低い温度で第1繊維層と第2繊維層とを加熱により熱圧接加工することにより、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の軟化が始まり、第1繊維層と第2繊維層との表面を部分接着することができる。
【0097】
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
工程(iii)においては、工程(ii)において厚さ方向に一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させて第1繊維層を収縮させることにより、接着部間の第2繊維層を凸状に突起させる。
【0098】
収縮加工の方法としては、例えば、熱風循環式熱処理機(スルエアー機)または無張力化で熱を与えることのできるシュリンクドライヤーなどが挙げられる。より均一に高い収縮を与えることから、シュリンクドライヤーが特に好ましい。
【0099】
収縮加工温度としては、少なくとも、第1繊維層に含まれる熱収縮性繊維(1A)が収縮するが、第1繊維層を構成する繊維同士が熱溶融又は熱軟化によって互いに接着しない温度であることが好ましい。収縮加工温度は、具体的には、100℃〜130℃の範囲であることが好ましく、より好ましくは110℃〜128℃、更に好ましくは、115℃〜125℃の範囲である。
【0100】
100℃以上で収縮加工することにより、第1繊維層の収縮発現性が十分となる。また、130℃以下で収縮加工することにより、第1繊維層の低融点側が溶融しにくくなり、特に熱風循環式熱処理機(スルエアー機)での収縮処理を行った場合などに、溶融樹脂とコンベアとが摩擦するのを防ぎ、均一に収縮させることができる。
【0101】
収縮加工によって、接着部間における第2繊維層が凸状に突起する(凸状突起部を形成する)ときに、第2繊維層内の繊維同士がそれらの接触点において互いに熱接着してもよいし、熱収縮性繊維(2A)を含む場合には、その熱収縮性繊維(2A)が熱収縮してもよい。凸状突起部を構成する第2繊維層内の繊維同士がそれらの接触点において熱接着される場合、接触点における繊維同士の接着は、第1繊維層と第2繊維層との接着部における熱圧接(エンボス等)による接着とは異なり、繊維同士の接触点のみにおいて接着点が形成されることが好ましい。これは、繊維間が強く固定されて、その自由度が大きく奪われてしまうと、凸状突起部における蛇腹状や螺旋状の立体構造の形成が抑制されてしまうからである。
【0102】
接着加工および収縮加工は同時に行うことも可能であるが、本発明においては、接着加工および収縮加工を別工程とし、接着加工後に、収縮加工を行うのが好ましい。
【0103】
接着加工および収縮加工を別工程とし、接着加工後に、収縮加工を行うことにより地合いの均一な不織布を得ることができる。また、例えば、熱エンボスロールを用いて、接着加工および収縮加工を同時に行う場合には、加工上、エンボスロールのクリアランス(隙間)、つまりエンボスロール表面の凹凸の高低差に制約が生じてしまうため、嵩高の不織布を得るのには困難を伴う場合がある。
【0104】
一方、熱エンボスロールを用いて接着加工を行った後、熱風循環式熱処理機またはシュリンクドライヤーを用いて収縮加工を行う方法であれば、無張力化で収縮加工が可能であるため、突起部が発達した、嵩高で柔軟な不織布を効率的に得ることが容易となる。
【実施例】
【0105】
以下、本発明を実施例により詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0106】
<収縮率測定法>
(イ)熱収縮性繊維(1A)及び熱収縮性繊維(2A)について
各熱収縮性繊維を用いてカーディング法で100g/m2のウェブを作成し、熱処理前の各ウェブのMD方向3箇所(中央、両端を測定)でポイント間の長さを測定し、それぞれを(a)値とした。次いで、120℃オーブン内に5分間放置した後、熱処理前と同じポイント間の長さを測定しその平均を(b)値とし、以下の式により収縮率とした。CD方向についても同様の測定方法にて収縮率を求めた。
【0107】
収縮率(%)=[(a)−(b)]/(a)×100
【0108】
(ロ)第1繊維層の最大収縮率発現温度
上記(イ)の収縮率測定法に準じ、作成したウェブを100℃オーブン内に5分間放置した後、収縮率を求めた。同じ要領で、熱収縮処理温度毎に収縮率を求め、最も大きな収縮率となった熱収縮処理温度を、第1繊維層の最大収縮率発現温度とした。
【0109】
(ハ)第1繊維層と第2繊維層を用いて得られた本発明の不織布について
不織布を25×25cm、面積625cm2に切り出した。次いで、この不織布を、熱風循環式熱処理機(スルーエアー機)を用い、熱処理温度125℃、循環熱風速1m/秒で、3秒間、熱処理後、面積を算出して(C)値とし、以下の式により収縮率とした。
【0110】
収縮率(%)=[(625)−(C)]/(625)×100
【0111】
<伸縮性・柔軟性評価法>
島津製作所『オートグラフAG500D』を用いて、試験速度100m/分間の速度で試料長100mmから50%伸張後、試料長まで戻し、再度50%伸張時の荷重を初回と再回の2点について10%、20%、30%、40%および50%の強度を測定し、強度を縦軸に歪を横軸にとったグラフ(S−Sカーブ)とした。
【0112】
初回の荷重と再回の荷重の差が大きい程、伸張性が低いと判断した。また、伸張と加重のグラフにおいて、傾きが高いほど柔軟性が低いと判断した。
【0113】
実施例1
熱収縮性繊維(1A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、メルトマスフローレートが、16g/10分間、融点130℃、のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付10g/m2の第1繊維層を作成した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0114】
この上に、熱収縮性繊維(2A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点100℃、メルトマスフローレートが、20g/10分間のオレフィン系エラストマー樹脂とからなる、繊度2.2dtex、繊維長38mmの並列型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は25%であった。
【0115】
これら各繊維層はカーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを110℃のエンボス面積率4%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は0.5mm2で、突起部間の距離は5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0116】
次いで、熱風循環式熱処理機(スルエアー機)を用い、熱収縮処理温度125℃、循環熱風速1m/秒で3秒間熱処理して収縮加工を行った。不織布は、収縮率67%で収縮し、接着部間の第2繊維層が、第1繊維層との収縮率の差によって、第2繊維層側へ凸状に突起した伸縮不織布が得られた。
【0117】
接着部間において、第1繊維層には強い螺旋捲縮が発現し、また、デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、接着部間において、第1繊維層を構成する繊維同士の交点は接着していなかった。一方、第2繊維層には第1繊維層より弱い螺旋捲縮が発現し、接着部間の第2繊維層を構成する繊維同士の交点は熱接着していた。当該凸状部は、当該第2繊維層で充填されていた。
【0118】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、実施例1の不織布は、柔軟性が高く、伸縮性に優れた風合いの良い不織布であった。
【0119】
実施例2
熱収縮性繊維(1A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、メルトマスフローレートが、16g/10分間、融点130℃、のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付20g/m2の第1繊維層を作成した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0120】
この上に熱収縮性繊維(2B)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点100℃、メルトマスフローレートが、23g/10分間のL−LDPE樹脂からなる、繊度2.2dtex、繊維長38mmの同心鞘芯型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は0%であった。
【0121】
各繊維層は、カーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを110℃のエンボス面積率4%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は0.5mm2で、突起部間の距離は5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0122】
次いで、熱風循環式熱処理機(スルエアー機)を用い、熱収縮処理温度125℃、循環熱風速1m/秒で3秒間熱処理して収縮加工を行った。不織布は、収縮率で65%収縮し、接着部間の第2繊維層が、第1繊維層との収縮率の差によって、第2繊維層側へ凸状に突起した伸縮不織布が得られた。
【0123】
デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、接着部間において、第1繊維層には強い螺旋捲縮が発現しており、接着部間の第1繊維層を構成する繊維同士の交点は接着していなかった。一方、第2繊維層の繊維には、捲縮が発現しておらず、接着部間の第2繊維層を構成する繊維同士の交点は熱接着していた。
【0124】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、実施例2の不織布は、柔軟性が高く、伸縮性に優れた風合いの良い不織布であった。
【0125】
比較例1
融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点115℃、メルトマスフローレートが23g/10分間のL−LDPEからなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用い、目付10g/m2の繊維層(1A)を作製した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は65%であった。
【0126】
この上に、融点130℃、メルトマスフローレートが、16g/10分間のHDPEと融点250℃のポリエステルからなる、繊度2.2dtex、繊維長51mmの同心鞘芯型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は0%であった。
【0127】
各繊維層は、カーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを125℃のエンボス面積率15%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は1.5mm2で、突起部間の距離は4.5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0128】
デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、熱接着工程において、エンボス部以外の領域の熱収縮性繊維(1A)も、エンボスロールの熱によって、互いにその交点が熱接着してしまっていることがわかった。また、同時に、第1繊維層の収縮も起こり、不織布は58%に収縮した。
【0129】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、比較例1の不織布は、第1繊維層の構成繊維同士が互いに熱接着したために、その充分な熱収縮挙動が阻害されるとともに、さらに、その熱接着によって伸長に負荷が及ぼされる結果、得られた不織布は、嵩高性および柔軟性共に劣り、伸縮性が低いものとなった。
【0130】
比較例2
融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点130℃、メルトマスフローレートが、16g/10分間、融点130℃のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付80g/m2のウェブをカーディング法にて作製した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0131】
このウェブを、ウォータージェット加工機により、7.84Mpaのジェット水流をあて、交絡させた後、120℃の熱風循環式スルーエアー機にて、乾燥および収縮処理を行った。この時の収縮率は22%であった。
【0132】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、比較例2の不織布の柔軟性は良いが、繊維層が、繊維層を構成する繊維の絡み合いのみで一体化されているために、不織布強度が弱かった。また、凹凸形状も形成されず、ジェット水流による絡み合いにより、収縮工程においてウェブが十分に収縮しないことから、伸縮に寄与する構造を有さぬ結果、嵩高性及び伸縮性は非常に劣るものであった。
【0133】
【表1】

【産業上の利用可能性】
【0134】
本発明の伸縮性不織布は高い収縮性と不織布強度を与えることができ、更には風合いの良い凹凸伸縮不織布を与えることができることから、例えば、包帯、ハップ材基布および面ファスナーのメス材などの衛材分野、メディカル分野並びに産業資材分野などに利用することができる。
【符号の説明】
【0135】
1.第1繊維層
2.第2繊維層
3.接着部
【技術分野】
【0001】
本発明は、凹凸を有し、伸縮性に優れた不織布に関する。
【背景技術】
【0002】
伸縮性を有する不織布を得る手法としては、エラストマー樹脂をメルトブロー法にてコンベア上に堆積させたのち、熱ロールにて繊維間を接着して得られたシートが知られている(特許文献1参照)。
【0003】
そこで、潜在捲縮を有する繊維をカード法にてウェブとし、ジェット水流にて交絡させた後に熱処理することで捲縮を発現させ(収縮処理)、構造的に伸縮を付与させる方法がある(特許文献2参照)。
【0004】
他の方法として、最大熱収縮発現温度が130℃以下で、第2層の非熱収縮性繊維よりも低い融点を有する熱収縮性繊維を含む第1層と、非熱収縮性繊維からなる第2層との積層体を厚さ方向に部分熱圧着し、収縮処理させることで得られる立体シートがある(特許文献3参照)。特許文献3に記載の立体シートは、不織布の伸縮性は第1層の熱収縮繊維の捲縮発現(3次元的立体形状)によりエラストマー的挙動を示す。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2009−256856号
【特許文献2】特開平10−114004号
【特許文献3】特開2006−45724号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のシートは、嵩高性が非常に低い為、通気性が低く風合いを損なうものであった。また、エラストマー樹脂特有の摩擦により表面平滑性が悪いといった問題もある。また、特許文献2に記載の方法により得られる不織布は、交絡により一体となった構造のため不織布強度が低いといった問題がある。
【0007】
さらに、特許文献3に記載の立体シートは、熱収縮処理の工程で該第1層中の繊維が熱収縮と共に熱溶融して繊維間が互いに接着してしまうため、伸縮性が阻害されて十分な伸縮性が発現されないという問題がある。
【0008】
したがって、本発明の課題は、高い伸縮性および不織布強度を有するとともに、風合いの優れた不織布を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、前記課題を解決するため鋭意検討を重ねた結果、熱収縮性繊維(1A)を含み、且つ最大収縮率発現温度が135℃以上である第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含み、且つ熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下である第2繊維層とを積層し、間隔を置いて配された多数の接着部によって当該両繊維層を部分的に接着一体化され、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起し、第1繊維層を構成する繊維同士が互いに接着していない不織布が、高い伸縮性および不織布強度を有するとともに、風合いに優れていることを見出し、この知見に基づいて本発明を完成するに至った。
【0010】
すなわち、本発明の要旨は以下である。
1.潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化されてなる不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布。
2.熱収縮性繊維(2A)が、潜在捲縮性複合繊維である、前項1に記載の不織布。
3.熱収縮性繊維(2A)または非熱収縮性繊維(2B)の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことを特徴とする、前項1または2に記載の不織布。
4.前記接着部が、熱圧接によって形成されている、前項1〜3のいずれか1に記載の不織布。
5.以下の工程(i)〜(iii)を含む不織布の製造方法。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって両繊維層を厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
6.工程(ii)において熱圧接により積層体を接着加工する、前項5に記載の製造方法。
7.第1繊維層に含まれる熱収縮性繊維(1A)の融点以下の温度で、工程(ii)の接着加工および工程(iii)の収縮加工を行う、前項5または6に記載の製造方法。
【発明の効果】
【0011】
本発明の不織布は、第1繊維層の最大収縮率発現温度が135℃以上であるとともに、第2繊維層に用いる熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であることにより、第1繊維層が収縮しない(好ましくは第1繊維層の収縮率が50%以下である)温度領域において両繊維層を部分的に接着させることが可能である。
【0012】
そのため、両繊維層を部分的に接着させる工程および第1繊維層を収縮させる工程において、第1繊維層を構成する繊維同士が加熱により熱溶融して互いに接着することがない。さらに、両繊維層を部分的に接着させる際に、第1繊維層が収縮するのを防ぐことができる。このことにより、本発明の不織布は、優れた伸縮性を保持するとともに、地合いが均一であり、十分な凸状突起部の発生を得ることができる。
【0013】
本発明の不織布は、第1繊維層を構成する繊維自らは接着に関与せず、それ自体は積層一体化に寄与するものではない。熱収縮性繊維(2A)または非熱収縮性繊維(2B)が、その熱融着性成分の熱融着によって接着部を構成することで、積層一体化に寄与している。このことにより、特に、熱収縮性繊維(2A)もしくは非熱収縮性繊維(2B)がエラストマーで構成されている(単一成分からなる繊維である場合は、その単一成分であるエラストマーが熱融着性成分となり、複合繊維である場合はその低融点成分であるがエラストマーが熱融着性成分として熱接着に関与する)場合に特に優れた効果が得られる。すなわち、その接着部自体も弾性を有することとなる結果、接着部において繊維間が固定されてしまうことで生じる伸縮性能への阻害効果が和らげられ、不織布の伸縮性、風合いがより優れたものとなる。
【0014】
また、第1繊維層の繊維間が互いに熱接着していないことによって、収縮工程における第1繊維層内での潜在捲縮繊維の捲縮発現の動きに伴い、第1繊維層を構成する動きの自由な繊維の一部が、凸状突起部を形成する第2繊維層との界面において凸状突起部内部へ向かうように配列を変え、第2繊維層の繊維を凸状突起部上部側へ押し込む作用をする傾向がある。その結果、凸状突起部内部において繊維を高充填することができるとともに、それに伴い凸状突起部における形状の耐応力変形性を向上できるという効果も期待される。
【図面の簡単な説明】
【0015】
【図1】図1は、収縮処理前の第1繊維層と第2繊維層の積層品の平面模式図である。
【図2】図2は、本発明の不織布の一実施形態を示す平面模式図である。
【図3】図3は、本発明の不織布の一実施形態を示す斜視図である。
【発明を実施するための形態】
【0016】
本発明の不織布は、伸縮性の異なる繊維からなる第1繊維層と第2繊維層を部分接着により一体化し、収縮処理することにより凸状に突起した凹凸伸縮不織布である。
【0017】
具体的には、熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、間隔を置いて配された多数の接着部によって当該両繊維層が部分的に接着一体化した不織布である。本発明においては、熱溶融することによって接着性を有するもののほか、熱軟化によって接着性を有するものも、「熱融着性」を有するものとして含める。
【0018】
本発明の不織布は、第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする。
【0019】
本発明の不織布を、図面を用いて説明する。図1は、収縮処理前の第1繊維層と第2繊維層の積層品の平面模式図である。また、図2は、本発明の不織布の一実施形態を示す平面模式図である。図3は、本発明の不織布の一実施形態を示す斜視図である。図2および図3において、3は接着部である。
【0020】
第1繊維層と第2繊維層は、間隔を置いて配された多数の接着部によって部分的に接着して厚さ方向に一体化する。本発明において、「接着部」とは、第1繊維層と第2繊維層との界面において第1繊維層を構成する繊維と第2繊維層とを構成する繊維が繊維同士の交点および接触部分等で接着している領域をいう。
【0021】
本発明の不織布に形成されている第1繊維層および第2繊維層間の接着部は、俯瞰的に見た場合、規則的に分布しており、一定のパターンを有している場合が多い。接着部の配列に関しては、並列および千鳥配列など特に限定されないが、不織布強力の点では、千鳥配列であるのが好ましい。
【0022】
本発明の不織布に占める、第1繊維層および第2繊維層間の接着部(エンボス加工する場合には、エンボス点)の総面積率は、2%〜20%であることが好ましく、より好ましくは3%〜15%であり、更に好ましくは4%〜10%である。
【0023】
接着部の総面積率を2%以上とすることにより、得られる不織布の強度が向上する。また、20%以下とすることにより、接着部が収縮の発生を阻害することがなく、伸縮性が向上する。
【0024】
不織布強度の点では、一つの接着部の面積が、0.5〜20mm2の範囲であることが好ましい。また、特に、伸縮性の点では、接着部間の距離が、2〜20mmであることが好ましく、4〜10mmの範囲であることがより好ましい。
【0025】
接着部の形状は、特に限定されないが、丸型、楕円、菱形などを例示できる。MD方向及びCD方向への均一な収縮が図られ、収縮による異方性が生じにくいという点では、丸型であるのが好ましい。
【0026】
「第1繊維層を構成する繊維同士が互いに接着していない」とは、熱溶融による第1繊維層を構成する繊維同士の接着が無い状態をいう。第1繊維層を構成する繊維同士が互いに接着していないことは、顕微鏡(例えば、キーエンス社製VHX−900等のデジタルマイクロスコープ)により観察することにより、確認することができる。第1繊維層を構成する繊維同士が互いに接着していないことにより、本発明の不織布は優れた伸縮性を示す。
【0027】
「凸状に突起する」とは、接着部が形成されていない部分において、第1繊維層が収縮することに伴い、第2繊維層が第2繊維層側に突出することにより凸状形状の突起が形成されることをいう。
【0028】
[第1繊維層]
第1繊維層の最大収縮率発現温度は135℃以上であり、140℃以上であることがより好ましく、145℃以上であることが更に好ましく、また、第1繊維層に含まれる熱収縮性繊維(1A)の高融点成分の融点以下であることが好ましい。
【0029】
本発明において、「最大収縮率発現温度」とは、第1繊維層を構成する熱収縮性繊維(1A)の高融点成分の融点を超えない範囲において一番大きな収縮率を示す温度をいう。最大収縮率発現温度は、実施例において後述する方法により測定する。
【0030】
第1繊維層の最大収縮率発現温度を135℃以上とすることにより、第1繊維層が収縮しない、または、その収縮の発現が十分に小さい温度領域において第1繊維層と第2繊維層とを部分接着することが可能であり、第1繊維層を構成する繊維同士の接着を生じさせることなく両繊維層の2層一体化が可能となる。本発明によれば、最大収縮率発現温度を基準として第1繊維層を構成する繊維を選択することにより、通常設定する温度領域で両繊維層を接着加工および熱収縮加工したとしても、第1繊維層を構成する繊維同士が接着することなく、伸縮性の優れた不織布を得ることができる。
【0031】
なお、「熱収縮性繊維(1A)の高融点成分の融点以下」とは、高融点成分がポリエステルの場合は250℃以下であることが好ましく、高融点成分がポリプロピレン系繊維である場合は、160℃以下であることが好ましい。
【0032】
第1繊維層は、熱収縮性繊維(1A)を含む。第1繊維層における熱収縮性繊維(1A)の含有量は、第1繊維層の質量基準で60質量%以上であることが好ましく、80質量%以上であることがより好ましい。第1繊維層における熱収縮性繊維(1A)の含有量をこの範囲とすることにより、高い収縮性を示し、得られる不織布は伸縮性が良好となる。
【0033】
〔熱収縮性繊維(1A)〕
熱収縮性繊維(1A)は潜在捲縮性複合繊維である。ここで、「潜在捲縮性繊維」とは、熱により収縮が起こり、捲縮を発現する繊維をいう。熱収縮性繊維(1A)は、収縮加工工程において、捲縮の発現によって高い収縮率を示し、且つ当該繊維の熱融着による繊維同士の接着が起こらない繊維であることが好ましい。
【0034】
捲縮の発現によって高い収縮率を示す繊維とは、繊維を、目付100g/m2のウェブとなし、これを、120℃オーブン内で5分間の放置をしたときに、捲縮の発現によって、MD方向において好ましくは40%以上、より好ましくは50%以上、更に好ましくは65%以上の収縮率を示す繊維をいう。熱収縮性繊維(1A)の収縮率を40%以上とすることにより、最終的に得られる不織布に十分な伸縮性を付与することができ、十分に凸状突起部を発生させることができる。
【0035】
また、熱収縮性繊維(1A)の収縮率を40%以上とすることにより、熱収縮加工での熱収縮性繊維(1A)の捲縮の発現によって、繊維が充分に絡まり合う。この絡まり効果によって、熱収縮性繊維(1A)が、たとえ短繊維の場合であっても、熱収縮性繊維(1A)の脱落を抑制することができる。このことにより、第1繊維層を構成する熱収縮性繊維(1A)間が互いに接着していないにも拘らず、第1繊維層としての一体化を保つことができる。
【0036】
熱融着による繊維同士の接着が起こらない繊維とは、両繊維層の接着加工温度および収縮加工温度下で繊維同士が互いに接着しない繊維をいう。
【0037】
仮に、潜在捲縮性複合繊維からなる熱収縮性繊維(1A)が、本来高い収縮率を示す繊維であったとしても、両繊維層の接着加工または収縮加工と同時に繊維同士の接着が起きた場合、該接着により繊維が固定される。そのため、繊維の収縮の動き、つまり、捲縮の発現が阻害されて、十分な収縮が得られず、第1繊維層の伸縮可能幅が狭くなる。また、繊維間が固定されてしまうために、伸長の際には高い応力が必要となる。
【0038】
その結果として、高い伸縮性能が得られずに、不織布の風合いが低下する。したがって、繊維同士の接着が起こらない繊維を第1繊維層に用いることにより、不織布に高い伸縮性を付与することができる。
【0039】
熱収縮性繊維(1A)を構成する樹脂は、低融点成分と高融点成分との組み合わせからなる樹脂である。熱収縮性繊維(1A)に用いる樹脂としては、例えば、ポリオレフィン、ポリエステルおよびポリアミドなどが挙げられる。尚、本発明で「低融点成分」という場合、融点を示さず軟化点のみを有する成分を含む場合がある。
【0040】
熱収縮性繊維(1A)の低融点成分としては、例えば、エチレン−プロピレン二元共重合体、プロピレン−ブテン−1二元共重合体、エチレン−プロピレン−ブテン−1三元共重合体、プロピレン−ヘキセン−1二元共重合体およびプロピレン−オクテン−1二元共重合体等並びにこれらの混合物等からなる樹脂が挙げられる。
【0041】
熱収縮性繊維(1A)の低融点成分としては、低温熱収縮性およびコストの点で、エチレン含有量4〜10質量%およびプロピレン含有量90〜96質量%からなるエチレン−プロピレン2元共重合体、並びにエチレン含有量1〜7質量%、プロピレン含有量90〜98質量%および1−ブテン含有量1〜5質量%からなるエチレン−プロピレン−ブテン−1三元共重合が好ましい。
【0042】
熱収縮性繊維(1A)の低融点成分の融点としては128℃〜160℃の範囲が好ましく、より好ましくは130℃〜150℃である。低融点成分の融点を128℃以上とすることにより、収縮加工温度下で低融点側の樹脂が溶融するのを防ぎ、接着による伸縮性能の低下を抑制することができる。
【0043】
低融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間であることが好ましく、3〜40g/10分間であることが更に好ましい。
【0044】
熱収縮性繊維(1A)の高融点成分としては、例えば、ポリプロピレンおよびポリエステルが挙げられる。高融点成分として、ポリエステルを用いることにより、より低融点成分との融点差をつけることができる。
【0045】
ポリプロピレンとしては、例えば、ポリプロピレン単独重合体、プロピレンとエチレンまたは他のオレフィンとの共重合体およびプロピレンとその他の成分との共重合体が挙げられる。また、ポリエステルとしては、例えば、ポリエチレンテレフタレートおよびポリブチレンテレフタレート、並びにそれらの共重合体が挙げられる。
【0046】
高融点成分としては、プロピレン単独重合体またはプロピレンと、少量の、通常は2質量%以下のエチレンまたはα−オレフィンとの共重合体が好ましい。このような結晶性ポリプロピレンとしては、例えば、汎用のチーグラー・ナッタ触媒またはメタロセン触媒から得られる結晶性ポリプロピレンが挙げられる。
【0047】
熱収縮性繊維(1A)の高融点成分の融点としては、150〜165℃の範囲が好ましく、155〜160℃の範囲がより好ましい。高融点成分の融点を150℃以上することにより、低融点成分との融点差を大きくし、収縮加工時の加工温度幅を大きくすることができる。
【0048】
熱収縮性繊維(1A)の高融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0049】
熱収縮性繊維(1A)の断面形状としては、特に限定されないが、例えば、同心鞘芯型、偏心鞘芯型および並列型等が挙げられる。中でも、偏心鞘芯型および並列型が好ましく、並列型が特に好ましい。断面形状が並列型である複合繊維を用いることで、高い潜在捲縮性の繊維が得られるからである。
【0050】
熱収縮性繊維(1A)の繊度は、1.0dtex〜20dtexであることが好ましく、より好ましくは1.5dtex〜10dtex、更に好ましくは、2.2dtex〜7.0dtexである。
【0051】
熱収縮性繊維(1A)の繊度を1.0dtex以上とすることにより、例えば、カード工程を経る場合に、ネップの発生または地合の乱れが生じるのを防ぎ、更には加工速度の低下を抑制することができる。また、20dtex以下とすることにより、捲縮発現性が低下するのを防ぎ、40%以上の収縮率を得ることが容易となる。
【0052】
但し、収縮率が維持できる範囲内であれば、前記繊度を逸脱した別の熱収縮性繊維(1A)を混綿し使用しても構わない。また、本発明の効果を損なわない範囲において、第1繊維層に、熱収縮性繊維(1A)以外の繊維を混綿しても構わない。
【0053】
熱収縮性繊維(1A)は、短繊維であっても、スパンボンド法またはメルトブロー法で得られるような長繊維であってもよい。短繊維の場合、繊維長は特に制限されないが、20〜100mmの範囲であるのが好ましい。
【0054】
[第2繊維層]
第2繊維層は、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)[以下、単に熱収縮性繊維(2A)ともいう]または熱融着性の非熱収縮性繊維(2B)を含む。
【0055】
第2繊維層は、熱収縮性繊維(2A)または非熱収縮性繊維(2B)を、第2繊維層の質量基準で、60質量%以上の範囲で含むことが好ましく、不織布強力の点では、70質量%以上であるのがより好ましく、熱収縮性繊維(2A)若しくは非熱収縮性繊維(2B)、またはそれらの混綿のみで構成されているのが特に好ましい。
【0056】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を、第2繊維層の質量基準で、60質量%以上含むことにより、伸張性と風合いに適した不織布となる。
【0057】
また、不織布の伸縮性の点では、熱収縮性繊維(2A)を、第2繊維層の質量基準で、60質量%以上の範囲で含むことが好ましく、70質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、熱収縮性繊維(2A)のみで構成されていることが特に好ましい。
【0058】
第2繊維層に含ませてもよいその他の繊維としては、本発明の効果を阻害しない限り、特に限定されるものではないが、例えば、レーヨンおよびコットンなどが挙げられる。
【0059】
第1繊維層と第2繊維層との接着部間の第2繊維層において、凸状突起部を形成する第2繊維層を構成する繊維同士は、それらの接触点において互いに熱接着していてもいなくてもよいが、互いに熱接着していると不織布強度が高くなるため好ましい。
【0060】
また、凸状突起部を形成する第2繊維層を構成する繊維同士がそれらの接触点において互いに熱接着していることで、凸状突起部における繊維のケバ立ちが改善され得る。特に、本発明の不織布を、その凹凸構造を活かして面ファスナー部材として使用する際には、繰り返し使用することで発生してしまう凸状突起部からの繊維のケバ立ちが抑制されて、耐久性が向上するという効果がある。
【0061】
〔熱収縮性繊維(2A)および非熱収縮性繊維(2B)〕
熱収縮性繊維(2A)は、熱収縮性繊維(1A)よりも収縮性が小さい。「熱収縮性繊維(1A)よりも収縮性が小さい」とは、下記収縮率において、熱収縮性繊維(1A)と熱収縮性繊維(2A)の収縮率の差[熱収縮性繊維(1A)の収縮率−熱収縮性繊維(2A)の収縮率]が、10%以上であるのが好ましく、30%以上であるのが尚好ましい。収縮性繊維(2A)または非収縮性繊維(2B)は、繊維を、目付100g/m2ウェブとなし、これを、120℃オーブン内で5分間の熱放置をしたときに、MD方向収縮率が35%以下であるのが好ましく、25%以下であるのがより好ましい。当該収縮率を35%以下とすることにより、第1繊維層との収縮差を大きくすることができ、収縮処理工程において凸状突起部が発生し易い。
【0062】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する樹脂は、溶融により熱接着に関与する熱融着性成分を含んでいる。熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、熱融着性成分のみからなる単一成分繊維であってもよく、また高融点成分と低融点成分との組み合わせからなる複合繊維であってもよい。
【0063】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する樹脂は、溶融により熱接着に関与する熱融着性成分を含んでいる。熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、熱融着性成分のみからなる単一成分繊維であってもよく、また高融点成分と低融点成分との組み合わせからなる複合繊維であってもよい。
【0064】
複合繊維である場合は、その低融点成分が熱融着性成分として熱接着に関与する。熱収縮性繊維(2A)または非熱収縮性繊維(2B)に用いる樹脂としては、例えば、ポリオレフィン、ポリエステルおよびポリアミドなどが挙げられる。非熱収縮性繊維(2B)は、熱融着性である限り、ポリオレフィンおよびポリエステルなどからなる単一成分繊維であっても構わない。
【0065】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が複合繊維である場合の低融点成分としては、例えば、LDPEおよびL−LDPE並びに熱可塑性エラストマーが挙げられる。
【0066】
熱可塑性エラストマーとしては、例えば、水添スチレン系エラストマー(SEBS)および熱可塑性ポリウレタン(TPU)が挙げられる。また、相溶性の点で、オレフィン系エラストマーを使用するのが好ましい。
【0067】
オレフィン系エラストマーとしては、例えば、エチレン−プロピレンゴム(EPR)、エチレン−プロピレン−非共役ジエン共重合ゴム(EPDM)およびエチレン−オクテン−1共重合体(例えば、ダウケミカル社製 Engage8402等)が挙げられる。
【0068】
これら熱可塑性エラストマーの1種または2種以上の混合物を使用できる。また、これらを、LDPEまたはL−LDPEと混合して使用することもでき、効果を阻害しない範囲で、さらに他の樹脂、滑材、顔料並びに炭酸カルシウムおよび酸化チタン等の無機物などの添加剤を含ませてもよい。
【0069】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)が、複合繊維である場合、その複合成分である低融点成分の熱溶融または軟化によりもたらされる熱融着性能を有している(低融点成分が熱融着性成分として熱接着に関与する)。特に、第2繊維層に熱可塑性エラストマーを使用すると、その粘着効果によって、該熱融着性能による接着がより一層強化されるとともに、接着後の接着点自体がゴム弾性挙動を帯びることにより、不織布の伸縮性が向上し、好ましい。
【0070】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点は、70℃以上130℃以下であり、より好ましくは95℃以上125℃以下であり、更に好ましくは100℃以上125℃以下である。
【0071】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以下の場合、例えば、ウェブを作製するカード工程において、メタリックワイヤーのカーディング摩擦により、ネップの発生(繊維融着)などを引き起こし易く、地合いが乱れるため好ましくない。また、130℃を超える場合、第1繊維層に用いられる熱収縮性繊維(1A)の低融点側も溶融し接着し易くなるため、風合いが硬くなり、伸縮性が低下する問題が生じる。
【0072】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)の熱融着性成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0073】
熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が複合繊維である場合の高融点成分としては、例えば、ポリプロピレンおよびポリエステルが挙げられる。
【0074】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分としては、例えば、プロピレン単独重合体またはプロピレンと、少量の、通常は2質量%以下のエチレンまたはα−オレフィンとの共重合体が挙げられる。このような結晶性ポリプロピレンとしては、例えば、汎用のチーグラー・ナッタ触媒またはメタロセン触媒から得られる結晶性ポリプロピレンが挙げられる。
【0075】
より、低融点成分との融点差をつけるために、高融点成分として、ポリエステルを用いてもよい。ポリエステルとしては、例えば、ポリエチレンテレフタレートおよびポリブチレンテレフタレート並びにそれらの共重合体が挙げられる。
【0076】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分の融点としては、150〜165℃の範囲が好ましく、155〜160℃の範囲がより好ましい。融点を150℃以上とすることにより、低融点成分との融点差を大きくし、収縮加工時の加工温度幅を大きくすることができる。
【0077】
熱収縮性繊維(2A)及び非熱収縮性繊維(2B)が複合繊維である場合の高融点成分のメルトマスフローレートとしては、JIS−K7210の条件14で、紡糸性および加工性の点から、0.1〜80g/10分間が好ましく、3〜40g/10分間がより好ましい。
【0078】
本発明において、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことが、収縮と風合いの点で好ましい。具体的には、熱収縮性繊維(2A)または非熱収縮性繊維(2B)を構成する最も低融点成分(熱融着性成分)の融点が、熱収縮性繊維(1A)を構成する最も低融点成分の融点より低いことが好ましく、5〜50℃低いことがより好ましく、15〜35℃低いことが更に好ましい。
【0079】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、互いに異なる樹脂成分からなる複合繊維であってもよい。熱収縮性繊維(2A)または非熱収縮性繊維(2B)が複合繊維である場合、その断面形状としては、特に限定されないが、例えば、並列または、低融点成分を繊維表面の少なくとも一部を構成するように配した偏心鞘芯型もしくは同心鞘芯型が挙げられる。
【0080】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の繊度は、1.0dtex〜20dtexであることが好ましく、より好ましくは1.5dtex〜10dtex、更に好ましくは2.2dtex〜7.0dtexである。
【0081】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)は、短繊維であっても、スパンボンド法またはメルトブロー法で得られるような長繊維であってもよい。短繊維の場合、繊維長は特に制限されないが、20〜100mmの範囲であるのが好ましい。
【0082】
熱収縮性繊維(2A)および非熱収縮性繊維(2B)は、それぞれ、複数種の熱収縮性繊維(2A)の混合体および複数種の非熱収縮性繊維(2B)の混合体であってもよい。
【0083】
熱収縮性繊維(2A)は、前記収縮率が5〜35%であることが好ましく、10〜25%であることがより好ましい。そして、このような繊維として、潜在捲縮性複合繊維が好ましく、並列型または偏心鞘芯型を有する潜在捲縮性複合繊維がより好ましい。
【0084】
第2繊維層を構成する繊維として熱収縮性繊維(2A)を用いた場合は、熱収縮加工後の凸状突起部において、当該熱収縮性繊維自体が、収縮し、すなわち捲縮が発現して、蛇腹状または螺旋状の形態をとる。このことにより、発現した捲縮の嵩によって、凸状突起部内部が繊維で充分に充填された構造を形成する。これが、凸状突起部形状の耐応力変形性の向上に寄与し、凸状突起部の折れ曲がりができ難く、滑らかな凸状突起部形状となり、触り感触が良いという特徴がある。
【0085】
また、第2繊維層を構成する繊維として非熱収縮性繊維(2B)を用いた場合は、収縮加工後の凸状突起部において、熱収縮性繊維(2A)を用いた場合に形成される蛇腹状または螺旋状の構造は形成されない。このため、凸状突起部内部は繊維で充分に満たされ難く、応力等による変形を受け、折れ曲がりによる歪な形状が形成され易く、繊維層表面にはざらつき感が生じる。このため、例えば、ワイパーなどに用いた場合には、掻き取り性が良いという特徴が生じる。
【0086】
〔目付〕
熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層との積層において、両繊維層の目付比が、同比率であるか、または第1繊維層の比率が高いことが好ましい。
【0087】
両繊維層の目付比が、同比率または第1繊維層の比率が高いことにより、収縮過程において、第1繊維層の収縮力を向上し、第2繊維層を十分に引き寄せることができ、凸状突起部の発生を高め、伸縮性を向上することができる。
【0088】
第1繊維層の目付は10〜60g/m2であることが好ましく、より好ましくは15〜40g/m2である。これに対し、第2繊維層の目付は、5〜60g/m2であることが好ましく、より好ましくは7.5〜40g/m2である。第1繊維層と第2繊維層の目付の比率は、1:1/2〜1:1の範囲であることが好ましい。
【0089】
〔製造方法〕
本発明の不織布は、以下の工程(i)〜(iii)を含む製造方法により得られる。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
以下、各工程について説明する。
【0090】
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
工程(i)においては、熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層すればよく、第1繊維層の両面に第2繊維層を積層してもよい。
【0091】
第1繊維層と第2繊維層との積層体を得る方法としては、具体的には、例えば、2台のメタリックワイヤーカード機を直列に並べ、下層となる熱収縮性繊維(1A)を含む第1繊維層を形成し、その上から上層となる収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層することで連続に得ることができる。
【0092】
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
工程(ii)においては、工程(i)で積層した両繊維層の積層ウェブを部分的に接着させる。両繊維層の積層ウェブを接着させる方法としては、例えば、熱圧接または超音波による接着方法が挙げられ、特に熱圧接が好ましい。
【0093】
熱圧接の方法としては、具体的には、例えば、熱エンボス機による熱圧着が好ましい。また、超音波による接着方法としては、具体的には、例えば、超音波エンボス加工が挙げられる。
【0094】
第1繊維層と第2繊維層との積層ウェブを熱圧接することにより、第1繊維層と第2繊維層との積層接触面において、第2繊維層に含まれる熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)が熱溶融または熱軟化し多数の接着部が形成され、両層が部分的に接着して積層一体化する。
【0095】
熱圧接の加工温度としては、少なくとも熱収縮性繊維(2A)または非熱収縮性繊維(2B)が溶融または軟化し、熱収縮性繊維(1A)が溶融または軟化しない条件であることが好ましく、具体的には70〜130℃の範囲が好ましい。
【0096】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点より好ましくは5〜15℃低い温度で第1繊維層と第2繊維層とを加熱により熱圧接加工することにより、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の軟化が始まり、第1繊維層と第2繊維層との表面を部分接着することができる。
【0097】
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
工程(iii)においては、工程(ii)において厚さ方向に一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させて第1繊維層を収縮させることにより、接着部間の第2繊維層を凸状に突起させる。
【0098】
収縮加工の方法としては、例えば、熱風循環式熱処理機(スルエアー機)または無張力化で熱を与えることのできるシュリンクドライヤーなどが挙げられる。より均一に高い収縮を与えることから、シュリンクドライヤーが特に好ましい。
【0099】
収縮加工温度としては、少なくとも、第1繊維層に含まれる熱収縮性繊維(1A)が収縮するが、第1繊維層を構成する繊維同士が熱溶融又は熱軟化によって互いに接着しない温度であることが好ましい。収縮加工温度は、具体的には、100℃〜130℃の範囲であることが好ましく、より好ましくは110℃〜128℃、更に好ましくは、115℃〜125℃の範囲である。
【0100】
100℃以上で収縮加工することにより、第1繊維層の収縮発現性が十分となる。また、130℃以下で収縮加工することにより、第1繊維層の低融点側が溶融しにくくなり、特に熱風循環式熱処理機(スルエアー機)での収縮処理を行った場合などに、溶融樹脂とコンベアとが摩擦するのを防ぎ、均一に収縮させることができる。
【0101】
収縮加工によって、接着部間における第2繊維層が凸状に突起する(凸状突起部を形成する)ときに、第2繊維層内の繊維同士がそれらの接触点において互いに熱接着してもよいし、熱収縮性繊維(2A)を含む場合には、その熱収縮性繊維(2A)が熱収縮してもよい。凸状突起部を構成する第2繊維層内の繊維同士がそれらの接触点において熱接着される場合、接触点における繊維同士の接着は、第1繊維層と第2繊維層との接着部における熱圧接(エンボス等)による接着とは異なり、繊維同士の接触点のみにおいて接着点が形成されることが好ましい。これは、繊維間が強く固定されて、その自由度が大きく奪われてしまうと、凸状突起部における蛇腹状や螺旋状の立体構造の形成が抑制されてしまうからである。
【0102】
接着加工および収縮加工は同時に行うことも可能であるが、本発明においては、接着加工および収縮加工を別工程とし、接着加工後に、収縮加工を行うのが好ましい。
【0103】
接着加工および収縮加工を別工程とし、接着加工後に、収縮加工を行うことにより地合いの均一な不織布を得ることができる。また、例えば、熱エンボスロールを用いて、接着加工および収縮加工を同時に行う場合には、加工上、エンボスロールのクリアランス(隙間)、つまりエンボスロール表面の凹凸の高低差に制約が生じてしまうため、嵩高の不織布を得るのには困難を伴う場合がある。
【0104】
一方、熱エンボスロールを用いて接着加工を行った後、熱風循環式熱処理機またはシュリンクドライヤーを用いて収縮加工を行う方法であれば、無張力化で収縮加工が可能であるため、突起部が発達した、嵩高で柔軟な不織布を効率的に得ることが容易となる。
【実施例】
【0105】
以下、本発明を実施例により詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
【0106】
<収縮率測定法>
(イ)熱収縮性繊維(1A)及び熱収縮性繊維(2A)について
各熱収縮性繊維を用いてカーディング法で100g/m2のウェブを作成し、熱処理前の各ウェブのMD方向3箇所(中央、両端を測定)でポイント間の長さを測定し、それぞれを(a)値とした。次いで、120℃オーブン内に5分間放置した後、熱処理前と同じポイント間の長さを測定しその平均を(b)値とし、以下の式により収縮率とした。CD方向についても同様の測定方法にて収縮率を求めた。
【0107】
収縮率(%)=[(a)−(b)]/(a)×100
【0108】
(ロ)第1繊維層の最大収縮率発現温度
上記(イ)の収縮率測定法に準じ、作成したウェブを100℃オーブン内に5分間放置した後、収縮率を求めた。同じ要領で、熱収縮処理温度毎に収縮率を求め、最も大きな収縮率となった熱収縮処理温度を、第1繊維層の最大収縮率発現温度とした。
【0109】
(ハ)第1繊維層と第2繊維層を用いて得られた本発明の不織布について
不織布を25×25cm、面積625cm2に切り出した。次いで、この不織布を、熱風循環式熱処理機(スルーエアー機)を用い、熱処理温度125℃、循環熱風速1m/秒で、3秒間、熱処理後、面積を算出して(C)値とし、以下の式により収縮率とした。
【0110】
収縮率(%)=[(625)−(C)]/(625)×100
【0111】
<伸縮性・柔軟性評価法>
島津製作所『オートグラフAG500D』を用いて、試験速度100m/分間の速度で試料長100mmから50%伸張後、試料長まで戻し、再度50%伸張時の荷重を初回と再回の2点について10%、20%、30%、40%および50%の強度を測定し、強度を縦軸に歪を横軸にとったグラフ(S−Sカーブ)とした。
【0112】
初回の荷重と再回の荷重の差が大きい程、伸張性が低いと判断した。また、伸張と加重のグラフにおいて、傾きが高いほど柔軟性が低いと判断した。
【0113】
実施例1
熱収縮性繊維(1A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、メルトマスフローレートが、16g/10分間、融点130℃、のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付10g/m2の第1繊維層を作成した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0114】
この上に、熱収縮性繊維(2A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点100℃、メルトマスフローレートが、20g/10分間のオレフィン系エラストマー樹脂とからなる、繊度2.2dtex、繊維長38mmの並列型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は25%であった。
【0115】
これら各繊維層はカーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを110℃のエンボス面積率4%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は0.5mm2で、突起部間の距離は5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0116】
次いで、熱風循環式熱処理機(スルエアー機)を用い、熱収縮処理温度125℃、循環熱風速1m/秒で3秒間熱処理して収縮加工を行った。不織布は、収縮率67%で収縮し、接着部間の第2繊維層が、第1繊維層との収縮率の差によって、第2繊維層側へ凸状に突起した伸縮不織布が得られた。
【0117】
接着部間において、第1繊維層には強い螺旋捲縮が発現し、また、デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、接着部間において、第1繊維層を構成する繊維同士の交点は接着していなかった。一方、第2繊維層には第1繊維層より弱い螺旋捲縮が発現し、接着部間の第2繊維層を構成する繊維同士の交点は熱接着していた。当該凸状部は、当該第2繊維層で充填されていた。
【0118】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、実施例1の不織布は、柔軟性が高く、伸縮性に優れた風合いの良い不織布であった。
【0119】
実施例2
熱収縮性繊維(1A)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、メルトマスフローレートが、16g/10分間、融点130℃、のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付20g/m2の第1繊維層を作成した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0120】
この上に熱収縮性繊維(2B)として、融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点100℃、メルトマスフローレートが、23g/10分間のL−LDPE樹脂からなる、繊度2.2dtex、繊維長38mmの同心鞘芯型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は0%であった。
【0121】
各繊維層は、カーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを110℃のエンボス面積率4%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は0.5mm2で、突起部間の距離は5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0122】
次いで、熱風循環式熱処理機(スルエアー機)を用い、熱収縮処理温度125℃、循環熱風速1m/秒で3秒間熱処理して収縮加工を行った。不織布は、収縮率で65%収縮し、接着部間の第2繊維層が、第1繊維層との収縮率の差によって、第2繊維層側へ凸状に突起した伸縮不織布が得られた。
【0123】
デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、接着部間において、第1繊維層には強い螺旋捲縮が発現しており、接着部間の第1繊維層を構成する繊維同士の交点は接着していなかった。一方、第2繊維層の繊維には、捲縮が発現しておらず、接着部間の第2繊維層を構成する繊維同士の交点は熱接着していた。
【0124】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、実施例2の不織布は、柔軟性が高く、伸縮性に優れた風合いの良い不織布であった。
【0125】
比較例1
融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点115℃、メルトマスフローレートが23g/10分間のL−LDPEからなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用い、目付10g/m2の繊維層(1A)を作製した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は65%であった。
【0126】
この上に、融点130℃、メルトマスフローレートが、16g/10分間のHDPEと融点250℃のポリエステルからなる、繊度2.2dtex、繊維長51mmの同心鞘芯型複合繊維(容積比:50/50)を用いて作製した目付10g/m2の第2繊維層を重ねた。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は0%であった。
【0127】
各繊維層は、カーディング法にて作製し、各繊維層の機械方向が同一方向となるように積層した。得られた2層ウェブを125℃のエンボス面積率15%の加熱エンボス機を用いて、線圧20kg/cmの圧力で加圧接着した。接着部に対応するエンボス機の一つのエンボス突起部の面積は1.5mm2で、突起部間の距離は4.5mm、突起部の形状は丸型であった。突起部は、千鳥状に配列していた。
【0128】
デジタルマイクロスコープ(キーエンス社製VHX−900)により観察したところ、熱接着工程において、エンボス部以外の領域の熱収縮性繊維(1A)も、エンボスロールの熱によって、互いにその交点が熱接着してしまっていることがわかった。また、同時に、第1繊維層の収縮も起こり、不織布は58%に収縮した。
【0129】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、比較例1の不織布は、第1繊維層の構成繊維同士が互いに熱接着したために、その充分な熱収縮挙動が阻害されるとともに、さらに、その熱接着によって伸長に負荷が及ぼされる結果、得られた不織布は、嵩高性および柔軟性共に劣り、伸縮性が低いものとなった。
【0130】
比較例2
融点160℃、メルトマスフローレートが、15g/10分間のポリプロピレンと、融点130℃、メルトマスフローレートが、16g/10分間、融点130℃のエチレン−プロピレン共重合(プロピレン含有量4質量%)からなる、繊度2.2dtex、繊維長51mmの並列型複合繊維(容積比:50/50)を用いて、目付80g/m2のウェブをカーディング法にて作製した。別途、目付け100g/m2の同繊維層を作成して、収縮率を測定したところ、収縮率は70%であった。
【0131】
このウェブを、ウォータージェット加工機により、7.84Mpaのジェット水流をあて、交絡させた後、120℃の熱風循環式スルーエアー機にて、乾燥および収縮処理を行った。この時の収縮率は22%であった。
【0132】
得られた不織布の物性を評価した結果を表1に示す。表1に示すように、比較例2の不織布の柔軟性は良いが、繊維層が、繊維層を構成する繊維の絡み合いのみで一体化されているために、不織布強度が弱かった。また、凹凸形状も形成されず、ジェット水流による絡み合いにより、収縮工程においてウェブが十分に収縮しないことから、伸縮に寄与する構造を有さぬ結果、嵩高性及び伸縮性は非常に劣るものであった。
【0133】
【表1】
【産業上の利用可能性】
【0134】
本発明の伸縮性不織布は高い収縮性と不織布強度を与えることができ、更には風合いの良い凹凸伸縮不織布を与えることができることから、例えば、包帯、ハップ材基布および面ファスナーのメス材などの衛材分野、メディカル分野並びに産業資材分野などに利用することができる。
【符号の説明】
【0135】
1.第1繊維層
2.第2繊維層
3.接着部
【特許請求の範囲】
【請求項1】
潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化されてなる不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布。
【請求項2】
熱収縮性繊維(2A)が、潜在捲縮性複合繊維である、請求項1に記載の不織布。
【請求項3】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことを特徴とする、請求項1または2に記載の不織布。
【請求項4】
前記接着部が、熱圧接によって形成されている、請求項1〜3のいずれか1項に記載の不織布。
【請求項5】
以下の工程(i)〜(iii)を含む不織布の製造方法。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
【請求項6】
工程(ii)において熱圧接により積層体を接着加工する、請求項5に記載の製造方法。
【請求項7】
第1繊維層に含まれる熱収縮性繊維(1A)の融点以下の温度で、工程(ii)の接着加工および工程(iii)の収縮加工を行う、請求項5または6に記載の製造方法。
【請求項1】
潜在捲縮性複合繊維である熱収縮性繊維(1A)を含む第1繊維層と、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層とが積層され、当該両繊維層が間隔を置いて配された多数の接着部によって部分的に接着一体化されてなる不織布であって、
第1繊維層の最大収縮率発現温度が135℃以上であり、熱収縮性繊維(2A)または非熱収縮性繊維(2B)の熱融着性成分の融点または軟化点が70℃以上130℃以下であって、接着部間の第2繊維層が第1繊維層の収縮によって凸状に突起しており、且つ第1繊維層を構成する繊維同士が互いに接着していないことを特徴とする不織布。
【請求項2】
熱収縮性繊維(2A)が、潜在捲縮性複合繊維である、請求項1に記載の不織布。
【請求項3】
熱収縮性繊維(2A)または非熱収縮性繊維(2B)の融点または軟化点が、熱収縮性繊維(1A)の融点より低いことを特徴とする、請求項1または2に記載の不織布。
【請求項4】
前記接着部が、熱圧接によって形成されている、請求項1〜3のいずれか1項に記載の不織布。
【請求項5】
以下の工程(i)〜(iii)を含む不織布の製造方法。
(i)熱収縮性繊維(1A)を含む第1繊維層の少なくとも片面に、熱収縮性繊維(1A)よりも収縮性の小さい熱融着性の熱収縮性繊維(2A)または熱融着性の非熱収縮性繊維(2B)を含む第2繊維層を積層する工程
(ii)工程(i)で積層した両繊維層を接着加工し、間隔を置いて配された多数の接着部によって厚さ方向に一体化させる工程
(iii)工程(ii)により一体化された両繊維層を収縮加工し、第1繊維層に含まれる熱収縮性繊維(1A)を収縮させる工程
【請求項6】
工程(ii)において熱圧接により積層体を接着加工する、請求項5に記載の製造方法。
【請求項7】
第1繊維層に含まれる熱収縮性繊維(1A)の融点以下の温度で、工程(ii)の接着加工および工程(iii)の収縮加工を行う、請求項5または6に記載の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−233276(P2012−233276A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−101805(P2011−101805)
【出願日】平成23年4月28日(2011.4.28)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年4月28日(2011.4.28)
【出願人】(311002067)JNC株式会社 (208)
【出願人】(399120660)JNCファイバーズ株式会社 (41)
【Fターム(参考)】
[ Back to top ]