
凹凸文字抽出のための画像処理方法
【課題】上下方向に縦振動をする平面又は曲面上に刻印された凹凸文字をを精度高く読取ることができる凹凸文字抽出のための画像処理方法を提供する。
【解決手段】本発明に係る凹凸文字抽出のための画像処理方法は、凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、取得された前記3次元データから、前記凹凸方向に沿った振動を除去する振動除去ステップと、を有する。
【解決手段】本発明に係る凹凸文字抽出のための画像処理方法は、凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、取得された前記3次元データから、前記凹凸方向に沿った振動を除去する振動除去ステップと、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、凹凸文字抽出のための画像処理において、凹凸方向に沿った振動に起因する誤差を除去することを特徴とする凹凸文字抽出のための画像処理方法に関する。
【背景技術】
【0002】
従来、製品の形状診断、または生産管理を目的とし、製品(検査対象)の表面の凹凸状態を計測することがしばしば行われている。凹凸状態の検出には、光切断線(ラインレーザ)を検査対象物に照射し、対象物に映った光切断線を撮像機で撮像して、凹凸情報を計測する光切断法が利用される。
このような凹凸状態の計測は、搬送ライン上で行う事ができれば好ましいが、搬送ライン自身や周辺設備の影響などにより、計測器または検査対象自体が振動を起こす事があり、そのために計測された形状データのなかに振動に起因するノイズが重畳される場合がある。
【0003】
特に、検査対象に刻印された凹凸文字を画像処理を用いて検出するに際して、凹凸文字の凹凸方向に沿った振動、すなわち縦振動は、凹凸文字の高さデータに対し近い値となることがあり、誤差要因となる。すなわち、光切断法による計測結果が、本当に凹凸文字を示しているのか縦振動による誤差なのか、その判別が難しくノイズ除去の対策が望まれている。
縦振動による誤差の除去技術としては、特開2000−292132号公報(特許文献1)に開示されたものがある。この文献は、ワークにスリット光を照射し、同一位置におけるワークの両面(上下面)を、スリット光の照射光軸外に配置された撮像器で撮像し、撮像器により撮像して得た同一位置におけるワーク両面の各スリット画像データと、品質既知の標準ワークの両面に投影した標準スリット画像を前記撮像器で撮像して得た同一位置における標準ワーク両面の各標準スリット画像データとを比較し、当該比較結果に基づいてワークの品質を判定することを特徴とするワーク品質検査方法を開示する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−292132号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の技術を採用して、搬送ライン上で検査対象物の凹凸計測を行う場合に、以下のような不都合が生じる。
例えば、搬送ラインの上側若しくは下側に、撮像器などを設置する空間がなく、検査対象物の上側若しくは下側の画像が取得できない場合が往々にしてある。また、検査対象の下側に撮像器を設置できたとしても、検査対象の下側表面にも凹凸があり、上下の計測値の差分だけでは、上面と下面のどちら側に凹凸があるか判断できないなどの問題も発生する。
【0006】
なお、別途、振動を設置し振動計測を行うならば、振動の影響を取り除いて凹凸の計測が可能かもしれないが、その場合は振動センサの追加が要求され、装置構成やデータ処理の複雑化は否めない。
そこで、本発明は、上記問題点を鑑み、上下方向に縦振動をする平面又は曲面上に刻印された凹凸文字をを精度高く読取ることができる凹凸文字抽出のための画像処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明においては以下の技術的手段を講じた。
本発明に係る凹凸文字抽出のための画像処理方法は、凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、取得された前記3次元データから、前記凹凸方向に沿った振動である縦振動を除去する振動除去ステップと、を有することを特徴とする。
好ましくは、前記振動除去ステップは、前記凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップと、前記検出されたズレ量に占める縦振動の量を検出する振動量検出ステップと、前記ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データを算出する凹凸検出ステップと、を有するとよい。
【0008】
さらに好ましくは、前記3次元計測ステップでは、光切断法を用いることで、凹凸文字を含んだ平面又は曲面の3次元データを取得するとよい。
また、前記振動量検出ステップでは、凹凸文字に対応する高さデータへの重みをゼロ又は低くし、縦振動に起因する高さデータへの重みを高くした上で、前記重みを用いてズレ量に占める縦振動の量を検出するとよい。
前記振動量検出ステップは、ズレ量検出ステップで取得したズレ量dnと縦振動の1次推定量Enとの差に基づいて、ズレ量dnに対する重みwnを算出し、前記重みwnとズレ量dnから縦振動の2次推定量Fnを算出するものであって、凹凸検出ステップは、ズレ量dnから縦振動の2次推定量Fnを差し引いて、凹凸文字の高さ方向データを算出するものであるとよい。
【発明の効果】
【0009】
本発明の凹凸文字抽出のための画像処理方法によると、上下方向に縦振動をする平面又は曲面上に刻印された凹凸文字をを精度高く読取ることができる。
【図面の簡単な説明】
【0010】
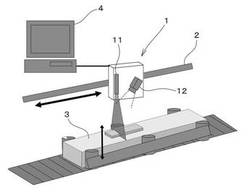
【図1】光切断法センサの装置構成を示した図である。
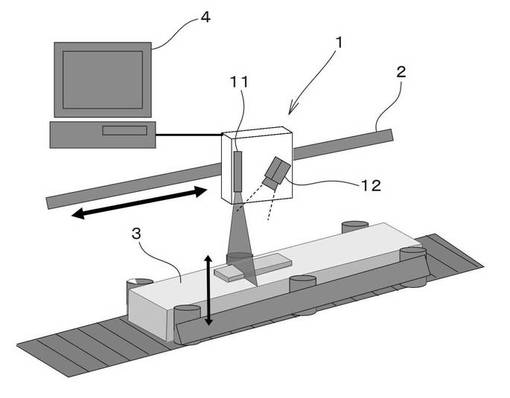
【図2】光切断法センサの装置構成を示した図である。
【図3】本発明に係る画像処理のフローチャートを示した図である。
【図4】(a)は縦振動によるノイズが乗った計測データを示したものであり、(b)は本発明に係る画像処理を適用して補正した計測データを示したものである。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を、図を基に説明する。
なお、以下の説明では、同一の部品には同一の符号を付してある。それらの名称及び機能も同じである。したがって、それらについての詳細な説明は繰返さない。
図1,図2を参照して、本実施形態に係る凹凸文字抽出のための画像処理(以降、画像処理装置)の全体システム構成について説明する。
この画像処理装置は、光切断法を適用した光切断法センサ1を有している。光切断法センサ1は、対象物3にライン状の光切断線(ライン状のレーザ光)を投射する投射部11と、対象物3の表面から反射してきた光切断線を撮像する撮像部12とを有している。
【0012】
さらに、画像処理装置は、光切断法センサ1を対象物3に沿って走査するための走査用レール2を有している。これは、光切断法センサ1による1回の計測では、光切断線が当たった部分しか凹凸情報を取得できないため、当該走査用レール2を用いて光切断法センサ1を対象物3に倣う方向に走査させることにより、対象物3全体の表面形状を計測するためである。また、画像処理装置は、光切断法センサ1に接続されて光切断法センサ1からの信号を受信して処理するパーソナルコンピュータ4を有する。
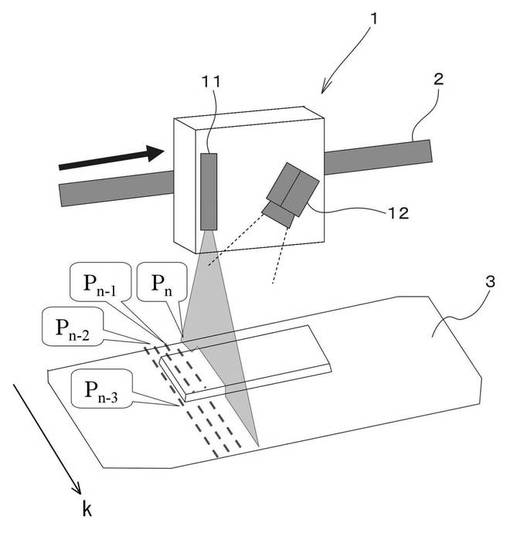
対象物3は湾曲した金属板や円筒物表面、又は平板等であって、画像処理装置は、対象物3上に施された凹凸文字を読取る。詳しくは、光切断法センサ1を走査用レール2により対象物3に倣う方向に平行移動させていくことで、投射部11から対象物3の表面に光切断線を照射し、それと同時に、対象物3から反射してくる光切断線の画像データを撮像部12にて取得する。
【0013】
取得された画像データは、パソコン4内に取り込まれ、パソコン4内で三角測量法の原理に基づいた処理を施されることで、対象物3の3次元形状データ(凹凸情報を含む)が得られる。
図3を参照して、パソコン4で実行される画像処理の概要について説明する。
本画像処理は、対象物3の表面(凹凸文字が刻印された平面又は曲面)の3次元データPnを取得する3次元計測ステップ(S0)を有している。なお、対象物3や光切断法センサ1の近傍に強い振動を発生させるものが存在した場合、3次元計測ステップで取得した3次元計測データには、凹凸方向に沿った振動(以降、縦振動と呼ぶこともある)に起因する誤差が含まれている。そのため、本画像処理には、取得された3次元データPnから、縦振動を除去する振動除去ステップ(S1〜S8)が備えられている。なお、縦振動とは、光切断法センサ1と対象物3を結ぶ直線方向の振動と考えることもできる。この縦振動に垂直な向きの振動を横振動と呼ぶこととする。
【0014】
振動除去ステップは、凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップ(S1)を有している。更に、検出されたズレ量中に占める縦振動の量を検出する振動量検出ステップ(S2〜S5)を有している。この振動量検出ステップでは、凹凸文字に対応する高さデータへの重みを零又は低くし、振動に起因する高さデータへの重みを高くした上で、前記重みを用いて、ズレ量中に占める縦振動の量を検出する(S4,S5)ものとなっている。
また、振動除去ステップは、ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データPnを算出する凹凸検出ステップ(S6〜S8)を備えている。
【0015】
以下、本発明に係る画像処理の詳細を、図3を基に説明する。なお、説明は例示であって、本願発明は以下の説明に限定されるものではない。
まず、S0ステップで、例えば、凹凸文字の刻印が施され局所的に凹凸表面形状を有する対象物3を光切断センサで計測し、n番目に計測した形状プロファイルPn(k)を取得する。なお、kは、撮像部12の走査方向における各座標点(インデックス)を示す。
S1ステップで、n番目に計測した形状プロファイルPn(k)と基準プロフィルPdef(k)のズレ量dn(k)を算出する。基準プロファイルとしては、現場の状況に応じ、様々なものが採用可能であるが、本実施形態の場合、(n-1)番目に計測した形状プロファイルPn-1(k)を本手法で補正した結果であるPn-1’(k)を、基準プロフィルPdef(k)として採用している。つまり、
【0016】
【数1】

【0017】
である。
次に、S2ステップで、ズレ量dn(k)と、縦振動の1次推定量En(k)を算出する。
具体的な計算方法は、以下の(i)(ii)で求める。
(i) ズレ量dnの平均値Ave(dn(k))を求める
(ii) 平均値Ave(dn(k))を含む式(2)により、1次推定量Enを計算する。
【0018】
【数2】
【0019】
なお、式(2)は、「Pn-1(k)とPn(k)は、基本的に類似した計測結果となっている」という前提に基づいたものであり、実際のズレ量dn(k)に基づいてオフセットをかけたものである。
ただし、振動の振幅幅が十分に小さく、且つ、Pdef(k)=Pn-1’(k)であるならば、凹凸形状が極端に変わる瞬間(凹凸部位の計測始めの部位)で振動が発生しないという仮定をおいて、En(k)=Fn-1(k)とする事も可能である。
また、式(2)におけるEn(k)、Fn(k)はn次関数であってもよい。例えば、En(k)、Fn(k)が1次関数であるならば、縦振動だけではなく、微弱な横振動が混じった対象物に対しても、振動起因の計測値ズレ量をより正確に推定することができる。
【0020】
次に、S3ステップで、縦振動に起因する誤差の1次推定量En(k)と、ズレ量dn(k)との差である「差分量yn(k)」を計算する。この差分量yn(k)は、凹凸文字の高さデータと縦振動の両方が混在したものとなっている。
具体的には、差分量yn(k)は、式(3)にて算出する。
【0021】
【数3】
【0022】
差分量yn(k)は、計測されたズレ量dn(k)から縦振動の1次推定量En(k)を差し引いた値である。この差分量yn(k)の絶対値が大きい値をとるということは、状況(A):対象物表面に凹凸文字が存在する、状況(B):縦振動が加わっている、の2つの場合が考えられるが、状況(A)の場合、特定のkにおけるyn (k)が大きい絶対値をとるのに対し、状況(B)の場合、殆どのkにおけるyn(k)の絶対値が大きくなる傾向がある。
S4ステップでは、得られた差分量yn(K)に基づいてプロファイル上にある各計測点の重みの集合wn(K)を取得する。
【0023】
具体的には、差分量yn(k)に基づいてプロファイル上にある各計測点の重みの集合wn(k)を取得する。wn(k)は式(4)や式(5)により求めるとよい。
【0024】
【数4】
【0025】
その後、S5ステップで、wn(k)を最大値が1、最小値が0になるように正規化する。この処理により、差分量yn(k)の重み付けを行うwn(k)を算出することができる。
すなわち、「状況(A):対象物表面に凹凸文字が存在する」に起因する重み付けは、ゼロ又は小さいものとなっているため、かかる重みwn(k)を用いることで、「状況(B):縦振動が加わっている」に起因する計測誤差を確実に抽出することが可能になる。
S6ステップでは、S5で算出した重みwn(k)を用いて、縦振動の2次推定量Fn(k)を算出する。
【0026】
具体的には、式(6)で算出してもよく、重みwn(k)を用いた重み付き最小二乗法により、ズレ量dn(k)の関数近似を行って、ズレ量の2次推定量Fn(k)を得るようにしてもよい。
【0027】
【数5】
【0028】
その後、S7ステップで、ズレ量の2次推定量Fnを用いて、式(7)の如く補正後の形状プロファイルPn'(k)を求める。
【0029】
【数6】
【0030】
この処理により、元のプロファイルPnから、縦振動に起因する計測誤差動を除外することができる。
さらに、S8ステップで、S0〜S7の処理を、n=1から順番に、全てのプロファイルに対して適用する。これにより、全てのプロファイルデータを補正する事ができる。なお、n=0の時は、直前の計測データが無いため、補正を加えない。よって、F0=0、P0’=P0として計算する。最後に、S9ステップにて、補正済みのプロファイルを計測した順番に並べて連結する事で、対象物の立体形状データを取得する。
【0031】
要約すれば、S1〜S8にかかる振動量検出ステップは、ズレ量検出ステップで取得したズレ量dn(k)と、縦振動の1次推定量En(k)との差に基づいて、ズレ量dn(k)に対する重みwn(k)を算出し、重みwn(k)とズレ量dn(k)から縦振動の2次推定量Fn(k)を算出するものであって、凹凸検出ステップは、ズレ量dn(k)から2次推定量Fn(k)を差し引いて、凹凸文字の形状プロファイルを算出するものとなっている。
以上述べた本発明に係る画像処理を用いることで、縦振動を起こしている平面又は曲面から、凹凸文字の画像を抽出するに際し、縦振動の1次推定量En(k)と実際のズレ量dn(k)の差を求める事で、形状計測データの変動の原因が、凹凸を検出したためか、もしくは縦振動が発生したためかのどちらかであるかを判別する事が可能になり、縦振動に起因する誤差をより高精度に推定する事ができる。そのため、1台の光切断法センサのみで、計測対象物又は光切断法センサの縦振動起因のズレ量を抽出する事ができ、かかる縦振動ノイズを除外し、正確な計測対象物の凹凸刻印情報の取得が可能になる。
【0032】
図4(a)は、凹凸文字が施されていて且つ縦振動を起こしている対象物3の形状プロファイルPn(k)であり、図4(b)は、図4(a)に本画像処理を適用した結果である。この結果から明らかなように、本画像処理手法を適用することで、縦振動を確実に除去でき、凹凸を含む形状プロファイルを正確に抽出することができる。
今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0033】
本発明は、凹凸文字抽出のための画像処理に好適である。
【符号の説明】
【0034】
1 光切断法センサ
2 走査用レール
3 対象物
4 パソコン
11 投射部
12 撮像部
【技術分野】
【0001】
本発明は、凹凸文字抽出のための画像処理において、凹凸方向に沿った振動に起因する誤差を除去することを特徴とする凹凸文字抽出のための画像処理方法に関する。
【背景技術】
【0002】
従来、製品の形状診断、または生産管理を目的とし、製品(検査対象)の表面の凹凸状態を計測することがしばしば行われている。凹凸状態の検出には、光切断線(ラインレーザ)を検査対象物に照射し、対象物に映った光切断線を撮像機で撮像して、凹凸情報を計測する光切断法が利用される。
このような凹凸状態の計測は、搬送ライン上で行う事ができれば好ましいが、搬送ライン自身や周辺設備の影響などにより、計測器または検査対象自体が振動を起こす事があり、そのために計測された形状データのなかに振動に起因するノイズが重畳される場合がある。
【0003】
特に、検査対象に刻印された凹凸文字を画像処理を用いて検出するに際して、凹凸文字の凹凸方向に沿った振動、すなわち縦振動は、凹凸文字の高さデータに対し近い値となることがあり、誤差要因となる。すなわち、光切断法による計測結果が、本当に凹凸文字を示しているのか縦振動による誤差なのか、その判別が難しくノイズ除去の対策が望まれている。
縦振動による誤差の除去技術としては、特開2000−292132号公報(特許文献1)に開示されたものがある。この文献は、ワークにスリット光を照射し、同一位置におけるワークの両面(上下面)を、スリット光の照射光軸外に配置された撮像器で撮像し、撮像器により撮像して得た同一位置におけるワーク両面の各スリット画像データと、品質既知の標準ワークの両面に投影した標準スリット画像を前記撮像器で撮像して得た同一位置における標準ワーク両面の各標準スリット画像データとを比較し、当該比較結果に基づいてワークの品質を判定することを特徴とするワーク品質検査方法を開示する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−292132号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の技術を採用して、搬送ライン上で検査対象物の凹凸計測を行う場合に、以下のような不都合が生じる。
例えば、搬送ラインの上側若しくは下側に、撮像器などを設置する空間がなく、検査対象物の上側若しくは下側の画像が取得できない場合が往々にしてある。また、検査対象の下側に撮像器を設置できたとしても、検査対象の下側表面にも凹凸があり、上下の計測値の差分だけでは、上面と下面のどちら側に凹凸があるか判断できないなどの問題も発生する。
【0006】
なお、別途、振動を設置し振動計測を行うならば、振動の影響を取り除いて凹凸の計測が可能かもしれないが、その場合は振動センサの追加が要求され、装置構成やデータ処理の複雑化は否めない。
そこで、本発明は、上記問題点を鑑み、上下方向に縦振動をする平面又は曲面上に刻印された凹凸文字をを精度高く読取ることができる凹凸文字抽出のための画像処理方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述の目的を達成するため、本発明においては以下の技術的手段を講じた。
本発明に係る凹凸文字抽出のための画像処理方法は、凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、取得された前記3次元データから、前記凹凸方向に沿った振動である縦振動を除去する振動除去ステップと、を有することを特徴とする。
好ましくは、前記振動除去ステップは、前記凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップと、前記検出されたズレ量に占める縦振動の量を検出する振動量検出ステップと、前記ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データを算出する凹凸検出ステップと、を有するとよい。
【0008】
さらに好ましくは、前記3次元計測ステップでは、光切断法を用いることで、凹凸文字を含んだ平面又は曲面の3次元データを取得するとよい。
また、前記振動量検出ステップでは、凹凸文字に対応する高さデータへの重みをゼロ又は低くし、縦振動に起因する高さデータへの重みを高くした上で、前記重みを用いてズレ量に占める縦振動の量を検出するとよい。
前記振動量検出ステップは、ズレ量検出ステップで取得したズレ量dnと縦振動の1次推定量Enとの差に基づいて、ズレ量dnに対する重みwnを算出し、前記重みwnとズレ量dnから縦振動の2次推定量Fnを算出するものであって、凹凸検出ステップは、ズレ量dnから縦振動の2次推定量Fnを差し引いて、凹凸文字の高さ方向データを算出するものであるとよい。
【発明の効果】
【0009】
本発明の凹凸文字抽出のための画像処理方法によると、上下方向に縦振動をする平面又は曲面上に刻印された凹凸文字をを精度高く読取ることができる。
【図面の簡単な説明】
【0010】
【図1】光切断法センサの装置構成を示した図である。
【図2】光切断法センサの装置構成を示した図である。
【図3】本発明に係る画像処理のフローチャートを示した図である。
【図4】(a)は縦振動によるノイズが乗った計測データを示したものであり、(b)は本発明に係る画像処理を適用して補正した計測データを示したものである。
【発明を実施するための形態】
【0011】
以下、本発明の実施形態を、図を基に説明する。
なお、以下の説明では、同一の部品には同一の符号を付してある。それらの名称及び機能も同じである。したがって、それらについての詳細な説明は繰返さない。
図1,図2を参照して、本実施形態に係る凹凸文字抽出のための画像処理(以降、画像処理装置)の全体システム構成について説明する。
この画像処理装置は、光切断法を適用した光切断法センサ1を有している。光切断法センサ1は、対象物3にライン状の光切断線(ライン状のレーザ光)を投射する投射部11と、対象物3の表面から反射してきた光切断線を撮像する撮像部12とを有している。
【0012】
さらに、画像処理装置は、光切断法センサ1を対象物3に沿って走査するための走査用レール2を有している。これは、光切断法センサ1による1回の計測では、光切断線が当たった部分しか凹凸情報を取得できないため、当該走査用レール2を用いて光切断法センサ1を対象物3に倣う方向に走査させることにより、対象物3全体の表面形状を計測するためである。また、画像処理装置は、光切断法センサ1に接続されて光切断法センサ1からの信号を受信して処理するパーソナルコンピュータ4を有する。
対象物3は湾曲した金属板や円筒物表面、又は平板等であって、画像処理装置は、対象物3上に施された凹凸文字を読取る。詳しくは、光切断法センサ1を走査用レール2により対象物3に倣う方向に平行移動させていくことで、投射部11から対象物3の表面に光切断線を照射し、それと同時に、対象物3から反射してくる光切断線の画像データを撮像部12にて取得する。
【0013】
取得された画像データは、パソコン4内に取り込まれ、パソコン4内で三角測量法の原理に基づいた処理を施されることで、対象物3の3次元形状データ(凹凸情報を含む)が得られる。
図3を参照して、パソコン4で実行される画像処理の概要について説明する。
本画像処理は、対象物3の表面(凹凸文字が刻印された平面又は曲面)の3次元データPnを取得する3次元計測ステップ(S0)を有している。なお、対象物3や光切断法センサ1の近傍に強い振動を発生させるものが存在した場合、3次元計測ステップで取得した3次元計測データには、凹凸方向に沿った振動(以降、縦振動と呼ぶこともある)に起因する誤差が含まれている。そのため、本画像処理には、取得された3次元データPnから、縦振動を除去する振動除去ステップ(S1〜S8)が備えられている。なお、縦振動とは、光切断法センサ1と対象物3を結ぶ直線方向の振動と考えることもできる。この縦振動に垂直な向きの振動を横振動と呼ぶこととする。
【0014】
振動除去ステップは、凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップ(S1)を有している。更に、検出されたズレ量中に占める縦振動の量を検出する振動量検出ステップ(S2〜S5)を有している。この振動量検出ステップでは、凹凸文字に対応する高さデータへの重みを零又は低くし、振動に起因する高さデータへの重みを高くした上で、前記重みを用いて、ズレ量中に占める縦振動の量を検出する(S4,S5)ものとなっている。
また、振動除去ステップは、ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データPnを算出する凹凸検出ステップ(S6〜S8)を備えている。
【0015】
以下、本発明に係る画像処理の詳細を、図3を基に説明する。なお、説明は例示であって、本願発明は以下の説明に限定されるものではない。
まず、S0ステップで、例えば、凹凸文字の刻印が施され局所的に凹凸表面形状を有する対象物3を光切断センサで計測し、n番目に計測した形状プロファイルPn(k)を取得する。なお、kは、撮像部12の走査方向における各座標点(インデックス)を示す。
S1ステップで、n番目に計測した形状プロファイルPn(k)と基準プロフィルPdef(k)のズレ量dn(k)を算出する。基準プロファイルとしては、現場の状況に応じ、様々なものが採用可能であるが、本実施形態の場合、(n-1)番目に計測した形状プロファイルPn-1(k)を本手法で補正した結果であるPn-1’(k)を、基準プロフィルPdef(k)として採用している。つまり、
【0016】
【数1】
【0017】
である。
次に、S2ステップで、ズレ量dn(k)と、縦振動の1次推定量En(k)を算出する。
具体的な計算方法は、以下の(i)(ii)で求める。
(i) ズレ量dnの平均値Ave(dn(k))を求める
(ii) 平均値Ave(dn(k))を含む式(2)により、1次推定量Enを計算する。
【0018】
【数2】
【0019】
なお、式(2)は、「Pn-1(k)とPn(k)は、基本的に類似した計測結果となっている」という前提に基づいたものであり、実際のズレ量dn(k)に基づいてオフセットをかけたものである。
ただし、振動の振幅幅が十分に小さく、且つ、Pdef(k)=Pn-1’(k)であるならば、凹凸形状が極端に変わる瞬間(凹凸部位の計測始めの部位)で振動が発生しないという仮定をおいて、En(k)=Fn-1(k)とする事も可能である。
また、式(2)におけるEn(k)、Fn(k)はn次関数であってもよい。例えば、En(k)、Fn(k)が1次関数であるならば、縦振動だけではなく、微弱な横振動が混じった対象物に対しても、振動起因の計測値ズレ量をより正確に推定することができる。
【0020】
次に、S3ステップで、縦振動に起因する誤差の1次推定量En(k)と、ズレ量dn(k)との差である「差分量yn(k)」を計算する。この差分量yn(k)は、凹凸文字の高さデータと縦振動の両方が混在したものとなっている。
具体的には、差分量yn(k)は、式(3)にて算出する。
【0021】
【数3】
【0022】
差分量yn(k)は、計測されたズレ量dn(k)から縦振動の1次推定量En(k)を差し引いた値である。この差分量yn(k)の絶対値が大きい値をとるということは、状況(A):対象物表面に凹凸文字が存在する、状況(B):縦振動が加わっている、の2つの場合が考えられるが、状況(A)の場合、特定のkにおけるyn (k)が大きい絶対値をとるのに対し、状況(B)の場合、殆どのkにおけるyn(k)の絶対値が大きくなる傾向がある。
S4ステップでは、得られた差分量yn(K)に基づいてプロファイル上にある各計測点の重みの集合wn(K)を取得する。
【0023】
具体的には、差分量yn(k)に基づいてプロファイル上にある各計測点の重みの集合wn(k)を取得する。wn(k)は式(4)や式(5)により求めるとよい。
【0024】
【数4】
【0025】
その後、S5ステップで、wn(k)を最大値が1、最小値が0になるように正規化する。この処理により、差分量yn(k)の重み付けを行うwn(k)を算出することができる。
すなわち、「状況(A):対象物表面に凹凸文字が存在する」に起因する重み付けは、ゼロ又は小さいものとなっているため、かかる重みwn(k)を用いることで、「状況(B):縦振動が加わっている」に起因する計測誤差を確実に抽出することが可能になる。
S6ステップでは、S5で算出した重みwn(k)を用いて、縦振動の2次推定量Fn(k)を算出する。
【0026】
具体的には、式(6)で算出してもよく、重みwn(k)を用いた重み付き最小二乗法により、ズレ量dn(k)の関数近似を行って、ズレ量の2次推定量Fn(k)を得るようにしてもよい。
【0027】
【数5】
【0028】
その後、S7ステップで、ズレ量の2次推定量Fnを用いて、式(7)の如く補正後の形状プロファイルPn'(k)を求める。
【0029】
【数6】
【0030】
この処理により、元のプロファイルPnから、縦振動に起因する計測誤差動を除外することができる。
さらに、S8ステップで、S0〜S7の処理を、n=1から順番に、全てのプロファイルに対して適用する。これにより、全てのプロファイルデータを補正する事ができる。なお、n=0の時は、直前の計測データが無いため、補正を加えない。よって、F0=0、P0’=P0として計算する。最後に、S9ステップにて、補正済みのプロファイルを計測した順番に並べて連結する事で、対象物の立体形状データを取得する。
【0031】
要約すれば、S1〜S8にかかる振動量検出ステップは、ズレ量検出ステップで取得したズレ量dn(k)と、縦振動の1次推定量En(k)との差に基づいて、ズレ量dn(k)に対する重みwn(k)を算出し、重みwn(k)とズレ量dn(k)から縦振動の2次推定量Fn(k)を算出するものであって、凹凸検出ステップは、ズレ量dn(k)から2次推定量Fn(k)を差し引いて、凹凸文字の形状プロファイルを算出するものとなっている。
以上述べた本発明に係る画像処理を用いることで、縦振動を起こしている平面又は曲面から、凹凸文字の画像を抽出するに際し、縦振動の1次推定量En(k)と実際のズレ量dn(k)の差を求める事で、形状計測データの変動の原因が、凹凸を検出したためか、もしくは縦振動が発生したためかのどちらかであるかを判別する事が可能になり、縦振動に起因する誤差をより高精度に推定する事ができる。そのため、1台の光切断法センサのみで、計測対象物又は光切断法センサの縦振動起因のズレ量を抽出する事ができ、かかる縦振動ノイズを除外し、正確な計測対象物の凹凸刻印情報の取得が可能になる。
【0032】
図4(a)は、凹凸文字が施されていて且つ縦振動を起こしている対象物3の形状プロファイルPn(k)であり、図4(b)は、図4(a)に本画像処理を適用した結果である。この結果から明らかなように、本画像処理手法を適用することで、縦振動を確実に除去でき、凹凸を含む形状プロファイルを正確に抽出することができる。
今回開示された実施形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0033】
本発明は、凹凸文字抽出のための画像処理に好適である。
【符号の説明】
【0034】
1 光切断法センサ
2 走査用レール
3 対象物
4 パソコン
11 投射部
12 撮像部
【特許請求の範囲】
【請求項1】
凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、
前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、
取得された前記3次元データから、前記凹凸方向に沿った振動である縦振動を除去する振動除去ステップと、
を有することを特徴とする凹凸文字抽出のための画像処理方法。
【請求項2】
前記振動除去ステップは、
前記凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップと、
前記検出されたズレ量に占める縦振動の量を検出する振動量検出ステップと、
前記ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データを算出する凹凸検出ステップと、
を有することを特徴とする請求項1に記載の凹凸文字抽出のための画像処理方法。
【請求項3】
前記3次元計測ステップでは、光切断法を用いることで、凹凸文字を含んだ平面又は曲面の3次元データを取得することを特徴とする請求項1又は2に記載の凹凸文字抽出のための画像処理方法。
【請求項4】
前記振動量検出ステップでは、凹凸文字に対応する高さデータへの重みをゼロ又は低くし、縦振動に起因する高さデータへの重みを高くした上で、前記重みを用いてズレ量に占める縦振動の量を検出することを特徴とする請求項2又は3に記載の凹凸文字抽出のための画像処理方法。
【請求項5】
前記振動量検出ステップは、ズレ量検出ステップで取得したズレ量dnと縦振動の1次推定量Enとの差に基づいて、ズレ量dnに対する重みwnを算出し、前記重みwnとズレ量dnから縦振動の2次推定量Fnを算出するものであって、
凹凸検出ステップは、ズレ量dnから縦振動の2次推定量Fnを差し引いて、凹凸文字の高さ方向データを算出することを特徴とする請求項4に記載の凹凸文字抽出のための画像処理方法。
【請求項1】
凹凸文字が施され且つ該凹凸文字の凹凸方向に沿った振動を起こしている平面又は曲面から、凹凸文字の画像を抽出する画像処理方法であって、
前記凹凸文字を含んだ平面又は曲面の3次元データを取得する3次元計測ステップと、
取得された前記3次元データから、前記凹凸方向に沿った振動である縦振動を除去する振動除去ステップと、
を有することを特徴とする凹凸文字抽出のための画像処理方法。
【請求項2】
前記振動除去ステップは、
前記凹凸文字の高さ方向データから基準高さデータを差し引いてズレ量を検出するズレ量検出ステップと、
前記検出されたズレ量に占める縦振動の量を検出する振動量検出ステップと、
前記ズレ量から前記縦振動の量を差し引くことで凹凸文字の高さ方向データを算出する凹凸検出ステップと、
を有することを特徴とする請求項1に記載の凹凸文字抽出のための画像処理方法。
【請求項3】
前記3次元計測ステップでは、光切断法を用いることで、凹凸文字を含んだ平面又は曲面の3次元データを取得することを特徴とする請求項1又は2に記載の凹凸文字抽出のための画像処理方法。
【請求項4】
前記振動量検出ステップでは、凹凸文字に対応する高さデータへの重みをゼロ又は低くし、縦振動に起因する高さデータへの重みを高くした上で、前記重みを用いてズレ量に占める縦振動の量を検出することを特徴とする請求項2又は3に記載の凹凸文字抽出のための画像処理方法。
【請求項5】
前記振動量検出ステップは、ズレ量検出ステップで取得したズレ量dnと縦振動の1次推定量Enとの差に基づいて、ズレ量dnに対する重みwnを算出し、前記重みwnとズレ量dnから縦振動の2次推定量Fnを算出するものであって、
凹凸検出ステップは、ズレ量dnから縦振動の2次推定量Fnを差し引いて、凹凸文字の高さ方向データを算出することを特徴とする請求項4に記載の凹凸文字抽出のための画像処理方法。
【図1】

【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2010−164326(P2010−164326A)
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2009−4653(P2009−4653)
【出願日】平成21年1月13日(2009.1.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成21年1月13日(2009.1.13)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]