
凹凸模様を有する真空成形体の製造方法及び樹脂容器
【課題】 凹凸模様を有する真空成形体を再現よく得る方法を提供する。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
【解決手段】 熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)とを有する凹凸模様を有する真空成形体の製造方法、及び該製造方法により得た凹凸模様を有する樹脂容器。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、凹凸模様を有する真空成形体の製造方法に関し、それを使用してなる包装材料に利用可能な樹脂容器に関する。
【背景技術】
【0002】
近年の包装材料、特に食品包装においては、既に調理が完了している惣菜や弁当を冷蔵もしくは冷凍保管し、電子レンジなどで加熱して消費者に供給する用途の拡大に伴い、使い捨ての食品容器が多く用いられるようになってきている。こういった用途に用いられる容器としては、ポリプロピレン、ポリスチレン、非晶性あるいは結晶性ポリエステルの無延伸あるいは延伸樹脂シートを、真空成形や真空圧空成形により熱成形したものが使用される。
【0003】
これらの包装材料は、耐熱性や透明性といった特性の他、意匠性も重視される。特に高級感を付与できるとして、エンボスや凹凸模様等の触感あるいは立体感を付与できる意匠は好まれる意匠である。
【0004】
従来、エンボスや凹凸模様を有する真空成形体を得る方法としては、例えば、真空成形型に予め設けられた凹凸模様を熱成形用シートの表面層に転写させ、該熱成形用シートの表面に凹凸模様を形成する方法が知られている(例えば特許文献1、2参照)。しかしながら該方法は、複数あるエンボス模様毎に金型を複数用意する必要があり高コストになる問題や、真空条件によっては凹凸が明確に再現できないといった問題があった。
【0005】
一方、エンボス等の物理的な方法でシートに凹凸を施すことなく加熱後に所望の凹凸が得られる方法が過去に検討されている。例えば、基材上に設けられた低温で溶融可能な高分子化合物に任意の感熱性模様を付与した複合体に赤外線を照射することにより感熱性模様部分を凹部または粗面化する方法が知られている(例えば特許文献2参照)。
赤外線吸収剤等の熱発生物質は近赤外光や赤外光を吸収して熱を発生する。特許文献2はこの現象を利用し該熱発生物質と接する高分子化合物を可塑化させて凹部あるいは開口部を設けている。
【0006】
しかしながら文献3に記載の方法は再現性に乏しく、近年所望される意匠に耐えうるだけの凹凸を再現よく得ることが困難であった。また前記文献に記載のシートを真空成形用に応用した場合、即ち該シートを真空成形により三次元形状に成形すると、凹凸を得ることはできなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−127060公報
【特許文献2】特開平10−128841公報
【特許文献3】特開昭49−31757号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、凹凸模様を有する真空成形体を再現よく得る方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、熱収縮性を有する樹脂シートを、該シート外周の一部のみもしくは外周全部のみを固定した状態、即ち、該シートの被着体に貼り付ける面は基板等でなんら支持されない状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、部位Aと部位Bのいずれか一方の表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせた状態で、前記樹脂シートを真空成形法により金型に押し当てて成形することで、凹凸を有する真空成形体が得られることを見出した。
【0010】
本発明者らは、該熱収縮性を有する樹脂シートを保持した状態で、且つ、該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように、且つ、複数の部位の少なくとも1つの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように加熱すると、複数の部位のシート挙動が異なる結果各々の部位に膜厚差を生じることを見出した。本発明はこのシートの温度差を利用することで、膜厚差即ち凹凸を故意的に生じさせることに成功した。
【0011】
該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように赤外線照射する、とは(但し、相対的に表面温度の高い部位を部位A、相対的に表面温度の低い部位を部位Bとする)、具体的には、赤外線吸収インキ又は赤外線反射インキを利用する方法(後述の(1)〜(3))がある。
【0012】
赤外線吸収インキ又は赤外線反射インキは、赤外線を吸収または反射するインキである。
赤外線吸収インキは赤外線吸収剤等を含有するインキであり、照射された赤外線を吸収し発熱する。即ち赤外線吸収インキで印刷された樹脂シートに赤外線を照射すると、前記赤外線吸収インキで印刷された部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。
一方、赤外線反射インキは赤外線反射物質を含有するインキであり、照射された赤外線を反射する。赤外線反射インキで印刷された樹脂シートに該樹脂シート側(即ち樹脂シートの印刷面とは反対側の面)から赤外線を照射すると、該樹脂シートを通過した赤外線が該赤外線反射インキで反射されることにより、赤外線透過部位と反射部位とが重なる印刷部位のみに、赤外線照射で付与される熱量以上の熱量が加わる(これは具体的には、絵柄を設けない部位Bと比較し、部位Aはより効率よくシートへ熱を供給できる結果、と推定している)。
即ち、赤外線吸収インキ又は赤外線反射インキを印刷した部位のみに、赤外線照射で付与される熱量以上の熱量が加わるため、該部位の表面温度を高くすることができ、結果、樹脂シートの、赤外線吸収インキで印刷された部位と印刷されない部位とに温度差を生じさせることができる。
【0013】
具体的には、(1)熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aと絵柄を設けない部位Bとが異なる表面温度となるように赤外線照射する。前記部位Aのみに赤外線照射で付与される熱量以上の熱量が加わるので、前記部位Aの表面温度は印刷されない部位Bよりも高くなる。
【0014】
あるいは、(2)熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで前記インキ濃度の高い部位Aと前記インキ濃度の低い部位Bとを有するように絵柄を設けられており、前記インキ濃度の高い部位Aと前記インキ濃度の低い部分Bとが異なる表面温度となるように赤外線照射する。
この場合、部位A及び部位Bともに赤外線照射で付与される熱量以上の熱量が加わるが、部位Aは部位Bよりインキ濃度が高い結果、より熱が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなる。
【0015】
あるいは、(3)熱収縮性を有する樹脂シートが、赤外線吸収率または反射率の異なる複数種の赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、
前記赤外線吸収または反射率の高いインキで絵柄を設けた部位Aと前記赤外線吸収または反射率の低いインキで絵柄を設けた部分Bとが異なる表面温度となるようにする。
この場合、部位A及び部位Bともに赤外線照射で付与される熱量以上の熱量が加わるが、部位Aは部位Bよりも赤外線吸収または反射率の高いインキを設けた結果、より熱が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなる。
【0016】
前記膜厚差の生じたシートは、シートの両面に均等に凹凸が生じている。該凹凸は、真空成形法により金型に押し当てて成形させても再現よく鮮鋭な凹凸を得ることができる。
【0017】
即ち本発明は熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、を有する凹凸模様を有する真空成形体の製造方法を提供する。
【0018】
また本発明は、前記製造方法により得た凹凸模様を有する樹脂容器を提供する。
【発明の効果】
【0019】
本発明により、凹凸模様を有する真空成形体を再現よく得ることができる。
本発明において、該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように前記(1)〜(3)の手段とした場合、本発明において、凹凸が出現するのは赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位である。インキはグラビア印刷等の汎用の印刷方法で絵柄印刷でき、凹凸を付与するための物理的な方法を必要としないため、シート製造工程において過剰の装置を必要とすることなくコストが押さえられる。
【0020】
またシートを保持した状態で赤外線を照射することで、シートの両面に均等に凹凸が生じ、シート膜厚差を生じさせた状態で真空成形法により金型に押し当てるので、高い延展倍率を必要とするような深絞り形状を有する金型であっても再現よく鮮鋭な凹凸を得ることができる。
【発明を実施するための形態】
【0021】
(凹凸の定義)
本発明において凹凸の形成は、前述の通り、熱収縮性を有する樹脂シートを保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが異なる表面温度となることで生じる。本発明においては、相対的に表面温度の高い部位を部位A、相対的に表面温度の低い部位を部位Bと定義する。この時部位Aは相対的に凹部となり部位Bは相対的に凸部となる。
【0022】
部位Aは、熱収縮性を有する樹脂シートを赤外線照射時に樹脂が可塑化し樹脂シートの配向戻りが始まった時点で、自己収縮挙動による中心部薄膜化が発生すると考えられる。
この自己収縮挙動による厚み変化は、樹脂シートをなんら保持しない状態では、起点を持たず全体的に収縮が起こり全体的に厚くなる傾向があるが、樹脂シートをクランプ等で該シート外周の一部のみもしくは外周全部を保持した状態(以下単に「保持した状態」と称する場合がある)では、温度の低いクランプ部分等を起点に収縮が発生する傾向がありこの結果部位Aの薄膜化が発生すると考えられる。従って、部位Aは赤外線照射前、即ち収縮前の樹脂シートの膜厚よりも薄くなる場合が多い。
【0023】
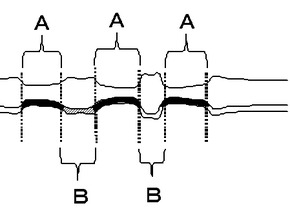
一方部位Bは、部位Aと隣り合う部位であり部位Aと表面温度が異なり部位Aよりも表面温度が相対的に低い部位であるが、該部位Bは前記部位Aの中心部薄膜化が生じることにより部位Aに存在する樹脂成分が移動して生じた、あるいは自己収縮により収縮したと考えられ、相対的に部位Aよりも膜厚は厚くなる。殆どの場合において部位Bは赤外線照射前、即ち収縮前の樹脂シートの膜厚よりも厚くなる場合が多い。また部位Aと部位Bとの境目は、より膜厚が厚くなることが観察される(図3参照)。これにより、より強い凹凸感を得ることができる。
【0024】
前記凹凸が形成される一例を図1〜3に示す。図1は、高濃度の赤外線吸収インキ、低濃度の赤外線吸収インキ、及び(赤外線を吸収しない)色インキの3種を使用して絵柄印刷された熱収縮性を有する樹脂シートに、赤外線ヒーターを使用して赤外線を照射する状態を示した具体的一態様を示す図であり、図2は、図1において前記樹脂シートを保持した状態で赤外線を照射した後の前記樹脂シートの状態を示した図である。
図1のように前記樹脂シートに赤外線を照射することにより、図2の通り、高濃度の赤外線吸収インキの印刷部4即ち部位Aが最も薄膜化が生じ即ち凹部となり、低濃度の赤外線吸収インキ5が、前記印刷部4よりは厚膜となるが)色インキ印刷部6よりは薄膜となり前記印刷部4からみると凸部となる。さらに色インキ印刷部6が最も厚膜となるために最も高い凸部となる。
前記色インキ印刷部6を使用せずに非印刷部を有する樹脂シートの場合は、高濃度の赤外線吸収インキ印刷部が凹部となり、低濃度の赤外線吸収インキ印刷部が低い凸部、非印刷部が最も高い凸部となる。(図不示)
このように相対的に薄膜化と厚膜化が生じるため、凹凸が生じる。
【0025】
該凹凸の形成は、図2に示すように樹脂シートの両面に均等に発生する。従って該樹脂シートの被着体である基材と接する面も凹凸が生じることになる。従って一方の面に粘着層や接着層を設けておくことで、化粧シートとして好適に使用することができる。粘着層や接着層は、後述の通り塗工や印刷により直接樹脂シートに設ける方法の他、予め剥離シート等に設けておいた粘着層や接着層を前記凹凸の生じたシートと真空下で貼り合わせる方法により得ることが好ましい。
図3は、図2における前記樹脂シートを真空成形法により粘着層に貼り付けて一体化させた状態を示した図である。本発明の化粧シートを粘着層に、真空成形により貼り付けると、基材の貼り付け面に浮き等が生じることもなく、綺麗に密着した凹凸を有する化粧シートとすることができる(図3参照)。さらに部位Aと部位Bとのシート表面の高低差は、図2に示す状態即ち真空成形前よりもより生じることが確認されている。これは恐らく真空成形法では樹脂シートが可塑化された状態(即ち加熱した状態)で成形するために、膜厚の薄いA部位も可塑化された状態で圧力をかけて粘着層と接触するので、部位Aも粘着層に密着し、相対的に膜厚の厚いB部位とのシート表面の高低がより大きく再現されるものと推定される。このことから、粘着層は剥離シート等で保持された状態で真空下で貼り合わせることが好ましい。
【0026】
前記凹凸の高低差は表面荒さ計や膜厚計にて測定でき、加飾後の表面凹凸の最も高い部分と最も低い部分の差(以下膜厚差という)が10μm程度であれば凹凸発現として認識できる。明瞭な凹凸を発現させるためには膜厚差が15μm程度であることが好ましく、更に好ましくは20μm以上である。一方膜厚差は展開倍率に比例し小さくなるため深い成形品程凹凸の膜厚差は下がる傾向にある。また、展開倍率が高い程凹凸各々の幅も広がる傾向にある。
【0027】
本発明において凹凸で表現される柄は特に限定はなく、模様や文字等の模様状を表現する描画の太さ、大きさ、形等にも特に限定はない。即ち本発明は、前記(1)〜(3)の手段であれば印刷や手書き等、版を起こせるあるいは印字できる模様や文字であればどのような凹凸も可能である。
柄の例としては、点描や線描(具体的には絵画や文字の輪郭、木目、ストライプ、ヘアライン模様等が挙げられる)で表現された描画や、ドットや幾何学模様、文字やマークそのものを浮き出したい場合にはその模様の面積が小さい物の方がより好ましい。勿論本発明においてはこの限りではなく、模様や文字等、模様状の全ての柄を表現することが可能である。
図4〜図7に、本発明において凹凸で表現される柄模様の例を示す。黒部分が赤外線吸収インキ又は赤外線反射インキで絵柄印刷された部分である。図4はストライプ、図5はドット、図6は幾何学模様、図7は木目を表す。
【0028】
(表面温度)
本発明においては、前記温度の指標として「前記部位Aと前記部位Bとの表面温度」と定義しているが、前述の通り樹脂シートの前記部位Aと前記部位Bの熱挙動は前記部位Aと部位Bとの表面だけではなく内部まで均等に温度がかかった状態で生じるものと推定される。しかしながら内部温度を測定する手段はないために、表面温度で定義した。本発明において表面温度はNEC/Avio社製「サーモトレーサー9100」を使用した。
【0029】
(熱収縮性を有する樹脂シート)
本発明で使用する熱収縮性を有する樹脂シート(以下樹脂シートSと略す)は、加熱により展延性を示しフィルム化可能な樹脂であり、更に配向戻り強度変曲点を有する樹脂シートである。更に真空成形時の展延性の容易さから熱可塑性樹脂シートであることが好ましい。
本発明における配向戻り強度変曲点温度とは、フィルムに外部から熱が加えられた時のフィルム温度であって、フィルム自体がこの温度になると延伸された分子が収縮し始めることにより、フィルム全体が収縮する温度であり、本発明においては、下記方法において配向戻り強度変曲点温度Tを定義している。
【0030】
即ち本発明において用いる配向戻り強度はASTM D−1504に準拠し測定されるものである。配向戻り強度とは、延伸されて得られたシートを加熱したときに、シートが延伸前の状態に復元しようとして示す力のことであり、各々の測定温度における最大応力をシートの断面積で割った値として求められ、延伸されたシートの分子配向程度を示す指標となるものとなる。
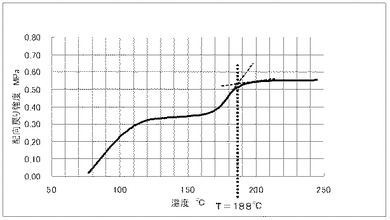
本発明においては前記熱収縮応力測定法を利用して、配向戻り強度と加熱温度との関係を示す右上がりグラフの凸となる変曲点の温度Tを求めた。凸となる変曲点が複数ある場合は、最も高い温度域の変曲点の温度を配向戻り強度変曲点温度Tとした。
具体的には、日理工業株式会社製D.N式ストレステスターを用い、電圧調整メモリを6とし、ヒーター温度を5℃刻みで昇温し、各測定温度での配向戻り応力を測定し、収縮応力が発現した後、配向戻り強度と加熱温度との関係を示すグラフの変曲点温度Tを求めた。図11に例を示した。図16は、東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130(膜厚125μm)」(実施例におけるシートS1)を測定したときのグラフである。該グラフの最も高い温度域の凸となる変曲点の温度T188℃を、シートS1の配向戻り強度変曲点温度Tとした。
【0031】
また樹脂は、延伸可能な樹脂であれば特に限定はなく、例えば、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル樹脂、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリ塩化ビニル、アクリル樹脂やポリスチレン樹脂、ナイロンやビニロン等を使用することができる。中でも芳香族ジカルボン酸成分と、エチレングリコール及び、分岐状脂肪族グリコール及び/又は脂環族グリコールを含むグリコール成分とから構成される共重合ポリエステル等の軟質成分を原料成分の一部とした軟質タイプのポリエステル樹脂が成形性の観点から好ましい。
前述の通り配向戻り強度変曲点を有する樹脂シートは一般に延伸処理を施してあるが、該延伸処理方法としては、押出成膜法等で樹脂を溶融押出してシート状にした後、同時二軸延伸あるいは逐次二軸延伸を行うことが一般的である。逐次二軸延伸の場合は、はじめに縦延伸処理を行い、次に横延伸を行うことが一般的である。具体的にはロール間の速度差を利用した縦延伸とテンターを用いた横延伸を組み合わせる方法が多く用いられる。
【0032】
テンター法は広幅な製品がとれ、生産性が高いことがメリットである。樹脂塑性や目的とする物性や成形性に応じ延伸条件等は異なることから特に制限されるものではないが、通常面倍率で1.2〜18倍、より好ましくは2.0〜15倍である。逐次延伸の場合の流れ方向の延伸倍率は1.2〜5倍で、好ましくは1.5〜4.0倍であり、流れ方向に対しクロス方向の延伸倍率は1.1〜5倍で好ましくは1.5〜4.5倍である。同時2軸延伸の各方向の延伸倍率は、1.1〜3.5倍、好ましくは1.2〜4.2倍である。
【0033】
具体的には、一軸延伸シートや二軸延伸シート等の延伸シートが使用できるが、二軸延伸シートが本発明の効果を最大限に発揮でき好ましい。また同時二軸延伸シートであれば面内の収縮率が均等であるので歪みのない凹凸意匠が得られるが、一方歪みを予め計算して一軸延伸や2段逐次二軸延伸シートを使用する場合もある。
【0034】
延伸後のシートは熱固定による結晶化を行うことが好ましい。熱固定は通常テンター等のオーブン中で行われ、特に限定はしないがポリエステル樹脂の場合は150〜240℃の条件下5〜60秒程度で好ましく行われる。特に本発明で好ましく使用する軟質成分であるグリコール成分を含有するポリエステル樹脂は、熱固定をしないと凹凸発現が起こる温度より以前からシートのドローダウンの発生が始まり、成形領域で充分な凹凸を持つ真空成形体を得ることが出来ないおそれがある。
なお、充分な熱固定をされた結晶化処理された樹脂シートはより大きな凹凸を発現させることが出来るのでなお好ましい。これは、結晶の融解現象が急激に進行するため、結晶化を施したシートは部位Aと部位Bの配向戻り強度変曲点温度Tで発生する強度差がより明確になるためと推測している。つまり、電磁波、特に赤外線照射によるエネルギーを効果的に凹凸発現に利用できるためと推測している。
【0035】
前記樹脂シートSの膜厚は、化粧シートに通常使用される膜厚でよいが、赤外線加熱と放熱のバランスが良いことから、真空成形に通常使用される熱成形用シートの膜厚0.04mm以上が好ましい。印刷適性の観点も含めると0.04mm〜1.0mmが好ましく、グラビア印刷が可能となるロール形状に出来る事から、0.04mm〜0.5mmがより好ましく、更に好ましくは0.1mm〜0.3mmである。
【0036】
該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように赤外線照射する、とは前述の通り、前記(1)〜(3)の赤外線吸収インキ又は赤外線反射インキを利用する方法が挙げられる。
【0037】
(赤外線吸収インキ又は赤外線反射インキ)
本発明で使用する赤外線吸収インキとは赤外線吸収剤を含むインキであり、赤外線反射インキは赤外線反射物質を含有するインキであり、いずれもセキュリティインキ等に利用されているインキである。
前述の通り、赤外線吸収インキは照射された赤外線を吸収し発熱する。即ち赤外線吸収インキで印刷された樹脂シートに赤外線を照射すると、前記赤外線吸収インキで印刷された部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。一方、赤外線反射インキは赤外線反射物質を含有するインキであり、照射された赤外線を反射する。赤外線反射インキで印刷された樹脂シートに該樹脂シート側(即ち樹脂シートの印刷面とは反対側の面)から赤外線を照射すると、該樹脂シートを通過した赤外線が該赤外線反射インキで反射されることにより、赤外線透過部位と反射部位とが重なる印刷部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。即ち、赤外線吸収インキ又は赤外線反射インキを印刷した部位のみに、赤外線照射で付与される熱量以上の熱量が加わるため、該部位の表面温度を高くすることができ、結果、樹脂シートの、赤外線吸収インキで印刷された部位と印刷されない部位とに温度差を生じさせることができる。
【0038】
具体的には、赤外線照射することで樹脂シートS自体の温度を上昇させて熱成形に適した弾性領域とする。このとき、樹脂シートS上に赤外線吸収インキまたは赤外線反射インキが設けられた部位が存在すると更に熱が加わるために凹凸が発生するが、このときの部位A(相対的に表面温度の高い部位)が、樹脂シートSの配向戻り強度変曲点温度T以上の表面温度となればよい。更に部位Aと部位Bとの温度差は、7℃以上が好ましく、より深い凹凸が付与できることから10℃以上がより好ましく、更に好ましくは15℃以上である。
部位Aのみが配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射してもよく、また、部位Aと部位Bの両方が配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射してもよい。この場合、後者のほうがより深い凹凸を得ることができる。
【0039】
赤外線吸収インキは、一般に赤外線吸収剤として市販されている物質、あるいは、赤色から近赤外、赤外レーザー光の波長域の波長を吸収して発熱する機能を有する公知の種々の赤外線吸収性顔料や染料等を含むインキが好適に挙げられる。赤外線吸収剤としては具体的には例えば、不溶性アゾ顔料、アゾレーキ顔料、縮合アゾ顔料、キレートアゾ顔料、フタロシアニン系顔料、アントラキノン系顔料、ペリレンおよびペリノン系顔料、チオインジゴ系顔料、キナクリドン系顔料、ジオキサジン系顔料、イソインドリノン系顔料、キノフタロン系顔料、染付けレーキ顔料、アジン顔料、ニトロソ顔料、ニトロ顔料、天然顔料、蛍光顔料、無機顔料、カーボンブラック等、アゾ染料、金属錯塩アゾ染料、ピラゾロンアゾ染料、アントラキノン染料、フタロシアニン染料、カルボニウム染料、キノンイミン染料、メチン染料、シアニン染料、カーボンブラック、チタンブラック、酸化チタン、Cu−Cr系複合酸化物、フタロシアニン、ナフタロシアニン、シアニン等の顔料や染料、ポリメチン系顔料や染料、スクワリリウム色素などの赤色吸収剤、近赤外吸収剤、赤外線吸収剤が挙げられる。
【0040】
赤外線反射インキが含有する赤外線反射物質は、アルミニウム、金、銀、銅、真鍮、チタン、クロム、ニッケル、ニッケルクロム、ステンレス等の金属やFe−Cr系複合酸化物、三酸化アンチモン、ジクロム酸アンチモンの材質であり、粉状や細片状のものが好ましく使用される。
【0041】
前記赤外線吸収剤や赤外線反射物質の粒径は特に限定はなく、通常のインキとして使用される範囲であれば特に問題なく使用することができる。
一方、前記インキ濃度は、濃度が高い程部位Aにかかる熱量が大きくなる。従って所望する凹凸の程度により適宜含有量を変えることが好ましい。一方濃度が低すぎると赤外線照射により発生する熱量や赤外線反射量が少なすぎて凹部とならず、濃度が高すぎると発生する熱量や赤外線反射量が大きくなりすぎて、破れや穴あき等の原因となるので、後述の通り成形時の弾性率が0.5MPa以下にならない様に適宜調整をする必要がある。
【0042】
また、インキワニスも特に限定なく公知のワニス用樹脂等を使用することができる。ワニス用樹脂は、例えば、アクリル樹脂系、ポリウレタン樹脂系、ポリエステル樹脂系、ビニル樹脂系(塩ビ、酢ビ、塩ビ−酢ビ共重合樹脂)、塩素化オレフィン樹脂系、エチレン−アクリル樹脂系、石油系樹脂系、セルロース誘導体樹脂系などの公知のインキを用いることができる。
【0043】
また、所望する意匠性に応じて、前記赤外線吸収インキ又は赤外線反射インキに汎用の色材等を含有してもよい。このとき、前記赤外線吸収剤や赤外線反射物質として透明性の高いものを使用すれば、汎用の色材を生かすことができ好ましい。また版を変えて汎用の色材を含有したインキで別途絵柄層を設けてもよい。この場合に使用する色材は特に限定はないが、熱吸収性を有する色材は該印刷部分に凹凸を生じさせることも可能なため、目的に応じ適宜配合割合を変える事が好ましい。
【0044】
前記(1)〜(3)の手段において、樹脂シートSに赤外線吸収インキ又は赤外線反射インキで絵柄を設ける方法は、手書きやコーティング、印刷等が挙げられるが、工業的には印刷が好ましい。方法については特に限定はなく、例えば、グラビア印刷、オフセット印刷、スクリーン印刷、インクジェット印刷、刷毛塗り、ロールコーティング、コンマコーティング、ロッドグラビアコーティング、マイクログラビアコーティングなどの方法が挙げられる。中でもグラビア印刷法が好ましい。
絵柄は、通常は、前記樹脂シートSを被着体に貼り付けた際に、前記樹脂シートSと被着体との間となるように設けると、樹脂シートSにより絵柄が保護されることや、美観が付与されることから好ましい。通常は、図1のように、赤外線が樹脂シートを透過して赤外線吸収インキ又は赤外線反射インキ層に到達するように照射する。特に赤外線反射インキを使用した場合には、このような照射方法としないと、逆に赤外線反射インキが樹脂シートを透過する前に赤外線を反射してしまい、即ち樹脂シートの印刷部に赤外線が透過せずに可塑化されない可能性がある。従って例えば使用する真空成形装置の赤外線照射装置が、成形用シートの保持(クランプ)部と被着体との間に設置されている場合、即ち成形用シートを加熱する際に該シートの被着体との密着面から加熱するように設計されている真空成形装置を使用する場合は、得られた真空成形体の加飾部分は、赤外線から得た熱を反射させる物質を含有するインキ層/樹脂シートS/被着体の順となるように成形するのが好ましい。
【0045】
前記(1)の手段においては、赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aは、赤外線照射量以上の熱が加わるので相対的に表面温度が高くなり、凹部となる。一方、絵柄を設けない部位Bは、赤外線照射量の熱のみが加わるため、相対的に部位Aよりも表面温度が低くなり、凸部となる。
【0046】
前記(2)の手段においては、部位A及び部位Bともに赤外線照射量以上の熱が加わるが、部位Aは部位Bよりインキ濃度が高い結果、部位Aは部位Bよりもより熱が加わる。従って部位Aのほうが相対的に部位Bよりも表面温度が高くなり、部位Aが凹部となり部位Bが凸部となる。
前記(2)の手段は、具体的には、インキ濃度の異なるインキを使用して部位A及び部位Bを設ける、あるいは、インキは1種であるがそのインキ盛り量を部位Aにより多くするなどの方法により、インキ濃度を調整することが可能である。
また、部位Aは1つである必要はなく、例えば、インキ濃度の異なる3種のインキを使用した場合、濃度の最も低いインキを使用した部位は部位Bとなり凸部となり、濃度の最も高いインキを使用した部位は最も深い凹部である部位A”となる。またインキ盛り量で調節することも勿論可能である。
【0047】
前記(3)の手段においては、部位A及び部位Bともに赤外線照射量以上の熱が加わるが、部位Aは部位Bよりも赤外線吸収または反射率の高いインキを設けた結果、部位Aは部位Bよりもより熱量が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなり、部位Aが凹部となり部位Bが凸部となる。
前記赤外線吸収インキの吸収率、あるいは赤外線反射インキの反射率は一概には比較できないが、大まかな目安としては、アルミニウムを使用した赤外線反射インキとカーボンブラックを使用した赤外線吸収インキを併用した場合には、アルミニウムを使用したインキが凹部となりカーボンブラックを使用したインキは凸部となる。またカーボンブラックを使用した赤外線吸収インキと酸化チタンを使用した赤外線吸収インキとを併用した場合には、カーボンブラックを使用したインキが凹部となり酸化チタンを使用したインキは凸部となる。
従って、具体的には、部位Aをアルミニウムを含むインキで印刷し、部位Bをカーボンブラックを含むインキで印刷すれば、部位Aは凹部となり部位Bが凸部となる。また、部位Aをカーボンブラックを含むインキで印刷し、部位Bを酸化チタンを含むインキで印刷すれば、部位Aは凹部となり部位Bが凸部となる。このように、熱発生物質は、所望する凹凸意匠と視認性を有する絵柄意匠とを加味して適宜選択することが可能である。
【0048】
前記(1)〜(3)の手段を取り混ぜて行うことも可能である。例えば、樹脂シートSに、赤外線吸収インキで、1版刷りの部位と複数版刷りの部位とが生じるように印刷を行い、且つ非印刷部を設けた場合は、複数版刷りの部位が最も深い凹部であり、一般刷りの部位が、複数刷りの部位からみると凸部であり非印刷部からみると凹部であり、且つ非印刷部が凸部であるような凹凸を与えることができる。
また赤外線吸収インキであって濃度の低いインキと濃度の高いインキとを使用して印刷を行い、且つ非印刷部を設けた場合は、濃度の高いインキの刷り部位が最も深い凹部であり、濃度の低いインキを使用の刷り部位が前記濃度の高いインキの刷りの部位からみると凸部であり非印刷部からみると凹部であり、且つ非印刷部が凸部であるような凹凸を与えることができる。
【0049】
(製法)
本発明の加飾表面に凹凸模様を有する真空成形体の製造方法は、具体的には、
熱収縮性を有する樹脂シートを、保持した状態で、
該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と
前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、
を有することを特徴とする。
【0050】
具体的には、真空成形法、圧空真空成形法等に用いる既存の熱成形機を使用する。本発明においては、前記工程(1)と前記工程(2)は連続的に行っても良く、また、前記工程(1)と前記工程(2)を分けて行っても良い。赤外線照射手段を有する成形装置を用いた連続的な工程は生産性が高く工業的に有利なことから好ましい。一方、工程を分けて行う場合は、前記工程(1)で事前に作製したシートが一旦冷却されることになるため、再度シートの過熱を行い前記工程(2)を行う必要があるが、この場合、既に膜厚差が付いた状態となっているので、前記工程(2)で過熱の手段を選ばないことから、熱風による過熱や熱板による過熱等、加熱装置を選ばず成形が出来るメリットがある。
【0051】
(工程1 保持)
前記工程1において、保持した状態とは、前述の通り、該樹脂シートS外周の一部のみもしくは外周全部を固定した状態、即ち、該シートSの被着体に貼り付ける面は基板等でなんら支持されない状態を指す。具体的には、樹脂シートSの一部分を挟持等で固定する方法や樹脂シートSの全周囲を枠状クランプで挟持させ固定する方法等が挙げられるが、樹脂シートSの張力を適正化(均一化)することができるためシートの全周囲を枠状クランプで挟持させ固定する方法が好ましい。
なおここで固定とは、枠状クランプ等のジグを使用して挟持する方法の他、樹脂シートSの可塑化や収縮を防止することによっても可能である。具体的には、樹脂シートSの被着体に貼り付ける面以外の部分、好ましくはシート外周部位のシート温度をガラス転移温度(以下Tgと称する場合がある)以下に保ち可塑化を防ぐことによっても、固定が可能である。
【0052】
(工程1 赤外線)
前記樹脂シートSを保持した状態で、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射することで、前記部位Aと前記部位Bとが異なる表面温度となって加温され、結果、前記部位Aと部位Bとに膜厚差が生じる。
このとき照射する赤外線は、赤色から近赤外、赤外レーザー光の波長域であれば特に限定はなく使用できる。赤外線照射量の上限は、特に制限はないが、あまり高い熱量がかかると樹脂シートSの剛性が落ち、可塑化が進み破れ発生等、成形に支障をきたすおそれがあるため、使用する樹脂シートSの最も高い部分の温度が、JIS K7244−1法で求められる動的粘弾性測定の貯蔵弾性率(E’)の値として0.5MPa以上となる様にすることが好ましく、より好ましくは1MPa以上となるように照射量を設定することが好ましい。
多くの場合、真空成形法、圧空真空成形法等に用いる既存の熱成形機には、加熱手段として赤外線照射装置が設置あるいは外付けできるようになっているので、これを利用することが好ましい。赤外線照射装置は熱発生物質のみが吸収可能な波長を照射する必要があるため、中赤外から近赤外の領域に強い波長ピークをもつハロゲンヒーター、短波長ヒーター、カーボンヒーター、中赤外線ヒーター等を使用することが好ましい。これら赤外線照射装置のメイン波長のピークは1.0〜3.5μm内にあることが好ましく、効率よい膜厚さを生じさせることが出来、吸熱性物質とその他の部分の温度差が付きすぎず効率の良い生産が可能な事から1.5〜3.0μmの範囲が更に好ましい。
【0053】
加熱手段として設置されている赤外線照射装置は多くの場合、温度制御となっていることが多い。従って本発明においては、赤外線照射量は、照射量そのものではなく赤外線を照射した結果の樹脂シートSの部位Aと部位Bの表面温度から評価した。
赤外線照射の最低量は、樹脂シートSの少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように設定する。一方、部位Aの温度は、あまり高い温度となると部位Aの可塑化が進み穴あき等の不良が発生するおそれがあることから、部位Aの動的粘弾性測定で測定されるE’が0.5MPa以上とするように、赤外線照射の最高量を設定することが好ましく、より好ましくは1.0MPa以下である。
【0054】
また、前記赤外線照射は、真空下で行うことが好ましい。通常の真空成形は大気圧下での赤外線照射による加熱を行うが、本発明では、真空状態で赤外線照射を行うことにより同じ温度においてもより大きな膜厚差を効果的に発現させることを見出した。これは大気の熱伝導の影響を受けることなく、赤外線の波長が効率よく樹脂シートSやインキに到達するためと推定している。これは逆にいえば、周囲の加温された空気が殆ど存在しないため、余分な熱が部位Aや部位Bに伝わりにくいと推定している。
【0055】
この後必要に応じ不要部分を必要に応じトリミング加工してもよい。トリミング加工方法についても特に限定はなく、はさみやカッター等でカットする方法、ダイカット法、レーザーカット法、ウォータージェット法、抜き刃プレス法により加工することができる。
【0056】
(金型)
本発明で使用する金型は、特に限定されず、一般的な真空成形用金型を使用することが出来る。また、真空下で成形を実施する装置、例えば布施真空社製NGF成形機のような成形装置の場合は金型からの真空引きを行う必要がないため、真空孔の無い金型を用いることも出来、この場合、真空孔痕の無い美麗な成形品を作ることが可能である。金型に使用する材料としてはアルミニウム、鉄等の金属系、エポキシ樹脂、ポリエステル樹脂の様な樹脂系、松やアガチス等の木材系等を用いることが出来るが、量産耐久性の観点から金属系の金型が好ましく用いられる。
【0057】
(樹脂容器)
前記製造方法により得た真空成形体は、各種包装用の樹脂容器として使用できる。例えば、サラダ容器、寿司等の蓋や底材等の食品容器や軽量物の展示や輸送用の容器、コンテナ、ブリスターパック、仕切材等が挙げられる。特にデザイン性を活かしたディスプレイ用容器には好適に用いることが出来る。
【実施例】
【0058】
以下、本発明を実施例により説明する。特に断わりのない限り「部」、「%」は質量基準である。
【0059】
(樹脂シートS)
樹脂シートSとしては、以下のシートを使用した。
シートS0:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130」(膜厚188μm)
シートS1:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130」(膜厚125μm)
シートS2:二軸延伸ポリスチレンシート(膜厚250μm)「DIC社製ポリスチレンCR−4500」を押出機用いて210℃にて押出後、Tダイから無延伸原反を成膜した。その後、130℃の温度条件で延伸加工を行いMD方向0.4Mpa、TD方向0.5Mpaの熱収縮応力を持つ膜厚250μmの延伸シートとした。
【0060】
また、比較用のエンボスシートとしては、下記フィルムを使用した。
エンボスシート:日本デコール株式会社製エンボス化粧シート(事前に熱ロールにより凹凸が付与されている) サニークロス−05E(膜厚140μm)
【0061】
(配向戻り強度変曲点温度T測定方法)
前記樹脂シートSの配向戻り強度変曲点温度Tは、以下のように行った。
日理工業株式会社製D.N式ストレステスターを用い、電圧調整メモリを6とし、ヒーター温度を5℃刻みで昇温し、各測定温度での配向戻り応力を測定し、配向戻り強度変曲点温度Tを読み取った。
結果、
シートS0の配向戻り強度変曲点温度T: 188℃
シートS1の配向戻り強度変曲点温度T: 188℃
シートS2の配向戻り強度変曲点温度T: 109℃
【0062】
(赤外線吸収インキ又は赤外線反射インキ)
赤外線吸収インキ又は赤外線反射インキ、及び色インキは以下のインキを使用した。
インキP1:三菱鉛筆社製「ペイントマーカー」黒色 赤外線吸収インキとして使用。
インキP2:三菱鉛筆社製「ペイントマーカー」銀色 赤外線反射インキとして使用。
インキP3:三菱鉛筆社製「ペイントマーカー」青色 色インキとして使用。
インキG1:DICグラフィクス社製グラビア印刷用インキ「NH−NT」黒色 カーボンブラックを含み赤外線吸収インキとして使用。
インキG2:DICグラフィクス社製グラビア印刷用インキ「NH−NT」銀色 アルミペーストを含み赤外線反射インキとして使用。
インキGH2:DIC社製グラビア印刷用インキ「XS−756」青色 色インキとして使用
なお、前記インキG1とインキG2では、G2のほうが表面温度が高くなる。
【0063】
(工程(1)における膜厚差発現の確認)
樹脂シートSとしてシートS0〜シートS2のいずれかを使用し、流れ方向(MD)及びクロス方向(CD)に、前記インキP1〜P3を使用して幅2mmの直線を描いた。これを布施真空株式会社製「NGF−0709成形機」を使用し、真空下、シート周囲を完全にクランプで固定した状態で、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを前記直線を描いた面とは反対側から間接加熱した。
キーエンス社製FT−H30放射温度計にて、樹脂シートSの表面温度がヒーター設定温度まで上昇したことを確認した後、常温まで冷却しクランプをはずして試料とした。
インキが描かれている部位Aとインキが描かれていない部位Bの表面温度は、NEC/Avio社製サーモトレーサーTH9100を使用して、前記部位Aが、使用する樹脂シートSの配向戻り強度変曲点温度Tとなった時の、前記部位Aと前記部位Bの温度差/℃と、使用する樹脂シートSの表面温度がヒーター設定温度まで上昇した時(該温度は、通常、熱成形が可能となったことを判断する温度である)の、前記部位Aと前記部位Bの温度を測定した。
また、前記部位Aと前記部位Bの膜厚の測定は、アンリツ社製K351C、高低差測定は東京精密社製サーフコムver1.71表面粗さ系を使用し、前記部位Aと前記部位Bとの最大膜厚差を測定した。
以下、シートS0〜S2と、インキP1〜P2の組み合わせを表1に従い適宜変更したものを、参考例とした。結果を表1及び表2に示す。
【0064】
【表1】

【0065】
【表2】
【0066】
この結果、参考例1〜5は良好な凹凸を発現することができた。
参考比較例1は、シートの配向戻り強度変曲点温度よりも部位Aの温度が低い例であるが、凹凸を発現させることができなかった。
また参考比較例2は、色インキを使用したものであるが、部位Aが配向度戻り開始点温度以上になったにもかかわらず凹凸を発現させることができなかった。
【0067】
(絵柄印刷方法)
前記樹脂シートSに、前記インキG1又はG2を使用して、グラビア4色印刷機にて厚さ3μmの絵柄を印刷した。
【0068】
(実施例1 真空成形体の製造方法)
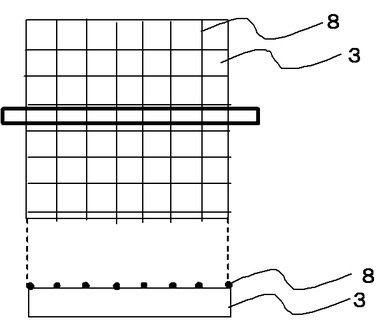
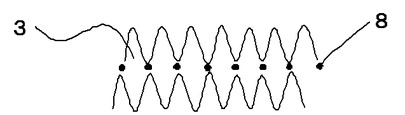
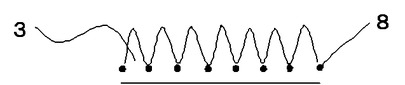
樹脂シートSとしてシートS1を使用し、インキG1でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。周囲をクランプ後、布施真空株式会社製「NGF−0709成形機」の上下ボックスを閉じ、ボックス内をほぼ完全真空状態にした後、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを上面より間接加熱を行った。前記樹脂シートS1の表面温度を成形開始設定温度まで上昇した後に、常温まで冷却しクランプをはずし、印刷面、非印刷面とも凹凸状態になっているシート(1)を得た(図9参照)。次に三和興業株式会社製「PLAVAC TV−33型成形機」にシート(1)を移動し、周囲をクランプ後、成形開始設定温度になるまで遠赤外線ヒーターを使用し上下面より間接加熱を行った。その後、成形間口直径90mm、深さ15mm、底部直径75mmのカップ金型を乗せたテーブルを上昇させ、シートと金型が接触後、カップ底部にある真空孔より吸引を行い、前記シート(1)の非印刷面をカップ金型に押し当て、印刷面のみが凹凸となっているカップ型真空成形体(1)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0069】
(実施例2 真空成形体の製造方法)
樹脂シートSとしてシートS1を使用し、インキG2でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。周囲をクランプ後、布施真空株式会社製「NGF−0709成形機」の上下ボックスを閉じ、ボックス内をほぼ完全真空状態にした後、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを上面より間接加熱を行った。その後、成形間口直径90mm、深さ15mm、底部直径75mmのカップ金型を乗せたテーブルを上昇させ、上ボックス中に0.2MPaの圧空を吹き込み、前記樹脂シートSの非印刷面をカップ金型に押し当て、印刷面のみが凹凸となっているカップ型真空成形体(2)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0070】
(実施例3 真空成形体の製造方法)
樹脂シートSとしてシートS2を使用し、インキG1でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。
実施例2と同様にして、印刷面のみが凹凸となっているカップ型真空成形体(3)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0071】
(実施例4 真空成形体の製造方法)
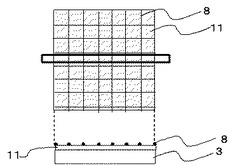
樹脂シートSとしてシートS0を使用し、インキG1、GH1でグラビア印刷にて所定の絵柄印刷を行った(図11参照)。
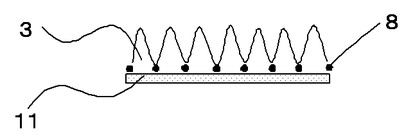
成形間口直径90mm、深さ25mm、底部直径75mmのカップ金型を使用する以外は実施例2と同様にして、印刷面のみが凹凸となっているカップ型真空成形体(4)を得た。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた(図12参照)。
【0072】
【表3】
【0073】
(比較例1 熱源として赤外線を使用せず、凹凸が発生していない賦形シートを使用した例)
実施例1において、ヘリウス社製中赤外線ヒーターの代わりに所定の温度に加熱保温したタバイ社製ギアオーブンGPHH−100(加熱源は熱風である)に5分間投入した以外は実施例1と同様にしてシート(H1)を得た。その後前述と同様にして真空成形体(H1)を得た。結果を表4に示す。その結果、膜厚差は生じず、凹凸を有する真空成形体は得られなかった。
【0074】
【表4】
【0075】
(比較例2 加飾成形体の製造方法)
シートとして、日本デコール株式会社製のエンボス化粧シート「サニークロス−05E(膜厚140μm)」を用いた以外は実施例4と同様の方法で加飾成形体を作製した。「サニークロス−05E」は事前に熱ロールにより凹凸が付与されているため、成形前のシートS6の凹凸深さ、成形後のシートS6の凹凸深さを示した。その結果、成形時に凹凸が緩和されてしまい、真空成形体底面部の凹凸差の最大値を測定では、15μm未満と真空成形体底面部の凹凸が不十分になっていた。結果を表5に示す。
【0076】
【表5】
【図面の簡単な説明】
【0077】
【図1】:赤外線吸収インキで絵柄印刷された熱収縮性を有する樹脂シートに、赤外線ヒーターを使用して赤外線を照射する状態を示した具体的1態様を示す図である。
【図2】:前記樹脂シートを保持した状態で赤外線を照射した後の樹脂シートの状態を示した図である。
【図3】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(ストライプ)
【図4】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(ドット)
【図5】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(幾何学模様)
【図6】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(木目)
【図7】:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130(膜厚125μm)」(実施例におけるシートS1)をASTM D−1504に準拠し測定した、配向戻り強度と温度とのグラフである。
【図8】:実施例1〜3の、印刷済みの樹脂シートSの模式図である。上部が平面図、下部が前記平面図の黒枠の断面図である。
【図9】:実施例1の印刷済みの樹脂シートS賦型シート(1)の断面図の模式図である。
【図10】:実施例1〜3の真空成型体底面の断面図の模式図である。
【図11】:実施例4で使用した印刷済みの樹脂シートSの模式図である。上部が平面図、下部が前記平面図の黒枠の断面図である。
【図12】:実施例4の真空成形体底面部の断面図の模式図である。
【符号の説明】
【0078】
1:赤外線ヒーター
2:赤外線
3:熱収縮性を有する樹脂シート
4:高濃度の赤外線吸収インキ印刷部
5:低濃度の赤外線吸収インキ印刷部
6:(赤外線を吸収しない)色インキ印刷部
8:インキG1
11:インキGH1
【技術分野】
【0001】
本発明は、凹凸模様を有する真空成形体の製造方法に関し、それを使用してなる包装材料に利用可能な樹脂容器に関する。
【背景技術】
【0002】
近年の包装材料、特に食品包装においては、既に調理が完了している惣菜や弁当を冷蔵もしくは冷凍保管し、電子レンジなどで加熱して消費者に供給する用途の拡大に伴い、使い捨ての食品容器が多く用いられるようになってきている。こういった用途に用いられる容器としては、ポリプロピレン、ポリスチレン、非晶性あるいは結晶性ポリエステルの無延伸あるいは延伸樹脂シートを、真空成形や真空圧空成形により熱成形したものが使用される。
【0003】
これらの包装材料は、耐熱性や透明性といった特性の他、意匠性も重視される。特に高級感を付与できるとして、エンボスや凹凸模様等の触感あるいは立体感を付与できる意匠は好まれる意匠である。
【0004】
従来、エンボスや凹凸模様を有する真空成形体を得る方法としては、例えば、真空成形型に予め設けられた凹凸模様を熱成形用シートの表面層に転写させ、該熱成形用シートの表面に凹凸模様を形成する方法が知られている(例えば特許文献1、2参照)。しかしながら該方法は、複数あるエンボス模様毎に金型を複数用意する必要があり高コストになる問題や、真空条件によっては凹凸が明確に再現できないといった問題があった。
【0005】
一方、エンボス等の物理的な方法でシートに凹凸を施すことなく加熱後に所望の凹凸が得られる方法が過去に検討されている。例えば、基材上に設けられた低温で溶融可能な高分子化合物に任意の感熱性模様を付与した複合体に赤外線を照射することにより感熱性模様部分を凹部または粗面化する方法が知られている(例えば特許文献2参照)。
赤外線吸収剤等の熱発生物質は近赤外光や赤外光を吸収して熱を発生する。特許文献2はこの現象を利用し該熱発生物質と接する高分子化合物を可塑化させて凹部あるいは開口部を設けている。
【0006】
しかしながら文献3に記載の方法は再現性に乏しく、近年所望される意匠に耐えうるだけの凹凸を再現よく得ることが困難であった。また前記文献に記載のシートを真空成形用に応用した場合、即ち該シートを真空成形により三次元形状に成形すると、凹凸を得ることはできなかった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−127060公報
【特許文献2】特開平10−128841公報
【特許文献3】特開昭49−31757号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明が解決しようとする課題は、凹凸模様を有する真空成形体を再現よく得る方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、熱収縮性を有する樹脂シートを、該シート外周の一部のみもしくは外周全部のみを固定した状態、即ち、該シートの被着体に貼り付ける面は基板等でなんら支持されない状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、部位Aと部位Bのいずれか一方の表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせた状態で、前記樹脂シートを真空成形法により金型に押し当てて成形することで、凹凸を有する真空成形体が得られることを見出した。
【0010】
本発明者らは、該熱収縮性を有する樹脂シートを保持した状態で、且つ、該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように、且つ、複数の部位の少なくとも1つの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように加熱すると、複数の部位のシート挙動が異なる結果各々の部位に膜厚差を生じることを見出した。本発明はこのシートの温度差を利用することで、膜厚差即ち凹凸を故意的に生じさせることに成功した。
【0011】
該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように赤外線照射する、とは(但し、相対的に表面温度の高い部位を部位A、相対的に表面温度の低い部位を部位Bとする)、具体的には、赤外線吸収インキ又は赤外線反射インキを利用する方法(後述の(1)〜(3))がある。
【0012】
赤外線吸収インキ又は赤外線反射インキは、赤外線を吸収または反射するインキである。
赤外線吸収インキは赤外線吸収剤等を含有するインキであり、照射された赤外線を吸収し発熱する。即ち赤外線吸収インキで印刷された樹脂シートに赤外線を照射すると、前記赤外線吸収インキで印刷された部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。
一方、赤外線反射インキは赤外線反射物質を含有するインキであり、照射された赤外線を反射する。赤外線反射インキで印刷された樹脂シートに該樹脂シート側(即ち樹脂シートの印刷面とは反対側の面)から赤外線を照射すると、該樹脂シートを通過した赤外線が該赤外線反射インキで反射されることにより、赤外線透過部位と反射部位とが重なる印刷部位のみに、赤外線照射で付与される熱量以上の熱量が加わる(これは具体的には、絵柄を設けない部位Bと比較し、部位Aはより効率よくシートへ熱を供給できる結果、と推定している)。
即ち、赤外線吸収インキ又は赤外線反射インキを印刷した部位のみに、赤外線照射で付与される熱量以上の熱量が加わるため、該部位の表面温度を高くすることができ、結果、樹脂シートの、赤外線吸収インキで印刷された部位と印刷されない部位とに温度差を生じさせることができる。
【0013】
具体的には、(1)熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aと絵柄を設けない部位Bとが異なる表面温度となるように赤外線照射する。前記部位Aのみに赤外線照射で付与される熱量以上の熱量が加わるので、前記部位Aの表面温度は印刷されない部位Bよりも高くなる。
【0014】
あるいは、(2)熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで前記インキ濃度の高い部位Aと前記インキ濃度の低い部位Bとを有するように絵柄を設けられており、前記インキ濃度の高い部位Aと前記インキ濃度の低い部分Bとが異なる表面温度となるように赤外線照射する。
この場合、部位A及び部位Bともに赤外線照射で付与される熱量以上の熱量が加わるが、部位Aは部位Bよりインキ濃度が高い結果、より熱が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなる。
【0015】
あるいは、(3)熱収縮性を有する樹脂シートが、赤外線吸収率または反射率の異なる複数種の赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、
前記赤外線吸収または反射率の高いインキで絵柄を設けた部位Aと前記赤外線吸収または反射率の低いインキで絵柄を設けた部分Bとが異なる表面温度となるようにする。
この場合、部位A及び部位Bともに赤外線照射で付与される熱量以上の熱量が加わるが、部位Aは部位Bよりも赤外線吸収または反射率の高いインキを設けた結果、より熱が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなる。
【0016】
前記膜厚差の生じたシートは、シートの両面に均等に凹凸が生じている。該凹凸は、真空成形法により金型に押し当てて成形させても再現よく鮮鋭な凹凸を得ることができる。
【0017】
即ち本発明は熱収縮性を有する樹脂シートを、保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と、前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、を有する凹凸模様を有する真空成形体の製造方法を提供する。
【0018】
また本発明は、前記製造方法により得た凹凸模様を有する樹脂容器を提供する。
【発明の効果】
【0019】
本発明により、凹凸模様を有する真空成形体を再現よく得ることができる。
本発明において、該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように前記(1)〜(3)の手段とした場合、本発明において、凹凸が出現するのは赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位である。インキはグラビア印刷等の汎用の印刷方法で絵柄印刷でき、凹凸を付与するための物理的な方法を必要としないため、シート製造工程において過剰の装置を必要とすることなくコストが押さえられる。
【0020】
またシートを保持した状態で赤外線を照射することで、シートの両面に均等に凹凸が生じ、シート膜厚差を生じさせた状態で真空成形法により金型に押し当てるので、高い延展倍率を必要とするような深絞り形状を有する金型であっても再現よく鮮鋭な凹凸を得ることができる。
【発明を実施するための形態】
【0021】
(凹凸の定義)
本発明において凹凸の形成は、前述の通り、熱収縮性を有する樹脂シートを保持した状態で、該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが異なる表面温度となることで生じる。本発明においては、相対的に表面温度の高い部位を部位A、相対的に表面温度の低い部位を部位Bと定義する。この時部位Aは相対的に凹部となり部位Bは相対的に凸部となる。
【0022】
部位Aは、熱収縮性を有する樹脂シートを赤外線照射時に樹脂が可塑化し樹脂シートの配向戻りが始まった時点で、自己収縮挙動による中心部薄膜化が発生すると考えられる。
この自己収縮挙動による厚み変化は、樹脂シートをなんら保持しない状態では、起点を持たず全体的に収縮が起こり全体的に厚くなる傾向があるが、樹脂シートをクランプ等で該シート外周の一部のみもしくは外周全部を保持した状態(以下単に「保持した状態」と称する場合がある)では、温度の低いクランプ部分等を起点に収縮が発生する傾向がありこの結果部位Aの薄膜化が発生すると考えられる。従って、部位Aは赤外線照射前、即ち収縮前の樹脂シートの膜厚よりも薄くなる場合が多い。
【0023】
一方部位Bは、部位Aと隣り合う部位であり部位Aと表面温度が異なり部位Aよりも表面温度が相対的に低い部位であるが、該部位Bは前記部位Aの中心部薄膜化が生じることにより部位Aに存在する樹脂成分が移動して生じた、あるいは自己収縮により収縮したと考えられ、相対的に部位Aよりも膜厚は厚くなる。殆どの場合において部位Bは赤外線照射前、即ち収縮前の樹脂シートの膜厚よりも厚くなる場合が多い。また部位Aと部位Bとの境目は、より膜厚が厚くなることが観察される(図3参照)。これにより、より強い凹凸感を得ることができる。
【0024】
前記凹凸が形成される一例を図1〜3に示す。図1は、高濃度の赤外線吸収インキ、低濃度の赤外線吸収インキ、及び(赤外線を吸収しない)色インキの3種を使用して絵柄印刷された熱収縮性を有する樹脂シートに、赤外線ヒーターを使用して赤外線を照射する状態を示した具体的一態様を示す図であり、図2は、図1において前記樹脂シートを保持した状態で赤外線を照射した後の前記樹脂シートの状態を示した図である。
図1のように前記樹脂シートに赤外線を照射することにより、図2の通り、高濃度の赤外線吸収インキの印刷部4即ち部位Aが最も薄膜化が生じ即ち凹部となり、低濃度の赤外線吸収インキ5が、前記印刷部4よりは厚膜となるが)色インキ印刷部6よりは薄膜となり前記印刷部4からみると凸部となる。さらに色インキ印刷部6が最も厚膜となるために最も高い凸部となる。
前記色インキ印刷部6を使用せずに非印刷部を有する樹脂シートの場合は、高濃度の赤外線吸収インキ印刷部が凹部となり、低濃度の赤外線吸収インキ印刷部が低い凸部、非印刷部が最も高い凸部となる。(図不示)
このように相対的に薄膜化と厚膜化が生じるため、凹凸が生じる。
【0025】
該凹凸の形成は、図2に示すように樹脂シートの両面に均等に発生する。従って該樹脂シートの被着体である基材と接する面も凹凸が生じることになる。従って一方の面に粘着層や接着層を設けておくことで、化粧シートとして好適に使用することができる。粘着層や接着層は、後述の通り塗工や印刷により直接樹脂シートに設ける方法の他、予め剥離シート等に設けておいた粘着層や接着層を前記凹凸の生じたシートと真空下で貼り合わせる方法により得ることが好ましい。
図3は、図2における前記樹脂シートを真空成形法により粘着層に貼り付けて一体化させた状態を示した図である。本発明の化粧シートを粘着層に、真空成形により貼り付けると、基材の貼り付け面に浮き等が生じることもなく、綺麗に密着した凹凸を有する化粧シートとすることができる(図3参照)。さらに部位Aと部位Bとのシート表面の高低差は、図2に示す状態即ち真空成形前よりもより生じることが確認されている。これは恐らく真空成形法では樹脂シートが可塑化された状態(即ち加熱した状態)で成形するために、膜厚の薄いA部位も可塑化された状態で圧力をかけて粘着層と接触するので、部位Aも粘着層に密着し、相対的に膜厚の厚いB部位とのシート表面の高低がより大きく再現されるものと推定される。このことから、粘着層は剥離シート等で保持された状態で真空下で貼り合わせることが好ましい。
【0026】
前記凹凸の高低差は表面荒さ計や膜厚計にて測定でき、加飾後の表面凹凸の最も高い部分と最も低い部分の差(以下膜厚差という)が10μm程度であれば凹凸発現として認識できる。明瞭な凹凸を発現させるためには膜厚差が15μm程度であることが好ましく、更に好ましくは20μm以上である。一方膜厚差は展開倍率に比例し小さくなるため深い成形品程凹凸の膜厚差は下がる傾向にある。また、展開倍率が高い程凹凸各々の幅も広がる傾向にある。
【0027】
本発明において凹凸で表現される柄は特に限定はなく、模様や文字等の模様状を表現する描画の太さ、大きさ、形等にも特に限定はない。即ち本発明は、前記(1)〜(3)の手段であれば印刷や手書き等、版を起こせるあるいは印字できる模様や文字であればどのような凹凸も可能である。
柄の例としては、点描や線描(具体的には絵画や文字の輪郭、木目、ストライプ、ヘアライン模様等が挙げられる)で表現された描画や、ドットや幾何学模様、文字やマークそのものを浮き出したい場合にはその模様の面積が小さい物の方がより好ましい。勿論本発明においてはこの限りではなく、模様や文字等、模様状の全ての柄を表現することが可能である。
図4〜図7に、本発明において凹凸で表現される柄模様の例を示す。黒部分が赤外線吸収インキ又は赤外線反射インキで絵柄印刷された部分である。図4はストライプ、図5はドット、図6は幾何学模様、図7は木目を表す。
【0028】
(表面温度)
本発明においては、前記温度の指標として「前記部位Aと前記部位Bとの表面温度」と定義しているが、前述の通り樹脂シートの前記部位Aと前記部位Bの熱挙動は前記部位Aと部位Bとの表面だけではなく内部まで均等に温度がかかった状態で生じるものと推定される。しかしながら内部温度を測定する手段はないために、表面温度で定義した。本発明において表面温度はNEC/Avio社製「サーモトレーサー9100」を使用した。
【0029】
(熱収縮性を有する樹脂シート)
本発明で使用する熱収縮性を有する樹脂シート(以下樹脂シートSと略す)は、加熱により展延性を示しフィルム化可能な樹脂であり、更に配向戻り強度変曲点を有する樹脂シートである。更に真空成形時の展延性の容易さから熱可塑性樹脂シートであることが好ましい。
本発明における配向戻り強度変曲点温度とは、フィルムに外部から熱が加えられた時のフィルム温度であって、フィルム自体がこの温度になると延伸された分子が収縮し始めることにより、フィルム全体が収縮する温度であり、本発明においては、下記方法において配向戻り強度変曲点温度Tを定義している。
【0030】
即ち本発明において用いる配向戻り強度はASTM D−1504に準拠し測定されるものである。配向戻り強度とは、延伸されて得られたシートを加熱したときに、シートが延伸前の状態に復元しようとして示す力のことであり、各々の測定温度における最大応力をシートの断面積で割った値として求められ、延伸されたシートの分子配向程度を示す指標となるものとなる。
本発明においては前記熱収縮応力測定法を利用して、配向戻り強度と加熱温度との関係を示す右上がりグラフの凸となる変曲点の温度Tを求めた。凸となる変曲点が複数ある場合は、最も高い温度域の変曲点の温度を配向戻り強度変曲点温度Tとした。
具体的には、日理工業株式会社製D.N式ストレステスターを用い、電圧調整メモリを6とし、ヒーター温度を5℃刻みで昇温し、各測定温度での配向戻り応力を測定し、収縮応力が発現した後、配向戻り強度と加熱温度との関係を示すグラフの変曲点温度Tを求めた。図11に例を示した。図16は、東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130(膜厚125μm)」(実施例におけるシートS1)を測定したときのグラフである。該グラフの最も高い温度域の凸となる変曲点の温度T188℃を、シートS1の配向戻り強度変曲点温度Tとした。
【0031】
また樹脂は、延伸可能な樹脂であれば特に限定はなく、例えば、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル樹脂、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリ塩化ビニル、アクリル樹脂やポリスチレン樹脂、ナイロンやビニロン等を使用することができる。中でも芳香族ジカルボン酸成分と、エチレングリコール及び、分岐状脂肪族グリコール及び/又は脂環族グリコールを含むグリコール成分とから構成される共重合ポリエステル等の軟質成分を原料成分の一部とした軟質タイプのポリエステル樹脂が成形性の観点から好ましい。
前述の通り配向戻り強度変曲点を有する樹脂シートは一般に延伸処理を施してあるが、該延伸処理方法としては、押出成膜法等で樹脂を溶融押出してシート状にした後、同時二軸延伸あるいは逐次二軸延伸を行うことが一般的である。逐次二軸延伸の場合は、はじめに縦延伸処理を行い、次に横延伸を行うことが一般的である。具体的にはロール間の速度差を利用した縦延伸とテンターを用いた横延伸を組み合わせる方法が多く用いられる。
【0032】
テンター法は広幅な製品がとれ、生産性が高いことがメリットである。樹脂塑性や目的とする物性や成形性に応じ延伸条件等は異なることから特に制限されるものではないが、通常面倍率で1.2〜18倍、より好ましくは2.0〜15倍である。逐次延伸の場合の流れ方向の延伸倍率は1.2〜5倍で、好ましくは1.5〜4.0倍であり、流れ方向に対しクロス方向の延伸倍率は1.1〜5倍で好ましくは1.5〜4.5倍である。同時2軸延伸の各方向の延伸倍率は、1.1〜3.5倍、好ましくは1.2〜4.2倍である。
【0033】
具体的には、一軸延伸シートや二軸延伸シート等の延伸シートが使用できるが、二軸延伸シートが本発明の効果を最大限に発揮でき好ましい。また同時二軸延伸シートであれば面内の収縮率が均等であるので歪みのない凹凸意匠が得られるが、一方歪みを予め計算して一軸延伸や2段逐次二軸延伸シートを使用する場合もある。
【0034】
延伸後のシートは熱固定による結晶化を行うことが好ましい。熱固定は通常テンター等のオーブン中で行われ、特に限定はしないがポリエステル樹脂の場合は150〜240℃の条件下5〜60秒程度で好ましく行われる。特に本発明で好ましく使用する軟質成分であるグリコール成分を含有するポリエステル樹脂は、熱固定をしないと凹凸発現が起こる温度より以前からシートのドローダウンの発生が始まり、成形領域で充分な凹凸を持つ真空成形体を得ることが出来ないおそれがある。
なお、充分な熱固定をされた結晶化処理された樹脂シートはより大きな凹凸を発現させることが出来るのでなお好ましい。これは、結晶の融解現象が急激に進行するため、結晶化を施したシートは部位Aと部位Bの配向戻り強度変曲点温度Tで発生する強度差がより明確になるためと推測している。つまり、電磁波、特に赤外線照射によるエネルギーを効果的に凹凸発現に利用できるためと推測している。
【0035】
前記樹脂シートSの膜厚は、化粧シートに通常使用される膜厚でよいが、赤外線加熱と放熱のバランスが良いことから、真空成形に通常使用される熱成形用シートの膜厚0.04mm以上が好ましい。印刷適性の観点も含めると0.04mm〜1.0mmが好ましく、グラビア印刷が可能となるロール形状に出来る事から、0.04mm〜0.5mmがより好ましく、更に好ましくは0.1mm〜0.3mmである。
【0036】
該樹脂シートの同一面内にある複数の部位が異なる表面温度となるように赤外線照射する、とは前述の通り、前記(1)〜(3)の赤外線吸収インキ又は赤外線反射インキを利用する方法が挙げられる。
【0037】
(赤外線吸収インキ又は赤外線反射インキ)
本発明で使用する赤外線吸収インキとは赤外線吸収剤を含むインキであり、赤外線反射インキは赤外線反射物質を含有するインキであり、いずれもセキュリティインキ等に利用されているインキである。
前述の通り、赤外線吸収インキは照射された赤外線を吸収し発熱する。即ち赤外線吸収インキで印刷された樹脂シートに赤外線を照射すると、前記赤外線吸収インキで印刷された部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。一方、赤外線反射インキは赤外線反射物質を含有するインキであり、照射された赤外線を反射する。赤外線反射インキで印刷された樹脂シートに該樹脂シート側(即ち樹脂シートの印刷面とは反対側の面)から赤外線を照射すると、該樹脂シートを通過した赤外線が該赤外線反射インキで反射されることにより、赤外線透過部位と反射部位とが重なる印刷部位のみに、赤外線照射で付与される熱量以上の熱量が加わる。即ち、赤外線吸収インキ又は赤外線反射インキを印刷した部位のみに、赤外線照射で付与される熱量以上の熱量が加わるため、該部位の表面温度を高くすることができ、結果、樹脂シートの、赤外線吸収インキで印刷された部位と印刷されない部位とに温度差を生じさせることができる。
【0038】
具体的には、赤外線照射することで樹脂シートS自体の温度を上昇させて熱成形に適した弾性領域とする。このとき、樹脂シートS上に赤外線吸収インキまたは赤外線反射インキが設けられた部位が存在すると更に熱が加わるために凹凸が発生するが、このときの部位A(相対的に表面温度の高い部位)が、樹脂シートSの配向戻り強度変曲点温度T以上の表面温度となればよい。更に部位Aと部位Bとの温度差は、7℃以上が好ましく、より深い凹凸が付与できることから10℃以上がより好ましく、更に好ましくは15℃以上である。
部位Aのみが配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射してもよく、また、部位Aと部位Bの両方が配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射してもよい。この場合、後者のほうがより深い凹凸を得ることができる。
【0039】
赤外線吸収インキは、一般に赤外線吸収剤として市販されている物質、あるいは、赤色から近赤外、赤外レーザー光の波長域の波長を吸収して発熱する機能を有する公知の種々の赤外線吸収性顔料や染料等を含むインキが好適に挙げられる。赤外線吸収剤としては具体的には例えば、不溶性アゾ顔料、アゾレーキ顔料、縮合アゾ顔料、キレートアゾ顔料、フタロシアニン系顔料、アントラキノン系顔料、ペリレンおよびペリノン系顔料、チオインジゴ系顔料、キナクリドン系顔料、ジオキサジン系顔料、イソインドリノン系顔料、キノフタロン系顔料、染付けレーキ顔料、アジン顔料、ニトロソ顔料、ニトロ顔料、天然顔料、蛍光顔料、無機顔料、カーボンブラック等、アゾ染料、金属錯塩アゾ染料、ピラゾロンアゾ染料、アントラキノン染料、フタロシアニン染料、カルボニウム染料、キノンイミン染料、メチン染料、シアニン染料、カーボンブラック、チタンブラック、酸化チタン、Cu−Cr系複合酸化物、フタロシアニン、ナフタロシアニン、シアニン等の顔料や染料、ポリメチン系顔料や染料、スクワリリウム色素などの赤色吸収剤、近赤外吸収剤、赤外線吸収剤が挙げられる。
【0040】
赤外線反射インキが含有する赤外線反射物質は、アルミニウム、金、銀、銅、真鍮、チタン、クロム、ニッケル、ニッケルクロム、ステンレス等の金属やFe−Cr系複合酸化物、三酸化アンチモン、ジクロム酸アンチモンの材質であり、粉状や細片状のものが好ましく使用される。
【0041】
前記赤外線吸収剤や赤外線反射物質の粒径は特に限定はなく、通常のインキとして使用される範囲であれば特に問題なく使用することができる。
一方、前記インキ濃度は、濃度が高い程部位Aにかかる熱量が大きくなる。従って所望する凹凸の程度により適宜含有量を変えることが好ましい。一方濃度が低すぎると赤外線照射により発生する熱量や赤外線反射量が少なすぎて凹部とならず、濃度が高すぎると発生する熱量や赤外線反射量が大きくなりすぎて、破れや穴あき等の原因となるので、後述の通り成形時の弾性率が0.5MPa以下にならない様に適宜調整をする必要がある。
【0042】
また、インキワニスも特に限定なく公知のワニス用樹脂等を使用することができる。ワニス用樹脂は、例えば、アクリル樹脂系、ポリウレタン樹脂系、ポリエステル樹脂系、ビニル樹脂系(塩ビ、酢ビ、塩ビ−酢ビ共重合樹脂)、塩素化オレフィン樹脂系、エチレン−アクリル樹脂系、石油系樹脂系、セルロース誘導体樹脂系などの公知のインキを用いることができる。
【0043】
また、所望する意匠性に応じて、前記赤外線吸収インキ又は赤外線反射インキに汎用の色材等を含有してもよい。このとき、前記赤外線吸収剤や赤外線反射物質として透明性の高いものを使用すれば、汎用の色材を生かすことができ好ましい。また版を変えて汎用の色材を含有したインキで別途絵柄層を設けてもよい。この場合に使用する色材は特に限定はないが、熱吸収性を有する色材は該印刷部分に凹凸を生じさせることも可能なため、目的に応じ適宜配合割合を変える事が好ましい。
【0044】
前記(1)〜(3)の手段において、樹脂シートSに赤外線吸収インキ又は赤外線反射インキで絵柄を設ける方法は、手書きやコーティング、印刷等が挙げられるが、工業的には印刷が好ましい。方法については特に限定はなく、例えば、グラビア印刷、オフセット印刷、スクリーン印刷、インクジェット印刷、刷毛塗り、ロールコーティング、コンマコーティング、ロッドグラビアコーティング、マイクログラビアコーティングなどの方法が挙げられる。中でもグラビア印刷法が好ましい。
絵柄は、通常は、前記樹脂シートSを被着体に貼り付けた際に、前記樹脂シートSと被着体との間となるように設けると、樹脂シートSにより絵柄が保護されることや、美観が付与されることから好ましい。通常は、図1のように、赤外線が樹脂シートを透過して赤外線吸収インキ又は赤外線反射インキ層に到達するように照射する。特に赤外線反射インキを使用した場合には、このような照射方法としないと、逆に赤外線反射インキが樹脂シートを透過する前に赤外線を反射してしまい、即ち樹脂シートの印刷部に赤外線が透過せずに可塑化されない可能性がある。従って例えば使用する真空成形装置の赤外線照射装置が、成形用シートの保持(クランプ)部と被着体との間に設置されている場合、即ち成形用シートを加熱する際に該シートの被着体との密着面から加熱するように設計されている真空成形装置を使用する場合は、得られた真空成形体の加飾部分は、赤外線から得た熱を反射させる物質を含有するインキ層/樹脂シートS/被着体の順となるように成形するのが好ましい。
【0045】
前記(1)の手段においては、赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aは、赤外線照射量以上の熱が加わるので相対的に表面温度が高くなり、凹部となる。一方、絵柄を設けない部位Bは、赤外線照射量の熱のみが加わるため、相対的に部位Aよりも表面温度が低くなり、凸部となる。
【0046】
前記(2)の手段においては、部位A及び部位Bともに赤外線照射量以上の熱が加わるが、部位Aは部位Bよりインキ濃度が高い結果、部位Aは部位Bよりもより熱が加わる。従って部位Aのほうが相対的に部位Bよりも表面温度が高くなり、部位Aが凹部となり部位Bが凸部となる。
前記(2)の手段は、具体的には、インキ濃度の異なるインキを使用して部位A及び部位Bを設ける、あるいは、インキは1種であるがそのインキ盛り量を部位Aにより多くするなどの方法により、インキ濃度を調整することが可能である。
また、部位Aは1つである必要はなく、例えば、インキ濃度の異なる3種のインキを使用した場合、濃度の最も低いインキを使用した部位は部位Bとなり凸部となり、濃度の最も高いインキを使用した部位は最も深い凹部である部位A”となる。またインキ盛り量で調節することも勿論可能である。
【0047】
前記(3)の手段においては、部位A及び部位Bともに赤外線照射量以上の熱が加わるが、部位Aは部位Bよりも赤外線吸収または反射率の高いインキを設けた結果、部位Aは部位Bよりもより熱量が加わる。従って、部位Aのほうが相対的に部位Bよりも表面温度が高くなり、部位Aが凹部となり部位Bが凸部となる。
前記赤外線吸収インキの吸収率、あるいは赤外線反射インキの反射率は一概には比較できないが、大まかな目安としては、アルミニウムを使用した赤外線反射インキとカーボンブラックを使用した赤外線吸収インキを併用した場合には、アルミニウムを使用したインキが凹部となりカーボンブラックを使用したインキは凸部となる。またカーボンブラックを使用した赤外線吸収インキと酸化チタンを使用した赤外線吸収インキとを併用した場合には、カーボンブラックを使用したインキが凹部となり酸化チタンを使用したインキは凸部となる。
従って、具体的には、部位Aをアルミニウムを含むインキで印刷し、部位Bをカーボンブラックを含むインキで印刷すれば、部位Aは凹部となり部位Bが凸部となる。また、部位Aをカーボンブラックを含むインキで印刷し、部位Bを酸化チタンを含むインキで印刷すれば、部位Aは凹部となり部位Bが凸部となる。このように、熱発生物質は、所望する凹凸意匠と視認性を有する絵柄意匠とを加味して適宜選択することが可能である。
【0048】
前記(1)〜(3)の手段を取り混ぜて行うことも可能である。例えば、樹脂シートSに、赤外線吸収インキで、1版刷りの部位と複数版刷りの部位とが生じるように印刷を行い、且つ非印刷部を設けた場合は、複数版刷りの部位が最も深い凹部であり、一般刷りの部位が、複数刷りの部位からみると凸部であり非印刷部からみると凹部であり、且つ非印刷部が凸部であるような凹凸を与えることができる。
また赤外線吸収インキであって濃度の低いインキと濃度の高いインキとを使用して印刷を行い、且つ非印刷部を設けた場合は、濃度の高いインキの刷り部位が最も深い凹部であり、濃度の低いインキを使用の刷り部位が前記濃度の高いインキの刷りの部位からみると凸部であり非印刷部からみると凹部であり、且つ非印刷部が凸部であるような凹凸を与えることができる。
【0049】
(製法)
本発明の加飾表面に凹凸模様を有する真空成形体の製造方法は、具体的には、
熱収縮性を有する樹脂シートを、保持した状態で、
該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と
前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、
を有することを特徴とする。
【0050】
具体的には、真空成形法、圧空真空成形法等に用いる既存の熱成形機を使用する。本発明においては、前記工程(1)と前記工程(2)は連続的に行っても良く、また、前記工程(1)と前記工程(2)を分けて行っても良い。赤外線照射手段を有する成形装置を用いた連続的な工程は生産性が高く工業的に有利なことから好ましい。一方、工程を分けて行う場合は、前記工程(1)で事前に作製したシートが一旦冷却されることになるため、再度シートの過熱を行い前記工程(2)を行う必要があるが、この場合、既に膜厚差が付いた状態となっているので、前記工程(2)で過熱の手段を選ばないことから、熱風による過熱や熱板による過熱等、加熱装置を選ばず成形が出来るメリットがある。
【0051】
(工程1 保持)
前記工程1において、保持した状態とは、前述の通り、該樹脂シートS外周の一部のみもしくは外周全部を固定した状態、即ち、該シートSの被着体に貼り付ける面は基板等でなんら支持されない状態を指す。具体的には、樹脂シートSの一部分を挟持等で固定する方法や樹脂シートSの全周囲を枠状クランプで挟持させ固定する方法等が挙げられるが、樹脂シートSの張力を適正化(均一化)することができるためシートの全周囲を枠状クランプで挟持させ固定する方法が好ましい。
なおここで固定とは、枠状クランプ等のジグを使用して挟持する方法の他、樹脂シートSの可塑化や収縮を防止することによっても可能である。具体的には、樹脂シートSの被着体に貼り付ける面以外の部分、好ましくはシート外周部位のシート温度をガラス転移温度(以下Tgと称する場合がある)以下に保ち可塑化を防ぐことによっても、固定が可能である。
【0052】
(工程1 赤外線)
前記樹脂シートSを保持した状態で、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように赤外線照射することで、前記部位Aと前記部位Bとが異なる表面温度となって加温され、結果、前記部位Aと部位Bとに膜厚差が生じる。
このとき照射する赤外線は、赤色から近赤外、赤外レーザー光の波長域であれば特に限定はなく使用できる。赤外線照射量の上限は、特に制限はないが、あまり高い熱量がかかると樹脂シートSの剛性が落ち、可塑化が進み破れ発生等、成形に支障をきたすおそれがあるため、使用する樹脂シートSの最も高い部分の温度が、JIS K7244−1法で求められる動的粘弾性測定の貯蔵弾性率(E’)の値として0.5MPa以上となる様にすることが好ましく、より好ましくは1MPa以上となるように照射量を設定することが好ましい。
多くの場合、真空成形法、圧空真空成形法等に用いる既存の熱成形機には、加熱手段として赤外線照射装置が設置あるいは外付けできるようになっているので、これを利用することが好ましい。赤外線照射装置は熱発生物質のみが吸収可能な波長を照射する必要があるため、中赤外から近赤外の領域に強い波長ピークをもつハロゲンヒーター、短波長ヒーター、カーボンヒーター、中赤外線ヒーター等を使用することが好ましい。これら赤外線照射装置のメイン波長のピークは1.0〜3.5μm内にあることが好ましく、効率よい膜厚さを生じさせることが出来、吸熱性物質とその他の部分の温度差が付きすぎず効率の良い生産が可能な事から1.5〜3.0μmの範囲が更に好ましい。
【0053】
加熱手段として設置されている赤外線照射装置は多くの場合、温度制御となっていることが多い。従って本発明においては、赤外線照射量は、照射量そのものではなく赤外線を照射した結果の樹脂シートSの部位Aと部位Bの表面温度から評価した。
赤外線照射の最低量は、樹脂シートSの少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように設定する。一方、部位Aの温度は、あまり高い温度となると部位Aの可塑化が進み穴あき等の不良が発生するおそれがあることから、部位Aの動的粘弾性測定で測定されるE’が0.5MPa以上とするように、赤外線照射の最高量を設定することが好ましく、より好ましくは1.0MPa以下である。
【0054】
また、前記赤外線照射は、真空下で行うことが好ましい。通常の真空成形は大気圧下での赤外線照射による加熱を行うが、本発明では、真空状態で赤外線照射を行うことにより同じ温度においてもより大きな膜厚差を効果的に発現させることを見出した。これは大気の熱伝導の影響を受けることなく、赤外線の波長が効率よく樹脂シートSやインキに到達するためと推定している。これは逆にいえば、周囲の加温された空気が殆ど存在しないため、余分な熱が部位Aや部位Bに伝わりにくいと推定している。
【0055】
この後必要に応じ不要部分を必要に応じトリミング加工してもよい。トリミング加工方法についても特に限定はなく、はさみやカッター等でカットする方法、ダイカット法、レーザーカット法、ウォータージェット法、抜き刃プレス法により加工することができる。
【0056】
(金型)
本発明で使用する金型は、特に限定されず、一般的な真空成形用金型を使用することが出来る。また、真空下で成形を実施する装置、例えば布施真空社製NGF成形機のような成形装置の場合は金型からの真空引きを行う必要がないため、真空孔の無い金型を用いることも出来、この場合、真空孔痕の無い美麗な成形品を作ることが可能である。金型に使用する材料としてはアルミニウム、鉄等の金属系、エポキシ樹脂、ポリエステル樹脂の様な樹脂系、松やアガチス等の木材系等を用いることが出来るが、量産耐久性の観点から金属系の金型が好ましく用いられる。
【0057】
(樹脂容器)
前記製造方法により得た真空成形体は、各種包装用の樹脂容器として使用できる。例えば、サラダ容器、寿司等の蓋や底材等の食品容器や軽量物の展示や輸送用の容器、コンテナ、ブリスターパック、仕切材等が挙げられる。特にデザイン性を活かしたディスプレイ用容器には好適に用いることが出来る。
【実施例】
【0058】
以下、本発明を実施例により説明する。特に断わりのない限り「部」、「%」は質量基準である。
【0059】
(樹脂シートS)
樹脂シートSとしては、以下のシートを使用した。
シートS0:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130」(膜厚188μm)
シートS1:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130」(膜厚125μm)
シートS2:二軸延伸ポリスチレンシート(膜厚250μm)「DIC社製ポリスチレンCR−4500」を押出機用いて210℃にて押出後、Tダイから無延伸原反を成膜した。その後、130℃の温度条件で延伸加工を行いMD方向0.4Mpa、TD方向0.5Mpaの熱収縮応力を持つ膜厚250μmの延伸シートとした。
【0060】
また、比較用のエンボスシートとしては、下記フィルムを使用した。
エンボスシート:日本デコール株式会社製エンボス化粧シート(事前に熱ロールにより凹凸が付与されている) サニークロス−05E(膜厚140μm)
【0061】
(配向戻り強度変曲点温度T測定方法)
前記樹脂シートSの配向戻り強度変曲点温度Tは、以下のように行った。
日理工業株式会社製D.N式ストレステスターを用い、電圧調整メモリを6とし、ヒーター温度を5℃刻みで昇温し、各測定温度での配向戻り応力を測定し、配向戻り強度変曲点温度Tを読み取った。
結果、
シートS0の配向戻り強度変曲点温度T: 188℃
シートS1の配向戻り強度変曲点温度T: 188℃
シートS2の配向戻り強度変曲点温度T: 109℃
【0062】
(赤外線吸収インキ又は赤外線反射インキ)
赤外線吸収インキ又は赤外線反射インキ、及び色インキは以下のインキを使用した。
インキP1:三菱鉛筆社製「ペイントマーカー」黒色 赤外線吸収インキとして使用。
インキP2:三菱鉛筆社製「ペイントマーカー」銀色 赤外線反射インキとして使用。
インキP3:三菱鉛筆社製「ペイントマーカー」青色 色インキとして使用。
インキG1:DICグラフィクス社製グラビア印刷用インキ「NH−NT」黒色 カーボンブラックを含み赤外線吸収インキとして使用。
インキG2:DICグラフィクス社製グラビア印刷用インキ「NH−NT」銀色 アルミペーストを含み赤外線反射インキとして使用。
インキGH2:DIC社製グラビア印刷用インキ「XS−756」青色 色インキとして使用
なお、前記インキG1とインキG2では、G2のほうが表面温度が高くなる。
【0063】
(工程(1)における膜厚差発現の確認)
樹脂シートSとしてシートS0〜シートS2のいずれかを使用し、流れ方向(MD)及びクロス方向(CD)に、前記インキP1〜P3を使用して幅2mmの直線を描いた。これを布施真空株式会社製「NGF−0709成形機」を使用し、真空下、シート周囲を完全にクランプで固定した状態で、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを前記直線を描いた面とは反対側から間接加熱した。
キーエンス社製FT−H30放射温度計にて、樹脂シートSの表面温度がヒーター設定温度まで上昇したことを確認した後、常温まで冷却しクランプをはずして試料とした。
インキが描かれている部位Aとインキが描かれていない部位Bの表面温度は、NEC/Avio社製サーモトレーサーTH9100を使用して、前記部位Aが、使用する樹脂シートSの配向戻り強度変曲点温度Tとなった時の、前記部位Aと前記部位Bの温度差/℃と、使用する樹脂シートSの表面温度がヒーター設定温度まで上昇した時(該温度は、通常、熱成形が可能となったことを判断する温度である)の、前記部位Aと前記部位Bの温度を測定した。
また、前記部位Aと前記部位Bの膜厚の測定は、アンリツ社製K351C、高低差測定は東京精密社製サーフコムver1.71表面粗さ系を使用し、前記部位Aと前記部位Bとの最大膜厚差を測定した。
以下、シートS0〜S2と、インキP1〜P2の組み合わせを表1に従い適宜変更したものを、参考例とした。結果を表1及び表2に示す。
【0064】
【表1】
【0065】
【表2】
【0066】
この結果、参考例1〜5は良好な凹凸を発現することができた。
参考比較例1は、シートの配向戻り強度変曲点温度よりも部位Aの温度が低い例であるが、凹凸を発現させることができなかった。
また参考比較例2は、色インキを使用したものであるが、部位Aが配向度戻り開始点温度以上になったにもかかわらず凹凸を発現させることができなかった。
【0067】
(絵柄印刷方法)
前記樹脂シートSに、前記インキG1又はG2を使用して、グラビア4色印刷機にて厚さ3μmの絵柄を印刷した。
【0068】
(実施例1 真空成形体の製造方法)
樹脂シートSとしてシートS1を使用し、インキG1でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。周囲をクランプ後、布施真空株式会社製「NGF−0709成形機」の上下ボックスを閉じ、ボックス内をほぼ完全真空状態にした後、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを上面より間接加熱を行った。前記樹脂シートS1の表面温度を成形開始設定温度まで上昇した後に、常温まで冷却しクランプをはずし、印刷面、非印刷面とも凹凸状態になっているシート(1)を得た(図9参照)。次に三和興業株式会社製「PLAVAC TV−33型成形機」にシート(1)を移動し、周囲をクランプ後、成形開始設定温度になるまで遠赤外線ヒーターを使用し上下面より間接加熱を行った。その後、成形間口直径90mm、深さ15mm、底部直径75mmのカップ金型を乗せたテーブルを上昇させ、シートと金型が接触後、カップ底部にある真空孔より吸引を行い、前記シート(1)の非印刷面をカップ金型に押し当て、印刷面のみが凹凸となっているカップ型真空成形体(1)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0069】
(実施例2 真空成形体の製造方法)
樹脂シートSとしてシートS1を使用し、インキG2でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。周囲をクランプ後、布施真空株式会社製「NGF−0709成形機」の上下ボックスを閉じ、ボックス内をほぼ完全真空状態にした後、ヒーターとしてヘリウス社製中赤外線ヒーターを使用し前記樹脂シートSを上面より間接加熱を行った。その後、成形間口直径90mm、深さ15mm、底部直径75mmのカップ金型を乗せたテーブルを上昇させ、上ボックス中に0.2MPaの圧空を吹き込み、前記樹脂シートSの非印刷面をカップ金型に押し当て、印刷面のみが凹凸となっているカップ型真空成形体(2)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0070】
(実施例3 真空成形体の製造方法)
樹脂シートSとしてシートS2を使用し、インキG1でグラビア印刷にて所定の絵柄印刷を行った(図8参照)。
実施例2と同様にして、印刷面のみが凹凸となっているカップ型真空成形体(3)を得た(図10参照)。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた。
【0071】
(実施例4 真空成形体の製造方法)
樹脂シートSとしてシートS0を使用し、インキG1、GH1でグラビア印刷にて所定の絵柄印刷を行った(図11参照)。
成形間口直径90mm、深さ25mm、底部直径75mmのカップ金型を使用する以外は実施例2と同様にして、印刷面のみが凹凸となっているカップ型真空成形体(4)を得た。得られた真空成形体底面部の凹凸差の最大値を測定した結果、20μm以上の明瞭な凹凸の発現が認められた(図12参照)。
【0072】
【表3】
【0073】
(比較例1 熱源として赤外線を使用せず、凹凸が発生していない賦形シートを使用した例)
実施例1において、ヘリウス社製中赤外線ヒーターの代わりに所定の温度に加熱保温したタバイ社製ギアオーブンGPHH−100(加熱源は熱風である)に5分間投入した以外は実施例1と同様にしてシート(H1)を得た。その後前述と同様にして真空成形体(H1)を得た。結果を表4に示す。その結果、膜厚差は生じず、凹凸を有する真空成形体は得られなかった。
【0074】
【表4】
【0075】
(比較例2 加飾成形体の製造方法)
シートとして、日本デコール株式会社製のエンボス化粧シート「サニークロス−05E(膜厚140μm)」を用いた以外は実施例4と同様の方法で加飾成形体を作製した。「サニークロス−05E」は事前に熱ロールにより凹凸が付与されているため、成形前のシートS6の凹凸深さ、成形後のシートS6の凹凸深さを示した。その結果、成形時に凹凸が緩和されてしまい、真空成形体底面部の凹凸差の最大値を測定では、15μm未満と真空成形体底面部の凹凸が不十分になっていた。結果を表5に示す。
【0076】
【表5】
【図面の簡単な説明】
【0077】
【図1】:赤外線吸収インキで絵柄印刷された熱収縮性を有する樹脂シートに、赤外線ヒーターを使用して赤外線を照射する状態を示した具体的1態様を示す図である。
【図2】:前記樹脂シートを保持した状態で赤外線を照射した後の樹脂シートの状態を示した図である。
【図3】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(ストライプ)
【図4】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(ドット)
【図5】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(幾何学模様)
【図6】:本発明で使用される柄印刷層の一例である。黒部分が該印刷層である。(木目)
【図7】:東洋紡績株式会社製の二軸延伸PETシート「ソフトシャインX1130(膜厚125μm)」(実施例におけるシートS1)をASTM D−1504に準拠し測定した、配向戻り強度と温度とのグラフである。
【図8】:実施例1〜3の、印刷済みの樹脂シートSの模式図である。上部が平面図、下部が前記平面図の黒枠の断面図である。
【図9】:実施例1の印刷済みの樹脂シートS賦型シート(1)の断面図の模式図である。
【図10】:実施例1〜3の真空成型体底面の断面図の模式図である。
【図11】:実施例4で使用した印刷済みの樹脂シートSの模式図である。上部が平面図、下部が前記平面図の黒枠の断面図である。
【図12】:実施例4の真空成形体底面部の断面図の模式図である。
【符号の説明】
【0078】
1:赤外線ヒーター
2:赤外線
3:熱収縮性を有する樹脂シート
4:高濃度の赤外線吸収インキ印刷部
5:低濃度の赤外線吸収インキ印刷部
6:(赤外線を吸収しない)色インキ印刷部
8:インキG1
11:インキGH1
【特許請求の範囲】
【請求項1】
熱収縮性を有する樹脂シートを、保持した状態で、
該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と
前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、
を有することを特徴とする、凹凸模様を有する真空成形体の製造方法。
【請求項2】
前記熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aと絵柄を設けない部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項3】
前記熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記インキ濃度の高い部位Aと前記インキ濃度の低い部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項4】
前記熱収縮性を有する樹脂シートが、赤外線吸収率または反射率の異なる複数種の赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収または反射率の高いインキで絵柄を設けた部位Aと前記赤外線吸収または反射率の低いインキで絵柄を設けた部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項5】
前記熱収縮性を有する樹脂シートが、二軸延伸性ポリエチレンテレフタレートである、請求項1〜4のいずれかに記載の真空成形体の製造方法。
【請求項6】
請求項1〜5のいずれかの製造方法により得た、凹凸模様を有する樹脂容器。
【請求項1】
熱収縮性を有する樹脂シートを、保持した状態で、
該樹脂シートの同一面内にある隣り合う部位Aと部位Bとが、前記部位Aと前記部位Bとの表面温度が異なり、且つ、少なくとも部位Aの表面温度が前記樹脂シートの配向戻り強度変曲点温度T以上の表面温度となるように、赤外線照射して、前記部位Aと部位Bとに膜厚差を生じさせる工程(1)と
前記樹脂シートを真空成形法により金型に押し当てて成形する工程(2)と、
を有することを特徴とする、凹凸模様を有する真空成形体の製造方法。
【請求項2】
前記熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収インキ又は赤外線反射インキで絵柄を設けた部位Aと絵柄を設けない部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項3】
前記熱収縮性を有する樹脂シートが、赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記インキ濃度の高い部位Aと前記インキ濃度の低い部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項4】
前記熱収縮性を有する樹脂シートが、赤外線吸収率または反射率の異なる複数種の赤外線吸収インキ又は赤外線反射インキで絵柄を設けており、前記赤外線吸収または反射率の高いインキで絵柄を設けた部位Aと前記赤外線吸収または反射率の低いインキで絵柄を設けた部位Bとを有する、請求項1に記載の真空成形体の製造方法。
【請求項5】
前記熱収縮性を有する樹脂シートが、二軸延伸性ポリエチレンテレフタレートである、請求項1〜4のいずれかに記載の真空成形体の製造方法。
【請求項6】
請求項1〜5のいずれかの製造方法により得た、凹凸模様を有する樹脂容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−56170(P2012−56170A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−200865(P2010−200865)
【出願日】平成22年9月8日(2010.9.8)
【出願人】(000002886)DIC株式会社 (2,597)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月8日(2010.9.8)
【出願人】(000002886)DIC株式会社 (2,597)
【Fターム(参考)】
[ Back to top ]