
凹部を有する構造体の塗装方法
【課題】凹部を有する構造体であっても回転霧化式塗装ガンを用いて塗装できる塗装方法を提供する。
【解決手段】回転霧化式塗装ガンにより自動車用バンパ表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するステージAと、ステージAの平均粒径より大きい平均粒径となるように塗料を霧化して塗装するステージBとを有する。
【解決手段】回転霧化式塗装ガンにより自動車用バンパ表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するステージAと、ステージAの平均粒径より大きい平均粒径となるように塗料を霧化して塗装するステージBとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、たとえば自動車用バンパのような凹部を有する構造体に適用して好ましい塗装方法に関する。
【背景技術】
【0002】
自動車用バンパは、台車の治具にセットされた状態で塗装ブースに搬送され、塗装ロボットや作業者による手吹き塗装によりプライマー塗料と上塗り塗料が塗装される。
【0003】
プライマー塗料は、バンパの素材であるポリプロピレンなどと上塗り塗膜の密着性を確保するための下地塗膜用塗料であり、たとえば変性ポリオレフィン系樹脂に導電性カーボンや導電性チタンを添加したものが採用され、4μm程度の膜厚でバンパ表面にプライマー塗膜が形成される。
【0004】
上塗り塗料は、たとえば自動車ボディの塗色と同じ色目の塗料が塗装され、自動車ボディの塗色に応じてメタリック系塗料やソリッド系塗料がプライマー塗膜の表面に塗装される。メタリック系塗料では、光輝性顔料を含むベース塗料がプライマー塗膜の表面に塗装されたのち、顔料を含まないクリヤ塗料がベース塗膜の表面にウェットオンウェットで塗装される。
【0005】
このベース塗膜は、目的とする色目を確保するとともに下地を隠蔽するために通常12〜15μmの膜厚で塗装されるが、塗着効率を高めるために回転霧化式塗装ガンが用いられる。
【0006】
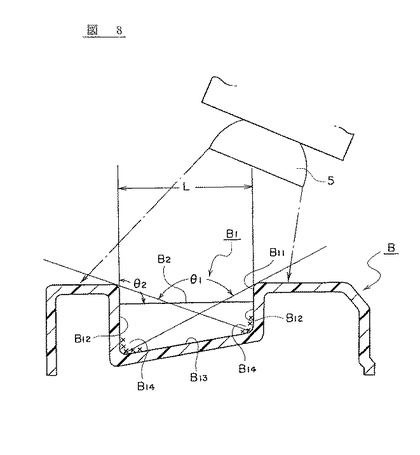
ところで、自動車用バンパBには、図8に示すようにフロントグリルやランプを装着するための凹部B1が形成され、またこうした凹部に補強用のリブ(桟)B2も形成されているが、グリルやランプを装着した完成車においても目視できる範囲には上塗り塗装を施す必要がある。
【0007】
しかしながら、回転霧化式塗装ガン5を用いて狭隘な開口部B11から凹部B1の縦壁面B12や底面B13に塗料を吹付けることは甚だ困難であった。また、凹部B1の内部に形成されたリブB2の側壁面に塗料を吹付けるのも同様の問題があった。
【0008】
すなわち、回転霧化式塗装ガン5は、スプレー式塗装ガンとは異なりパターン幅を小さくするには限界があることから、図8に示すように凹部B1の底面B13のコーナB14(×印で示す。)に塗膜が形成されない(いわゆるスケ(透け))という問題があった。
【0009】
このため、同図に示す開口部B11の長さL、凹部B1の深さと開口部B11の長さLに相関する角度θ1、リブB2の角度θ2などを設計上規制することで、回転霧化式塗装ガンでも塗装可能に対処することもあるが、バンパの形状を塗装作業性の問題から規制すると、自動車デザインの自由度が小さくなり斬新な意匠の自動車を製造することができない。また、バンパの凹部をスプレー式塗装ガンを用いて作業者による手吹き塗装で対応し、バンパの平坦部を回転霧化式塗装ガンで塗装する工程も考えられるが、作業者の工数が増加する分だけ生産性が低下するという問題がある。
【発明の開示】
【0010】
本発明は、凹部を有する構造体であっても回転霧化式塗装ガンを用いて塗装できる塗装方法を提供することを目的とする。
【0011】
上記目的を達成するために、本発明の塗装方法は、回転霧化式塗装ガンにより被塗物表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するステージAと、前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するステージBとを有することを特徴とする。
【0012】
また、本発明の回転霧化式塗装装置は、少なくとも鱗片状光輝性顔料を含有する塗料を被塗物に霧化塗装する回転霧化式塗装装置であって、ベルカップの周速度を調節する周速度調節器と、シェーピングエアー流量を調節するシェーピングエアー流量調節器と、前記ベルカップへ塗料を供給する塗料供給系と、これら周速度調節器、シェーピングエアー流量調節器及び塗料供給系を制御する制御手段とを備え、前記制御手段は、ステージAにおいて前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するように制御し、ステージBにおいて前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するように制御することを特徴とする。
【0013】
本発明では、ステージAにて被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するので、塗粒の飛行速度に関係なく、被塗物表面において鱗片状光輝性顔料がほぼ平行に配向することになる。これにより、下地隠蔽性が向上し、薄膜であっても良好なメタリック感を呈する塗膜を得ることができる。特に、塗装スケが生じ易い部位、たとえば凹部を有する構造体の凹部などに適用して好ましい塗装方法である。
【発明の実施の形態】
【0014】
以下、本発明の実施形態を図面に基づいて説明する。
図1は本発明の塗装方法の実施形態を示す斜視図、図2は図1のII-II線に沿う断面図、図3は本発明の塗装方法で用いられる回転霧化式塗装ガンの一例を示す断面図、図4は本発明の塗装方法の実施形態を示す工程図、図5は本発明の塗装方法を適用した上塗り工程の一例を示す平面図、図6は本発明の塗装方法に係る鱗片状光輝性顔料の一例を示す正面図および側面図、図7は本発明の塗装方法に係る塗着メカニズムを説明するための模式図である。
【0015】
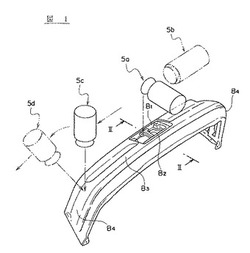
本発明の塗装方法は、特に限定はされないが、凹部を有する構造体を被塗物とする場合に適用して好ましく、その構造体の一例として図1に示すような自動車用バンパBを挙げて本発明の実施形態を説明する。ただし、本発明の塗装方法は、被塗物が自動車用バンパに限定される趣旨ではなく、また凹部を有する構造体に限定される趣旨でもなく、一般的な被塗物を対象とした塗装方法として実施することができる。
【0016】
自動車用バンパBは、ポリプロピレンやポリウレタンなどのエンジニアリングプラスチックにより成形されたバンパ本体を有し、図外の鋼板製バンパステー等により保持された状態でボディに装着される。バンパ本体は、概ねボディの前部(フロントバンパの場合)又は後部(リヤバンパの場合)に対応する主面B3と、この主面B3からボディのサイドに廻り込む側面B4とを有し、主面B3や側面B4にはフロントグリルの装着用凹部B1やフォグランプなどの各種ランプの装着用凹部が形成されている。図1に示すバンパBではフロントグリルの装着用凹部B1のみを例に挙げて示す。
【0017】
なお、凹部B1以外のバンパ外表面は多少の段差や曲面を有するものの、凹部B1の面に比べて塗装技術上、塗装が容易な部位という意味で、本明細書および特許請求の範囲では「平坦部」という語を用いることとする。したがって、本願で言う「平坦部」とは幾何学的に厳密な意味での平坦な部位のみを差すのではなく、それを含めて多少の凹凸が合っても凹部以外の一般面を意味する。
【0018】
自動車用バンパBの凹部B1は、開口部B11、縦壁面B12、底面B13から構成され、内部には補強用としてのリブ(縦の桟)B2が形成されている。
【0019】
なお、図示は省略するが、自動車用バンパBは、フロアコンベアにより搬送される塗装台車の治具に搭載された状態で塗装ブースに搬送され、塗装が施される。
【0020】
次に、本実施形態で用いられる回転霧化式塗装ガンについて説明する。
【0021】
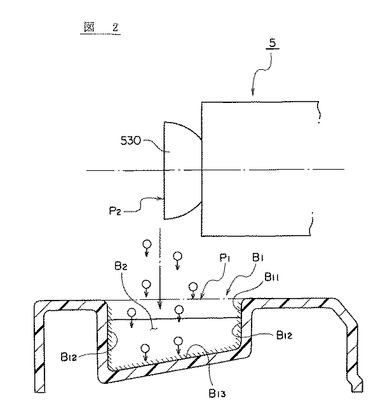
本実施形態の回転霧化式静電塗装ガン5は、図3に示すように、ハウジング510内に回転軸520がエアーモータ511により回転可能に支持されており、この回転軸520の先端にベルカップ530がベルハブ部534において固定されている。本例のベルカップ530は、直径が50mmとされ、塗装時において、20,000〜90,000rpmの回転数、周速度に換算して約50〜240m/secで回転する。本例の塗装ガン50は、回転数調節器512により、この回転数がたとえば20,000rpm〜90,000rpmの間の所望の回転数で切替可能となっている。この回転数調節器512が本発明に係る周速度調節器に相当する。
【0022】
また、ベルカップ530の内周面532とベルハブ部534との隙間には、複数の塗料孔536が開設されており、回転軸520に挿通された塗料ノズル550の先端からベルハブ部534の裏面に供給された塗料は、これらの塗料孔536を通ってベルカップ530の内周面532に導かれることになる。なお、図示は省略したが、ベルカップ530の内周面532の先端には、内周面532に沿って液膜状に広がった塗料Pを微粒化するための、微細な凹凸が形成されている。また、図外の印加電圧回路は回転軸520に電気的に接続され、当該回転軸520を介してベルカップ530に例えば−60kV程度の直流電圧が印加される。
【0023】
本実施形態の回転霧化静電塗装ガン50では、ハウジング510とベルカップ530との間にエアーガイド540が固定されており、このエアーガイド540の外表面に全周にわたってエアー誘導面542が形成されている。このエアーガイド540は、ハウジング510に対してOリング等を介して挿入されるが、このときハウジング510にねじ込むことでハウジング510側に固定される。
【0024】
ハウジング510とハウジングカバー514との間には環状のエアー通路516が形成され、この環状のエアー通路516は、エアーガイド540に形成された複数のエアー通路544に連通されている。さらにこのエアー通路544は、後述するエアー吹出口546に連通されている。
【0025】
本実施形態のエアー吹出口546は、エアーガイド540のエアー誘導面542を内周面としハウジングカバー514の内面を外周面とする円環状のスリットで構成されている。すなわち、エアーガイド540をハウジング510にねじ込んだのち、このエアーガイド540の外側にハウジングカバー514をねじ込むことにより、当該ハウジングカバー514とエアーガイド540のエアー誘導面542との間にスリット状のエアー吹出口546を形成し、エアー通路544および516から供給されたシェーピングエアーをこのエアー吹出口546からベルカップ530に向けて環状に吹き出す。
【0026】
本例では、このエアー吹出口546から吹き出されるシェーピングエアー(shaping air)SAの流量は、エアーレギュレータなどで構成されるシェーピングエアー量調節器560によって、たとえば0NL/分、150NL/分、200NL/分、250NL/分のように多段階(ディジタル的)または0〜250NL/分の間を連続的(アナログ的)に調節可能とされている。
【0027】
以上の回転霧化式塗装ガン50を用いて図1に示す自動車用バンパBを塗装する工程を説明する。
【0028】
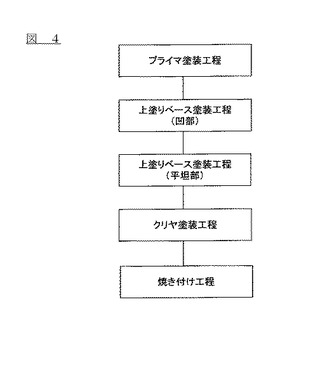
まず塗装工程全体を概観すると、図4に示すように、自動車用バンパBの素地表面にプライマー塗料を塗装し(プライマー塗装工程)、これを乾燥させてプライマー塗膜を形成する。プライマー塗膜は、ポリプロピレンなどのバンパ素材と上塗り塗膜の密着性を確保するための下地塗膜であり、たとえば変性ポリオレフィン系樹脂に導電性カーボンや導電性チタンを添加した塗料が採用され、4μm程度の膜厚で形成される。プライマー塗装は上述した回転霧化式塗装ガン5を用いて塗装することは勿論、これ以外の塗装ガンで塗装することができる。
【0029】
なお、このプライマー塗装工程は、本発明の塗装方法に必須の工程ではなく、バンパ素材と上塗り塗膜との密着性が確保できれば、プラズマ処理など他の処理方法で代用することもできるし、上塗り塗料の性能次第ではプライマー塗膜自体を省略することもできる。
【0030】
プライマー塗膜を形成したら、その表面に上塗りベース塗料を12〜15μmの膜厚となるように塗装し(上塗りベース塗装工程)、所定のフラッシュタイムののちウェットオンウェットでクリヤ塗料を25〜35μmの膜厚となるように塗装する(クリヤ塗装工程)。そして、最後に上塗りベース塗膜とクリヤ塗膜とを同時に焼き付け硬化させる(焼き付け工程)。
【0031】
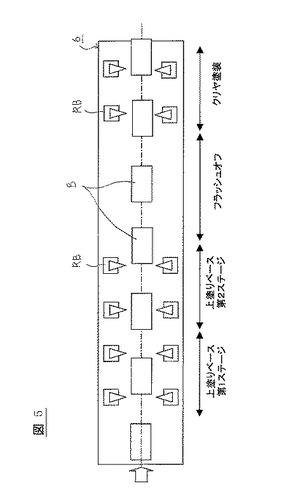
図5に本例の塗装方法を塗装ブースに展開した一例を示す。塗装ブース6内にはフロアコンベア61が設けられて、図において左から右へ向かって塗装台車に搭載された自動車用バンパBを搬送する。塗装ブース6内は、図の左から上塗りベース第1ステージ、上塗りベース第2ステージ、フラッシュオフ、クリヤ塗装の各工程が設定され、上述した回転霧化式塗装ガン5を把持した塗装ロボットRBが、上塗りベース第1ステージに左右各2基、上塗りベース第2ステージに左右各2基、クリヤ塗装に左右各2基設けられている。
【0032】
ここで、本例では上塗りベース塗装工程を、主としてバンパの凹部B1を塗装する第1ステージ(本発明に係るステージAに相当する。)と、主としてバンパの平坦部B3,B4を塗装する第2ステージ(本発明に係るステージBに相当する。)とに分割して塗装する。先にバンパの凹部B1を塗装するのは、最後に平坦部B3,B4を塗装したほうが、見栄え上問題とされる平坦部B3,B4の仕上がりが良くなるからである。したがって、場合によっては凹部B1と平坦部B3,B4の塗装順序を逆にしても良い。
【0033】
本例の上塗りベース第1ステージでは、上述した回転霧化式塗装ガン5を用いて、バンパBに塗着するときのベース塗料の平均粒径が、ベース塗料に含まれる鱗片状光輝性顔料の平均粒径以下となるようにベース塗料を霧化して塗装する。
【0034】
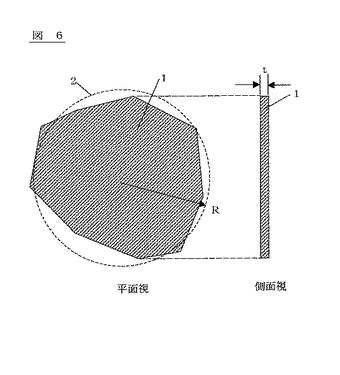
ところで、本例に係るベース塗料中に含まれる光輝性顔料1は、図6に示すように鱗片状をなすものであり、平面視における実質面積を円2に換算したときの半径Rを本発明にいう平均粒径と定義する。すなわち、本発明に係る鱗片状光輝性顔料の平均粒径とは、同図に示す厚さtではなく、主面の平均直径Rを意味するものとする。本例に係るベース塗料中に含まれる光輝性顔料の平均粒径Rは一般的には10〜30μm程度であり、厚みは0.2〜1μm程度である。したがって、含有する鱗片状光輝性顔料の主面の平均直径が20μmであるときは、塗料の塗着時の粒径を20μm以下に微粒化して塗装する。
【0035】
ここで、塗料粒子の平均粒径は、塗料の吐出量と回転霧化塗装ガン(霧化頭)の回転数および霧化頭の直径によって制御することができる。塗料の吐出量は膜厚との関係で一定の制限があることから、本例ではベルカップ530の回転数、厳密には周速度を制御することで、上記の微粒化を実現する。すなわち、本例の上塗りベース第1ステージでは、塗着時のベース塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように、ベルカップ530の周速度を180〜240m/sec(直径50mmのベルカップを用いた場合は回転数70,000〜90,000rpmに相当する。)で制御しながら塗装する。
【0036】
なお、塗着時の粒径は、レーザー光散乱方式の粒子径測定装置を用いて測定することができる。またこの測定と校正をとった画像処理計測システムを用いることもできる。後者の方法では、ガラス板にフッ素系界面活性剤を薄膜に塗布し、その板を1秒くらいの時間、被塗物表面に暴露する。このようにして捕集した塗料粒子を顕微鏡で拡大してその粒子径を測定することによって容易に測定することができる。本発明においては、このようにして測定した塗料粒子径の重量平均粒径D43を塗料粒子の平均粒径として用いている。
【0037】
本例によれば、アルミフレークやマイカ箔のような鱗片状光輝性顔料を含むベース塗料を塗装するにあたり、塗着時(もしくは塗着直前)の塗料粒子の平均粒径が光輝性顔料の平均粒径よりも小さくすることにより、多量もしくは高速のエアー流れを形成することなく、光輝性顔料の配向を良好にでき、もって塗膜仕上がり外観を良好にできるとともに、塗着効率を高めることができる。
【0038】
このように、高速のエアー流れがない場合の、塗料の粒子径と光輝性顔料の配向との関係はこれまで知られていなかったが、塗料粒子径が小さく、特に光輝性顔料の平均粒径と同等もしくはそれ以下の粒子径になった場合に、顕著な効果を発揮することから、本発明者らは、塗料粒子径が小さい場合の光輝性顔料の配向には特別な作用があるとの結論に至った。
【0039】
すなわち、塗料粒子が塗着したときの表面張力が、光輝性顔料の配向を支配する要因であるとの結論である。つまり、微粒化されて飛行途中にある塗料粒子の内部では、光輝性顔料の方向性は定まらず被塗物に対してランダムになっていると予想される。ところが、塗料粒子が塗着した場合には、既に塗着して被塗物表面を覆っている塗料と融合する際に、表面張力によって表面を平滑にする効果があるが、本例の塗装方法によれば、塗着した塗料粒子にほぼ同程度の大きさの鱗片状光輝性顔料が含まれているため、光輝性顔料は表面張力によって塗料表面と平行に引っ張られると推察される。この表面張力による配向では、塗料粒子の衝突速度を高めることで塗料粒子を被塗物表面で押し潰すのと同程度の力が作用していると考えられる。
【0040】
これに対し、光輝性顔料の平均粒径よりも大きな平均粒径の塗料粒子で塗装した場合には、塗料粒子が表面張力で平滑になるように流動しても、その塗料粒子の内部で光輝性顔料が配向の自由度をある程度有しているため、被塗物の表面と完全には平行にならないと考えられ、これにより光輝性顔料の配向が不十分になると推察される。
【0041】
また、塗料粒子の平均粒径が光輝性顔料の平均粒径よりもはるかに小さくなった場合には、光輝材が単独で塗着するのと同視できることから、やはり配向が良好になると考えられる。すなわち光輝性顔料が単独で被塗物に塗着する場合には、光輝性顔料は最も広い面、すなわち鱗片状光輝性顔料の主面(平面部)で被塗物に塗着することが最も安定であると考えられ、これにより鱗片の主面が被塗物と平行に配向することになり、良好なメタリック感を呈する塗膜仕上がり外観を得ることができる。
【0042】
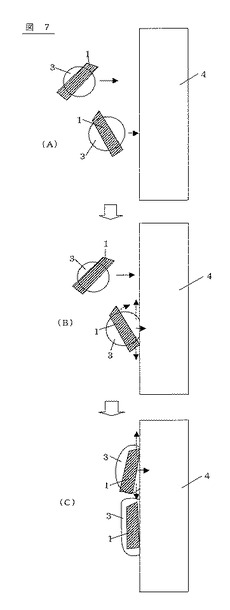
この様子を図7(A)〜(C)に示す。同図において、符号1が鱗片状光輝性顔料、符号3が塗料粒子、符号4が被塗物であり、同図(A)はそれぞれ鱗片状光輝性顔料1を含有する2つの塗料粒子3が被塗物4に向かって飛行している状態を示す。同図(A)の下側の塗料粒子3が被塗物4の表面に到着すると、同図(B)に示すように塗料粒子3が被塗物4の表面に沿ってその表面張力により平滑になろうと流動して放射状に広がる。このとき、塗料粒子3に含まれた光輝性顔料1は、塗料粒子3の粒径が自分の粒径より小さいので塗料粒子3の内部で自由度をもつことができず、光輝性顔料1の主面が被塗物4の表面に沿って動くことになる。そして、同図(C)に示すように、塗料粒子3が被塗物4の表面に広がると光輝性顔料1も被塗物4の表面に平行に配向した状態で塗料粒子3の内部に包含されることになる。このような塗着メカニズムによって、各塗料粒子3が被塗物4の表面に堆積し塗膜を形成するので、光輝性顔料1が被塗物4の表面に平行に配向した塗膜を得ることができる。
【0043】
本例の上塗りベース第1ステージでは、上述した超微粒化塗装に加え、シェーピングエアーの供給を停止するとともに、電圧印加も停止し、さらに図1に符号5a,5bで示すように、塗装ガン5の回転軸が凹部B1の開口部B11の面P1に平行又はほぼ平行になるように塗装ガン5の姿勢を塗装ロボットRBで調整しながら塗装する。
【0044】
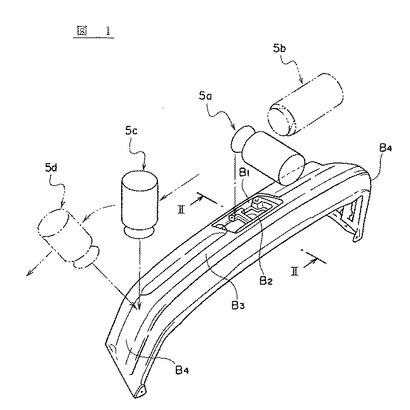
ここで、塗装ガン5の回転軸が凹部B1の開口部B11の面に平行又はほぼ平行というのは、図1の符号5aの姿勢も符号5bの姿勢も、またはこれらの間の姿勢も含む趣旨である。すなわち、塗装ガン5の回転軸が凹部B1の開口部B11の面に平行又はほぼ平行というのは、換言すれば図2に示すようにベルカップ530の先端縁で構成される平面P2が凹部B1の開口部B11の面P1に対して垂直又はほぼ垂直となる塗装ガン5の姿勢をいう。これは、シェーピングエアーを停止してベルカップ530を回転させると、塗粒は図2の矢印で示すようにベルカップ530の先端縁から接線方向、すなわち平面P2に平行にベルカップ530から飛び出すが、ベルカップ530を60,000〜90,000rpmで高回転させると、この回転にともなって平面P2方向に空気流(本発明では随伴流という。)が生じる。この随伴流により超微粒化された塗粒がバンパの凹部B1に向かって飛行することになり、狭隘な開口部B11であっても塗装スケが生じることなく塗装することができる。
【0045】
本例の上塗りベース第1ステージにおいて、−60kVの電圧印加を停止するのは、目的とする凹部B1以外への塗料の付着を極力少なくするためである。したがって、バンパBの形状等の諸事情によっては電圧を印加した状態で塗装しても良い。
【0046】
図4に戻り、上塗りベース第1ステージにてバンパの凹部B1を塗装したら、次の上塗りベース第2ステージにおいて凹部B1以外の平坦部B3,B4を塗装する。このとき、塗装ガン5のベルカップ530の周速度を、上述した第1ステージよりも小さい、たとえば50〜110m/sec(直径50mmのベルカップを用いた場合は回転数20,000〜40,000rpmに相当する。)で制御しながら第1ステージと同じベース塗料を平坦部B3,B4に塗装する。
【0047】
また、塗装ガン5の姿勢は、図1に符号5c,5dで示すように塗装ガン5の回転軸520がバンパの平坦部B3,B4に対して垂直又はほぼ垂直となるように塗装ロボットRBで調整する。また、シェーピングエアーを供給してベルカップ530から吐出するパターンを調整するとともに、電圧を印加して静電塗装を行う。
【0048】
図4に戻り、第2ステージが終了したらフラッシュオフ工程にてベース塗膜に含まれた溶剤分を蒸発させたのち、ウェットオンウェットでクリヤ塗料を塗装する。そして、これらベース塗膜とクリヤ塗膜とを同時に焼き付ける。
【0049】
本実施形態の塗装方法では、塗粒を鱗片状光輝性顔料と同程度まで超微粒化して塗装するとともに高回転によって生じる随伴流を利用して塗装するので、下地隠蔽性が高まり薄膜であっても良好な塗膜を得ることができるとともに、狭隘な凹部にでも塗粒を進入させることができる。したがって、狭隘な開口部B11の凹部を有するバンパBであっても、凹部の下地を十分に隠蔽することができる。
【0050】
なお、以上説明した実施形態は、本発明の理解を容易にするために記載されたものであって、本発明を限定するために記載されたものではない。したがって、上記の実施形態に開示された各要素は、本発明の技術的範囲に属する全ての設計変更や均等物をも含む趣旨である。
【図面の簡単な説明】
【0051】
【図1】本発明の塗装方法の実施形態を示す斜視図である。
【図2】図1のII-II線に沿う断面図である。
【図3】本発明の塗装方法で用いられる回転霧化式塗装ガンの一例を示す断面図である。
【図4】本発明の塗装方法の実施形態を示す工程図である。
【図5】本発明の塗装方法を適用した上塗り工程の一例を示す平面図である。
【図6】本発明の塗装方法に係る鱗片状光輝性顔料の一例を示す正面図および側面図である。
【図7】本発明の塗装方法に係る塗着メカニズムを説明するための模式図である。
【図8】塗装バンパの凹部の一例を示す断面図である。
【符号の説明】
【0052】
1…鱗片状光輝性顔料
2…円
3…塗粒
4…被塗物
5…塗装ガン
B…自動車用バンパ
B1…凹部
B2…リブ
B3…主面(平坦部)
B4…側面(平坦部)
【技術分野】
【0001】
本発明は、たとえば自動車用バンパのような凹部を有する構造体に適用して好ましい塗装方法に関する。
【背景技術】
【0002】
自動車用バンパは、台車の治具にセットされた状態で塗装ブースに搬送され、塗装ロボットや作業者による手吹き塗装によりプライマー塗料と上塗り塗料が塗装される。
【0003】
プライマー塗料は、バンパの素材であるポリプロピレンなどと上塗り塗膜の密着性を確保するための下地塗膜用塗料であり、たとえば変性ポリオレフィン系樹脂に導電性カーボンや導電性チタンを添加したものが採用され、4μm程度の膜厚でバンパ表面にプライマー塗膜が形成される。
【0004】
上塗り塗料は、たとえば自動車ボディの塗色と同じ色目の塗料が塗装され、自動車ボディの塗色に応じてメタリック系塗料やソリッド系塗料がプライマー塗膜の表面に塗装される。メタリック系塗料では、光輝性顔料を含むベース塗料がプライマー塗膜の表面に塗装されたのち、顔料を含まないクリヤ塗料がベース塗膜の表面にウェットオンウェットで塗装される。
【0005】
このベース塗膜は、目的とする色目を確保するとともに下地を隠蔽するために通常12〜15μmの膜厚で塗装されるが、塗着効率を高めるために回転霧化式塗装ガンが用いられる。
【0006】
ところで、自動車用バンパBには、図8に示すようにフロントグリルやランプを装着するための凹部B1が形成され、またこうした凹部に補強用のリブ(桟)B2も形成されているが、グリルやランプを装着した完成車においても目視できる範囲には上塗り塗装を施す必要がある。
【0007】
しかしながら、回転霧化式塗装ガン5を用いて狭隘な開口部B11から凹部B1の縦壁面B12や底面B13に塗料を吹付けることは甚だ困難であった。また、凹部B1の内部に形成されたリブB2の側壁面に塗料を吹付けるのも同様の問題があった。
【0008】
すなわち、回転霧化式塗装ガン5は、スプレー式塗装ガンとは異なりパターン幅を小さくするには限界があることから、図8に示すように凹部B1の底面B13のコーナB14(×印で示す。)に塗膜が形成されない(いわゆるスケ(透け))という問題があった。
【0009】
このため、同図に示す開口部B11の長さL、凹部B1の深さと開口部B11の長さLに相関する角度θ1、リブB2の角度θ2などを設計上規制することで、回転霧化式塗装ガンでも塗装可能に対処することもあるが、バンパの形状を塗装作業性の問題から規制すると、自動車デザインの自由度が小さくなり斬新な意匠の自動車を製造することができない。また、バンパの凹部をスプレー式塗装ガンを用いて作業者による手吹き塗装で対応し、バンパの平坦部を回転霧化式塗装ガンで塗装する工程も考えられるが、作業者の工数が増加する分だけ生産性が低下するという問題がある。
【発明の開示】
【0010】
本発明は、凹部を有する構造体であっても回転霧化式塗装ガンを用いて塗装できる塗装方法を提供することを目的とする。
【0011】
上記目的を達成するために、本発明の塗装方法は、回転霧化式塗装ガンにより被塗物表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するステージAと、前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するステージBとを有することを特徴とする。
【0012】
また、本発明の回転霧化式塗装装置は、少なくとも鱗片状光輝性顔料を含有する塗料を被塗物に霧化塗装する回転霧化式塗装装置であって、ベルカップの周速度を調節する周速度調節器と、シェーピングエアー流量を調節するシェーピングエアー流量調節器と、前記ベルカップへ塗料を供給する塗料供給系と、これら周速度調節器、シェーピングエアー流量調節器及び塗料供給系を制御する制御手段とを備え、前記制御手段は、ステージAにおいて前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するように制御し、ステージBにおいて前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するように制御することを特徴とする。
【0013】
本発明では、ステージAにて被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するので、塗粒の飛行速度に関係なく、被塗物表面において鱗片状光輝性顔料がほぼ平行に配向することになる。これにより、下地隠蔽性が向上し、薄膜であっても良好なメタリック感を呈する塗膜を得ることができる。特に、塗装スケが生じ易い部位、たとえば凹部を有する構造体の凹部などに適用して好ましい塗装方法である。
【発明の実施の形態】
【0014】
以下、本発明の実施形態を図面に基づいて説明する。
図1は本発明の塗装方法の実施形態を示す斜視図、図2は図1のII-II線に沿う断面図、図3は本発明の塗装方法で用いられる回転霧化式塗装ガンの一例を示す断面図、図4は本発明の塗装方法の実施形態を示す工程図、図5は本発明の塗装方法を適用した上塗り工程の一例を示す平面図、図6は本発明の塗装方法に係る鱗片状光輝性顔料の一例を示す正面図および側面図、図7は本発明の塗装方法に係る塗着メカニズムを説明するための模式図である。
【0015】
本発明の塗装方法は、特に限定はされないが、凹部を有する構造体を被塗物とする場合に適用して好ましく、その構造体の一例として図1に示すような自動車用バンパBを挙げて本発明の実施形態を説明する。ただし、本発明の塗装方法は、被塗物が自動車用バンパに限定される趣旨ではなく、また凹部を有する構造体に限定される趣旨でもなく、一般的な被塗物を対象とした塗装方法として実施することができる。
【0016】
自動車用バンパBは、ポリプロピレンやポリウレタンなどのエンジニアリングプラスチックにより成形されたバンパ本体を有し、図外の鋼板製バンパステー等により保持された状態でボディに装着される。バンパ本体は、概ねボディの前部(フロントバンパの場合)又は後部(リヤバンパの場合)に対応する主面B3と、この主面B3からボディのサイドに廻り込む側面B4とを有し、主面B3や側面B4にはフロントグリルの装着用凹部B1やフォグランプなどの各種ランプの装着用凹部が形成されている。図1に示すバンパBではフロントグリルの装着用凹部B1のみを例に挙げて示す。
【0017】
なお、凹部B1以外のバンパ外表面は多少の段差や曲面を有するものの、凹部B1の面に比べて塗装技術上、塗装が容易な部位という意味で、本明細書および特許請求の範囲では「平坦部」という語を用いることとする。したがって、本願で言う「平坦部」とは幾何学的に厳密な意味での平坦な部位のみを差すのではなく、それを含めて多少の凹凸が合っても凹部以外の一般面を意味する。
【0018】
自動車用バンパBの凹部B1は、開口部B11、縦壁面B12、底面B13から構成され、内部には補強用としてのリブ(縦の桟)B2が形成されている。
【0019】
なお、図示は省略するが、自動車用バンパBは、フロアコンベアにより搬送される塗装台車の治具に搭載された状態で塗装ブースに搬送され、塗装が施される。
【0020】
次に、本実施形態で用いられる回転霧化式塗装ガンについて説明する。
【0021】
本実施形態の回転霧化式静電塗装ガン5は、図3に示すように、ハウジング510内に回転軸520がエアーモータ511により回転可能に支持されており、この回転軸520の先端にベルカップ530がベルハブ部534において固定されている。本例のベルカップ530は、直径が50mmとされ、塗装時において、20,000〜90,000rpmの回転数、周速度に換算して約50〜240m/secで回転する。本例の塗装ガン50は、回転数調節器512により、この回転数がたとえば20,000rpm〜90,000rpmの間の所望の回転数で切替可能となっている。この回転数調節器512が本発明に係る周速度調節器に相当する。
【0022】
また、ベルカップ530の内周面532とベルハブ部534との隙間には、複数の塗料孔536が開設されており、回転軸520に挿通された塗料ノズル550の先端からベルハブ部534の裏面に供給された塗料は、これらの塗料孔536を通ってベルカップ530の内周面532に導かれることになる。なお、図示は省略したが、ベルカップ530の内周面532の先端には、内周面532に沿って液膜状に広がった塗料Pを微粒化するための、微細な凹凸が形成されている。また、図外の印加電圧回路は回転軸520に電気的に接続され、当該回転軸520を介してベルカップ530に例えば−60kV程度の直流電圧が印加される。
【0023】
本実施形態の回転霧化静電塗装ガン50では、ハウジング510とベルカップ530との間にエアーガイド540が固定されており、このエアーガイド540の外表面に全周にわたってエアー誘導面542が形成されている。このエアーガイド540は、ハウジング510に対してOリング等を介して挿入されるが、このときハウジング510にねじ込むことでハウジング510側に固定される。
【0024】
ハウジング510とハウジングカバー514との間には環状のエアー通路516が形成され、この環状のエアー通路516は、エアーガイド540に形成された複数のエアー通路544に連通されている。さらにこのエアー通路544は、後述するエアー吹出口546に連通されている。
【0025】
本実施形態のエアー吹出口546は、エアーガイド540のエアー誘導面542を内周面としハウジングカバー514の内面を外周面とする円環状のスリットで構成されている。すなわち、エアーガイド540をハウジング510にねじ込んだのち、このエアーガイド540の外側にハウジングカバー514をねじ込むことにより、当該ハウジングカバー514とエアーガイド540のエアー誘導面542との間にスリット状のエアー吹出口546を形成し、エアー通路544および516から供給されたシェーピングエアーをこのエアー吹出口546からベルカップ530に向けて環状に吹き出す。
【0026】
本例では、このエアー吹出口546から吹き出されるシェーピングエアー(shaping air)SAの流量は、エアーレギュレータなどで構成されるシェーピングエアー量調節器560によって、たとえば0NL/分、150NL/分、200NL/分、250NL/分のように多段階(ディジタル的)または0〜250NL/分の間を連続的(アナログ的)に調節可能とされている。
【0027】
以上の回転霧化式塗装ガン50を用いて図1に示す自動車用バンパBを塗装する工程を説明する。
【0028】
まず塗装工程全体を概観すると、図4に示すように、自動車用バンパBの素地表面にプライマー塗料を塗装し(プライマー塗装工程)、これを乾燥させてプライマー塗膜を形成する。プライマー塗膜は、ポリプロピレンなどのバンパ素材と上塗り塗膜の密着性を確保するための下地塗膜であり、たとえば変性ポリオレフィン系樹脂に導電性カーボンや導電性チタンを添加した塗料が採用され、4μm程度の膜厚で形成される。プライマー塗装は上述した回転霧化式塗装ガン5を用いて塗装することは勿論、これ以外の塗装ガンで塗装することができる。
【0029】
なお、このプライマー塗装工程は、本発明の塗装方法に必須の工程ではなく、バンパ素材と上塗り塗膜との密着性が確保できれば、プラズマ処理など他の処理方法で代用することもできるし、上塗り塗料の性能次第ではプライマー塗膜自体を省略することもできる。
【0030】
プライマー塗膜を形成したら、その表面に上塗りベース塗料を12〜15μmの膜厚となるように塗装し(上塗りベース塗装工程)、所定のフラッシュタイムののちウェットオンウェットでクリヤ塗料を25〜35μmの膜厚となるように塗装する(クリヤ塗装工程)。そして、最後に上塗りベース塗膜とクリヤ塗膜とを同時に焼き付け硬化させる(焼き付け工程)。
【0031】
図5に本例の塗装方法を塗装ブースに展開した一例を示す。塗装ブース6内にはフロアコンベア61が設けられて、図において左から右へ向かって塗装台車に搭載された自動車用バンパBを搬送する。塗装ブース6内は、図の左から上塗りベース第1ステージ、上塗りベース第2ステージ、フラッシュオフ、クリヤ塗装の各工程が設定され、上述した回転霧化式塗装ガン5を把持した塗装ロボットRBが、上塗りベース第1ステージに左右各2基、上塗りベース第2ステージに左右各2基、クリヤ塗装に左右各2基設けられている。
【0032】
ここで、本例では上塗りベース塗装工程を、主としてバンパの凹部B1を塗装する第1ステージ(本発明に係るステージAに相当する。)と、主としてバンパの平坦部B3,B4を塗装する第2ステージ(本発明に係るステージBに相当する。)とに分割して塗装する。先にバンパの凹部B1を塗装するのは、最後に平坦部B3,B4を塗装したほうが、見栄え上問題とされる平坦部B3,B4の仕上がりが良くなるからである。したがって、場合によっては凹部B1と平坦部B3,B4の塗装順序を逆にしても良い。
【0033】
本例の上塗りベース第1ステージでは、上述した回転霧化式塗装ガン5を用いて、バンパBに塗着するときのベース塗料の平均粒径が、ベース塗料に含まれる鱗片状光輝性顔料の平均粒径以下となるようにベース塗料を霧化して塗装する。
【0034】
ところで、本例に係るベース塗料中に含まれる光輝性顔料1は、図6に示すように鱗片状をなすものであり、平面視における実質面積を円2に換算したときの半径Rを本発明にいう平均粒径と定義する。すなわち、本発明に係る鱗片状光輝性顔料の平均粒径とは、同図に示す厚さtではなく、主面の平均直径Rを意味するものとする。本例に係るベース塗料中に含まれる光輝性顔料の平均粒径Rは一般的には10〜30μm程度であり、厚みは0.2〜1μm程度である。したがって、含有する鱗片状光輝性顔料の主面の平均直径が20μmであるときは、塗料の塗着時の粒径を20μm以下に微粒化して塗装する。
【0035】
ここで、塗料粒子の平均粒径は、塗料の吐出量と回転霧化塗装ガン(霧化頭)の回転数および霧化頭の直径によって制御することができる。塗料の吐出量は膜厚との関係で一定の制限があることから、本例ではベルカップ530の回転数、厳密には周速度を制御することで、上記の微粒化を実現する。すなわち、本例の上塗りベース第1ステージでは、塗着時のベース塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように、ベルカップ530の周速度を180〜240m/sec(直径50mmのベルカップを用いた場合は回転数70,000〜90,000rpmに相当する。)で制御しながら塗装する。
【0036】
なお、塗着時の粒径は、レーザー光散乱方式の粒子径測定装置を用いて測定することができる。またこの測定と校正をとった画像処理計測システムを用いることもできる。後者の方法では、ガラス板にフッ素系界面活性剤を薄膜に塗布し、その板を1秒くらいの時間、被塗物表面に暴露する。このようにして捕集した塗料粒子を顕微鏡で拡大してその粒子径を測定することによって容易に測定することができる。本発明においては、このようにして測定した塗料粒子径の重量平均粒径D43を塗料粒子の平均粒径として用いている。
【0037】
本例によれば、アルミフレークやマイカ箔のような鱗片状光輝性顔料を含むベース塗料を塗装するにあたり、塗着時(もしくは塗着直前)の塗料粒子の平均粒径が光輝性顔料の平均粒径よりも小さくすることにより、多量もしくは高速のエアー流れを形成することなく、光輝性顔料の配向を良好にでき、もって塗膜仕上がり外観を良好にできるとともに、塗着効率を高めることができる。
【0038】
このように、高速のエアー流れがない場合の、塗料の粒子径と光輝性顔料の配向との関係はこれまで知られていなかったが、塗料粒子径が小さく、特に光輝性顔料の平均粒径と同等もしくはそれ以下の粒子径になった場合に、顕著な効果を発揮することから、本発明者らは、塗料粒子径が小さい場合の光輝性顔料の配向には特別な作用があるとの結論に至った。
【0039】
すなわち、塗料粒子が塗着したときの表面張力が、光輝性顔料の配向を支配する要因であるとの結論である。つまり、微粒化されて飛行途中にある塗料粒子の内部では、光輝性顔料の方向性は定まらず被塗物に対してランダムになっていると予想される。ところが、塗料粒子が塗着した場合には、既に塗着して被塗物表面を覆っている塗料と融合する際に、表面張力によって表面を平滑にする効果があるが、本例の塗装方法によれば、塗着した塗料粒子にほぼ同程度の大きさの鱗片状光輝性顔料が含まれているため、光輝性顔料は表面張力によって塗料表面と平行に引っ張られると推察される。この表面張力による配向では、塗料粒子の衝突速度を高めることで塗料粒子を被塗物表面で押し潰すのと同程度の力が作用していると考えられる。
【0040】
これに対し、光輝性顔料の平均粒径よりも大きな平均粒径の塗料粒子で塗装した場合には、塗料粒子が表面張力で平滑になるように流動しても、その塗料粒子の内部で光輝性顔料が配向の自由度をある程度有しているため、被塗物の表面と完全には平行にならないと考えられ、これにより光輝性顔料の配向が不十分になると推察される。
【0041】
また、塗料粒子の平均粒径が光輝性顔料の平均粒径よりもはるかに小さくなった場合には、光輝材が単独で塗着するのと同視できることから、やはり配向が良好になると考えられる。すなわち光輝性顔料が単独で被塗物に塗着する場合には、光輝性顔料は最も広い面、すなわち鱗片状光輝性顔料の主面(平面部)で被塗物に塗着することが最も安定であると考えられ、これにより鱗片の主面が被塗物と平行に配向することになり、良好なメタリック感を呈する塗膜仕上がり外観を得ることができる。
【0042】
この様子を図7(A)〜(C)に示す。同図において、符号1が鱗片状光輝性顔料、符号3が塗料粒子、符号4が被塗物であり、同図(A)はそれぞれ鱗片状光輝性顔料1を含有する2つの塗料粒子3が被塗物4に向かって飛行している状態を示す。同図(A)の下側の塗料粒子3が被塗物4の表面に到着すると、同図(B)に示すように塗料粒子3が被塗物4の表面に沿ってその表面張力により平滑になろうと流動して放射状に広がる。このとき、塗料粒子3に含まれた光輝性顔料1は、塗料粒子3の粒径が自分の粒径より小さいので塗料粒子3の内部で自由度をもつことができず、光輝性顔料1の主面が被塗物4の表面に沿って動くことになる。そして、同図(C)に示すように、塗料粒子3が被塗物4の表面に広がると光輝性顔料1も被塗物4の表面に平行に配向した状態で塗料粒子3の内部に包含されることになる。このような塗着メカニズムによって、各塗料粒子3が被塗物4の表面に堆積し塗膜を形成するので、光輝性顔料1が被塗物4の表面に平行に配向した塗膜を得ることができる。
【0043】
本例の上塗りベース第1ステージでは、上述した超微粒化塗装に加え、シェーピングエアーの供給を停止するとともに、電圧印加も停止し、さらに図1に符号5a,5bで示すように、塗装ガン5の回転軸が凹部B1の開口部B11の面P1に平行又はほぼ平行になるように塗装ガン5の姿勢を塗装ロボットRBで調整しながら塗装する。
【0044】
ここで、塗装ガン5の回転軸が凹部B1の開口部B11の面に平行又はほぼ平行というのは、図1の符号5aの姿勢も符号5bの姿勢も、またはこれらの間の姿勢も含む趣旨である。すなわち、塗装ガン5の回転軸が凹部B1の開口部B11の面に平行又はほぼ平行というのは、換言すれば図2に示すようにベルカップ530の先端縁で構成される平面P2が凹部B1の開口部B11の面P1に対して垂直又はほぼ垂直となる塗装ガン5の姿勢をいう。これは、シェーピングエアーを停止してベルカップ530を回転させると、塗粒は図2の矢印で示すようにベルカップ530の先端縁から接線方向、すなわち平面P2に平行にベルカップ530から飛び出すが、ベルカップ530を60,000〜90,000rpmで高回転させると、この回転にともなって平面P2方向に空気流(本発明では随伴流という。)が生じる。この随伴流により超微粒化された塗粒がバンパの凹部B1に向かって飛行することになり、狭隘な開口部B11であっても塗装スケが生じることなく塗装することができる。
【0045】
本例の上塗りベース第1ステージにおいて、−60kVの電圧印加を停止するのは、目的とする凹部B1以外への塗料の付着を極力少なくするためである。したがって、バンパBの形状等の諸事情によっては電圧を印加した状態で塗装しても良い。
【0046】
図4に戻り、上塗りベース第1ステージにてバンパの凹部B1を塗装したら、次の上塗りベース第2ステージにおいて凹部B1以外の平坦部B3,B4を塗装する。このとき、塗装ガン5のベルカップ530の周速度を、上述した第1ステージよりも小さい、たとえば50〜110m/sec(直径50mmのベルカップを用いた場合は回転数20,000〜40,000rpmに相当する。)で制御しながら第1ステージと同じベース塗料を平坦部B3,B4に塗装する。
【0047】
また、塗装ガン5の姿勢は、図1に符号5c,5dで示すように塗装ガン5の回転軸520がバンパの平坦部B3,B4に対して垂直又はほぼ垂直となるように塗装ロボットRBで調整する。また、シェーピングエアーを供給してベルカップ530から吐出するパターンを調整するとともに、電圧を印加して静電塗装を行う。
【0048】
図4に戻り、第2ステージが終了したらフラッシュオフ工程にてベース塗膜に含まれた溶剤分を蒸発させたのち、ウェットオンウェットでクリヤ塗料を塗装する。そして、これらベース塗膜とクリヤ塗膜とを同時に焼き付ける。
【0049】
本実施形態の塗装方法では、塗粒を鱗片状光輝性顔料と同程度まで超微粒化して塗装するとともに高回転によって生じる随伴流を利用して塗装するので、下地隠蔽性が高まり薄膜であっても良好な塗膜を得ることができるとともに、狭隘な凹部にでも塗粒を進入させることができる。したがって、狭隘な開口部B11の凹部を有するバンパBであっても、凹部の下地を十分に隠蔽することができる。
【0050】
なお、以上説明した実施形態は、本発明の理解を容易にするために記載されたものであって、本発明を限定するために記載されたものではない。したがって、上記の実施形態に開示された各要素は、本発明の技術的範囲に属する全ての設計変更や均等物をも含む趣旨である。
【図面の簡単な説明】
【0051】
【図1】本発明の塗装方法の実施形態を示す斜視図である。
【図2】図1のII-II線に沿う断面図である。
【図3】本発明の塗装方法で用いられる回転霧化式塗装ガンの一例を示す断面図である。
【図4】本発明の塗装方法の実施形態を示す工程図である。
【図5】本発明の塗装方法を適用した上塗り工程の一例を示す平面図である。
【図6】本発明の塗装方法に係る鱗片状光輝性顔料の一例を示す正面図および側面図である。
【図7】本発明の塗装方法に係る塗着メカニズムを説明するための模式図である。
【図8】塗装バンパの凹部の一例を示す断面図である。
【符号の説明】
【0052】
1…鱗片状光輝性顔料
2…円
3…塗粒
4…被塗物
5…塗装ガン
B…自動車用バンパ
B1…凹部
B2…リブ
B3…主面(平坦部)
B4…側面(平坦部)
【特許請求の範囲】
【請求項1】
回転霧化式塗装ガンにより被塗物表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、
前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するステージAと、
前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するステージBとを有することを特徴とする塗装方法。
【請求項2】
被塗物が平坦部の一部に凹部が形成された構造体であり、前記ステージAにおいて前記凹部を塗装し、前記ステージBにおいて前記平坦部を塗装することを特徴とする請求項1記載の塗装方法。
【請求項3】
前記ステージAにおいて、前記回転霧化式塗装ガンで生じる随伴流を利用して塗装することを特徴とする請求項1又は2記載の塗装方法。
【請求項4】
前記ステージAにおいて、前記回転霧化式塗装ガンへのシェーピングエアーの供給を停止することを特徴とする請求項1〜3の何れかに記載の塗装方法。
【請求項5】
前記ステージAにおいて、前記回転霧化式塗装ガンへの電圧印加を停止することを特徴とする請求項1〜4の何れかに記載の塗装方法。
【請求項6】
前記ステージAにおける前記回転霧化式塗装ガンのベルカップの周速度が180〜240m/sec以上であり、前記ステージBにおける前記回転霧化式塗装ガンのベルカップの周速度が50〜110m/secであることを特徴とする請求項1〜5の何れかに記載の塗装方法。
【請求項7】
前記ステージAにおいて、前記凹部の開口面に対して前記回転霧化式塗装ガンのベルカップの回転軸を平行又はほぼ平行にした状態で塗装することを特徴とする請求項2〜6の何れかに記載の塗装方法。
【請求項8】
前記ステージAの後、前記ステージBを実施することを特徴とする請求項1〜7の何れかに記載の塗装方法。
【請求項9】
少なくとも鱗片状光輝性顔料を含有する塗料を被塗物に霧化塗装する回転霧化式塗装装置であって、
ベルカップの周速度を調節する周速度調節器と、
シェーピングエアー流量を調節するシェーピングエアー流量調節器と、
前記ベルカップへ塗料を供給する塗料供給系と、
これら周速度調節器、シェーピングエアー流量調節器及び塗料供給系を制御する制御手段とを備え、
前記制御手段は、ステージAにおいて前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するように制御し、
ステージBにおいて前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するように制御することを特徴とする回転霧化式塗装装置。
【請求項1】
回転霧化式塗装ガンにより被塗物表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、
前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するステージAと、
前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するステージBとを有することを特徴とする塗装方法。
【請求項2】
被塗物が平坦部の一部に凹部が形成された構造体であり、前記ステージAにおいて前記凹部を塗装し、前記ステージBにおいて前記平坦部を塗装することを特徴とする請求項1記載の塗装方法。
【請求項3】
前記ステージAにおいて、前記回転霧化式塗装ガンで生じる随伴流を利用して塗装することを特徴とする請求項1又は2記載の塗装方法。
【請求項4】
前記ステージAにおいて、前記回転霧化式塗装ガンへのシェーピングエアーの供給を停止することを特徴とする請求項1〜3の何れかに記載の塗装方法。
【請求項5】
前記ステージAにおいて、前記回転霧化式塗装ガンへの電圧印加を停止することを特徴とする請求項1〜4の何れかに記載の塗装方法。
【請求項6】
前記ステージAにおける前記回転霧化式塗装ガンのベルカップの周速度が180〜240m/sec以上であり、前記ステージBにおける前記回転霧化式塗装ガンのベルカップの周速度が50〜110m/secであることを特徴とする請求項1〜5の何れかに記載の塗装方法。
【請求項7】
前記ステージAにおいて、前記凹部の開口面に対して前記回転霧化式塗装ガンのベルカップの回転軸を平行又はほぼ平行にした状態で塗装することを特徴とする請求項2〜6の何れかに記載の塗装方法。
【請求項8】
前記ステージAの後、前記ステージBを実施することを特徴とする請求項1〜7の何れかに記載の塗装方法。
【請求項9】
少なくとも鱗片状光輝性顔料を含有する塗料を被塗物に霧化塗装する回転霧化式塗装装置であって、
ベルカップの周速度を調節する周速度調節器と、
シェーピングエアー流量を調節するシェーピングエアー流量調節器と、
前記ベルカップへ塗料を供給する塗料供給系と、
これら周速度調節器、シェーピングエアー流量調節器及び塗料供給系を制御する制御手段とを備え、
前記制御手段は、ステージAにおいて前記被塗物に塗着するときの前記塗料の平均粒径が前記鱗片状光輝性顔料の平均粒径以下となるように前記塗料を霧化して塗装するように制御し、
ステージBにおいて前記ステージAの平均粒径より大きい平均粒径となるように前記塗料を霧化して塗装するように制御することを特徴とする回転霧化式塗装装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−237099(P2007−237099A)
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−64363(P2006−64363)
【出願日】平成18年3月9日(2006.3.9)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成18年3月9日(2006.3.9)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]