
出所情報識別機能を有する管芯無しトイレットロールの製造方法、出所情報識別機能を有する管芯無しトイレットロール
【課題】管芯無しトイレットロールの出所を識別可能にする。
【解決手段】
管芯無しトイレットロールのテールシール部分3を形成するための接着糊に対して、所定波長の光及び試薬に対して呈色する識別薬を混合することとし、その識別薬を製品ロット等の出所毎に異ならしめることにより解決することができる。
【解決手段】
管芯無しトイレットロールのテールシール部分3を形成するための接着糊に対して、所定波長の光及び試薬に対して呈色する識別薬を混合することとし、その識別薬を製品ロット等の出所毎に異ならしめることにより解決することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、管芯無トイレットロールの出所情報識別方法、出所情報識別機能を有する管芯無しトイレットロールの製造方法、出所情報識別機能を有する管芯無しトイレットロールに関する。
【背景技術】
【0002】
長尺のトイレットペーパーを巻いたトイレットロールにおいては、紙管と呼ばれる管芯にトイレットペーパーを巻き付けた、所謂、芯有りタイプのものと、管芯のない管芯無しタイプのものがある(この管芯無しタイプのものは、単に芯無し、或いはコアレスと称されることもある)。
【0003】
ここで、管芯有りありトイレットロールにおいては、上記紙管の内周面にメーカー名、ロットナンバー、生産日、生産工場名等の出所情報が印刷等されている。これは、生産工場外へ流通したトイレットロールが返品等された際に、そのトイレットロールの出所情報に基づき上記メーカー名、ロットナンバー、生産日、生産工場等を識別可能にするためである。
【0004】
しかし、管芯無しタイプのトイレットロールでは、上記出所情報を付与することができず、返品された際に、そのトイレットロールのメーカー名、ロットナンバー、生産日、生産工場を識別することができない。
【0005】
ここで、トイレットロールにおいては、トイレットペーパーに対して、エンボスが付与されることがあり、このエンボスパターンが各社の生産業者において相違するため、このエンボスパターンによって、生産メーカーの識別を行なうことが考えられるが、管芯無しトイレットロールは、古紙配合の安価な製品であることが多いため、エンボス等の付加価値が付与されていない製品が多く、エンボスパターンによる識別ができない製品が多い。また、エンボスパターンでは、上記生産メーカー程度しか識別できず、ロットナンバー、生産日、生産工場まで特定することができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−156060
【特許文献2】特開平6−189870
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の主たる課題は、管芯無しトイレットロールにおいて、出荷後にも、そのメーカー名、ロットナンバー、生産日、生産工場等を識別可能とすることにある。
【課題を解決するための手段】
【0008】
上記課題を解決した本発明は以下のとおりである。
〔請求項1記載の発明〕
原反ロールからトイレットロールの製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙を巻き出して、その先端部をコアシャフトに接触させる工程と、
トイレットペーパー原紙の先端部を接触させた状態でコアシャフトに向けて接着糊を噴射しつつコアシャフトを回転させて芯部分を形成する工程と、
接着糊の噴射を停止させた状態でコアシャフトを回転させ、コアシャフトに対してトイレットペーパー原紙をトイレットロールの径に巻き付ける工程と、
前記トイレットペーパー原紙をコアシャフトに巻き付けてなる筒状部分と原反ロールに続く部分との間で切断するカット工程と、
前記カット工程の後にコアシャフト側のトイレットペーパー原紙の基端部分にテールシール糊を付与して、前記筒状部分に付着させるテールシール工程と、
前記テールシール工程の後に前記コアシャフトを引き抜いて、トイレットロール製品の製品幅の複数倍幅以上の管芯無しログを形成する工程と、
ログをトイレットロール製品の製品幅に裁断する工程と、を有するトイレットロールの製造方法において、
前記テールシール工程において、トイレットペーパー原紙の基端部分を前記筒状部分に付着させるテールシール糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0009】
〔請求項2記載の発明〕
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、その識別薬を出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0010】
〔請求項3記載の発明〕
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とテールシール糊とで異なる識別薬とする請求項2記載の出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0011】
〔請求項4記載の発明〕
管芯無しトイレットロールの出所を識別する方法であって、
管芯無しトイレットロール製造時に、テールシール部分を接着するテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分に対して、上記識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0012】
〔請求項5記載の発明〕
管芯無しトイレットロール製造時に、芯部分を形成するための接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分及び芯部分に対して、識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0013】
〔請求項6記載の発明〕
テールシール糊と芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とで異なる識別薬とし、製造後にそのトイレットロールのテールシール部分及び芯部分に対して、各識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分及び芯部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0014】
〔請求項7記載の発明〕
管芯の無い管芯無しトイレットロールであって、トイレットロールのテールシール部分を形成するためのテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されていることを特徴とする出所情報識別機能を有する管芯無しトイレットロール。
【0015】
〔請求項8記載の発明〕
管芯の無い管芯無しトイレットロールであって、トイレットロールの芯部分を形成する接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている請求項7記載の出所情報識別機能を有する管芯無しトイレットロール。
【0016】
〔請求項9記載の発明〕
テールシール糊中の識別薬と接着糊中の識別薬とが異なる請求項8記載の出所情報識別機能を有する管芯無しトイレットロール。
【発明の効果】
【0017】
以上の本発明によれば、 管芯無しトイレットロールにおいて、出荷後にも、そのメーカー名、ロットナンバー、生産日、生産工場等の識別が可能となる。
【図面の簡単な説明】
【0018】
【図1】本発明にかかる管芯無しトイレットロールの概略図である。
【図2】本発明にかかる管芯無しトイレットロールの製造装置例を示す図である。
【図3】本発明にかかる管芯無しトイレットロールの製造方法を示す図である。
【図4】本発明にかかるテールシールを説明するための図である。
【発明を実施するための形態】
【0019】
以下に本発明にかかる管芯無しトイレットロールX1について図面を参照しながら詳述する。
本発明にかかるトイレットロールX1は、図1に示すように、所謂紙管とも称される管芯がない管芯無しトイレットロールX1であり(以下、単にトイレットロールともいう)、その芯部分1は、トイレットロールX1を構成するトイレットペーパー自体が接着糊により固着されて形成されたものである。
【0020】
また、本発明のトイレットロールX1は、トイレットペーパーの最外周に位置する巻き取り後端である自由基端部分(テールとも称さる)が巻成された筒状部分に対して付着されており、これによって不用意に巻きがほどけないようになっている。
【0021】
そして、本発明のトイレットロールX1においては、その端部分を巻成された筒状部分に対して付着させるためのテールシール糊中に、所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている(図1中にテールシール部分を符号3で示す)。
【0022】
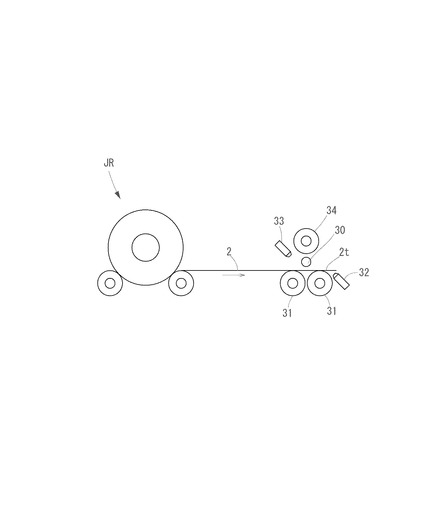
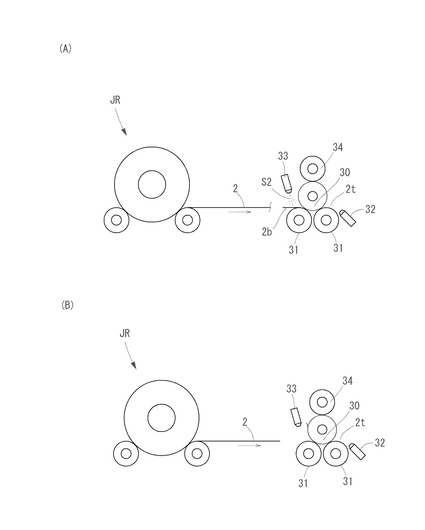
この本発明のトイレットロールX1について、製造方法とともに更に詳述する。製造方法は、次のとおりである。まず、図2に示されるとおり、抄紙設備にて製造した原反ロールJRからトイレットロールX1の製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙2を巻きだし、そのトイレットペーパー原紙2の端部を一対の巻き取りローラ31,31上に載せる。この際にトイレットペーパー原紙の先端部2tが下流側の巻き取りローラよりもさらに下流側に位置して巻き取りローラより露出するようにする。
【0023】
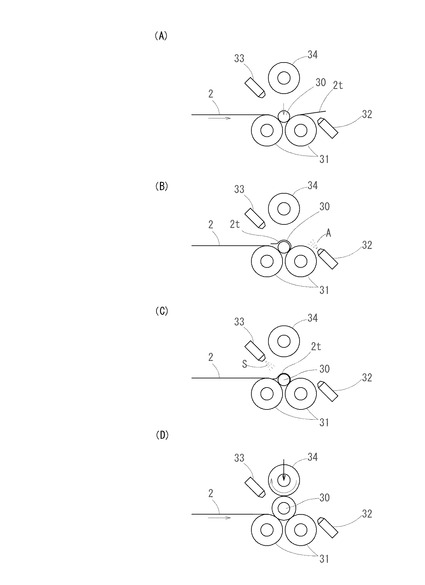
その後に図3(A)に示すように、コアシャフト30を上方から下方に向かって移動させ、前記トイレットペーパー原紙がコアシャフト30と前記巻き取りローラ31,31との間に介在され、かつ、前記先端部2tが前記コアシャフト30よりも下流側に露出された状態で、コアシャフトを前記一対の巻き取りローラ31,31により支障する。
【0024】
次いで、図3(B)に示すように、その先端部2tに下方からエアノズル等の折り返し手段32によって圧縮空気Aなどを噴射してコアシャフト30に先端部2tが巻かれるように折り返す。
【0025】
トイレットペーパー原紙2の先端部2tを折り返しコアシャフト30に巻き付けたならば、図3(C)に示すように、噴霧手段33から接着糊Sをコアシャフト30に向けて噴射し、かかる噴射を行ないつつコアシャフト30を回転させて、トイレットペーパー原紙2の端部を適宜の長さ仮固着させて芯部分1を形成する。
【0026】
芯部分1を形成するための接着糊としては、既知のものが使用でき、具体例としては、水、ポリビニルアルコール等の水性接着糊を用いる。
【0027】
このように芯部分1を形成した後には、図3(D)に示すように、ライダーロール34とも称される巻き取り装置を仮固着部分(芯部分1)に当接させ回転させ、トイレットロールの製品直径に至るまでトイレットロール原紙2をコアシャフト30に巻き付ける。
【0028】
なお、前記コアシャフト30は、一般的に断面が実質的真円の筒状、中空又は中実の棒状をなし、その断面直径は、5〜50mm程度であり、長さは概ね1〜3mである。また、シャフトの材質は、限定されないものの金属製、特にステンレス製、なかでもSUS304が最も好ましく用いられる。
【0029】
コアシャフト30に対してトイレットペーパー原紙2をトイレットロールの製品径にまで巻き付けた後には、図4(A)に示すように、原反ロールJRからのトイレットペーパー原紙2とコアシャフト30に巻き付けたトイレットロール原紙で構成される筒状部分との間で、図示しないカッター手段などによって切り離し、その切り離し端部2Bにテールシール糊S2を付けて、その後さらにコアシャフト30に巻き付けた部分を回転させて、図4(B)に示すように、当該コアシャフト30に巻き付けられている筒状部分に接着する。所謂テールシールとも称される作業である。ここで、前記切り離し端部2Bにテールシール糊S2を付与するにあたっては、芯部分1を形成するための接着糊Sを噴射するための噴霧手段33と同じものを使用することができる。但し、巻成された筒状部分に不用意にテールシール糊S2が付着しないように、その噴射角度を調整するのが望ましい。もちろん、図示はしないが、別の噴霧手段によってテールシール糊S2を付与してもよい。なお、図1において、テールシール部分を符号3で示している。
【0030】
次いで、コアシャフト30に対してトイレットペーパー原紙2を、トイレットロールの製品径に巻き付けテールシールがされた後には、コアシャフト30を回転方向に直行する方向、すなわちコアシャフト30の軸心延在方向に引き抜き、トイレットロールX1の製品の径であり、かつ、トイレットロールX1の製品幅の複数倍幅の所謂ログとする。
【0031】
このログを製造した後には、これを図示しないログカッターにて幅方向に適宜の大きさ、例えばログの両側端をトリムした後、製品幅に裁断してトイレットロールX1とする。
【0032】
ここで、本発明における管芯無しトイレットロールX1を製造するにあたっては、上述のとおり、特徴的に、テールシール部分3を形成するためのテールシール糊S2に対して、所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合する。なお、テールシール糊S2としては、芯部分1を形成するものSと同様に、水、ポリビニルアルコール等の水性接着糊を用いることができる。
【0033】
また、芯部分1を形成する接着糊Sを噴射する噴霧手段33とテールシール時にテールシール糊S2を噴射する噴霧手段33とを同じ装置とする場合、二液を供給できる多流体式の噴霧ノズルを用い、テールシール時のみに識別薬を当該ノズルに供給して、ノズル内或いはノズル外で接着糊中に識別薬を混合することができる。例えば、圧縮空気、接着糊、識別薬を供給可能な三流体式噴霧ノズルを用いればよい。また、噴霧ノズルへの接着糊の供給経路を、テールシール糊用と芯部分形成用の接着糊用とで分け、芯部分形成時には識別薬の混合されていない接着糊をノズルへ供給し、テールシール時には識別薬の混合されたテールシール糊を供給するようにしてもよい。
【0034】
本発明のトイレットロールX1では、このようにテールシールを行なうためのテールシール糊S2に識別薬を混合することで、製品となって市場に出荷された後においても、そのトイレットロールX1はそのテールシール部分3に、当該識別薬に対応する所定波長の光を照射したり、或いは試薬を滴下することで反応等させて呈色させることが可能となる。
【0035】
なお、識別薬は上記所定波長の光及び試薬の少なくとも一方に対して呈色させない状態においては、無色透明なものであるのが望ましい。
【0036】
識別薬の具体例としては、エスクリン、ジアミノスチルベンゼンスルホン酸、ビス(トリアジニルアミド)スチルベンジルスルホン酸、クマリン誘導体、ピラゾリン誘導体、蛍光ラッテクス、日本化薬株式会社製Kayaphor EXN Liquid等の蛍光染料、チモールフタレイン(ブロモチモールブルー)、フェノールフタレイン、フェノールレッド、クレゾールレッド、澱粉等が挙げられる。テールシール糊に混合する識別薬は一種のみならず、適宜複数種を組み合わせて使用することがきでる。例えば、蛍光染料とチモールフタレインの双方を混合するようにしてもよい。なお、蛍光染料を使用するのであれば、一般的なものでもよいが安全性の高い医療用のものが望ましい。
【0037】
上記蛍光染料であれば、所謂ブラックライトとも称される長波長の紫外線を照射することで発光するように呈色させることができる。また、チモールフタレインであれば、酸或いはアルカリの試薬を滴下して呈色させることができる。フェノールフタレインであれば、アルカリの試薬を滴下して呈色させることができる。さらに、澱粉であればヨウ素を試薬をして滴下することで呈色させることができる。なお、識別薬と試薬、光の組み合わせは上記例に限定されるものではない。
【0038】
また、テールシール糊に対する識別薬の混合量は特に限定されないが、目視にて十分に呈色が視認できる程度の混合割合とする。具体例としては、上記蛍光染料であれば100倍程度に希釈したものを接着糊100重量部に対して5〜20重量部混合すればよい。但し、5重量部未満の場合には、目視にて可能な程度にまで呈色がされないおそれがあるため好ましくなく、20重両部より多い場合には、トイレットペーパー原紙が変色してしまうため好ましくない。
【0039】
ここで、本発明におけるトイレットロールX1の製造方法においては、単にテールシール時の接着糊S2を識別薬を混合させたものとするだけではなく、その識別薬を製造工場、製造装置、製造ロット、生産日、生産時、製品種等の所定の製品出所単位毎に異ならしめるようにする。
【0040】
例えば、○月○日〜△月△日までの期間に製造するものについては、識別薬として澱粉を用い、×月×日から◎月◎日までの期間に製造するものについては、識別薬としてフェノールフタレインを用いる。また、例えば、A工場で製造するものについては、識別薬としてチモールブルーを用い、B工場で製造するものについては、識別薬としてフェノールフタレインを用いる。このように、時、場所、生産者等の出所が異なる毎に、識別薬を対応するように異ならしめる。
【0041】
なお、本発明における出所とは、少なくとも上記例の製造工場、製造装置、製造ロット、生産日、生産時、製品種を含む意味とする。
【0042】
かくして製造された本発明にかかる管芯無しトイレットロールX1は、市場に出荷された後など生産後に、何らかの事由によって消費者から返品されたトイレットロールのテールシール部分に対して、試薬との反応、所定波長の光の照射を行なうことで、そのトイレットロールの時、場所、生産者等の出所を特定することが可能となる。そして、例えば、その返品理由が不良品であるなどの場合には、その発生事由や発生場所、発生装置、発生日時等を特定することが可能となり、迅速な品質改善を行なうことが可能となる。
【0043】
ここで、上記説明のトイレットロールX1においては、特にテールシール部分3を形成するためのテールシール糊S2に対して識別薬を混合することとしたが、本発明においてはテールシール糊だけではなく、合わせて芯部分1を形成するための接着糊Sにも識別薬を混合してもよい。
【0044】
接着糊Sに識別薬に混合する場合も、出所毎に識別薬を異ならしめるようにする。芯部分1を形成する接着糊S中に識別薬を混合させる場合における識別薬種、配合割合は、上記テールシール糊で述べた場合と同様である。
【0045】
なお、あるトイレットロール製造の際、テールシール糊S2と前記接着糊Sとに混合する識別薬は同一のものとしても、異なるものとしてもよい。同一のものとした場合には、使用途中等でなんらかの返品事由が生じても、完全に使いきらない限り芯部分1は残るので、かかる使用途中のものであってもトイレットロールの出所を識別することが可能である。また、異なるものとする場合には、例えば、製造装置と製造期間など、異なる複数の出所識別情報を一つトイレットロールに付与することが可能となり、テールシール部分3のみより多くの識別情報を付与、或いは得ることができる。
【0046】
なお、芯部分1を形成する際には、接着糊Sの迅速な乾燥を促すべく、コアシャフト30或いは接着糊Sを加熱することが行なわれることがあるため、熱により不安定な識別薬を選択しないようにするのが望ましい。テールシール部分3を形成する際には、加熱作業は行なわれることがないため、この点において多くの識別薬の選択が可能であり、多くの出所情報毎に識別薬を異ならしめることが可能となる利点はある。
【0047】
ここで、本発明にかかるトイレットロールX1は、構成するトイレットペーパー原紙2の積層数(プライ数)や組成は従来既知の技術による。例えば、一枚重ねの所謂シングルと呼ばれるものから、二枚重ねのダブル、三枚重ねのトリプル程度とすることができる。
【0048】
ただし、過度にプライ数が多くなると、接着糊が過度に吸収されて、効果的なテールシールがされなくなるおそれが高まる。
【0049】
トイレットペーパー原紙2の組成については、特に限定されず、原料パルプを主とする抄紙原料を、公知の抄紙設備及び抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして製造したものとすることができる。
【0050】
もちろん、抄紙に際しては、例えば、分散剤、苛性ソーダ、アンモニア水等のpH調整剤、消泡剤、防腐剤、離型剤、耐水化剤、流動変性剤、歩留まり向上剤などの適宜の薬品を添加することができる。
【0051】
他方、本発明にかかるトイレットペーパー原紙の米坪は、JIS P 8124の米坪測定方法における値が、12.5〜25.0g/m2である。(なお、ここでの米坪は、積層構造の場合には、層を構成する一枚当たりのものである。)
【符号の説明】
【0052】
X1…管芯無しトイレットロール、JR…原反ロール、1…管芯無しトイレットロールの芯部分、2…トイレットペーパー原紙、3…テールシール部分、2t…トイレットペーパー原紙の先端部、2B…トイレットペーパー原紙の裁断後の基端部分、30…コアシャフト、31…巻き取りローラ、32…エアノズル、33…噴霧手段、34…ライダーロール、A…圧縮空気、S…接着糊、S2…テールシール用接着糊。
【技術分野】
【0001】
本発明は、管芯無トイレットロールの出所情報識別方法、出所情報識別機能を有する管芯無しトイレットロールの製造方法、出所情報識別機能を有する管芯無しトイレットロールに関する。
【背景技術】
【0002】
長尺のトイレットペーパーを巻いたトイレットロールにおいては、紙管と呼ばれる管芯にトイレットペーパーを巻き付けた、所謂、芯有りタイプのものと、管芯のない管芯無しタイプのものがある(この管芯無しタイプのものは、単に芯無し、或いはコアレスと称されることもある)。
【0003】
ここで、管芯有りありトイレットロールにおいては、上記紙管の内周面にメーカー名、ロットナンバー、生産日、生産工場名等の出所情報が印刷等されている。これは、生産工場外へ流通したトイレットロールが返品等された際に、そのトイレットロールの出所情報に基づき上記メーカー名、ロットナンバー、生産日、生産工場等を識別可能にするためである。
【0004】
しかし、管芯無しタイプのトイレットロールでは、上記出所情報を付与することができず、返品された際に、そのトイレットロールのメーカー名、ロットナンバー、生産日、生産工場を識別することができない。
【0005】
ここで、トイレットロールにおいては、トイレットペーパーに対して、エンボスが付与されることがあり、このエンボスパターンが各社の生産業者において相違するため、このエンボスパターンによって、生産メーカーの識別を行なうことが考えられるが、管芯無しトイレットロールは、古紙配合の安価な製品であることが多いため、エンボス等の付加価値が付与されていない製品が多く、エンボスパターンによる識別ができない製品が多い。また、エンボスパターンでは、上記生産メーカー程度しか識別できず、ロットナンバー、生産日、生産工場まで特定することができない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2010−156060
【特許文献2】特開平6−189870
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の主たる課題は、管芯無しトイレットロールにおいて、出荷後にも、そのメーカー名、ロットナンバー、生産日、生産工場等を識別可能とすることにある。
【課題を解決するための手段】
【0008】
上記課題を解決した本発明は以下のとおりである。
〔請求項1記載の発明〕
原反ロールからトイレットロールの製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙を巻き出して、その先端部をコアシャフトに接触させる工程と、
トイレットペーパー原紙の先端部を接触させた状態でコアシャフトに向けて接着糊を噴射しつつコアシャフトを回転させて芯部分を形成する工程と、
接着糊の噴射を停止させた状態でコアシャフトを回転させ、コアシャフトに対してトイレットペーパー原紙をトイレットロールの径に巻き付ける工程と、
前記トイレットペーパー原紙をコアシャフトに巻き付けてなる筒状部分と原反ロールに続く部分との間で切断するカット工程と、
前記カット工程の後にコアシャフト側のトイレットペーパー原紙の基端部分にテールシール糊を付与して、前記筒状部分に付着させるテールシール工程と、
前記テールシール工程の後に前記コアシャフトを引き抜いて、トイレットロール製品の製品幅の複数倍幅以上の管芯無しログを形成する工程と、
ログをトイレットロール製品の製品幅に裁断する工程と、を有するトイレットロールの製造方法において、
前記テールシール工程において、トイレットペーパー原紙の基端部分を前記筒状部分に付着させるテールシール糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0009】
〔請求項2記載の発明〕
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、その識別薬を出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0010】
〔請求項3記載の発明〕
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とテールシール糊とで異なる識別薬とする請求項2記載の出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【0011】
〔請求項4記載の発明〕
管芯無しトイレットロールの出所を識別する方法であって、
管芯無しトイレットロール製造時に、テールシール部分を接着するテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分に対して、上記識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0012】
〔請求項5記載の発明〕
管芯無しトイレットロール製造時に、芯部分を形成するための接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分及び芯部分に対して、識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0013】
〔請求項6記載の発明〕
テールシール糊と芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とで異なる識別薬とし、製造後にそのトイレットロールのテールシール部分及び芯部分に対して、各識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分及び芯部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【0014】
〔請求項7記載の発明〕
管芯の無い管芯無しトイレットロールであって、トイレットロールのテールシール部分を形成するためのテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されていることを特徴とする出所情報識別機能を有する管芯無しトイレットロール。
【0015】
〔請求項8記載の発明〕
管芯の無い管芯無しトイレットロールであって、トイレットロールの芯部分を形成する接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている請求項7記載の出所情報識別機能を有する管芯無しトイレットロール。
【0016】
〔請求項9記載の発明〕
テールシール糊中の識別薬と接着糊中の識別薬とが異なる請求項8記載の出所情報識別機能を有する管芯無しトイレットロール。
【発明の効果】
【0017】
以上の本発明によれば、 管芯無しトイレットロールにおいて、出荷後にも、そのメーカー名、ロットナンバー、生産日、生産工場等の識別が可能となる。
【図面の簡単な説明】
【0018】
【図1】本発明にかかる管芯無しトイレットロールの概略図である。
【図2】本発明にかかる管芯無しトイレットロールの製造装置例を示す図である。
【図3】本発明にかかる管芯無しトイレットロールの製造方法を示す図である。
【図4】本発明にかかるテールシールを説明するための図である。
【発明を実施するための形態】
【0019】
以下に本発明にかかる管芯無しトイレットロールX1について図面を参照しながら詳述する。
本発明にかかるトイレットロールX1は、図1に示すように、所謂紙管とも称される管芯がない管芯無しトイレットロールX1であり(以下、単にトイレットロールともいう)、その芯部分1は、トイレットロールX1を構成するトイレットペーパー自体が接着糊により固着されて形成されたものである。
【0020】
また、本発明のトイレットロールX1は、トイレットペーパーの最外周に位置する巻き取り後端である自由基端部分(テールとも称さる)が巻成された筒状部分に対して付着されており、これによって不用意に巻きがほどけないようになっている。
【0021】
そして、本発明のトイレットロールX1においては、その端部分を巻成された筒状部分に対して付着させるためのテールシール糊中に、所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている(図1中にテールシール部分を符号3で示す)。
【0022】
この本発明のトイレットロールX1について、製造方法とともに更に詳述する。製造方法は、次のとおりである。まず、図2に示されるとおり、抄紙設備にて製造した原反ロールJRからトイレットロールX1の製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙2を巻きだし、そのトイレットペーパー原紙2の端部を一対の巻き取りローラ31,31上に載せる。この際にトイレットペーパー原紙の先端部2tが下流側の巻き取りローラよりもさらに下流側に位置して巻き取りローラより露出するようにする。
【0023】
その後に図3(A)に示すように、コアシャフト30を上方から下方に向かって移動させ、前記トイレットペーパー原紙がコアシャフト30と前記巻き取りローラ31,31との間に介在され、かつ、前記先端部2tが前記コアシャフト30よりも下流側に露出された状態で、コアシャフトを前記一対の巻き取りローラ31,31により支障する。
【0024】
次いで、図3(B)に示すように、その先端部2tに下方からエアノズル等の折り返し手段32によって圧縮空気Aなどを噴射してコアシャフト30に先端部2tが巻かれるように折り返す。
【0025】
トイレットペーパー原紙2の先端部2tを折り返しコアシャフト30に巻き付けたならば、図3(C)に示すように、噴霧手段33から接着糊Sをコアシャフト30に向けて噴射し、かかる噴射を行ないつつコアシャフト30を回転させて、トイレットペーパー原紙2の端部を適宜の長さ仮固着させて芯部分1を形成する。
【0026】
芯部分1を形成するための接着糊としては、既知のものが使用でき、具体例としては、水、ポリビニルアルコール等の水性接着糊を用いる。
【0027】
このように芯部分1を形成した後には、図3(D)に示すように、ライダーロール34とも称される巻き取り装置を仮固着部分(芯部分1)に当接させ回転させ、トイレットロールの製品直径に至るまでトイレットロール原紙2をコアシャフト30に巻き付ける。
【0028】
なお、前記コアシャフト30は、一般的に断面が実質的真円の筒状、中空又は中実の棒状をなし、その断面直径は、5〜50mm程度であり、長さは概ね1〜3mである。また、シャフトの材質は、限定されないものの金属製、特にステンレス製、なかでもSUS304が最も好ましく用いられる。
【0029】
コアシャフト30に対してトイレットペーパー原紙2をトイレットロールの製品径にまで巻き付けた後には、図4(A)に示すように、原反ロールJRからのトイレットペーパー原紙2とコアシャフト30に巻き付けたトイレットロール原紙で構成される筒状部分との間で、図示しないカッター手段などによって切り離し、その切り離し端部2Bにテールシール糊S2を付けて、その後さらにコアシャフト30に巻き付けた部分を回転させて、図4(B)に示すように、当該コアシャフト30に巻き付けられている筒状部分に接着する。所謂テールシールとも称される作業である。ここで、前記切り離し端部2Bにテールシール糊S2を付与するにあたっては、芯部分1を形成するための接着糊Sを噴射するための噴霧手段33と同じものを使用することができる。但し、巻成された筒状部分に不用意にテールシール糊S2が付着しないように、その噴射角度を調整するのが望ましい。もちろん、図示はしないが、別の噴霧手段によってテールシール糊S2を付与してもよい。なお、図1において、テールシール部分を符号3で示している。
【0030】
次いで、コアシャフト30に対してトイレットペーパー原紙2を、トイレットロールの製品径に巻き付けテールシールがされた後には、コアシャフト30を回転方向に直行する方向、すなわちコアシャフト30の軸心延在方向に引き抜き、トイレットロールX1の製品の径であり、かつ、トイレットロールX1の製品幅の複数倍幅の所謂ログとする。
【0031】
このログを製造した後には、これを図示しないログカッターにて幅方向に適宜の大きさ、例えばログの両側端をトリムした後、製品幅に裁断してトイレットロールX1とする。
【0032】
ここで、本発明における管芯無しトイレットロールX1を製造するにあたっては、上述のとおり、特徴的に、テールシール部分3を形成するためのテールシール糊S2に対して、所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合する。なお、テールシール糊S2としては、芯部分1を形成するものSと同様に、水、ポリビニルアルコール等の水性接着糊を用いることができる。
【0033】
また、芯部分1を形成する接着糊Sを噴射する噴霧手段33とテールシール時にテールシール糊S2を噴射する噴霧手段33とを同じ装置とする場合、二液を供給できる多流体式の噴霧ノズルを用い、テールシール時のみに識別薬を当該ノズルに供給して、ノズル内或いはノズル外で接着糊中に識別薬を混合することができる。例えば、圧縮空気、接着糊、識別薬を供給可能な三流体式噴霧ノズルを用いればよい。また、噴霧ノズルへの接着糊の供給経路を、テールシール糊用と芯部分形成用の接着糊用とで分け、芯部分形成時には識別薬の混合されていない接着糊をノズルへ供給し、テールシール時には識別薬の混合されたテールシール糊を供給するようにしてもよい。
【0034】
本発明のトイレットロールX1では、このようにテールシールを行なうためのテールシール糊S2に識別薬を混合することで、製品となって市場に出荷された後においても、そのトイレットロールX1はそのテールシール部分3に、当該識別薬に対応する所定波長の光を照射したり、或いは試薬を滴下することで反応等させて呈色させることが可能となる。
【0035】
なお、識別薬は上記所定波長の光及び試薬の少なくとも一方に対して呈色させない状態においては、無色透明なものであるのが望ましい。
【0036】
識別薬の具体例としては、エスクリン、ジアミノスチルベンゼンスルホン酸、ビス(トリアジニルアミド)スチルベンジルスルホン酸、クマリン誘導体、ピラゾリン誘導体、蛍光ラッテクス、日本化薬株式会社製Kayaphor EXN Liquid等の蛍光染料、チモールフタレイン(ブロモチモールブルー)、フェノールフタレイン、フェノールレッド、クレゾールレッド、澱粉等が挙げられる。テールシール糊に混合する識別薬は一種のみならず、適宜複数種を組み合わせて使用することがきでる。例えば、蛍光染料とチモールフタレインの双方を混合するようにしてもよい。なお、蛍光染料を使用するのであれば、一般的なものでもよいが安全性の高い医療用のものが望ましい。
【0037】
上記蛍光染料であれば、所謂ブラックライトとも称される長波長の紫外線を照射することで発光するように呈色させることができる。また、チモールフタレインであれば、酸或いはアルカリの試薬を滴下して呈色させることができる。フェノールフタレインであれば、アルカリの試薬を滴下して呈色させることができる。さらに、澱粉であればヨウ素を試薬をして滴下することで呈色させることができる。なお、識別薬と試薬、光の組み合わせは上記例に限定されるものではない。
【0038】
また、テールシール糊に対する識別薬の混合量は特に限定されないが、目視にて十分に呈色が視認できる程度の混合割合とする。具体例としては、上記蛍光染料であれば100倍程度に希釈したものを接着糊100重量部に対して5〜20重量部混合すればよい。但し、5重量部未満の場合には、目視にて可能な程度にまで呈色がされないおそれがあるため好ましくなく、20重両部より多い場合には、トイレットペーパー原紙が変色してしまうため好ましくない。
【0039】
ここで、本発明におけるトイレットロールX1の製造方法においては、単にテールシール時の接着糊S2を識別薬を混合させたものとするだけではなく、その識別薬を製造工場、製造装置、製造ロット、生産日、生産時、製品種等の所定の製品出所単位毎に異ならしめるようにする。
【0040】
例えば、○月○日〜△月△日までの期間に製造するものについては、識別薬として澱粉を用い、×月×日から◎月◎日までの期間に製造するものについては、識別薬としてフェノールフタレインを用いる。また、例えば、A工場で製造するものについては、識別薬としてチモールブルーを用い、B工場で製造するものについては、識別薬としてフェノールフタレインを用いる。このように、時、場所、生産者等の出所が異なる毎に、識別薬を対応するように異ならしめる。
【0041】
なお、本発明における出所とは、少なくとも上記例の製造工場、製造装置、製造ロット、生産日、生産時、製品種を含む意味とする。
【0042】
かくして製造された本発明にかかる管芯無しトイレットロールX1は、市場に出荷された後など生産後に、何らかの事由によって消費者から返品されたトイレットロールのテールシール部分に対して、試薬との反応、所定波長の光の照射を行なうことで、そのトイレットロールの時、場所、生産者等の出所を特定することが可能となる。そして、例えば、その返品理由が不良品であるなどの場合には、その発生事由や発生場所、発生装置、発生日時等を特定することが可能となり、迅速な品質改善を行なうことが可能となる。
【0043】
ここで、上記説明のトイレットロールX1においては、特にテールシール部分3を形成するためのテールシール糊S2に対して識別薬を混合することとしたが、本発明においてはテールシール糊だけではなく、合わせて芯部分1を形成するための接着糊Sにも識別薬を混合してもよい。
【0044】
接着糊Sに識別薬に混合する場合も、出所毎に識別薬を異ならしめるようにする。芯部分1を形成する接着糊S中に識別薬を混合させる場合における識別薬種、配合割合は、上記テールシール糊で述べた場合と同様である。
【0045】
なお、あるトイレットロール製造の際、テールシール糊S2と前記接着糊Sとに混合する識別薬は同一のものとしても、異なるものとしてもよい。同一のものとした場合には、使用途中等でなんらかの返品事由が生じても、完全に使いきらない限り芯部分1は残るので、かかる使用途中のものであってもトイレットロールの出所を識別することが可能である。また、異なるものとする場合には、例えば、製造装置と製造期間など、異なる複数の出所識別情報を一つトイレットロールに付与することが可能となり、テールシール部分3のみより多くの識別情報を付与、或いは得ることができる。
【0046】
なお、芯部分1を形成する際には、接着糊Sの迅速な乾燥を促すべく、コアシャフト30或いは接着糊Sを加熱することが行なわれることがあるため、熱により不安定な識別薬を選択しないようにするのが望ましい。テールシール部分3を形成する際には、加熱作業は行なわれることがないため、この点において多くの識別薬の選択が可能であり、多くの出所情報毎に識別薬を異ならしめることが可能となる利点はある。
【0047】
ここで、本発明にかかるトイレットロールX1は、構成するトイレットペーパー原紙2の積層数(プライ数)や組成は従来既知の技術による。例えば、一枚重ねの所謂シングルと呼ばれるものから、二枚重ねのダブル、三枚重ねのトリプル程度とすることができる。
【0048】
ただし、過度にプライ数が多くなると、接着糊が過度に吸収されて、効果的なテールシールがされなくなるおそれが高まる。
【0049】
トイレットペーパー原紙2の組成については、特に限定されず、原料パルプを主とする抄紙原料を、公知の抄紙設備及び抄紙工程、具体的には、ワイヤパート、プレスパート、ドライヤパート、サイズプレス、カレンダパート等を経るなどして製造したものとすることができる。
【0050】
もちろん、抄紙に際しては、例えば、分散剤、苛性ソーダ、アンモニア水等のpH調整剤、消泡剤、防腐剤、離型剤、耐水化剤、流動変性剤、歩留まり向上剤などの適宜の薬品を添加することができる。
【0051】
他方、本発明にかかるトイレットペーパー原紙の米坪は、JIS P 8124の米坪測定方法における値が、12.5〜25.0g/m2である。(なお、ここでの米坪は、積層構造の場合には、層を構成する一枚当たりのものである。)
【符号の説明】
【0052】
X1…管芯無しトイレットロール、JR…原反ロール、1…管芯無しトイレットロールの芯部分、2…トイレットペーパー原紙、3…テールシール部分、2t…トイレットペーパー原紙の先端部、2B…トイレットペーパー原紙の裁断後の基端部分、30…コアシャフト、31…巻き取りローラ、32…エアノズル、33…噴霧手段、34…ライダーロール、A…圧縮空気、S…接着糊、S2…テールシール用接着糊。
【特許請求の範囲】
【請求項1】
原反ロールからトイレットロールの製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙を巻き出して、その先端部をコアシャフトに接触させる工程と、
トイレットペーパー原紙の先端部を接触させた状態でコアシャフトに向けて接着糊を噴射しつつコアシャフトを回転させて芯部分を形成する工程と、
接着糊の噴射を停止させた状態でコアシャフトを回転させ、コアシャフトに対してトイレットペーパー原紙をトイレットロールの径に巻き付ける工程と、
前記トイレットペーパー原紙をコアシャフトに巻き付けてなる筒状部分と原反ロールに続く部分との間で切断するカット工程と、
前記カット工程の後にコアシャフト側のトイレットペーパー原紙の基端部分にテールシール糊を付与して、前記筒状部分に付着させるテールシール工程と、
前記テールシール工程の後に前記コアシャフトを引き抜いて、トイレットロール製品の製品幅の複数倍幅以上の管芯無しログを形成する工程と、
ログをトイレットロール製品の製品幅に裁断する工程と、を有するトイレットロールの製造方法において、
前記テールシール工程において、トイレットペーパー原紙の基端部分を前記筒状部分に付着させるテールシール糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項2】
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、その識別薬を出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項3】
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とテールシール糊とで異なる識別薬とする請求項2記載の出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項4】
管芯無しトイレットロールの出所を識別する方法であって、
管芯無しトイレットロール製造時に、テールシール部分を接着するテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分に対して、上記識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項5】
管芯無しトイレットロール製造時に、芯部分を形成するための接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分及び芯部分に対して、識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項6】
テールシール糊と芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とで異なる識別薬とし、製造後にそのトイレットロールのテールシール部分及び芯部分に対して、各識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分及び芯部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項7】
管芯の無い管芯無しトイレットロールであって、トイレットロールのテールシール部分を形成するためのテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されていることを特徴とする出所情報識別機能を有する管芯無しトイレットロール。
【請求項8】
管芯の無い管芯無しトイレットロールであって、トイレットロールの芯部分を形成する接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている請求項7記載の出所情報識別機能を有する管芯無しトイレットロール。
【請求項9】
テールシール糊中の識別薬と接着糊中の識別薬とが異なる請求項8記載の出所情報識別機能を有する管芯無しトイレットロール。
【請求項1】
原反ロールからトイレットロールの製品幅の複数倍幅以上でかつ長尺のトイレットペーパー原紙を巻き出して、その先端部をコアシャフトに接触させる工程と、
トイレットペーパー原紙の先端部を接触させた状態でコアシャフトに向けて接着糊を噴射しつつコアシャフトを回転させて芯部分を形成する工程と、
接着糊の噴射を停止させた状態でコアシャフトを回転させ、コアシャフトに対してトイレットペーパー原紙をトイレットロールの径に巻き付ける工程と、
前記トイレットペーパー原紙をコアシャフトに巻き付けてなる筒状部分と原反ロールに続く部分との間で切断するカット工程と、
前記カット工程の後にコアシャフト側のトイレットペーパー原紙の基端部分にテールシール糊を付与して、前記筒状部分に付着させるテールシール工程と、
前記テールシール工程の後に前記コアシャフトを引き抜いて、トイレットロール製品の製品幅の複数倍幅以上の管芯無しログを形成する工程と、
ログをトイレットロール製品の製品幅に裁断する工程と、を有するトイレットロールの製造方法において、
前記テールシール工程において、トイレットペーパー原紙の基端部分を前記筒状部分に付着させるテールシール糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項2】
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊に対して、所定波長の光及び試薬の少なくとも一方に対して異なる色に呈色する識別薬を混合することとし、かつ、その識別薬を出所毎に呈色の色が異なる識別薬に変更することを特徴とする出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項3】
芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とテールシール糊とで異なる識別薬とする請求項2記載の出所情報識別機能を有する管芯無しトイレットロールの製造方法。
【請求項4】
管芯無しトイレットロールの出所を識別する方法であって、
管芯無しトイレットロール製造時に、テールシール部分を接着するテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分に対して、上記識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項5】
管芯無しトイレットロール製造時に、芯部分を形成するための接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬を混合しておくこととし、
その識別薬をトイレットロールの出所毎に予め異ならしめ、
製造後にそのトイレットロールのテールシール部分及び芯部分に対して、識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項6】
テールシール糊と芯部分を形成するためにコアシャフトに向けて噴射する前記接着糊とで異なる識別薬とし、製造後にそのトイレットロールのテールシール部分及び芯部分に対して、各識別薬に対応する前記所定波長の光及び試薬の少なくとも一方を付与して、前記テールシール部分及び芯部分を呈色させ、その色によって出所を識別することを特徴とする芯無しトイレットロールの出所識別方法。
【請求項7】
管芯の無い管芯無しトイレットロールであって、トイレットロールのテールシール部分を形成するためのテールシール糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されていることを特徴とする出所情報識別機能を有する管芯無しトイレットロール。
【請求項8】
管芯の無い管芯無しトイレットロールであって、トイレットロールの芯部分を形成する接着糊中に所定波長の光及び試薬の少なくとも一方に対して呈色する識別薬が混合されている請求項7記載の出所情報識別機能を有する管芯無しトイレットロール。
【請求項9】
テールシール糊中の識別薬と接着糊中の識別薬とが異なる請求項8記載の出所情報識別機能を有する管芯無しトイレットロール。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−249686(P2012−249686A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−122485(P2011−122485)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(390029148)大王製紙株式会社 (2,041)
[ Back to top ]