
分別装置及び分別方法
【課題】低コスト、短時間で非金属不純物と平板印刷版を分別することができる分別装置及び分別方法を得る。
【解決手段】切断片105を回転式粉砕機106で粉砕することで、粉砕時に、切断片105に回転力を付与して切断片105を変形させるようにしている。これにより、粉砕片108(粉砕片108は切断片105を粉砕したものである)の表面に付着した合紙18を粉砕片108から剥がすことができる。この状態で、吸引ノズル116によって合紙18のみを吸引することで、粉砕片108と合紙18とが分別され、純粋なアルミのみの回収が可能となる。
【解決手段】切断片105を回転式粉砕機106で粉砕することで、粉砕時に、切断片105に回転力を付与して切断片105を変形させるようにしている。これにより、粉砕片108(粉砕片108は切断片105を粉砕したものである)の表面に付着した合紙18を粉砕片108から剥がすことができる。この状態で、吸引ノズル116によって合紙18のみを吸引することで、粉砕片108と合紙18とが分別され、純粋なアルミのみの回収が可能となる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、非金属不純物と平板印刷版を分別する分別装置及び分別方法に関するものである。
【背景技術】
【0002】
平版印刷版の製造工程において、工程トラブル等による不良品(出荷された未使用印刷版返品も含む)や、平版印刷版として所定の幅・長さに切断する際に生じる切断屑には、非金属不純物(感光層保護材、包装材料等)が混合しており、それらは一般の屑アルミニウムとして(売却)処理され、再生合金となり、平版印刷版用の原料にはならなかった。つまり、平版印刷版はその支持体が所定の合金成分になるよう調整されたアルミニウム合金であるにも関わらず、再度平版印刷版になるようなリサイクルが行えないでいた。
【0003】
このため、平板印刷版と非金属不純物とを分離させる方法として、特許文献1では、研磨ブラシと研磨材とを用いる方法やボールと研磨材とを用いる方法等が開示されており、これにより、非金属不純物を平板印刷版から分離させ、該平版印刷版をリサイクル可能としている。
【0004】
しかしながら、平版印刷版の製造工程において発生する未使用平版印刷版の大きさは、小片サイズから大判シートまで様々なサイズが混在しており、平板印刷版と非金属不純物とを分離させる前に、人手により未使用平版印刷版を所定のサイズに分別する必要が生じ、コスト、時間が掛っていた。
【特許文献1】特開2005−186415号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記事実を考慮し、低コスト、短時間で非金属不純物と平板印刷版を分別することができる分別装置及び分別装置を得ることを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載の発明は、分別装置において、合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、を有することを特徴とする。
【0007】
請求項1に記載の発明では、金属ウエブを所定の大きさに切断し切断片を形成した後、該切断片を粉砕すると共に変形させることで、粉砕片から合紙を剥がすことができる。これにより、吸引手段において、合紙のみを吸引することで、合紙と金属部とが分別されることとなる。
【0008】
本発明では、まず、金属ウエブを所定の大きさに切断するため、帯状、シート状、チップ状等、大きさの異なる金属ウエブを所定のサイズに分別する手間が省け、コスト、時間の削減を図ることができる。また、粉砕片を変形させることで、粉砕片の金属部から合紙を剥がすことができるため、溶剤などで合紙を剥がす場合と比較して、簡易的な装置で実現可能である。
【0009】
また、このようにして、非金属不純物が除去された粉砕片をリサイクルすることで、粉砕片を溶融する際に生じる非金属不純物の燃焼による飛灰を防止できると共に、非金属不純物の燃焼による粉砕片の表面の酸化を抑制することができる。このため、溶融時のロスを最少にすることができ、効率良く安価な金属ウエブを製造する事を可能にする。
【0010】
請求項2に記載の発明は、分別装置において、保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、前記吸引手段で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入手段と、前記水槽の中で沈下した前記粉砕片を収容する第1収容手段と、前記水槽の水面に浮上した前記粉砕した保護部材を収容する第2収容手段と、を有することを特徴とする。
【0011】
請求項2に記載の発明では、保護部材と合紙と金属ウエブとが混在する混在物を分別する。合紙で保護された金属ウエブと保護部材を所定の大きさに切断した切断片を粉砕すると共に変形させた後、吸引手段において、合紙のみを吸引することで、混在物から合紙が分別される。
【0012】
合紙が分別された混在物には、粉砕された金属ウエブ(粉砕片)と粉砕された保護部材が混在することとなる。ここで、保護部材は厚紙が用いられ水よりも比重が小さく、金属ウエブはアルミが用いられ水よりも比重が大きい。このため、該混在物を水槽へ投入し、比重差によって水槽内で保護部材と粉砕片とを分別する。
【0013】
つまり、粉砕片は水中に沈下し、粉砕された保護部材は水面に浮上することとなる。そして、第1収容手段によって粉砕片を収容し、第2収容手段によって粉砕された保護部材を収容することで、粉砕片と粉砕された保護部材とを分別する。
【0014】
その他の分別方法として、永久磁石を用いて高速回転させることで渦電流を発生させ、瞬間的にアルミに磁力を発生させてアルミをはじき飛ばして、アルミと紙材とを選別する磁気選別機を用いる方法があるが、磁気選別機を用いた場合と比較して、本発明では、選別率が高く、粉砕片と保護部材とを精度良く分別することができる。また、磁気選別機を用いた場合と比較して設備費が安い。
【0015】
請求項3に記載の発明は、請求項2に記載の分別装置において、前記第1収容手段で収容された前記粉砕片を水切りする第1水切り手段と、前記第2収容手段で収容された前記粉砕した保護部材を水切りする第2水切り手段と、を設けたことを特徴とする。
【0016】
請求項4に記載の発明は請求項3に記載の分別装置において、前記第1水切り手段で水切りした前記粉砕片を乾燥させる乾燥手段を設けたことを特徴とする。
【0017】
請求項5に記載の発明は、請求項2〜4の何れか1項に記載の分別装置において、前記第1水切り手段及び前記第2水切り手段で水切りされた水を前記水槽へ戻すことを特徴とする。
【0018】
請求項6に記載の発明は、分別方法において、合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、を有することを特徴とする。これにより、請求項1に記載の発明と略同一の効果を得ることができる。
【0019】
請求項7に記載の発明は、分別方法において、保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、前記吸引工程で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入工程と、前記水槽の中で沈下した前記粉砕片を収容する第1収容工程と、前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容工程と、を有することを特徴とする。これにより、請求項2に記載の発明と略同一の効果を得ることができる。
【0020】
請求項8に記載の発明は、請求項7に記載の分別方法において、前記第1収容工程で収容された前記粉砕片を水切りする第1水切り工程と、前記第2収容工程で収容された前記粉砕した保護部材を水切りする第2水切り工程と、を設けたことを特徴とする。これにより、請求項3に記載の発明と略同一の効果を得ることができる。
【0021】
請求項9に記載の発明は、請求項8に記載の分別方法において、前記第1水切り工程で水切りした前記粉砕片を乾燥させる乾燥工程を設けたことを特徴とする。これにより、請求項4に記載の発明と略同一の効果を得ることができる。
【発明の効果】
【0022】
本発明は、上記構成としたので、低コスト、短時間で非金属不純物と平板印刷版を分別することができる。
【発明を実施するための最良の形態】
【0023】
図1には、通常の感光性平版印刷版(以下、「PS版」という)の加工ライン100が示されている。
【0024】
この加工ライン100の上流側(図1右上側)には、あらかじめロール状に巻かれたウエブ12を順次巻き出す送出機14が配設されている。送出機14から送り出された長尺状のウエブ12はカール矯正された後、合紙18が貼り合わされる。そして、帯電により合紙18がウエブ12に密着された状態で、ノッチャー20に至り、ウエブ12に打ち抜き部を設ける。次に、裁断加工部22を構成する裁断刃24が、ウエブ12の幅方向へ移動して、打ち抜き位置でウエブ12を連続裁断する。これにより、ウエブ12の両側端部からはそれぞれ耳部78が切り離される。
【0025】
このようにして、所定の裁断幅に裁断されたウエブ12は、指示されたタイミングで走間カッタ30により切断される。これにより、設定されたサイズのシート状のPS版10が製造される。このPS版10は、コンベア32によって集積装置40へ送られ、該集積装置40によって所定枚数積み重ねられて、積層体60が構成される。
【0026】
一方、集積装置40の近傍には、保護材としての厚紙62(以下「当てボール62」という)の裁切断部39が配設されており、予め積層体60のサイズに合わせて裁切断される。
【0027】
裁切断された当てボール62は、コンベア70によって搬送され、積層体60の少なくとも最上部に載置される。この当てボール62によって、積層体60を構成するPS版10の湾曲や、外力による変形、損傷等が防止される。
【0028】
そして、積層体60は、搬送部35を経て、ラック倉庫等の保管庫あるいは包装工程に送られ、包装材料(テープ、内装材、外装材等)によって包装される。また、自動製版機用のスキッド41に積み重ねることも可能である。
【0029】
以上のようにして、PS版10は包装されて出荷されるが、包装形態によっては、合紙18や、その他の包装材料を省略してもよい。
【0030】
ここで、金属ウエブとしてのアルミニウム板は、例えば、JIS1050材、JIS1100材、JIS1070材、Al−Mg系合金、Al−Mn系合金、Al−Mn−Mg系合金、Al−Zr系合金、Al−Mg−Si系合金等を適用し得る。メーカにおけるアルミニウム板の製造過程では、上記規格に適合するアルミニウムの鋳塊を製造し、このアルミニウム鋳塊を熱間圧延した後、必要に応じて焼鈍と呼ぶ熱処理を施し、冷間圧延により所定の厚さとされた帯状のアルミニウム板に仕上げる。
【0031】
PS版10は、長方形の板状に形成された薄いアルミニウム板の片面に、塗布層(感光性印刷版の場合には感光層、感熱性印刷版の場合には感熱層)を塗布して形成されている。この塗布層に、露光、現像処理、ガム引き等の製版処理が行われ、印刷機にセットされ、インクが塗布されることで、紙面に文字、画像等が印刷される。
【0032】
なお、PS版10の具体的構成は特に限定されないが、例えば、ヒートモード方式およびフォトン方式のレーザ刷版用の平版印刷版とすることによって、デジタルデータから直接製版可能な平版印刷版とすることができる。
【0033】
そして、塗布層が塗布された面を画像形成面といい、この反対側の面、すなわち塗布層が塗布されていない面を非画像形成面という。なお、本実施形態のPS版10は、印刷に必要な処理(露光や現像等)が施される前段階のものであり、場合によっては平版印刷版原版あるいは平版印刷版材と称されることもある。
【0034】
PS版10の形状等は特に限定されず、例えば、厚み0.1〜0.5mm、長辺(幅)200〜1650mm、短辺(長さ)200〜3150mmのアルミニウム板の片面に感光層又は感熱層が塗布されたもの等とすることができる。
【0035】
使用される合紙としては平版印刷版に用いられる一般的なものでよいが、代表例を下記に示す。合紙18としても、ウエブ12の塗布層を確実に保護できれば、その具体的構成は限定されないが、例えば、木材パルプを100%使用した紙や、木材パルプを100%使用せず合成パルプを使用した紙、及びこれらの紙の表面に低密度ポリエチレン層を設けた紙等を使用できる。
【0036】
特に、合成パルプを使用しない紙では、材料コストが低くなるので、低コストで合紙18を製造することができる。より具体的には、漂白クラフトパルプから抄造した坪量20〜55g/m2、密度0.7〜0.85g/cm3、水分4〜6%、ベック平滑度10〜800秒、PH4〜6、透気度15〜300secの合紙が挙げられるが、もちろんこれに限定されない。
【0037】
次に、本発明の実施形態に係る分別装置について説明する。
【0038】
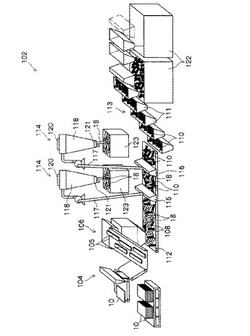
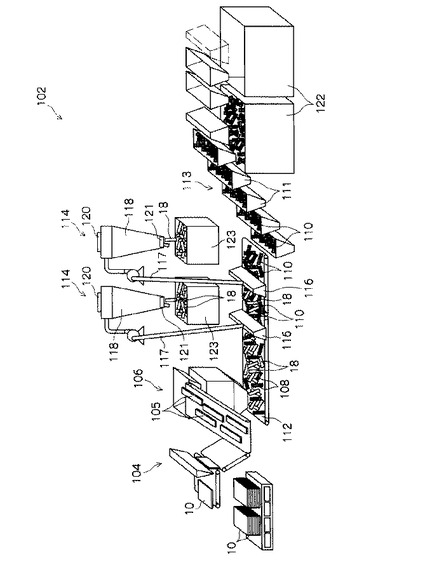
図1に示す加工ライン100では、ウエブ12の巻ズレ等によるNG品、試作品、試運転用等、非製品のアルミ屑、期限切れ品、NG品、試作品等、PS版10によるシート屑、裁断などにより発生した耳部78等によるスリット屑(ギロチンによるギロチン端材屑も含む)などが生じるが、これらはそれぞれ図2に示す分別ライン102へ搬送される。なお、これらの屑には、非金属不純物(合紙18、当てボール62等)が含まれている。
【0039】
分別ライン102には、油圧切断機104を配設しており、加工ライン100から搬送されてきたアルミ屑、シート屑及びスリット屑を、一辺が少なくとも50〜1000mmの長さとなるように切断し、切断片105とする(切断工程)。なお、耳部78の場合は、アルミコイルの長さ分、連続して形成されるため、収容性が良くないことを考えると、図示はしないが、加工ライン100に切断装置を設置してスリット屑を所定長さに切断したものを分別ライン102へ搬送しても良い。
【0040】
また、分別ライン102には、油圧切断機104の分別ライン102の下流側(以下、単に「下流側」という)に、回転式粉砕機106を配設しており、油圧切断機104によって切断された切断片105を、回転式粉砕機106によって粉砕し、さらに小片化(一辺が1〜100mm以下)させる(粉砕工程)。
【0041】
このように、切断片105を回転式粉砕機106で粉砕することで、切断片105には粉砕時に回転刃(図示省略)による回転力が作用し捩れなどが生じて切断片105は変形する。以下、粉砕後の切断片105を粉砕片108という。
【0042】
このようにして変形した粉砕片108では、帯電接着により表面に付着していた合紙18が粉砕片108の表面から剥がれてしまう(分離する)。
【0043】
ここで、粉砕時の、回転式粉砕機106の回転数は、固定刃に対する回転刃の相対速度が50m/分以上となるようにする。固定刃に対する回転刃の相対速度が50m/分未満の場合、合紙18にアルミが食込み、合紙18が粉砕片108の表面から剥がれなくなってしまうからである。
【0044】
一方、回転式粉砕機106の下流側には、搬送ベルト112を配設しており、回転式粉砕機106の排出口から排出された粉砕片108を搬送する。このとき、回転式粉砕機106の処理能力に対する搬送ベルト112の搬送速度を調整して、粉砕片108同士がなるべく重ならない様に広げた状態で搬送されるようにする。
【0045】
そして、搬送ベルト112の近傍には、2台のサイクロン分離機114が配設されている。このサイクロン分離機114には吸引ノズル116が備えられており、吸引ノズル116によって吸引された吸引物は、ダクト117を通って略円筒状の分離槽118内へ投入される。
【0046】
この分離槽118内では、分離槽118の内壁に沿って旋回する旋回気流と分離槽118の軸芯に沿って上方へ向かう上方気流とが発生し、分離槽118内へ投入された投入物のうち、質量の大きいものは、該分離槽118内で旋回気流により分離槽118の軸心を略中心とする螺旋運動を行いつつ、重力の作用により落下し、質量の小さいものは分離槽118の上部に設けられた上部排出口120から排出される。
【0047】
ここで、搬送ベルト112上では、粉砕片108と該粉砕片108の表面から剥がれた合紙18とが混在している。以下、合紙18が表面から剥がれた粉砕片108をアルミ片110という。このアルミ片110の質量(約0.6〜3.3g)に対して合紙18の質量(約0.07〜0.1g)はかなり軽いため、吸引ノズル116の吸引力は、合紙18のみが吸引されるように設定し、該吸引ノズル116で合紙18を吸引する(吸引工程)。
【0048】
これにより、搬送ベルト112上には、合紙18が剥がれたアルミ片110が残され、搬送されることとなる。そして、このアルミ片110は、複数のアルミ片110を収容可能な収容ボックス111を複数備えた搬送装置113によって、該搬送装置113の下流側に配置されたアルミ片回収箱122へ搬送され、アルミ片110が回収されることとなる。
【0049】
ここで、シート屑(PS版10)内に当てボール62が含まれていない場合、このアルミ片回収箱122内では、非金属不純物が混在することなく、純粋なアルミのみが回収されることとなる。
【0050】
一方、合紙18は吸引ノズル116から吸引され、分離槽118へ投入された後、分離槽118の底部に設けられた排出口121から排出され、上部排出口120からはゴミ等を含むエアが排出される。そして、排出口121の下方には、合紙回収箱123が配置されており、合紙回収箱123内にゴミ等が取り除かれた合紙18が回収されることとなる。
【0051】
なお、ここでは、サイクロン分離機114を用いたが、合紙18のみを吸引することができれば良いため、単なる吸引装置を用いても良い。
【0052】
ところで、シート屑の中には、当てボール62も含まれている場合がある。粉砕された当てボール62の粉砕紙片63は、質量が約1.52〜2.57gであり、アルミ片110の質量約0.6〜3.3gとあまり変わらない。したがって、吸引ノズル116によって粉砕紙片63も吸引しようとすると、アルミ片110も吸引されてしまため、この方法により、粉砕紙片63とアルミ片110とを分別することは困難である。
【0053】
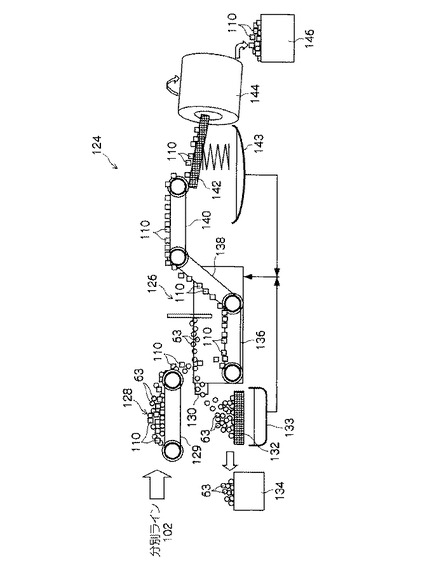
このため、合紙18が剥離されたアルミ片110と粉砕紙片63とを分別するには、アルミ片110と粉砕紙片63とが混在した混在物128を、図3に示す分別ライン124へ搬送する。
【0054】
この分別ライン124では、水槽126を用いており、アルミ片110と粉砕紙片63とが混在した混在物128を搬送ベルト129によって該水槽126内へ投入する(投入工程)。これにより、粉砕紙片63は浮力により水面へ浮上し、アルミ片110は水中に沈下して、混在物128は分別されることとなる。
【0055】
粉砕紙片63はオーバーフローさせ、水槽126に設けられた排出口130から排出させる(第2収容工程)。この排出口130の下部には、水切り部132を設けており、粉砕紙片63を水切りするようにしている(第2水切り工程)。水切りされた粉砕紙片63は、当てボール回収箱134に回収される。ここで、水切り部132の下部には、水分を貯留する貯留部133を設けており、該貯留部133内に貯留された水分は水槽126へ戻すようにしている。
【0056】
一方、水槽126の底部には、搬送ベルト136が配置されており、水中に沈下するアルミ片110が該搬送ベルト136上に載置される。搬送ベルト136には搬送ベルト138が接続されており、搬送ベルト138の一端側は水槽126内に配置され、他端側は水槽126の外部へ露出して、搬送ベルト136によって搬送されたアルミ片110を、搬送ベルト138によって、水槽126外へ搬送するようにしている(第1収容工程)。
【0057】
また、搬送ベルト138には、搬送ベルト140が接続されており、搬送ベルト140の下流側に配置された水切り振動フルイ142上へアルミ片110を搬送している。この水切り振動フルイ142によって、アルミ片110に振動を与えながら水切りをする(第1水切り工程)。
【0058】
そして、水切り振動フルイ142の下流側に配置された乾燥機144内へアルミ片110を投入し乾燥させる(乾燥工程)。乾燥機144によって乾燥したアルミ片110はアルミ片回収箱146へ回収され、アルミ片回収箱146内では、非金属不純物が混在することなく、純粋なアルミのみが回収されることとなる。
【0059】
ここで、水切り振動フルイ142の下部には、水分を貯留する貯留部143を設けており、該貯留部143内に貯留された水分は水槽126へ戻すようにしている。
【0060】
次に、本発明の実施形態に係る分別装置の作用について説明する。
【0061】
本発明では、図2に示すように、切断片105を回転式粉砕機106で粉砕することで、粉砕時に、切断片105に回転力を付与して切断片105を変形させるようにしている。これにより、粉砕片108(粉砕片108は切断片105を粉砕したものである)の表面に付着した合紙18を粉砕片108から剥がすことができる。この状態で、吸引ノズル116によって合紙18のみを吸引することで、粉砕片108と合紙18とが分別され、純粋なアルミのみの回収が可能となる。
【0062】
表1は、シート屑及びギロチン端材屑において、回転式粉砕機106で粉砕した粉砕品(粉砕片108)と、切断機による切断品との比較が示されている。
【0063】
【表1】

図示はしないが、切断片を切断機により切断しただけでは、切断片には折れや変形が少ないため、該切断片の表面から合紙を剥がすことはできず、搬送ベルト112(図2参照)上では、切断片同士が互いに重なり合い易く、また、重なった状態のまま搬送されてしまうこととなる。このように、互いに重なった状態の場合、切断片から合紙のみを吸引することは大変困難であり、切断片と合紙とが混在してしまう。
【0064】
表1に示す実験結果では、板厚0.24mm、20×93〜190mmの切断品において、アルミ片回収箱122内に混入する合紙の混入率は2.07%であり、さらに小片化した20×20〜50mmの切断品でも合紙の混入率は0.49%であった。
【0065】
しかし、本発明のように、切断片105を変形させる(粉砕片108)ことで、粉砕片108の表面から合紙18を剥がすだけでなく、粉砕片108同士が重なり難くなるため、合紙18のみの吸引が可能となる。
【0066】
表1に示す実験結果でも、粉砕片のサイズに拘わらず合紙の混入率は0.12%以下であることが分かる。ここでは、粉砕片の板厚を変えてデータを取っている。粉砕片の板厚が薄過ぎると合紙がアルミに食い込み、厚過ぎると回転式粉砕機106に用いられる刃の寿命が短くなり問題となってしまうが、0.24mm〜0.3mmの範囲では好適であった。
【0067】
また、粉砕片108は変形することで、搬送ベルト112による搬送時においてひっくり返りやすく、合紙18が粉砕片108の下敷きになった状態のままであるということはほとんど無い。つまり、粉砕片108の重みで合紙18を吸引することができないという問題はほとんど生じない。
【0068】
なお、搬送ベルト112に段差を複数設け、搬送される粉砕片108に大きな振動を与えるようにしても良い。これにより、粉砕片108を積極的にひっくり返したり、重なった粉砕片108をばらけさせたりすることもできる。
【0069】
以上のように、本発明では、まず、ウエブ12を所定の大きさに切断するため、アルミ屑、シート屑、スリット屑等、大きさの異なるウエブ12を所定のサイズに分別する手間が省け、コスト、時間の削減を図ることができる。また、粉砕片108を変形させることで、粉砕片108の表面から合紙18を剥がすことができるため、溶剤などで合紙18を剥がす場合と比較して、簡易的な装置で実現可能である。
【0070】
また、このようにして、非金属不純物が除去された純粋なアルミであるアルミ片110をリサイクルすることで、アルミ片110を溶融する際に生じる非金属不純物の燃焼による飛灰を防止できると共に、非金属不純物の燃焼によるアルミ片110の表面の酸化を抑制することができる。このため、溶融時のロスを最少にすることができ、効率良く安価なウエブ12を製造する事を可能にする。
【0071】
一方、シート屑の中に粉砕紙片63が含まれている場合は、図3に示すように、アルミ片110及び粉砕紙片63が混在した混在物128を水槽126へ投入することで、アルミ片110と粉砕紙片63の比重差を利用した分別を行う。
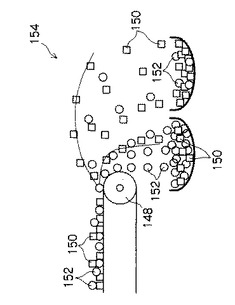
【0072】
図4に示すように、永久磁石148を用いて高速回転させることで渦電流を発生させ、瞬間的にアルミ150に磁力を発生させてアルミ150をはじき飛ばして、アルミ150と紙片152とを選別する磁気選別機154を用いた場合と比較して、本発明では選別率が高く、粉砕片108と粉砕紙片63とを精度良く分別することができる。また、このような磁気選別機154を用いた場合と比較して、設備費が安く、約63%削減することができる。
【0073】
また、図示はしないが、磁気選別機以外にも、比重差を利用してアルミと紙材とを選別する風力選別機もある。しかし、これも本発明と比較すると選別率が低く、また、装置自体の高さを必要とするため、建屋改造の必要が生じ、費用が増大してしまう。
【図面の簡単な説明】
【0074】
【図1】平版印刷版の加工ラインの全体構成を示す斜視図である。
【図2】本発明の実施形態に係る分別装置一つが備えられた分別ラインを示す斜視図である。
【図3】本発明の実施形態に係る他の分別装置が備えられた分別ラインを示す斜視図である。
【図4】磁気選別機による分別方法を説明する説明図である。
【符号の説明】
【0075】
12 ウエブ(金属ウエブ)
18 合紙
62 当てボール(保護部材)
63 粉砕紙片(保護部材)
78 耳部
100 加工ライン
102 分別ライン
104 油圧切断機(切断手段)
105 切断片
106 回転式粉砕機(粉砕手段)
108 粉砕片
110 アルミ片(粉砕片)
114 サイクロン分離機(吸引手段)
124 分別ライン
126 水槽
128 混在物
129 搬送ベルト(投入手段)
130 排出口(第1収容手段)
132 水切り部(第1水切り手段)
136 搬送ベルト(第2収容手段)
138 搬送ベルト(第2収容手段)
140 搬送ベルト(第2収容手段)
142 水切り振動フルイ(第2水切り手段)
144 乾燥機(乾燥手段)
【技術分野】
【0001】
本発明は、非金属不純物と平板印刷版を分別する分別装置及び分別方法に関するものである。
【背景技術】
【0002】
平版印刷版の製造工程において、工程トラブル等による不良品(出荷された未使用印刷版返品も含む)や、平版印刷版として所定の幅・長さに切断する際に生じる切断屑には、非金属不純物(感光層保護材、包装材料等)が混合しており、それらは一般の屑アルミニウムとして(売却)処理され、再生合金となり、平版印刷版用の原料にはならなかった。つまり、平版印刷版はその支持体が所定の合金成分になるよう調整されたアルミニウム合金であるにも関わらず、再度平版印刷版になるようなリサイクルが行えないでいた。
【0003】
このため、平板印刷版と非金属不純物とを分離させる方法として、特許文献1では、研磨ブラシと研磨材とを用いる方法やボールと研磨材とを用いる方法等が開示されており、これにより、非金属不純物を平板印刷版から分離させ、該平版印刷版をリサイクル可能としている。
【0004】
しかしながら、平版印刷版の製造工程において発生する未使用平版印刷版の大きさは、小片サイズから大判シートまで様々なサイズが混在しており、平板印刷版と非金属不純物とを分離させる前に、人手により未使用平版印刷版を所定のサイズに分別する必要が生じ、コスト、時間が掛っていた。
【特許文献1】特開2005−186415号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記事実を考慮し、低コスト、短時間で非金属不純物と平板印刷版を分別することができる分別装置及び分別装置を得ることを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載の発明は、分別装置において、合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、を有することを特徴とする。
【0007】
請求項1に記載の発明では、金属ウエブを所定の大きさに切断し切断片を形成した後、該切断片を粉砕すると共に変形させることで、粉砕片から合紙を剥がすことができる。これにより、吸引手段において、合紙のみを吸引することで、合紙と金属部とが分別されることとなる。
【0008】
本発明では、まず、金属ウエブを所定の大きさに切断するため、帯状、シート状、チップ状等、大きさの異なる金属ウエブを所定のサイズに分別する手間が省け、コスト、時間の削減を図ることができる。また、粉砕片を変形させることで、粉砕片の金属部から合紙を剥がすことができるため、溶剤などで合紙を剥がす場合と比較して、簡易的な装置で実現可能である。
【0009】
また、このようにして、非金属不純物が除去された粉砕片をリサイクルすることで、粉砕片を溶融する際に生じる非金属不純物の燃焼による飛灰を防止できると共に、非金属不純物の燃焼による粉砕片の表面の酸化を抑制することができる。このため、溶融時のロスを最少にすることができ、効率良く安価な金属ウエブを製造する事を可能にする。
【0010】
請求項2に記載の発明は、分別装置において、保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、前記吸引手段で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入手段と、前記水槽の中で沈下した前記粉砕片を収容する第1収容手段と、前記水槽の水面に浮上した前記粉砕した保護部材を収容する第2収容手段と、を有することを特徴とする。
【0011】
請求項2に記載の発明では、保護部材と合紙と金属ウエブとが混在する混在物を分別する。合紙で保護された金属ウエブと保護部材を所定の大きさに切断した切断片を粉砕すると共に変形させた後、吸引手段において、合紙のみを吸引することで、混在物から合紙が分別される。
【0012】
合紙が分別された混在物には、粉砕された金属ウエブ(粉砕片)と粉砕された保護部材が混在することとなる。ここで、保護部材は厚紙が用いられ水よりも比重が小さく、金属ウエブはアルミが用いられ水よりも比重が大きい。このため、該混在物を水槽へ投入し、比重差によって水槽内で保護部材と粉砕片とを分別する。
【0013】
つまり、粉砕片は水中に沈下し、粉砕された保護部材は水面に浮上することとなる。そして、第1収容手段によって粉砕片を収容し、第2収容手段によって粉砕された保護部材を収容することで、粉砕片と粉砕された保護部材とを分別する。
【0014】
その他の分別方法として、永久磁石を用いて高速回転させることで渦電流を発生させ、瞬間的にアルミに磁力を発生させてアルミをはじき飛ばして、アルミと紙材とを選別する磁気選別機を用いる方法があるが、磁気選別機を用いた場合と比較して、本発明では、選別率が高く、粉砕片と保護部材とを精度良く分別することができる。また、磁気選別機を用いた場合と比較して設備費が安い。
【0015】
請求項3に記載の発明は、請求項2に記載の分別装置において、前記第1収容手段で収容された前記粉砕片を水切りする第1水切り手段と、前記第2収容手段で収容された前記粉砕した保護部材を水切りする第2水切り手段と、を設けたことを特徴とする。
【0016】
請求項4に記載の発明は請求項3に記載の分別装置において、前記第1水切り手段で水切りした前記粉砕片を乾燥させる乾燥手段を設けたことを特徴とする。
【0017】
請求項5に記載の発明は、請求項2〜4の何れか1項に記載の分別装置において、前記第1水切り手段及び前記第2水切り手段で水切りされた水を前記水槽へ戻すことを特徴とする。
【0018】
請求項6に記載の発明は、分別方法において、合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、を有することを特徴とする。これにより、請求項1に記載の発明と略同一の効果を得ることができる。
【0019】
請求項7に記載の発明は、分別方法において、保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、前記吸引工程で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入工程と、前記水槽の中で沈下した前記粉砕片を収容する第1収容工程と、前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容工程と、を有することを特徴とする。これにより、請求項2に記載の発明と略同一の効果を得ることができる。
【0020】
請求項8に記載の発明は、請求項7に記載の分別方法において、前記第1収容工程で収容された前記粉砕片を水切りする第1水切り工程と、前記第2収容工程で収容された前記粉砕した保護部材を水切りする第2水切り工程と、を設けたことを特徴とする。これにより、請求項3に記載の発明と略同一の効果を得ることができる。
【0021】
請求項9に記載の発明は、請求項8に記載の分別方法において、前記第1水切り工程で水切りした前記粉砕片を乾燥させる乾燥工程を設けたことを特徴とする。これにより、請求項4に記載の発明と略同一の効果を得ることができる。
【発明の効果】
【0022】
本発明は、上記構成としたので、低コスト、短時間で非金属不純物と平板印刷版を分別することができる。
【発明を実施するための最良の形態】
【0023】
図1には、通常の感光性平版印刷版(以下、「PS版」という)の加工ライン100が示されている。
【0024】
この加工ライン100の上流側(図1右上側)には、あらかじめロール状に巻かれたウエブ12を順次巻き出す送出機14が配設されている。送出機14から送り出された長尺状のウエブ12はカール矯正された後、合紙18が貼り合わされる。そして、帯電により合紙18がウエブ12に密着された状態で、ノッチャー20に至り、ウエブ12に打ち抜き部を設ける。次に、裁断加工部22を構成する裁断刃24が、ウエブ12の幅方向へ移動して、打ち抜き位置でウエブ12を連続裁断する。これにより、ウエブ12の両側端部からはそれぞれ耳部78が切り離される。
【0025】
このようにして、所定の裁断幅に裁断されたウエブ12は、指示されたタイミングで走間カッタ30により切断される。これにより、設定されたサイズのシート状のPS版10が製造される。このPS版10は、コンベア32によって集積装置40へ送られ、該集積装置40によって所定枚数積み重ねられて、積層体60が構成される。
【0026】
一方、集積装置40の近傍には、保護材としての厚紙62(以下「当てボール62」という)の裁切断部39が配設されており、予め積層体60のサイズに合わせて裁切断される。
【0027】
裁切断された当てボール62は、コンベア70によって搬送され、積層体60の少なくとも最上部に載置される。この当てボール62によって、積層体60を構成するPS版10の湾曲や、外力による変形、損傷等が防止される。
【0028】
そして、積層体60は、搬送部35を経て、ラック倉庫等の保管庫あるいは包装工程に送られ、包装材料(テープ、内装材、外装材等)によって包装される。また、自動製版機用のスキッド41に積み重ねることも可能である。
【0029】
以上のようにして、PS版10は包装されて出荷されるが、包装形態によっては、合紙18や、その他の包装材料を省略してもよい。
【0030】
ここで、金属ウエブとしてのアルミニウム板は、例えば、JIS1050材、JIS1100材、JIS1070材、Al−Mg系合金、Al−Mn系合金、Al−Mn−Mg系合金、Al−Zr系合金、Al−Mg−Si系合金等を適用し得る。メーカにおけるアルミニウム板の製造過程では、上記規格に適合するアルミニウムの鋳塊を製造し、このアルミニウム鋳塊を熱間圧延した後、必要に応じて焼鈍と呼ぶ熱処理を施し、冷間圧延により所定の厚さとされた帯状のアルミニウム板に仕上げる。
【0031】
PS版10は、長方形の板状に形成された薄いアルミニウム板の片面に、塗布層(感光性印刷版の場合には感光層、感熱性印刷版の場合には感熱層)を塗布して形成されている。この塗布層に、露光、現像処理、ガム引き等の製版処理が行われ、印刷機にセットされ、インクが塗布されることで、紙面に文字、画像等が印刷される。
【0032】
なお、PS版10の具体的構成は特に限定されないが、例えば、ヒートモード方式およびフォトン方式のレーザ刷版用の平版印刷版とすることによって、デジタルデータから直接製版可能な平版印刷版とすることができる。
【0033】
そして、塗布層が塗布された面を画像形成面といい、この反対側の面、すなわち塗布層が塗布されていない面を非画像形成面という。なお、本実施形態のPS版10は、印刷に必要な処理(露光や現像等)が施される前段階のものであり、場合によっては平版印刷版原版あるいは平版印刷版材と称されることもある。
【0034】
PS版10の形状等は特に限定されず、例えば、厚み0.1〜0.5mm、長辺(幅)200〜1650mm、短辺(長さ)200〜3150mmのアルミニウム板の片面に感光層又は感熱層が塗布されたもの等とすることができる。
【0035】
使用される合紙としては平版印刷版に用いられる一般的なものでよいが、代表例を下記に示す。合紙18としても、ウエブ12の塗布層を確実に保護できれば、その具体的構成は限定されないが、例えば、木材パルプを100%使用した紙や、木材パルプを100%使用せず合成パルプを使用した紙、及びこれらの紙の表面に低密度ポリエチレン層を設けた紙等を使用できる。
【0036】
特に、合成パルプを使用しない紙では、材料コストが低くなるので、低コストで合紙18を製造することができる。より具体的には、漂白クラフトパルプから抄造した坪量20〜55g/m2、密度0.7〜0.85g/cm3、水分4〜6%、ベック平滑度10〜800秒、PH4〜6、透気度15〜300secの合紙が挙げられるが、もちろんこれに限定されない。
【0037】
次に、本発明の実施形態に係る分別装置について説明する。
【0038】
図1に示す加工ライン100では、ウエブ12の巻ズレ等によるNG品、試作品、試運転用等、非製品のアルミ屑、期限切れ品、NG品、試作品等、PS版10によるシート屑、裁断などにより発生した耳部78等によるスリット屑(ギロチンによるギロチン端材屑も含む)などが生じるが、これらはそれぞれ図2に示す分別ライン102へ搬送される。なお、これらの屑には、非金属不純物(合紙18、当てボール62等)が含まれている。
【0039】
分別ライン102には、油圧切断機104を配設しており、加工ライン100から搬送されてきたアルミ屑、シート屑及びスリット屑を、一辺が少なくとも50〜1000mmの長さとなるように切断し、切断片105とする(切断工程)。なお、耳部78の場合は、アルミコイルの長さ分、連続して形成されるため、収容性が良くないことを考えると、図示はしないが、加工ライン100に切断装置を設置してスリット屑を所定長さに切断したものを分別ライン102へ搬送しても良い。
【0040】
また、分別ライン102には、油圧切断機104の分別ライン102の下流側(以下、単に「下流側」という)に、回転式粉砕機106を配設しており、油圧切断機104によって切断された切断片105を、回転式粉砕機106によって粉砕し、さらに小片化(一辺が1〜100mm以下)させる(粉砕工程)。
【0041】
このように、切断片105を回転式粉砕機106で粉砕することで、切断片105には粉砕時に回転刃(図示省略)による回転力が作用し捩れなどが生じて切断片105は変形する。以下、粉砕後の切断片105を粉砕片108という。
【0042】
このようにして変形した粉砕片108では、帯電接着により表面に付着していた合紙18が粉砕片108の表面から剥がれてしまう(分離する)。
【0043】
ここで、粉砕時の、回転式粉砕機106の回転数は、固定刃に対する回転刃の相対速度が50m/分以上となるようにする。固定刃に対する回転刃の相対速度が50m/分未満の場合、合紙18にアルミが食込み、合紙18が粉砕片108の表面から剥がれなくなってしまうからである。
【0044】
一方、回転式粉砕機106の下流側には、搬送ベルト112を配設しており、回転式粉砕機106の排出口から排出された粉砕片108を搬送する。このとき、回転式粉砕機106の処理能力に対する搬送ベルト112の搬送速度を調整して、粉砕片108同士がなるべく重ならない様に広げた状態で搬送されるようにする。
【0045】
そして、搬送ベルト112の近傍には、2台のサイクロン分離機114が配設されている。このサイクロン分離機114には吸引ノズル116が備えられており、吸引ノズル116によって吸引された吸引物は、ダクト117を通って略円筒状の分離槽118内へ投入される。
【0046】
この分離槽118内では、分離槽118の内壁に沿って旋回する旋回気流と分離槽118の軸芯に沿って上方へ向かう上方気流とが発生し、分離槽118内へ投入された投入物のうち、質量の大きいものは、該分離槽118内で旋回気流により分離槽118の軸心を略中心とする螺旋運動を行いつつ、重力の作用により落下し、質量の小さいものは分離槽118の上部に設けられた上部排出口120から排出される。
【0047】
ここで、搬送ベルト112上では、粉砕片108と該粉砕片108の表面から剥がれた合紙18とが混在している。以下、合紙18が表面から剥がれた粉砕片108をアルミ片110という。このアルミ片110の質量(約0.6〜3.3g)に対して合紙18の質量(約0.07〜0.1g)はかなり軽いため、吸引ノズル116の吸引力は、合紙18のみが吸引されるように設定し、該吸引ノズル116で合紙18を吸引する(吸引工程)。
【0048】
これにより、搬送ベルト112上には、合紙18が剥がれたアルミ片110が残され、搬送されることとなる。そして、このアルミ片110は、複数のアルミ片110を収容可能な収容ボックス111を複数備えた搬送装置113によって、該搬送装置113の下流側に配置されたアルミ片回収箱122へ搬送され、アルミ片110が回収されることとなる。
【0049】
ここで、シート屑(PS版10)内に当てボール62が含まれていない場合、このアルミ片回収箱122内では、非金属不純物が混在することなく、純粋なアルミのみが回収されることとなる。
【0050】
一方、合紙18は吸引ノズル116から吸引され、分離槽118へ投入された後、分離槽118の底部に設けられた排出口121から排出され、上部排出口120からはゴミ等を含むエアが排出される。そして、排出口121の下方には、合紙回収箱123が配置されており、合紙回収箱123内にゴミ等が取り除かれた合紙18が回収されることとなる。
【0051】
なお、ここでは、サイクロン分離機114を用いたが、合紙18のみを吸引することができれば良いため、単なる吸引装置を用いても良い。
【0052】
ところで、シート屑の中には、当てボール62も含まれている場合がある。粉砕された当てボール62の粉砕紙片63は、質量が約1.52〜2.57gであり、アルミ片110の質量約0.6〜3.3gとあまり変わらない。したがって、吸引ノズル116によって粉砕紙片63も吸引しようとすると、アルミ片110も吸引されてしまため、この方法により、粉砕紙片63とアルミ片110とを分別することは困難である。
【0053】
このため、合紙18が剥離されたアルミ片110と粉砕紙片63とを分別するには、アルミ片110と粉砕紙片63とが混在した混在物128を、図3に示す分別ライン124へ搬送する。
【0054】
この分別ライン124では、水槽126を用いており、アルミ片110と粉砕紙片63とが混在した混在物128を搬送ベルト129によって該水槽126内へ投入する(投入工程)。これにより、粉砕紙片63は浮力により水面へ浮上し、アルミ片110は水中に沈下して、混在物128は分別されることとなる。
【0055】
粉砕紙片63はオーバーフローさせ、水槽126に設けられた排出口130から排出させる(第2収容工程)。この排出口130の下部には、水切り部132を設けており、粉砕紙片63を水切りするようにしている(第2水切り工程)。水切りされた粉砕紙片63は、当てボール回収箱134に回収される。ここで、水切り部132の下部には、水分を貯留する貯留部133を設けており、該貯留部133内に貯留された水分は水槽126へ戻すようにしている。
【0056】
一方、水槽126の底部には、搬送ベルト136が配置されており、水中に沈下するアルミ片110が該搬送ベルト136上に載置される。搬送ベルト136には搬送ベルト138が接続されており、搬送ベルト138の一端側は水槽126内に配置され、他端側は水槽126の外部へ露出して、搬送ベルト136によって搬送されたアルミ片110を、搬送ベルト138によって、水槽126外へ搬送するようにしている(第1収容工程)。
【0057】
また、搬送ベルト138には、搬送ベルト140が接続されており、搬送ベルト140の下流側に配置された水切り振動フルイ142上へアルミ片110を搬送している。この水切り振動フルイ142によって、アルミ片110に振動を与えながら水切りをする(第1水切り工程)。
【0058】
そして、水切り振動フルイ142の下流側に配置された乾燥機144内へアルミ片110を投入し乾燥させる(乾燥工程)。乾燥機144によって乾燥したアルミ片110はアルミ片回収箱146へ回収され、アルミ片回収箱146内では、非金属不純物が混在することなく、純粋なアルミのみが回収されることとなる。
【0059】
ここで、水切り振動フルイ142の下部には、水分を貯留する貯留部143を設けており、該貯留部143内に貯留された水分は水槽126へ戻すようにしている。
【0060】
次に、本発明の実施形態に係る分別装置の作用について説明する。
【0061】
本発明では、図2に示すように、切断片105を回転式粉砕機106で粉砕することで、粉砕時に、切断片105に回転力を付与して切断片105を変形させるようにしている。これにより、粉砕片108(粉砕片108は切断片105を粉砕したものである)の表面に付着した合紙18を粉砕片108から剥がすことができる。この状態で、吸引ノズル116によって合紙18のみを吸引することで、粉砕片108と合紙18とが分別され、純粋なアルミのみの回収が可能となる。
【0062】
表1は、シート屑及びギロチン端材屑において、回転式粉砕機106で粉砕した粉砕品(粉砕片108)と、切断機による切断品との比較が示されている。
【0063】
【表1】
図示はしないが、切断片を切断機により切断しただけでは、切断片には折れや変形が少ないため、該切断片の表面から合紙を剥がすことはできず、搬送ベルト112(図2参照)上では、切断片同士が互いに重なり合い易く、また、重なった状態のまま搬送されてしまうこととなる。このように、互いに重なった状態の場合、切断片から合紙のみを吸引することは大変困難であり、切断片と合紙とが混在してしまう。
【0064】
表1に示す実験結果では、板厚0.24mm、20×93〜190mmの切断品において、アルミ片回収箱122内に混入する合紙の混入率は2.07%であり、さらに小片化した20×20〜50mmの切断品でも合紙の混入率は0.49%であった。
【0065】
しかし、本発明のように、切断片105を変形させる(粉砕片108)ことで、粉砕片108の表面から合紙18を剥がすだけでなく、粉砕片108同士が重なり難くなるため、合紙18のみの吸引が可能となる。
【0066】
表1に示す実験結果でも、粉砕片のサイズに拘わらず合紙の混入率は0.12%以下であることが分かる。ここでは、粉砕片の板厚を変えてデータを取っている。粉砕片の板厚が薄過ぎると合紙がアルミに食い込み、厚過ぎると回転式粉砕機106に用いられる刃の寿命が短くなり問題となってしまうが、0.24mm〜0.3mmの範囲では好適であった。
【0067】
また、粉砕片108は変形することで、搬送ベルト112による搬送時においてひっくり返りやすく、合紙18が粉砕片108の下敷きになった状態のままであるということはほとんど無い。つまり、粉砕片108の重みで合紙18を吸引することができないという問題はほとんど生じない。
【0068】
なお、搬送ベルト112に段差を複数設け、搬送される粉砕片108に大きな振動を与えるようにしても良い。これにより、粉砕片108を積極的にひっくり返したり、重なった粉砕片108をばらけさせたりすることもできる。
【0069】
以上のように、本発明では、まず、ウエブ12を所定の大きさに切断するため、アルミ屑、シート屑、スリット屑等、大きさの異なるウエブ12を所定のサイズに分別する手間が省け、コスト、時間の削減を図ることができる。また、粉砕片108を変形させることで、粉砕片108の表面から合紙18を剥がすことができるため、溶剤などで合紙18を剥がす場合と比較して、簡易的な装置で実現可能である。
【0070】
また、このようにして、非金属不純物が除去された純粋なアルミであるアルミ片110をリサイクルすることで、アルミ片110を溶融する際に生じる非金属不純物の燃焼による飛灰を防止できると共に、非金属不純物の燃焼によるアルミ片110の表面の酸化を抑制することができる。このため、溶融時のロスを最少にすることができ、効率良く安価なウエブ12を製造する事を可能にする。
【0071】
一方、シート屑の中に粉砕紙片63が含まれている場合は、図3に示すように、アルミ片110及び粉砕紙片63が混在した混在物128を水槽126へ投入することで、アルミ片110と粉砕紙片63の比重差を利用した分別を行う。
【0072】
図4に示すように、永久磁石148を用いて高速回転させることで渦電流を発生させ、瞬間的にアルミ150に磁力を発生させてアルミ150をはじき飛ばして、アルミ150と紙片152とを選別する磁気選別機154を用いた場合と比較して、本発明では選別率が高く、粉砕片108と粉砕紙片63とを精度良く分別することができる。また、このような磁気選別機154を用いた場合と比較して、設備費が安く、約63%削減することができる。
【0073】
また、図示はしないが、磁気選別機以外にも、比重差を利用してアルミと紙材とを選別する風力選別機もある。しかし、これも本発明と比較すると選別率が低く、また、装置自体の高さを必要とするため、建屋改造の必要が生じ、費用が増大してしまう。
【図面の簡単な説明】
【0074】
【図1】平版印刷版の加工ラインの全体構成を示す斜視図である。
【図2】本発明の実施形態に係る分別装置一つが備えられた分別ラインを示す斜視図である。
【図3】本発明の実施形態に係る他の分別装置が備えられた分別ラインを示す斜視図である。
【図4】磁気選別機による分別方法を説明する説明図である。
【符号の説明】
【0075】
12 ウエブ(金属ウエブ)
18 合紙
62 当てボール(保護部材)
63 粉砕紙片(保護部材)
78 耳部
100 加工ライン
102 分別ライン
104 油圧切断機(切断手段)
105 切断片
106 回転式粉砕機(粉砕手段)
108 粉砕片
110 アルミ片(粉砕片)
114 サイクロン分離機(吸引手段)
124 分別ライン
126 水槽
128 混在物
129 搬送ベルト(投入手段)
130 排出口(第1収容手段)
132 水切り部(第1水切り手段)
136 搬送ベルト(第2収容手段)
138 搬送ベルト(第2収容手段)
140 搬送ベルト(第2収容手段)
142 水切り振動フルイ(第2水切り手段)
144 乾燥機(乾燥手段)
【特許請求の範囲】
【請求項1】
合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、
前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、
前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、
を有することを特徴とする分別装置。
【請求項2】
保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、
前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、
前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、
前記吸引手段で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入手段と、
前記水槽の中で沈下した前記粉砕片を収容する第1収容手段と、
前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容手段と、
を有することを特徴とする分別装置。
【請求項3】
前記第1収容手段で収容された前記粉砕片を水切りする第1水切り手段と、前記第2収容手段で収容された前記粉砕した保護部材を水切りする第2水切り手段と、を設けたことを特徴とする請求項2に記載の分別装置。
【請求項4】
前記第1水切り手段で水切りした前記粉砕片を乾燥させる乾燥手段を設けたことを特徴とする請求項3に記載の分別装置。
【請求項5】
前記第1水切り手段及び前記第2水切り手段で水切りされた水を前記水槽へ戻すことを特徴とする請求項2〜4の何れか1項に記載の分別装置。
【請求項6】
合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、
前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、
前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、
を有することを特徴とする分別方法。
【請求項7】
保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、
前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、
前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、
前記吸引工程で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入工程と、
前記水槽の中で沈下した前記粉砕片を収容する第1収容工程と、
前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容工程と、
を有することを特徴とする分別方法。
【請求項8】
前記第1収容工程で収容された前記粉砕片を水切りする第1水切り工程と、前記第2収容工程で収容された前記粉砕した保護部材を水切りする第2水切り工程と、を設けたことを特徴とする請求項7に記載の分別方法。
【請求項9】
前記第1水切り工程で水切りした前記粉砕片を乾燥させる乾燥工程を設けたことを特徴とする請求項8に記載の分別方法。
【請求項1】
合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、
前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、
前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、
を有することを特徴とする分別装置。
【請求項2】
保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断手段と、
前記切断手段で形成された切断片を粉砕すると共に変形させる粉砕手段と、
前記粉砕手段で変形した粉砕片から粉砕した合紙を吸引する吸引手段と、
前記吸引手段で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入手段と、
前記水槽の中で沈下した前記粉砕片を収容する第1収容手段と、
前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容手段と、
を有することを特徴とする分別装置。
【請求項3】
前記第1収容手段で収容された前記粉砕片を水切りする第1水切り手段と、前記第2収容手段で収容された前記粉砕した保護部材を水切りする第2水切り手段と、を設けたことを特徴とする請求項2に記載の分別装置。
【請求項4】
前記第1水切り手段で水切りした前記粉砕片を乾燥させる乾燥手段を設けたことを特徴とする請求項3に記載の分別装置。
【請求項5】
前記第1水切り手段及び前記第2水切り手段で水切りされた水を前記水槽へ戻すことを特徴とする請求項2〜4の何れか1項に記載の分別装置。
【請求項6】
合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、
前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、
前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、
を有することを特徴とする分別方法。
【請求項7】
保護部材と合紙で保護された金属ウエブを所定の大きさに切断する切断工程と、
前記切断工程で形成された切断片を粉砕すると共に変形させる粉砕工程と、
前記粉砕工程で変形した粉砕片から粉砕した合紙を吸引する吸引工程と、
前記吸引工程で前記合紙が取り除かれた前記粉砕片と粉砕した保護部材を水槽に投入する投入工程と、
前記水槽の中で沈下した前記粉砕片を収容する第1収容工程と、
前記水槽で水面に浮上した前記粉砕した保護部材を収容する第2収容工程と、
を有することを特徴とする分別方法。
【請求項8】
前記第1収容工程で収容された前記粉砕片を水切りする第1水切り工程と、前記第2収容工程で収容された前記粉砕した保護部材を水切りする第2水切り工程と、を設けたことを特徴とする請求項7に記載の分別方法。
【請求項9】
前記第1水切り工程で水切りした前記粉砕片を乾燥させる乾燥工程を設けたことを特徴とする請求項8に記載の分別方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2007−260514(P2007−260514A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−86593(P2006−86593)
【出願日】平成18年3月27日(2006.3.27)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月27日(2006.3.27)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]