
分離膜エレメントの洗浄方法
【課題】 スパイラル型分離膜エレメントを圧力容器内に装填した際に、洗浄液を造水時の原水流入の方向とは逆の方向へ流すことにより分離膜エレメント内の分離膜を洗浄し、特に原水側付近の膜面に付着した汚れを、効率良く除去することができる分離膜エレメント洗浄方法を提供する。
【解決手段】 少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材14であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させる、分離膜エレメントの洗浄方法である。
【解決手段】 少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材14であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させる、分離膜エレメントの洗浄方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被処理流体中に存在している成分を分離除去するためのスパイラル型分離膜エレメントを圧力容器内で洗浄する方法に関するものである。
【背景技術】
【0002】
近年、逆浸透膜等の分離膜を用いた流体の分離は、省エネルギープロセスとして注目され、利用が進んでいる。たとえば、逆浸透膜を用いた逆浸透分離法では、塩分等の溶質を含んだ溶液を該溶液の浸透圧以上の圧力で逆浸透膜を透過させることで、塩分等の溶質の濃度が低減された液体を得ることが可能であり、例えば海水の淡水化、かん水の脱塩、超純水の製造や廃水処理に用いられている。
【0003】
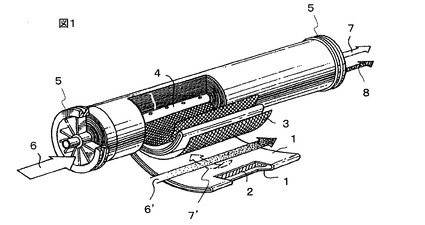
これらの分離膜は、平膜の場合、スパイラル型エレメントという形態で用いられることが多い。従来のスパイラル型分離膜エレメントの構造としては、たとえば図1に示すように、分離膜1、供給側流路材3及び透過側流路材2の積層体の単数または複数が、有孔の中心管4の周りに巻きつけられ、その両端側にテレスコープ防止板5を設置したものが知られている(例えば、特許文献1参照)。
【0004】
この分離膜エレメントは、被処理流体6が一端面より供給され、供給側流路材3に沿って流動しながらその溶媒成分が分離膜1を透過することにより、溶媒成分が分離される。その後、分離膜を透過した溶媒成分(透過流体7′)は、透過側流路材2に沿って流動して、中心管4内へとその側面の孔から流入し、該中心管内を流動し、エレメントの他端面より透過流体7として取り出される。一方、溶質を高濃度に含有する処理流体は、エレメントの他端面より濃縮流体8として取り出される。
【0005】
上記した従来の分離膜エレメントにおいては、通常、原水側に配置されたテレスコープ防止板の外周側の周回溝に弾性材製シール部材が嵌着されていて、その分離膜エレメントが圧力容器であるベッセル内に、複数本、装填されて使用される。分離膜エレメントは、テレスコープ防止板の外周側の周回溝に弾性材製シール部材が嵌着されることにより、分離膜エレメントと圧力容器との隙間を弾性材製シール部材にてシールすることができ、その隙間内の被処理液体の流通が阻止されるので、効率良く被処理流体を分離膜エレメントにて処理することができる。従来は、断面O字状のO−リングシールや断面U字状のU−カップシールなどの弾性樹脂製シール部材が使用されている。O−リングシールを使用した場合は、テレスコープ防止板の外周側の周回溝に嵌着されたO−リングシールが、圧力容器の内壁と接触し、O−リングシールがつぶれて変形することで、分離膜エレメントと圧力容器内との隙間を埋めている。
【0006】
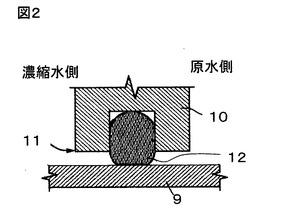
図2は、O−リングシール12がテレスコープ防止板の外周部10に嵌着された分離膜エレメントが圧力容器内に装填された状態を示すものであって、O−リングシール装着部分の近傍を拡大して模式的に示す部分拡大断面図である。図2において、O−リングシール12は、圧力容器の内壁9と圧接している部分において変形し、圧力容器の内壁9との接触面積が大きくなっている。さらに、O−リングシール12は弾性樹脂で構成されているので圧力容器の内壁9との摺動摩擦が大きい。
【0007】
そのため、圧力容器内でエレメントを移動させる際には、O−リングシール12と圧力容器の内壁9との摩擦に抗するために大きな荷重が必要であり、特に、複数本の分離膜エレメントを圧力容器内で移動させる場合は特に大きな荷重となって労力がかかるため、実際に圧力容器内に分離膜エレメントを着脱させる作業は非効率となる。
【0008】
このようなO−リングシールの問題点を解消するために、分離膜エレメントのシール部材として、U−カップシールが考案され広く使用されている。このU−カップシールは、U字状の開いた部分が原水側に向くように分離膜エレメントのテレスコープ防止板にセットされている。このU−カップシールは、原水側から水が供給された時に、その水圧でU字が開き、U−カップシールと圧力容器との隙間を埋める構造になっている。
【0009】
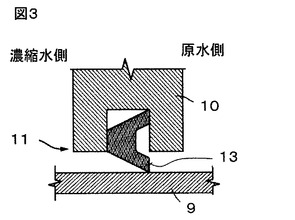
図3は、U−カップシール13がテレスコープ防止板の外周部10に嵌着された分離膜エレメントが圧力容器内に装填された状態を示すものであって、U−カップシール装着部分の近傍を拡大して模式的に示す拡大断面図である。図3において、U−カップシール13は、圧力容器の内壁9との接触面積は比較的小さいが、前述したとおり、図の右から左への方向に流れる流体に対してはシール機能が発揮される。しかし、図の左から右へと流れる流体に対してはシール機能不十分である。
【0010】
そのようなU−カップシールの構造のため、原水側から濃縮水側に分離膜エレメントを移動させる際は、U−カップシールの端が圧力容器の内壁と軽く接触する程度であり、容易にエレメントを移動させることができる。しかし、濃縮水側から原水側に移動させる場合、U-カップシールの端が圧力容器の内壁と強く接触すること、さらには、U−カップシールの端が反り返り、分離膜エレメントと圧力容器の隙間に挟まってしまい、分離膜エレメントを移動させるために非常に大きな荷重が必要となることがある。そこで、U−カップシールが使用されているエレメントを用いる実際のプラントでは、分離膜エレメントの圧力容器内への脱着作業は、圧力容器の原水側から分離膜エレメントを挿入し、濃縮水側に押し込み、濃縮側からエレメントを抜き出す、あるいは、濃縮水側から引き出す方法を採用している。
【0011】
圧力容器内に装填された分離膜エレメントは、原水を通過させる膜分離処理を続けていくと原水中の汚れ物質が分離膜エレメント内の膜面に付着し堆積していき、分離膜エレメントの機能が低下し、全体の生産水の水量や水質が低下してくる。この膜面への汚れの付着・堆積は、特に、原水側に一番近い分離膜エレメント内の膜面の原水側部分において多い。
【0012】
分離膜エレメント内の膜面に汚れが付着・堆積して、生産水の水量や水質が低下してくると、膜面に付着した汚れを除去するために、分離膜エレメント内を洗浄液により洗浄することが行われる。従来の逆浸透膜エレメントの洗浄においては、U−カップシールがシール材として使用されているため、そのシール材の構造から、洗浄液を原水側から濃縮水側に流すことが行われている。
【0013】
U−カップシールの場合、U字の開いた部分が原水側に向くように分離膜エレメントのテレスコープ防止板にセットされていることから、原水側から濃縮側に洗浄液が流れる時には、そのU−カップシールのU字の開いた部分が大きく開き、分離膜エレメントと圧力容器の隙間をシールするので、洗浄液は分離膜エレメント内を流通することができる。しかし、原水側に近い分離膜エレメントの膜面の原水側に付着した汚れは洗浄水により除去されるものの、洗浄水と共に分離膜エレメントの内部へと送り込まれて付着し易く、汚れを十分に取り除くことが困難であった。また、濃縮水側から原水側に洗浄液を通水した場合には、U−カップシールのU字の開いた部分が洗浄水の水流に押しつぶされて、分離膜エレメントと圧力容器の隙間が大きくなるので、洗浄液は分離膜エレメント内を通らずに、分離膜エレメントと圧力容器の間の隙間を大量に通過してしまい、この結果、分離膜エレメント内の膜面の原水側に付着した汚れを十分に取り除くことができない。
【0014】
さらに、従来の装置では、分離膜エレメントの荷重を支えるために、濃縮水側に分離膜エレメントの荷重を支えるための耐圧性部材を設置し、分離膜エレメントの荷重を耐圧性部材で支えることで、分離膜エレメントの破損を防止している。しかし、原水側には、そのような耐圧性部材が具備されていないため、濃縮水側から原水側に洗浄液を通水した場合、透過水パイプ付近にエレメントの全荷重が掛かることになり、外径の大きな逆浸透膜エレメントの場合は、分離膜エレメントが破損する可能性があった。
【0015】
また、特開平11−104636号公報(特許文献2)に記載されているように、中空糸膜を用いる逆浸透膜エレメントの場合には、濃縮水側から原水側に、洗浄用の液体や、洗浄用の液体・気体混合流体を通過させて洗浄を行う逆流洗浄が知られている。しかし、スパイラル型分離膜エレメントの場合には、前述した理由により、逆流洗浄を行うことは困難であると考えられていた。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平10−137558号公報
【特許文献2】特開平11−104636号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明の目的は、上記した従来技術における問題点を解決し、スパイラル型分離膜エレメントを圧力容器内に装填させた場合でも、効率的な洗浄を行うことができる方法を提供することにある。
【課題を解決するための手段】
【0018】
上記目的を達成するための本発明は、次のいずれかの構成をとるものである。
(1) 筒状圧力容器内に装填された分離膜エレメントの内部を液体で洗浄する方法において、分離膜エレメントが、分離膜を含む膜ユニットが巻回されてなる膜ユニット巻体の外周が外装体で覆われ、膜ユニット巻体及び外装体の両端もしくは片端にテレスコープ防止板が設けられてなるスパイラル型分離膜エレメントであり、少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させることを特徴とする分離膜エレメントの洗浄方法。
(2) 分離膜エレメントの内部洗浄時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作の後もしくは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を行う、上記(1)記載の分離膜エレメントの洗浄方法。
(3) スパイラル型分離膜エレメントが筒状圧力容器内に装填された際に、テレスコープ防止板の外周側に装着された非弾性材製シール部材が圧力容器の内壁に密接している、上記(1)又は(2)に記載の分離膜エレメントの洗浄方法。
(4) テレスコープ防止板の外周側に周回溝があり、該周回溝に非弾性材製シール部材が嵌着されている、上記(1)〜(3)のいずれかに記載の分離膜エレメントの洗浄方法。
(5) テレスコープ防止板の外周側に1もしくは複数の非弾性材製シール部材が装着された分離膜エレメントであって、非弾性材製シール部材のスプリット端部どうしが接合している、上記(1)〜(4)のいずれかに記載の分離膜エレメントの洗浄方法。
(6) 非弾性材製シール部材の複数が並列してテレスコープ防止板の外周側に装着され、非弾性材製シール部材のスプリット端どうしが接合する位置が、複数の非弾性材製シール部材どうしで相互に異なる、上記(5)に記載の分離膜エレメントの洗浄方法。
(7) 筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ配置された耐圧機構が、筒状圧力容器端部と該端部側に位置する分離膜エレメントのテレスコープ防止板との間に配置された略円錐状もしくは略円柱状の耐圧性部材である、上記(1)〜(6)のいずれかに記載の分離膜エレメントの洗浄方法。
【発明の効果】
【0019】
本発明の分離膜エレメントの洗浄方法によると、スパイラル型分離膜エレメントを圧力容器内に装填した時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流すことによりエレメント内の分離膜を洗浄する方法が採用でき、効率良く分離膜エレメントの洗浄を行うことができる。特に、原水側付近の膜面に付着した汚れを、効率良く取り除くことができるようになる。さらに、洗浄液を造水時の原水流入の方向とは逆の方向へ流しても、分離膜エレメントの破損を防ぐことができる。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態について、図面を参照しながら説明するが、本発明はこれら図面に示す実施態様に限定されるものではない。
【0021】
図1は、本発明法が適用されるスパイラル型分離膜エレメントの一例を示す部分破断した斜視図である。スパイラル型分離膜エレメントの代表例は、図1に示すように、分離膜1、供給側流路材3、および透過側流路材2が積層状態で、有孔の中心管4の周囲にスパイラル状に巻回され、その分離膜巻回体の両端にテレスコープ防止板5が設置されている。分離膜1は端部が封止されて、供給流体と透過流体の混合を防止している。
【0022】
分離膜1は平膜状の分離膜であって、逆浸透膜、限外ろ過膜、精密ろ過膜、ガス分離膜、脱ガス膜などが使用できる。供給側流路材3には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。透過側流路材2には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。
【0023】
テレスコープ防止板5は、分離膜巻回体が通過する流体の圧力により筒状に変形すること(テレスコープ現象)を防止するために設置された、孔を有する板状物であり、外周側にはシール材を装填するための周回溝を有していることが好ましい。テレスコープ防止板5の材質は熱可塑性樹脂、熱硬化性樹脂、耐熱性樹脂などの樹脂材により構成されればよい。また、このテレスコープ防止板5は、外周環状部と内周環状部と放射状スポーク部とを有するスポーク型構造であることが好ましい。
【0024】
中心管4は、管の側面に複数の孔を有するものであり、中心管4の材質は、樹脂、金属など何れでもよいが、ノリル樹脂、ABS樹脂等のプラスチックが通常使用される。
【0025】
分離膜1の端部を封止するための手段として、接着法が好適に用いられる。接着剤としては、ウレタン系接着剤、エポキシ系接着剤、ホットメルト接着剤等、従来公知の何れの接着剤も使用することができる。
【0026】
また、スパイラル型分離膜エレメントは、分離膜巻回体の外周部が外装材により拘束されて拡径しない構造になっていることも好ましい。外装材は、ポリエステル、ポリプロピレン、ポリエチレン、ポリ塩化ビニルなどからなるシートや、硬化性樹脂を塗ったガラス繊維などからなるもので、分離膜巻回体の外周表面に、かかるシートや繊維を巻回してエレメントが拡径しないように拘束する。
【0027】
本発明法は、上記のようなスパイラル型分離膜エレメントにおいて、その両端もしくは片端にあるテレスコープ防止板の少なくとも一端側のテレスコープ防止板の外周側に装着するシール材として、スプリットリング状の非弾性材製シール部材(以下、スプリットリングシールという)を使用したことを特徴とする。
【0028】
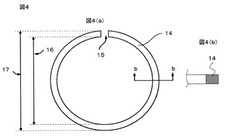
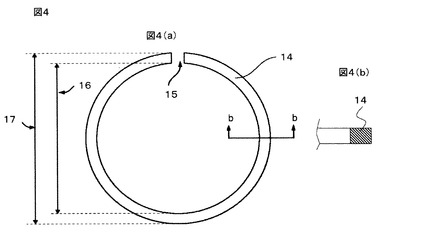
本発明で用いるスプリットリングシールの形態を、図4を用いて説明する。スプリットリングシールは、環状シールが1箇所以上で切断・分割された如き形状を有するものであって、例えば、図4(a)(平面図)に示すようにスプリット部が1箇所存在するものが好ましいが、環状シールが2箇所で切断・分割された如き半円弧状スプリットリングシールを2つ用いてもよい。スプリットリングシールの横断面形状は、特に限定されるものでは無いが、テレスコープ防止板5の外周部の溝に収まり、移動しない構造であればよく、例えば、図4(b)(b−bでの断面図)に示すように略四角形でもよいし、略多角形でもよい。
【0029】
また、スプリットリングシールの外周部の長さ(外周長)は、そのスプリットリングシールのスプリット部を繋げて環状にした時の外周直径が、圧力容器の内壁の直径サイズよりも少し大きくなるように設計し、実際に分離膜エレメントのテレスコープ防止板に装着して圧力容器内に装填された時には、そのスプリット部の隙間が縮まり、スプリットリングシールが圧力容器の内壁と密接する構造となるようにする。また、スプリットリングシールの内周部長さ(内周長)は、そのスプリットリングシールのスプリット部を繋げて環状にした時に、テレスコープ防止板の外周部の周回溝内に、隙間無く収まる大きさであれば良い。スプリットリングシールの大きさは、エレメントの外径や材質等により最適化すればよいが、例えば、シールの径方向幅(即ち、外周直径と内周直径との差の半分)が5〜10mm程度、シールの厚み3〜10mm程度を採用することができる。
【0030】
スプリットリングシールの材質は、非弾性樹脂や金属などの非弾性の材料であれば、特に限定されるものではないが、海水や、分離膜エレメントの洗浄液との耐性を考慮すると非弾性樹脂が好ましく、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン、ノリル、ABS樹脂、ポリカーボネート、4フッ化ポリエチレンなどが使用される。
【0031】
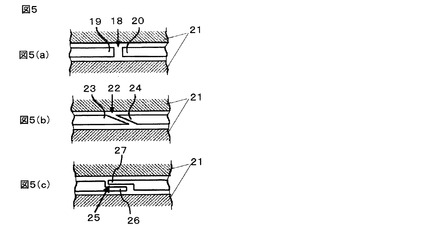
スプリットリングシールにおけるスプリット部の形状は、特に限定されるものではないが、一例として、図5に示すように、シール長手方向に直角に切断した場合(図5(a))、シール長手方向に対し斜めに切断した場合(図5(b))、シール長手方向に対し階段状に切断した場合(図5(c))が挙げられる。
【0032】
特に、シール長手方向に対し斜めに切断した場合(図5(b))、シール長手方向に対し階段状に切断した場合(図5(c))のスプリットリングシールを用いた時には、実際に被処理流体が圧力容器内を流れる際の圧力でもってスプリットリング端部同士が押し付けられ、スプリットリング端部の隙間がほとんど無い状態となる。この結果、スプリット端部同士の接合部分でもシール効果はほぼ保たれ、被処理流体が分離膜エレメントの外側をバイパスする量はかなり少なく、効率的な水処理を行うことができる。
【0033】
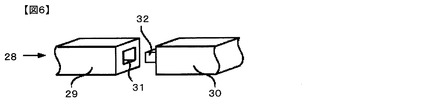
スプリットリングシールを、分離膜エレメントのテレスコープ防止板の外周部に装着した後、そのスプリット部どうしは単に接触するように配置することでもよいし、スプリット部どうしを接合しても良い。その際の接合の方法としては、熱融着接合や接着剤を用いる強固な接合でも良いし、スプリットリングシールのスプリット部の一片と他方とが凹凸嵌合により組み合わさった接合でもよい。スプリットリングシールのスプリット部の凹凸嵌合の一例を図6に示す。図6に示すようにスプリット端部同士を凹凸嵌合させて接合することで、取り扱い時の衝撃でスプリットリングシールの脱落を阻止することができる。
【0034】
スプリットリングシールを、テレスコープ防止板の外周に装着するにあたって、1もしくは複数のシール部材を装着してもよい。複数個のシール部材を装着する場合は、スプリット部の位置を相互に異なる位置にすることが好ましく、これにより原水が分離膜エレメントの外側を通り抜ける量をより少なくすることができる。
【0035】
上記のテレスコープ防止板の外周側にスプリットリングシールが装着されている分離膜エレメントは、スプリットリングシールの材質及び構造から、圧力容器内で移動方向に関係無く、低荷重にて移動させることができる。特に、複数本の分離膜エレメントが圧力容器内に装填されている場合でも、その分離膜エレメントを原水側から濃縮水側へ移動させることも、その反対方向への移動も容易に実施することができる。
【0036】
さらに、外径の大きな分離膜エレメントの場合は、その自重が重くなるため、従来のような弾性材製シール部材が装着された場合に、その重くなった自重の影響で、弾性材製シール部材が、大きく変形して圧力容器の内壁と接するため、その分離膜エレメントを移動させるのに必要な荷重が大きくなるが、スプリットリングシールを装着した場合は、そのシール部材が分離膜エレメントの自重で、ほとんど変形しないので、分離膜エレメントを移動させるのに必要な荷重もさほど大きくならない。この点から、前述したスプリットリングシールは、外径の大きな分離膜エレメントにおいて、その装填、抜き出しなどの移動が容易になるという利点が大きく、非常に有効である。
【0037】
これに対し、従来技術において用いられている弾性材製のO−リングシールを装着したエレメントの場合は、前述したとおり、圧力容器内でのエレメントの移動は、どちらの方向にも移動可能であるものの大きな荷重をかける必要があって大変な労力を要するという問題がある。
【0038】
また、従来技術において用いられている弾性材製のU−カップシールを装着したエレメントの場合は、前述したとおり、原水側から濃縮側に洗浄液を流す洗浄方法によっても、また、濃縮水側から原水側に洗浄液を流す洗浄方法によっても、膜面を十分に洗浄することが難しく洗浄効果が不十分なものであった。
【0039】
しかし、前述したスプリットリングシールをテレスコープ防止板の外周側に装着した分離膜エレメントを圧力容器内に装着した場合には、洗浄水を濃縮水側から原水側に通水する逆流洗浄を行っても、その洗浄水の供給圧力によりシール部材が変形することがないため、分離膜エレメントと圧力容器との隙間も十分にシールされ、洗浄液を分離膜エレメント内の膜面を通過させて膜面の汚れを取り除くことができ、汚れと共に洗浄液を分離膜エレメントの原水側から外に洗い出すことができる。
【0040】
このような逆流洗浄を行う場合、圧力容器内のエレメントには、洗浄水の供給圧力による荷重が濃縮水側から原水側へとかかり、エレメントの荷重が原水側にかかってくるので、原水側に耐圧機構を配置しないときには、洗浄時に原水側のエレメントが破損し易くなる。しかし、本発明においては、圧力容器内の原水側にも、分離膜エレメントの荷重を支える耐圧機構を配置しているので、分離膜エレメントの破損を防ぐことができる。その耐圧機構の具体例としては、圧力容器内の濃縮水側に配置する耐圧性部材と同様の耐圧性部材を、圧力容器内の原水側にも設置し、分離膜エレメントの荷重を、その耐圧性部材でもって支えることができるようにすることが挙げられる。特に、エレメント外径が大きな分離膜エレメント、例えば、外径20cm以上のエレメントの場合には、その分離膜エレメントの荷重が非常に大きくなるため、耐圧性部材を原水側にも設置することが効果的である。
【0041】
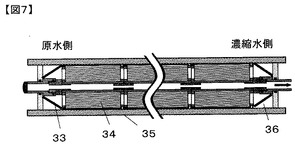
図7は、圧力容器35内の原水側と濃縮水側の両方に耐圧性部材33、36を設置し、複数本の分離膜エレメント34を圧力容器内に装填した時を例示する断面模式図であり、この図では、円錐状の耐圧性部材が設置されている。
【0042】
耐圧性部材の構造は特に限定されるものではないが、従来、圧力容器の濃縮水側にて使用されている耐圧性部材と同様のものを用いればよい。耐圧性部材の形状については、特に限定されるものでは無いが、分離膜エレメントの端面の形状が円であることから、接触面が円となる円柱状や円錐状の形態が好ましい。また、原水通過や濃縮水通過の際の抵抗とならないようにするため、耐圧性部材に複数個の穴を設け、耐圧性を維持しながら、水流の抵抗とならない構造をとることが好ましい。
【0043】
耐圧性部材の材質は、樹脂、金属など、所望の耐圧性が得られる材料であれば特に限定されるものではないが、海水や、分離膜エレメントの洗浄液に対して耐性を有する材質である点を考慮すると樹脂が好ましく、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン、ノリル、ABS樹脂、ポリカーボネート、ポリ塩化ビニルなどが使用される。
【0044】
このように、圧力容器内の原水側と濃縮水側のいずれにも分離膜エレメントの荷重を支える耐圧機構を設置しているので、洗浄液を造水時の原水流入の方向とは逆の方向へ流すことにより洗浄効率を高めても分離膜エレメントの破損を防ぐことができ、分離膜エレメントの原水側の汚れを効果的に取り除くことができる。
【0045】
また、本発明法による洗浄方法では、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作が重要であるが、この主たる洗浄動作の後あるいは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を、補助的に行い、洗浄性をさらに高めてもよい。また、上記した主たる洗浄動作と、補助的な洗浄動作とを交互に繰り返してもよい。
【実施例】
【0046】
以下に具体例を挙げて本発明法を説明するが、本発明法はこれら実施例により限定されるものではない。
【0047】
<実施例1>
全長102cm、直径40cmのスパイラル型逆浸透膜エレメントの原水側のテレスコープ防止板の外周溝に、スプリットリングシールを装着した。スプリットリングシールとしては、シール長手方向に対し垂直にカットしたスプリット部を有する図4に示すスプリットリング状であって、ポリプロピレンからなるスプリットリングシールを用い、このスプリットリングシールの2個を外周溝の中に並列に、かつ、そのスプリット部の位置が、異なる位置になるように配置して装着した。スプリットリングシールの径方向幅は8mm、1個当たりの厚みは3mmであり、外周直径は40.5cmであった。
【0048】
スプリットリングシールを装着したテレスコープ防止板が原水側に配置されるように、スパイラル型逆浸透膜エレメントの6本を同じ圧力容器内に装填した。この装填の際には、圧力容器内の濃縮水側、原水側の両方に、分離膜エレメントの外形と概ね同じ外形の円柱で、側面に穴の有る耐圧性部材を設置し、分離膜エレメントの荷重を耐圧性部材で支えられるようにした。
【0049】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、26mg/Lであった。
【0050】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止した。運転停止の直後に圧力容器内の分離膜エレメントを観察したところ、原水側に一番近い逆浸透膜エレメントに原水由来の汚れが大量に堆積していた。
【0051】
そこで、圧力容器内に装填された分離膜エレメント内に、濃縮水側から原水側に、pH11、35℃の洗浄液(水酸化ナトリウム水溶液)を、ベッセル1本当たり200L/分の供給速度で60分間通水し、分離膜エレメントに付着した汚れを取り除き、再度、運転を開始したところ、差圧が運転開始直後の値の1.1倍まで回復した。
【0052】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、エレメントの形状に異常は見られなかった。
【0053】
<比較例1>
逆浸透膜エレメントのテレスコープ防止板の原水側に装着したシール材として、エチレンプロピレンゴム製のU-カップシール1個を装着したこと以外は、実施例1と同様の方法で、逆浸透膜エレメント6本を同じ圧力容器内に装填した。
【0054】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、25mg/Lであった。
【0055】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止し、実施例1と同様の洗浄を行い、運転を再開したところ、差圧は、運転開始直後の値の1.5倍までしか回復せず、洗浄効果は実施例1の場合よりも明らかに劣っていた。
【0056】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、エレメントの形状に異常は見られなかった。
【0057】
<比較例2>
比較例1の場合と同様に、逆浸透膜エレメントのテレスコープ防止板の原水側に装着したシール材として、エチレンプロピレンゴム製のU-カップシール1個を装着した。この逆浸透膜エレメント6本を同じ圧力容器内に装填する際に原水側の耐圧性部材を設置しなかったこと以外は、実施例1と同様の方法で圧力容器内に逆浸透膜エレメントを装填した。
【0058】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、24mg/Lであった。
【0059】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止し、実施例1と同様の洗浄を行い、運転を再開したところ、差圧は、運転開始直後の値の1.4倍までしか回復せず、洗浄効果は実施例1の場合よりも明らかに劣っていた。
【0060】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、原水側のエレメント1本でテレスコープ防止板の外れが発生していた。
【図面の簡単な説明】
【0061】
【図1】本発明法が適用されるスパイラル型分離膜エレメントの一例を示す部分破断斜視図である。
【図2】テレスコープ防止板にO−リングシールが装着された分離膜エレメントが圧力容器内に装填された状態(従来技術)を示すための、O−リングシール装着部分近傍を拡大して模式的に示す部分拡大断面図である。
【図3】テレスコープ防止板にU−カップシールが装着された分離膜エレメントが圧力容器内に装填された状態(従来技術)を示すための、U−カップシール装着部分近傍を拡大して模式的に示す部分拡大断面図である。
【図4】本発明法で用いるスプリットリング状の非弾性材製シール部材を模式的に示す平面図(図4(a))、b−bでの断面図(図4(b))である。
【図5】本発明法で用いるスプリットリング状の非弾性材製シール部材を分離膜エレメントのテレスコープ防止板の外周部の溝に装着した時の、スプリット部近傍部分を拡大して示す模式図である。
【図6】スプリットリング状の非弾性材製シール部材のスプリット部の一片と他方とを凹凸嵌合により接合する場合の一例を示すスプリット部近傍部分の拡大模式図である。
【図7】圧力容器内の原水側と濃縮水側の両方に耐圧性部材が設置され、複数本の分離膜エレメントが圧力容器内に装填された時を例示する断面模式図である。
【符号の説明】
【0062】
1:分離膜
2:透過側流路材
3:供給側流路材
4:中心管
5:テレスコープ防止板
6、6′:被処理流体(原水)
7、7′:透過流体(透過水)
8:濃縮流体(濃縮水)
9:筒状圧力容器の内壁
10:テレスコープ防止板の外周部
11:テレスコープ防止板の外周面
12:O−リングシール
13:U−カップシール
14:スプリットリング状の非弾性材製シール部材
15:スプリットリング状の非弾性材製シール部材のスプリット部
16:スプリットリング状の非弾性材製シール部材の内径
17:スプリットリング状の非弾性材製シール部材の外径
18:垂直にカットされたスプリット部
19、20:垂直にカットされたスプリット部の近傍のシール部材
21:テレスコープ防止板の円周溝の両側部分
22:斜めにカットされたスプリット部
23、24:斜めにカットされたスプリット部の近傍のシール部材
25:階段状にカットされたスプリット部
26、27:階段状にカットされたスプリット部の近傍のシール部材
28:凸凹により嵌合するスプリット部を有する非弾性材製シール部材
29:端面に凹部を有する非弾性材製シール部材(一方側)
30:端面に凸部を有する非弾性材製シール部材(他方側)
31:非弾性材製シール部材の端面の凹部
32:非弾性材製シール部材の端面の凸部
33:耐圧性部材(原水側)
34:分離膜エレメント
35:圧力容器
36:耐圧性部材(濃縮水側)
【技術分野】
【0001】
本発明は、被処理流体中に存在している成分を分離除去するためのスパイラル型分離膜エレメントを圧力容器内で洗浄する方法に関するものである。
【背景技術】
【0002】
近年、逆浸透膜等の分離膜を用いた流体の分離は、省エネルギープロセスとして注目され、利用が進んでいる。たとえば、逆浸透膜を用いた逆浸透分離法では、塩分等の溶質を含んだ溶液を該溶液の浸透圧以上の圧力で逆浸透膜を透過させることで、塩分等の溶質の濃度が低減された液体を得ることが可能であり、例えば海水の淡水化、かん水の脱塩、超純水の製造や廃水処理に用いられている。
【0003】
これらの分離膜は、平膜の場合、スパイラル型エレメントという形態で用いられることが多い。従来のスパイラル型分離膜エレメントの構造としては、たとえば図1に示すように、分離膜1、供給側流路材3及び透過側流路材2の積層体の単数または複数が、有孔の中心管4の周りに巻きつけられ、その両端側にテレスコープ防止板5を設置したものが知られている(例えば、特許文献1参照)。
【0004】
この分離膜エレメントは、被処理流体6が一端面より供給され、供給側流路材3に沿って流動しながらその溶媒成分が分離膜1を透過することにより、溶媒成分が分離される。その後、分離膜を透過した溶媒成分(透過流体7′)は、透過側流路材2に沿って流動して、中心管4内へとその側面の孔から流入し、該中心管内を流動し、エレメントの他端面より透過流体7として取り出される。一方、溶質を高濃度に含有する処理流体は、エレメントの他端面より濃縮流体8として取り出される。
【0005】
上記した従来の分離膜エレメントにおいては、通常、原水側に配置されたテレスコープ防止板の外周側の周回溝に弾性材製シール部材が嵌着されていて、その分離膜エレメントが圧力容器であるベッセル内に、複数本、装填されて使用される。分離膜エレメントは、テレスコープ防止板の外周側の周回溝に弾性材製シール部材が嵌着されることにより、分離膜エレメントと圧力容器との隙間を弾性材製シール部材にてシールすることができ、その隙間内の被処理液体の流通が阻止されるので、効率良く被処理流体を分離膜エレメントにて処理することができる。従来は、断面O字状のO−リングシールや断面U字状のU−カップシールなどの弾性樹脂製シール部材が使用されている。O−リングシールを使用した場合は、テレスコープ防止板の外周側の周回溝に嵌着されたO−リングシールが、圧力容器の内壁と接触し、O−リングシールがつぶれて変形することで、分離膜エレメントと圧力容器内との隙間を埋めている。
【0006】
図2は、O−リングシール12がテレスコープ防止板の外周部10に嵌着された分離膜エレメントが圧力容器内に装填された状態を示すものであって、O−リングシール装着部分の近傍を拡大して模式的に示す部分拡大断面図である。図2において、O−リングシール12は、圧力容器の内壁9と圧接している部分において変形し、圧力容器の内壁9との接触面積が大きくなっている。さらに、O−リングシール12は弾性樹脂で構成されているので圧力容器の内壁9との摺動摩擦が大きい。
【0007】
そのため、圧力容器内でエレメントを移動させる際には、O−リングシール12と圧力容器の内壁9との摩擦に抗するために大きな荷重が必要であり、特に、複数本の分離膜エレメントを圧力容器内で移動させる場合は特に大きな荷重となって労力がかかるため、実際に圧力容器内に分離膜エレメントを着脱させる作業は非効率となる。
【0008】
このようなO−リングシールの問題点を解消するために、分離膜エレメントのシール部材として、U−カップシールが考案され広く使用されている。このU−カップシールは、U字状の開いた部分が原水側に向くように分離膜エレメントのテレスコープ防止板にセットされている。このU−カップシールは、原水側から水が供給された時に、その水圧でU字が開き、U−カップシールと圧力容器との隙間を埋める構造になっている。
【0009】
図3は、U−カップシール13がテレスコープ防止板の外周部10に嵌着された分離膜エレメントが圧力容器内に装填された状態を示すものであって、U−カップシール装着部分の近傍を拡大して模式的に示す拡大断面図である。図3において、U−カップシール13は、圧力容器の内壁9との接触面積は比較的小さいが、前述したとおり、図の右から左への方向に流れる流体に対してはシール機能が発揮される。しかし、図の左から右へと流れる流体に対してはシール機能不十分である。
【0010】
そのようなU−カップシールの構造のため、原水側から濃縮水側に分離膜エレメントを移動させる際は、U−カップシールの端が圧力容器の内壁と軽く接触する程度であり、容易にエレメントを移動させることができる。しかし、濃縮水側から原水側に移動させる場合、U-カップシールの端が圧力容器の内壁と強く接触すること、さらには、U−カップシールの端が反り返り、分離膜エレメントと圧力容器の隙間に挟まってしまい、分離膜エレメントを移動させるために非常に大きな荷重が必要となることがある。そこで、U−カップシールが使用されているエレメントを用いる実際のプラントでは、分離膜エレメントの圧力容器内への脱着作業は、圧力容器の原水側から分離膜エレメントを挿入し、濃縮水側に押し込み、濃縮側からエレメントを抜き出す、あるいは、濃縮水側から引き出す方法を採用している。
【0011】
圧力容器内に装填された分離膜エレメントは、原水を通過させる膜分離処理を続けていくと原水中の汚れ物質が分離膜エレメント内の膜面に付着し堆積していき、分離膜エレメントの機能が低下し、全体の生産水の水量や水質が低下してくる。この膜面への汚れの付着・堆積は、特に、原水側に一番近い分離膜エレメント内の膜面の原水側部分において多い。
【0012】
分離膜エレメント内の膜面に汚れが付着・堆積して、生産水の水量や水質が低下してくると、膜面に付着した汚れを除去するために、分離膜エレメント内を洗浄液により洗浄することが行われる。従来の逆浸透膜エレメントの洗浄においては、U−カップシールがシール材として使用されているため、そのシール材の構造から、洗浄液を原水側から濃縮水側に流すことが行われている。
【0013】
U−カップシールの場合、U字の開いた部分が原水側に向くように分離膜エレメントのテレスコープ防止板にセットされていることから、原水側から濃縮側に洗浄液が流れる時には、そのU−カップシールのU字の開いた部分が大きく開き、分離膜エレメントと圧力容器の隙間をシールするので、洗浄液は分離膜エレメント内を流通することができる。しかし、原水側に近い分離膜エレメントの膜面の原水側に付着した汚れは洗浄水により除去されるものの、洗浄水と共に分離膜エレメントの内部へと送り込まれて付着し易く、汚れを十分に取り除くことが困難であった。また、濃縮水側から原水側に洗浄液を通水した場合には、U−カップシールのU字の開いた部分が洗浄水の水流に押しつぶされて、分離膜エレメントと圧力容器の隙間が大きくなるので、洗浄液は分離膜エレメント内を通らずに、分離膜エレメントと圧力容器の間の隙間を大量に通過してしまい、この結果、分離膜エレメント内の膜面の原水側に付着した汚れを十分に取り除くことができない。
【0014】
さらに、従来の装置では、分離膜エレメントの荷重を支えるために、濃縮水側に分離膜エレメントの荷重を支えるための耐圧性部材を設置し、分離膜エレメントの荷重を耐圧性部材で支えることで、分離膜エレメントの破損を防止している。しかし、原水側には、そのような耐圧性部材が具備されていないため、濃縮水側から原水側に洗浄液を通水した場合、透過水パイプ付近にエレメントの全荷重が掛かることになり、外径の大きな逆浸透膜エレメントの場合は、分離膜エレメントが破損する可能性があった。
【0015】
また、特開平11−104636号公報(特許文献2)に記載されているように、中空糸膜を用いる逆浸透膜エレメントの場合には、濃縮水側から原水側に、洗浄用の液体や、洗浄用の液体・気体混合流体を通過させて洗浄を行う逆流洗浄が知られている。しかし、スパイラル型分離膜エレメントの場合には、前述した理由により、逆流洗浄を行うことは困難であると考えられていた。
【先行技術文献】
【特許文献】
【0016】
【特許文献1】特開平10−137558号公報
【特許文献2】特開平11−104636号公報
【発明の概要】
【発明が解決しようとする課題】
【0017】
本発明の目的は、上記した従来技術における問題点を解決し、スパイラル型分離膜エレメントを圧力容器内に装填させた場合でも、効率的な洗浄を行うことができる方法を提供することにある。
【課題を解決するための手段】
【0018】
上記目的を達成するための本発明は、次のいずれかの構成をとるものである。
(1) 筒状圧力容器内に装填された分離膜エレメントの内部を液体で洗浄する方法において、分離膜エレメントが、分離膜を含む膜ユニットが巻回されてなる膜ユニット巻体の外周が外装体で覆われ、膜ユニット巻体及び外装体の両端もしくは片端にテレスコープ防止板が設けられてなるスパイラル型分離膜エレメントであり、少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させることを特徴とする分離膜エレメントの洗浄方法。
(2) 分離膜エレメントの内部洗浄時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作の後もしくは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を行う、上記(1)記載の分離膜エレメントの洗浄方法。
(3) スパイラル型分離膜エレメントが筒状圧力容器内に装填された際に、テレスコープ防止板の外周側に装着された非弾性材製シール部材が圧力容器の内壁に密接している、上記(1)又は(2)に記載の分離膜エレメントの洗浄方法。
(4) テレスコープ防止板の外周側に周回溝があり、該周回溝に非弾性材製シール部材が嵌着されている、上記(1)〜(3)のいずれかに記載の分離膜エレメントの洗浄方法。
(5) テレスコープ防止板の外周側に1もしくは複数の非弾性材製シール部材が装着された分離膜エレメントであって、非弾性材製シール部材のスプリット端部どうしが接合している、上記(1)〜(4)のいずれかに記載の分離膜エレメントの洗浄方法。
(6) 非弾性材製シール部材の複数が並列してテレスコープ防止板の外周側に装着され、非弾性材製シール部材のスプリット端どうしが接合する位置が、複数の非弾性材製シール部材どうしで相互に異なる、上記(5)に記載の分離膜エレメントの洗浄方法。
(7) 筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ配置された耐圧機構が、筒状圧力容器端部と該端部側に位置する分離膜エレメントのテレスコープ防止板との間に配置された略円錐状もしくは略円柱状の耐圧性部材である、上記(1)〜(6)のいずれかに記載の分離膜エレメントの洗浄方法。
【発明の効果】
【0019】
本発明の分離膜エレメントの洗浄方法によると、スパイラル型分離膜エレメントを圧力容器内に装填した時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流すことによりエレメント内の分離膜を洗浄する方法が採用でき、効率良く分離膜エレメントの洗浄を行うことができる。特に、原水側付近の膜面に付着した汚れを、効率良く取り除くことができるようになる。さらに、洗浄液を造水時の原水流入の方向とは逆の方向へ流しても、分離膜エレメントの破損を防ぐことができる。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態について、図面を参照しながら説明するが、本発明はこれら図面に示す実施態様に限定されるものではない。
【0021】
図1は、本発明法が適用されるスパイラル型分離膜エレメントの一例を示す部分破断した斜視図である。スパイラル型分離膜エレメントの代表例は、図1に示すように、分離膜1、供給側流路材3、および透過側流路材2が積層状態で、有孔の中心管4の周囲にスパイラル状に巻回され、その分離膜巻回体の両端にテレスコープ防止板5が設置されている。分離膜1は端部が封止されて、供給流体と透過流体の混合を防止している。
【0022】
分離膜1は平膜状の分離膜であって、逆浸透膜、限外ろ過膜、精密ろ過膜、ガス分離膜、脱ガス膜などが使用できる。供給側流路材3には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。透過側流路材2には、ネット状材料、メッシュ状材料、溝付シート、波形シート等が使用できる。
【0023】
テレスコープ防止板5は、分離膜巻回体が通過する流体の圧力により筒状に変形すること(テレスコープ現象)を防止するために設置された、孔を有する板状物であり、外周側にはシール材を装填するための周回溝を有していることが好ましい。テレスコープ防止板5の材質は熱可塑性樹脂、熱硬化性樹脂、耐熱性樹脂などの樹脂材により構成されればよい。また、このテレスコープ防止板5は、外周環状部と内周環状部と放射状スポーク部とを有するスポーク型構造であることが好ましい。
【0024】
中心管4は、管の側面に複数の孔を有するものであり、中心管4の材質は、樹脂、金属など何れでもよいが、ノリル樹脂、ABS樹脂等のプラスチックが通常使用される。
【0025】
分離膜1の端部を封止するための手段として、接着法が好適に用いられる。接着剤としては、ウレタン系接着剤、エポキシ系接着剤、ホットメルト接着剤等、従来公知の何れの接着剤も使用することができる。
【0026】
また、スパイラル型分離膜エレメントは、分離膜巻回体の外周部が外装材により拘束されて拡径しない構造になっていることも好ましい。外装材は、ポリエステル、ポリプロピレン、ポリエチレン、ポリ塩化ビニルなどからなるシートや、硬化性樹脂を塗ったガラス繊維などからなるもので、分離膜巻回体の外周表面に、かかるシートや繊維を巻回してエレメントが拡径しないように拘束する。
【0027】
本発明法は、上記のようなスパイラル型分離膜エレメントにおいて、その両端もしくは片端にあるテレスコープ防止板の少なくとも一端側のテレスコープ防止板の外周側に装着するシール材として、スプリットリング状の非弾性材製シール部材(以下、スプリットリングシールという)を使用したことを特徴とする。
【0028】
本発明で用いるスプリットリングシールの形態を、図4を用いて説明する。スプリットリングシールは、環状シールが1箇所以上で切断・分割された如き形状を有するものであって、例えば、図4(a)(平面図)に示すようにスプリット部が1箇所存在するものが好ましいが、環状シールが2箇所で切断・分割された如き半円弧状スプリットリングシールを2つ用いてもよい。スプリットリングシールの横断面形状は、特に限定されるものでは無いが、テレスコープ防止板5の外周部の溝に収まり、移動しない構造であればよく、例えば、図4(b)(b−bでの断面図)に示すように略四角形でもよいし、略多角形でもよい。
【0029】
また、スプリットリングシールの外周部の長さ(外周長)は、そのスプリットリングシールのスプリット部を繋げて環状にした時の外周直径が、圧力容器の内壁の直径サイズよりも少し大きくなるように設計し、実際に分離膜エレメントのテレスコープ防止板に装着して圧力容器内に装填された時には、そのスプリット部の隙間が縮まり、スプリットリングシールが圧力容器の内壁と密接する構造となるようにする。また、スプリットリングシールの内周部長さ(内周長)は、そのスプリットリングシールのスプリット部を繋げて環状にした時に、テレスコープ防止板の外周部の周回溝内に、隙間無く収まる大きさであれば良い。スプリットリングシールの大きさは、エレメントの外径や材質等により最適化すればよいが、例えば、シールの径方向幅(即ち、外周直径と内周直径との差の半分)が5〜10mm程度、シールの厚み3〜10mm程度を採用することができる。
【0030】
スプリットリングシールの材質は、非弾性樹脂や金属などの非弾性の材料であれば、特に限定されるものではないが、海水や、分離膜エレメントの洗浄液との耐性を考慮すると非弾性樹脂が好ましく、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン、ノリル、ABS樹脂、ポリカーボネート、4フッ化ポリエチレンなどが使用される。
【0031】
スプリットリングシールにおけるスプリット部の形状は、特に限定されるものではないが、一例として、図5に示すように、シール長手方向に直角に切断した場合(図5(a))、シール長手方向に対し斜めに切断した場合(図5(b))、シール長手方向に対し階段状に切断した場合(図5(c))が挙げられる。
【0032】
特に、シール長手方向に対し斜めに切断した場合(図5(b))、シール長手方向に対し階段状に切断した場合(図5(c))のスプリットリングシールを用いた時には、実際に被処理流体が圧力容器内を流れる際の圧力でもってスプリットリング端部同士が押し付けられ、スプリットリング端部の隙間がほとんど無い状態となる。この結果、スプリット端部同士の接合部分でもシール効果はほぼ保たれ、被処理流体が分離膜エレメントの外側をバイパスする量はかなり少なく、効率的な水処理を行うことができる。
【0033】
スプリットリングシールを、分離膜エレメントのテレスコープ防止板の外周部に装着した後、そのスプリット部どうしは単に接触するように配置することでもよいし、スプリット部どうしを接合しても良い。その際の接合の方法としては、熱融着接合や接着剤を用いる強固な接合でも良いし、スプリットリングシールのスプリット部の一片と他方とが凹凸嵌合により組み合わさった接合でもよい。スプリットリングシールのスプリット部の凹凸嵌合の一例を図6に示す。図6に示すようにスプリット端部同士を凹凸嵌合させて接合することで、取り扱い時の衝撃でスプリットリングシールの脱落を阻止することができる。
【0034】
スプリットリングシールを、テレスコープ防止板の外周に装着するにあたって、1もしくは複数のシール部材を装着してもよい。複数個のシール部材を装着する場合は、スプリット部の位置を相互に異なる位置にすることが好ましく、これにより原水が分離膜エレメントの外側を通り抜ける量をより少なくすることができる。
【0035】
上記のテレスコープ防止板の外周側にスプリットリングシールが装着されている分離膜エレメントは、スプリットリングシールの材質及び構造から、圧力容器内で移動方向に関係無く、低荷重にて移動させることができる。特に、複数本の分離膜エレメントが圧力容器内に装填されている場合でも、その分離膜エレメントを原水側から濃縮水側へ移動させることも、その反対方向への移動も容易に実施することができる。
【0036】
さらに、外径の大きな分離膜エレメントの場合は、その自重が重くなるため、従来のような弾性材製シール部材が装着された場合に、その重くなった自重の影響で、弾性材製シール部材が、大きく変形して圧力容器の内壁と接するため、その分離膜エレメントを移動させるのに必要な荷重が大きくなるが、スプリットリングシールを装着した場合は、そのシール部材が分離膜エレメントの自重で、ほとんど変形しないので、分離膜エレメントを移動させるのに必要な荷重もさほど大きくならない。この点から、前述したスプリットリングシールは、外径の大きな分離膜エレメントにおいて、その装填、抜き出しなどの移動が容易になるという利点が大きく、非常に有効である。
【0037】
これに対し、従来技術において用いられている弾性材製のO−リングシールを装着したエレメントの場合は、前述したとおり、圧力容器内でのエレメントの移動は、どちらの方向にも移動可能であるものの大きな荷重をかける必要があって大変な労力を要するという問題がある。
【0038】
また、従来技術において用いられている弾性材製のU−カップシールを装着したエレメントの場合は、前述したとおり、原水側から濃縮側に洗浄液を流す洗浄方法によっても、また、濃縮水側から原水側に洗浄液を流す洗浄方法によっても、膜面を十分に洗浄することが難しく洗浄効果が不十分なものであった。
【0039】
しかし、前述したスプリットリングシールをテレスコープ防止板の外周側に装着した分離膜エレメントを圧力容器内に装着した場合には、洗浄水を濃縮水側から原水側に通水する逆流洗浄を行っても、その洗浄水の供給圧力によりシール部材が変形することがないため、分離膜エレメントと圧力容器との隙間も十分にシールされ、洗浄液を分離膜エレメント内の膜面を通過させて膜面の汚れを取り除くことができ、汚れと共に洗浄液を分離膜エレメントの原水側から外に洗い出すことができる。
【0040】
このような逆流洗浄を行う場合、圧力容器内のエレメントには、洗浄水の供給圧力による荷重が濃縮水側から原水側へとかかり、エレメントの荷重が原水側にかかってくるので、原水側に耐圧機構を配置しないときには、洗浄時に原水側のエレメントが破損し易くなる。しかし、本発明においては、圧力容器内の原水側にも、分離膜エレメントの荷重を支える耐圧機構を配置しているので、分離膜エレメントの破損を防ぐことができる。その耐圧機構の具体例としては、圧力容器内の濃縮水側に配置する耐圧性部材と同様の耐圧性部材を、圧力容器内の原水側にも設置し、分離膜エレメントの荷重を、その耐圧性部材でもって支えることができるようにすることが挙げられる。特に、エレメント外径が大きな分離膜エレメント、例えば、外径20cm以上のエレメントの場合には、その分離膜エレメントの荷重が非常に大きくなるため、耐圧性部材を原水側にも設置することが効果的である。
【0041】
図7は、圧力容器35内の原水側と濃縮水側の両方に耐圧性部材33、36を設置し、複数本の分離膜エレメント34を圧力容器内に装填した時を例示する断面模式図であり、この図では、円錐状の耐圧性部材が設置されている。
【0042】
耐圧性部材の構造は特に限定されるものではないが、従来、圧力容器の濃縮水側にて使用されている耐圧性部材と同様のものを用いればよい。耐圧性部材の形状については、特に限定されるものでは無いが、分離膜エレメントの端面の形状が円であることから、接触面が円となる円柱状や円錐状の形態が好ましい。また、原水通過や濃縮水通過の際の抵抗とならないようにするため、耐圧性部材に複数個の穴を設け、耐圧性を維持しながら、水流の抵抗とならない構造をとることが好ましい。
【0043】
耐圧性部材の材質は、樹脂、金属など、所望の耐圧性が得られる材料であれば特に限定されるものではないが、海水や、分離膜エレメントの洗浄液に対して耐性を有する材質である点を考慮すると樹脂が好ましく、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ナイロン、ノリル、ABS樹脂、ポリカーボネート、ポリ塩化ビニルなどが使用される。
【0044】
このように、圧力容器内の原水側と濃縮水側のいずれにも分離膜エレメントの荷重を支える耐圧機構を設置しているので、洗浄液を造水時の原水流入の方向とは逆の方向へ流すことにより洗浄効率を高めても分離膜エレメントの破損を防ぐことができ、分離膜エレメントの原水側の汚れを効果的に取り除くことができる。
【0045】
また、本発明法による洗浄方法では、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作が重要であるが、この主たる洗浄動作の後あるいは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を、補助的に行い、洗浄性をさらに高めてもよい。また、上記した主たる洗浄動作と、補助的な洗浄動作とを交互に繰り返してもよい。
【実施例】
【0046】
以下に具体例を挙げて本発明法を説明するが、本発明法はこれら実施例により限定されるものではない。
【0047】
<実施例1>
全長102cm、直径40cmのスパイラル型逆浸透膜エレメントの原水側のテレスコープ防止板の外周溝に、スプリットリングシールを装着した。スプリットリングシールとしては、シール長手方向に対し垂直にカットしたスプリット部を有する図4に示すスプリットリング状であって、ポリプロピレンからなるスプリットリングシールを用い、このスプリットリングシールの2個を外周溝の中に並列に、かつ、そのスプリット部の位置が、異なる位置になるように配置して装着した。スプリットリングシールの径方向幅は8mm、1個当たりの厚みは3mmであり、外周直径は40.5cmであった。
【0048】
スプリットリングシールを装着したテレスコープ防止板が原水側に配置されるように、スパイラル型逆浸透膜エレメントの6本を同じ圧力容器内に装填した。この装填の際には、圧力容器内の濃縮水側、原水側の両方に、分離膜エレメントの外形と概ね同じ外形の円柱で、側面に穴の有る耐圧性部材を設置し、分離膜エレメントの荷重を耐圧性部材で支えられるようにした。
【0049】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、26mg/Lであった。
【0050】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止した。運転停止の直後に圧力容器内の分離膜エレメントを観察したところ、原水側に一番近い逆浸透膜エレメントに原水由来の汚れが大量に堆積していた。
【0051】
そこで、圧力容器内に装填された分離膜エレメント内に、濃縮水側から原水側に、pH11、35℃の洗浄液(水酸化ナトリウム水溶液)を、ベッセル1本当たり200L/分の供給速度で60分間通水し、分離膜エレメントに付着した汚れを取り除き、再度、運転を開始したところ、差圧が運転開始直後の値の1.1倍まで回復した。
【0052】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、エレメントの形状に異常は見られなかった。
【0053】
<比較例1>
逆浸透膜エレメントのテレスコープ防止板の原水側に装着したシール材として、エチレンプロピレンゴム製のU-カップシール1個を装着したこと以外は、実施例1と同様の方法で、逆浸透膜エレメント6本を同じ圧力容器内に装填した。
【0054】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、25mg/Lであった。
【0055】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止し、実施例1と同様の洗浄を行い、運転を再開したところ、差圧は、運転開始直後の値の1.5倍までしか回復せず、洗浄効果は実施例1の場合よりも明らかに劣っていた。
【0056】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、エレメントの形状に異常は見られなかった。
【0057】
<比較例2>
比較例1の場合と同様に、逆浸透膜エレメントのテレスコープ防止板の原水側に装着したシール材として、エチレンプロピレンゴム製のU-カップシール1個を装着した。この逆浸透膜エレメント6本を同じ圧力容器内に装填する際に原水側の耐圧性部材を設置しなかったこと以外は、実施例1と同様の方法で圧力容器内に逆浸透膜エレメントを装填した。
【0058】
次に、エレメントを装填した圧力容器5本に、砂ろ過処理を施したかん水(塩分濃度2500mg/L)を供給して脱塩処理・造水を行った。なお、供給水はpH6.5、水温25℃に調整してからエレメントに供給した。また、運転圧力は0.8MPa、回収率50%で運転を行った。24時間運転を継続した後の透過水の蒸発残留物濃度をイオンクロマト分析にて各種イオン濃度を測定することで求めたところ、24mg/Lであった。
【0059】
数ヶ月の運転を継続したところ、差圧(原水の圧力から濃縮水の圧力を差し引いた値)が、運転開始直後の値と比較して2.0倍に達したため、その時点で運転を停止し、実施例1と同様の洗浄を行い、運転を再開したところ、差圧は、運転開始直後の値の1.4倍までしか回復せず、洗浄効果は実施例1の場合よりも明らかに劣っていた。
【0060】
また、洗浄完了時に圧力容器の両側の端部を開け、分離膜エレメントを確認したところ、原水側のエレメント1本でテレスコープ防止板の外れが発生していた。
【図面の簡単な説明】
【0061】
【図1】本発明法が適用されるスパイラル型分離膜エレメントの一例を示す部分破断斜視図である。
【図2】テレスコープ防止板にO−リングシールが装着された分離膜エレメントが圧力容器内に装填された状態(従来技術)を示すための、O−リングシール装着部分近傍を拡大して模式的に示す部分拡大断面図である。
【図3】テレスコープ防止板にU−カップシールが装着された分離膜エレメントが圧力容器内に装填された状態(従来技術)を示すための、U−カップシール装着部分近傍を拡大して模式的に示す部分拡大断面図である。
【図4】本発明法で用いるスプリットリング状の非弾性材製シール部材を模式的に示す平面図(図4(a))、b−bでの断面図(図4(b))である。
【図5】本発明法で用いるスプリットリング状の非弾性材製シール部材を分離膜エレメントのテレスコープ防止板の外周部の溝に装着した時の、スプリット部近傍部分を拡大して示す模式図である。
【図6】スプリットリング状の非弾性材製シール部材のスプリット部の一片と他方とを凹凸嵌合により接合する場合の一例を示すスプリット部近傍部分の拡大模式図である。
【図7】圧力容器内の原水側と濃縮水側の両方に耐圧性部材が設置され、複数本の分離膜エレメントが圧力容器内に装填された時を例示する断面模式図である。
【符号の説明】
【0062】
1:分離膜
2:透過側流路材
3:供給側流路材
4:中心管
5:テレスコープ防止板
6、6′:被処理流体(原水)
7、7′:透過流体(透過水)
8:濃縮流体(濃縮水)
9:筒状圧力容器の内壁
10:テレスコープ防止板の外周部
11:テレスコープ防止板の外周面
12:O−リングシール
13:U−カップシール
14:スプリットリング状の非弾性材製シール部材
15:スプリットリング状の非弾性材製シール部材のスプリット部
16:スプリットリング状の非弾性材製シール部材の内径
17:スプリットリング状の非弾性材製シール部材の外径
18:垂直にカットされたスプリット部
19、20:垂直にカットされたスプリット部の近傍のシール部材
21:テレスコープ防止板の円周溝の両側部分
22:斜めにカットされたスプリット部
23、24:斜めにカットされたスプリット部の近傍のシール部材
25:階段状にカットされたスプリット部
26、27:階段状にカットされたスプリット部の近傍のシール部材
28:凸凹により嵌合するスプリット部を有する非弾性材製シール部材
29:端面に凹部を有する非弾性材製シール部材(一方側)
30:端面に凸部を有する非弾性材製シール部材(他方側)
31:非弾性材製シール部材の端面の凹部
32:非弾性材製シール部材の端面の凸部
33:耐圧性部材(原水側)
34:分離膜エレメント
35:圧力容器
36:耐圧性部材(濃縮水側)
【特許請求の範囲】
【請求項1】
筒状圧力容器内に装填された分離膜エレメントの内部を液体で洗浄する方法において、分離膜エレメントが、分離膜を含む膜ユニットが巻回されてなる膜ユニット巻体の外周が外装体で覆われ、膜ユニット巻体及び外装体の両端もしくは片端にテレスコープ防止板が設けられてなるスパイラル型分離膜エレメントであり、少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させることを特徴とする分離膜エレメントの洗浄方法。
【請求項2】
分離膜エレメントの内部洗浄時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作の後もしくは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を行うことを特徴とする請求項1記載の分離膜エレメントの洗浄方法。
【請求項3】
スパイラル型分離膜エレメントが筒状圧力容器内に装填された際に、テレスコープ防止板の外周側に装着された非弾性材製シール部材が圧力容器の内壁に密接していることを特徴とする請求項1又は2に記載の分離膜エレメントの洗浄方法。
【請求項4】
テレスコープ防止板の外周側に周回溝があり、該周回溝に非弾性材製シール部材が嵌着されていることを特徴とする請求項1〜3のいずれかに記載の分離膜エレメントの洗浄方法。
【請求項5】
テレスコープ防止板の外周側に1もしくは複数の非弾性材製シール部材が装着された分離膜エレメントであって、非弾性材製シール部材のスプリット端どうしが接合していることを特徴とする請求項1〜4のいずれかに記載の分離膜エレメントの洗浄方法。
【請求項6】
非弾性材製シール部材の複数が並列してテレスコープ防止板の外周側に装着され、非弾性材製シール部材のスプリット端どうしが接合する位置が、複数の非弾性材製シール部材どうしで相互に異なることを特徴とする請求項5に記載の分離膜エレメントの洗浄方法。
【請求項7】
筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ配置された耐圧機構が、筒状圧力容器端部と該端部側に位置する分離膜エレメントのテレスコープ防止板との間に配置された略円錐状もしくは略円柱状の耐圧性部材であることを特徴とする請求項1〜6のいずれかに記載の分離膜エレメントの洗浄方法。
【請求項1】
筒状圧力容器内に装填された分離膜エレメントの内部を液体で洗浄する方法において、分離膜エレメントが、分離膜を含む膜ユニットが巻回されてなる膜ユニット巻体の外周が外装体で覆われ、膜ユニット巻体及び外装体の両端もしくは片端にテレスコープ防止板が設けられてなるスパイラル型分離膜エレメントであり、少なくとも一端側のテレスコープ防止板の外周側に装着された原水シール部材が、スプリットリング状の非弾性材製シール部材であり、筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ、分離膜エレメントの荷重を支える耐圧機構が配置されており、かつ、分離膜エレメントの内部洗浄時に、洗浄液を、造水時の原水流入の方向とは逆の方向へ流動させることを特徴とする分離膜エレメントの洗浄方法。
【請求項2】
分離膜エレメントの内部洗浄時に、洗浄液を造水時の原水流入の方向とは逆の方向へ流動させる洗浄動作の後もしくは前に、洗浄液を造水時の原水流入の方向へ流動させる洗浄動作を行うことを特徴とする請求項1記載の分離膜エレメントの洗浄方法。
【請求項3】
スパイラル型分離膜エレメントが筒状圧力容器内に装填された際に、テレスコープ防止板の外周側に装着された非弾性材製シール部材が圧力容器の内壁に密接していることを特徴とする請求項1又は2に記載の分離膜エレメントの洗浄方法。
【請求項4】
テレスコープ防止板の外周側に周回溝があり、該周回溝に非弾性材製シール部材が嵌着されていることを特徴とする請求項1〜3のいずれかに記載の分離膜エレメントの洗浄方法。
【請求項5】
テレスコープ防止板の外周側に1もしくは複数の非弾性材製シール部材が装着された分離膜エレメントであって、非弾性材製シール部材のスプリット端どうしが接合していることを特徴とする請求項1〜4のいずれかに記載の分離膜エレメントの洗浄方法。
【請求項6】
非弾性材製シール部材の複数が並列してテレスコープ防止板の外周側に装着され、非弾性材製シール部材のスプリット端どうしが接合する位置が、複数の非弾性材製シール部材どうしで相互に異なることを特徴とする請求項5に記載の分離膜エレメントの洗浄方法。
【請求項7】
筒状圧力容器内の原水流入側と濃縮水排出側にそれぞれ配置された耐圧機構が、筒状圧力容器端部と該端部側に位置する分離膜エレメントのテレスコープ防止板との間に配置された略円錐状もしくは略円柱状の耐圧性部材であることを特徴とする請求項1〜6のいずれかに記載の分離膜エレメントの洗浄方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−139614(P2012−139614A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−292159(P2010−292159)
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月28日(2010.12.28)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]