
分離膜エレメントの製造装置および製造方法
【課題】 分離膜上に原液流路材を挟み込むようにして二つ折りにしたのち、折り目を付与する工程において従来方式と比べ高速でかつ所定の位置に精度よくしわ無く折り目を付与することができる分離膜エレメントの製造装置および製造方法を提供する。
【解決手段】 一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする。
【解決手段】 一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、分離膜を用いた分離膜エレメントの製造装置および製造方法に関し、分離膜上に流路材を挟み込むように二つ折りにして分離膜ユニットを形成する分離膜エレメントの製造装置および製造方法に関する。
【背景技術】
【0002】
逆浸透装置や限外濾過装置、精密濾過装置等に用いられ、さらには気体分離装置にも適用可能な流体分離装置に用いられる流体分離膜エレメントとして、原液が供給される原液流路材、原液を分離する分離膜、分離膜を透過し原液から分離された透過液を集水管の中へと導く透過液流路材からなるユニットを、集水管の周りに巻囲したスパイラル型の流体分離膜エレメントが知られている。
【0003】
従来、このような分離膜エレメントの製造においては、たとえば、ロール状に巻かれた分離膜から、所定長の分離膜を引き出して枚葉の分離膜を準備し、その間に流路材(たとえば、原液流路材)を挟むように二つ折りして分離膜ユニットを形成し、分離膜の折り返し端部に折り目をつけた後、その分離膜ユニットと他方の流路材(たとえば、透過液流路材)とを交互に重ねて集水管の周りに巻囲している。
【0004】
上記のような分離膜エレメントの製造工程においては、分離膜を二つ折りにする際、図3に示す装置を用いる方法が知られている。(例えば、特許文献1参照)。この装置では、搬送アーム23の把持部24で分離膜1の端部をつかみ、折り返して膜同士を重ね合わせ、折り目ガイド26を折り返し端部8の手前まで移動させたのち、熱プレート27で上から押圧して折り目を付与している。
【0005】
しかしながら、従来の方法では、作業が煩雑で時間がかかり生産性は手作業と比較してもそれほど高くなかった。また折り返し端部に圧力をかける際、折り返し端部が常に固定されておらず、不安定であるため折り目部分にしわが生じやすくこれを防ぐため図3に示す折り目ガイド26が必要不可欠であった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−102659号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明では、分離膜上に原液流路材を挟み込むようにして二つ折りにしたのち、折り目を付与する工程において従来方式と比べ高速でかつ所定の位置に精度よくしわ無く折り目を付与することができる分離膜エレメントの製造装置および製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、以下の構成をとる。
【0009】
(1)一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする分離膜エレメントの製造装置。
【0010】
(2)駆動ロールの少なくとも一部が、弾性体によって被覆されている(1)に記載の分離膜エレメントの製造装置。
【0011】
(3)弾性体と分離膜裏面との間との静止摩擦係数が0.6以上1.4以下の範囲である(2)に記載の分離膜エレメントの製造装置。
【0012】
(4)一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である(1)〜(3)のいずれかに記載の分離膜エレメントの製造装置。
【0013】
(5)分離膜搬送装置が、分離膜上に接触しており、分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する(1)〜(4)のいずれかに記載の分離膜エレメントの製造装置。
【0014】
(6)原液流路材供給装置が、駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように、駆動ロールと同調して原液流路材を送り出す(1)〜(5)のいずれかに記載の分離膜エレメントの製造装置。
【0015】
(7)原液流路材供給装置が、原液流路材を一定長送り出したのち切断する機構を備える(1)〜(6)のいずれかに記載の分離膜エレメントの製造装置。
【0016】
(8)分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる融着装置を備える(1)〜(7)のいずれかに記載の分離膜エレメントの製造装置。
【0017】
(9)一定の距離で配置された一対の駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにし、分離膜の折り返し端部に折り目を付与することを特徴とする分離膜エレメントの製造方法。
【0018】
(10)一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である(9)に記載の分離膜エレメントの製造方法。
【0019】
(11)分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する(9)または(10)に記載の分離膜エレメントの製造方法。
【0020】
(12)駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように原液流路材を送り出す(9)〜(11)のいずれかに記載の分離膜エレメントの製造方法。
【0021】
(13)原液流路材を一定長送り出したのち切断する(9)〜(12)のいずれかに記載の分離膜エレメントの製造方法。
【0022】
(14)分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつける(9)〜(13)のいずれかに記載の分離膜エレメントの製造方法。
【0023】
(15)温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲で折り目を付ける(9)〜(14)のいずれかに記載の分離膜エレメントの製造方法。
【0024】
(16)分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる(9)〜(15)のいずれかに記載の分離膜エレメントの製造方法。
【発明の効果】
【0025】
本発明によれば、分離膜の一方の端部を認識し把持する操作ともう一方の端部へと折り返す操作が不要になるばかりか、相互の距離が一定の一対の駆動ロールにて分離膜を折りたたむと同時に原液流路材を間に挟みこむことが可能になり、大幅に作業時間の短縮が図れる。
【0026】
上記において、駆動ロールの少なくとも一部が弾性体によって被覆されていることが好ましく、また、この弾性体の材質は、弾性体と分離膜裏面との間の静止摩擦係数が0.6以上1.4以下の範囲であることが好ましい。当該弾性体としては、天然ゴムや合成ゴムが好適に使用可能である。駆動ロールの少なくとも一部が弾性体によって被覆されていることにより、分離膜を滑り無く搬送することが可能となるので好ましい。
【0027】
また、上記一対の駆動ロールの間隔は0.5mm以上2.0mm以下の範囲で一定であることが好ましい。一対の駆動ロールの間隔が分離膜と原液流路材を重ね合わせた厚みよりも小さすぎると、押し圧力が発生し原液流路材によって分離膜面が傷つく恐れがある。
【0028】
また、滑りなく分離膜を搬送するために、駆動ロールと同じく弾性体によって接触面が被覆された膜搬送装置(例えば膜面ロール)を膜面上に配置することにより、精度よく折り返し端部を先頭にして駆動ロールに搬送することができる。
【0029】
更に、上記駆動ロールに同調して原液流路材供給装置が駆動ロールの上方より折り返し端部に向い原液流路材を一定長送り出すことができる。更に駆動ロールにて分離膜面に原液流路材を挟んだ状態で原液流路材を切断するため、駆動ロールにてそのまま分離膜を次工程へと遅滞なく搬送することができる。
【0030】
また、折り目付与装置(例えば熱プレート)により、分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつけることが好ましい。また、折り目付与装置において、分離膜との接触部温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲であることが好ましい。
【0031】
融着装置(例えば超音波ウェルダ)により、分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させることで、次工程への搬送時や加工時に分離膜と原液流路材がずれることを防止することができる。
【図面の簡単な説明】
【0032】
【図1】本発明の分離膜エレメントの製造装置の一例を示す概略図である。
【図2】本発明の分離膜エレメントの製造装置の他の一例を示す概略図である。
【図3】従来の分離膜エレメントの製造装置の一例を示す概略図である。
【発明を実施するための形態】
【0033】
以下に、本発明の望ましい実施形態を、図面を参照しながら説明する。図1および図2は、本発明の分離膜エレメントの製造装置および製造方法の一例を示している。
【0034】
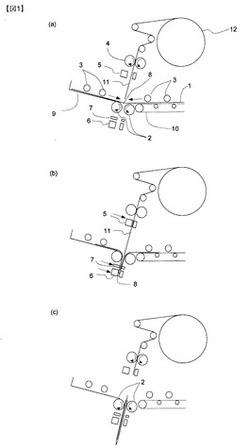
本発明は図1(a)に示すように、分離膜1を折り返すにあたり、相互の距離が一定の一対の駆動ロール2に引き込むように膜面ロール3を用いて分離膜1の折り返し端部8を挟んで逆方向に回転させ分離膜の折り返し端部8を駆動ロール2に巻き込ませ分離膜1を折りたたむことを特徴とする。分離膜1には、逆浸透膜や限外濾過膜、精密濾過膜、さらには気体分離膜などが使用できる。
【0035】
まず、図1(a)に示すように、分離膜1がバックル9と膜面ロール3およびコンベア10と膜面ロール3間にセットされる。コンベア10は分離膜1を上流の巻出し工程から自動で搬送することも可能である。またバックル9は駆動ロール2の中心部に分離膜1の折り返し端部8を決定するためのガイドの機能と、分離膜1を傾斜させることによって折り返し端部8を駆動ロール2に引き込みやすくする機能を有する。この際、膜面ロール3は分離膜1上に直接接触するため膜面を傷つける恐れがある。巻囲後の工程にて、環状部を有するテレスコープ防止板をスパイラル型流体分離膜エレメントの両端部に接続するにあたり、端部を整える目的で両端部5〜40mmを切断する。したがって両端部5〜40mmの範囲を接触する方が好ましい。
【0036】
次に、原液流路材供給装置4によって、分離膜1上に原液流路材11を駆動ロール2の上方から駆動ロール2の回転に同調して一定長送り出す。駆動ロール2によって分離膜1を二つ折りした状態で挟みこまれたのち、カッター5により原液流路材11を切断する。
【0037】
続いて図1(b)に示すように、駆動ロール2から分離膜1の折り返し端部8が原液流路材11を挟み込んだ状態で排出された際、いったん駆動ロール2の回転を停止させ、熱プレート6を用いて折り目を付与する。このとき熱プレート6の接触部分は、分離膜1の折り返し端部8の先頭から5mm以上35mm以下の位置であることが好ましく、熱プレート6の温度範囲は70℃以上150℃以下が好ましく、押圧力の範囲は10kPa以上200kPa以下であることが好ましい。
【0038】
その際、超音波ウェルダ7を用いて、分離膜1と原液流路材11を熱融着させる。このときの熱融着点は分離膜1の折り返し端部8の先頭から10mm以上40mm以下の少なくとも2点が好ましく、融着点の大きさは直径5mm以上20mm以下の範囲であることが好ましい。
【0039】
上記、熱プレート6による分離膜1への折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着とを、同時に実施することが、作業時間短縮の観点からより好ましく、例えば同一の直動機構に熱プレートと超音波ウェルダを搭載しても良い。
【0040】
さらに、原液流路材11の切断を上記熱プレート6による折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着との間に実施すれば、作業時間短縮の観点からより好ましい。
【0041】
このように製作された分離膜ユニットと、透過液流路材とを交互に重ね合わせて集水管の周りに巻囲し、巻囲してなるユニットの両端部にそれぞれ、環状部を有するテレスコープ防止板を接合したのち、該ユニットの外周を外装体で覆うことによって分離膜エレメントを製造できる。
【0042】
以上説明したように、本発明の分離膜エレメントの製造装置および製造方法によれば、分離膜ユニットを形成するに際し、分離膜1上に原液流路材11を挟み込むように二つ折りにしたのち、原液流路材11の切断と、熱プレート6による分離膜1の折り返し端部8への折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着を同時に行うことで、従来方法より短時間で実施可能であり、さらには図1(c)に示すように駆動ロール2を用いて遅滞なく次工程へと搬送することが可能である。
【0043】
また、従来方法では折り返し端部8を押さえるために必要であった折り目ガイド26(図3参照)が、本発明においては駆動ロール2にて代用されるため不要となり、さらに駆動ロール2と膜面ロール3が常に分離膜と接触するため折り返し端部8の不安定によるしわの発生を抑制することが可能である。
[他の実施形態]
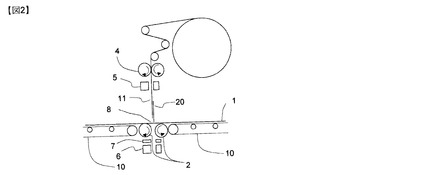
前述の実施形態では、分離膜を折り返すにあたり、一対の駆動ロールの他に、膜面ロールとバックルを用いる例を示したが、本発明では、駆動ロールの接線方向すなわち分離膜上に垂直に駆動する折ナイフにて構成されていてもよい。
【0044】
例えば図2に示すように、分離膜1の折り返し端部8が一対の駆動ロール2上にセットされたのち、その分離膜の垂直上方に直動機構にて駆動する折ナイフ20を用いて分離膜1を駆動ロール2間に巻き込まれるように挿入し分離膜1の折り返しを行っても良い。
【0045】
また、分離膜1が駆動ロール2に巻き込まれたのち、上方位置に待機し、原液流路材供給装置4によって供給される原液流路材11のガイドの目的として使用しても良い。この際、原液流路材11が折ナイフ20の角に引っかかり挿入の妨げになるのを防ぐため折ナイフ20の幅は原液流路材11より広いほうが好ましい。
【0046】
さらに、折り返し端部8の位置精度向上および原液流路材11のガイドの目的として、バックルと膜面ロールとに合わせて折ナイフを設けても良い。
【符号の説明】
【0047】
1 分離膜
2 駆動ロール
3 膜面ロール(膜搬送装置)
4 原液流路材供給装置
5 カッター
6 熱プレート(折り目付与装置)
7 超音波ウェルダ(融着装置)
8 分離膜の折り返し端部
9 バックル
10 コンベア
11 原液流路材
12 原液流路材原反
20 折ナイフ
23 搬送アーム
24 搬送アームの把持部
26 折り目ガイド
27 従来方式の熱プレート
【技術分野】
【0001】
本発明は、分離膜を用いた分離膜エレメントの製造装置および製造方法に関し、分離膜上に流路材を挟み込むように二つ折りにして分離膜ユニットを形成する分離膜エレメントの製造装置および製造方法に関する。
【背景技術】
【0002】
逆浸透装置や限外濾過装置、精密濾過装置等に用いられ、さらには気体分離装置にも適用可能な流体分離装置に用いられる流体分離膜エレメントとして、原液が供給される原液流路材、原液を分離する分離膜、分離膜を透過し原液から分離された透過液を集水管の中へと導く透過液流路材からなるユニットを、集水管の周りに巻囲したスパイラル型の流体分離膜エレメントが知られている。
【0003】
従来、このような分離膜エレメントの製造においては、たとえば、ロール状に巻かれた分離膜から、所定長の分離膜を引き出して枚葉の分離膜を準備し、その間に流路材(たとえば、原液流路材)を挟むように二つ折りして分離膜ユニットを形成し、分離膜の折り返し端部に折り目をつけた後、その分離膜ユニットと他方の流路材(たとえば、透過液流路材)とを交互に重ねて集水管の周りに巻囲している。
【0004】
上記のような分離膜エレメントの製造工程においては、分離膜を二つ折りにする際、図3に示す装置を用いる方法が知られている。(例えば、特許文献1参照)。この装置では、搬送アーム23の把持部24で分離膜1の端部をつかみ、折り返して膜同士を重ね合わせ、折り目ガイド26を折り返し端部8の手前まで移動させたのち、熱プレート27で上から押圧して折り目を付与している。
【0005】
しかしながら、従来の方法では、作業が煩雑で時間がかかり生産性は手作業と比較してもそれほど高くなかった。また折り返し端部に圧力をかける際、折り返し端部が常に固定されておらず、不安定であるため折り目部分にしわが生じやすくこれを防ぐため図3に示す折り目ガイド26が必要不可欠であった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−102659号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明では、分離膜上に原液流路材を挟み込むようにして二つ折りにしたのち、折り目を付与する工程において従来方式と比べ高速でかつ所定の位置に精度よくしわ無く折り目を付与することができる分離膜エレメントの製造装置および製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
上記目的を達成するための本発明は、以下の構成をとる。
【0009】
(1)一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする分離膜エレメントの製造装置。
【0010】
(2)駆動ロールの少なくとも一部が、弾性体によって被覆されている(1)に記載の分離膜エレメントの製造装置。
【0011】
(3)弾性体と分離膜裏面との間との静止摩擦係数が0.6以上1.4以下の範囲である(2)に記載の分離膜エレメントの製造装置。
【0012】
(4)一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である(1)〜(3)のいずれかに記載の分離膜エレメントの製造装置。
【0013】
(5)分離膜搬送装置が、分離膜上に接触しており、分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する(1)〜(4)のいずれかに記載の分離膜エレメントの製造装置。
【0014】
(6)原液流路材供給装置が、駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように、駆動ロールと同調して原液流路材を送り出す(1)〜(5)のいずれかに記載の分離膜エレメントの製造装置。
【0015】
(7)原液流路材供給装置が、原液流路材を一定長送り出したのち切断する機構を備える(1)〜(6)のいずれかに記載の分離膜エレメントの製造装置。
【0016】
(8)分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる融着装置を備える(1)〜(7)のいずれかに記載の分離膜エレメントの製造装置。
【0017】
(9)一定の距離で配置された一対の駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにし、分離膜の折り返し端部に折り目を付与することを特徴とする分離膜エレメントの製造方法。
【0018】
(10)一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である(9)に記載の分離膜エレメントの製造方法。
【0019】
(11)分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する(9)または(10)に記載の分離膜エレメントの製造方法。
【0020】
(12)駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように原液流路材を送り出す(9)〜(11)のいずれかに記載の分離膜エレメントの製造方法。
【0021】
(13)原液流路材を一定長送り出したのち切断する(9)〜(12)のいずれかに記載の分離膜エレメントの製造方法。
【0022】
(14)分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつける(9)〜(13)のいずれかに記載の分離膜エレメントの製造方法。
【0023】
(15)温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲で折り目を付ける(9)〜(14)のいずれかに記載の分離膜エレメントの製造方法。
【0024】
(16)分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる(9)〜(15)のいずれかに記載の分離膜エレメントの製造方法。
【発明の効果】
【0025】
本発明によれば、分離膜の一方の端部を認識し把持する操作ともう一方の端部へと折り返す操作が不要になるばかりか、相互の距離が一定の一対の駆動ロールにて分離膜を折りたたむと同時に原液流路材を間に挟みこむことが可能になり、大幅に作業時間の短縮が図れる。
【0026】
上記において、駆動ロールの少なくとも一部が弾性体によって被覆されていることが好ましく、また、この弾性体の材質は、弾性体と分離膜裏面との間の静止摩擦係数が0.6以上1.4以下の範囲であることが好ましい。当該弾性体としては、天然ゴムや合成ゴムが好適に使用可能である。駆動ロールの少なくとも一部が弾性体によって被覆されていることにより、分離膜を滑り無く搬送することが可能となるので好ましい。
【0027】
また、上記一対の駆動ロールの間隔は0.5mm以上2.0mm以下の範囲で一定であることが好ましい。一対の駆動ロールの間隔が分離膜と原液流路材を重ね合わせた厚みよりも小さすぎると、押し圧力が発生し原液流路材によって分離膜面が傷つく恐れがある。
【0028】
また、滑りなく分離膜を搬送するために、駆動ロールと同じく弾性体によって接触面が被覆された膜搬送装置(例えば膜面ロール)を膜面上に配置することにより、精度よく折り返し端部を先頭にして駆動ロールに搬送することができる。
【0029】
更に、上記駆動ロールに同調して原液流路材供給装置が駆動ロールの上方より折り返し端部に向い原液流路材を一定長送り出すことができる。更に駆動ロールにて分離膜面に原液流路材を挟んだ状態で原液流路材を切断するため、駆動ロールにてそのまま分離膜を次工程へと遅滞なく搬送することができる。
【0030】
また、折り目付与装置(例えば熱プレート)により、分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつけることが好ましい。また、折り目付与装置において、分離膜との接触部温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲であることが好ましい。
【0031】
融着装置(例えば超音波ウェルダ)により、分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させることで、次工程への搬送時や加工時に分離膜と原液流路材がずれることを防止することができる。
【図面の簡単な説明】
【0032】
【図1】本発明の分離膜エレメントの製造装置の一例を示す概略図である。
【図2】本発明の分離膜エレメントの製造装置の他の一例を示す概略図である。
【図3】従来の分離膜エレメントの製造装置の一例を示す概略図である。
【発明を実施するための形態】
【0033】
以下に、本発明の望ましい実施形態を、図面を参照しながら説明する。図1および図2は、本発明の分離膜エレメントの製造装置および製造方法の一例を示している。
【0034】
本発明は図1(a)に示すように、分離膜1を折り返すにあたり、相互の距離が一定の一対の駆動ロール2に引き込むように膜面ロール3を用いて分離膜1の折り返し端部8を挟んで逆方向に回転させ分離膜の折り返し端部8を駆動ロール2に巻き込ませ分離膜1を折りたたむことを特徴とする。分離膜1には、逆浸透膜や限外濾過膜、精密濾過膜、さらには気体分離膜などが使用できる。
【0035】
まず、図1(a)に示すように、分離膜1がバックル9と膜面ロール3およびコンベア10と膜面ロール3間にセットされる。コンベア10は分離膜1を上流の巻出し工程から自動で搬送することも可能である。またバックル9は駆動ロール2の中心部に分離膜1の折り返し端部8を決定するためのガイドの機能と、分離膜1を傾斜させることによって折り返し端部8を駆動ロール2に引き込みやすくする機能を有する。この際、膜面ロール3は分離膜1上に直接接触するため膜面を傷つける恐れがある。巻囲後の工程にて、環状部を有するテレスコープ防止板をスパイラル型流体分離膜エレメントの両端部に接続するにあたり、端部を整える目的で両端部5〜40mmを切断する。したがって両端部5〜40mmの範囲を接触する方が好ましい。
【0036】
次に、原液流路材供給装置4によって、分離膜1上に原液流路材11を駆動ロール2の上方から駆動ロール2の回転に同調して一定長送り出す。駆動ロール2によって分離膜1を二つ折りした状態で挟みこまれたのち、カッター5により原液流路材11を切断する。
【0037】
続いて図1(b)に示すように、駆動ロール2から分離膜1の折り返し端部8が原液流路材11を挟み込んだ状態で排出された際、いったん駆動ロール2の回転を停止させ、熱プレート6を用いて折り目を付与する。このとき熱プレート6の接触部分は、分離膜1の折り返し端部8の先頭から5mm以上35mm以下の位置であることが好ましく、熱プレート6の温度範囲は70℃以上150℃以下が好ましく、押圧力の範囲は10kPa以上200kPa以下であることが好ましい。
【0038】
その際、超音波ウェルダ7を用いて、分離膜1と原液流路材11を熱融着させる。このときの熱融着点は分離膜1の折り返し端部8の先頭から10mm以上40mm以下の少なくとも2点が好ましく、融着点の大きさは直径5mm以上20mm以下の範囲であることが好ましい。
【0039】
上記、熱プレート6による分離膜1への折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着とを、同時に実施することが、作業時間短縮の観点からより好ましく、例えば同一の直動機構に熱プレートと超音波ウェルダを搭載しても良い。
【0040】
さらに、原液流路材11の切断を上記熱プレート6による折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着との間に実施すれば、作業時間短縮の観点からより好ましい。
【0041】
このように製作された分離膜ユニットと、透過液流路材とを交互に重ね合わせて集水管の周りに巻囲し、巻囲してなるユニットの両端部にそれぞれ、環状部を有するテレスコープ防止板を接合したのち、該ユニットの外周を外装体で覆うことによって分離膜エレメントを製造できる。
【0042】
以上説明したように、本発明の分離膜エレメントの製造装置および製造方法によれば、分離膜ユニットを形成するに際し、分離膜1上に原液流路材11を挟み込むように二つ折りにしたのち、原液流路材11の切断と、熱プレート6による分離膜1の折り返し端部8への折り目付与と、超音波ウェルダ7による分離膜1と原液流路材11の熱融着を同時に行うことで、従来方法より短時間で実施可能であり、さらには図1(c)に示すように駆動ロール2を用いて遅滞なく次工程へと搬送することが可能である。
【0043】
また、従来方法では折り返し端部8を押さえるために必要であった折り目ガイド26(図3参照)が、本発明においては駆動ロール2にて代用されるため不要となり、さらに駆動ロール2と膜面ロール3が常に分離膜と接触するため折り返し端部8の不安定によるしわの発生を抑制することが可能である。
[他の実施形態]
前述の実施形態では、分離膜を折り返すにあたり、一対の駆動ロールの他に、膜面ロールとバックルを用いる例を示したが、本発明では、駆動ロールの接線方向すなわち分離膜上に垂直に駆動する折ナイフにて構成されていてもよい。
【0044】
例えば図2に示すように、分離膜1の折り返し端部8が一対の駆動ロール2上にセットされたのち、その分離膜の垂直上方に直動機構にて駆動する折ナイフ20を用いて分離膜1を駆動ロール2間に巻き込まれるように挿入し分離膜1の折り返しを行っても良い。
【0045】
また、分離膜1が駆動ロール2に巻き込まれたのち、上方位置に待機し、原液流路材供給装置4によって供給される原液流路材11のガイドの目的として使用しても良い。この際、原液流路材11が折ナイフ20の角に引っかかり挿入の妨げになるのを防ぐため折ナイフ20の幅は原液流路材11より広いほうが好ましい。
【0046】
さらに、折り返し端部8の位置精度向上および原液流路材11のガイドの目的として、バックルと膜面ロールとに合わせて折ナイフを設けても良い。
【符号の説明】
【0047】
1 分離膜
2 駆動ロール
3 膜面ロール(膜搬送装置)
4 原液流路材供給装置
5 カッター
6 熱プレート(折り目付与装置)
7 超音波ウェルダ(融着装置)
8 分離膜の折り返し端部
9 バックル
10 コンベア
11 原液流路材
12 原液流路材原反
20 折ナイフ
23 搬送アーム
24 搬送アームの把持部
26 折り目ガイド
27 従来方式の熱プレート
【特許請求の範囲】
【請求項1】
一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする分離膜エレメントの製造装置。
【請求項2】
駆動ロールの少なくとも一部が、弾性体によって被覆されている請求項1に記載の分離膜エレメントの製造装置。
【請求項3】
弾性体と分離膜裏面との間との静止摩擦係数が0.6以上1.4以下の範囲である請求項2に記載の分離膜エレメントの製造装置。
【請求項4】
一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である請求項1〜3のいずれかに記載の分離膜エレメントの製造装置。
【請求項5】
分離膜搬送装置が、分離膜上に接触しており、分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する請求項1〜4のいずれかに記載の分離膜エレメントの製造装置。
【請求項6】
原液流路材供給装置が、駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように、駆動ロールと同調して原液流路材を送り出す請求項1〜5のいずれかに記載の分離膜エレメントの製造装置。
【請求項7】
原液流路材供給装置が、原液流路材を一定長送り出したのち切断する機構を備える請求項1〜6のいずれかに記載の分離膜エレメントの製造装置。
【請求項8】
分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる融着装置を備える請求項1〜7のいずれかに記載の分離膜エレメントの製造装置。
【請求項9】
一定の距離で配置された一対の駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにし、分離膜の折り返し端部に折り目を付与することを特徴とする分離膜エレメントの製造方法。
【請求項10】
一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である請求項9に記載の分離膜エレメントの製造方法。
【請求項11】
分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する請求項9または10に記載の分離膜エレメントの製造方法。
【請求項12】
駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように原液流路材を送り出す請求項9〜11のいずれかに記載の分離膜エレメントの製造方法。
【請求項13】
原液流路材を一定長送り出したのち切断する請求項9〜12のいずれかに記載の分離膜エレメントの製造方法。
【請求項14】
分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつける請求項9〜13のいずれかに記載の分離膜エレメントの製造方法。
【請求項15】
温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲で折り目を付ける請求項9〜14のいずれかに記載の分離膜エレメントの製造方法。
【請求項16】
分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる請求項9〜15のいずれかに記載の分離膜エレメントの製造方法。
【請求項1】
一定の距離で配置され、原液流路材を挟み込みながら分離膜を二つ折りにする一対の駆動ロールと、分離膜を搬送し、駆動ロールと同調して駆動する分離膜搬送装置と、原液流路材を送り出し、駆動ロールと同調して駆動する原液流路材供給装置と、分離膜の折り返し端部に折り目を付与する折り目付与装置を有することを特徴とする分離膜エレメントの製造装置。
【請求項2】
駆動ロールの少なくとも一部が、弾性体によって被覆されている請求項1に記載の分離膜エレメントの製造装置。
【請求項3】
弾性体と分離膜裏面との間との静止摩擦係数が0.6以上1.4以下の範囲である請求項2に記載の分離膜エレメントの製造装置。
【請求項4】
一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である請求項1〜3のいずれかに記載の分離膜エレメントの製造装置。
【請求項5】
分離膜搬送装置が、分離膜上に接触しており、分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する請求項1〜4のいずれかに記載の分離膜エレメントの製造装置。
【請求項6】
原液流路材供給装置が、駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように、駆動ロールと同調して原液流路材を送り出す請求項1〜5のいずれかに記載の分離膜エレメントの製造装置。
【請求項7】
原液流路材供給装置が、原液流路材を一定長送り出したのち切断する機構を備える請求項1〜6のいずれかに記載の分離膜エレメントの製造装置。
【請求項8】
分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる融着装置を備える請求項1〜7のいずれかに記載の分離膜エレメントの製造装置。
【請求項9】
一定の距離で配置された一対の駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにし、分離膜の折り返し端部に折り目を付与することを特徴とする分離膜エレメントの製造方法。
【請求項10】
一対の駆動ロールの間隔が0.5mm以上2.0mm以下の範囲で一定である請求項9に記載の分離膜エレメントの製造方法。
【請求項11】
分離膜の折り返し端部を駆動ロールに挿入する向きに駆動する請求項9または10に記載の分離膜エレメントの製造方法。
【請求項12】
駆動ロールによって原液流路材を挟み込みながら分離膜を二つ折りにするように原液流路材を送り出す請求項9〜11のいずれかに記載の分離膜エレメントの製造方法。
【請求項13】
原液流路材を一定長送り出したのち切断する請求項9〜12のいずれかに記載の分離膜エレメントの製造方法。
【請求項14】
分離膜の折り返し端部の先頭から5mm以上35mm以下の位置を挟み込むようにして折り目をつける請求項9〜13のいずれかに記載の分離膜エレメントの製造方法。
【請求項15】
温度が70℃以上150℃以下の範囲、押圧力が10kPa以上200kPa以下の範囲で折り目を付ける請求項9〜14のいずれかに記載の分離膜エレメントの製造方法。
【請求項16】
分離膜の折り返し端部の先頭から10mm以上40mm以下の範囲の少なくとも2点を挟み込むようにして分離膜と原液流路材を融着させる請求項9〜15のいずれかに記載の分離膜エレメントの製造方法。
【図1】



【図2】
【図3】

【図2】
【図3】
【公開番号】特開2012−71261(P2012−71261A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−218497(P2010−218497)
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]