
切刃およびその製造方法
【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本出願は2010年12月10日付け出願の米国仮特許出願第61/421,811号に対して合衆国法典第35巻第119条(e)に基づいて優先権および利益を主張する。この出願の内容はこの参照によりその全体が本明細書に組み込まれる。
【背景技術】
【0002】
本発明は、切刃およびその製造方法に関する。
【0003】
様々なタイプのナイフに使用されるような刃および他の切削工具の製造は一連の製造工程を含み、その工程の各々が当該刃の特定の特性を得るのに使用される。例えば、ユーティリティナイフの刃の製造方法の1つのタイプでは、鉄の刃の原料のストリップはコイル状で提供される。前記刃の原料のストリップは熱処理炉を徐々に通過して、当該ストリップ材料が硬化および焼き戻される。前記熱処理ストリップは次に研削され、砥石で研磨され、および/または革砥で研がれて、当該ストリップの片面に沿って切刃を画成するファセットが形成される。前記ストリップはさらに処理されて多くの場合前記刃の製造元に関する若しくは他の情報の印章が付けられる。
【0004】
本発明は、従来技術に幾つかの改善を提供する。
【発明の概要】
【課題を解決するための手段】
【0005】
本発明の1つの観点は、炭素鋼材料から形成された本体を含む刃を提供することである。前記本体は刃先部と側面部とを有する。前記本体の側面部は有色酸化被膜を有し、当該酸化被膜は前記側面上に形成される。前記酸化被膜の選択された部分は、下層の炭素鋼材料が露出されるように除去されて、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
【0006】
本発明の別の観点によって刃の製造方法が提供され、この製造方法は、印章が付けられる表面を有するコイル状の炭素鋼ストリップ材料を提供する工程と、前記材料の表面に有色酸化被膜を形成する工程と、前記有色酸化被膜の一部分を除去して下層の炭素鋼材料を露出させ、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記材料の表面に印章を提供する工程とを含む。
【0007】
本発明のこれらおよび他の観点は、関連する構成要素の動作方法および機能ならびに製造の部分およびエコノミーの組み合わせも、本明細書の一部を構成する全ての添付の図面(同様の参照番号が様々な図面において対応する部品を指定している)を参照しながら以下の詳細な説明および添付の特許請求の範囲を検討することによってより明らかになるであろう。1実施形態において、図示された構成要素は一定の縮尺で描かれていると考えることができる。ただし、前記図面は例示および説明の目的のためであり、本発明の限定を定義することを目的としたものではないことは明確に理解されるべきである。本明細書で開示された1実施形態の特徴は、本明細書で開示された他の実施形態でも使用可能であることも理解されるべきである。明細書および特許請求の範囲で使用されている「a」、「an」、および「the」の単数形は、別段の明確な指示内容がない限り複数の指示対象も含むものである。
【図面の簡単な説明】
【0008】
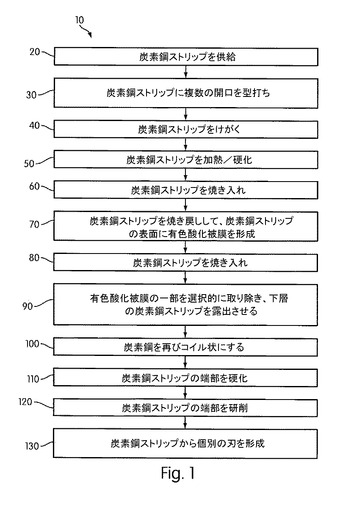
【図1】図1は、本発明の実施形態に従った刃の製造方法を示す。
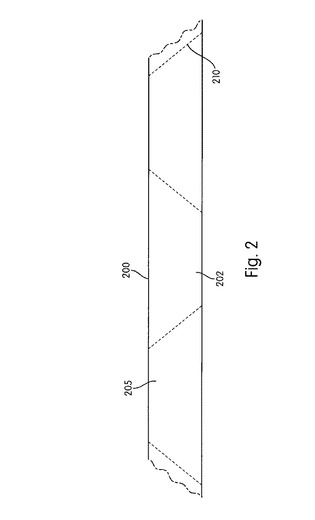
【図2】図2は、本発明の1実施形態に従った、形成されたスコアラインをその上に有する炭素鋼ストリップ材料を示す。
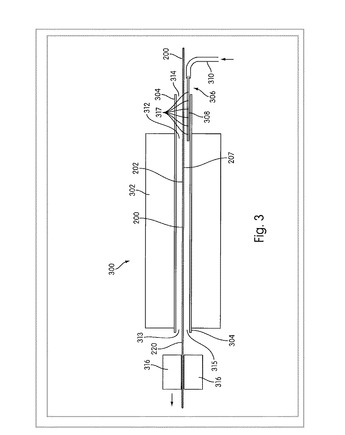
【図3】図3は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面に有色酸化被膜を形成するシステムを示す。
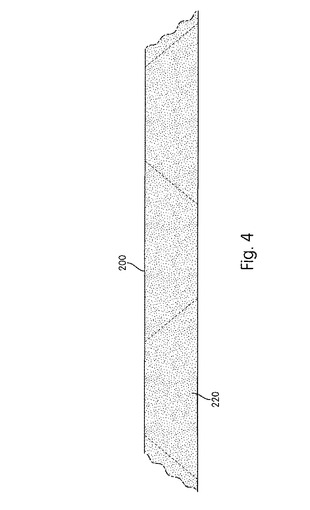
【図4】図4は、本発明の実施形態に従った、炭素鋼ストリップ材料の表面に形成された有色酸化被膜を有する炭素鋼ストリップ材料の上平面図を示す。
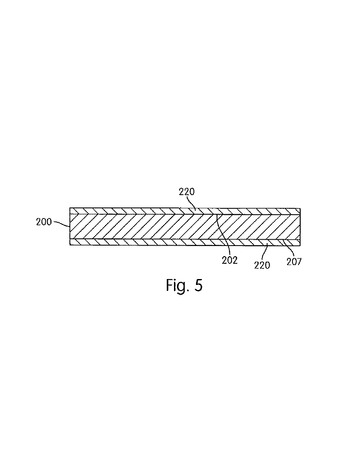
【図5】図5は、本発明の実施形態に従った、炭素鋼ストリップ材料の表面に形成された有色酸化被膜を有する炭素鋼ストリップ材料(図4に示す)の断面図を示す。
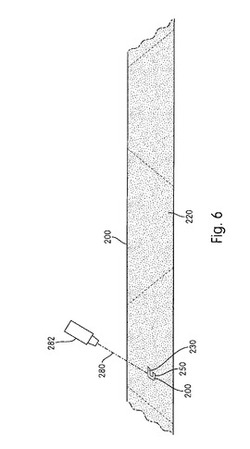
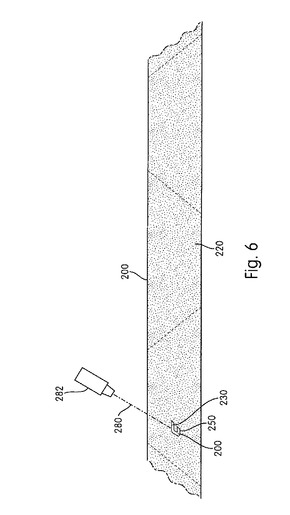
【図6】図6および7は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面の有色酸化被膜が選択的に取り除かれる刃を製造する方法の工程を示す。
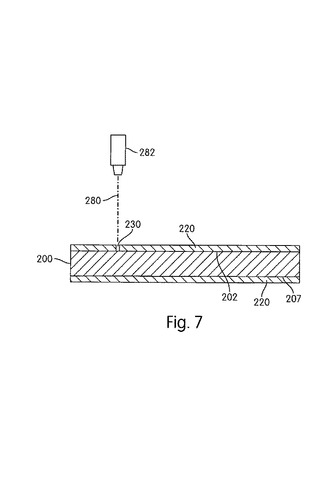
【図7】図6および7は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面の有色酸化被膜が選択的に取り除かれる刃を製造する方法の工程を示す。
【図8】図8は、本発明の実施形態に従った、炭素鋼ストリップ材料の有色酸化被膜に形成された印章を有する炭素鋼ストリップ材料の上平面図を示す。
【図9】図9は、本発明の実施形態に従った、側面に形成された印章を有する炭素鋼刃の上平面図を示す。
【発明を実施するための形態】
【0009】
図1、2、4、および6は、本発明の様々な観点に従った刃900(図9に示す)を製造する方法を図示する。図1、2、4、および6を参照して、前記方法は、印章が付けられる表面202を有するコイル状の炭素鋼ストリップ材料200を提供する工程と、前記材料200の表面202に有色酸化被膜を形成する工程と、前記有色酸化被膜220の一部230を選択的に除去して下層の炭素鋼材料200を露出させ、前記有色酸化被膜220と前記露出された炭素鋼材料200との間の色の対比によって前記材料200の表面220上に印章250を形成する工程とを含む。
【0010】
図1において、前記方法をより詳細に図示する。図1および2を参照して、複数の刃900(図9に示す)が作製される炭素鋼刃原料のストリップ200が方法10の工程20において提供される。1実施形態において、前記炭素鋼は、前記ストリップが取り扱い易いようによりコンパクトな状態にするため、例えばコイル形状で提供される。1実施形態において、前記炭素鋼材料は、例えば1095炭素鋼などの高炭素鋼材料である。但し、他の実施形態において他のタイプの材料が使用されることも考えられる。例えば、1実施形態において、前記刃原料のストリップはステンレス鋼材料から作ることができる。別つの実施形態において、前記刃原料のストリップは、他のタイプの鋼鉄または他のタイプの金属材料から作ることができる。
【0011】
前記コイル状の前記ストリップの長さは、比較的短いコイルも提供され得るが、少なくとも1キロメートル若しくはそれ以上である。前記ストリップはまた、複数コイル構造で提供され、この複数コイルは端と端が溶接されている。前記ストリップの寸法は、所望の刃の寸法に従って選択される。例えば、1つの限定されない実施例において、前記ストリップは、9〜25mmの間の幅と0.4〜0.8mmの間の厚さを有することができる。別の限定されない実施形態において、前記ストリップは、19mmの幅と0.6mmの厚さとを有することができる。しかしながら、前記ストリップは、前記炭素鋼ストリップから形成される前記刃の意図される用途に応じて、他の寸法を有することができる。1実施形態において、前記炭素鋼は200〜300HVの間の硬度で提供される。
【0012】
工程30において、前記炭素鋼ストリップ材料200が押抜き機に移送され、ここで複数の開口部または凹部が前記ストリップに打抜きされて前記刃をユーティリティナイフ(図示せず)用のカートリッジ(図示せず)内、または刃収容部(図示せず)上に前記刃を保持するのに用いられる付着点が形成される。
【0013】
1実施形態において、商標名、ロゴ、または他の印章がプレス工具を使用して前記炭素鋼ストリップ材料200に刻印される。1実施形態において、前記エンボス印(すなわち、商標名、ロゴ、または他の印章)は、レーザー形成印250が形成される前記表面202と反対側の表面207(図3に示す)に刻印される。1実施形態において、前記商標名、ロゴ、または他の印章は、打抜き工具で前記表面207にけがきされる。前記炭素鋼ストリップ材料200の表面に形成されたいわゆる前記商標名、ロゴ、または他の印章が下層の炭素鋼材料に凹部を形成、またはけがきされているので、前記商標名、ロゴ、または他の印章は前記表面207に形成された上層有色酸化被膜に写し出される。
【0014】
前記炭素鋼ストリップ材料200は、次に工程40で縦方向に離間された複数のけがき線が形成されるようにけがきされ、各けがき線はそれぞれの刃の側端部924に対応し、且つ、後で前記けがきされたストリップを分離または切断して複数の刃にするための分割線を形成する。前記炭素鋼ストリップ材料200の表面に形成されたいわゆる前記分割線はけがきされているので、当該分割線は前記炭素鋼ストリップ材料200の表面に形成された前記上層有色酸化被膜に写し出される。なお、幾つかの実施形態において、前記(けがきされた)角度を有する側端部は、前記酸化被膜が前記ストリップの主要表面に形成されている間、(隣接する刃と接合されていることによって)雰囲気ガスから遮蔽されるため、前記刃部材が前記ストリップから分離されて形式上接合されていた前記端部の表面領域が露出するとき、前記刃部材の側端部は酸化被膜を有さない。
【0015】
図2は、前記けがき線210を示す前記炭素鋼ストリップ材料200の一部の略図である。前記けがき線は、台形形状を有する個別の刃205を画成する。例えば平行四辺形の刃、フック形状の刃などの他の形および形状もまた、適切なけがき構造の選択により得られる。1実施形態において、工程30および40のけがくおよび貫通させる工程は、単一の型打ち作業に組み合わされる。1実施形態において、前記側面部207に前記型打ちされた印章は、前記工程30および40と同一の型打ち作業で形成される。別の実施形態において、前記側面部207に前記型打ちされた印章は、前記工程30および40での単一の型打ち作業と異なる型打ち作業で形成される。
【0016】
図1および2を参照して、刃原料である前記コイル状の圧縮炭素鋼ストリップ材料200は工程50で熱処理ラインを通り、硬化される。この工程において、前記炭素鋼は前記コイルから外されて、前記炭素鋼ストリップ材料200を転移温度を超える温度まで加熱する硬化炉を通過する。前記転移温度とは、前記炭素鋼ストリップ材料200の構造が室温で安定的な体心立方構造から高温(すなわち前記転移温度を超える)で安定的なオーステナイト(オーステナイト組織)として知られる面心立方構造に変化する温度である。前記転移温度は、使用される前記炭素鋼ストリップ材料200に応じて変化する。1実施形態において、前記炭素鋼ストリップ材料200を硬化する工程は、約800℃〜900℃の間の温度で実行される。例えば、1095炭素鋼の転移温度は約820℃(約1508°F)である。この場合、前記炭素鋼ストリップ材料200を硬化する工程は、約890℃の温度で実行される。この比較的高い温度は、オーステナイト化の間の短い浸漬期間を補う。
【0017】
1実施形態において、前記硬化/加熱炉の長さは約26フィード(約8メートル)である。前記炭素鋼ストリップ材料200は、約16〜22フィート/分(約5〜7メートル/分)の速度で移動する。例えば「分解アンモニア」(基本的に窒素および水素を含む)の制御雰囲気が前記炉に提供され、これにより硬化または加熱する工程50の間前記炭素鋼ストリップ材料200の酸化および変色が防止される。分解アンモニアが酸化および変色を防ぐのに使用されるが、他のガス、例えば、「不純物を除いた吸熱型ガス」を使用してもよい(これに限定されるものではない)。1実施形態において、前記炭素鋼ストリップ材料200を加熱して前記炭素鋼ストリップ材料200のを硬化させる前記加熱する工程は、約75〜105秒の間実行される。
【0018】
加熱(硬化)炉を出た後、前記加熱炭素鋼ストリップ材料200は、工程60で焼き入れされる。1実施形態において、前記炭素鋼ストリップ材料200は、当該炭素鋼ストリップ材料200の上方および下方に配置された液冷導電ブロックの間を通過して、焼き入れされる。1実施形態において、前記炭素鋼ストリップ材料200は、当該炭素鋼ストリップ材料200に接触する炭素摩耗ストリップを備えた水冷黄銅ブロックを通過して、焼き入れされる。前記黄銅ブロックは前記炭素鋼ストリップ材料200を焼き入れ温度(例えば、約890℃)から大気温度(例えば、約25℃)に臨界冷却速度を超える速さで冷却する。前記臨界冷却速度は、オーステナイト組織がマルテンサイト組織に変化するのを確実にするために、前記炭素鋼ストリップ材料200が冷却される速度である。マルテンサイト組織は体心正方構造である。前記マルテンサイト組織では、前記炭素鋼ストリップ材料200は、内部に強い圧力がかけられている。この内部応力は、前記炭素鋼ストリップ材料200の硬化として知られている現象によるものである。硬化後、当初(加熱処理後)約300HV未満であった前記炭素鋼ストリップ材料200の硬度は、約850〜890HV(約65.5〜66.8HRC)になる。1実施形態において、前記炭素鋼ストリップ材料200を焼き入れする工程は、約1〜4秒の間である。1実施形態において、気体または液体が前記炭素鋼ストリップ材料200の焼き入れに使用される。
【0019】
図1〜3を参照して、工程70において、前記加熱および焼き入れされた炭素鋼ストリップ材料200は、前記炭素鋼ストリップ材料200の表面202に前記有色酸化被膜220を形成するように構成されたシステム300を通過する。1実施形態において、前記有色酸化被膜220は前記炭素鋼ストリップ材料200の表面202と表面207の両方に形成される。
【0020】
焼き戻しする工程70の間、前記システム300内には、前記炭素鋼ストリップ材料200の表面202に前記有色酸化被膜220を形成する酸化性雰囲気(例えば、空気または他の酸化性気体)が存在する。すなわち、前記焼き戻し炉は、(基本的に窒素および水素を含む)「分解アンモニア」の制御雰囲気の代わりに、前記有色酸化被膜220を形成する間その中に酸化性雰囲気を有する。
【0021】
1実施形態において、前記酸化性雰囲気は、熱処理炉302の開口チューブ部材304内に提供される。酸化を避けるための他の製造方法では、前記チューブ部材304の両端部は空気が入らないように密閉され、代わりに当該チューブ部材304は「分解アンモニア」を含む。しかしながら、本明細書の目的において、前記チューブ部材304は密閉せずに、酸化を可能にする。別の実施形態において、追加的な酸化性雰囲気(気体)がガス(例えば、空気)供給システム306によって前記チューブ部材304の中に供給される。
【0022】
上記から理解できるように、1実施形態において、前記システム300は、前記焼き戻し炉302と、空気の侵入を許容するように構成された前記チューブ部材304と、前記給気システム306とを有する。前記焼き戻し炉302のチューブ部材304および前記給気システム306は、前記焼き戻しする工程70の間、前記酸化性雰囲気を供給するように構成されている。
【0023】
1実施形態において、前記焼き戻し炉302は、開口端部312および313を両側に有する。1実施形態において、前記焼き戻し炉302は、その中に配置された開口チューブ部材304を含む。言い換えれば、前記焼き戻し炉302のチューブ部材304は、両側に開口端部314および315を有する。1実施形態において、前記チューブ部材304の端部314および315は、前記焼き戻し炉302の端部312および
313から外へ延出している。前記チューブ部材304は、前記焼き戻し炉302の中に空気が自由に侵入できるように構成されている。1実施形態において、前記炭素鋼ストリップ材料200は前記焼き戻し炉302のチューブ部材304を通って、その表面202に前記有色酸化被膜220が形成される。
【0024】
1実施形態において、前記チューブ部材304は、耐熱合金材料から作られている。1実施形態において、前記チューブ部材304の寸法(例えば、直径)は、そこを通る空気の自然で障害のない流れ若しくは循環を誘発するのに十分な大きさである。
【0025】
前記給気システム306は(提供されている場合)、1実施形態において空気配向部材308と給気源310とを含む。前記給気システム306は、追加の空気を前記焼き戻し炉302に供給して、前記酸化被膜220の均一性が高められるように構成されている。前記空気配向部材308は、空気を前記供給源310から前記焼き戻し炉302へ配向し、これによりその中に酸化性雰囲気を提供するように構成されている。1実施形態において、前記空気配向部材308は、四角または他の構造も使用することが可能であるが、円筒形状構造である。1実施形態において、前記空気配向部材308は、空気を前記焼き戻し炉302の中に供給する間隔の空いた複数の開口部317を含む。1実施形態において、前記空気配向部材308は多孔チューブである。1実施形態において、前記空気配向部材308は、前記焼き戻し炉302の入り口に配置されている。図示の実施形態において、前記空気配向部材308は、前記炭素鋼ストリップ材料200の下方に導入されている。他の実施形態において、前記空気配向部材308は、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220に均一性を促進するのに適する、前記焼き戻し炉302の任意の位置に配置されることが考えられる。1実施形態において、前記給気源310は、圧力1バールで流速26リットル/分の空気を供給するように構成される圧縮給気源である。別の実施形態において、前記給気源310はエアランス(air lance)である。1実施形態において、前記給気システム306は、前記チューブ部材304の入口端314の近傍に配置される。
【0026】
1実施形態において、前記焼き戻し炉302は、前記炭素鋼ストリップ材料200の内部応力のレベルを減少するように構成されている。結果として、前記ストリップの炭素鋼の幾らかの軟化が、関連した延性の増大とともに起こる。例えば1095炭素鋼では、焼き戻し温度は約380℃である。1実施形態において、前記形成する工程(すなわち工程70)は280℃〜400℃の間の温度で実行される。この焼き戻しする工程は、前記炭素鋼の硬度を580〜630HVの特定の範囲内に減少する。1実施形態において、前記焼き戻し炉302の長さは約26フィート(約8メートル)である。前記炭素鋼ストリップ材料200は、前記焼き戻し炉302の中を16〜22フィート/分(約5〜7メートル/分)の速度で移動する。1実施形態において、前記形成する工程は、約45〜75秒の間の期間で実行される。1実施形態において、前記形成する工程は、60秒の期間で実行される。
【0027】
1実施形態において、前記有色酸化被膜220は、金色、赤色、青色、黒色、灰青色、青黒色、または明るい鋼鉄色に対して優れた対比を提供する他の任意の暗色である。1実施形態において、前記有色酸化被膜220は、前記明るい鋼鉄色以外の任意の色である。1実施形態において、前記酸化被膜220の色は、前記焼き戻し炉302内で維持される温度によって決まる。1実施形態において、前記炭素鋼ストリップ材料200は、前記焼き戻し炉302で約60秒の間約380℃で焼き戻しされ、青みがかかった黒色を有する前記酸化被膜220を得る。
【0028】
1実施形態において、前記酸化被膜220の化学組成は、前記酸化被膜220の色に関係なく同じ状態のままである。前記色は、前記酸化被膜220の厚さにより決定され、且つ、前記焼き戻し炉に存在する前記雰囲気の酸化可能性、前記焼き戻し炉で維持される温度、およびその温度で前記炭素鋼ストリップ材料200に費やされる時間の作用により決定される。前記酸化被膜220のこの色はまた、焼き戻し色とも呼ばれる。
【0029】
前記炭素鋼ストリップ材料200を焼き戻しする工程の後、当該炭素鋼ストリップ材料200は工程80において再び焼き入れされる。この焼き入れ工程は、レーザーマーキング工程90(以下で詳細に説明)の間の前記炭素鋼ストリップ材料200の取り扱いを容易にする。1実施形態において、前記焼き入れ工程は、前記焼き戻し炉302の出口端の近傍で実行される。1実施形態において、前記炭素鋼ストリップ材料200の焼き入れ工程は、約1〜4の間実行される。1実施形態において、前記焼き入れ工程は、前記炭素鋼ストリップ材料200を当該炭素鋼ストリップ材料200の上方および下方に配置された液(例えば、水)冷焼き入れブロック316の間を通すことによって実行される。別の実施形態において、気体または液体が前記炭素鋼ストリップ材料200の焼き入れに使用される。
【0030】
図4および5はそれぞれ、実施形態に従った前記炭素鋼ストリップ材料200の表面202に形成された前記有色酸化被膜220を有する前記炭素鋼ストリップ材料200の上平面図および断面図である。1実施形態において、図5に示すように、前記有色酸化被膜220は、前記炭素鋼ストリップ材料200の表面202に均一に形成されている。明確さのため、工程30および40の間に形成されたけがき線および印章は、図5の断面図には示されていない。
【0031】
図1および6〜8を参照して、前記炭素鋼ストリップ材料200を焼き入れした後、工程90において、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の一部230を選択的に取り除いて下層の炭素鋼ストリップ材料200を露出させることにより、前記有色酸化被膜220と前記露出された炭素鋼ストリップ材料200との間の色の対比によって前記材料200の表面202に前記印章250を形成する。すなわち、形成された前記印章250は、前記周囲の有色酸化被膜220に対して高い光学的対比を有する。この対比は、前記下層の炭素鋼ストリップ材料によってもたらされる。例えば、前記マーキング工程90(以下で詳細に説明)で、浅黒い有色酸化被膜を切除する或いは取り除き、明るい鋼鉄の印章を露出させる。
【0032】
図6および7は、本発明の様々な観点に従った前記方法10の工程90を示す。明確さのため、工程30および40の間に形成されるけがき線および印章は、図7の断面図には示されていない。図8は、前記炭素鋼ストリップ材料200の有色酸化被膜220に形成された前記印章250を有する前記炭素鋼ストリップ材料の上平面図を示す。
【0033】
1実施形態において、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の一部230は、レーザー光線280を使用して取り除かれる。1実施形態において、パルス状イットリウム・アルミニウム・ガーネット(YAG:Yttrium Aluminum Garnet)レーザーが、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の選択された部分230を取り除くのに使用される前記レーザー光線280を提供する。前記パルス状YAGレーザー282は、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220を切除して、前記下層の炭素鋼材料を露出させるように構成されている。1実施形態において、取り除かれる前記有色酸化被膜220の一部230は、前記レーザー光線280が作用する前記有色酸化被膜220の部分を言及している。
【0034】
1実施形態において、前記レーザー282は、前記レーザー光線280の様々な属性を制御する制御装置に動作可能なように接続されている。例えば、制御可能な前記レーザー光線280の属性は、これに限定されるものではないが、前記レーザー光線280の方向、前記レーザー光線280の密度、および/または前記レーザー光線の焦点を含む。1実施形態において、印章は、前記制御装置を前記レーザー光線が時間とともに特定の経路を横断するようにプログラムする(すなわち、コンピュータまたはプロセッサを使用して)ことによって、形成される。或いは、前記ビームは静止した状態で、移動自在な刃保持体により印章が付けられる刃が移動される。前記刃保持体は、プログラムされた制御装置によって駆動される動力機構によって、前記レーザー光線に対する前記刃の動きが望ましい印章のパターンを生成するように移動される。前記レーザー制御装置はまた、望ましい除去の深さに達成するようにプログラムされる。例えば、前記レーザーは、前記下層の炭素鋼ストリップ材料200を著しく変造することなく前記炭素鋼ストリップ材料200の前記有色酸化被膜220を切除するように構成することができる。
【0035】
1実施形態において、前記レーザー光線280は、前記下層の炭素鋼材料200が前記レーザーマーキング工程90によってほとんど影響を受けない(すなわち、物理的に変造されない)ように設定または制御される。例えば、前記レーザー光線280は、前記レーザー282が各パルス間作動する時間の割合(デューティサイクルとして知られる)を変更することによって制御される。1実施形態において、前記レーザー光線280の出力は50〜100ワットの間である。別の実施形態において、異なる出力レベルで動作するレーザー源が使用される。
【0036】
1実施形態において、前記炭素鋼ストリップ材料200の表面202上の印章250は、例として挙げればロゴ、製造番号、商標、商標名、画像、エンブレム、販売促進または広告マーク、英数字、幾何学または装飾的パターン、文字、数字、部品番号、機械読み取り可能バーコード、またはそれらの組み合わせがある。
【0037】
前記炭素鋼ストリップ材料200のレーザーマーキングの後、1実施形態に従って、前記炭素鋼ストリップ材料200は工程100において随意に再びコイル状に巻かれ、その後次の工程110に転送される。工程110において、前記炭素鋼ストリップ材料200の端部の再硬化が実行されて、前記炭素鋼ストリップ材料200の端部の硬度が高めれれる。
【0038】
前記刃の製造の間、前記硬さの評価は多くの場合妥協の産物である。一方では、硬度がより高くなれば、より鋭い刃およびより寿命の長い刃を導くより良い研削特性をもたらす。しかしながら、硬度がより高くなればまた、よりもろい刃をもたらす。もろい刃は、非軸方向荷重(例えば、前記刃の平表面にかかる圧力)にさらされた場合破壊を起こしやすい。他方では、より軟らかいブレードは改善された延性を示すが、より急速に鈍くなる。
【0039】
従って、1実施形態において、刃の本体が延性を提供するのに十分なほどに比較的軟らかである当該刃を提供すると同時に、端部(エッジ)のより良い特性を得るため比較的高い硬度を有する端部(エッジ)を備えた当該刃を提供することが考えられる。比較的高い硬度を有する端部(エッジ)を提供するということは、増大した寿命と共により鋭い端部(エッジ)が研削されるのを可能にする。
【0040】
炭素鋼ストリップの端部の硬度を向上させるため、工程110において、再硬化する工程が前記炭素鋼ストリップの端部に適用される。前記炭素鋼ストリップの端部の硬度は、例えば高周波焼き入れ処理を使用またはレーザー蒸着処理を使用して向上される。別の実施形態において、前記炭素鋼ストリップの端部の硬度は、例えば二元材料を使用して前記端部を形成することによって向上される。すなわち、前記炭素鋼ストリップの端部の硬度を向上させるため、1実施形態において、前記刃の刃先部は、本体のより低い等級の炭素鋼と比較して比較的より高い等級の炭素鋼から形成されている。1実施形態において、前記刃先部の比較的より高い等級の炭素鋼は、60〜66HRCの硬度範囲を有する。別の実施形態において、前記刃先部の比較的より高い等級の炭素鋼は、60〜80HRCの硬度範囲を有する。前記本体の比較的より低い等級の炭素鋼は、50〜56HRCの硬度範囲を有することができる。前記刃先を形成する前記より高い等級の炭素鋼は、前記刃の背部材料を形成する前記より低い等級の炭素鋼に接合、溶接、あるいは固着されるようにすることができる。
【0041】
1実施形態において、高周波焼き入れ処理が前記炭素鋼ストリップの端部に適用される。前記高周波焼き入れ処理では、発生器が高電圧で低電流の高周波交流電流を生成する。前記高周波交流電流は、前記炭素鋼ストリップに極めて近接して位置する誘導子を通過する。前記高周波電流は、前記炭素鋼ストリップに加熱を誘発する。前記温度は、前記電流の周波数の選択、電流強度値の選択、前記誘導子の形状の選択、前記誘導子に対する前記ストリップの移動速度の変更、および/または前記ワークピース(すなわち、前記炭素鋼ストリップ)に対する前記誘導子の位置の選択によって制御することができる。1実施形態において、前記誘導子は約8mmX8mmX8mmのサイズに選択され、前記炭素鋼ストリップは、25メートル/分の研削速度で移動する。1実施形態において、誘導加熱は、約26〜30MHzの間の誘導周波数を適用することによって実行される。
【0042】
前記高周波焼き入れは、前記炭素鋼ストリップを局所的に(前記刃先を)約800℃〜900℃の間の転移温度を超える温度まで再加熱する。1実施形態において、前記高周波焼き入れは、前記炭素鋼ストリップを局所的に(前記刃先を)約820℃(約1508°F)の転移温度を超える温度まで再加熱する。前記刃先は誘導加熱により再硬化され、続いて前記刃先に沿って硬い完全なマルテンサイト組織を生成する限界率を超える速さで急冷される。前記限界率を超える速さでの前記刃先の急冷は、次のいずれかまたは組み合わせによって達成される:前記刃の本体の中への伝導、周囲環境への還流、および/または空気ブラストまたは液体急冷による人工的な加速冷却。前記炭素鋼ストリップの刃先を急冷することによって、比較的硬い刃先(例えば、前記端部の先端から前記炭素鋼ストリップの本体まで約0.1〜1.0mmの深さ)が、比較的軟らかい本体または中心部と共に炭素鋼ストリップに生成される。従って、前記炭素鋼ストリップの刃先は、前記炭素鋼ストリップの本体より硬い。
【0043】
1実施形態において、前記炭素鋼ストリップの端部の前記高周波焼き入れは、研削する(工程120)、砥石で研ぐ、または革砥で研ぐ作業の間若しくは後の任意の時点で、或いは一般に個別の刃を形成する(工程130)の前に実行されて、改良された硬度を有する端部と同時に、比較的軟らかく維持された前記刃の中心部または本体とを有する刃を生成することができる。前記炭素鋼ストリップの端部の硬度を向上させる高周波焼き入れ処理は、米国特許出願公報第2007/0006683号および米国特許出願公報第2008/0189959号に詳細に記載されており、この参照によりこれら両方の全体が本明細書に組み込まれるものである。
【0044】
1実施形態において(上述のように)、前記刃の端部の硬度は、レーザー蒸着を使用して改良される。この様な実施形態において、工程110の間、前記コイル状の炭素鋼ストリップ材料は、硬質材料(例えば、タングステンカーバイド)のコーティングを前記炭素鋼ストリップの端部に適用するように構成される硬質材料(例えば、タングステンカーバイド)蒸着ステーションに連続して送られる。前記硬質材料は、前記炭素鋼ストリップ材料の残りの部分より著しく高い硬度を有する。1実施形態において、前記硬質材料の硬度は少なくとも60Rcである。1実施形態において、前記硬質材料の硬度は約70〜80Rcの範囲である。1実施形態において、前記蒸着ステーションは、前記炭素鋼ストリップ材料200上に放射線ビームを提供するように構成された放射線源を含む。前記蒸着ステーションは、さらに、前記放射線ビームを前記炭素鋼ストリップ材料200の標的部分に投射しかつ焦点を合せるように構成された投射システムを含む。前記放射線源は、前記炭素鋼ストリップ材料200を溶かすのに十分な出力とエネルギーを有する放射線ビームを産出するように構成されている。前記放射線源305が、光源に限定されないことは理解されるであろう。例えば、1実施形態において、電子ビーム源も前記蒸着ステーションで使用される。
【0045】
運転中、前記炭素鋼ストリップ材料200の薄い端部は前記放射線ビームの下で継続的に動いている。前記炭素鋼ストリップ材料200の薄い端部への照射は、前記放射線ビームの集中する点に溶融池を生成する。前記混合物(前記硬質材料を含む)の粒子は、ディスペンサーによって放出され、重力の作用および推進ガスの作用の下で前記溶融池内に自由落下する。前記推進ガスは、ヘリウムまたはアルゴンである。結合剤は、前記炭素鋼ストリップ材料200上に落下しながら、前記放射線ビームによって照射されて溶ける。結果として、前記粒子は、前記溶融池に到達したときには実質的に全て溶けている。前記結合剤要素は、前記硬質材料(例えば、タングステンカーバイド)が前記溶融池の溶けた材料に結合するように選択されている。前記粒子と前記炭素鋼ストリップ材料200との間の全ての結合は、前記溶融池内での前記硬質材料(例えば、タングステンカーバイド)/結合剤要素の凝固により達成される。これは結果として、前記炭素鋼ストリップ材料200上への硬質材料(例えば、タングステンカーバイド)/結合剤の空隙のない蒸着になる。本明細書の実施形態で使用される結合剤の例としては、コバルトを含む。ただし、これに限定されるものではない。追加の結合剤が他の実施形態で使用されることも考えられる。本明細書で考えられるような硬質材料を含む混合物を前記炭素鋼ストリップの端部に蒸着する方法は、米国特許出願公報第2009/0314136号および米国特許出願番号第12/879,115に従って行うことが可能であり、この参照によりこれら両方の全体が本明細書に組み込まれる。
【0046】
図1を参照して、前記炭素鋼ストリップ200の端部を再硬化する工程の後、工程120において、前記炭素鋼ストリップ200は前記ストリップの端部を研削する研削盤に運ばれるまたは移される。1実施形態において、前記研削する工程120は、前記炭素鋼ストリップ材料200の1つの端部に沿って刃先を画成するファセットを形成するように実行される。比較的浅い角度(例えば、10〜32度の間)が前記ストリップの端部に研削される。この角度は前記刃の両側に研削され(別の実施形態では角度が前記刃の片側だけに研削されるが)、これにより前記刃は前記端部を横切る前記刃の縦軸に対して大体対称的になる。また、前記研削角度は、前記縦軸に対して測られる。前記角度は、前記刃が切断する材料を突き抜けるのに要求される力を軽減させるように浅く選択される。1実施形態において、前記炭素鋼ストリップ200の研削端部の前記角度は、22°+/−2°である。
【0047】
前記研削する工程120において、前記刃先は単一の角度または複数の角度で研削される。研削の後、前記炭素鋼ストリップ200の端部は砥石で研がれる。前記砥石で研ぐ作業は、前記研削端部の先端を第2の(より鋭くない)角度(例えば、26°〜36°の間)にする。このより深い(砥石で研がれた)研削角度は前記より浅い研削角度より強固な端部を与え、且つ、前記刃先の寿命を延ばすことができる。結果として、前記ストリップに、選択的に2つの角度を有する端部が提供される。
【0048】
前記炭素鋼ストリップ200の端部を革砥で研ぐ工程が、選択的に前記端部生産過程に加えられる。1実施形態において、革または合成化合物の軟らかい車を使用して、前記砥石で研ぐ作業によって生じたあらゆるばりを取り除く。
【0049】
1実施形態において、2つの角度を有する端部を備えた炭素鋼を作製する代わりに、前記炭素鋼ストリップの端部は10°〜32°の間の単一の角度に研削される。この場合、前記ストリップの端部は革砥で研がれない。上述したように、前記革砥で研ぐ作業は、前記砥石で研ぐ作業によって生じたあらゆるばりを取り除くために使用される。この場合、前記炭素鋼ストリップの端部は研削されるが、砥石では研がれないため、革砥で研ぐ作業は行われない。
【0050】
最後に工程130において、前記処理された炭素鋼ストリップは、各けがき線で当該炭素鋼ストリップの長さに沿ってポキッと折って、当該けがき線に沿って当該炭素鋼ストリップを割って複数の刃を産出する。上述したように、前記有色酸化被膜を形成する工程および前記有色酸化被膜に印章を形成する工程は、前記刃の製造の間一直線に並んで実行される。前記製造工程に従って得られる例示的な刃が図9に示してある。
【0051】
前記方法10は、1若しくはそれ以上の前述の工程を含むが、全ての工程が必要でないことも考えられる。前記工程が上述したような順序で起こるが、或いは場合によっては1若しくはそれ以上の前記工程の順序が変更することも考えられる。例えば、1実施形態において、前記炭素鋼ストリップの端部の前記高周波焼き入れが、前記研削する作業(工程120)、砥石で研ぐ作業、または革砥で研ぐ作業の間またはその後の任意の時に実行することができる。
【0052】
図9は、本発明の様々な観点に従った例示的なナイフの刃を示す。前記刃900は、ユーティリティナイフ(図示せず)に装着するのに適したナイフの刃である。
【0053】
1実施形態において、前記刃900は、炭素鋼ストリップ材料から形成された本体950を含む。前記本体950は、刃先部952と側面部954とを有する。前記側面部954は、その上に形成された有色酸化被膜956を有する。前記酸化被膜956の選択された部分958は、下層の炭素鋼材料980が現れるように取り除かれることによって、前記有色酸化被膜956と前記露出された炭素鋼材料980との間の色の対比の実質により前記刃900の側面部964に印章960を提供する。1実施形態において、前記刃900の面部954上の前記酸化被膜956は、金色、赤色、黒色、青色、灰青色、青黒色、または下層の明るい鋼鉄色に対して優れた対比を提供する他の任意の色を有する。
【0054】
1実施形態において、前記酸化被膜956の色は、前記焼き戻し炉302(図3に示す)で維持される温度および/または前記焼き戻し炉内で前記炭素鋼材料980に費やされる時間によって決まる。
【0055】
1実施形態において、前記焼き戻し炉302で維持される(すなわち前記酸化被膜956の形成の間)温度は、280℃〜400℃の間である。別つの実施形態において、前記焼き戻し炉302で維持される(すなわち前記酸化被膜956の形成の間)温度は、380℃である。
【0056】
1実施形態において、前記焼き戻し炉302(すなわち前記酸化被膜956の形成の間)で前記炭素鋼材料980に費やされる時間は、45〜75秒の間である。別つの実施形態において、前記焼き戻し炉302(すなわち前記酸化被膜956の形成の間)で前記炭素鋼材料980に費やされる時間は、60秒である。
【0057】
1実施形態において、前記刃先部952は、残りの本体部分(または「背部」)950よりさらに高い硬度を有する。1実施形態において、前記残りの本体部分950の硬度は、50HRC〜56HRCの間である。1実施形態において、前記刃先部952の硬度は、1つの限定されない実施例において、60HRC〜80HRCの間である。別の実施形態において、前記刃先部952の硬度は、60HRC〜66HRCの間である。
【0058】
上述したように、1実施形態において、前記刃900の刃先部952は高周波焼き入れされる。別の実施形態において、前記刃900の刃先部952は、前記本体950のより低い等級の炭素鋼と比べて比較的より高い等級の炭素鋼から形成される。さらに別の実施形態において、前記刃900の刃先部952はレーザー蒸着によって形成される。
【0059】
1実施形態において、図9に示す前記刃900の側端部924は台形形状の刃を形成するように構成される。すなわち、前記刃900は台形形状を有し、その最も長い側面は前記直線の刃先952を含む。前記刃900のより短い側面982は少なくとも1つの位置決め切欠部922a、922bを含み、これはユーティリティナイフの刃収容部または刃保持体アセンブリ(図示せず)に前記刃900を固定するのに用いられ、前記刃900が前記刃保持体アセンブリとの係合から外れて縦方向に前方または後方へ移動するのを防ぐことができる。他の刃タイプおよび形状も、本明細の教示に従って作ることができる。
【0060】
多数の修正および変更が当業者であれば容易に思い付くであろう。例えば、1つの鋭い端部を有する刃を製造することが本明細書に記載されているが、2以上の鋭い端部を有する刃を製造することも考えられる。さらに、本明細書に記載される様々な態様の構造および/または様々な態様の製造工程は、ユーティリティナイフの刃のみの製造に適用されるのではなく、のみ刃、かんな刃、他の工具の刃、大工工具の刃、スポーツブレード、キッチンブレード、および同類のものにも適用できることは理解されなければならい。
【0061】
前記図面に示したおよび上述した前記刃900の実施形態は単に例示的なものであり、限定することを目的としたものではない。本明細書には、あらゆる刃(例えば、鋸刃または任意のタイプの切刃)を提供していると考えられる。加えて、本明細書の方法は、刃を有さない他の金属製手工具または製品に適用できる。例えば、本発明の原理に従った前記有色酸化被膜を形成する工程およびその上に(レーザーを使用して)印章を形成する工程の態様は、他の工具または工具アセンブリに適用することができる。例えば、上述したように、このような工具または工具アセンブリの表面に、印章(例えば、部品番号、シリアル番号、および/またはバーコード)が形成される。
【0062】
本発明を解説することを目的として詳細に説明してきたが、そのような詳細は専らこの目的のためであり、本発明を開示の実施形態に限定するものではなく、それどころか、添付の特許請求の範囲の精神および範囲内において修正および均等な配置を含めることを意図していることは理解されるべきである。さらに、本発明において、任意の実施形態の1若しくはそれ以上の特徴が可能な限り任意の他の実施形態の1若しくはそれ以上の特徴と組み合わせることができると考えらえることは、理解されるべきである。
【技術分野】
【0001】
本出願は2010年12月10日付け出願の米国仮特許出願第61/421,811号に対して合衆国法典第35巻第119条(e)に基づいて優先権および利益を主張する。この出願の内容はこの参照によりその全体が本明細書に組み込まれる。
【背景技術】
【0002】
本発明は、切刃およびその製造方法に関する。
【0003】
様々なタイプのナイフに使用されるような刃および他の切削工具の製造は一連の製造工程を含み、その工程の各々が当該刃の特定の特性を得るのに使用される。例えば、ユーティリティナイフの刃の製造方法の1つのタイプでは、鉄の刃の原料のストリップはコイル状で提供される。前記刃の原料のストリップは熱処理炉を徐々に通過して、当該ストリップ材料が硬化および焼き戻される。前記熱処理ストリップは次に研削され、砥石で研磨され、および/または革砥で研がれて、当該ストリップの片面に沿って切刃を画成するファセットが形成される。前記ストリップはさらに処理されて多くの場合前記刃の製造元に関する若しくは他の情報の印章が付けられる。
【0004】
本発明は、従来技術に幾つかの改善を提供する。
【発明の概要】
【課題を解決するための手段】
【0005】
本発明の1つの観点は、炭素鋼材料から形成された本体を含む刃を提供することである。前記本体は刃先部と側面部とを有する。前記本体の側面部は有色酸化被膜を有し、当該酸化被膜は前記側面上に形成される。前記酸化被膜の選択された部分は、下層の炭素鋼材料が露出されるように除去されて、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
【0006】
本発明の別の観点によって刃の製造方法が提供され、この製造方法は、印章が付けられる表面を有するコイル状の炭素鋼ストリップ材料を提供する工程と、前記材料の表面に有色酸化被膜を形成する工程と、前記有色酸化被膜の一部分を除去して下層の炭素鋼材料を露出させ、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記材料の表面に印章を提供する工程とを含む。
【0007】
本発明のこれらおよび他の観点は、関連する構成要素の動作方法および機能ならびに製造の部分およびエコノミーの組み合わせも、本明細書の一部を構成する全ての添付の図面(同様の参照番号が様々な図面において対応する部品を指定している)を参照しながら以下の詳細な説明および添付の特許請求の範囲を検討することによってより明らかになるであろう。1実施形態において、図示された構成要素は一定の縮尺で描かれていると考えることができる。ただし、前記図面は例示および説明の目的のためであり、本発明の限定を定義することを目的としたものではないことは明確に理解されるべきである。本明細書で開示された1実施形態の特徴は、本明細書で開示された他の実施形態でも使用可能であることも理解されるべきである。明細書および特許請求の範囲で使用されている「a」、「an」、および「the」の単数形は、別段の明確な指示内容がない限り複数の指示対象も含むものである。
【図面の簡単な説明】
【0008】
【図1】図1は、本発明の実施形態に従った刃の製造方法を示す。
【図2】図2は、本発明の1実施形態に従った、形成されたスコアラインをその上に有する炭素鋼ストリップ材料を示す。
【図3】図3は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面に有色酸化被膜を形成するシステムを示す。
【図4】図4は、本発明の実施形態に従った、炭素鋼ストリップ材料の表面に形成された有色酸化被膜を有する炭素鋼ストリップ材料の上平面図を示す。
【図5】図5は、本発明の実施形態に従った、炭素鋼ストリップ材料の表面に形成された有色酸化被膜を有する炭素鋼ストリップ材料(図4に示す)の断面図を示す。
【図6】図6および7は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面の有色酸化被膜が選択的に取り除かれる刃を製造する方法の工程を示す。
【図7】図6および7は、本発明の実施形態に従って、炭素鋼ストリップ材料の表面の有色酸化被膜が選択的に取り除かれる刃を製造する方法の工程を示す。
【図8】図8は、本発明の実施形態に従った、炭素鋼ストリップ材料の有色酸化被膜に形成された印章を有する炭素鋼ストリップ材料の上平面図を示す。
【図9】図9は、本発明の実施形態に従った、側面に形成された印章を有する炭素鋼刃の上平面図を示す。
【発明を実施するための形態】
【0009】
図1、2、4、および6は、本発明の様々な観点に従った刃900(図9に示す)を製造する方法を図示する。図1、2、4、および6を参照して、前記方法は、印章が付けられる表面202を有するコイル状の炭素鋼ストリップ材料200を提供する工程と、前記材料200の表面202に有色酸化被膜を形成する工程と、前記有色酸化被膜220の一部230を選択的に除去して下層の炭素鋼材料200を露出させ、前記有色酸化被膜220と前記露出された炭素鋼材料200との間の色の対比によって前記材料200の表面220上に印章250を形成する工程とを含む。
【0010】
図1において、前記方法をより詳細に図示する。図1および2を参照して、複数の刃900(図9に示す)が作製される炭素鋼刃原料のストリップ200が方法10の工程20において提供される。1実施形態において、前記炭素鋼は、前記ストリップが取り扱い易いようによりコンパクトな状態にするため、例えばコイル形状で提供される。1実施形態において、前記炭素鋼材料は、例えば1095炭素鋼などの高炭素鋼材料である。但し、他の実施形態において他のタイプの材料が使用されることも考えられる。例えば、1実施形態において、前記刃原料のストリップはステンレス鋼材料から作ることができる。別つの実施形態において、前記刃原料のストリップは、他のタイプの鋼鉄または他のタイプの金属材料から作ることができる。
【0011】
前記コイル状の前記ストリップの長さは、比較的短いコイルも提供され得るが、少なくとも1キロメートル若しくはそれ以上である。前記ストリップはまた、複数コイル構造で提供され、この複数コイルは端と端が溶接されている。前記ストリップの寸法は、所望の刃の寸法に従って選択される。例えば、1つの限定されない実施例において、前記ストリップは、9〜25mmの間の幅と0.4〜0.8mmの間の厚さを有することができる。別の限定されない実施形態において、前記ストリップは、19mmの幅と0.6mmの厚さとを有することができる。しかしながら、前記ストリップは、前記炭素鋼ストリップから形成される前記刃の意図される用途に応じて、他の寸法を有することができる。1実施形態において、前記炭素鋼は200〜300HVの間の硬度で提供される。
【0012】
工程30において、前記炭素鋼ストリップ材料200が押抜き機に移送され、ここで複数の開口部または凹部が前記ストリップに打抜きされて前記刃をユーティリティナイフ(図示せず)用のカートリッジ(図示せず)内、または刃収容部(図示せず)上に前記刃を保持するのに用いられる付着点が形成される。
【0013】
1実施形態において、商標名、ロゴ、または他の印章がプレス工具を使用して前記炭素鋼ストリップ材料200に刻印される。1実施形態において、前記エンボス印(すなわち、商標名、ロゴ、または他の印章)は、レーザー形成印250が形成される前記表面202と反対側の表面207(図3に示す)に刻印される。1実施形態において、前記商標名、ロゴ、または他の印章は、打抜き工具で前記表面207にけがきされる。前記炭素鋼ストリップ材料200の表面に形成されたいわゆる前記商標名、ロゴ、または他の印章が下層の炭素鋼材料に凹部を形成、またはけがきされているので、前記商標名、ロゴ、または他の印章は前記表面207に形成された上層有色酸化被膜に写し出される。
【0014】
前記炭素鋼ストリップ材料200は、次に工程40で縦方向に離間された複数のけがき線が形成されるようにけがきされ、各けがき線はそれぞれの刃の側端部924に対応し、且つ、後で前記けがきされたストリップを分離または切断して複数の刃にするための分割線を形成する。前記炭素鋼ストリップ材料200の表面に形成されたいわゆる前記分割線はけがきされているので、当該分割線は前記炭素鋼ストリップ材料200の表面に形成された前記上層有色酸化被膜に写し出される。なお、幾つかの実施形態において、前記(けがきされた)角度を有する側端部は、前記酸化被膜が前記ストリップの主要表面に形成されている間、(隣接する刃と接合されていることによって)雰囲気ガスから遮蔽されるため、前記刃部材が前記ストリップから分離されて形式上接合されていた前記端部の表面領域が露出するとき、前記刃部材の側端部は酸化被膜を有さない。
【0015】
図2は、前記けがき線210を示す前記炭素鋼ストリップ材料200の一部の略図である。前記けがき線は、台形形状を有する個別の刃205を画成する。例えば平行四辺形の刃、フック形状の刃などの他の形および形状もまた、適切なけがき構造の選択により得られる。1実施形態において、工程30および40のけがくおよび貫通させる工程は、単一の型打ち作業に組み合わされる。1実施形態において、前記側面部207に前記型打ちされた印章は、前記工程30および40と同一の型打ち作業で形成される。別の実施形態において、前記側面部207に前記型打ちされた印章は、前記工程30および40での単一の型打ち作業と異なる型打ち作業で形成される。
【0016】
図1および2を参照して、刃原料である前記コイル状の圧縮炭素鋼ストリップ材料200は工程50で熱処理ラインを通り、硬化される。この工程において、前記炭素鋼は前記コイルから外されて、前記炭素鋼ストリップ材料200を転移温度を超える温度まで加熱する硬化炉を通過する。前記転移温度とは、前記炭素鋼ストリップ材料200の構造が室温で安定的な体心立方構造から高温(すなわち前記転移温度を超える)で安定的なオーステナイト(オーステナイト組織)として知られる面心立方構造に変化する温度である。前記転移温度は、使用される前記炭素鋼ストリップ材料200に応じて変化する。1実施形態において、前記炭素鋼ストリップ材料200を硬化する工程は、約800℃〜900℃の間の温度で実行される。例えば、1095炭素鋼の転移温度は約820℃(約1508°F)である。この場合、前記炭素鋼ストリップ材料200を硬化する工程は、約890℃の温度で実行される。この比較的高い温度は、オーステナイト化の間の短い浸漬期間を補う。
【0017】
1実施形態において、前記硬化/加熱炉の長さは約26フィード(約8メートル)である。前記炭素鋼ストリップ材料200は、約16〜22フィート/分(約5〜7メートル/分)の速度で移動する。例えば「分解アンモニア」(基本的に窒素および水素を含む)の制御雰囲気が前記炉に提供され、これにより硬化または加熱する工程50の間前記炭素鋼ストリップ材料200の酸化および変色が防止される。分解アンモニアが酸化および変色を防ぐのに使用されるが、他のガス、例えば、「不純物を除いた吸熱型ガス」を使用してもよい(これに限定されるものではない)。1実施形態において、前記炭素鋼ストリップ材料200を加熱して前記炭素鋼ストリップ材料200のを硬化させる前記加熱する工程は、約75〜105秒の間実行される。
【0018】
加熱(硬化)炉を出た後、前記加熱炭素鋼ストリップ材料200は、工程60で焼き入れされる。1実施形態において、前記炭素鋼ストリップ材料200は、当該炭素鋼ストリップ材料200の上方および下方に配置された液冷導電ブロックの間を通過して、焼き入れされる。1実施形態において、前記炭素鋼ストリップ材料200は、当該炭素鋼ストリップ材料200に接触する炭素摩耗ストリップを備えた水冷黄銅ブロックを通過して、焼き入れされる。前記黄銅ブロックは前記炭素鋼ストリップ材料200を焼き入れ温度(例えば、約890℃)から大気温度(例えば、約25℃)に臨界冷却速度を超える速さで冷却する。前記臨界冷却速度は、オーステナイト組織がマルテンサイト組織に変化するのを確実にするために、前記炭素鋼ストリップ材料200が冷却される速度である。マルテンサイト組織は体心正方構造である。前記マルテンサイト組織では、前記炭素鋼ストリップ材料200は、内部に強い圧力がかけられている。この内部応力は、前記炭素鋼ストリップ材料200の硬化として知られている現象によるものである。硬化後、当初(加熱処理後)約300HV未満であった前記炭素鋼ストリップ材料200の硬度は、約850〜890HV(約65.5〜66.8HRC)になる。1実施形態において、前記炭素鋼ストリップ材料200を焼き入れする工程は、約1〜4秒の間である。1実施形態において、気体または液体が前記炭素鋼ストリップ材料200の焼き入れに使用される。
【0019】
図1〜3を参照して、工程70において、前記加熱および焼き入れされた炭素鋼ストリップ材料200は、前記炭素鋼ストリップ材料200の表面202に前記有色酸化被膜220を形成するように構成されたシステム300を通過する。1実施形態において、前記有色酸化被膜220は前記炭素鋼ストリップ材料200の表面202と表面207の両方に形成される。
【0020】
焼き戻しする工程70の間、前記システム300内には、前記炭素鋼ストリップ材料200の表面202に前記有色酸化被膜220を形成する酸化性雰囲気(例えば、空気または他の酸化性気体)が存在する。すなわち、前記焼き戻し炉は、(基本的に窒素および水素を含む)「分解アンモニア」の制御雰囲気の代わりに、前記有色酸化被膜220を形成する間その中に酸化性雰囲気を有する。
【0021】
1実施形態において、前記酸化性雰囲気は、熱処理炉302の開口チューブ部材304内に提供される。酸化を避けるための他の製造方法では、前記チューブ部材304の両端部は空気が入らないように密閉され、代わりに当該チューブ部材304は「分解アンモニア」を含む。しかしながら、本明細書の目的において、前記チューブ部材304は密閉せずに、酸化を可能にする。別の実施形態において、追加的な酸化性雰囲気(気体)がガス(例えば、空気)供給システム306によって前記チューブ部材304の中に供給される。
【0022】
上記から理解できるように、1実施形態において、前記システム300は、前記焼き戻し炉302と、空気の侵入を許容するように構成された前記チューブ部材304と、前記給気システム306とを有する。前記焼き戻し炉302のチューブ部材304および前記給気システム306は、前記焼き戻しする工程70の間、前記酸化性雰囲気を供給するように構成されている。
【0023】
1実施形態において、前記焼き戻し炉302は、開口端部312および313を両側に有する。1実施形態において、前記焼き戻し炉302は、その中に配置された開口チューブ部材304を含む。言い換えれば、前記焼き戻し炉302のチューブ部材304は、両側に開口端部314および315を有する。1実施形態において、前記チューブ部材304の端部314および315は、前記焼き戻し炉302の端部312および
313から外へ延出している。前記チューブ部材304は、前記焼き戻し炉302の中に空気が自由に侵入できるように構成されている。1実施形態において、前記炭素鋼ストリップ材料200は前記焼き戻し炉302のチューブ部材304を通って、その表面202に前記有色酸化被膜220が形成される。
【0024】
1実施形態において、前記チューブ部材304は、耐熱合金材料から作られている。1実施形態において、前記チューブ部材304の寸法(例えば、直径)は、そこを通る空気の自然で障害のない流れ若しくは循環を誘発するのに十分な大きさである。
【0025】
前記給気システム306は(提供されている場合)、1実施形態において空気配向部材308と給気源310とを含む。前記給気システム306は、追加の空気を前記焼き戻し炉302に供給して、前記酸化被膜220の均一性が高められるように構成されている。前記空気配向部材308は、空気を前記供給源310から前記焼き戻し炉302へ配向し、これによりその中に酸化性雰囲気を提供するように構成されている。1実施形態において、前記空気配向部材308は、四角または他の構造も使用することが可能であるが、円筒形状構造である。1実施形態において、前記空気配向部材308は、空気を前記焼き戻し炉302の中に供給する間隔の空いた複数の開口部317を含む。1実施形態において、前記空気配向部材308は多孔チューブである。1実施形態において、前記空気配向部材308は、前記焼き戻し炉302の入り口に配置されている。図示の実施形態において、前記空気配向部材308は、前記炭素鋼ストリップ材料200の下方に導入されている。他の実施形態において、前記空気配向部材308は、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220に均一性を促進するのに適する、前記焼き戻し炉302の任意の位置に配置されることが考えられる。1実施形態において、前記給気源310は、圧力1バールで流速26リットル/分の空気を供給するように構成される圧縮給気源である。別の実施形態において、前記給気源310はエアランス(air lance)である。1実施形態において、前記給気システム306は、前記チューブ部材304の入口端314の近傍に配置される。
【0026】
1実施形態において、前記焼き戻し炉302は、前記炭素鋼ストリップ材料200の内部応力のレベルを減少するように構成されている。結果として、前記ストリップの炭素鋼の幾らかの軟化が、関連した延性の増大とともに起こる。例えば1095炭素鋼では、焼き戻し温度は約380℃である。1実施形態において、前記形成する工程(すなわち工程70)は280℃〜400℃の間の温度で実行される。この焼き戻しする工程は、前記炭素鋼の硬度を580〜630HVの特定の範囲内に減少する。1実施形態において、前記焼き戻し炉302の長さは約26フィート(約8メートル)である。前記炭素鋼ストリップ材料200は、前記焼き戻し炉302の中を16〜22フィート/分(約5〜7メートル/分)の速度で移動する。1実施形態において、前記形成する工程は、約45〜75秒の間の期間で実行される。1実施形態において、前記形成する工程は、60秒の期間で実行される。
【0027】
1実施形態において、前記有色酸化被膜220は、金色、赤色、青色、黒色、灰青色、青黒色、または明るい鋼鉄色に対して優れた対比を提供する他の任意の暗色である。1実施形態において、前記有色酸化被膜220は、前記明るい鋼鉄色以外の任意の色である。1実施形態において、前記酸化被膜220の色は、前記焼き戻し炉302内で維持される温度によって決まる。1実施形態において、前記炭素鋼ストリップ材料200は、前記焼き戻し炉302で約60秒の間約380℃で焼き戻しされ、青みがかかった黒色を有する前記酸化被膜220を得る。
【0028】
1実施形態において、前記酸化被膜220の化学組成は、前記酸化被膜220の色に関係なく同じ状態のままである。前記色は、前記酸化被膜220の厚さにより決定され、且つ、前記焼き戻し炉に存在する前記雰囲気の酸化可能性、前記焼き戻し炉で維持される温度、およびその温度で前記炭素鋼ストリップ材料200に費やされる時間の作用により決定される。前記酸化被膜220のこの色はまた、焼き戻し色とも呼ばれる。
【0029】
前記炭素鋼ストリップ材料200を焼き戻しする工程の後、当該炭素鋼ストリップ材料200は工程80において再び焼き入れされる。この焼き入れ工程は、レーザーマーキング工程90(以下で詳細に説明)の間の前記炭素鋼ストリップ材料200の取り扱いを容易にする。1実施形態において、前記焼き入れ工程は、前記焼き戻し炉302の出口端の近傍で実行される。1実施形態において、前記炭素鋼ストリップ材料200の焼き入れ工程は、約1〜4の間実行される。1実施形態において、前記焼き入れ工程は、前記炭素鋼ストリップ材料200を当該炭素鋼ストリップ材料200の上方および下方に配置された液(例えば、水)冷焼き入れブロック316の間を通すことによって実行される。別の実施形態において、気体または液体が前記炭素鋼ストリップ材料200の焼き入れに使用される。
【0030】
図4および5はそれぞれ、実施形態に従った前記炭素鋼ストリップ材料200の表面202に形成された前記有色酸化被膜220を有する前記炭素鋼ストリップ材料200の上平面図および断面図である。1実施形態において、図5に示すように、前記有色酸化被膜220は、前記炭素鋼ストリップ材料200の表面202に均一に形成されている。明確さのため、工程30および40の間に形成されたけがき線および印章は、図5の断面図には示されていない。
【0031】
図1および6〜8を参照して、前記炭素鋼ストリップ材料200を焼き入れした後、工程90において、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の一部230を選択的に取り除いて下層の炭素鋼ストリップ材料200を露出させることにより、前記有色酸化被膜220と前記露出された炭素鋼ストリップ材料200との間の色の対比によって前記材料200の表面202に前記印章250を形成する。すなわち、形成された前記印章250は、前記周囲の有色酸化被膜220に対して高い光学的対比を有する。この対比は、前記下層の炭素鋼ストリップ材料によってもたらされる。例えば、前記マーキング工程90(以下で詳細に説明)で、浅黒い有色酸化被膜を切除する或いは取り除き、明るい鋼鉄の印章を露出させる。
【0032】
図6および7は、本発明の様々な観点に従った前記方法10の工程90を示す。明確さのため、工程30および40の間に形成されるけがき線および印章は、図7の断面図には示されていない。図8は、前記炭素鋼ストリップ材料200の有色酸化被膜220に形成された前記印章250を有する前記炭素鋼ストリップ材料の上平面図を示す。
【0033】
1実施形態において、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の一部230は、レーザー光線280を使用して取り除かれる。1実施形態において、パルス状イットリウム・アルミニウム・ガーネット(YAG:Yttrium Aluminum Garnet)レーザーが、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220の選択された部分230を取り除くのに使用される前記レーザー光線280を提供する。前記パルス状YAGレーザー282は、前記炭素鋼ストリップ材料200の表面202上の前記有色酸化被膜220を切除して、前記下層の炭素鋼材料を露出させるように構成されている。1実施形態において、取り除かれる前記有色酸化被膜220の一部230は、前記レーザー光線280が作用する前記有色酸化被膜220の部分を言及している。
【0034】
1実施形態において、前記レーザー282は、前記レーザー光線280の様々な属性を制御する制御装置に動作可能なように接続されている。例えば、制御可能な前記レーザー光線280の属性は、これに限定されるものではないが、前記レーザー光線280の方向、前記レーザー光線280の密度、および/または前記レーザー光線の焦点を含む。1実施形態において、印章は、前記制御装置を前記レーザー光線が時間とともに特定の経路を横断するようにプログラムする(すなわち、コンピュータまたはプロセッサを使用して)ことによって、形成される。或いは、前記ビームは静止した状態で、移動自在な刃保持体により印章が付けられる刃が移動される。前記刃保持体は、プログラムされた制御装置によって駆動される動力機構によって、前記レーザー光線に対する前記刃の動きが望ましい印章のパターンを生成するように移動される。前記レーザー制御装置はまた、望ましい除去の深さに達成するようにプログラムされる。例えば、前記レーザーは、前記下層の炭素鋼ストリップ材料200を著しく変造することなく前記炭素鋼ストリップ材料200の前記有色酸化被膜220を切除するように構成することができる。
【0035】
1実施形態において、前記レーザー光線280は、前記下層の炭素鋼材料200が前記レーザーマーキング工程90によってほとんど影響を受けない(すなわち、物理的に変造されない)ように設定または制御される。例えば、前記レーザー光線280は、前記レーザー282が各パルス間作動する時間の割合(デューティサイクルとして知られる)を変更することによって制御される。1実施形態において、前記レーザー光線280の出力は50〜100ワットの間である。別の実施形態において、異なる出力レベルで動作するレーザー源が使用される。
【0036】
1実施形態において、前記炭素鋼ストリップ材料200の表面202上の印章250は、例として挙げればロゴ、製造番号、商標、商標名、画像、エンブレム、販売促進または広告マーク、英数字、幾何学または装飾的パターン、文字、数字、部品番号、機械読み取り可能バーコード、またはそれらの組み合わせがある。
【0037】
前記炭素鋼ストリップ材料200のレーザーマーキングの後、1実施形態に従って、前記炭素鋼ストリップ材料200は工程100において随意に再びコイル状に巻かれ、その後次の工程110に転送される。工程110において、前記炭素鋼ストリップ材料200の端部の再硬化が実行されて、前記炭素鋼ストリップ材料200の端部の硬度が高めれれる。
【0038】
前記刃の製造の間、前記硬さの評価は多くの場合妥協の産物である。一方では、硬度がより高くなれば、より鋭い刃およびより寿命の長い刃を導くより良い研削特性をもたらす。しかしながら、硬度がより高くなればまた、よりもろい刃をもたらす。もろい刃は、非軸方向荷重(例えば、前記刃の平表面にかかる圧力)にさらされた場合破壊を起こしやすい。他方では、より軟らかいブレードは改善された延性を示すが、より急速に鈍くなる。
【0039】
従って、1実施形態において、刃の本体が延性を提供するのに十分なほどに比較的軟らかである当該刃を提供すると同時に、端部(エッジ)のより良い特性を得るため比較的高い硬度を有する端部(エッジ)を備えた当該刃を提供することが考えられる。比較的高い硬度を有する端部(エッジ)を提供するということは、増大した寿命と共により鋭い端部(エッジ)が研削されるのを可能にする。
【0040】
炭素鋼ストリップの端部の硬度を向上させるため、工程110において、再硬化する工程が前記炭素鋼ストリップの端部に適用される。前記炭素鋼ストリップの端部の硬度は、例えば高周波焼き入れ処理を使用またはレーザー蒸着処理を使用して向上される。別の実施形態において、前記炭素鋼ストリップの端部の硬度は、例えば二元材料を使用して前記端部を形成することによって向上される。すなわち、前記炭素鋼ストリップの端部の硬度を向上させるため、1実施形態において、前記刃の刃先部は、本体のより低い等級の炭素鋼と比較して比較的より高い等級の炭素鋼から形成されている。1実施形態において、前記刃先部の比較的より高い等級の炭素鋼は、60〜66HRCの硬度範囲を有する。別の実施形態において、前記刃先部の比較的より高い等級の炭素鋼は、60〜80HRCの硬度範囲を有する。前記本体の比較的より低い等級の炭素鋼は、50〜56HRCの硬度範囲を有することができる。前記刃先を形成する前記より高い等級の炭素鋼は、前記刃の背部材料を形成する前記より低い等級の炭素鋼に接合、溶接、あるいは固着されるようにすることができる。
【0041】
1実施形態において、高周波焼き入れ処理が前記炭素鋼ストリップの端部に適用される。前記高周波焼き入れ処理では、発生器が高電圧で低電流の高周波交流電流を生成する。前記高周波交流電流は、前記炭素鋼ストリップに極めて近接して位置する誘導子を通過する。前記高周波電流は、前記炭素鋼ストリップに加熱を誘発する。前記温度は、前記電流の周波数の選択、電流強度値の選択、前記誘導子の形状の選択、前記誘導子に対する前記ストリップの移動速度の変更、および/または前記ワークピース(すなわち、前記炭素鋼ストリップ)に対する前記誘導子の位置の選択によって制御することができる。1実施形態において、前記誘導子は約8mmX8mmX8mmのサイズに選択され、前記炭素鋼ストリップは、25メートル/分の研削速度で移動する。1実施形態において、誘導加熱は、約26〜30MHzの間の誘導周波数を適用することによって実行される。
【0042】
前記高周波焼き入れは、前記炭素鋼ストリップを局所的に(前記刃先を)約800℃〜900℃の間の転移温度を超える温度まで再加熱する。1実施形態において、前記高周波焼き入れは、前記炭素鋼ストリップを局所的に(前記刃先を)約820℃(約1508°F)の転移温度を超える温度まで再加熱する。前記刃先は誘導加熱により再硬化され、続いて前記刃先に沿って硬い完全なマルテンサイト組織を生成する限界率を超える速さで急冷される。前記限界率を超える速さでの前記刃先の急冷は、次のいずれかまたは組み合わせによって達成される:前記刃の本体の中への伝導、周囲環境への還流、および/または空気ブラストまたは液体急冷による人工的な加速冷却。前記炭素鋼ストリップの刃先を急冷することによって、比較的硬い刃先(例えば、前記端部の先端から前記炭素鋼ストリップの本体まで約0.1〜1.0mmの深さ)が、比較的軟らかい本体または中心部と共に炭素鋼ストリップに生成される。従って、前記炭素鋼ストリップの刃先は、前記炭素鋼ストリップの本体より硬い。
【0043】
1実施形態において、前記炭素鋼ストリップの端部の前記高周波焼き入れは、研削する(工程120)、砥石で研ぐ、または革砥で研ぐ作業の間若しくは後の任意の時点で、或いは一般に個別の刃を形成する(工程130)の前に実行されて、改良された硬度を有する端部と同時に、比較的軟らかく維持された前記刃の中心部または本体とを有する刃を生成することができる。前記炭素鋼ストリップの端部の硬度を向上させる高周波焼き入れ処理は、米国特許出願公報第2007/0006683号および米国特許出願公報第2008/0189959号に詳細に記載されており、この参照によりこれら両方の全体が本明細書に組み込まれるものである。
【0044】
1実施形態において(上述のように)、前記刃の端部の硬度は、レーザー蒸着を使用して改良される。この様な実施形態において、工程110の間、前記コイル状の炭素鋼ストリップ材料は、硬質材料(例えば、タングステンカーバイド)のコーティングを前記炭素鋼ストリップの端部に適用するように構成される硬質材料(例えば、タングステンカーバイド)蒸着ステーションに連続して送られる。前記硬質材料は、前記炭素鋼ストリップ材料の残りの部分より著しく高い硬度を有する。1実施形態において、前記硬質材料の硬度は少なくとも60Rcである。1実施形態において、前記硬質材料の硬度は約70〜80Rcの範囲である。1実施形態において、前記蒸着ステーションは、前記炭素鋼ストリップ材料200上に放射線ビームを提供するように構成された放射線源を含む。前記蒸着ステーションは、さらに、前記放射線ビームを前記炭素鋼ストリップ材料200の標的部分に投射しかつ焦点を合せるように構成された投射システムを含む。前記放射線源は、前記炭素鋼ストリップ材料200を溶かすのに十分な出力とエネルギーを有する放射線ビームを産出するように構成されている。前記放射線源305が、光源に限定されないことは理解されるであろう。例えば、1実施形態において、電子ビーム源も前記蒸着ステーションで使用される。
【0045】
運転中、前記炭素鋼ストリップ材料200の薄い端部は前記放射線ビームの下で継続的に動いている。前記炭素鋼ストリップ材料200の薄い端部への照射は、前記放射線ビームの集中する点に溶融池を生成する。前記混合物(前記硬質材料を含む)の粒子は、ディスペンサーによって放出され、重力の作用および推進ガスの作用の下で前記溶融池内に自由落下する。前記推進ガスは、ヘリウムまたはアルゴンである。結合剤は、前記炭素鋼ストリップ材料200上に落下しながら、前記放射線ビームによって照射されて溶ける。結果として、前記粒子は、前記溶融池に到達したときには実質的に全て溶けている。前記結合剤要素は、前記硬質材料(例えば、タングステンカーバイド)が前記溶融池の溶けた材料に結合するように選択されている。前記粒子と前記炭素鋼ストリップ材料200との間の全ての結合は、前記溶融池内での前記硬質材料(例えば、タングステンカーバイド)/結合剤要素の凝固により達成される。これは結果として、前記炭素鋼ストリップ材料200上への硬質材料(例えば、タングステンカーバイド)/結合剤の空隙のない蒸着になる。本明細書の実施形態で使用される結合剤の例としては、コバルトを含む。ただし、これに限定されるものではない。追加の結合剤が他の実施形態で使用されることも考えられる。本明細書で考えられるような硬質材料を含む混合物を前記炭素鋼ストリップの端部に蒸着する方法は、米国特許出願公報第2009/0314136号および米国特許出願番号第12/879,115に従って行うことが可能であり、この参照によりこれら両方の全体が本明細書に組み込まれる。
【0046】
図1を参照して、前記炭素鋼ストリップ200の端部を再硬化する工程の後、工程120において、前記炭素鋼ストリップ200は前記ストリップの端部を研削する研削盤に運ばれるまたは移される。1実施形態において、前記研削する工程120は、前記炭素鋼ストリップ材料200の1つの端部に沿って刃先を画成するファセットを形成するように実行される。比較的浅い角度(例えば、10〜32度の間)が前記ストリップの端部に研削される。この角度は前記刃の両側に研削され(別の実施形態では角度が前記刃の片側だけに研削されるが)、これにより前記刃は前記端部を横切る前記刃の縦軸に対して大体対称的になる。また、前記研削角度は、前記縦軸に対して測られる。前記角度は、前記刃が切断する材料を突き抜けるのに要求される力を軽減させるように浅く選択される。1実施形態において、前記炭素鋼ストリップ200の研削端部の前記角度は、22°+/−2°である。
【0047】
前記研削する工程120において、前記刃先は単一の角度または複数の角度で研削される。研削の後、前記炭素鋼ストリップ200の端部は砥石で研がれる。前記砥石で研ぐ作業は、前記研削端部の先端を第2の(より鋭くない)角度(例えば、26°〜36°の間)にする。このより深い(砥石で研がれた)研削角度は前記より浅い研削角度より強固な端部を与え、且つ、前記刃先の寿命を延ばすことができる。結果として、前記ストリップに、選択的に2つの角度を有する端部が提供される。
【0048】
前記炭素鋼ストリップ200の端部を革砥で研ぐ工程が、選択的に前記端部生産過程に加えられる。1実施形態において、革または合成化合物の軟らかい車を使用して、前記砥石で研ぐ作業によって生じたあらゆるばりを取り除く。
【0049】
1実施形態において、2つの角度を有する端部を備えた炭素鋼を作製する代わりに、前記炭素鋼ストリップの端部は10°〜32°の間の単一の角度に研削される。この場合、前記ストリップの端部は革砥で研がれない。上述したように、前記革砥で研ぐ作業は、前記砥石で研ぐ作業によって生じたあらゆるばりを取り除くために使用される。この場合、前記炭素鋼ストリップの端部は研削されるが、砥石では研がれないため、革砥で研ぐ作業は行われない。
【0050】
最後に工程130において、前記処理された炭素鋼ストリップは、各けがき線で当該炭素鋼ストリップの長さに沿ってポキッと折って、当該けがき線に沿って当該炭素鋼ストリップを割って複数の刃を産出する。上述したように、前記有色酸化被膜を形成する工程および前記有色酸化被膜に印章を形成する工程は、前記刃の製造の間一直線に並んで実行される。前記製造工程に従って得られる例示的な刃が図9に示してある。
【0051】
前記方法10は、1若しくはそれ以上の前述の工程を含むが、全ての工程が必要でないことも考えられる。前記工程が上述したような順序で起こるが、或いは場合によっては1若しくはそれ以上の前記工程の順序が変更することも考えられる。例えば、1実施形態において、前記炭素鋼ストリップの端部の前記高周波焼き入れが、前記研削する作業(工程120)、砥石で研ぐ作業、または革砥で研ぐ作業の間またはその後の任意の時に実行することができる。
【0052】
図9は、本発明の様々な観点に従った例示的なナイフの刃を示す。前記刃900は、ユーティリティナイフ(図示せず)に装着するのに適したナイフの刃である。
【0053】
1実施形態において、前記刃900は、炭素鋼ストリップ材料から形成された本体950を含む。前記本体950は、刃先部952と側面部954とを有する。前記側面部954は、その上に形成された有色酸化被膜956を有する。前記酸化被膜956の選択された部分958は、下層の炭素鋼材料980が現れるように取り除かれることによって、前記有色酸化被膜956と前記露出された炭素鋼材料980との間の色の対比の実質により前記刃900の側面部964に印章960を提供する。1実施形態において、前記刃900の面部954上の前記酸化被膜956は、金色、赤色、黒色、青色、灰青色、青黒色、または下層の明るい鋼鉄色に対して優れた対比を提供する他の任意の色を有する。
【0054】
1実施形態において、前記酸化被膜956の色は、前記焼き戻し炉302(図3に示す)で維持される温度および/または前記焼き戻し炉内で前記炭素鋼材料980に費やされる時間によって決まる。
【0055】
1実施形態において、前記焼き戻し炉302で維持される(すなわち前記酸化被膜956の形成の間)温度は、280℃〜400℃の間である。別つの実施形態において、前記焼き戻し炉302で維持される(すなわち前記酸化被膜956の形成の間)温度は、380℃である。
【0056】
1実施形態において、前記焼き戻し炉302(すなわち前記酸化被膜956の形成の間)で前記炭素鋼材料980に費やされる時間は、45〜75秒の間である。別つの実施形態において、前記焼き戻し炉302(すなわち前記酸化被膜956の形成の間)で前記炭素鋼材料980に費やされる時間は、60秒である。
【0057】
1実施形態において、前記刃先部952は、残りの本体部分(または「背部」)950よりさらに高い硬度を有する。1実施形態において、前記残りの本体部分950の硬度は、50HRC〜56HRCの間である。1実施形態において、前記刃先部952の硬度は、1つの限定されない実施例において、60HRC〜80HRCの間である。別の実施形態において、前記刃先部952の硬度は、60HRC〜66HRCの間である。
【0058】
上述したように、1実施形態において、前記刃900の刃先部952は高周波焼き入れされる。別の実施形態において、前記刃900の刃先部952は、前記本体950のより低い等級の炭素鋼と比べて比較的より高い等級の炭素鋼から形成される。さらに別の実施形態において、前記刃900の刃先部952はレーザー蒸着によって形成される。
【0059】
1実施形態において、図9に示す前記刃900の側端部924は台形形状の刃を形成するように構成される。すなわち、前記刃900は台形形状を有し、その最も長い側面は前記直線の刃先952を含む。前記刃900のより短い側面982は少なくとも1つの位置決め切欠部922a、922bを含み、これはユーティリティナイフの刃収容部または刃保持体アセンブリ(図示せず)に前記刃900を固定するのに用いられ、前記刃900が前記刃保持体アセンブリとの係合から外れて縦方向に前方または後方へ移動するのを防ぐことができる。他の刃タイプおよび形状も、本明細の教示に従って作ることができる。
【0060】
多数の修正および変更が当業者であれば容易に思い付くであろう。例えば、1つの鋭い端部を有する刃を製造することが本明細書に記載されているが、2以上の鋭い端部を有する刃を製造することも考えられる。さらに、本明細書に記載される様々な態様の構造および/または様々な態様の製造工程は、ユーティリティナイフの刃のみの製造に適用されるのではなく、のみ刃、かんな刃、他の工具の刃、大工工具の刃、スポーツブレード、キッチンブレード、および同類のものにも適用できることは理解されなければならい。
【0061】
前記図面に示したおよび上述した前記刃900の実施形態は単に例示的なものであり、限定することを目的としたものではない。本明細書には、あらゆる刃(例えば、鋸刃または任意のタイプの切刃)を提供していると考えられる。加えて、本明細書の方法は、刃を有さない他の金属製手工具または製品に適用できる。例えば、本発明の原理に従った前記有色酸化被膜を形成する工程およびその上に(レーザーを使用して)印章を形成する工程の態様は、他の工具または工具アセンブリに適用することができる。例えば、上述したように、このような工具または工具アセンブリの表面に、印章(例えば、部品番号、シリアル番号、および/またはバーコード)が形成される。
【0062】
本発明を解説することを目的として詳細に説明してきたが、そのような詳細は専らこの目的のためであり、本発明を開示の実施形態に限定するものではなく、それどころか、添付の特許請求の範囲の精神および範囲内において修正および均等な配置を含めることを意図していることは理解されるべきである。さらに、本発明において、任意の実施形態の1若しくはそれ以上の特徴が可能な限り任意の他の実施形態の1若しくはそれ以上の特徴と組み合わせることができると考えらえることは、理解されるべきである。
【特許請求の範囲】
【請求項1】
刃であって、
炭素鋼材料から形成され、刃先部と側面部とを有する本体を有し、
前記側面部は有色酸化被膜を有し、当該酸化被膜は前記側面部上に形成されるものであり、当該酸化被膜の選択された部分は下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と当該露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供されるものである
刃。
【請求項2】
請求項1記載の刃において、前記刃先部は、残りの本体部の硬度より高い硬度を有するものである刃。
【請求項3】
請求項2記載の刃において、前記残りの本体部の硬度は、50HRC〜56HRCの間である刃。
【請求項4】
請求項2記載の刃において、前記刃先部の硬度は、60HRC〜80HRCの間である刃。
【請求項5】
請求項2記載の刃において、前記刃の刃先部は高周波焼き入れされるものである刃。
【請求項6】
請求項2記載の刃において、前記刃の刃先部は、前記残りの本体部のより低純度の炭素鋼と比べて比較的により高純度の炭素鋼から形成されているものである刃。
【請求項7】
請求項2記載の刃において、前記刃の刃先部はレーザー蒸着によって形成されるものである刃。
【請求項8】
請求子1記載の刃において、前記刃はユーティリティナイフの取っ手に取り付けるのに適したナイフ刃である刃。
【請求項9】
請求項1記載の刃において、前記酸化被膜は灰黒色、黒色、青色、または青黒色である刃。
【請求項10】
請求項1記載の刃において、前記有色酸化層の選択された部分は、レーザー光線によって除去されるものである刃。
【請求項11】
刃を製造する方法であって、
印章が付けられる表面を有するコイル状の炭素鋼ストリップ材料を提供する工程と、
前記材料の表面に有色酸化被膜を形成する工程と、
前記有色酸化被膜の一部を選択的に除去して下層の炭素鋼を露出させ、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記材料の表面に印章を形成する工程と
を有する方法。
【請求項12】
請求項11記載の方法において、前記形成する工程は、酸化性雰囲気で実行されるものである方法。
【請求項13】
請求項12記載の方法において、前記酸化性雰囲気は熱処理炉のチューブ部材により提供され、このチューブ部材は空気の侵入を許容するように構成および配置されているものである方法。
【請求項14】
請求項13記載の方法において、さらに、
追加酸化性雰囲気を提供する工程を有するものである方法。
【請求項15】
請求項14記載の方法において、前記追加酸化性雰囲気は、1バールの圧力と26リットル/分の流速で空気を供給するように構成された給気システムにより提供されるものである方法。
【請求項16】
請求項12記載の方法において、前記形成する工程は、280℃〜400℃の間の温度で実行されるものである方法。
【請求項17】
請求項12記載の方法において、前記形成する工程は、380℃の温度で実行されるものである方法。
【請求項18】
請求項11記載の方法において、さらに、
前記形成する工程の後、前記選択的に除去する工程の間の取り扱いを容易にするために前記材料を焼き入れする工程を有するものである方法。
【請求項19】
請求項18記載の方法において、前記焼き入れする工程は、前記材料の上方および下方に配置された流体冷却焼き入れブロックの間を前記材料を通過させることにより実行されるものである方法。
【請求項20】
請求項11記載の方法において、前記除去する工程は、前記酸化被膜の選択された部分にレーザー光線を照射する工程を有するものである方法。
【請求項21】
請求項11記載の方法において、さらに、
前記除去する工程の後、前記炭素鋼ストリップ材料の片側に沿う端部を硬化させる工程を有するものである方法。
【請求項22】
請求項21記載の方法において、前記硬化させる工程は、前記炭素ストリップ材料の端部を高周波焼き入れする工程を有するものである方法。
【請求項23】
請求項21記載の方法において、前記硬化させる工程は、前記炭素鋼ストリップ材料の端部上に硬質材料を含む混合物を蒸着させる工程を有するものである方法。
【請求項24】
請求項21記載の方法において、さらに、
前記硬化させる工程の後、前記炭素鋼ストリップ材料を研削して、前記炭素鋼ストリップ材料の片側に沿う前記端部を画成するファセットを形成する工程を有するものである方法。
【請求項25】
請求項24記載の方法において、さらに、
前記炭素鋼ストリップ材料から個別の刃を形成する工程を有する方法。
【請求項26】
請求項11記載の方法において、前記形成する工程は、約45〜75秒の間実行されるものである方法。
【請求項27】
請求項11記載の方法において、前記形成する工程は、60秒の間実行されるものである方法。
【請求項28】
請求項20記載の方法において、前記レーザー光線の出力範囲は50〜100ワットである方法。
【請求項1】
刃であって、
炭素鋼材料から形成され、刃先部と側面部とを有する本体を有し、
前記側面部は有色酸化被膜を有し、当該酸化被膜は前記側面部上に形成されるものであり、当該酸化被膜の選択された部分は下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と当該露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供されるものである
刃。
【請求項2】
請求項1記載の刃において、前記刃先部は、残りの本体部の硬度より高い硬度を有するものである刃。
【請求項3】
請求項2記載の刃において、前記残りの本体部の硬度は、50HRC〜56HRCの間である刃。
【請求項4】
請求項2記載の刃において、前記刃先部の硬度は、60HRC〜80HRCの間である刃。
【請求項5】
請求項2記載の刃において、前記刃の刃先部は高周波焼き入れされるものである刃。
【請求項6】
請求項2記載の刃において、前記刃の刃先部は、前記残りの本体部のより低純度の炭素鋼と比べて比較的により高純度の炭素鋼から形成されているものである刃。
【請求項7】
請求項2記載の刃において、前記刃の刃先部はレーザー蒸着によって形成されるものである刃。
【請求項8】
請求子1記載の刃において、前記刃はユーティリティナイフの取っ手に取り付けるのに適したナイフ刃である刃。
【請求項9】
請求項1記載の刃において、前記酸化被膜は灰黒色、黒色、青色、または青黒色である刃。
【請求項10】
請求項1記載の刃において、前記有色酸化層の選択された部分は、レーザー光線によって除去されるものである刃。
【請求項11】
刃を製造する方法であって、
印章が付けられる表面を有するコイル状の炭素鋼ストリップ材料を提供する工程と、
前記材料の表面に有色酸化被膜を形成する工程と、
前記有色酸化被膜の一部を選択的に除去して下層の炭素鋼を露出させ、前記有色酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記材料の表面に印章を形成する工程と
を有する方法。
【請求項12】
請求項11記載の方法において、前記形成する工程は、酸化性雰囲気で実行されるものである方法。
【請求項13】
請求項12記載の方法において、前記酸化性雰囲気は熱処理炉のチューブ部材により提供され、このチューブ部材は空気の侵入を許容するように構成および配置されているものである方法。
【請求項14】
請求項13記載の方法において、さらに、
追加酸化性雰囲気を提供する工程を有するものである方法。
【請求項15】
請求項14記載の方法において、前記追加酸化性雰囲気は、1バールの圧力と26リットル/分の流速で空気を供給するように構成された給気システムにより提供されるものである方法。
【請求項16】
請求項12記載の方法において、前記形成する工程は、280℃〜400℃の間の温度で実行されるものである方法。
【請求項17】
請求項12記載の方法において、前記形成する工程は、380℃の温度で実行されるものである方法。
【請求項18】
請求項11記載の方法において、さらに、
前記形成する工程の後、前記選択的に除去する工程の間の取り扱いを容易にするために前記材料を焼き入れする工程を有するものである方法。
【請求項19】
請求項18記載の方法において、前記焼き入れする工程は、前記材料の上方および下方に配置された流体冷却焼き入れブロックの間を前記材料を通過させることにより実行されるものである方法。
【請求項20】
請求項11記載の方法において、前記除去する工程は、前記酸化被膜の選択された部分にレーザー光線を照射する工程を有するものである方法。
【請求項21】
請求項11記載の方法において、さらに、
前記除去する工程の後、前記炭素鋼ストリップ材料の片側に沿う端部を硬化させる工程を有するものである方法。
【請求項22】
請求項21記載の方法において、前記硬化させる工程は、前記炭素ストリップ材料の端部を高周波焼き入れする工程を有するものである方法。
【請求項23】
請求項21記載の方法において、前記硬化させる工程は、前記炭素鋼ストリップ材料の端部上に硬質材料を含む混合物を蒸着させる工程を有するものである方法。
【請求項24】
請求項21記載の方法において、さらに、
前記硬化させる工程の後、前記炭素鋼ストリップ材料を研削して、前記炭素鋼ストリップ材料の片側に沿う前記端部を画成するファセットを形成する工程を有するものである方法。
【請求項25】
請求項24記載の方法において、さらに、
前記炭素鋼ストリップ材料から個別の刃を形成する工程を有する方法。
【請求項26】
請求項11記載の方法において、前記形成する工程は、約45〜75秒の間実行されるものである方法。
【請求項27】
請求項11記載の方法において、前記形成する工程は、60秒の間実行されるものである方法。
【請求項28】
請求項20記載の方法において、前記レーザー光線の出力範囲は50〜100ワットである方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−152546(P2012−152546A)
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−270743(P2011−270743)
【出願日】平成23年12月10日(2011.12.10)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(511213306)スタンレー ブラック アンド デッカー、インク. (2)
【氏名又は名称原語表記】STANLEY BLACK & DECKER,INC.
【住所又は居所原語表記】U.S.A.,06053 Connecticut,New Britain,1000 Stanley Drive
【Fターム(参考)】
【公開日】平成24年8月16日(2012.8.16)
【国際特許分類】
【出願番号】特願2011−270743(P2011−270743)
【出願日】平成23年12月10日(2011.12.10)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(511213306)スタンレー ブラック アンド デッカー、インク. (2)
【氏名又は名称原語表記】STANLEY BLACK & DECKER,INC.
【住所又は居所原語表記】U.S.A.,06053 Connecticut,New Britain,1000 Stanley Drive
【Fターム(参考)】
[ Back to top ]