
切削可能な繊維強化樹脂製セグメント及びシールドトンネルの壁体

【課題】シールド工法に使用するセグメントの軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することのできるシールド掘進機により切削可能な繊維強化樹脂製セグメントを提供する。
【解決手段】シールド掘進機により切削可能な繊維強化樹脂製セグメント100において、湾曲状に形成された繊維強化樹脂製主桁材1をトンネルの延長方向に複数整列させ、複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側に繊維強化樹脂製スキンプレート6、7を接着して一体とする。
【解決手段】シールド掘進機により切削可能な繊維強化樹脂製セグメント100において、湾曲状に形成された繊維強化樹脂製主桁材1をトンネルの延長方向に複数整列させ、複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側に繊維強化樹脂製スキンプレート6、7を接着して一体とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般には、地中を掘削するシールド掘進機によって掘削されるシールドトンネルの壁体の構造に関するものであり、特に、本発明は、シールド掘進機により切削可能な繊維強化樹脂製セグメント及び斯かるセグメントにて構築されるシールドトンネルの壁体に関するものである。
【背景技術】
【0002】
従来、シールド掘進機により地中を掘削しながら道路や鉄道などのトンネルを構築するシールド工法によれば、シールド掘進機の掘削により、シールド掘進機の後方に形成された掘削部には、掘削部の内壁面に沿ってセグメントを組み立てて設置し、セグメントトンネル壁体を構築することが行われる。
【0003】
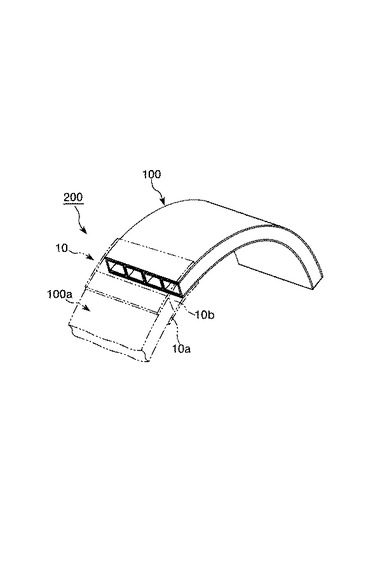
即ち、図27に示すように、セグメント100は、掘削部の円周方向内壁面の円周方向に沿って複数に、例えば6分割されてリング状に配置され、円筒状のシールドトンネル壁体200を構築している。セグメント100は、シールド掘進機300のX方向への進行と共に、トンネルの延長方向(a方向)及び周方向(b方向)に順次継ぎ足されて、円筒状に構築されて行く。
【0004】
通常、セグメント100は、鉄筋コンクリート製のセグメント、或いは、鋼板製のセグメント、或いは、鋼殻内にコンクリートを充填した鋼殻セグメントなどが使用される。
【0005】
一方、シールド工法にてトンネルを構築した後に、このトンネルとは異なる方向に更に分岐トンネルを構築することなどが要求されることがある。
【0006】
この場合には、先に構築したトンネルのセグメント壁体200を一部切削することが必要となる。そのためには、鉄筋コンクリート製のセグメント、鋼板製のセグメント、或いは、鋼殻セグメントなどは、シールド掘進機による切削が極めて困難であり、作業性の点から問題がある。又、場合によって、シールド掘進機による切削が不可能である。
【0007】
そのために、従来、図27に斜線を施して示すように、掘削が必要とされる所要のトンネル壁体領域には、シールド掘進機による切削可能なセグメント100を使用することが提案されている。
【0008】
また、場合によっては、図28に示すように、既設のトンネルのセグメント壁体200の一部を、斜線を施して示すように、予めシールド掘進機による切削可能なセグメント100にて構成し、既設のトンネルを掘削するシールド掘進機とは別のシールド掘進機400にて切削してランプ部や拡幅部を構築することもある。
【0009】
シールド掘進機300、400による切削可能なセグメントとしては、例えば、炭素繊維やガラス繊維などの強化繊維に樹脂を含浸させたロープ状の繊維強化樹脂製補強筋(FRP筋)を鉄筋の代わりに使用したRCセグメント、RC部をFRU(Fiber Reinforcing Urethane)に置き換えたFRUセグメント、短繊維で強化した無筋のコンクリート製セグメントなどが提案されている(例えば、特許文献1、特許文献2など参照)。
【特許文献1】特開平5−3024190号公報
【特許文献2】特開平4−213695号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
一般に、シールド工法に用いられる、リング状(円筒状)に組み立てられた各セグメント100には外周囲から円筒状セグメント壁体200の中心に向かう側圧がかかり、そのために、セグメント100には、円周方向(b方向)に軸力(圧縮力)及び曲げモーメント、更には、剪断力が発生する。
【0011】
更に、円筒状壁体200、即ち、セグメント100には、掘削時にシールド掘進機300に付与されるジャッキ推力に対する押圧力がトンネル延長方向(a方向)に発生する。
【0012】
従来の上記切削可能なセグメントは、この円周方向(b方向)の軸力(圧縮力)、曲げモーメント、剪断力、また、トンネル延長方向(a方向)の押圧力に対する強度が十分とは言えず、更なる軸力(圧縮力)、曲げモーメント、剪断力に対する強度の増大、更には、押圧力に対する強度の増大が望まれていた。
【0013】
又、特に、RCセグメントは、シールド掘進機により掘削が可能であるという特長を有しているが、RCセグメントを掘削側から地山側へとシールド掘進機300により切削して行った場合に、或いは、RCセグメントを、図28に示すように、別ルートからのシールド掘進機400により掘削した場合に、RCセグメント中のFRP筋が必ずしもシールド掘進機300、400により細片状に切削されるとは限らず、長尺の状態の切り屑が発生することが分かった。
【0014】
このような長尺の切り屑は、コンクリート塊と共にシールド掘進機300、400のチャンバーに取り込まれ、チャンバーから排出される際に、チャンバー部取込口を閉鎖することがある。その場合には、シールド掘進機300、400を完全に停止し、人手でそのコンクリート塊を取り除くことをしなければならない。
【0015】
また、地盤が軟弱な場合には、シールド掘進機300、400のチャンバに取り込まれないコンクリート塊がシールド掘進機300、400の切削用回転盤と一緒に廻ることもあり、地盤の緩み、延いては地盤の沈下を引き起こすこととなり、好ましくない。
【0016】
従って、本発明の目的は、シールド工法に使用するセグメントの軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することのできるシールド掘進機により切削可能な繊維強化樹脂製セグメントを提供することである。
【0017】
本発明の他の目的は、シールド掘進機による切削屑の細片化を促進し、シールド掘進機への取り込み性を向上させ、作業性を向上させることのできる、シールド掘進機により切削可能な繊維強化樹脂製セグメントを提供することである。
【0018】
本発明の他の目的は、上記繊維強化樹脂製セグメントにて極めて施工性良く、構築することのできるシールド掘進機により切削可能なシールドトンネルの壁体を提供することである。
【課題を解決するための手段】
【0019】
上記目的は本発明に係る繊維強化樹脂製セグメント及びシールドトンネルの壁体にて達成される。要約すれば、第1の本発明によれば、シールド掘進機によって掘削されるシールドトンネルの壁体を構築するセグメントであって、シールド掘進機により切削可能な繊維強化樹脂製セグメントにおいて、
湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体としたことを特徴とする繊維強化樹脂製セグメントが提供される。
【0020】
第1の本発明の一実施態様によれば、前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する方向に、互いに密接して、或いは、所定の距離だけ離間して整列される。
【0021】
他の実施態様によれば、前記繊維強化樹脂製主桁材が、その長手方向に延在する軸線に対して直交する方向に、所定の距離だけ離間して整列される場合に、隣接する前記繊維強化樹脂製主桁材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製の横桁材を配置し、隣接する前記繊維強化樹脂製主桁材を互いに連結する。
【0022】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その長手軸線方向に延在する中空の管状体である。
【0023】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その横断面形状が三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされる。
【0024】
他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されている。
【0025】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する横断面形状がH形若しくはI形とされる。
【0026】
他の実施態様によれば、前記繊維強化樹脂製主桁材の長手軸線に対して直交する横断面形状がH形若しくはI形とされる場合に、長手軸線方向に延在する中央ウェブ材の両端に一体に形成された端ウェブ材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製のリブ材を配置し、隣接する前記端ウェブ材を互いに連結する。
【0027】
他の実施態様によれば、隣接する複数の前記繊維強化樹脂製主桁材の間に切削可能の充填材が一体に充填硬化されている。
【0028】
他の実施態様によれば、前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものである。
【0029】
他の実施態様によれば、剥離防止部材が、前記繊維強化樹脂製主桁材に形成される。
【0030】
他の実施態様によれば、剥離防止部材が、前記繊維強化樹脂製スキンプレートに形成される。
【0031】
他の実施態様によれば、前記剥離防止部材は、横断面形状が、L形、T形、J形、F形、又はC形とされる。
【0032】
他の実施態様によれば、前記剥離防止部材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0033】
他の実施態様によれば、前記繊維強化樹脂製主桁材及び前記繊維強化樹脂製スキンプレートは、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0034】
他の実施態様によれば、前記繊維強化樹脂製横桁は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成される。
【0035】
他の実施態様によれば、前記繊維強化樹脂製リブ材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成される。
【0036】
他の実施態様によれば、前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。
【0037】
他の実施態様によれば、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含む。
【0038】
第2の本発明によれば、シールド掘進機により切削可能な繊維強化樹脂製セグメントにて構築された壁領域を備えたシールドトンネルの壁体において、
前記繊維強化樹脂製セグメントは、湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、この整列された前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成されており、
前記繊維強化樹脂製主桁材は、トンネルの円周方向に沿ってその長手方向に延在する中空の管状体であり、
トンネルの円周方向において互いに隣接する前記繊維強化樹脂製セグメントは、隣接する前記繊維強化樹脂製セグメントにて互いに対向した前記繊維強化樹脂製主桁材の中空部に中子継手の両端部をそれぞれ嵌合させることにより接続される、
ことを特徴とするシールドトンネルの壁体が提供される。
【0039】
第2の本発明の一実施態様によれば、前記繊維強化樹脂製主桁材の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされ、前記繊維強化樹脂製主桁材の中空部横断面形状は、円形状とされる。
【0040】
第2の本発明の他の実施態様によれば、前記中子継手の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされる。
【0041】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材と前記中子継手との嵌合部には、環状空間部又は遊間部が形成され、この環状空間部には膨張破砕剤が充填され、遊間部には間詰め材が充填される。
【0042】
第2の本発明の他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記中子継手の外周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されている。
【0043】
第2の本発明の他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記繊維強化樹脂製主桁材の内周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されている。
【0044】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されている。
【0045】
第2の本発明の他の実施態様によれば、前記中子継手は、中空の管状体か、又は、中実の棒状体とされる。
【0046】
第2の本発明の他の実施態様によれば、前記中子継手は、中空の管状体とされる場合には、その内部に切削可能の充填材が充填硬化される。
【0047】
第2の本発明の他の実施態様によれば、前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものである。
【0048】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材、前記繊維強化樹脂製スキンプレート、及び中子継手は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0049】
第2の本発明の他の実施態様によれば、前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。
【0050】
第2の本発明の他の実施態様によれば、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含む。
【発明の効果】
【0051】
本発明によれば、
(1)シールド工法に使用するセグメントの軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することができる。
(2)シールド掘進機による切削屑の細片化を促進し、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
(3)シールド掘進機にて切削可能なシールドトンネルの壁体を、施工性良く構築することができる。
【発明を実施するための最良の形態】
【0052】
以下、本発明に係るシールド掘進機により切削可能な繊維強化樹脂製セグメント及びシールドトンネルの壁体を図面に則して更に詳しく説明する。
【0053】
実施例1
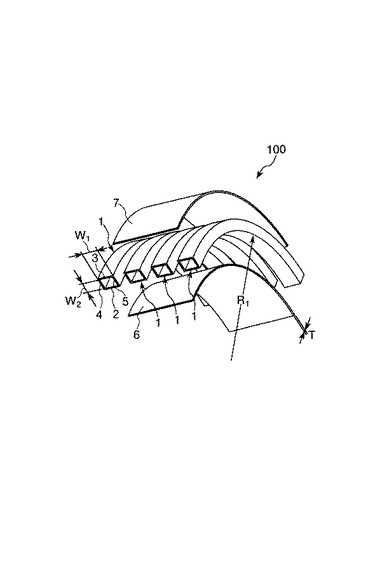
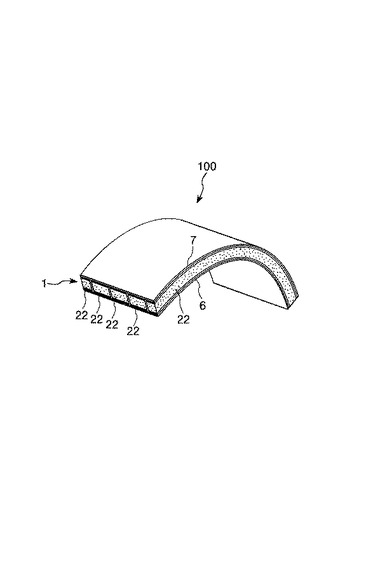
図1及び図2に、本発明に係る繊維強化樹脂製セグメント100の一実施例を示す。本実施例の繊維強化樹脂製セグメント100は、図27を参照して上述したように、シールド工法にてシールド掘進機300の後方に形成されたセグメントトンネル壁体(円筒状壁体)200の一部を構成するものであり、特に、シールド掘進機により掘削可能なセグメントである。
【0054】
本実施例にて、図1に示すように、繊維強化樹脂製セグメント100は、シールドトンネル壁体200の湾曲した円周部の一部を構成するものであるので、所定の半径(R)、中心角(θ)、及び、トンネルの延長方向(即ち、図1にてa方向)に沿って幅(W)にて延在した円弧状のセグメントとされる。通常、内周面半径(R)は、1〜10m、厚さ(H)は、0.1〜2m、中心角(θ)は、10°〜100°、幅(W)は、0.3〜3m、とされる。
【0055】
本実施例の繊維強化樹脂製セグメント100は、シールド掘進機により切削可能な、円弧状に形成された複数の、本実施例では、4本の繊維強化樹脂製主桁材1を備え、各繊維強化樹脂製主桁材1は、図示するように、トンネルの延長方向、即ち、a方向に互いに隣接して配列されている。図1に示す本実施例では、主桁材1は、4本とされるが、これに限定されるものではない。通常、1本〜20本とされる。
【0056】
詳しくは後述するが、繊維強化樹脂製主桁材1は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0057】
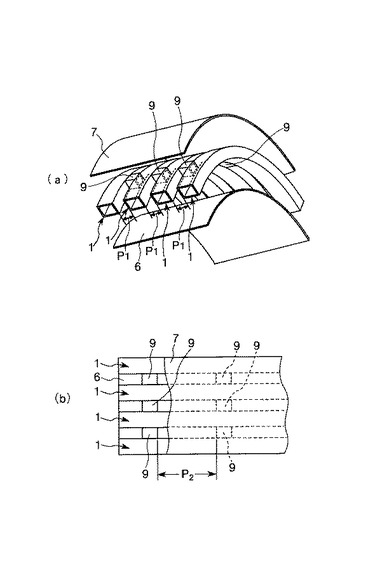
各主桁材1は、図示するように、a方向に互いに密接して配置しても良く、又、図3に示すように、a方向に所定の距離P1だけ離間して配置しても良い。密接して配置した場合に、隣り合った主桁材1は、接着剤で互いに接合しても良い。
【0058】
また、距離P1だけ離間して配置した場合には、図3(a)、(b)に示すように、主桁材1の長手軸線方向に直交するような態様にて、互いに隣接する主桁材1、1の間に、主桁材1の長手軸線方向(即ち、図1にてb方向)に所定の距離P2の間隔を持って、繊維強化樹脂製の横桁材9を配置し、隣接する主桁材1、1を互いに連結しても良い。
【0059】
前記繊維強化樹脂製横桁材9は、主桁材1と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成することができる。横桁材9は、更に、強化繊維シートとしてマット状の強化繊維シートをも使用することができる。
【0060】
又、距離P1だけ離間して配置した場合には、上記横桁9を配置せずに、或いは、横桁9を配置した上で、更に、図8、図10、図16などに関連して説明するように、各主桁材1、1の間に充填材22、即ち、セメントミルク、FRU(Fiber Reinforcing Urethane)、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものを充填することができる。
【0061】
更に、本実施例の繊維強化樹脂製セグメント100によれば、前記複数の整列された繊維強化樹脂製主桁材1の内周面側及び外周面側に繊維強化樹脂製スキンプレート6、7が接着剤で接着される。勿論、接着剤で接合せず、詳しくは後述するが、主桁材1とスキンプレート6、7を未硬化な状態で樹脂を含浸させて作製した場合には、このような主桁材1とスキンプレート6、7を同時に組立硬化させても良い。
【0062】
繊維強化樹脂製スキンプレート6、7は、繊維強化樹脂製主桁材1と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0063】
スキンプレート6、7は、図1には、複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側の両側の周面に配置されているが、内周面側と外周面側の少なくとも一側の周面に設けることもできる。この場合、通常、内周面側のスキンプレート6を省略することが多い。
【0064】
上記構成の繊維強化樹脂製セグメント100は、トンネルの延長方向(即ち、図1にてa方向)に他の繊維強化樹脂製セグメント100を配列して切削可能なトンネル壁体200を構築しても良く、また、図1に一点鎖線で示すように、トンネルの円周方向(即ち、図1にてb方向)に他の繊維強化樹脂製セグメント100を接続して切削可能なトンネル壁体200を構築することもできる。
【0065】
各繊維強化樹脂製セグメント100は、図1に示すように、鋼板、或いは、切削可能なFRP板などの連結部材とされる継手部10を使用して接着剤にて接合することができる。
【0066】
また、繊維強化樹脂製セグメント100に対して周方向にて隣接するセグメントが、従来の鋼板セグメントとか、コンクリートセグメント100aとされる場合には、図4に示すように、連結金具10a及び定着治具10b等を備えた継手部10を介してこれらセグメント100aに接続することができる。
【0067】
つまり、例えば、連結金具10a及び定着治具10b等を備えた継手部10は、図4では一方端しか図示されていないが、繊維強化樹脂製セグメント100の円周方向両端に一体に形成することができる。連結金具10aの他端は、鋼板セグメント100aの鋼部材に溶接、ボルトなどにより接続される。継手部10の構造は、これに限定されるものではなく、当業者には周知のその他種々の構造が可能である。
【0068】
(繊維強化樹脂製主桁材)
図1及び図2を参照して、本実施例の繊維強化樹脂製主桁材1について説明する。
【0069】
本実施例の繊維強化樹脂製主桁材1は、その長手方向に延在した中空の管状体とされる。また、繊維強化樹脂製主桁材1の長手方向に延在する軸線に対して直交する横断面形状は、円形状、楕円形状、矩形状、三角形状、その他の多角形状、その他種々の形状とすることができる。
【0070】
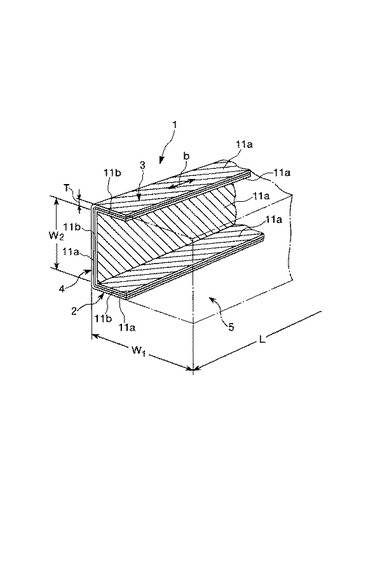
本実施例によると、図1及び図2に示すように、繊維強化樹脂製主桁材1は、所定の幅の平面部を有し、円周方向、即ち、図1にてb方向に延在する複数のウェブ材2、3、4、5を矩形状に一体に成形した中空の湾曲状に成形された繊維強化樹脂材とされる。
【0071】
即ち、繊維強化樹脂製主桁材1は、所定の幅にて円周方向に沿って延在する平板状のウェブ材、即ち、幅W1とされる内周部及び外周部ウェブ材2、3と、内周部及び外周部ウェブ材2、3の側部を形成する幅W2を有する側部ウェブ材4、5と、にて形成される。通常、幅W1は、0.05〜2.5m、幅(W2)は、0.1〜2mとされる。
【0072】
又、図3を参照して説明した横桁材9も又、上記主桁材1と同様の断面形状を有した構造とすることができる。ただ、主桁材1と異なり、長手軸線方向に直線状とされ、湾曲状に成形する必要はない。勿論、横桁材9は、断面形状が主桁材1と同じ中空管形状とすることは必須ではなく、例えば、後述の実施例2にて説明する断面形状がH形、或いは、I形の主桁材1と同様に、H形、或いは、I形の断面形状とすることもできる。
【0073】
次に、繊維強化樹脂製主桁材1の製造方法の一実施例について説明する。
【0074】
(繊維強化樹脂製主桁材の製造方法)
繊維強化樹脂製主桁材1は、種々の方法にて作製し得るが、例えば、矩形断面の湾曲したモールド(型)にプリプレグシートを貼り付けて成形することによって作製することができる。
【0075】
プリプレグシートは、図5に示す連続強化繊維シート11を使用して好適に作製し得る。
【0076】
先ず、本実施例にて使用した連続強化繊維シート11について説明する。
【0077】
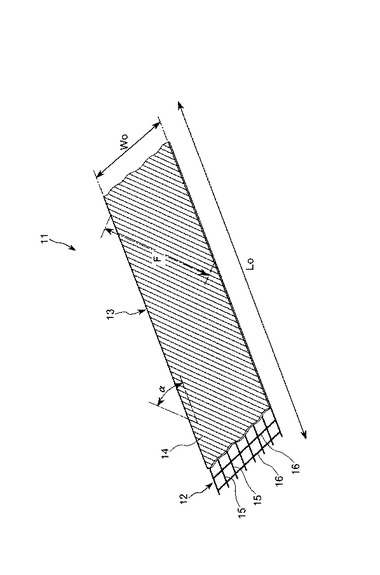
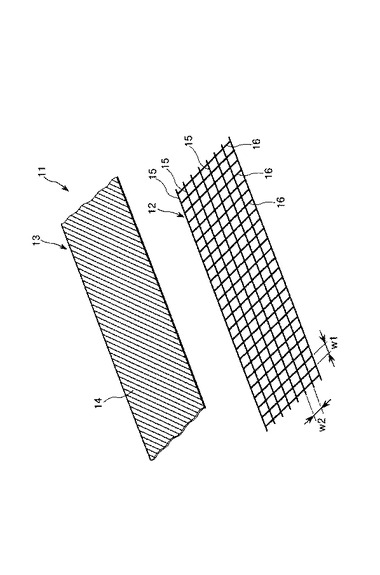
本実施例では、連続強化繊維シート11は、図5及び図6に示すように、メッシュ状支持体シート12を強化繊維層13の片面に積層し、次いで、加熱加圧することにより作製した。
【0078】
本実施例にて、連続強化繊維シート11は、樹脂透過性の支持体シート12と、この支持体シート12にて保持された強化繊維層13とを有する。強化繊維層13は、主軸に対して所定の角度(α)にて配列され、実質的に、即ち、連続強化繊維シート11の先頭端と最後尾端を除いて一定の所定長さ(F)とされる長繊維の強化繊維14にて形成される。
【0079】
シート形状とされる連続強化繊維シート11にマトリクス樹脂を含浸してプリプレグシートとされる。
【0080】
本明細書にて「主軸」とは、連続強化繊維シート11の長手方向に沿った軸を意味するものとする。樹脂透過性支持体シート12は、図5及び図6に示す本実施例では、強化繊維層13の片面に配置されているが、強化繊維層13の両面に配置することもできる。
【0081】
本実施例の連続強化繊維シート11は、幅(W0)が10〜150cm、長さ(L0)が10m以上とされる。
【0082】
本実施例にて、強化繊維層13を構成する強化繊維14は、PAN系或いはピッチ系炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされるものを使用することができる。
【0083】
上記樹脂透過性支持体シート12は、2軸又は3軸などのメッシュ状体或いはクロスとすることができるが、本実施例では図示するように、2軸メッシュ状体を使用した。2軸メッシュ状体12の糸条15、16の間隔(w1、w2)は、通常1〜100mm程度であるが、好ましくは2〜50mmである。
【0084】
メッシュ状支持体シート12にて強化繊維層13を保持する方法としては、例えば、メッシュ状支持体シート12を構成する縦糸15及び横糸16の表面に低融点タイプの熱可塑性樹脂を予め含浸させておき、メッシュ状支持体シート12を強化繊維層13の片面或いは両面に積層して加熱加圧し、メッシュ状支持体シート12の縦糸15及び横糸16の部分を強化繊維層13に溶着する。
【0085】
樹脂透過性支持体シート12としてクロスを使用した場合にも同様の方法にて、強化繊維層13を保持することができる。
【0086】
本実施例では、連続強化繊維シート11における強化繊維層13は、強化繊維14として平均径7μm、収束本数12000本のPAN系炭素繊維ストランドを用い、繊維目付300g/m2にて配列した。メッシュ状支持体シート12は、縦糸15及び横糸16としてガラス繊維(番手300d、打ち込み本数1本/10mm)を用いた2軸メッシュ状体であった。2軸メッシュ状体の糸条の間隔(w1、w2)は、10mmとした。
【0087】
メッシュ状支持体シート12の縦糸15及び横糸16には、熱可塑性樹脂を、含有量30重量%の割合で含浸させた。
【0088】
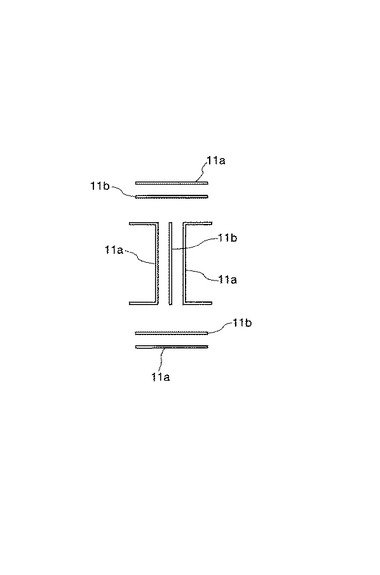
このようにして作製した連続強化繊維シート11は、幅(W0)が50cm、長さ(L0)が100m、強化繊維の主軸に対する角度αは45°と、0°のものを使用した。以後、角度αが45°のものをバイアス強化繊維シート11aと呼び、角度αが0°のものを一方向配列強化繊維シート11bと呼ぶ。
【0089】
図7に示すように、バイアス強化繊維シート11a及び一方向配列強化繊維シート11bを、断面が矩形状とされ、且つ、長手方向に(即ち、図1及び図7にてb方向に)円弧状に湾曲した繊維強化樹脂製主桁材1を作製した。
【0090】
バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、マトリクス樹脂を予め含浸してあるプリプレグを使用した。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bにおける樹脂含有量は、35重量%であった。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、強化繊維として炭素繊維を使用した。
【0091】
マトリクス樹脂としては、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むものを使用することができる。本実施例では、常温硬化型エポキシ樹脂を使用した。
【0092】
ハンドレイアップにより成形された中空状の繊維強化樹脂製主桁材1は、幅(W1)250mm、幅(W2)300mm、厚み(T)10mm、主桁材内周面の半径(R)6m、主桁材内周長(L)4.2m(即ち、中心角(θ)40°)のものであった。
【0093】
(スキンプレート)
次に、上記と同じ材料、即ち、バイアス強化繊維シート11a及び一方向配列強化繊維シート11b、並びに、マトリクス樹脂を使用して、プリプレグシートを作製した。
【0094】
このようにして作製したプリプレグシートを複数枚積層し、本実施例では、バイアス強化繊維シート11a、一方向配列強化繊維シート11b、及びバイアス強化繊維シート11aを積層し、厚さ(T)が6mmのスキンプレート6、7を作製した。
【0095】
このスキンプレート6、7を、図1に示すように、互いに密接配置した4本の中空状の繊維強化樹脂製主桁材1の円周面側及び外周面側に接着剤にて固着した。
【0096】
本実施例では、上記構成の繊維強化樹脂製主桁材1の両端には、図4に示すように、通常のコンクリートセグメントに接続するための継手部10を一体に形成した。
【0097】
このようにして作製した、切削可能な繊維強化樹脂製セグメント100は、図27に示すように、セグメントトンネル壁体200の一部に使用することができる。
【0098】
上記構成の本実施例の繊維強化樹脂製セグメント100は、軸力、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することができる。
【0099】
更に、本実施例の変更態様(変更実施例)によると、上記実施例では、中空とされた繊維強化樹脂製主桁材1の内部に、図8に示すように、切削可能の充填材22を充填し、硬化することができる。
【0100】
勿論、図3に示すように、各主桁材1が互いに離間して配置された場合には、上記充填材22は、互いに隣接する主桁材1、1の間の空間部にも充填し、硬化することができる。
【0101】
充填材22としては、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。本実施例では、発泡セメントミルクを使用した。
【0102】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100軸力、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。同時に、セグメントに使用した繊維強化樹脂材をシールド掘進機のビットで切断し易くすることができる。
【0103】
上記実施例では、繊維強化樹脂製主桁材1は、複数のウェブ材2、3、4、5を、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に対して直交する横断面形状が矩形状となるように一体に成形した中空の繊維強化樹脂材であるとして説明した。
【0104】
しかし、本発明の繊維強化樹脂製主桁材1は、上記実施例で説明した形状に限定されるものではなく、繊維強化樹脂製主桁材1の長手方向に延在する軸線に対して直交する横断面形状は、円形状、楕円形状、三角形状、その他の多角形状、その他種々の形状とすることができる。
【0105】
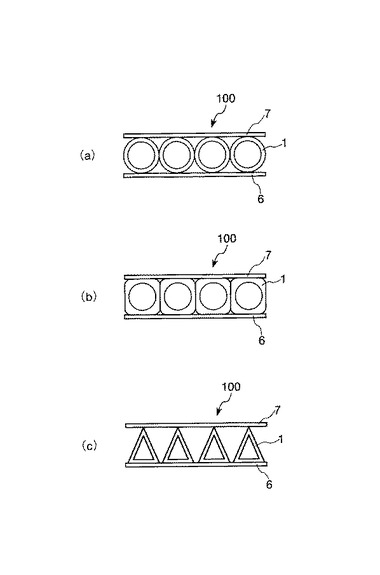
例えば、図9(a)の繊維強化樹脂製主桁材1は、外面及び内面形状が円形状とされ、図9(b)の繊維強化樹脂製主桁材1は、外面形状は角部が湾曲とされた矩形状であり、内面形状が円形とされており、図9(c)の繊維強化樹脂製主桁材1は、外面及び内面形状が三角形状とされている。勿論、これ以外の形状とすることも可能である。
【0106】
勿論、図10(a)、(b)、(c)に示すように、図9(a)、(b)、(c)に示す中空とされた繊維強化樹脂製主桁材1の内部に、或いは、隣接する各主桁材1の間に空間が存在する場合には、上述と同様に、主桁材1の内部及び各主桁材1、1間の空間部にも、充填材22を充填し、硬化することができる。
【0107】
斯かる図9(a)、(b)、(c)、及び、図10(a)、(b)、(c)に示す変更実施例においても、上記図1〜図8に示す実施例と同様の作用効果を奏し得る。
【0108】
実施例2
図11(a)、(b)に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。
【0109】
実施例1では、繊維強化樹脂製主桁材1は、複数のウェブ材2、3、4、5を、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に対して直交する横断面形状が矩形状となるように一体に成形した中空の繊維強化樹脂材であるとして説明した。
【0110】
しかし、本発明の繊維強化樹脂製主桁材1は、実施例1で説明した形状に限定されるものではなく、例えば、図11に示す本実施例のように、繊維強化樹脂製主桁材1は、所定の幅の平面部を有し、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に延在する複数のウェブ材2、3、4を、例えば、H形若しくはI形形状に一体に成形した繊維強化樹脂材とすることもできる。
【0111】
即ち、本実施例にて、繊維強化樹脂製主桁材1は、所定の幅にて主桁材1の長手軸線方向に沿って延在する平板状のウェブ材、即ち、幅(W2)とされる中央ウェブ材2と、中央ウェブ材2の幅方向両端部において中央ウェブ材2に対して直交配置して主桁材1の長手軸線方向に沿って延在し、中央ウェブ材2と一体に形成された平板状のウェブ材、即ち、幅(W1)を有した端ウェブ材3、4とにて形成される。
【0112】
本実施例においても、実施例1の場合と同様に、各主桁材1は、図11に示すように、a方向に互いに密接して配置しても良く、又、図12に示すように、a方向に所定の距離P1だけ離間して配置しても良い。
【0113】
距離P1だけ離間して配置した場合には、図12(a)、(b)に示すように、主桁材1の長手軸線方向に直交するような態様にて、互いに隣接する主桁材1、1の間に、主桁材1の長手軸線方向(図12にてb方向)に所定の距離P2の間隔を持って、繊維強化樹脂製の横桁材9を配置し、隣接する主桁材1、1を互いに連結しても良い。
【0114】
又、横桁材9は、実施例1にて図3を参照して説明した横桁材9のように、断面形状が中空管形状とすることもできるが、本実施例の主桁材1と同様に、H形若しくはI形形状とすることもできる。
【0115】
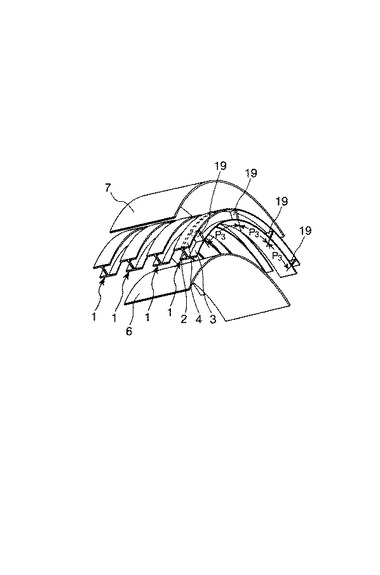
更に、図13に示すように、繊維強化樹脂製主桁材1がH形若しくはI形とされる場合には、長手軸線方向に延在する中央ウェブ材2の両端に一体に形成された端ウェブ材3、4の間に、主桁材1の長手軸線方向(即ち、周方向b方向)に所定の距離P3の間隔を持って、繊維強化樹脂製の板状とされるリブ材19を配置し、隣接する端ウェブ材3、4を互いに連結することもできる。リブ材19の板厚は、要求される強度を満足するように適宜決定されるが、通常、後述する主桁材1の端ウェブ材3、4或いは、スキンプレート6、7の厚さ(T)と同程度とされる。
【0116】
前記繊維強化樹脂製リブ材19は、前記横桁材9と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成することができる。
【0117】
図13にて、リブ材19は、図面上右側の主桁材1の外側にのみ配置されて図示されているが、リブ材19は、これに限定されるものではなく、必要に応じて、任意の主桁材1の任意の位置に配置することができる。また、リブ材19は、図12に示す横桁材9を配置した上に加えて、更に設けても良い。
【0118】
次に、H形若しくはI形形状の繊維強化樹脂製主桁材1の製造方法の一実施例について説明する。
【0119】
(繊維強化樹脂製主桁材の製造方法)
繊維強化樹脂製主桁材1は、図5及び図6を参照して実施例1で説明した連続強化繊維シート11を使用したプリプレグシートを用いて、実施例1と同様にモールド成形により作製することができる。
【0120】
つまり、本実施例においても、強化繊維の主軸に対する角度αが45°のバイアス強化繊維シート11aと、角度αが0°の一方向配列強化繊維シート11bとを使用した。また、バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、マトリクス樹脂としてエポキシ樹脂を予め含浸してあるプリプレグを使用した。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bにおける樹脂含有量は、35重量%であった。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、強化繊維として炭素繊維を使用した。
【0121】
そして、図14及び図15に概略示すように、プリプレグシートとされるバイアス強化繊維シート11a、及び、一方向配列強化繊維シート11bを概略H形或いはI形形状に組合せて、ハンドレイアップによりモールド成形し、その後硬化して、H形或いはI形の繊維強化樹脂製主桁材1を作製した。
【0122】
ハンドレイアップにより成形された繊維強化樹脂製主桁材1は、幅(W1)300mm、幅(W2)400mm、厚み(T)12mm、主桁材内周面の半径(R)5m、主桁材内周長(L)34m(即ち、中心角(θ)40°)のものであった。
【0123】
H形或いはI形の繊維強化樹脂製横桁材9も、上記主桁材1と同様にして作製することができる。但し、横桁材9は、長手軸線方向において湾曲されることはなく、直線状とされる。
【0124】
(スキンプレート)
次に、上記と同じ材料、即ち、バイアス強化繊維シート11a及び一方向配列強化繊維シート11b、並びに、マトリクス樹脂を使用して、プリプレグシートを作製した。
【0125】
このようにして作製したプリプレグシートを複数枚積層し、本実施例では、バイアス強化繊維シート11a、一方向配列強化繊維シート11b、及びバイアス強化繊維シート11aを積層し、厚さ(T)が10mmのスキンプレート6、7を作製した。
【0126】
このスキンプレート6、7を、図11に示すように、互いに隣接して配置したH形或いはI形形状の4本の繊維強化樹脂製主桁材1の円周面側及び外周面側に接着剤にて固着した。
【0127】
上記構成の繊維強化樹脂製主桁材1の両端には、図4に示すように、通常のコンクリートセグメントに接続するための継手部10を一体に形成した。
【0128】
このようにして作製した、切削可能な繊維強化樹脂製セグメント100は、図27に示すように、セグメントトンネル壁体200の一部に使用される。
【0129】
上記構成の本実施例の繊維強化樹脂製セグメント100は、軸力及び押圧力に対する強度を大幅に増大することができる。
【0130】
更に、本実施例の変更態様(変更実施例)によると、各繊維強化樹脂製主桁材1とスキンプレート6、7にて画成される空間部に、図16に示すように、切削可能の充填材22を充填し、硬化することができる。
【0131】
充填材22としては、実施例1で説明したと同様に、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。本実施例では、発泡セメントミルクを使用した。
【0132】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。
【0133】
実施例3
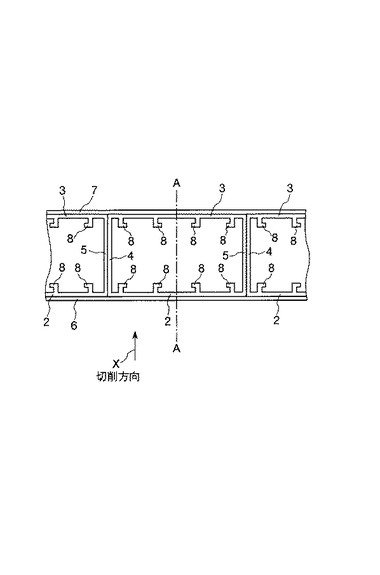
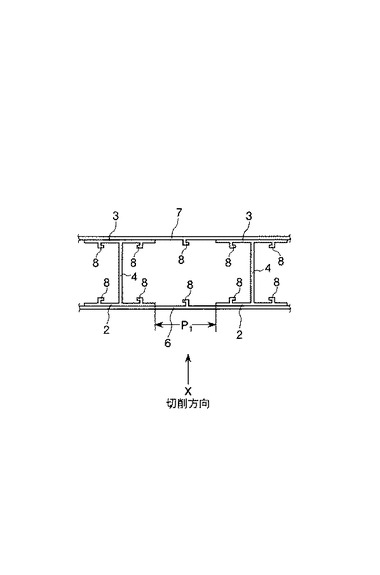
図17に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。図17に示す繊維強化樹脂製セグメント100は、実施例1で説明した繊維強化樹脂製セグメント100であり、本実施例では、ウェブ材2、3に剥離防止部材8が設けられた点で実施例1と異なり、その他の構成は同じである。従って、同じ構成及び機能をなす部材には同じ参照番号を付し、実施例1の説明を援用する。
【0134】
本実施例によると、実施例1で説明した繊維強化樹脂製セグメント100において、少なくとも、平面部がシールド掘進機300のシールド掘進方向Xに対して略直交して配置されたウェブ材には、本実施例では、ウェブ材2、3には、剥離防止部材8が一体に形成される。剥離防止部材8は、繊維強化樹脂製主桁材1と同様に繊維強化樹脂材にて作製され、繊維強化樹脂製主桁材1を作製する時に一体に成形することもできるし、又は、別部材として作製し、接着剤にて一体に固着することもできる。
【0135】
(剥離防止部材)
本実施例にて剥離防止部材8は、中空とされる繊維強化樹脂製主桁材1の内面側に、且つ、円周方向に沿って延在して形成される。
【0136】
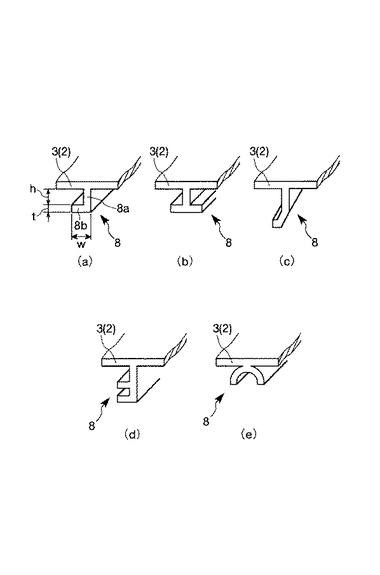
剥離防止部材8の延在する方向、即ち、剥離防止部材8の軸線方向に直交する横断面形状は、本実施例では、図17及び図18(a)に示すように、L形とされる。即ち、ウェブ材2、3に対して直交する方向に延在する部材8aと、その先端にて所定の方向へと直角に延在する部材8bと、にて形成される。
【0137】
図17に示す実施例では、剥離防止部材8は、そのL形状が、幅方向の中心線A−Aに対して両側にて対称の形状となるように形成されているが、L形状は、全てが同じ向きに形成しても良い。また、剥離防止部材8は、中心線A−Aに対して両側にて対称に、それぞれ二つずつ設けられているが、これに限定されるものではない。即ち、二つ以上設けることもでき、又、一つでも良い。また、両側にて異なる個数としても良い。
【0138】
さらに、剥離防止部材8の形状は、図18(a)に示す上記L形の他に、図18(b)、(c)、(d)、(e)に示すように、T形、J形、F形、又はC形とすることもできる。しかし、これらの形状に限定されるものではなく、その他種々の形状を採用し得る。
【0139】
本実施例にて、重要なことは、シールド掘進機の先行ビットによって切削される部位以外のウェブ材2、3が簡単に剥がれずメインビットで細片状になることを助けることにある。
【0140】
つまり、本実施例によれば、シールド掘進機により切削されるウェブ材2、3がシールド掘進機の切削力に対して撓むことと、或いは、先行ビットにて一部切断させた場合に帯状の大きな切削片となることとを防止することである。その結果、ウェブ材2、3が、繊維強化樹脂製主桁材1から細片状に切削されずに、切削屑が大きな砕片として繊維強化樹脂製主桁材1から剥離することを防止することができる。
【0141】
つまり、剥離防止部材8は、ウェブ材2、3が細片状に切削されるように、シールド掘進機のビット部が当接して切削を開始するウェブ材2、3に対して剛性を付与し、また、充填材22を用いる場合には充填材からの剥離を防止することにある。
【0142】
上記説明にて理解されるように、本実施例にて繊維強化樹脂製主桁材1を構成する両側のウェブ材4、5は、平面部がシールド掘進機の進行方向X方向に沿って配置されているために、ウェブ材4、5がシールド掘進機の切削力に対してより大きな剛性を有している。従って、ウェブ材4、5は、細片状に切削され、そのために、ウェブ材4、5には剥離防止部材8を必ずしも設ける必要はないが、勿論、必要により設けても良い。
【0143】
本実施例によると、実施例1の作用効果を奏し得ると共に、更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができた。
【0144】
更に、実施例1で説明したように、中空とされた繊維強化樹脂製主桁材1の内部に、図8に示すと同様に、切削可能の充填材22を充填し、硬化することができる。
【0145】
充填材22としては、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。
【0146】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。また、上述のように、ウェブ材が充填材22から剥離するのを防止することができる。更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
【0147】
実施例4
図19に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。図19に示す繊維強化樹脂製セグメント100は、実施例2で説明した繊維強化樹脂製セグメント100と同様にH形或いはI形形状の主桁材1を使用しており、ただ、主桁材1が、図12を参照して説明したように、互いに距離P1だけ離間して配置されている点で異なる。又、本実施例では、ウェブ材2、3及びスキンプレート6、7に、実施例3で説明した剥離防止部材8が設けられた点で実施例2と異なり、その他の構成は同じである。従って、同じ構成及び機能をなす部材には同じ参照番号を付し、実施例2、3の説明を援用する。
【0148】
本実施例にて剥離防止部材8は、ウェブ材2、3及びスキンプレート6、7の内面側に、ウェブ材2、3の長手軸線方向に沿って延在して形成される。
【0149】
図19に示す実施例では、剥離防止部材8は、そのL形状が中央ウェブ材4に対して両側にて対称の形状となるように形成されているが、L形状は、全てが同じ向きとなるように形成しても良い。また、剥離防止部材8は、中央ウェブ材4に対して両側にて対称に、それぞれ一つずつ設けられているが、これに限定されるものではない。即ち、二つ以上設けることもできる。また、両側にて異なる個数としても良い。
【0150】
さらに、剥離防止部材8の形状は、先に説明した図18(a)に示す上記L形の他に、図18(b)、(c)、(d)、(e)に示すように、T形、J形、F形、或いは、C形とすることもできる。しかし、これらの形状に限定されるものではなく、その他種々の形状を採用し得ることは上述の通りである。
【0151】
本実施例においても重要なことは、シールド掘進機300により切削されるウェブ材2、3がシールド掘進機の切削力に対して撓むことと、或いは、先行ビットにて一部切断させた場合に帯状の大きな切削片となることとを防止することである。その結果、ウェブ材2、3が、繊維強化樹脂製主桁材1から細片状に切削されずに、切削屑が大きな砕片として繊維強化樹脂製主桁材1から剥離することを防止することができる。
【0152】
つまり、剥離防止部材8は、ウェブ材2、3が細片状に切削されるように、シールド掘進機のビット部が当接して切削を開始するウェブ材2、3に対して剛性を付与し、また、充填材22を用いる場合には充填材からの剥離を防止することにある。
【0153】
上記説明にて理解されるように、本実施例にて繊維強化樹脂製主桁材1を構成する中央ウェブ材4は、平面部がシールド掘進機の進行方向X方向に配置されているために、ウェブ材2がシールド掘進機の切削力に対して撓むことが少なく、その結果、ウェブ材2は、細片状に切削され易く、そのために、ウェブ材2には剥離防止部材8を必ずしも設ける必要はないが、勿論、必要により設けても良い。
【0154】
本実施例によると、実施例2の作用効果を奏し得ると共に、更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができた。
【0155】
更に、本実施例の変更態様(変更実施例)によると、各繊維強化樹脂製主桁材1とスキンプレート6、7にて画成される空間部に、図13に示す実施例2の場合と同様に、シールド掘進機により切削可能の充填材22を充填し、硬化することができる。
【0156】
充填材22としては、実施例2で説明したと同様に、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。
【0157】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。また、上述のように、ウェブ材が充填材22から剥離するのを防止することができる。更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
【0158】
実施例5
上記実施例では、各繊維強化樹脂製セグメント100は、図1に示すように、鋼板、或いは、切削可能なFRP板などの連結部材とされる継手部10を使用して接着剤にて接合するものとした。
【0159】
また、繊維強化樹脂製セグメント100に対して周方向にて隣接するセグメントが、従来の鋼板セグメントとか、コンクリートセグメント100aとされる場合には、図4に示すように、連結金具10a及び定着治具10b等を備えた継手部10を介してこれらセグメント100aに接続するものとした。
【0160】
本実施例は、改良された継手部10の構造を示す。本実施例の継手部10を使用すれば、極めて施工性良く、各繊維強化樹脂製セグメント100を接続して、シールドトンネル壁体200を構築するすることができる。
【0161】
図20及び図21を参照して、本実施例による継手部10の構造を説明する。
【0162】
本実施例にて、繊維強化樹脂製セグメント100は、上記実施例1〜4にて説明した構成とすることができる。つまり、繊維強化樹脂製セグメント100は、湾曲状に形成された繊維強化樹脂製主桁材1をトンネルの延長方向(a方向)に複数整列させ、この整列された複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成される。本実施例にて、セグメント100は、内周面側と外周面側の両側周面にスキンプレート6、7が配置されている。
【0163】
本実施例にて、互いに隣接して配置されたセグメント100(100A、100B)を構成する繊維強化樹脂製主桁材1(1A、1B)は、トンネルの円周方向(b方向)に沿ってその長手方向に延在する中空の管状体とされる。本実施例では、主桁材1は、図9(b)の繊維強化樹脂製主桁材1とされ、外面形状は角部が湾曲とされた矩形状であり、内面形状が円形とされている。また、各主桁材は、トンネルの延長方向(a方向)に離間して配置されている。勿論、繊維強化樹脂製主桁材1の形状、配置は、これに限定されるものではなく、先の実施例にて説明した種々の形状及び配置とすることができる。
【0164】
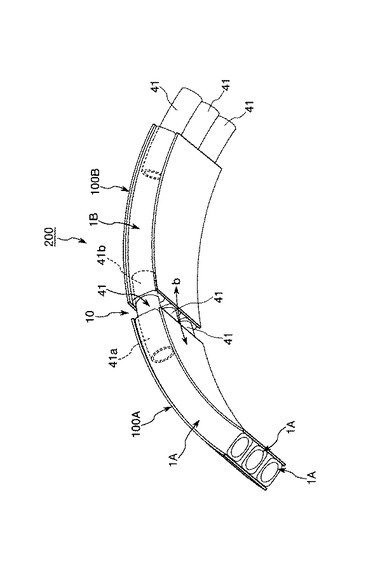
図20は、セグメント100の一方端に、中子継手41が半分嵌合された状態を示す。又、図21は、二つのセグメント100A、100Bが中子継手41により接続される途中を示している。
【0165】
更に説明すると、本実施例にて、継手部10は、継手部10は、中子継手41を有しており、トンネルの円周方向(図21にてb方向)に互いに隣接して配置されたセグメント100A、100Bを接合する。
【0166】
継手部10は、中子継手41を複数備えている。各中子継手41は、本実施例では、中空管形状とされ、その長手軸線は、繊維強化樹脂製主桁材1の長手軸線と略一致している。各中子継手41は、その一端の半分41aを、互いに隣接するセグメント100A、100Bの一方のセグメント、本実施例では、セグメント100Aの繊維強化樹脂製主桁材1Aの中空部に嵌合される。また、中子継手41の他方端の半分41bは、他方のセグメント100Bの繊維強化樹脂製主桁材1Bの中空部に嵌合される。
【0167】
図21にて、右側のセグメント100Bを更にセグメント100A側へと移動させることによって、両セグメント100A、100Bは、中子継手41により接続され、且つ、互いに円周方向(b方向)に密接配置される。
【0168】
図21にて、右側のセグメント100Bは、その右側端部に嵌合された中子継手41により、更に右側に配置されるセグメント(図示せず)と接続することができる。一方、左側のセグメント100Aの左側端部には、中子継手が図示されていないが、必要により、セグメント100Aに隣接配置される更に左側のセグメント(図示せず)に対して、中子継手を利用して接続することも可能である。
【0169】
図20、図21に示すように、中子継手41は、その外形横断面形状が円形状とされる管状体とされるが、必要に応じて中実の断面が円形の棒状態とすることも可能である。勿論、中子継手41の外形横断面形状は、円形状に限定されるものではなく、その他、楕円形状、三角形状、矩形状、その他の多角形状、その他種々の形状とすることができる。
【0170】
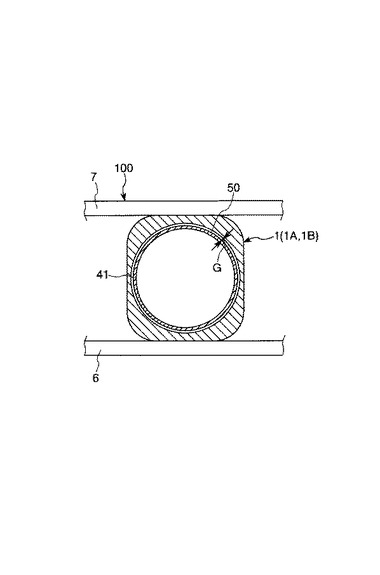
一方、繊維強化樹脂製主桁材1(1A、1B)は、本実施例では、図22に示すように、内面形状が円形とされ、中子継手41との嵌合部には、環状空間部50が形成される。また、この環状空間部50に膨張破砕剤が充填される。これによって、隣接するセグメント100A、100Bの繊維強化樹脂製主桁材1A、1Bが膨張破砕剤を介して中子継手部41と強固に接続される。
【0171】
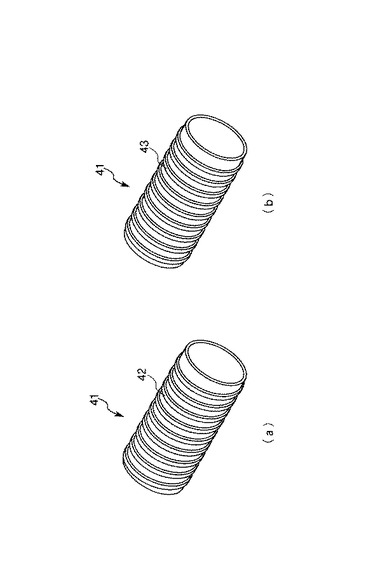
更に、繊維強化樹脂製主桁材1と中子継手部41との接続を膨張破砕剤を介して強固に固定するために、図23に示すように、少なくとも繊維強化樹脂製主桁材1と中子継手41との嵌合部における、中子継手41の外周面には、所定のピッチにて、螺旋状の凸状突起42(図23(a))又は環状の凸状突起43(図23(b))が形成されるのが好ましい。又は、図示してはいないが、凸状突起42、43の代わりに、螺旋状又は環状の凹状溝を形成しても良い。
【0172】
又、別法としては、少なくとも繊維強化樹脂製主桁材1と中子継手41との嵌合部における、繊維強化樹脂製主桁材1の内周面に、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝を形成しても、同様の効果を達成し得る。
【0173】
上記実施例1〜4にて説明したように、繊維強化樹脂製主桁材1の内部、更には、各隣接配置された繊維強化樹脂製主桁材1、1の間の空間部には、切削可能の充填材を充填し、硬化することができる。同様に、中子継手41が、中空の管状体とされる場合には、その内部にも切削可能の充填材を充填し、硬化しても良い。
【0174】
前記充填材として、上述の実施例にて説明したように、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとされる。
【0175】
本実施例による、中子継手41は、上記実施例で説明した繊維強化樹脂製主桁材1と同様に作製することができる。即ち、、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0176】
強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。また、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことができる。
【0177】
ただ、シールド掘進機により切削されることのない継手部10においては、中子継手41は、鋼管などの金属製とすることも可能である。
【0178】
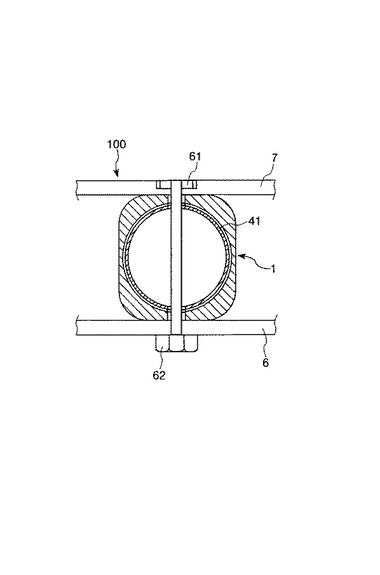
更に、図24に示すように、中子継手41及びセグメント100を貫通して配置されたボルトを利用してボルト締めすることにより、更に継手部10をより強固に接続することも可能である。この場合には、ナット61を外側繊維強化樹脂製スキンプレート7に設け、内側繊維強化樹脂製スキンプレート6側からボルト62を挿通するのがよい。このとき、ボルト62の先端は、外側繊維強化樹脂製スキンプレート7より外方へと突出しないようにするのが好ましい。
【0179】
上記実施例では、繊維強化樹脂製主桁材1の形状は、中空管形状とされるものとして説明したが、図11などを参照して説明したH形或いはI形形状とすることもできる。
【0180】
この場合には、隣接する主桁材1、1の間に形成される空間部に、上記中子継手41を装入、嵌合させ、必要により、空間部に充填材、或いは、上記膨張破砕剤を充填することによって、隣接するセグメント100A、100Bを強固に接続することができる。
【0181】
又、上記説明では、図22に示すように、繊維強化樹脂製主桁材1と中子継手41との嵌合部に形成される環状空間部50は、狭いものとし、この環状空間部50に膨張破砕剤が充填されるものとして説明した。この環状空間部50は、繊維強化樹脂製主桁材1と中子継手との嵌合部の空隙Gが最大数mm程度とされた。
【0182】
これに対して、図25に示すように、繊維強化樹脂製主桁材1と中子継手との嵌合部の空隙Gが最小で数cm程度とされる遊間部50Aを持たせることも可能である。
【0183】
この場合には、図26(a)、(b)、(c)に示すように、隣接するセグメントを接合する時に、両セグメント100A、100Bを軸方向(図1にてa方向)に移動させてセグメントの組み立て、及び、調整を行うことができ、施工性を一段と容易なものとすることができる。組み立て後、遊間部50Aには、上記セメントモルタル等の充填材と同様の間詰め材が充填される。
【図面の簡単な説明】
【0184】
【図1】本発明に係る繊維強化樹脂製セグメントの一実施例を示す斜視図である。
【図2】図1に示す繊維強化樹脂製セグメントの分解斜視図である。
【図3】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図4】本発明に係る繊維強化樹脂製セグメントの周方向継手部の一実施例を示す斜視図である。
【図5】繊維強化樹脂製主桁材を作製するための強化繊維シートの一実施例を示す斜視図である。
【図6】繊維強化樹脂製主桁材を作製するための強化繊維シートの一実施例を示す分解斜視図である。
【図7】繊維強化樹脂製主桁材の一実施例を示す部分断面斜視図である。
【図8】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図9】繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図10】繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図11】図11(a)は、本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図であり、図11(b)は、繊維強化樹脂製セグメントの分解斜視図である。
【図12】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図13】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図14】繊維強化樹脂製主桁材の他の実施例を示す部分断面斜視図である。
【図15】繊維強化樹脂製主桁材の製造法を説明するための説明図である。
【図16】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図17】剥離防止部材を備えた本発明に係る繊維強化樹脂製セグメントの一実施例を示す断面図である。
【図18】剥離防止部材の他の実施例を示す斜視図である。
【図19】剥離防止部材を備えた本発明に係る繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図20】本発明のシールドトンネル壁体を構成するセグメントの一実施例を示す斜視図である。
【図21】本発明のシールドトンネル壁体の一実施例を示す斜視図である。
【図22】本発明に従って構成される継手部の一実施例を示す断面図である。
【図23】継手部の中子継手の一実施例を示す断面図である。
【図24】継手部の他の実施例を示す断面図である。
【図25】継手部の他の実施例を示す断面図である。
【図26】図25に示す本発明に従って構成される継手部を使用した場合の施工法を説明する概略図である。
【図27】従来のシールドトンネル壁体の一例を示す斜視図である。
【図28】従来のシールドトンネル壁体の他の例を示す断面図である。
【符号の説明】
【0185】
1 繊維強化樹脂製主桁材
2、3、4、5 ウェブ材
6、7 スキンプレート
8 剥離防止部材
22 充填材
10 継手部
41 中子継手
100 繊維強化樹脂製セグメント
200 シールドトンネルの壁体
【技術分野】
【0001】
本発明は、一般には、地中を掘削するシールド掘進機によって掘削されるシールドトンネルの壁体の構造に関するものであり、特に、本発明は、シールド掘進機により切削可能な繊維強化樹脂製セグメント及び斯かるセグメントにて構築されるシールドトンネルの壁体に関するものである。
【背景技術】
【0002】
従来、シールド掘進機により地中を掘削しながら道路や鉄道などのトンネルを構築するシールド工法によれば、シールド掘進機の掘削により、シールド掘進機の後方に形成された掘削部には、掘削部の内壁面に沿ってセグメントを組み立てて設置し、セグメントトンネル壁体を構築することが行われる。
【0003】
即ち、図27に示すように、セグメント100は、掘削部の円周方向内壁面の円周方向に沿って複数に、例えば6分割されてリング状に配置され、円筒状のシールドトンネル壁体200を構築している。セグメント100は、シールド掘進機300のX方向への進行と共に、トンネルの延長方向(a方向)及び周方向(b方向)に順次継ぎ足されて、円筒状に構築されて行く。
【0004】
通常、セグメント100は、鉄筋コンクリート製のセグメント、或いは、鋼板製のセグメント、或いは、鋼殻内にコンクリートを充填した鋼殻セグメントなどが使用される。
【0005】
一方、シールド工法にてトンネルを構築した後に、このトンネルとは異なる方向に更に分岐トンネルを構築することなどが要求されることがある。
【0006】
この場合には、先に構築したトンネルのセグメント壁体200を一部切削することが必要となる。そのためには、鉄筋コンクリート製のセグメント、鋼板製のセグメント、或いは、鋼殻セグメントなどは、シールド掘進機による切削が極めて困難であり、作業性の点から問題がある。又、場合によって、シールド掘進機による切削が不可能である。
【0007】
そのために、従来、図27に斜線を施して示すように、掘削が必要とされる所要のトンネル壁体領域には、シールド掘進機による切削可能なセグメント100を使用することが提案されている。
【0008】
また、場合によっては、図28に示すように、既設のトンネルのセグメント壁体200の一部を、斜線を施して示すように、予めシールド掘進機による切削可能なセグメント100にて構成し、既設のトンネルを掘削するシールド掘進機とは別のシールド掘進機400にて切削してランプ部や拡幅部を構築することもある。
【0009】
シールド掘進機300、400による切削可能なセグメントとしては、例えば、炭素繊維やガラス繊維などの強化繊維に樹脂を含浸させたロープ状の繊維強化樹脂製補強筋(FRP筋)を鉄筋の代わりに使用したRCセグメント、RC部をFRU(Fiber Reinforcing Urethane)に置き換えたFRUセグメント、短繊維で強化した無筋のコンクリート製セグメントなどが提案されている(例えば、特許文献1、特許文献2など参照)。
【特許文献1】特開平5−3024190号公報
【特許文献2】特開平4−213695号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
一般に、シールド工法に用いられる、リング状(円筒状)に組み立てられた各セグメント100には外周囲から円筒状セグメント壁体200の中心に向かう側圧がかかり、そのために、セグメント100には、円周方向(b方向)に軸力(圧縮力)及び曲げモーメント、更には、剪断力が発生する。
【0011】
更に、円筒状壁体200、即ち、セグメント100には、掘削時にシールド掘進機300に付与されるジャッキ推力に対する押圧力がトンネル延長方向(a方向)に発生する。
【0012】
従来の上記切削可能なセグメントは、この円周方向(b方向)の軸力(圧縮力)、曲げモーメント、剪断力、また、トンネル延長方向(a方向)の押圧力に対する強度が十分とは言えず、更なる軸力(圧縮力)、曲げモーメント、剪断力に対する強度の増大、更には、押圧力に対する強度の増大が望まれていた。
【0013】
又、特に、RCセグメントは、シールド掘進機により掘削が可能であるという特長を有しているが、RCセグメントを掘削側から地山側へとシールド掘進機300により切削して行った場合に、或いは、RCセグメントを、図28に示すように、別ルートからのシールド掘進機400により掘削した場合に、RCセグメント中のFRP筋が必ずしもシールド掘進機300、400により細片状に切削されるとは限らず、長尺の状態の切り屑が発生することが分かった。
【0014】
このような長尺の切り屑は、コンクリート塊と共にシールド掘進機300、400のチャンバーに取り込まれ、チャンバーから排出される際に、チャンバー部取込口を閉鎖することがある。その場合には、シールド掘進機300、400を完全に停止し、人手でそのコンクリート塊を取り除くことをしなければならない。
【0015】
また、地盤が軟弱な場合には、シールド掘進機300、400のチャンバに取り込まれないコンクリート塊がシールド掘進機300、400の切削用回転盤と一緒に廻ることもあり、地盤の緩み、延いては地盤の沈下を引き起こすこととなり、好ましくない。
【0016】
従って、本発明の目的は、シールド工法に使用するセグメントの軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することのできるシールド掘進機により切削可能な繊維強化樹脂製セグメントを提供することである。
【0017】
本発明の他の目的は、シールド掘進機による切削屑の細片化を促進し、シールド掘進機への取り込み性を向上させ、作業性を向上させることのできる、シールド掘進機により切削可能な繊維強化樹脂製セグメントを提供することである。
【0018】
本発明の他の目的は、上記繊維強化樹脂製セグメントにて極めて施工性良く、構築することのできるシールド掘進機により切削可能なシールドトンネルの壁体を提供することである。
【課題を解決するための手段】
【0019】
上記目的は本発明に係る繊維強化樹脂製セグメント及びシールドトンネルの壁体にて達成される。要約すれば、第1の本発明によれば、シールド掘進機によって掘削されるシールドトンネルの壁体を構築するセグメントであって、シールド掘進機により切削可能な繊維強化樹脂製セグメントにおいて、
湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体としたことを特徴とする繊維強化樹脂製セグメントが提供される。
【0020】
第1の本発明の一実施態様によれば、前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する方向に、互いに密接して、或いは、所定の距離だけ離間して整列される。
【0021】
他の実施態様によれば、前記繊維強化樹脂製主桁材が、その長手方向に延在する軸線に対して直交する方向に、所定の距離だけ離間して整列される場合に、隣接する前記繊維強化樹脂製主桁材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製の横桁材を配置し、隣接する前記繊維強化樹脂製主桁材を互いに連結する。
【0022】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その長手軸線方向に延在する中空の管状体である。
【0023】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その横断面形状が三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされる。
【0024】
他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されている。
【0025】
他の実施態様によれば、前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する横断面形状がH形若しくはI形とされる。
【0026】
他の実施態様によれば、前記繊維強化樹脂製主桁材の長手軸線に対して直交する横断面形状がH形若しくはI形とされる場合に、長手軸線方向に延在する中央ウェブ材の両端に一体に形成された端ウェブ材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製のリブ材を配置し、隣接する前記端ウェブ材を互いに連結する。
【0027】
他の実施態様によれば、隣接する複数の前記繊維強化樹脂製主桁材の間に切削可能の充填材が一体に充填硬化されている。
【0028】
他の実施態様によれば、前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものである。
【0029】
他の実施態様によれば、剥離防止部材が、前記繊維強化樹脂製主桁材に形成される。
【0030】
他の実施態様によれば、剥離防止部材が、前記繊維強化樹脂製スキンプレートに形成される。
【0031】
他の実施態様によれば、前記剥離防止部材は、横断面形状が、L形、T形、J形、F形、又はC形とされる。
【0032】
他の実施態様によれば、前記剥離防止部材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0033】
他の実施態様によれば、前記繊維強化樹脂製主桁材及び前記繊維強化樹脂製スキンプレートは、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0034】
他の実施態様によれば、前記繊維強化樹脂製横桁は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成される。
【0035】
他の実施態様によれば、前記繊維強化樹脂製リブ材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成される。
【0036】
他の実施態様によれば、前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。
【0037】
他の実施態様によれば、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含む。
【0038】
第2の本発明によれば、シールド掘進機により切削可能な繊維強化樹脂製セグメントにて構築された壁領域を備えたシールドトンネルの壁体において、
前記繊維強化樹脂製セグメントは、湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、この整列された前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成されており、
前記繊維強化樹脂製主桁材は、トンネルの円周方向に沿ってその長手方向に延在する中空の管状体であり、
トンネルの円周方向において互いに隣接する前記繊維強化樹脂製セグメントは、隣接する前記繊維強化樹脂製セグメントにて互いに対向した前記繊維強化樹脂製主桁材の中空部に中子継手の両端部をそれぞれ嵌合させることにより接続される、
ことを特徴とするシールドトンネルの壁体が提供される。
【0039】
第2の本発明の一実施態様によれば、前記繊維強化樹脂製主桁材の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされ、前記繊維強化樹脂製主桁材の中空部横断面形状は、円形状とされる。
【0040】
第2の本発明の他の実施態様によれば、前記中子継手の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされる。
【0041】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材と前記中子継手との嵌合部には、環状空間部又は遊間部が形成され、この環状空間部には膨張破砕剤が充填され、遊間部には間詰め材が充填される。
【0042】
第2の本発明の他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記中子継手の外周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されている。
【0043】
第2の本発明の他の実施態様によれば、少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記繊維強化樹脂製主桁材の内周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されている。
【0044】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されている。
【0045】
第2の本発明の他の実施態様によれば、前記中子継手は、中空の管状体か、又は、中実の棒状体とされる。
【0046】
第2の本発明の他の実施態様によれば、前記中子継手は、中空の管状体とされる場合には、その内部に切削可能の充填材が充填硬化される。
【0047】
第2の本発明の他の実施態様によれば、前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものである。
【0048】
第2の本発明の他の実施態様によれば、前記繊維強化樹脂製主桁材、前記繊維強化樹脂製スキンプレート、及び中子継手は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0049】
第2の本発明の他の実施態様によれば、前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。
【0050】
第2の本発明の他の実施態様によれば、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含む。
【発明の効果】
【0051】
本発明によれば、
(1)シールド工法に使用するセグメントの軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することができる。
(2)シールド掘進機による切削屑の細片化を促進し、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
(3)シールド掘進機にて切削可能なシールドトンネルの壁体を、施工性良く構築することができる。
【発明を実施するための最良の形態】
【0052】
以下、本発明に係るシールド掘進機により切削可能な繊維強化樹脂製セグメント及びシールドトンネルの壁体を図面に則して更に詳しく説明する。
【0053】
実施例1
図1及び図2に、本発明に係る繊維強化樹脂製セグメント100の一実施例を示す。本実施例の繊維強化樹脂製セグメント100は、図27を参照して上述したように、シールド工法にてシールド掘進機300の後方に形成されたセグメントトンネル壁体(円筒状壁体)200の一部を構成するものであり、特に、シールド掘進機により掘削可能なセグメントである。
【0054】
本実施例にて、図1に示すように、繊維強化樹脂製セグメント100は、シールドトンネル壁体200の湾曲した円周部の一部を構成するものであるので、所定の半径(R)、中心角(θ)、及び、トンネルの延長方向(即ち、図1にてa方向)に沿って幅(W)にて延在した円弧状のセグメントとされる。通常、内周面半径(R)は、1〜10m、厚さ(H)は、0.1〜2m、中心角(θ)は、10°〜100°、幅(W)は、0.3〜3m、とされる。
【0055】
本実施例の繊維強化樹脂製セグメント100は、シールド掘進機により切削可能な、円弧状に形成された複数の、本実施例では、4本の繊維強化樹脂製主桁材1を備え、各繊維強化樹脂製主桁材1は、図示するように、トンネルの延長方向、即ち、a方向に互いに隣接して配列されている。図1に示す本実施例では、主桁材1は、4本とされるが、これに限定されるものではない。通常、1本〜20本とされる。
【0056】
詳しくは後述するが、繊維強化樹脂製主桁材1は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0057】
各主桁材1は、図示するように、a方向に互いに密接して配置しても良く、又、図3に示すように、a方向に所定の距離P1だけ離間して配置しても良い。密接して配置した場合に、隣り合った主桁材1は、接着剤で互いに接合しても良い。
【0058】
また、距離P1だけ離間して配置した場合には、図3(a)、(b)に示すように、主桁材1の長手軸線方向に直交するような態様にて、互いに隣接する主桁材1、1の間に、主桁材1の長手軸線方向(即ち、図1にてb方向)に所定の距離P2の間隔を持って、繊維強化樹脂製の横桁材9を配置し、隣接する主桁材1、1を互いに連結しても良い。
【0059】
前記繊維強化樹脂製横桁材9は、主桁材1と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成することができる。横桁材9は、更に、強化繊維シートとしてマット状の強化繊維シートをも使用することができる。
【0060】
又、距離P1だけ離間して配置した場合には、上記横桁9を配置せずに、或いは、横桁9を配置した上で、更に、図8、図10、図16などに関連して説明するように、各主桁材1、1の間に充填材22、即ち、セメントミルク、FRU(Fiber Reinforcing Urethane)、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものを充填することができる。
【0061】
更に、本実施例の繊維強化樹脂製セグメント100によれば、前記複数の整列された繊維強化樹脂製主桁材1の内周面側及び外周面側に繊維強化樹脂製スキンプレート6、7が接着剤で接着される。勿論、接着剤で接合せず、詳しくは後述するが、主桁材1とスキンプレート6、7を未硬化な状態で樹脂を含浸させて作製した場合には、このような主桁材1とスキンプレート6、7を同時に組立硬化させても良い。
【0062】
繊維強化樹脂製スキンプレート6、7は、繊維強化樹脂製主桁材1と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0063】
スキンプレート6、7は、図1には、複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側の両側の周面に配置されているが、内周面側と外周面側の少なくとも一側の周面に設けることもできる。この場合、通常、内周面側のスキンプレート6を省略することが多い。
【0064】
上記構成の繊維強化樹脂製セグメント100は、トンネルの延長方向(即ち、図1にてa方向)に他の繊維強化樹脂製セグメント100を配列して切削可能なトンネル壁体200を構築しても良く、また、図1に一点鎖線で示すように、トンネルの円周方向(即ち、図1にてb方向)に他の繊維強化樹脂製セグメント100を接続して切削可能なトンネル壁体200を構築することもできる。
【0065】
各繊維強化樹脂製セグメント100は、図1に示すように、鋼板、或いは、切削可能なFRP板などの連結部材とされる継手部10を使用して接着剤にて接合することができる。
【0066】
また、繊維強化樹脂製セグメント100に対して周方向にて隣接するセグメントが、従来の鋼板セグメントとか、コンクリートセグメント100aとされる場合には、図4に示すように、連結金具10a及び定着治具10b等を備えた継手部10を介してこれらセグメント100aに接続することができる。
【0067】
つまり、例えば、連結金具10a及び定着治具10b等を備えた継手部10は、図4では一方端しか図示されていないが、繊維強化樹脂製セグメント100の円周方向両端に一体に形成することができる。連結金具10aの他端は、鋼板セグメント100aの鋼部材に溶接、ボルトなどにより接続される。継手部10の構造は、これに限定されるものではなく、当業者には周知のその他種々の構造が可能である。
【0068】
(繊維強化樹脂製主桁材)
図1及び図2を参照して、本実施例の繊維強化樹脂製主桁材1について説明する。
【0069】
本実施例の繊維強化樹脂製主桁材1は、その長手方向に延在した中空の管状体とされる。また、繊維強化樹脂製主桁材1の長手方向に延在する軸線に対して直交する横断面形状は、円形状、楕円形状、矩形状、三角形状、その他の多角形状、その他種々の形状とすることができる。
【0070】
本実施例によると、図1及び図2に示すように、繊維強化樹脂製主桁材1は、所定の幅の平面部を有し、円周方向、即ち、図1にてb方向に延在する複数のウェブ材2、3、4、5を矩形状に一体に成形した中空の湾曲状に成形された繊維強化樹脂材とされる。
【0071】
即ち、繊維強化樹脂製主桁材1は、所定の幅にて円周方向に沿って延在する平板状のウェブ材、即ち、幅W1とされる内周部及び外周部ウェブ材2、3と、内周部及び外周部ウェブ材2、3の側部を形成する幅W2を有する側部ウェブ材4、5と、にて形成される。通常、幅W1は、0.05〜2.5m、幅(W2)は、0.1〜2mとされる。
【0072】
又、図3を参照して説明した横桁材9も又、上記主桁材1と同様の断面形状を有した構造とすることができる。ただ、主桁材1と異なり、長手軸線方向に直線状とされ、湾曲状に成形する必要はない。勿論、横桁材9は、断面形状が主桁材1と同じ中空管形状とすることは必須ではなく、例えば、後述の実施例2にて説明する断面形状がH形、或いは、I形の主桁材1と同様に、H形、或いは、I形の断面形状とすることもできる。
【0073】
次に、繊維強化樹脂製主桁材1の製造方法の一実施例について説明する。
【0074】
(繊維強化樹脂製主桁材の製造方法)
繊維強化樹脂製主桁材1は、種々の方法にて作製し得るが、例えば、矩形断面の湾曲したモールド(型)にプリプレグシートを貼り付けて成形することによって作製することができる。
【0075】
プリプレグシートは、図5に示す連続強化繊維シート11を使用して好適に作製し得る。
【0076】
先ず、本実施例にて使用した連続強化繊維シート11について説明する。
【0077】
本実施例では、連続強化繊維シート11は、図5及び図6に示すように、メッシュ状支持体シート12を強化繊維層13の片面に積層し、次いで、加熱加圧することにより作製した。
【0078】
本実施例にて、連続強化繊維シート11は、樹脂透過性の支持体シート12と、この支持体シート12にて保持された強化繊維層13とを有する。強化繊維層13は、主軸に対して所定の角度(α)にて配列され、実質的に、即ち、連続強化繊維シート11の先頭端と最後尾端を除いて一定の所定長さ(F)とされる長繊維の強化繊維14にて形成される。
【0079】
シート形状とされる連続強化繊維シート11にマトリクス樹脂を含浸してプリプレグシートとされる。
【0080】
本明細書にて「主軸」とは、連続強化繊維シート11の長手方向に沿った軸を意味するものとする。樹脂透過性支持体シート12は、図5及び図6に示す本実施例では、強化繊維層13の片面に配置されているが、強化繊維層13の両面に配置することもできる。
【0081】
本実施例の連続強化繊維シート11は、幅(W0)が10〜150cm、長さ(L0)が10m以上とされる。
【0082】
本実施例にて、強化繊維層13を構成する強化繊維14は、PAN系或いはピッチ系炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされるものを使用することができる。
【0083】
上記樹脂透過性支持体シート12は、2軸又は3軸などのメッシュ状体或いはクロスとすることができるが、本実施例では図示するように、2軸メッシュ状体を使用した。2軸メッシュ状体12の糸条15、16の間隔(w1、w2)は、通常1〜100mm程度であるが、好ましくは2〜50mmである。
【0084】
メッシュ状支持体シート12にて強化繊維層13を保持する方法としては、例えば、メッシュ状支持体シート12を構成する縦糸15及び横糸16の表面に低融点タイプの熱可塑性樹脂を予め含浸させておき、メッシュ状支持体シート12を強化繊維層13の片面或いは両面に積層して加熱加圧し、メッシュ状支持体シート12の縦糸15及び横糸16の部分を強化繊維層13に溶着する。
【0085】
樹脂透過性支持体シート12としてクロスを使用した場合にも同様の方法にて、強化繊維層13を保持することができる。
【0086】
本実施例では、連続強化繊維シート11における強化繊維層13は、強化繊維14として平均径7μm、収束本数12000本のPAN系炭素繊維ストランドを用い、繊維目付300g/m2にて配列した。メッシュ状支持体シート12は、縦糸15及び横糸16としてガラス繊維(番手300d、打ち込み本数1本/10mm)を用いた2軸メッシュ状体であった。2軸メッシュ状体の糸条の間隔(w1、w2)は、10mmとした。
【0087】
メッシュ状支持体シート12の縦糸15及び横糸16には、熱可塑性樹脂を、含有量30重量%の割合で含浸させた。
【0088】
このようにして作製した連続強化繊維シート11は、幅(W0)が50cm、長さ(L0)が100m、強化繊維の主軸に対する角度αは45°と、0°のものを使用した。以後、角度αが45°のものをバイアス強化繊維シート11aと呼び、角度αが0°のものを一方向配列強化繊維シート11bと呼ぶ。
【0089】
図7に示すように、バイアス強化繊維シート11a及び一方向配列強化繊維シート11bを、断面が矩形状とされ、且つ、長手方向に(即ち、図1及び図7にてb方向に)円弧状に湾曲した繊維強化樹脂製主桁材1を作製した。
【0090】
バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、マトリクス樹脂を予め含浸してあるプリプレグを使用した。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bにおける樹脂含有量は、35重量%であった。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、強化繊維として炭素繊維を使用した。
【0091】
マトリクス樹脂としては、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むものを使用することができる。本実施例では、常温硬化型エポキシ樹脂を使用した。
【0092】
ハンドレイアップにより成形された中空状の繊維強化樹脂製主桁材1は、幅(W1)250mm、幅(W2)300mm、厚み(T)10mm、主桁材内周面の半径(R)6m、主桁材内周長(L)4.2m(即ち、中心角(θ)40°)のものであった。
【0093】
(スキンプレート)
次に、上記と同じ材料、即ち、バイアス強化繊維シート11a及び一方向配列強化繊維シート11b、並びに、マトリクス樹脂を使用して、プリプレグシートを作製した。
【0094】
このようにして作製したプリプレグシートを複数枚積層し、本実施例では、バイアス強化繊維シート11a、一方向配列強化繊維シート11b、及びバイアス強化繊維シート11aを積層し、厚さ(T)が6mmのスキンプレート6、7を作製した。
【0095】
このスキンプレート6、7を、図1に示すように、互いに密接配置した4本の中空状の繊維強化樹脂製主桁材1の円周面側及び外周面側に接着剤にて固着した。
【0096】
本実施例では、上記構成の繊維強化樹脂製主桁材1の両端には、図4に示すように、通常のコンクリートセグメントに接続するための継手部10を一体に形成した。
【0097】
このようにして作製した、切削可能な繊維強化樹脂製セグメント100は、図27に示すように、セグメントトンネル壁体200の一部に使用することができる。
【0098】
上記構成の本実施例の繊維強化樹脂製セグメント100は、軸力、曲げモーメント、剪断力、及び、押圧力に対する強度を大幅に増大することができる。
【0099】
更に、本実施例の変更態様(変更実施例)によると、上記実施例では、中空とされた繊維強化樹脂製主桁材1の内部に、図8に示すように、切削可能の充填材22を充填し、硬化することができる。
【0100】
勿論、図3に示すように、各主桁材1が互いに離間して配置された場合には、上記充填材22は、互いに隣接する主桁材1、1の間の空間部にも充填し、硬化することができる。
【0101】
充填材22としては、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。本実施例では、発泡セメントミルクを使用した。
【0102】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100軸力、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。同時に、セグメントに使用した繊維強化樹脂材をシールド掘進機のビットで切断し易くすることができる。
【0103】
上記実施例では、繊維強化樹脂製主桁材1は、複数のウェブ材2、3、4、5を、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に対して直交する横断面形状が矩形状となるように一体に成形した中空の繊維強化樹脂材であるとして説明した。
【0104】
しかし、本発明の繊維強化樹脂製主桁材1は、上記実施例で説明した形状に限定されるものではなく、繊維強化樹脂製主桁材1の長手方向に延在する軸線に対して直交する横断面形状は、円形状、楕円形状、三角形状、その他の多角形状、その他種々の形状とすることができる。
【0105】
例えば、図9(a)の繊維強化樹脂製主桁材1は、外面及び内面形状が円形状とされ、図9(b)の繊維強化樹脂製主桁材1は、外面形状は角部が湾曲とされた矩形状であり、内面形状が円形とされており、図9(c)の繊維強化樹脂製主桁材1は、外面及び内面形状が三角形状とされている。勿論、これ以外の形状とすることも可能である。
【0106】
勿論、図10(a)、(b)、(c)に示すように、図9(a)、(b)、(c)に示す中空とされた繊維強化樹脂製主桁材1の内部に、或いは、隣接する各主桁材1の間に空間が存在する場合には、上述と同様に、主桁材1の内部及び各主桁材1、1間の空間部にも、充填材22を充填し、硬化することができる。
【0107】
斯かる図9(a)、(b)、(c)、及び、図10(a)、(b)、(c)に示す変更実施例においても、上記図1〜図8に示す実施例と同様の作用効果を奏し得る。
【0108】
実施例2
図11(a)、(b)に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。
【0109】
実施例1では、繊維強化樹脂製主桁材1は、複数のウェブ材2、3、4、5を、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に対して直交する横断面形状が矩形状となるように一体に成形した中空の繊維強化樹脂材であるとして説明した。
【0110】
しかし、本発明の繊維強化樹脂製主桁材1は、実施例1で説明した形状に限定されるものではなく、例えば、図11に示す本実施例のように、繊維強化樹脂製主桁材1は、所定の幅の平面部を有し、主桁材1の長手軸線方向(即ち、セグメント100の周方向(b方向))に延在する複数のウェブ材2、3、4を、例えば、H形若しくはI形形状に一体に成形した繊維強化樹脂材とすることもできる。
【0111】
即ち、本実施例にて、繊維強化樹脂製主桁材1は、所定の幅にて主桁材1の長手軸線方向に沿って延在する平板状のウェブ材、即ち、幅(W2)とされる中央ウェブ材2と、中央ウェブ材2の幅方向両端部において中央ウェブ材2に対して直交配置して主桁材1の長手軸線方向に沿って延在し、中央ウェブ材2と一体に形成された平板状のウェブ材、即ち、幅(W1)を有した端ウェブ材3、4とにて形成される。
【0112】
本実施例においても、実施例1の場合と同様に、各主桁材1は、図11に示すように、a方向に互いに密接して配置しても良く、又、図12に示すように、a方向に所定の距離P1だけ離間して配置しても良い。
【0113】
距離P1だけ離間して配置した場合には、図12(a)、(b)に示すように、主桁材1の長手軸線方向に直交するような態様にて、互いに隣接する主桁材1、1の間に、主桁材1の長手軸線方向(図12にてb方向)に所定の距離P2の間隔を持って、繊維強化樹脂製の横桁材9を配置し、隣接する主桁材1、1を互いに連結しても良い。
【0114】
又、横桁材9は、実施例1にて図3を参照して説明した横桁材9のように、断面形状が中空管形状とすることもできるが、本実施例の主桁材1と同様に、H形若しくはI形形状とすることもできる。
【0115】
更に、図13に示すように、繊維強化樹脂製主桁材1がH形若しくはI形とされる場合には、長手軸線方向に延在する中央ウェブ材2の両端に一体に形成された端ウェブ材3、4の間に、主桁材1の長手軸線方向(即ち、周方向b方向)に所定の距離P3の間隔を持って、繊維強化樹脂製の板状とされるリブ材19を配置し、隣接する端ウェブ材3、4を互いに連結することもできる。リブ材19の板厚は、要求される強度を満足するように適宜決定されるが、通常、後述する主桁材1の端ウェブ材3、4或いは、スキンプレート6、7の厚さ(T)と同程度とされる。
【0116】
前記繊維強化樹脂製リブ材19は、前記横桁材9と同様に、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成することができる。
【0117】
図13にて、リブ材19は、図面上右側の主桁材1の外側にのみ配置されて図示されているが、リブ材19は、これに限定されるものではなく、必要に応じて、任意の主桁材1の任意の位置に配置することができる。また、リブ材19は、図12に示す横桁材9を配置した上に加えて、更に設けても良い。
【0118】
次に、H形若しくはI形形状の繊維強化樹脂製主桁材1の製造方法の一実施例について説明する。
【0119】
(繊維強化樹脂製主桁材の製造方法)
繊維強化樹脂製主桁材1は、図5及び図6を参照して実施例1で説明した連続強化繊維シート11を使用したプリプレグシートを用いて、実施例1と同様にモールド成形により作製することができる。
【0120】
つまり、本実施例においても、強化繊維の主軸に対する角度αが45°のバイアス強化繊維シート11aと、角度αが0°の一方向配列強化繊維シート11bとを使用した。また、バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、マトリクス樹脂としてエポキシ樹脂を予め含浸してあるプリプレグを使用した。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bにおける樹脂含有量は、35重量%であった。バイアス強化繊維シート11a及び一方向配列強化繊維シート11bは、強化繊維として炭素繊維を使用した。
【0121】
そして、図14及び図15に概略示すように、プリプレグシートとされるバイアス強化繊維シート11a、及び、一方向配列強化繊維シート11bを概略H形或いはI形形状に組合せて、ハンドレイアップによりモールド成形し、その後硬化して、H形或いはI形の繊維強化樹脂製主桁材1を作製した。
【0122】
ハンドレイアップにより成形された繊維強化樹脂製主桁材1は、幅(W1)300mm、幅(W2)400mm、厚み(T)12mm、主桁材内周面の半径(R)5m、主桁材内周長(L)34m(即ち、中心角(θ)40°)のものであった。
【0123】
H形或いはI形の繊維強化樹脂製横桁材9も、上記主桁材1と同様にして作製することができる。但し、横桁材9は、長手軸線方向において湾曲されることはなく、直線状とされる。
【0124】
(スキンプレート)
次に、上記と同じ材料、即ち、バイアス強化繊維シート11a及び一方向配列強化繊維シート11b、並びに、マトリクス樹脂を使用して、プリプレグシートを作製した。
【0125】
このようにして作製したプリプレグシートを複数枚積層し、本実施例では、バイアス強化繊維シート11a、一方向配列強化繊維シート11b、及びバイアス強化繊維シート11aを積層し、厚さ(T)が10mmのスキンプレート6、7を作製した。
【0126】
このスキンプレート6、7を、図11に示すように、互いに隣接して配置したH形或いはI形形状の4本の繊維強化樹脂製主桁材1の円周面側及び外周面側に接着剤にて固着した。
【0127】
上記構成の繊維強化樹脂製主桁材1の両端には、図4に示すように、通常のコンクリートセグメントに接続するための継手部10を一体に形成した。
【0128】
このようにして作製した、切削可能な繊維強化樹脂製セグメント100は、図27に示すように、セグメントトンネル壁体200の一部に使用される。
【0129】
上記構成の本実施例の繊維強化樹脂製セグメント100は、軸力及び押圧力に対する強度を大幅に増大することができる。
【0130】
更に、本実施例の変更態様(変更実施例)によると、各繊維強化樹脂製主桁材1とスキンプレート6、7にて画成される空間部に、図16に示すように、切削可能の充填材22を充填し、硬化することができる。
【0131】
充填材22としては、実施例1で説明したと同様に、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。本実施例では、発泡セメントミルクを使用した。
【0132】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。
【0133】
実施例3
図17に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。図17に示す繊維強化樹脂製セグメント100は、実施例1で説明した繊維強化樹脂製セグメント100であり、本実施例では、ウェブ材2、3に剥離防止部材8が設けられた点で実施例1と異なり、その他の構成は同じである。従って、同じ構成及び機能をなす部材には同じ参照番号を付し、実施例1の説明を援用する。
【0134】
本実施例によると、実施例1で説明した繊維強化樹脂製セグメント100において、少なくとも、平面部がシールド掘進機300のシールド掘進方向Xに対して略直交して配置されたウェブ材には、本実施例では、ウェブ材2、3には、剥離防止部材8が一体に形成される。剥離防止部材8は、繊維強化樹脂製主桁材1と同様に繊維強化樹脂材にて作製され、繊維強化樹脂製主桁材1を作製する時に一体に成形することもできるし、又は、別部材として作製し、接着剤にて一体に固着することもできる。
【0135】
(剥離防止部材)
本実施例にて剥離防止部材8は、中空とされる繊維強化樹脂製主桁材1の内面側に、且つ、円周方向に沿って延在して形成される。
【0136】
剥離防止部材8の延在する方向、即ち、剥離防止部材8の軸線方向に直交する横断面形状は、本実施例では、図17及び図18(a)に示すように、L形とされる。即ち、ウェブ材2、3に対して直交する方向に延在する部材8aと、その先端にて所定の方向へと直角に延在する部材8bと、にて形成される。
【0137】
図17に示す実施例では、剥離防止部材8は、そのL形状が、幅方向の中心線A−Aに対して両側にて対称の形状となるように形成されているが、L形状は、全てが同じ向きに形成しても良い。また、剥離防止部材8は、中心線A−Aに対して両側にて対称に、それぞれ二つずつ設けられているが、これに限定されるものではない。即ち、二つ以上設けることもでき、又、一つでも良い。また、両側にて異なる個数としても良い。
【0138】
さらに、剥離防止部材8の形状は、図18(a)に示す上記L形の他に、図18(b)、(c)、(d)、(e)に示すように、T形、J形、F形、又はC形とすることもできる。しかし、これらの形状に限定されるものではなく、その他種々の形状を採用し得る。
【0139】
本実施例にて、重要なことは、シールド掘進機の先行ビットによって切削される部位以外のウェブ材2、3が簡単に剥がれずメインビットで細片状になることを助けることにある。
【0140】
つまり、本実施例によれば、シールド掘進機により切削されるウェブ材2、3がシールド掘進機の切削力に対して撓むことと、或いは、先行ビットにて一部切断させた場合に帯状の大きな切削片となることとを防止することである。その結果、ウェブ材2、3が、繊維強化樹脂製主桁材1から細片状に切削されずに、切削屑が大きな砕片として繊維強化樹脂製主桁材1から剥離することを防止することができる。
【0141】
つまり、剥離防止部材8は、ウェブ材2、3が細片状に切削されるように、シールド掘進機のビット部が当接して切削を開始するウェブ材2、3に対して剛性を付与し、また、充填材22を用いる場合には充填材からの剥離を防止することにある。
【0142】
上記説明にて理解されるように、本実施例にて繊維強化樹脂製主桁材1を構成する両側のウェブ材4、5は、平面部がシールド掘進機の進行方向X方向に沿って配置されているために、ウェブ材4、5がシールド掘進機の切削力に対してより大きな剛性を有している。従って、ウェブ材4、5は、細片状に切削され、そのために、ウェブ材4、5には剥離防止部材8を必ずしも設ける必要はないが、勿論、必要により設けても良い。
【0143】
本実施例によると、実施例1の作用効果を奏し得ると共に、更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができた。
【0144】
更に、実施例1で説明したように、中空とされた繊維強化樹脂製主桁材1の内部に、図8に示すと同様に、切削可能の充填材22を充填し、硬化することができる。
【0145】
充填材22としては、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。
【0146】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。また、上述のように、ウェブ材が充填材22から剥離するのを防止することができる。更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
【0147】
実施例4
図19に、本発明の繊維強化樹脂製セグメント100の他の実施例を示す。図19に示す繊維強化樹脂製セグメント100は、実施例2で説明した繊維強化樹脂製セグメント100と同様にH形或いはI形形状の主桁材1を使用しており、ただ、主桁材1が、図12を参照して説明したように、互いに距離P1だけ離間して配置されている点で異なる。又、本実施例では、ウェブ材2、3及びスキンプレート6、7に、実施例3で説明した剥離防止部材8が設けられた点で実施例2と異なり、その他の構成は同じである。従って、同じ構成及び機能をなす部材には同じ参照番号を付し、実施例2、3の説明を援用する。
【0148】
本実施例にて剥離防止部材8は、ウェブ材2、3及びスキンプレート6、7の内面側に、ウェブ材2、3の長手軸線方向に沿って延在して形成される。
【0149】
図19に示す実施例では、剥離防止部材8は、そのL形状が中央ウェブ材4に対して両側にて対称の形状となるように形成されているが、L形状は、全てが同じ向きとなるように形成しても良い。また、剥離防止部材8は、中央ウェブ材4に対して両側にて対称に、それぞれ一つずつ設けられているが、これに限定されるものではない。即ち、二つ以上設けることもできる。また、両側にて異なる個数としても良い。
【0150】
さらに、剥離防止部材8の形状は、先に説明した図18(a)に示す上記L形の他に、図18(b)、(c)、(d)、(e)に示すように、T形、J形、F形、或いは、C形とすることもできる。しかし、これらの形状に限定されるものではなく、その他種々の形状を採用し得ることは上述の通りである。
【0151】
本実施例においても重要なことは、シールド掘進機300により切削されるウェブ材2、3がシールド掘進機の切削力に対して撓むことと、或いは、先行ビットにて一部切断させた場合に帯状の大きな切削片となることとを防止することである。その結果、ウェブ材2、3が、繊維強化樹脂製主桁材1から細片状に切削されずに、切削屑が大きな砕片として繊維強化樹脂製主桁材1から剥離することを防止することができる。
【0152】
つまり、剥離防止部材8は、ウェブ材2、3が細片状に切削されるように、シールド掘進機のビット部が当接して切削を開始するウェブ材2、3に対して剛性を付与し、また、充填材22を用いる場合には充填材からの剥離を防止することにある。
【0153】
上記説明にて理解されるように、本実施例にて繊維強化樹脂製主桁材1を構成する中央ウェブ材4は、平面部がシールド掘進機の進行方向X方向に配置されているために、ウェブ材2がシールド掘進機の切削力に対して撓むことが少なく、その結果、ウェブ材2は、細片状に切削され易く、そのために、ウェブ材2には剥離防止部材8を必ずしも設ける必要はないが、勿論、必要により設けても良い。
【0154】
本実施例によると、実施例2の作用効果を奏し得ると共に、更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができた。
【0155】
更に、本実施例の変更態様(変更実施例)によると、各繊維強化樹脂製主桁材1とスキンプレート6、7にて画成される空間部に、図13に示す実施例2の場合と同様に、シールド掘進機により切削可能の充填材22を充填し、硬化することができる。
【0156】
充填材22としては、実施例2で説明したと同様に、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとすることができる。
【0157】
この変更実施例の構成とすることにより、繊維強化樹脂製セグメント100の軸力(圧縮力)、曲げモーメント、剪断力、及び、押圧力に対する強度を更に増大することができる。また、上述のように、ウェブ材が充填材22から剥離するのを防止することができる。更に、シールド掘進機による切削屑は細片化され、そのために、シールド掘進機への取り込み性を向上させ、作業性を向上させることができる。
【0158】
実施例5
上記実施例では、各繊維強化樹脂製セグメント100は、図1に示すように、鋼板、或いは、切削可能なFRP板などの連結部材とされる継手部10を使用して接着剤にて接合するものとした。
【0159】
また、繊維強化樹脂製セグメント100に対して周方向にて隣接するセグメントが、従来の鋼板セグメントとか、コンクリートセグメント100aとされる場合には、図4に示すように、連結金具10a及び定着治具10b等を備えた継手部10を介してこれらセグメント100aに接続するものとした。
【0160】
本実施例は、改良された継手部10の構造を示す。本実施例の継手部10を使用すれば、極めて施工性良く、各繊維強化樹脂製セグメント100を接続して、シールドトンネル壁体200を構築するすることができる。
【0161】
図20及び図21を参照して、本実施例による継手部10の構造を説明する。
【0162】
本実施例にて、繊維強化樹脂製セグメント100は、上記実施例1〜4にて説明した構成とすることができる。つまり、繊維強化樹脂製セグメント100は、湾曲状に形成された繊維強化樹脂製主桁材1をトンネルの延長方向(a方向)に複数整列させ、この整列された複数の繊維強化樹脂製主桁材1にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成される。本実施例にて、セグメント100は、内周面側と外周面側の両側周面にスキンプレート6、7が配置されている。
【0163】
本実施例にて、互いに隣接して配置されたセグメント100(100A、100B)を構成する繊維強化樹脂製主桁材1(1A、1B)は、トンネルの円周方向(b方向)に沿ってその長手方向に延在する中空の管状体とされる。本実施例では、主桁材1は、図9(b)の繊維強化樹脂製主桁材1とされ、外面形状は角部が湾曲とされた矩形状であり、内面形状が円形とされている。また、各主桁材は、トンネルの延長方向(a方向)に離間して配置されている。勿論、繊維強化樹脂製主桁材1の形状、配置は、これに限定されるものではなく、先の実施例にて説明した種々の形状及び配置とすることができる。
【0164】
図20は、セグメント100の一方端に、中子継手41が半分嵌合された状態を示す。又、図21は、二つのセグメント100A、100Bが中子継手41により接続される途中を示している。
【0165】
更に説明すると、本実施例にて、継手部10は、継手部10は、中子継手41を有しており、トンネルの円周方向(図21にてb方向)に互いに隣接して配置されたセグメント100A、100Bを接合する。
【0166】
継手部10は、中子継手41を複数備えている。各中子継手41は、本実施例では、中空管形状とされ、その長手軸線は、繊維強化樹脂製主桁材1の長手軸線と略一致している。各中子継手41は、その一端の半分41aを、互いに隣接するセグメント100A、100Bの一方のセグメント、本実施例では、セグメント100Aの繊維強化樹脂製主桁材1Aの中空部に嵌合される。また、中子継手41の他方端の半分41bは、他方のセグメント100Bの繊維強化樹脂製主桁材1Bの中空部に嵌合される。
【0167】
図21にて、右側のセグメント100Bを更にセグメント100A側へと移動させることによって、両セグメント100A、100Bは、中子継手41により接続され、且つ、互いに円周方向(b方向)に密接配置される。
【0168】
図21にて、右側のセグメント100Bは、その右側端部に嵌合された中子継手41により、更に右側に配置されるセグメント(図示せず)と接続することができる。一方、左側のセグメント100Aの左側端部には、中子継手が図示されていないが、必要により、セグメント100Aに隣接配置される更に左側のセグメント(図示せず)に対して、中子継手を利用して接続することも可能である。
【0169】
図20、図21に示すように、中子継手41は、その外形横断面形状が円形状とされる管状体とされるが、必要に応じて中実の断面が円形の棒状態とすることも可能である。勿論、中子継手41の外形横断面形状は、円形状に限定されるものではなく、その他、楕円形状、三角形状、矩形状、その他の多角形状、その他種々の形状とすることができる。
【0170】
一方、繊維強化樹脂製主桁材1(1A、1B)は、本実施例では、図22に示すように、内面形状が円形とされ、中子継手41との嵌合部には、環状空間部50が形成される。また、この環状空間部50に膨張破砕剤が充填される。これによって、隣接するセグメント100A、100Bの繊維強化樹脂製主桁材1A、1Bが膨張破砕剤を介して中子継手部41と強固に接続される。
【0171】
更に、繊維強化樹脂製主桁材1と中子継手部41との接続を膨張破砕剤を介して強固に固定するために、図23に示すように、少なくとも繊維強化樹脂製主桁材1と中子継手41との嵌合部における、中子継手41の外周面には、所定のピッチにて、螺旋状の凸状突起42(図23(a))又は環状の凸状突起43(図23(b))が形成されるのが好ましい。又は、図示してはいないが、凸状突起42、43の代わりに、螺旋状又は環状の凹状溝を形成しても良い。
【0172】
又、別法としては、少なくとも繊維強化樹脂製主桁材1と中子継手41との嵌合部における、繊維強化樹脂製主桁材1の内周面に、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝を形成しても、同様の効果を達成し得る。
【0173】
上記実施例1〜4にて説明したように、繊維強化樹脂製主桁材1の内部、更には、各隣接配置された繊維強化樹脂製主桁材1、1の間の空間部には、切削可能の充填材を充填し、硬化することができる。同様に、中子継手41が、中空の管状体とされる場合には、その内部にも切削可能の充填材を充填し、硬化しても良い。
【0174】
前記充填材として、上述の実施例にて説明したように、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものとされる。
【0175】
本実施例による、中子継手41は、上記実施例で説明した繊維強化樹脂製主桁材1と同様に作製することができる。即ち、、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成される。
【0176】
強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされる。また、前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことができる。
【0177】
ただ、シールド掘進機により切削されることのない継手部10においては、中子継手41は、鋼管などの金属製とすることも可能である。
【0178】
更に、図24に示すように、中子継手41及びセグメント100を貫通して配置されたボルトを利用してボルト締めすることにより、更に継手部10をより強固に接続することも可能である。この場合には、ナット61を外側繊維強化樹脂製スキンプレート7に設け、内側繊維強化樹脂製スキンプレート6側からボルト62を挿通するのがよい。このとき、ボルト62の先端は、外側繊維強化樹脂製スキンプレート7より外方へと突出しないようにするのが好ましい。
【0179】
上記実施例では、繊維強化樹脂製主桁材1の形状は、中空管形状とされるものとして説明したが、図11などを参照して説明したH形或いはI形形状とすることもできる。
【0180】
この場合には、隣接する主桁材1、1の間に形成される空間部に、上記中子継手41を装入、嵌合させ、必要により、空間部に充填材、或いは、上記膨張破砕剤を充填することによって、隣接するセグメント100A、100Bを強固に接続することができる。
【0181】
又、上記説明では、図22に示すように、繊維強化樹脂製主桁材1と中子継手41との嵌合部に形成される環状空間部50は、狭いものとし、この環状空間部50に膨張破砕剤が充填されるものとして説明した。この環状空間部50は、繊維強化樹脂製主桁材1と中子継手との嵌合部の空隙Gが最大数mm程度とされた。
【0182】
これに対して、図25に示すように、繊維強化樹脂製主桁材1と中子継手との嵌合部の空隙Gが最小で数cm程度とされる遊間部50Aを持たせることも可能である。
【0183】
この場合には、図26(a)、(b)、(c)に示すように、隣接するセグメントを接合する時に、両セグメント100A、100Bを軸方向(図1にてa方向)に移動させてセグメントの組み立て、及び、調整を行うことができ、施工性を一段と容易なものとすることができる。組み立て後、遊間部50Aには、上記セメントモルタル等の充填材と同様の間詰め材が充填される。
【図面の簡単な説明】
【0184】
【図1】本発明に係る繊維強化樹脂製セグメントの一実施例を示す斜視図である。
【図2】図1に示す繊維強化樹脂製セグメントの分解斜視図である。
【図3】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図4】本発明に係る繊維強化樹脂製セグメントの周方向継手部の一実施例を示す斜視図である。
【図5】繊維強化樹脂製主桁材を作製するための強化繊維シートの一実施例を示す斜視図である。
【図6】繊維強化樹脂製主桁材を作製するための強化繊維シートの一実施例を示す分解斜視図である。
【図7】繊維強化樹脂製主桁材の一実施例を示す部分断面斜視図である。
【図8】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図9】繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図10】繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図11】図11(a)は、本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図であり、図11(b)は、繊維強化樹脂製セグメントの分解斜視図である。
【図12】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図13】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図14】繊維強化樹脂製主桁材の他の実施例を示す部分断面斜視図である。
【図15】繊維強化樹脂製主桁材の製造法を説明するための説明図である。
【図16】本発明に係る繊維強化樹脂製セグメントの他の実施例を示す斜視図である。
【図17】剥離防止部材を備えた本発明に係る繊維強化樹脂製セグメントの一実施例を示す断面図である。
【図18】剥離防止部材の他の実施例を示す斜視図である。
【図19】剥離防止部材を備えた本発明に係る繊維強化樹脂製セグメントの他の実施例を示す断面図である。
【図20】本発明のシールドトンネル壁体を構成するセグメントの一実施例を示す斜視図である。
【図21】本発明のシールドトンネル壁体の一実施例を示す斜視図である。
【図22】本発明に従って構成される継手部の一実施例を示す断面図である。
【図23】継手部の中子継手の一実施例を示す断面図である。
【図24】継手部の他の実施例を示す断面図である。
【図25】継手部の他の実施例を示す断面図である。
【図26】図25に示す本発明に従って構成される継手部を使用した場合の施工法を説明する概略図である。
【図27】従来のシールドトンネル壁体の一例を示す斜視図である。
【図28】従来のシールドトンネル壁体の他の例を示す断面図である。
【符号の説明】
【0185】
1 繊維強化樹脂製主桁材
2、3、4、5 ウェブ材
6、7 スキンプレート
8 剥離防止部材
22 充填材
10 継手部
41 中子継手
100 繊維強化樹脂製セグメント
200 シールドトンネルの壁体
【特許請求の範囲】
【請求項1】
シールド掘進機によって掘削されるシールドトンネルの壁体を構築するセグメントであって、シールド掘進機により切削可能な繊維強化樹脂製セグメントにおいて、
湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体としたことを特徴とする繊維強化樹脂製セグメント。
【請求項2】
前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する方向に、互いに密接して、或いは、所定の距離だけ離間して整列されることを特徴とする請求項1の繊維強化樹脂製セグメント。
【請求項3】
前記繊維強化樹脂製主桁材が、その長手方向に延在する軸線に対して直交する方向に、所定の距離だけ離間して整列される場合に、隣接する前記繊維強化樹脂製主桁材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製の横桁材を配置し、隣接する前記繊維強化樹脂製主桁材を互いに連結することを特徴とする請求項2の繊維強化樹脂製セグメント。
【請求項4】
前記繊維強化樹脂製主桁材は、その長手軸線方向に延在する中空の管状体であることを特徴とする請求項1〜3のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項5】
前記繊維強化樹脂製主桁材は、その横断面形状が三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされることを特徴とする請求項4の繊維強化樹脂製セグメント。
【請求項6】
少なくとも前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されていることを特徴とする請求項4又は5の繊維強化樹脂製セグメント。
【請求項7】
前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する横断面形状がH形若しくはI形とされることを特徴とする請求項1〜3のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項8】
前記繊維強化樹脂製主桁材の長手軸線に対して直交する横断面形状がH形若しくはI形とされる場合に、長手軸線方向に延在する中央ウェブ材の両端に一体に形成された端ウェブ材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製のリブ材を配置し、隣接する前記端ウェブ材を互いに連結することを特徴とする請求項7の繊維強化樹脂製セグメント。
【請求項9】
隣接する複数の前記繊維強化樹脂製主桁材の間に切削可能の充填材が一体に充填硬化されていることを特徴とする請求項7又は8の繊維強化樹脂製セグメント。
【請求項10】
前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものであることを特徴とする請求項6〜9のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項11】
剥離防止部材が、前記繊維強化樹脂製主桁材に形成されることを特徴とする請求項1〜10のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項12】
剥離防止部材が、前記繊維強化樹脂製スキンプレートに形成されることを特徴とする請求項11の繊維強化樹脂製セグメント。
【請求項13】
前記剥離防止部材は、横断面形状が、L形、T形、J形、F形、又はC形とされることを特徴とする請求項11又は12の繊維強化樹脂製セグメント。
【請求項14】
前記剥離防止部材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項11〜13のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項15】
前記繊維強化樹脂製主桁材及び前記繊維強化樹脂製スキンプレートは、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項1〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項16】
前記繊維強化樹脂製横桁は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項3〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項17】
前記繊維強化樹脂製リブ材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項8〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項18】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされることを特徴とする請求項14〜17のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項19】
前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことを特徴とする請求項14〜18のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項20】
シールド掘進機により切削可能な繊維強化樹脂製セグメントにて構築された壁領域を備えたシールドトンネルの壁体において、
前記繊維強化樹脂製セグメントは、湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、この整列された前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成されており、
前記繊維強化樹脂製主桁材は、トンネルの円周方向に沿ってその長手方向に延在する中空の管状体であり、
トンネルの円周方向において互いに隣接する前記繊維強化樹脂製セグメントは、隣接する前記繊維強化樹脂製セグメントにて互いに対向した前記繊維強化樹脂製主桁材の中空部に中子継手の両端部をそれぞれ嵌合させることにより接続される、
ことを特徴とするシールドトンネルの壁体。
【請求項21】
前記繊維強化樹脂製主桁材の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされ、前記繊維強化樹脂製主桁材の中空部横断面形状は、円形状とされることを特徴とする請求項20のシールドトンネルの壁体。
【請求項22】
前記中子継手の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされることを特徴とする請求項21のシールドトンネルの壁体。
【請求項23】
前記繊維強化樹脂製主桁材と前記中子継手との嵌合部には、環状空間部又は遊間部が形成され、この環状空間部には膨張破砕剤が充填され、遊間部には間詰め材が充填されることを特徴とする請求項22のシールドトンネルの壁体。
【請求項24】
少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記中子継手の外周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されていることを特徴とする請求項21〜23のいずれかの項に記載のシールドトンネルの壁体。
【請求項25】
少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記繊維強化樹脂製主桁材の内周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されていることを特徴とする請求項21〜24のいずれかの項に記載のシールドトンネルの壁体。
【請求項26】
前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されていることを特徴とする請求項20〜25のいずれかの項に記載のシールドトンネルの壁体。
【請求項27】
前記中子継手は、中空の管状体か、又は、中実の棒状体とされることを特徴とする請求項20〜26のいずれかの項に記載のシールドトンネルの壁体。
【請求項28】
前記中子継手は、中空の管状体とされる場合には、その内部に切削可能の充填材が充填硬化されることを特徴とする請求項27のシールドトンネルの壁体。
【請求項29】
前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものであることを特徴とする請求項26又は28のシールドトンネルの壁体。
【請求項30】
前記繊維強化樹脂製主桁材、前記繊維強化樹脂製スキンプレート、及び中子継手は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項20〜29のいずれかの項に記載のシールドトンネルの壁体。
【請求項31】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされることを特徴とする請求項30のシールドトンネルの壁体。
【請求項32】
前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことを特徴とする請求項30又は31のシールドトンネルの壁体。
【請求項1】
シールド掘進機によって掘削されるシールドトンネルの壁体を構築するセグメントであって、シールド掘進機により切削可能な繊維強化樹脂製セグメントにおいて、
湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体としたことを特徴とする繊維強化樹脂製セグメント。
【請求項2】
前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する方向に、互いに密接して、或いは、所定の距離だけ離間して整列されることを特徴とする請求項1の繊維強化樹脂製セグメント。
【請求項3】
前記繊維強化樹脂製主桁材が、その長手方向に延在する軸線に対して直交する方向に、所定の距離だけ離間して整列される場合に、隣接する前記繊維強化樹脂製主桁材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製の横桁材を配置し、隣接する前記繊維強化樹脂製主桁材を互いに連結することを特徴とする請求項2の繊維強化樹脂製セグメント。
【請求項4】
前記繊維強化樹脂製主桁材は、その長手軸線方向に延在する中空の管状体であることを特徴とする請求項1〜3のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項5】
前記繊維強化樹脂製主桁材は、その横断面形状が三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされることを特徴とする請求項4の繊維強化樹脂製セグメント。
【請求項6】
少なくとも前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されていることを特徴とする請求項4又は5の繊維強化樹脂製セグメント。
【請求項7】
前記繊維強化樹脂製主桁材は、その長手方向に延在する軸線に対して直交する横断面形状がH形若しくはI形とされることを特徴とする請求項1〜3のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項8】
前記繊維強化樹脂製主桁材の長手軸線に対して直交する横断面形状がH形若しくはI形とされる場合に、長手軸線方向に延在する中央ウェブ材の両端に一体に形成された端ウェブ材の間に、前記主桁材の長手軸線方向に所定の距離の間隔を持って、繊維強化樹脂製のリブ材を配置し、隣接する前記端ウェブ材を互いに連結することを特徴とする請求項7の繊維強化樹脂製セグメント。
【請求項9】
隣接する複数の前記繊維強化樹脂製主桁材の間に切削可能の充填材が一体に充填硬化されていることを特徴とする請求項7又は8の繊維強化樹脂製セグメント。
【請求項10】
前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものであることを特徴とする請求項6〜9のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項11】
剥離防止部材が、前記繊維強化樹脂製主桁材に形成されることを特徴とする請求項1〜10のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項12】
剥離防止部材が、前記繊維強化樹脂製スキンプレートに形成されることを特徴とする請求項11の繊維強化樹脂製セグメント。
【請求項13】
前記剥離防止部材は、横断面形状が、L形、T形、J形、F形、又はC形とされることを特徴とする請求項11又は12の繊維強化樹脂製セグメント。
【請求項14】
前記剥離防止部材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項11〜13のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項15】
前記繊維強化樹脂製主桁材及び前記繊維強化樹脂製スキンプレートは、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項1〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項16】
前記繊維強化樹脂製横桁は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項3〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項17】
前記繊維強化樹脂製リブ材は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状或いはマット状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項8〜14のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項18】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされることを特徴とする請求項14〜17のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項19】
前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことを特徴とする請求項14〜18のいずれかの項に記載の繊維強化樹脂製セグメント。
【請求項20】
シールド掘進機により切削可能な繊維強化樹脂製セグメントにて構築された壁領域を備えたシールドトンネルの壁体において、
前記繊維強化樹脂製セグメントは、湾曲状に形成された繊維強化樹脂製主桁材をトンネルの延長方向に複数整列させ、この整列された前記複数の繊維強化樹脂製主桁材にて形成される内周面側と外周面側の少なくとも一側の周面に繊維強化樹脂製スキンプレートを接着して一体に形成されており、
前記繊維強化樹脂製主桁材は、トンネルの円周方向に沿ってその長手方向に延在する中空の管状体であり、
トンネルの円周方向において互いに隣接する前記繊維強化樹脂製セグメントは、隣接する前記繊維強化樹脂製セグメントにて互いに対向した前記繊維強化樹脂製主桁材の中空部に中子継手の両端部をそれぞれ嵌合させることにより接続される、
ことを特徴とするシールドトンネルの壁体。
【請求項21】
前記繊維強化樹脂製主桁材の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされ、前記繊維強化樹脂製主桁材の中空部横断面形状は、円形状とされることを特徴とする請求項20のシールドトンネルの壁体。
【請求項22】
前記中子継手の外形横断面形状は、三角形状、矩形状若しくはその他の多角形状、又は、円形状、又は、楕円形状とされることを特徴とする請求項21のシールドトンネルの壁体。
【請求項23】
前記繊維強化樹脂製主桁材と前記中子継手との嵌合部には、環状空間部又は遊間部が形成され、この環状空間部には膨張破砕剤が充填され、遊間部には間詰め材が充填されることを特徴とする請求項22のシールドトンネルの壁体。
【請求項24】
少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記中子継手の外周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されていることを特徴とする請求項21〜23のいずれかの項に記載のシールドトンネルの壁体。
【請求項25】
少なくとも前記繊維強化樹脂製主桁材と前記中子継手との嵌合部における、前記繊維強化樹脂製主桁材の内周面には、所定のピッチにて、螺旋状又は環状の凸状突起、又は、螺旋状又は環状の凹状溝が形成されていることを特徴とする請求項21〜24のいずれかの項に記載のシールドトンネルの壁体。
【請求項26】
前記繊維強化樹脂製主桁材の内部に切削可能の充填材が充填硬化されていることを特徴とする請求項20〜25のいずれかの項に記載のシールドトンネルの壁体。
【請求項27】
前記中子継手は、中空の管状体か、又は、中実の棒状体とされることを特徴とする請求項20〜26のいずれかの項に記載のシールドトンネルの壁体。
【請求項28】
前記中子継手は、中空の管状体とされる場合には、その内部に切削可能の充填材が充填硬化されることを特徴とする請求項27のシールドトンネルの壁体。
【請求項29】
前記充填材は、セメントミルク、FRU、モルタル、コンクリート、ソイルモルタル、スチレン、スチロール、ウレタン、又は、これら材料を空気により発泡させたものであることを特徴とする請求項26又は28のシールドトンネルの壁体。
【請求項30】
前記繊維強化樹脂製主桁材、前記繊維強化樹脂製スキンプレート、及び中子継手は、強化繊維を軸線方向に沿って配列するか、或いは、軸線方向に対して所定の角度にて傾斜して配列した強化繊維シートであるか、又は、クロス状の強化繊維シートであり、樹脂を含浸して形成されることを特徴とする請求項20〜29のいずれかの項に記載のシールドトンネルの壁体。
【請求項31】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、ボロン繊維等の無機繊維;チタン、スチール等の金属繊維;アラミド、ポリエステル、ポリエチレン、ナイロン、ビニロン、ポリアセタール、PBО、高強度ポリプロピレン等の有機繊維;から選択されるいずれかの繊維であるか、或いは、前記繊維を複数種混入したハイブリッドタイプとされることを特徴とする請求項30のシールドトンネルの壁体。
【請求項32】
前記樹脂は、ビニルエステル樹脂、不飽和ポリエステル樹脂、ポリアミド樹脂、常温硬化型エポキシ樹脂、熱硬化型エポキシ樹脂、ポリカーボネート樹脂、ウレタン樹脂、又は、MMA等のラジカル反応系樹脂を少なくとも一種以上含むことを特徴とする請求項30又は31のシールドトンネルの壁体。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】

【図11】

【図12】

【図13】
【図14】

【図15】
【図16】
【図17】
【図18】
【図19】
【図20】

【図21】
【図22】
【図23】
【図24】
【図25】

【図26】

【図27】

【図28】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【公開番号】特開2007−154537(P2007−154537A)
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願番号】特願2005−352160(P2005−352160)
【出願日】平成17年12月6日(2005.12.6)
【出願人】(599104369)日鉄コンポジット株式会社 (51)
【Fターム(参考)】
【公開日】平成19年6月21日(2007.6.21)
【国際特許分類】
【出願日】平成17年12月6日(2005.12.6)
【出願人】(599104369)日鉄コンポジット株式会社 (51)
【Fターム(参考)】
[ Back to top ]