
切断刃具
【課題】絵柄模様の剥離を抑えると共に、加飾性を高めるのに有利な切断刃具を提供する。
【解決手段】切断刃具は、互いに背向する第1表面11および第2表面12をもつ刃体1と、刃体1の先端縁に設けられた刃部2と、操作部5とをもち、ジルコニア、アルミナなどのセラミックスで形成されている。第1表面11および第2表面12のうちの一方は、刃体1に焼き付けられた絵柄模様4を有する。
【解決手段】切断刃具は、互いに背向する第1表面11および第2表面12をもつ刃体1と、刃体1の先端縁に設けられた刃部2と、操作部5とをもち、ジルコニア、アルミナなどのセラミックスで形成されている。第1表面11および第2表面12のうちの一方は、刃体1に焼き付けられた絵柄模様4を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は包丁、ナイフ、はさみ等の切断刃具に関する。
【背景技術】
【0002】
切断刃具としての包丁は、互いに背向する第1表面および第2表面をもつ刃体と、刃体の先端縁に設けられた刃部と、操作部とをもつ。刃体および刃部は一般的にはステンレス鋼などの金属で形成されている。セラミックスで形成されている包丁も知られている(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−271959号公報
【特許文献2】特開2004−089620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記した技術によれば、包丁の加飾性を高めるには限界があった。また金属の包丁には、絵柄模様を貼り付けたものも知られているが、絵柄模様が早期に剥離してしまうおそれがある。本発明は上記した実情に鑑みてなされたものであり、刃体に形成されている絵柄模様の剥離を抑えると共に、加飾性を高めるのに有利な切断刃具を提供するにある。
【課題を解決するための手段】
【0005】
本発明に係る切断刃具は、互いに背向する第1表面および第2表面をもつ刃体と、前記刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であって、第1表面および第2表面のうちの少なくとも一方は、刃体に焼き付けられた絵柄模様を有することを特徴とする。絵柄模様は加飾性を高める。絵柄模様としては、デザイン性が高いものが好ましく、花等の植物、動物、虫、キャラクター、山、海、川等の風景、寺等の建築物等が挙げられる。また、絵柄模様は切断刃具の刃体に焼き付けられているため、絵柄模様と刃体との一体性が確保される。よって絵柄模様の剥離が抑えられる。
【発明の効果】
【0006】
本発明によれば、絵柄模様の剥離を抑えると共に、加飾性を高めるのに有利な切断刃具を提供する。
【図面の簡単な説明】
【0007】
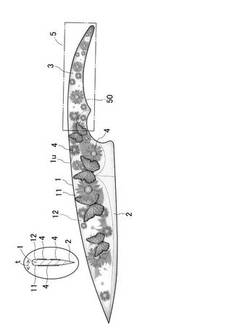
【図1】実施形態1に係り、包丁を示す側面図である。
【図2】実施形態1に係り、包丁で切断片を切断させる状態を示す断面図である。
【図3】実施形態2に係り、包丁を示す側面図である。
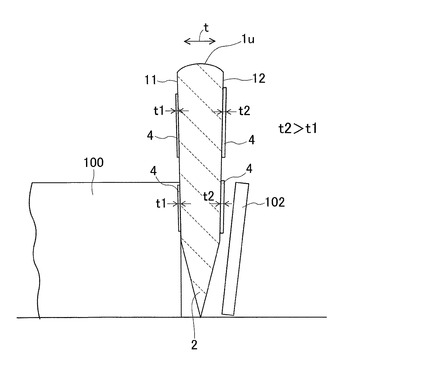
【図4】実施形態7に係り、包丁で切断片を切断させる状態を示す断面図である。
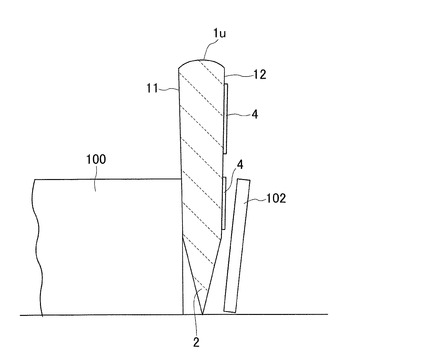
【図5】実施形態9に係り、包丁を示す側面図である。
【図6】実施形態10に係り、包丁で切断片を切断させる状態を示す断面図である。
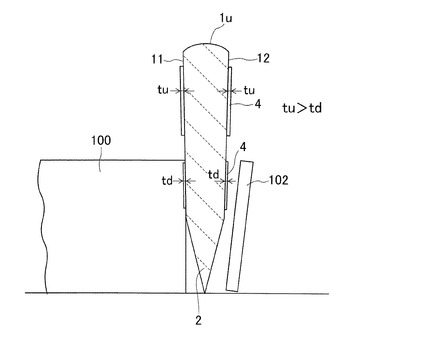
【図7】実施形態11に係り、包丁で切断片を切断させる状態を示す断面図である。
【図8】実施形態12に係り、包丁を示す側面図である。
【図9】実施形態13に係り、包丁を示す側面図である。
【図10】実施形態14に係り、ナイフを示す側面図である。
【図11】実施形態15に係り、はさみを示す側面図である。
【発明を実施するための形態】
【0008】
本発明によれば、次の好ましい形態が採用できる。好ましくは、絵柄模様は、刃体の厚み方向において外方に突出している。第1表面に形成されている絵柄模様の投影面積をS1とし、第2表面に形成されている絵柄模様の投影面積をS2とするとき、好ましくは、S1>S2、または、S2>S1とされている。絵柄模様は刃部に形成されていることができる。この場合、第1表面および/または第2表面に形成されている絵柄模様に基づく突出量をPsとし、刃部に形成されている絵柄模様に基づく突出量をPeとするとき、好ましくは、PeはPsよりも小さい。この場合、刃部の切断性が確保される。絵柄模様に基づく突出量は、第1表面(第2表面)に対する絵柄模様自体の突出量でもよいし、あるいは、絵柄模様が広い面積で形成されている場合には、絵柄模様自体によって形成される突出量でも良い。好ましくは、絵柄模様は刃部に形成されていない。切断刃具としては包丁、ナイフ、はさみ、皮むき器が挙げられる。
【0009】
(実施形態1)
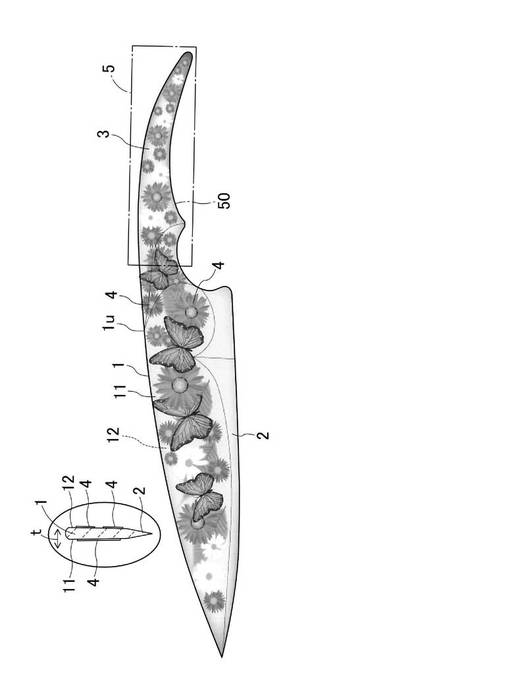
図1および図2は実施形態1を示す。図1に示すように、切断刃具は包丁であり、互いに背向する第1表面11および第2表面12をもつ刃体1と、刃体1の先端縁に設けられた刃部2と、接続部3と、接続部3に接続された操作部として機能する柄5とをもつ。刃体1、刃部2、接続部3は、セラミックス(セラミックス焼成体)で形成されている。セラミックスとしては、強度および靭性を考慮すると、ジルコニアが好ましい。ジルコニアは、イットリア、カルシア、マグネシア、セリア等の安定化剤を配合していることが好ましい。ジルコニアに対して外掛けで安定化剤は0.1〜25モル%、0.1〜20モル%、殊に2〜4モル%含有されていることが好ましい。ジルコニアは安定化剤を抑えた部分安定化ジルコニア(PSZ)、安定化剤を増加させた安定化ジルコニア(FSZ)が挙げられる。なお、PSZの場合には、セラミックス焼成体の平均粒径は0.1〜2.0μmにできるが、これに限定されるものではない。一般的には粒径が細かい方が強靱性が高くなる。FSZの場合には、セラミックス焼成体の平均粒径は1.0〜20μmにできるが、これに限定されるものではない。
【0010】
右手利きの使用者が包丁の柄5を持って切断作業するとき、第1表面11は左側となり、第2表面12は右側となる(図2参照)。刃体1を構成する第1表面11および第2表面12の双方は、絵柄模様4を有する。第1表面11の外方に露出する表面積を相対表示で100とするとき、絵柄模様4の投影面積は100のうち60以上を占め、実質的には70以上、80以上を占めている。第2表面12についても、同様である。絵柄模様4の投影面積とは、絵柄模様4を構成する釉薬等の成分が占める投影面積を意味する。絵柄模様4は、刃体1の厚み方向において第1表面11および第2表面12から外方に微小量突出しており、高い加飾性をもつことが好ましい。突出量は、刃部2および接続部3を除く刃体1の最大厚みをtmaxとすると、tmaxよりも小さいことが好ましい。tmax/2以下、tmax/3以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向における絵柄模様4に基づく突出量は、2mm以下、1mm以下、0.8mm以下、0.6mm以下、さらには、0.4mm以下、0.2mm以下にできる。絵柄模様4は刃部2に形成されていない。刃部2による切断性を確保するためである。本実施形態によれば、第1表面11に形成されている絵柄模様4の投影面積をS1とし、第2表面12に形成されている絵柄模様4の投影面積をS2とするとき、S1/S2=0.4〜1.6の範囲内、0.6〜1.4の範囲内、0.7〜1.3の範囲内、0.8〜1.2の範囲内とされていることが好ましい。図2に示すように、被対象物100から切断片102を刃部2で切断して切り離すとき、切断片102が刃体1の表面に吸着されるおそれがある。殊に、キュウリなどの野菜を切断するとき、キュウリ片等の切断片102が刃体1に吸着されるおそれがある。切断片102と刃体1との間に介在する水の表面張力等のためと考えられる。本実施形態によれば、図2から理解できるように、絵柄模様4が厚み方向(矢印t方向)において第1表面11および第2表面12から突出しているため、キュウリ片等の切断片102が刃体1に吸着することが抑制され、切断片102を刃体1から切り離すのに有利である。
【0011】
ところで、包丁がジルコニアで形成されている場合には、絵柄模様が無いときには、刃体1および刃部2はジルコニア焼成体の母材の色である乳白色等の白色系をなす。このため白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときには、切断箇所が使用者に視認されにくいおそれがあり、包丁による切断作業の高速化には限界がある。この点本実施形態によれば、着色された絵柄模様4は白色系とは異なることが多いため、白色の被対象物100を切断するときであっても、切断箇所が使用者に容易に視認され、包丁による切断作業の高速化に有利である。更に絵柄模様4は凹凸を形成するため、水が凹凸に微小に付着するおそれがある。このような場合であっても、包丁の刃体1および刃部2はジルコニア等のセラミックスで形成されているため、腐食が抑えられる。
【0012】
また、対象物がケーキ類等の軟質体であるときには、切断刃具を暖めると、切断性が高まることがある。この場合、セラミックスは鋼系に比較して保温性に優れているため、切断性が長時間にわたり確保されやすい。この場合にも、絵柄模様4の適度の凸により、刃体1からの切断片102の剥がし性が確保される。接続部3には、木または樹脂で形成された柄5が取り付けられる。本実施形態によれば、セラミックス製の接続部3にも絵柄模様4が形成されている。この場合、柄5の挿入孔50に接続部3が圧入等で挿入されるとき、接続部3の絵柄模様4で形成されてる凹凸が柄5の挿入孔50の内壁面に適度に係合し、柄5の取付強度が確保され易い。なお、接続部3を廃止し、セラミックス製の手持ち用の柄をセラミックス製の刃体1と一体に成形していても良い。
【0013】
(実施形態2)
図3は実施形態2を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。接続部3には、木または樹脂で形成された柄5が取り付けられる。セラミックス製の接続部3および刃部2には、絵柄模様4が形成されていないため、絵付けコストが低減される。
【0014】
(実施形態3)
本実施形態は実施形態1,2と基本的には同様の構成および同様の作用効果を有するため、図1〜図3を準用する。包丁を形成するセラミックスとしては着色セラミックスとしても良い。顔料を配合した着色ジルコニアとしても良い。着色は、絵柄模様4を考慮して選択することが好ましい。この場合、黄色〜黒色調の顔料として遷移金属酸化物系(Fe2O3、Fe3O4)、サーモンピンク調の顔料としてジルコン系(ZrSiO4−Fe2O3)、トルコブルー調の顔料としてジルコン系(ZrSiO4−V2O5)、グレー調の顔料としてジルコン系(ZrSiO4−NiO−CoO)、コバルトブルー調の顔料としてアルミナ−スピネル系(CoO−ZnO−Al2O3)、ピンク調の顔料としてアルミナ−スピネル系(Mno−SiO2−Al2O3)、グリーン調の顔料として遷移金属酸化物系(NiO)、ブルー調の顔料として遷移金属酸化物系(CoO)、イエロー調の顔料としてジルコン系(ZrSiO4−−Pr6O11)、オレンジ調の顔料として希土類金属酸化物系(Pr6O11)が挙げられる。
【0015】
(実施形態4)
本実施形態は実施形態1〜3と基本的には同様の構成および同様の作用効果を有するため、図1〜図3を準用する。セラミックスとしては、アルミナ(白色)、アルミナおよびジルコニアを含むアルジルが好ましい。更に、窒化珪素(サイアロンを含む)、炭化珪素、ムライト、スピネル等のいずれかとしても良い。窒化珪素は黒味を帯びる。このため、白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときであっても、切断箇所が使用者に視認されにくいおそれが避けられ、包丁による切断作業の高速化に貢献できる。絵柄模様4の色は、黒味を背景として映える色が好ましい。
【0016】
(製造形態)
本発明に係る切断刃具の製造形態の一例を説明する。まず、セラミックスの原料粉末を用意する。原料粉末の粒径は1次粒子では0.01〜1.0μm、殊に0.05〜0.5μmが例示され、スプレー顆粒(2次粒子)では10〜100μm、殊に30〜70μmが例示される。次に、原料粉末の集合体を加圧成形して圧密成形体を形成する。加圧力は適宜設定されるが、10MPa〜500MPa、殊に80〜120MPaが例示される。この場合、成形片のキャビティに装填した原料粉末の集合体を油圧プレス、メカプレス等の加圧手段により加圧させることが好ましい。この場合、刃部2に相当する部分について局部的に、刃部2以外の部位に比較して、原料粉末の配合を変えても良い。刃部2は、特に高強度および高靱性が要請されるためである。顔料を原料粉末に適宜配合し、着色セラミックスとしても良い。更に場合によっては、成形にあたり、CIP、HPを必要に応じて利用しても良い。場合によっては、押出加工、射出成形等で圧密成形体を形成しても良い。次に、圧密成形体を焼成炉において焼成させて焼成体を形成する。この場合、大気雰囲気において常温から焼成温度(例えば1400℃)まで昇温させる。加熱時間としては原料粉末に応じて選択できるが、20〜60時間、特に40〜50時間が例示される。1450℃以上における加熱時間としては0.1〜10時間、特に1〜3時間が例示される。常温付近に焼成体が冷却されたら、必要に応じて焼成体の肉厚および表面粗さを調整する。この場合、平面研削盤、ラップ研磨盤を用いることができる。更に、刃部2に相当する部分について砥石等で1次刃付加工を行う。
【0017】
次に、釉薬等で絵柄模様が描かれている転写片を用い、焼成体の刃体1に相当する部分等に転写片を適宜貼り付けて絵柄模様4を焼成体の表面に転写させる。次に、絵柄模様4が転写された焼成体を更に焼成炉において焼成させて本焼成体を形成する。これにより絵柄模様4が刃体1等に焼き付けられて一体化される。絵柄模様4の強度が確保され、絵柄模様4の耐摩耗性が向上する。この場合、大気雰囲気において常温から800℃プラスマイナス150℃の温度領域まで昇温させる。時間としては10〜40時間が例示される。次に、刃部2に相当する部分に砥石等で2次刃付加工を行い、刃部2を形成する。万一、刃部2の部分に絵柄模様4が付着していたときには、刃部2に付着していた絵柄模様4を除去させることができる。次に、木または樹脂で形成された柄5を刃体1に組み付ける。場合によっては、1次刃付加工を省略し、2次刃付加工のみで刃部2を形成しても良い。なお、場合によっては、2次刃付加工を省略し、1次刃付加工のみで刃部2を形成しても良い。
【0018】
製造形態の他例を説明する。まず、セラミックスの原料粉末を用意する。次に、原料粉末の集合体を加圧成形して圧密成形体を形成する。加圧力は適宜設定される、この場合、油圧プレス、メカプレス、CIP、HPを必要に応じて利用できる。加圧力は適宜設定されるが、10〜500MPa、殊に80〜120MPaが例示される。次に、絵柄模様4が描かれている転写片を圧密成形体のうち刃体1に相当する部分等に必要に応じて貼り付けて絵柄模様4を圧密成形体の表面に転写させる。次に、絵柄模様4が転写された圧密成形体を焼成炉において焼成させて焼成体を形成する。この場合、大気雰囲気において常温から焼成温度(例えば1450℃)まで昇温させる。加熱時間としては20〜60時間、特に40〜50時間が例示される。次に、常温付近に冷却されたら、焼成体の肉厚を調整すると共に、刃部2に相当する部分について砥石等で刃付加工を行い、刃部2を形成する。次に、木または樹脂で形成された柄5を刃体1に組み付ける。なお製造過程および製造条件は上記に限定されるものではない。転写に限らず、筆などの絵具で釉薬を圧密成形体または焼成体の表面に塗布しても良い。この場合、第1表面11に塗布する釉薬の厚みと、第2表面12に塗布する釉薬の厚みとを変えることができる。また、背辺1u側に塗布する釉薬の厚みと、刃部2側に塗布する釉薬の厚みとを変えることができる。
【0019】
(実施形態5)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1および刃部2を構成するジルコニアは肉厚が薄いと透光性をもつことがある。このため第1表面11および第2表面12のうち反対側の模様が透過するおそれがあることがある。そこで、これを抑制させるため、ジルコニアに顔料等の添加剤を配合しておくことが好ましい。添加剤としてAl2O3、TiO2が挙げられる。添加剤の顔料の配合量としては質量比で0.1〜10%、殊に1〜2%が挙げられる。本実施形態の特徴は他の実施形態に適用しても良い。
【0020】
(実施形態6)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1を構成する第1表面11および第2表面12のうち、被対象物100に対向する側(すなわち、右利きの使用者が包丁の柄5をもつとき、第1表面11)において形成されている絵柄模様4の投影面積をS1とする。切断片102に対向する側(すなわち、右利きの使用者が柄5をもつとき、第2表面12)において形成されている絵柄模様4の投影面積をS2とする。S2>S1であれば、絵柄模様4による凹凸を利用して、キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。場合によっては、S1>S2としても良い。
【0021】
(実施形態7)
図4は実施形態7を示す。本実施形態は上記した各実施形態と基本的には同様の構成および同様の作用効果を有する。右手利きの使用者が柄5を持って切断作業するとき、第1表面11は左側となり、第2表面12は右側となる。ここで、第1表面11に形成されている絵柄模様4の第1表面11からの突出量をt1とする。第2表面12に形成されている絵柄模様4の第2表面12からの突出量をt2とする。このとき、t2>t1とされている。換言すると、刃体1を構成する第1表面11および第2表面12のうち、切断前の被対象物100に対向する側をt1とし、切断片102に対向する側をt2とする。t2>t1であれば、キュウリ片等の切断片102が第2表面12に吸着することが抑制される。よって切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。場合によっては、t1>t2としても良い。なお、第1表面11に形成されている絵柄模様4の第1表面11からの突出量をt1とし、第2表面12に形成されている絵柄模様4の第2表面12からの突出量をt2としているが、これに限らない。例えば、第1表面11の広い面積に絵柄模様4が形成され、第2表面12の広い面積に絵柄模様4が形成されている場合には、第1表面11における絵柄模様4自体における最薄層の絵柄部分に対する最厚層の絵柄部分の突出量をt1としても良い。同様に、第2表面12に形成されている絵柄模様4自体における最薄層の絵柄部分に対する最厚層の絵柄部分の突出量をt2としても良い。要するに、第1表面11に絵柄模様4が形成され、第2表面12に絵柄模様4が形成されている場合には、第1表面11に形成された絵柄模様4に基づく刃体1の厚み方向の突出量をt1とする。第2表面12に形成された絵柄模様4に基づく刃体1の厚み方向の突出量をt2とする。後の実施例についても同様である。
【0022】
(実施形態8)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1を構成する第1表面11および第2表面12のうち、被対象物100に対向する側の絵柄模様4の投影面積をS1、刃体1の表面からの絵柄模様4に基づく突出量をt1とする。切断片102に対向する側の絵柄模様4の投影面積をS2、絵柄模様4に基づく突出量をt2とする。この場合、S2>S1、および、t2>t1であれば、キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。
【0023】
(実施形態9)
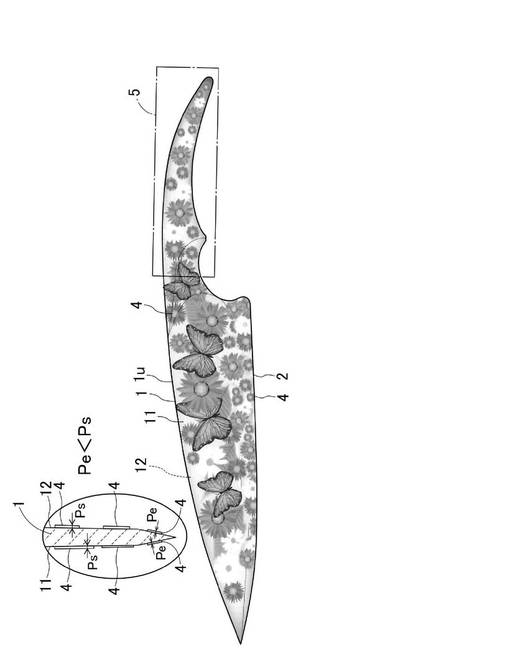
図5は実施形態9を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。絵柄模様4は刃部2にも形成されている。この場合、刃部2にも特有の絵柄模様4が形成されているため、加飾性が更に高まる。刃部2のうち第1表面11側の面と第2表面12側の面とにも絵柄模様4が形成されていることが好ましい。キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。この場合、刃部2にも特有の絵柄模様4が形成されているため、加飾性が更に高まる。更に、第1表面11および/または第2表面12に形成されている絵柄模様4に基づく厚み方向の突出量をPsとする。刃部2に形成されている絵柄模様4に基づく厚み方向の突出量をPeとする。このとき、PeはPsよりも小さい(Pe<Ps)。この場合、刃部2による切断性を損なうことが抑制される。図5に示すように、刃体1の色と相違する色をもつ絵柄模様4が刃部2にも形成されているため、白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときであっても、刃部2に形成されている絵柄模様4の絵色によって切断箇所が使用者に視認されにくいおそれが避けられ、包丁による切断作業の高速化に貢献できる。本実施形態の特徴は他の実施形態に適用しても良い。
【0024】
(実施形態10)
図6は実施形態10を示す。本実施形態は上記した実施形態と基本的には同様の構成および同様の作用効果を有する。刃部2のうちキュウリ片等の切断片102が対向する側の表面(第2表面12)に、絵柄模様4が形成されている。この場合、キュウリ片等の切断片102を刃体1から切り離すのに有利である。刃部2は切断機能を果たすため、鋭利であり、肉厚が薄い。このため、刃部2においては、第1表面11および第2表面12のうちの一方に形成されている絵柄模様4が他方側に透過することがある。殊に、肉厚が薄いジルコニアは光透過性をもつことがある。そこで、刃部2のうち被対象物100が対向する側の表面(第1表面11)には、絵柄模様4が形成されていない。この場合、刃部2による切断性が良好に確保される。更に、第1表面11側の絵柄模様と第2表面12側の絵柄模様4とが互いに透過されて重なって視認されることが抑えられ、意匠性が損なわれない。本実施形態の特徴は他の実施形態に適用しても良い。
【0025】
(実施形態11)
図7は実施形態11を示す。本実施形態は上記した実施形態と基本的には同様の構成および同様の作用効果を有する。第1表面11および第2表面第12には絵柄模様4が形成されている。絵柄模様4のうち背辺1u側の厚みはtuとされている。絵柄模様4のうち刃部2側の厚みはtdとされている。td<tuとされている。このため加飾性が高められつつ、刃部2による切断性が確保されている。なお、刃部2による切断性を考慮すると、絵柄模様4の厚みは、背辺1uから刃部2に向かうにつれて薄くなることが好ましい。厚みtdを形成する絵柄模様の転写片と、厚みtuを形成する絵柄模様の転写片とを別体とすることができる。
【0026】
(実施形態12)
図8は実施形態12を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。平坦な第1表面11および第2表面12には、所定の形状(例えば星形とするが、円形状でも良い)の複数の絵柄模様4が散点状に焼き付けられている。刃体1の厚み方向(t方向)において第1表面11および/または第2表面12から外方に微小量突出する。突出量は、刃部2を除く刃体1の最大厚みをtmaxとすると、tmaxよりも小さいことが好ましい。tmax/3以下、tmax/4以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向における絵柄模様4に基づく突出量は、1mm以下、0.6mm以下にできる。絵柄模様4は刃部2に形成されていない。刃部2による切断性を確保するためである。場合によっては、平坦な第1表面11および第2表面12のうち絵柄模様4に該当する部位には凹部18が形成されており、凹部18の底面18cに絵柄模様4が被覆されていても良い。絵柄模様4は凹部18の内に収容されており、第1表面11および第2表面12から厚み方向の外方に突出しておらず、退避している。
【0027】
(実施形態13)
図9は実施形態13を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。平坦な第1表面11および第2表面12には、複数の浅溝19が刃部2から背辺1uに刃部2にかけて形成されている。浅溝19の底面19cに釉薬部4eが塗布されて焼き付けられている。これにより刃部2による切断性を確保させつつ、絵柄模様4が形成されている。従って、絵柄模様4は、刃体1の厚み方向において第1表面11および/または第2表面12から内方に微小量退避している。退避量は、刃部2を除く刃体1の最大厚みをtmaxとすると、tmax/3以下、tmax/4以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向(矢印t方向)における絵柄模様4の表面11,12からの退避量は、0.3mm以下にできる。なお、浅溝19および絵柄模様4を刃部2に形成されていない形態としても良い。
【0028】
(実施形態14)
図10は実施形態14を示す。本実施形態は各実施形態と基本的には同様の構成および同様の作用効果を有しており、ナイフに適用されており、共通する部位には共通の符号を付する。
【0029】
(実施形態15)
図11は実施形態15を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有しており、切断刃具としてはさみに適用されている。はさみは、(i)互いに背向する第1表面11fおよび第2表面12fをもつ第1刃体1fと、(ii)互いに背向する第1表面11sおよび第2表面12sをもつ第2刃体1sと、(iii)第1刃体1fの先端縁に設けられた第1刃部2fと、(iv)第2刃体1sの先端縁に設けられた第2刃部2sと、(v)第1刃体1fを指で操作する第1柄5f(操作部)と、(vi)第2刃体1sを指で操作する第2柄5s(操作部)とをもつ。第1刃体1fおよび第2刃体1sは、上記したジルコニア等のセラミックスで形成されている。第1刃体1fのうち第2刃体1sに対面しない側の第1表面11fには、絵柄模様4が形成されており、加飾性が高められている。第1刃体1fのうち第2刃体1sに対面する側の第2表面12fには、絵柄模様4が形成されておらず、はさみの切断機能の低下が抑えられている。第2刃体1sのうち第1刃体1fに対面しない側の第1表面11sには、絵柄模様4が形成されており、加飾性が高められている。第2刃体1sのうち第1刃体1fに対面する側の第2表面12sには、絵柄模様4が形成されておらず、はさみの切断機能の低下が抑えられている。
【0030】
(その他)本発明は上記し且つ図面に示した実施形態のみに限定されるものではなく、 要旨を逸脱しない範囲内で適宜変更して実施できる。本明細書から次の技術的思想が付記項として把握される。(付記項1)互いに背向する第1表面および第2表面をもつ刃体と、刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であることを特徴とする切断刃具。(付記項2)セラミックスの圧密成形体を用意する工程と、圧密成形体を焼成させて焼成体を形成する工程と、絵柄模様となる絵柄を焼成体の表面に形成する工程と、絵柄を形成した焼成体を焼成させると共に絵柄を焼成体に焼き付ける工程と、焼成体に刃部を形成する工程とを含む切削刃具の製造方法。(付記項2)セラミックスの圧密成形体を用意する工程と、絵柄模様となる絵柄を圧密成形体の表面に形成する工程と、圧密成形体を焼成させて焼成体を形成すると共に絵柄を焼成体に焼き付ける工程と、焼成体に刃部を形成する工程とを含む切削刃具の製造方法。
【符号の説明】
【0031】
1は刃体、11は第1表面、12は第2表面、2は刃部、3は接続部、4は絵柄模様、5は柄(操作部)を示す。
【技術分野】
【0001】
本発明は包丁、ナイフ、はさみ等の切断刃具に関する。
【背景技術】
【0002】
切断刃具としての包丁は、互いに背向する第1表面および第2表面をもつ刃体と、刃体の先端縁に設けられた刃部と、操作部とをもつ。刃体および刃部は一般的にはステンレス鋼などの金属で形成されている。セラミックスで形成されている包丁も知られている(特許文献1,2)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−271959号公報
【特許文献2】特開2004−089620号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記した技術によれば、包丁の加飾性を高めるには限界があった。また金属の包丁には、絵柄模様を貼り付けたものも知られているが、絵柄模様が早期に剥離してしまうおそれがある。本発明は上記した実情に鑑みてなされたものであり、刃体に形成されている絵柄模様の剥離を抑えると共に、加飾性を高めるのに有利な切断刃具を提供するにある。
【課題を解決するための手段】
【0005】
本発明に係る切断刃具は、互いに背向する第1表面および第2表面をもつ刃体と、前記刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であって、第1表面および第2表面のうちの少なくとも一方は、刃体に焼き付けられた絵柄模様を有することを特徴とする。絵柄模様は加飾性を高める。絵柄模様としては、デザイン性が高いものが好ましく、花等の植物、動物、虫、キャラクター、山、海、川等の風景、寺等の建築物等が挙げられる。また、絵柄模様は切断刃具の刃体に焼き付けられているため、絵柄模様と刃体との一体性が確保される。よって絵柄模様の剥離が抑えられる。
【発明の効果】
【0006】
本発明によれば、絵柄模様の剥離を抑えると共に、加飾性を高めるのに有利な切断刃具を提供する。
【図面の簡単な説明】
【0007】
【図1】実施形態1に係り、包丁を示す側面図である。
【図2】実施形態1に係り、包丁で切断片を切断させる状態を示す断面図である。
【図3】実施形態2に係り、包丁を示す側面図である。
【図4】実施形態7に係り、包丁で切断片を切断させる状態を示す断面図である。
【図5】実施形態9に係り、包丁を示す側面図である。
【図6】実施形態10に係り、包丁で切断片を切断させる状態を示す断面図である。
【図7】実施形態11に係り、包丁で切断片を切断させる状態を示す断面図である。
【図8】実施形態12に係り、包丁を示す側面図である。
【図9】実施形態13に係り、包丁を示す側面図である。
【図10】実施形態14に係り、ナイフを示す側面図である。
【図11】実施形態15に係り、はさみを示す側面図である。
【発明を実施するための形態】
【0008】
本発明によれば、次の好ましい形態が採用できる。好ましくは、絵柄模様は、刃体の厚み方向において外方に突出している。第1表面に形成されている絵柄模様の投影面積をS1とし、第2表面に形成されている絵柄模様の投影面積をS2とするとき、好ましくは、S1>S2、または、S2>S1とされている。絵柄模様は刃部に形成されていることができる。この場合、第1表面および/または第2表面に形成されている絵柄模様に基づく突出量をPsとし、刃部に形成されている絵柄模様に基づく突出量をPeとするとき、好ましくは、PeはPsよりも小さい。この場合、刃部の切断性が確保される。絵柄模様に基づく突出量は、第1表面(第2表面)に対する絵柄模様自体の突出量でもよいし、あるいは、絵柄模様が広い面積で形成されている場合には、絵柄模様自体によって形成される突出量でも良い。好ましくは、絵柄模様は刃部に形成されていない。切断刃具としては包丁、ナイフ、はさみ、皮むき器が挙げられる。
【0009】
(実施形態1)
図1および図2は実施形態1を示す。図1に示すように、切断刃具は包丁であり、互いに背向する第1表面11および第2表面12をもつ刃体1と、刃体1の先端縁に設けられた刃部2と、接続部3と、接続部3に接続された操作部として機能する柄5とをもつ。刃体1、刃部2、接続部3は、セラミックス(セラミックス焼成体)で形成されている。セラミックスとしては、強度および靭性を考慮すると、ジルコニアが好ましい。ジルコニアは、イットリア、カルシア、マグネシア、セリア等の安定化剤を配合していることが好ましい。ジルコニアに対して外掛けで安定化剤は0.1〜25モル%、0.1〜20モル%、殊に2〜4モル%含有されていることが好ましい。ジルコニアは安定化剤を抑えた部分安定化ジルコニア(PSZ)、安定化剤を増加させた安定化ジルコニア(FSZ)が挙げられる。なお、PSZの場合には、セラミックス焼成体の平均粒径は0.1〜2.0μmにできるが、これに限定されるものではない。一般的には粒径が細かい方が強靱性が高くなる。FSZの場合には、セラミックス焼成体の平均粒径は1.0〜20μmにできるが、これに限定されるものではない。
【0010】
右手利きの使用者が包丁の柄5を持って切断作業するとき、第1表面11は左側となり、第2表面12は右側となる(図2参照)。刃体1を構成する第1表面11および第2表面12の双方は、絵柄模様4を有する。第1表面11の外方に露出する表面積を相対表示で100とするとき、絵柄模様4の投影面積は100のうち60以上を占め、実質的には70以上、80以上を占めている。第2表面12についても、同様である。絵柄模様4の投影面積とは、絵柄模様4を構成する釉薬等の成分が占める投影面積を意味する。絵柄模様4は、刃体1の厚み方向において第1表面11および第2表面12から外方に微小量突出しており、高い加飾性をもつことが好ましい。突出量は、刃部2および接続部3を除く刃体1の最大厚みをtmaxとすると、tmaxよりも小さいことが好ましい。tmax/2以下、tmax/3以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向における絵柄模様4に基づく突出量は、2mm以下、1mm以下、0.8mm以下、0.6mm以下、さらには、0.4mm以下、0.2mm以下にできる。絵柄模様4は刃部2に形成されていない。刃部2による切断性を確保するためである。本実施形態によれば、第1表面11に形成されている絵柄模様4の投影面積をS1とし、第2表面12に形成されている絵柄模様4の投影面積をS2とするとき、S1/S2=0.4〜1.6の範囲内、0.6〜1.4の範囲内、0.7〜1.3の範囲内、0.8〜1.2の範囲内とされていることが好ましい。図2に示すように、被対象物100から切断片102を刃部2で切断して切り離すとき、切断片102が刃体1の表面に吸着されるおそれがある。殊に、キュウリなどの野菜を切断するとき、キュウリ片等の切断片102が刃体1に吸着されるおそれがある。切断片102と刃体1との間に介在する水の表面張力等のためと考えられる。本実施形態によれば、図2から理解できるように、絵柄模様4が厚み方向(矢印t方向)において第1表面11および第2表面12から突出しているため、キュウリ片等の切断片102が刃体1に吸着することが抑制され、切断片102を刃体1から切り離すのに有利である。
【0011】
ところで、包丁がジルコニアで形成されている場合には、絵柄模様が無いときには、刃体1および刃部2はジルコニア焼成体の母材の色である乳白色等の白色系をなす。このため白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときには、切断箇所が使用者に視認されにくいおそれがあり、包丁による切断作業の高速化には限界がある。この点本実施形態によれば、着色された絵柄模様4は白色系とは異なることが多いため、白色の被対象物100を切断するときであっても、切断箇所が使用者に容易に視認され、包丁による切断作業の高速化に有利である。更に絵柄模様4は凹凸を形成するため、水が凹凸に微小に付着するおそれがある。このような場合であっても、包丁の刃体1および刃部2はジルコニア等のセラミックスで形成されているため、腐食が抑えられる。
【0012】
また、対象物がケーキ類等の軟質体であるときには、切断刃具を暖めると、切断性が高まることがある。この場合、セラミックスは鋼系に比較して保温性に優れているため、切断性が長時間にわたり確保されやすい。この場合にも、絵柄模様4の適度の凸により、刃体1からの切断片102の剥がし性が確保される。接続部3には、木または樹脂で形成された柄5が取り付けられる。本実施形態によれば、セラミックス製の接続部3にも絵柄模様4が形成されている。この場合、柄5の挿入孔50に接続部3が圧入等で挿入されるとき、接続部3の絵柄模様4で形成されてる凹凸が柄5の挿入孔50の内壁面に適度に係合し、柄5の取付強度が確保され易い。なお、接続部3を廃止し、セラミックス製の手持ち用の柄をセラミックス製の刃体1と一体に成形していても良い。
【0013】
(実施形態2)
図3は実施形態2を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。接続部3には、木または樹脂で形成された柄5が取り付けられる。セラミックス製の接続部3および刃部2には、絵柄模様4が形成されていないため、絵付けコストが低減される。
【0014】
(実施形態3)
本実施形態は実施形態1,2と基本的には同様の構成および同様の作用効果を有するため、図1〜図3を準用する。包丁を形成するセラミックスとしては着色セラミックスとしても良い。顔料を配合した着色ジルコニアとしても良い。着色は、絵柄模様4を考慮して選択することが好ましい。この場合、黄色〜黒色調の顔料として遷移金属酸化物系(Fe2O3、Fe3O4)、サーモンピンク調の顔料としてジルコン系(ZrSiO4−Fe2O3)、トルコブルー調の顔料としてジルコン系(ZrSiO4−V2O5)、グレー調の顔料としてジルコン系(ZrSiO4−NiO−CoO)、コバルトブルー調の顔料としてアルミナ−スピネル系(CoO−ZnO−Al2O3)、ピンク調の顔料としてアルミナ−スピネル系(Mno−SiO2−Al2O3)、グリーン調の顔料として遷移金属酸化物系(NiO)、ブルー調の顔料として遷移金属酸化物系(CoO)、イエロー調の顔料としてジルコン系(ZrSiO4−−Pr6O11)、オレンジ調の顔料として希土類金属酸化物系(Pr6O11)が挙げられる。
【0015】
(実施形態4)
本実施形態は実施形態1〜3と基本的には同様の構成および同様の作用効果を有するため、図1〜図3を準用する。セラミックスとしては、アルミナ(白色)、アルミナおよびジルコニアを含むアルジルが好ましい。更に、窒化珪素(サイアロンを含む)、炭化珪素、ムライト、スピネル等のいずれかとしても良い。窒化珪素は黒味を帯びる。このため、白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときであっても、切断箇所が使用者に視認されにくいおそれが避けられ、包丁による切断作業の高速化に貢献できる。絵柄模様4の色は、黒味を背景として映える色が好ましい。
【0016】
(製造形態)
本発明に係る切断刃具の製造形態の一例を説明する。まず、セラミックスの原料粉末を用意する。原料粉末の粒径は1次粒子では0.01〜1.0μm、殊に0.05〜0.5μmが例示され、スプレー顆粒(2次粒子)では10〜100μm、殊に30〜70μmが例示される。次に、原料粉末の集合体を加圧成形して圧密成形体を形成する。加圧力は適宜設定されるが、10MPa〜500MPa、殊に80〜120MPaが例示される。この場合、成形片のキャビティに装填した原料粉末の集合体を油圧プレス、メカプレス等の加圧手段により加圧させることが好ましい。この場合、刃部2に相当する部分について局部的に、刃部2以外の部位に比較して、原料粉末の配合を変えても良い。刃部2は、特に高強度および高靱性が要請されるためである。顔料を原料粉末に適宜配合し、着色セラミックスとしても良い。更に場合によっては、成形にあたり、CIP、HPを必要に応じて利用しても良い。場合によっては、押出加工、射出成形等で圧密成形体を形成しても良い。次に、圧密成形体を焼成炉において焼成させて焼成体を形成する。この場合、大気雰囲気において常温から焼成温度(例えば1400℃)まで昇温させる。加熱時間としては原料粉末に応じて選択できるが、20〜60時間、特に40〜50時間が例示される。1450℃以上における加熱時間としては0.1〜10時間、特に1〜3時間が例示される。常温付近に焼成体が冷却されたら、必要に応じて焼成体の肉厚および表面粗さを調整する。この場合、平面研削盤、ラップ研磨盤を用いることができる。更に、刃部2に相当する部分について砥石等で1次刃付加工を行う。
【0017】
次に、釉薬等で絵柄模様が描かれている転写片を用い、焼成体の刃体1に相当する部分等に転写片を適宜貼り付けて絵柄模様4を焼成体の表面に転写させる。次に、絵柄模様4が転写された焼成体を更に焼成炉において焼成させて本焼成体を形成する。これにより絵柄模様4が刃体1等に焼き付けられて一体化される。絵柄模様4の強度が確保され、絵柄模様4の耐摩耗性が向上する。この場合、大気雰囲気において常温から800℃プラスマイナス150℃の温度領域まで昇温させる。時間としては10〜40時間が例示される。次に、刃部2に相当する部分に砥石等で2次刃付加工を行い、刃部2を形成する。万一、刃部2の部分に絵柄模様4が付着していたときには、刃部2に付着していた絵柄模様4を除去させることができる。次に、木または樹脂で形成された柄5を刃体1に組み付ける。場合によっては、1次刃付加工を省略し、2次刃付加工のみで刃部2を形成しても良い。なお、場合によっては、2次刃付加工を省略し、1次刃付加工のみで刃部2を形成しても良い。
【0018】
製造形態の他例を説明する。まず、セラミックスの原料粉末を用意する。次に、原料粉末の集合体を加圧成形して圧密成形体を形成する。加圧力は適宜設定される、この場合、油圧プレス、メカプレス、CIP、HPを必要に応じて利用できる。加圧力は適宜設定されるが、10〜500MPa、殊に80〜120MPaが例示される。次に、絵柄模様4が描かれている転写片を圧密成形体のうち刃体1に相当する部分等に必要に応じて貼り付けて絵柄模様4を圧密成形体の表面に転写させる。次に、絵柄模様4が転写された圧密成形体を焼成炉において焼成させて焼成体を形成する。この場合、大気雰囲気において常温から焼成温度(例えば1450℃)まで昇温させる。加熱時間としては20〜60時間、特に40〜50時間が例示される。次に、常温付近に冷却されたら、焼成体の肉厚を調整すると共に、刃部2に相当する部分について砥石等で刃付加工を行い、刃部2を形成する。次に、木または樹脂で形成された柄5を刃体1に組み付ける。なお製造過程および製造条件は上記に限定されるものではない。転写に限らず、筆などの絵具で釉薬を圧密成形体または焼成体の表面に塗布しても良い。この場合、第1表面11に塗布する釉薬の厚みと、第2表面12に塗布する釉薬の厚みとを変えることができる。また、背辺1u側に塗布する釉薬の厚みと、刃部2側に塗布する釉薬の厚みとを変えることができる。
【0019】
(実施形態5)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1および刃部2を構成するジルコニアは肉厚が薄いと透光性をもつことがある。このため第1表面11および第2表面12のうち反対側の模様が透過するおそれがあることがある。そこで、これを抑制させるため、ジルコニアに顔料等の添加剤を配合しておくことが好ましい。添加剤としてAl2O3、TiO2が挙げられる。添加剤の顔料の配合量としては質量比で0.1〜10%、殊に1〜2%が挙げられる。本実施形態の特徴は他の実施形態に適用しても良い。
【0020】
(実施形態6)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1を構成する第1表面11および第2表面12のうち、被対象物100に対向する側(すなわち、右利きの使用者が包丁の柄5をもつとき、第1表面11)において形成されている絵柄模様4の投影面積をS1とする。切断片102に対向する側(すなわち、右利きの使用者が柄5をもつとき、第2表面12)において形成されている絵柄模様4の投影面積をS2とする。S2>S1であれば、絵柄模様4による凹凸を利用して、キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。場合によっては、S1>S2としても良い。
【0021】
(実施形態7)
図4は実施形態7を示す。本実施形態は上記した各実施形態と基本的には同様の構成および同様の作用効果を有する。右手利きの使用者が柄5を持って切断作業するとき、第1表面11は左側となり、第2表面12は右側となる。ここで、第1表面11に形成されている絵柄模様4の第1表面11からの突出量をt1とする。第2表面12に形成されている絵柄模様4の第2表面12からの突出量をt2とする。このとき、t2>t1とされている。換言すると、刃体1を構成する第1表面11および第2表面12のうち、切断前の被対象物100に対向する側をt1とし、切断片102に対向する側をt2とする。t2>t1であれば、キュウリ片等の切断片102が第2表面12に吸着することが抑制される。よって切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。場合によっては、t1>t2としても良い。なお、第1表面11に形成されている絵柄模様4の第1表面11からの突出量をt1とし、第2表面12に形成されている絵柄模様4の第2表面12からの突出量をt2としているが、これに限らない。例えば、第1表面11の広い面積に絵柄模様4が形成され、第2表面12の広い面積に絵柄模様4が形成されている場合には、第1表面11における絵柄模様4自体における最薄層の絵柄部分に対する最厚層の絵柄部分の突出量をt1としても良い。同様に、第2表面12に形成されている絵柄模様4自体における最薄層の絵柄部分に対する最厚層の絵柄部分の突出量をt2としても良い。要するに、第1表面11に絵柄模様4が形成され、第2表面12に絵柄模様4が形成されている場合には、第1表面11に形成された絵柄模様4に基づく刃体1の厚み方向の突出量をt1とする。第2表面12に形成された絵柄模様4に基づく刃体1の厚み方向の突出量をt2とする。後の実施例についても同様である。
【0022】
(実施形態8)
本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。刃体1を構成する第1表面11および第2表面12のうち、被対象物100に対向する側の絵柄模様4の投影面積をS1、刃体1の表面からの絵柄模様4に基づく突出量をt1とする。切断片102に対向する側の絵柄模様4の投影面積をS2、絵柄模様4に基づく突出量をt2とする。この場合、S2>S1、および、t2>t1であれば、キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。
【0023】
(実施形態9)
図5は実施形態9を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。絵柄模様4は刃部2にも形成されている。この場合、刃部2にも特有の絵柄模様4が形成されているため、加飾性が更に高まる。刃部2のうち第1表面11側の面と第2表面12側の面とにも絵柄模様4が形成されていることが好ましい。キュウリ片等の切断片102を刃体1から切り離すのに有利である。本実施形態の特徴は他の実施形態に適用しても良い。この場合、刃部2にも特有の絵柄模様4が形成されているため、加飾性が更に高まる。更に、第1表面11および/または第2表面12に形成されている絵柄模様4に基づく厚み方向の突出量をPsとする。刃部2に形成されている絵柄模様4に基づく厚み方向の突出量をPeとする。このとき、PeはPsよりも小さい(Pe<Ps)。この場合、刃部2による切断性を損なうことが抑制される。図5に示すように、刃体1の色と相違する色をもつ絵柄模様4が刃部2にも形成されているため、白色系の被対象物100(例えば大根、蒲鉾、白っぽい魚肉等)を刃部2で切断するときであっても、刃部2に形成されている絵柄模様4の絵色によって切断箇所が使用者に視認されにくいおそれが避けられ、包丁による切断作業の高速化に貢献できる。本実施形態の特徴は他の実施形態に適用しても良い。
【0024】
(実施形態10)
図6は実施形態10を示す。本実施形態は上記した実施形態と基本的には同様の構成および同様の作用効果を有する。刃部2のうちキュウリ片等の切断片102が対向する側の表面(第2表面12)に、絵柄模様4が形成されている。この場合、キュウリ片等の切断片102を刃体1から切り離すのに有利である。刃部2は切断機能を果たすため、鋭利であり、肉厚が薄い。このため、刃部2においては、第1表面11および第2表面12のうちの一方に形成されている絵柄模様4が他方側に透過することがある。殊に、肉厚が薄いジルコニアは光透過性をもつことがある。そこで、刃部2のうち被対象物100が対向する側の表面(第1表面11)には、絵柄模様4が形成されていない。この場合、刃部2による切断性が良好に確保される。更に、第1表面11側の絵柄模様と第2表面12側の絵柄模様4とが互いに透過されて重なって視認されることが抑えられ、意匠性が損なわれない。本実施形態の特徴は他の実施形態に適用しても良い。
【0025】
(実施形態11)
図7は実施形態11を示す。本実施形態は上記した実施形態と基本的には同様の構成および同様の作用効果を有する。第1表面11および第2表面第12には絵柄模様4が形成されている。絵柄模様4のうち背辺1u側の厚みはtuとされている。絵柄模様4のうち刃部2側の厚みはtdとされている。td<tuとされている。このため加飾性が高められつつ、刃部2による切断性が確保されている。なお、刃部2による切断性を考慮すると、絵柄模様4の厚みは、背辺1uから刃部2に向かうにつれて薄くなることが好ましい。厚みtdを形成する絵柄模様の転写片と、厚みtuを形成する絵柄模様の転写片とを別体とすることができる。
【0026】
(実施形態12)
図8は実施形態12を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。平坦な第1表面11および第2表面12には、所定の形状(例えば星形とするが、円形状でも良い)の複数の絵柄模様4が散点状に焼き付けられている。刃体1の厚み方向(t方向)において第1表面11および/または第2表面12から外方に微小量突出する。突出量は、刃部2を除く刃体1の最大厚みをtmaxとすると、tmaxよりも小さいことが好ましい。tmax/3以下、tmax/4以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向における絵柄模様4に基づく突出量は、1mm以下、0.6mm以下にできる。絵柄模様4は刃部2に形成されていない。刃部2による切断性を確保するためである。場合によっては、平坦な第1表面11および第2表面12のうち絵柄模様4に該当する部位には凹部18が形成されており、凹部18の底面18cに絵柄模様4が被覆されていても良い。絵柄模様4は凹部18の内に収容されており、第1表面11および第2表面12から厚み方向の外方に突出しておらず、退避している。
【0027】
(実施形態13)
図9は実施形態13を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有する。平坦な第1表面11および第2表面12には、複数の浅溝19が刃部2から背辺1uに刃部2にかけて形成されている。浅溝19の底面19cに釉薬部4eが塗布されて焼き付けられている。これにより刃部2による切断性を確保させつつ、絵柄模様4が形成されている。従って、絵柄模様4は、刃体1の厚み方向において第1表面11および/または第2表面12から内方に微小量退避している。退避量は、刃部2を除く刃体1の最大厚みをtmaxとすると、tmax/3以下、tmax/4以下とすることができる。この場合、刃部2による切断性を損なうことが抑制される。刃体1の厚みによるよるが、厚み方向(矢印t方向)における絵柄模様4の表面11,12からの退避量は、0.3mm以下にできる。なお、浅溝19および絵柄模様4を刃部2に形成されていない形態としても良い。
【0028】
(実施形態14)
図10は実施形態14を示す。本実施形態は各実施形態と基本的には同様の構成および同様の作用効果を有しており、ナイフに適用されており、共通する部位には共通の符号を付する。
【0029】
(実施形態15)
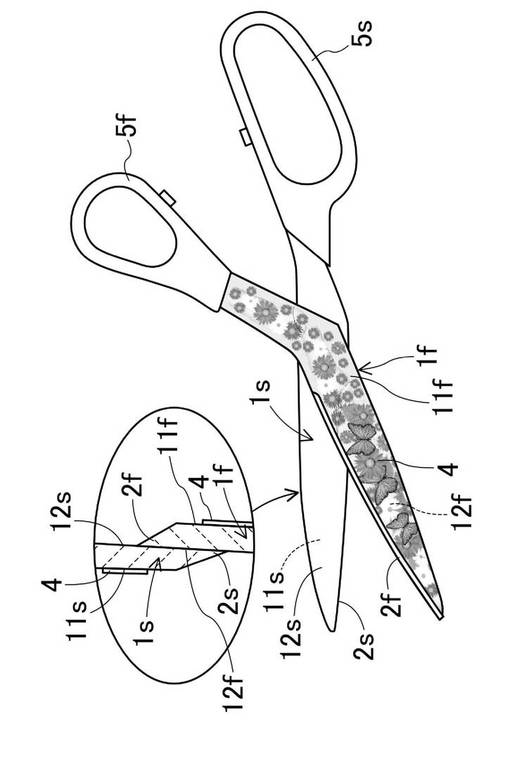
図11は実施形態15を示す。本実施形態は実施形態1と基本的には同様の構成および同様の作用効果を有しており、切断刃具としてはさみに適用されている。はさみは、(i)互いに背向する第1表面11fおよび第2表面12fをもつ第1刃体1fと、(ii)互いに背向する第1表面11sおよび第2表面12sをもつ第2刃体1sと、(iii)第1刃体1fの先端縁に設けられた第1刃部2fと、(iv)第2刃体1sの先端縁に設けられた第2刃部2sと、(v)第1刃体1fを指で操作する第1柄5f(操作部)と、(vi)第2刃体1sを指で操作する第2柄5s(操作部)とをもつ。第1刃体1fおよび第2刃体1sは、上記したジルコニア等のセラミックスで形成されている。第1刃体1fのうち第2刃体1sに対面しない側の第1表面11fには、絵柄模様4が形成されており、加飾性が高められている。第1刃体1fのうち第2刃体1sに対面する側の第2表面12fには、絵柄模様4が形成されておらず、はさみの切断機能の低下が抑えられている。第2刃体1sのうち第1刃体1fに対面しない側の第1表面11sには、絵柄模様4が形成されており、加飾性が高められている。第2刃体1sのうち第1刃体1fに対面する側の第2表面12sには、絵柄模様4が形成されておらず、はさみの切断機能の低下が抑えられている。
【0030】
(その他)本発明は上記し且つ図面に示した実施形態のみに限定されるものではなく、 要旨を逸脱しない範囲内で適宜変更して実施できる。本明細書から次の技術的思想が付記項として把握される。(付記項1)互いに背向する第1表面および第2表面をもつ刃体と、刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であることを特徴とする切断刃具。(付記項2)セラミックスの圧密成形体を用意する工程と、圧密成形体を焼成させて焼成体を形成する工程と、絵柄模様となる絵柄を焼成体の表面に形成する工程と、絵柄を形成した焼成体を焼成させると共に絵柄を焼成体に焼き付ける工程と、焼成体に刃部を形成する工程とを含む切削刃具の製造方法。(付記項2)セラミックスの圧密成形体を用意する工程と、絵柄模様となる絵柄を圧密成形体の表面に形成する工程と、圧密成形体を焼成させて焼成体を形成すると共に絵柄を焼成体に焼き付ける工程と、焼成体に刃部を形成する工程とを含む切削刃具の製造方法。
【符号の説明】
【0031】
1は刃体、11は第1表面、12は第2表面、2は刃部、3は接続部、4は絵柄模様、5は柄(操作部)を示す。
【特許請求の範囲】
【請求項1】
互いに背向する第1表面および第2表面をもつ刃体と、前記刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であって、前記第1表面および前記第2表面のうちの少なくとも一方は、前記刃体に焼き付けられた絵柄模様を有することを特徴とする切断刃具。
【請求項2】
請求項1において、前記絵柄模様は、前記刃体の厚み方向において外方に突出していることを特徴とする切断刃具。
【請求項3】
請求項1において、前記絵柄模様は、前記刃体の厚み方向において内方に退避していることを特徴とする切断刃具。
【請求項4】
請求項1〜3のうちの一項において、前記第1表面に形成されている前記絵柄模様の投影面積をS1とし、前記第2表面に形成されている前記絵柄模様の投影面積をS2とするとき、S1>S2、または、S2>S1とされていることを特徴とする切断刃具。
【請求項5】
請求項1〜4のうちの一項において、前記絵柄模様は前記刃部に形成されていることを特徴とする切断刃具。
【請求項6】
請求項5において、前記第1表面および/または前記第2表面に形成されている前記絵柄模様に基づく突出量をPsとし、前記刃部に形成されている前記絵柄模様に基づく突出量をPeとするとき、PeはPsよりも小さい(Pe<Ps)ことを特徴とする切断刃具。
【請求項7】
請求項1〜6のうちの一項において、包丁、ナイフ、はさみ、皮むき器に用いられることを特徴とする切断刃具。
【請求項1】
互いに背向する第1表面および第2表面をもつ刃体と、前記刃体の先端縁に設けられた刃部と、操作部とをもち、セラミックスで形成された切断刃具であって、前記第1表面および前記第2表面のうちの少なくとも一方は、前記刃体に焼き付けられた絵柄模様を有することを特徴とする切断刃具。
【請求項2】
請求項1において、前記絵柄模様は、前記刃体の厚み方向において外方に突出していることを特徴とする切断刃具。
【請求項3】
請求項1において、前記絵柄模様は、前記刃体の厚み方向において内方に退避していることを特徴とする切断刃具。
【請求項4】
請求項1〜3のうちの一項において、前記第1表面に形成されている前記絵柄模様の投影面積をS1とし、前記第2表面に形成されている前記絵柄模様の投影面積をS2とするとき、S1>S2、または、S2>S1とされていることを特徴とする切断刃具。
【請求項5】
請求項1〜4のうちの一項において、前記絵柄模様は前記刃部に形成されていることを特徴とする切断刃具。
【請求項6】
請求項5において、前記第1表面および/または前記第2表面に形成されている前記絵柄模様に基づく突出量をPsとし、前記刃部に形成されている前記絵柄模様に基づく突出量をPeとするとき、PeはPsよりも小さい(Pe<Ps)ことを特徴とする切断刃具。
【請求項7】
請求項1〜6のうちの一項において、包丁、ナイフ、はさみ、皮むき器に用いられることを特徴とする切断刃具。
【図2】



【図4】
【図6】
【図7】
【図8】

【図9】

【図10】

【図1】
【図3】

【図5】
【図11】
【図4】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1】
【図3】
【図5】
【図11】
【公開番号】特開2011−193974(P2011−193974A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2010−62577(P2010−62577)
【出願日】平成22年3月18日(2010.3.18)
【出願人】(000220767)東京窯業株式会社 (211)
【出願人】(598154785)株式会社水野セラミックス (1)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成22年3月18日(2010.3.18)
【出願人】(000220767)東京窯業株式会社 (211)
【出願人】(598154785)株式会社水野セラミックス (1)
【Fターム(参考)】
[ Back to top ]