
制振シート及び自動車フロアパネルの制振・シーリング成形方法
【課題】制振シートに成形シーリング部材を装填又は介装して自動車フロアパネルと該制振シートを溶着させて一体化し部品点数や施工工数を削減するうえにシーリング機能を向上させる技術を提供する。
【解決手段】自動車に一方及び他方の自動車フロアパネル8a、8bを載置し、かつ予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材7を加熱する。そして、最後の工程としては前記成形シーリング材71(7)が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着し、自動車フロアパネル8a、8bと制振シート6を一体化させシーリング機能を向上させる。
【解決手段】自動車に一方及び他方の自動車フロアパネル8a、8bを載置し、かつ予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材7を加熱する。そして、最後の工程としては前記成形シーリング材71(7)が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着し、自動車フロアパネル8a、8bと制振シート6を一体化させシーリング機能を向上させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、制振シートに成形シーリング部材を装填又は介装して自動車フロアパネルと該制振シートを溶着させて一体化し部品点数や施工工数を削減するうえにシーリング機能を向上させる制振シート及び自動車フロアパネルの制振・シーリング成形方法に関する。
【背景技術】
【0002】
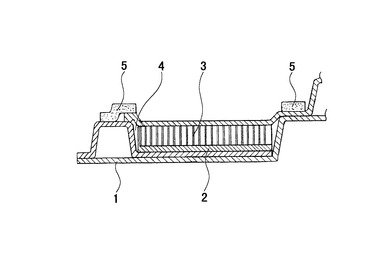
従来、この種の一つの例としての自動車フロアパネルの補強部の防水構造としては、特開平10−250629号特許公開公報に開示した図5に示すものがある。これについて説明すれば、1はフロアを形成するフロアパネルである。一般的には0.65〜0.8mmの厚さの自動車用鋼板が使用される。2はアスファルトシートであり、主としてアスファルトをバインダー成分にして、これに炭酸カルシウム、硫酸バリウム、粉砕古紙、繊維分などの充填材、添加剤などを加えて1.5〜3mm程度の厚さのシート状に加工したものが使用される。3はハニカムであり、段ボール紙製などで、蜂の巣構造を持っているため強度に優れている。フロアパネル1の所望個所には、補強材を積層するための凹部4が設けられており、この凹部4にハニカム3を設置するが、フロアパネル1の振動減衰及びハニカム3との一体化による剛性付与のため、フロアパネル1にはアスファルトシート2が載置される。フロアパネル1に設置された補強用のハニカム3の境界部にまたがるように、中央部に補強用のハニカムとほぼ同形にハーフトリム、ミシン目を設けて設置時に中央部を抜くか、または予め中央部を型抜きしてあるフロアパネル防水用アスファルトシート5を載せ、加熱してアスファルトシート2を溶融軟化させることにより、シールを完全にする。
【0003】
また、従来、この種の他の例としては特開平3−35076号公開特許公報に開示した自動車のボディの鋼板と鋼板の継ぎ目等部材の合せ目をシーリングする方法の技術がある。この技術は、成形シーリング材は、必要に応じて少なくともその一側面に合成樹脂、溶剤等からなる粘着剤を塗布する。この際、その塗布層表面に剥離紙を張り合わせておき、使用時にこの剥離紙を剥がして使用し、成形シーリング材を施工するには、例えば鋼板と鋼板の合わせ目にこの成形シーリング材を載せて加熱する。また、施工面に傾斜角度がついているような場合には、滑らないように粘着剤を塗布した成形シーリング材を使用する。
【特許文献1】特開平10−250629号特許公開公報
【特許文献2】特開平3−35076号公開特許公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の技術は、背景技術で述べたような構成であるので次の課題が存在した。
すなわち、上記一つの例によれば、フロアパネル1の上方に複雑かつ所定厚さの構造を有するハニカム3を載置すると共にフロアパネル防水用アスファルトシート5を載せて、前述したアスファルトシート2を溶融化させる技術であって、自動車フロアパネルの補強部の防水施工工期が長くかつ構造が複雑であり部品点数が増大し、フロアパネル1の上方の厚みが嵩張るという問題点があった。
また、上記他の例によれば、自動車のボディの鋼板と鋼板の継ぎ目等の部材の一側面に合成樹脂や溶剤等からなる粘着剤を塗布する作業を行なうのでシーリング効果が作業員の熟練の度合いより安定性を欠き、制振シートの設置構造の品質に問題点があった。
本発明が解決しようとする課題は、背景技術で述べた問題点を解決することにある。
【課題を解決するための手段】
【0005】
本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法は、自動車フロアパネルの継ぎ目部に対応する箇所に成形シーリング部材を装填し又は介装した構成であって、シーリングのための塗布工程を省略すると共に成形シーリングが複数の異なる厚さの制振シートである場合にも、制振シートの継ぎ手としてシーリング処理を可能とし、さらに施工後に制振シートに当該成形シーリングを挟み込み一体化構造とした技術を提供することを目的としたものであって、次の構成、手段から成立する。
すなわち、請求項1記載の発明は、自動車フロアパネルに使用する制振シートであって該自動車フロアパネルの継ぎ目部に対応する箇所に予め成形シーリング材が装填されていることを特徴とする。
【0006】
請求項2記載の発明は、請求項1記載の発明に於いて、前記制振シートは切欠部又は貫通孔を設け、該切欠部又は貫通孔に前記成形シーリング材が嵌め込まれたことを特徴とする。
【0007】
請求項3記載の発明は、請求項1記載の発明に於いて、前記制振シートは前記自動車フロアパネルの継ぎ目部に対応する箇所で分離されかつ分離された該制振シートの衝当部間に前記成形シーリング部材を介装したことを特徴とする。
【0008】
請求項4記載の発明は、前記請求項1に記載された制振シートを前記自動車フロアパネルに載置する第1工程と、加熱乾燥炉より前記成形シーリング材を加熱する第2工程と、該第2工程により前記成形シーリング材が熱溶融されかつシーリング処理を行うと同時に前記制振シートが前記自動車フロアパネルに熱溶着する第3工程とで成ることを特徴とする。
【発明の効果】
【0009】
本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法は叙上の構成であるので次の効果を奏する。
すなわち、請求項1ないし4記載の発明によれば、制振シートに成形シーリング部材を装填又は介装して自動車フロアパネルと該制振シートを溶着させて一体化し部品点数や施工工数を削減するうえにシーリング機能を向上させると共に従来必要とされたシーラー塗布工程を省略し、併せて成形シーリング材が複数の異なる厚さを有する制振シートの接合部として用いることで一つの成形工程で異なる厚さの制振シートによる制振機能やシーリング処理が可能であるという効果がある。
【発明を実施するための最良の形態】
【0010】
以下、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施の形態について説明する。
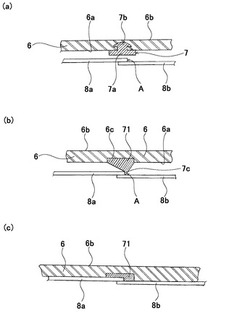
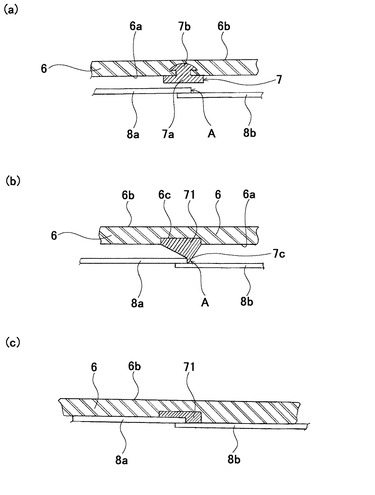
図1(a)は、自動車のフロントフロアに配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施の形態を示す垂直断面図であって、断面略傘状突起を備えた成形シーリング部材を制振シートの一部に嵌め込んだ状態を示している。
【0011】
上記図面に基づき本発明の実施の形態を詳細に説明する。
6は制振シートであり、その肉厚部の一部に予め成形シーリング材7を装填している。該制振シート6は例えば、アスファルトシート、ストレートアスファルト又はゴム変性アスファルトや石油樹脂、熱可塑性樹脂等で構成される。そして、該制振シート6は一方及び他方の自動車フロアパネル8a、8bの上方に配置される。そして、前記成形シーリング材7は、例えば熱可塑性樹脂、すなわちポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニール、ポリ酢酸ビニル、エチレン酢酸ビニル、ポリメタクリル酸メチル等の単体又は共重合体樹脂から適宜選択して成形するものであって、図1(a)に示すように、基体部7aとこれに一体成形されかつ断面略傘状突起7bを有している。
【0012】
前記成形シーリング7の断面略傘状突起7bは予め制振シート6の肉厚部に嵌め込まれて装填している。また、成形シーリング7の基体部7aは制振シート6の下面6aに接合・密着している。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材7の基体部7aの略中央を位置させて予め前記成形シーリング材7が装填されている。この成形シーリング材7は自動車の幅方向、つまり図1(a)に示す表から裏方向に延圧させて所定長を有して成形されている。
【0013】
次に、上述した制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法を説明すれば、先ず図1(a)に示すように、一方及び他方の自動車フロアパネル8a、8bの上に、予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材7を加熱する。そして、最後の工程としては図1(c)に示すように、前記成形シーリング材71(7)が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート6を一体化させシーリング機能を向上させる。当該図1(c)は、上述した図1(a)の構成について施工後に於ける成形シーリング材7が変形した状態を示している。
【実施例1】
【0014】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例1について説明する。
図1(b)は、自動車のフロントフロアに配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例1を示す垂直断面図であって、断面略三角形の棒状体でなる成形シーリング材を制振シートに嵌め込んだ状態を示している。
【0015】
制振シート6の下面6aは切欠され、その切欠部6cに断面略三角形の棒状体でなる成形シーリング材71を嵌め込む。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材71の下端頂部7cを当接しかつ位置させて、予め成形シーリング材71を制振シート6の肉厚部の一部に装填している。
尚、制振シート6の構成素材は前述した実施の形態の説明で述べたものと同一である。
また、制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法は前述した実施の形態の説明と略同一であり、その説明を省略する。
図中、6bは制振シート6の上面である。
【実施例2】
【0016】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例2について説明する。
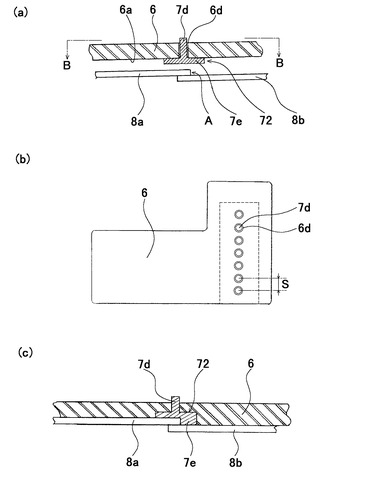
図2(a)は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例2を示す垂直断面図であって、断面略T字形の成形シーリング材を制振シートに嵌め込んだ状態を示している。
【0017】
図2(b)は、図2(a)の矢視B−B線方向から見た平面図である。図2(b)に示すように制振シート6の所定部位に複数個又は多数個の貫通孔6dを自動車の幅方向に一定間隔Sを有して連設し、この貫通孔6d内に前記断面略T字形の成形シーリング72の先端部7dを挿通して装填する。この成形シーリング72は基体部7eとこの基体部7eに一体成形された一連の先端部7dとを有している。該成形シーリング72の基体部7eは、制振シート6の下面6aに接合・密着している。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材72の基体部7eの略中央を位置させて予め前記成形シーリング材72が装填されている。この成形シーリング材72は自動車の幅方向、つまり図2(a)に示す表から裏方向に延圧させて所定長を有して成形されている。
【0018】
次に、上述した制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法を説明すれば、先ず図2(a)に示すように、一方及び他方の自動車フロアパネル8a、8bの上に、予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材72を加熱する。そして、最後の工程としては図2(c)に示すように、前記成形シーリング材72が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着する。当該図2(c)は、上述した図2(a)の構成について施工後に於ける成形シーリング材72が変形した状態を示している。
【実施例3】
【0019】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例3について説明する。
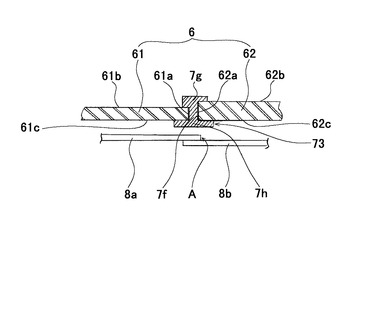
図3は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例3を示す垂直断面図であって、断面略I型の成形シーリング材を制振シートの衝当部間に介装した状態を示している。
【0020】
図3に示すように、制振シート6は一方及び他方の部材61、62で構成され、この一方の部材、つまり一方の制振シート61は薄肉状の制振シート61であり、また他方の部材、つまり他方の制振シート62は肉厚状の制振シート62で構成した場合に適用される。制振シート62を肉厚にする箇所としては、騒音・振動が発生しやすい、例えばホイルハウスプレート部周辺またはエンジンルーム周辺、動力伝達機構周辺部などである。一方の制振シート61の衝当部61aと他方の制振シート62の衝当部62aとの間に例えば、断面略I型の成形シーリング材73の中心軸7fを介装する。該断面略I型の成形シーリング材73は上端部7gと前記中心軸7fと基体部7hとで一体成形され、上端部7gは一方の制振シート61及び他方の制振シート62の上面61b、62bに接合・密着している。また、基体部7hは一方の制振シート61及び他方の制振シート62の下面61c、62cに接合・密着している。
尚、上述した肉厚差のある2つの制振シート61、62を装着する自動車フロアパネルの制振・シーリング成形方法は、上述した実施例1及び2で述べた内容と略同一であり、その説明を省略する。
【実施例4】
【0021】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例4について説明する。
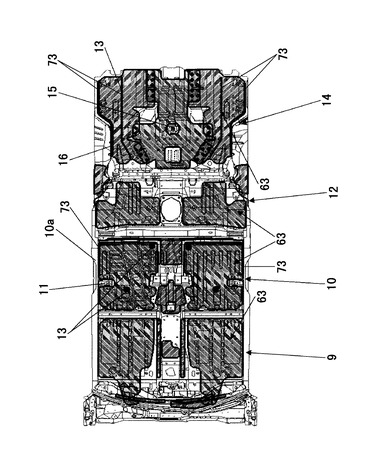
図4は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法であって、具体的には自動車の右側ミドルフロア10に制振シート63を覆設する方法を示す平面図である。
【0022】
図4に示すように、先ず自動車の右側ミドルフロア10に予め上述した成形シーリング材73を装填した制振シート63を覆設する。制振シート63は自動車の右側ミドルフロア10のビーム部11およびサイドシル10a内板に沿って位置合わせを行い覆設する。この時、制振シート63に予め装填された成形シーリング材73がサイドシル10aと自動車の右側ミドルフロア10の継ぎ目部および自動車の右側ミドルフロア10と自動車のリアフロア12の継ぎ目部および水抜き孔13の周縁部に位置決めされる。
そして次の工程としては、別置された加熱乾燥炉により前記成形シーリング材73および制振シート63を加熱する。そして最後の工程としては図1(c)に示すように、前記成形シーリング材73が熱溶融されシーリング処理を行うと同時に制振シート63が自動車の右側ミドルフロア10に熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート63を一体化させシーリング機能を向上させる。
尚、上述した制振シート63を自動車の右側ミドルフロア10に装着する自動車フロアパネルの制振・シーリング成形方法は上述した実施例1及び2で述べた内容と略同一であり、その説明を省略する。
【実施例5】
【0023】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例5について説明する。
図4は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法であって、具体的には自動車のラゲージフロア14に制振シート63を覆設する方法を示す平面図である。
【0024】
図4に示すように、先ず自動車のラゲージフロア14に予め上述した成形シーリング材73を装填した制振シート63を覆設する。制振シート63は自動車のラゲージフロア14の補助タイヤ位置決め用突出部15に位置合わせを行い覆設する。この時、制振シート63に予め装填された成形シーリング材73がホイルハウスプレート16と自動車のリアフロア12の継ぎ目部および水抜き孔13の箇所に位置決めされる。尚、制振シート63は、ホイルハウスプレート16近傍の一方の部材は肉厚に形成され、他方の自動車のラゲージフロア14の中央部は薄厚に形成される。
そして次の工程としては、別置された加熱乾燥炉により前記成形シーリング材73および制振シート63を加熱する。そして最後の工程としては図2(c)に示すように、前記成形シーリング材73が熱溶融されシーリング処理を行うと同時に制振シート63が自動車のラゲージフロア14に熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート63を一体化させシーリング機能を向上させる。
【図面の簡単な説明】
【0025】
【図1】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施の形態や実施例を示す図面であって、(a)は実施の形態を示す垂直断面図、(b)は実施例1を示す垂直断面図、(c)は上記(a)の構成について施工後に於ける成形シーリング材が変形した状態を示す垂直断面図である。
【図2】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける他の実施例を示す図面であって、(a)は実施例2を示す垂直断面図、(b)は(a)の矢視B−B線方向から見た平面図、(c)は上記(a)の構成について施工後に於ける成形シーリング材が変形した状態を示す垂直断面図である。
【図3】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例3を示す垂直断面図である。
【図4】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例4及び5を示す平面図である。
【図5】従来技術に於けるフロアパネル補強部の防水構造の一例を示す垂直断面図である。
【符号の説明】
【0026】
6 制振シート
6a 制振シートの下面
6b 制振シートの上面
6c 制振シートの切欠部
6d 制振シートの貫通孔
61 一方の制振シート
61a 一方の制振シートの衝当部
61b 一方の制振シートの上面
61c 一方の制振シートの下面
62 他方の制振シート
62a 他方の制振シートの衝当部
62b 他方の制振シートの上面
62c 他方の制振シートの下面
63 制振シート
7 成形シーリング材
7a 成形シーリング材の基体部
7b 成形シーリング材の断面略傘状突起
71 成形シーリング材
7c 成形シーリング材の下端頂部
72 成形シーリング材
7d 成形シーリング材の先端部
7e 成形シーリング材の基体部
73 成形シーリング材
7f 成形シーリング材の中心軸
7g 成形シーリング材の上端部
7h 成形シーリング材の基体部
8a 一方の自動車フロアパネル
8b 他方の自動車フロアパネル
10 自動車の右側ミドルフロア
10a 自動車のサイドシル
11 自動車のミドルフロアのビーム部
12 自動車のリアフロア
13 水抜き孔
14 自動車のラゲージフロア
15 補助タイヤ位置決め用突出部
16 ホイルハウスプレート
【技術分野】
【0001】
本発明は、制振シートに成形シーリング部材を装填又は介装して自動車フロアパネルと該制振シートを溶着させて一体化し部品点数や施工工数を削減するうえにシーリング機能を向上させる制振シート及び自動車フロアパネルの制振・シーリング成形方法に関する。
【背景技術】
【0002】
従来、この種の一つの例としての自動車フロアパネルの補強部の防水構造としては、特開平10−250629号特許公開公報に開示した図5に示すものがある。これについて説明すれば、1はフロアを形成するフロアパネルである。一般的には0.65〜0.8mmの厚さの自動車用鋼板が使用される。2はアスファルトシートであり、主としてアスファルトをバインダー成分にして、これに炭酸カルシウム、硫酸バリウム、粉砕古紙、繊維分などの充填材、添加剤などを加えて1.5〜3mm程度の厚さのシート状に加工したものが使用される。3はハニカムであり、段ボール紙製などで、蜂の巣構造を持っているため強度に優れている。フロアパネル1の所望個所には、補強材を積層するための凹部4が設けられており、この凹部4にハニカム3を設置するが、フロアパネル1の振動減衰及びハニカム3との一体化による剛性付与のため、フロアパネル1にはアスファルトシート2が載置される。フロアパネル1に設置された補強用のハニカム3の境界部にまたがるように、中央部に補強用のハニカムとほぼ同形にハーフトリム、ミシン目を設けて設置時に中央部を抜くか、または予め中央部を型抜きしてあるフロアパネル防水用アスファルトシート5を載せ、加熱してアスファルトシート2を溶融軟化させることにより、シールを完全にする。
【0003】
また、従来、この種の他の例としては特開平3−35076号公開特許公報に開示した自動車のボディの鋼板と鋼板の継ぎ目等部材の合せ目をシーリングする方法の技術がある。この技術は、成形シーリング材は、必要に応じて少なくともその一側面に合成樹脂、溶剤等からなる粘着剤を塗布する。この際、その塗布層表面に剥離紙を張り合わせておき、使用時にこの剥離紙を剥がして使用し、成形シーリング材を施工するには、例えば鋼板と鋼板の合わせ目にこの成形シーリング材を載せて加熱する。また、施工面に傾斜角度がついているような場合には、滑らないように粘着剤を塗布した成形シーリング材を使用する。
【特許文献1】特開平10−250629号特許公開公報
【特許文献2】特開平3−35076号公開特許公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の技術は、背景技術で述べたような構成であるので次の課題が存在した。
すなわち、上記一つの例によれば、フロアパネル1の上方に複雑かつ所定厚さの構造を有するハニカム3を載置すると共にフロアパネル防水用アスファルトシート5を載せて、前述したアスファルトシート2を溶融化させる技術であって、自動車フロアパネルの補強部の防水施工工期が長くかつ構造が複雑であり部品点数が増大し、フロアパネル1の上方の厚みが嵩張るという問題点があった。
また、上記他の例によれば、自動車のボディの鋼板と鋼板の継ぎ目等の部材の一側面に合成樹脂や溶剤等からなる粘着剤を塗布する作業を行なうのでシーリング効果が作業員の熟練の度合いより安定性を欠き、制振シートの設置構造の品質に問題点があった。
本発明が解決しようとする課題は、背景技術で述べた問題点を解決することにある。
【課題を解決するための手段】
【0005】
本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法は、自動車フロアパネルの継ぎ目部に対応する箇所に成形シーリング部材を装填し又は介装した構成であって、シーリングのための塗布工程を省略すると共に成形シーリングが複数の異なる厚さの制振シートである場合にも、制振シートの継ぎ手としてシーリング処理を可能とし、さらに施工後に制振シートに当該成形シーリングを挟み込み一体化構造とした技術を提供することを目的としたものであって、次の構成、手段から成立する。
すなわち、請求項1記載の発明は、自動車フロアパネルに使用する制振シートであって該自動車フロアパネルの継ぎ目部に対応する箇所に予め成形シーリング材が装填されていることを特徴とする。
【0006】
請求項2記載の発明は、請求項1記載の発明に於いて、前記制振シートは切欠部又は貫通孔を設け、該切欠部又は貫通孔に前記成形シーリング材が嵌め込まれたことを特徴とする。
【0007】
請求項3記載の発明は、請求項1記載の発明に於いて、前記制振シートは前記自動車フロアパネルの継ぎ目部に対応する箇所で分離されかつ分離された該制振シートの衝当部間に前記成形シーリング部材を介装したことを特徴とする。
【0008】
請求項4記載の発明は、前記請求項1に記載された制振シートを前記自動車フロアパネルに載置する第1工程と、加熱乾燥炉より前記成形シーリング材を加熱する第2工程と、該第2工程により前記成形シーリング材が熱溶融されかつシーリング処理を行うと同時に前記制振シートが前記自動車フロアパネルに熱溶着する第3工程とで成ることを特徴とする。
【発明の効果】
【0009】
本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法は叙上の構成であるので次の効果を奏する。
すなわち、請求項1ないし4記載の発明によれば、制振シートに成形シーリング部材を装填又は介装して自動車フロアパネルと該制振シートを溶着させて一体化し部品点数や施工工数を削減するうえにシーリング機能を向上させると共に従来必要とされたシーラー塗布工程を省略し、併せて成形シーリング材が複数の異なる厚さを有する制振シートの接合部として用いることで一つの成形工程で異なる厚さの制振シートによる制振機能やシーリング処理が可能であるという効果がある。
【発明を実施するための最良の形態】
【0010】
以下、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施の形態について説明する。
図1(a)は、自動車のフロントフロアに配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施の形態を示す垂直断面図であって、断面略傘状突起を備えた成形シーリング部材を制振シートの一部に嵌め込んだ状態を示している。
【0011】
上記図面に基づき本発明の実施の形態を詳細に説明する。
6は制振シートであり、その肉厚部の一部に予め成形シーリング材7を装填している。該制振シート6は例えば、アスファルトシート、ストレートアスファルト又はゴム変性アスファルトや石油樹脂、熱可塑性樹脂等で構成される。そして、該制振シート6は一方及び他方の自動車フロアパネル8a、8bの上方に配置される。そして、前記成形シーリング材7は、例えば熱可塑性樹脂、すなわちポリエチレン、ポリプロピレン、ポリスチレン、ポリ塩化ビニール、ポリ酢酸ビニル、エチレン酢酸ビニル、ポリメタクリル酸メチル等の単体又は共重合体樹脂から適宜選択して成形するものであって、図1(a)に示すように、基体部7aとこれに一体成形されかつ断面略傘状突起7bを有している。
【0012】
前記成形シーリング7の断面略傘状突起7bは予め制振シート6の肉厚部に嵌め込まれて装填している。また、成形シーリング7の基体部7aは制振シート6の下面6aに接合・密着している。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材7の基体部7aの略中央を位置させて予め前記成形シーリング材7が装填されている。この成形シーリング材7は自動車の幅方向、つまり図1(a)に示す表から裏方向に延圧させて所定長を有して成形されている。
【0013】
次に、上述した制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法を説明すれば、先ず図1(a)に示すように、一方及び他方の自動車フロアパネル8a、8bの上に、予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材7を加熱する。そして、最後の工程としては図1(c)に示すように、前記成形シーリング材71(7)が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート6を一体化させシーリング機能を向上させる。当該図1(c)は、上述した図1(a)の構成について施工後に於ける成形シーリング材7が変形した状態を示している。
【実施例1】
【0014】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例1について説明する。
図1(b)は、自動車のフロントフロアに配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例1を示す垂直断面図であって、断面略三角形の棒状体でなる成形シーリング材を制振シートに嵌め込んだ状態を示している。
【0015】
制振シート6の下面6aは切欠され、その切欠部6cに断面略三角形の棒状体でなる成形シーリング材71を嵌め込む。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材71の下端頂部7cを当接しかつ位置させて、予め成形シーリング材71を制振シート6の肉厚部の一部に装填している。
尚、制振シート6の構成素材は前述した実施の形態の説明で述べたものと同一である。
また、制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法は前述した実施の形態の説明と略同一であり、その説明を省略する。
図中、6bは制振シート6の上面である。
【実施例2】
【0016】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例2について説明する。
図2(a)は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例2を示す垂直断面図であって、断面略T字形の成形シーリング材を制振シートに嵌め込んだ状態を示している。
【0017】
図2(b)は、図2(a)の矢視B−B線方向から見た平面図である。図2(b)に示すように制振シート6の所定部位に複数個又は多数個の貫通孔6dを自動車の幅方向に一定間隔Sを有して連設し、この貫通孔6d内に前記断面略T字形の成形シーリング72の先端部7dを挿通して装填する。この成形シーリング72は基体部7eとこの基体部7eに一体成形された一連の先端部7dとを有している。該成形シーリング72の基体部7eは、制振シート6の下面6aに接合・密着している。そして、一方及び他方の自動車フロアパネル8a、8bの継ぎ目部Aに対応する箇所に前記成形シーリング材72の基体部7eの略中央を位置させて予め前記成形シーリング材72が装填されている。この成形シーリング材72は自動車の幅方向、つまり図2(a)に示す表から裏方向に延圧させて所定長を有して成形されている。
【0018】
次に、上述した制振シート6を装着する自動車フロアパネルの制振・シーリング成形方法を説明すれば、先ず図2(a)に示すように、一方及び他方の自動車フロアパネル8a、8bの上に、予め上述した成形シーリング7を装填した制振シート6を覆設する。そして、次の工程としては別置した加熱乾燥炉の動作により前記成形シーリング材72を加熱する。そして、最後の工程としては図2(c)に示すように、前記成形シーリング材72が熱溶融されかつシーリング処理を行うと同時に制振シート6が一方及び他方の自動車フロアパネル8a、8bに熱溶着する。当該図2(c)は、上述した図2(a)の構成について施工後に於ける成形シーリング材72が変形した状態を示している。
【実施例3】
【0019】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例3について説明する。
図3は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法の実施例3を示す垂直断面図であって、断面略I型の成形シーリング材を制振シートの衝当部間に介装した状態を示している。
【0020】
図3に示すように、制振シート6は一方及び他方の部材61、62で構成され、この一方の部材、つまり一方の制振シート61は薄肉状の制振シート61であり、また他方の部材、つまり他方の制振シート62は肉厚状の制振シート62で構成した場合に適用される。制振シート62を肉厚にする箇所としては、騒音・振動が発生しやすい、例えばホイルハウスプレート部周辺またはエンジンルーム周辺、動力伝達機構周辺部などである。一方の制振シート61の衝当部61aと他方の制振シート62の衝当部62aとの間に例えば、断面略I型の成形シーリング材73の中心軸7fを介装する。該断面略I型の成形シーリング材73は上端部7gと前記中心軸7fと基体部7hとで一体成形され、上端部7gは一方の制振シート61及び他方の制振シート62の上面61b、62bに接合・密着している。また、基体部7hは一方の制振シート61及び他方の制振シート62の下面61c、62cに接合・密着している。
尚、上述した肉厚差のある2つの制振シート61、62を装着する自動車フロアパネルの制振・シーリング成形方法は、上述した実施例1及び2で述べた内容と略同一であり、その説明を省略する。
【実施例4】
【0021】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例4について説明する。
図4は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法であって、具体的には自動車の右側ミドルフロア10に制振シート63を覆設する方法を示す平面図である。
【0022】
図4に示すように、先ず自動車の右側ミドルフロア10に予め上述した成形シーリング材73を装填した制振シート63を覆設する。制振シート63は自動車の右側ミドルフロア10のビーム部11およびサイドシル10a内板に沿って位置合わせを行い覆設する。この時、制振シート63に予め装填された成形シーリング材73がサイドシル10aと自動車の右側ミドルフロア10の継ぎ目部および自動車の右側ミドルフロア10と自動車のリアフロア12の継ぎ目部および水抜き孔13の周縁部に位置決めされる。
そして次の工程としては、別置された加熱乾燥炉により前記成形シーリング材73および制振シート63を加熱する。そして最後の工程としては図1(c)に示すように、前記成形シーリング材73が熱溶融されシーリング処理を行うと同時に制振シート63が自動車の右側ミドルフロア10に熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート63を一体化させシーリング機能を向上させる。
尚、上述した制振シート63を自動車の右側ミドルフロア10に装着する自動車フロアパネルの制振・シーリング成形方法は上述した実施例1及び2で述べた内容と略同一であり、その説明を省略する。
【実施例5】
【0023】
次に、本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例5について説明する。
図4は、自動車に配置される制振シート及び自動車フロアパネルの制振・シーリング成形方法であって、具体的には自動車のラゲージフロア14に制振シート63を覆設する方法を示す平面図である。
【0024】
図4に示すように、先ず自動車のラゲージフロア14に予め上述した成形シーリング材73を装填した制振シート63を覆設する。制振シート63は自動車のラゲージフロア14の補助タイヤ位置決め用突出部15に位置合わせを行い覆設する。この時、制振シート63に予め装填された成形シーリング材73がホイルハウスプレート16と自動車のリアフロア12の継ぎ目部および水抜き孔13の箇所に位置決めされる。尚、制振シート63は、ホイルハウスプレート16近傍の一方の部材は肉厚に形成され、他方の自動車のラゲージフロア14の中央部は薄厚に形成される。
そして次の工程としては、別置された加熱乾燥炉により前記成形シーリング材73および制振シート63を加熱する。そして最後の工程としては図2(c)に示すように、前記成形シーリング材73が熱溶融されシーリング処理を行うと同時に制振シート63が自動車のラゲージフロア14に熱溶着する。つまり、自動車フロアパネル8a、8bと制振シート63を一体化させシーリング機能を向上させる。
【図面の簡単な説明】
【0025】
【図1】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施の形態や実施例を示す図面であって、(a)は実施の形態を示す垂直断面図、(b)は実施例1を示す垂直断面図、(c)は上記(a)の構成について施工後に於ける成形シーリング材が変形した状態を示す垂直断面図である。
【図2】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける他の実施例を示す図面であって、(a)は実施例2を示す垂直断面図、(b)は(a)の矢視B−B線方向から見た平面図、(c)は上記(a)の構成について施工後に於ける成形シーリング材が変形した状態を示す垂直断面図である。
【図3】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例3を示す垂直断面図である。
【図4】本発明に係る制振シート及び自動車フロアパネルの制振・シーリング成形方法に於ける実施例4及び5を示す平面図である。
【図5】従来技術に於けるフロアパネル補強部の防水構造の一例を示す垂直断面図である。
【符号の説明】
【0026】
6 制振シート
6a 制振シートの下面
6b 制振シートの上面
6c 制振シートの切欠部
6d 制振シートの貫通孔
61 一方の制振シート
61a 一方の制振シートの衝当部
61b 一方の制振シートの上面
61c 一方の制振シートの下面
62 他方の制振シート
62a 他方の制振シートの衝当部
62b 他方の制振シートの上面
62c 他方の制振シートの下面
63 制振シート
7 成形シーリング材
7a 成形シーリング材の基体部
7b 成形シーリング材の断面略傘状突起
71 成形シーリング材
7c 成形シーリング材の下端頂部
72 成形シーリング材
7d 成形シーリング材の先端部
7e 成形シーリング材の基体部
73 成形シーリング材
7f 成形シーリング材の中心軸
7g 成形シーリング材の上端部
7h 成形シーリング材の基体部
8a 一方の自動車フロアパネル
8b 他方の自動車フロアパネル
10 自動車の右側ミドルフロア
10a 自動車のサイドシル
11 自動車のミドルフロアのビーム部
12 自動車のリアフロア
13 水抜き孔
14 自動車のラゲージフロア
15 補助タイヤ位置決め用突出部
16 ホイルハウスプレート
【特許請求の範囲】
【請求項1】
自動車フロアパネルに使用する制振シートであって該自動車フロアパネルの継ぎ目部に対応する箇所に予め成形シーリング材が装填されていることを特徴とする制振シート。
【請求項2】
前記制振シートは切欠部又は貫通孔を設け、該切欠部又は貫通孔に前記成形シーリング材が嵌め込まれたことを特徴とする請求項1記載の制振シート。
【請求項3】
前記制振シートは前記自動車フロアパネルの継ぎ目部に対応する箇所で分離されかつ分離された該制振シートの衝当部間に前記成形シーリング部材を介装したことを特徴とする請求項1記載の制振シート。
【請求項4】
前記請求項1に記載された制振シートを前記自動車フロアパネルに載置する第1工程と、加熱乾燥炉より前記成形シーリング材を加熱する第2工程と、該第2工程により前記成形シーリング材が熱溶融されかつシーリング処理を行うと同時に前記制振シートが前記自動車フロアパネルに熱溶着する第3工程とで成ることを特徴とする自動車フロアパネルの制振・シーリング成形方法。
【請求項1】
自動車フロアパネルに使用する制振シートであって該自動車フロアパネルの継ぎ目部に対応する箇所に予め成形シーリング材が装填されていることを特徴とする制振シート。
【請求項2】
前記制振シートは切欠部又は貫通孔を設け、該切欠部又は貫通孔に前記成形シーリング材が嵌め込まれたことを特徴とする請求項1記載の制振シート。
【請求項3】
前記制振シートは前記自動車フロアパネルの継ぎ目部に対応する箇所で分離されかつ分離された該制振シートの衝当部間に前記成形シーリング部材を介装したことを特徴とする請求項1記載の制振シート。
【請求項4】
前記請求項1に記載された制振シートを前記自動車フロアパネルに載置する第1工程と、加熱乾燥炉より前記成形シーリング材を加熱する第2工程と、該第2工程により前記成形シーリング材が熱溶融されかつシーリング処理を行うと同時に前記制振シートが前記自動車フロアパネルに熱溶着する第3工程とで成ることを特徴とする自動車フロアパネルの制振・シーリング成形方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−237876(P2007−237876A)
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願番号】特願2006−61999(P2006−61999)
【出願日】平成18年3月8日(2006.3.8)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(000232542)日本特殊塗料株式会社 (35)
【Fターム(参考)】
【公開日】平成19年9月20日(2007.9.20)
【国際特許分類】
【出願日】平成18年3月8日(2006.3.8)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【出願人】(000232542)日本特殊塗料株式会社 (35)
【Fターム(参考)】
[ Back to top ]