
制振材料およびその製法

【課題】 拘束型および非拘束型の制振材料として、広い温度範囲で優れた振動減衰能を発揮し得る様な樹脂材料の選定基準を明確にし、もって様々の使用環境化下で安定して優れた制振性能を発揮し得る様な制振材料を提供すること。
【解決手段】 高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状の粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長の比率(アスペクト比;ω)が、拘束型の場合は0.01〜0.1の範囲内、非拘束型の場合は1.0以下である楕円体状粒子が島状に分散している、制振性能に優れた複合樹脂を開示する。
【解決手段】 高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状の粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長の比率(アスペクト比;ω)が、拘束型の場合は0.01〜0.1の範囲内、非拘束型の場合は1.0以下である楕円体状粒子が島状に分散している、制振性能に優れた複合樹脂を開示する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は制振材料とその製法に関し、より詳細には、拘束型および非拘束型の制振材用として優れた性能を発揮する制振材料とその製法に関するものである。
【背景技術】
【0002】
鋼板やアルミニウム合金板などの金属板あるいはエンプラ(エンジニアリングプラスチック材)等からなる構造物の振動や騒音を低減するための素材として、高分子材料からなる制振材料が知られている。
【0003】
制振材料は、鋼板などからなる板材の表面に貼り付けて用いられるタイプの非拘束型と、鋼板など2枚の板材間にサンドイッチ状に挟み込んで構造体の一部として用いられる拘束型に大別されるが、いずれも、高分子材料の制振性能を表わす損失係数(tanδ)が当該高分子材料のガラス転移温度(Tg)付近で最大となる特性を利用している。
【0004】
尚ガラス転移温度は、一般に秒または分の程度のタイムスケール(振動周波数で約1/60〜1Hzに相当)での実験によって測定されるが、実験が更に速くタイムスケールを短くして行われる場合(振動周波数で1Hz程度以上)には、見掛けのTgは高くなる。Tgの測定法の1つとして採用される振動法では、動的弾性率−温度曲線において動的弾性率が急激に低下する温度として測定されるが、この温度で振動減衰能の程度を表わす損失係数は極大値を取る。振動減衰ピークは、高分子の構造が部分的に緩められて原子団や小さい分子鎖セグメントが運動可能になることと関連していると思われ、こうした現象はTg付近で起こるが、高分子材料における損失係数(tanδ)のピーク温度は周波数によって変わってくる。
【0005】
すなわち通常のガラス転移温度(Tg)は、1/60〜1Hzの範囲の振動試験で損失係数(tanδ)が最大となる温度として測定されるが、1Hzを超える振動試験では損失係数(tanδ)がピークを示す温度は高温側へずれてくる。従って本発明では、該損失係数(tanδ)がピークを示す温度を、通常の「Tg」とは区別して以下「TS」と表す。
【0006】
ちなみに、高分子材料の粘弾性特性に由来して発揮される制振性能は、高分子材料のTgによって一義的に決まる訳ではなく、周波数に応じて最大の損失係数(tanδ)を示す温度TSに依存すると考えられる。また、構造物が設置される環境温度が制振材料として使用される高分子材料のTSと常に一致するわけではなく、予定されたTSと実際の使用環境温度が異なる場合は満足のいく制振性能は発揮されない。
【0007】
そこでこうした問題に対処するため、TSの異なる複数の高分子材をブレンドし、広い温度域で制振性能を発揮し得る様に調整したブレンド樹脂が提案されている。例えば特許文献1,2には、分子量で10,000以上、比重で0.06〜0.15の差がある2種以上のポリエステル系樹脂をブレンドし、ミクロな相分離構造を形成させると、広い温度範囲で損失係数(tanδ)が高められると共に接着性と成形加工性も向上すること、更には、これらに硬化剤を配合して熱硬化型のポリエステルとすれば、接着性が更に高められると共に耐熱性も向上することが明らかにされている。
【0008】
また、制振鋼板に代表される上記拘束型制振材に適した制振材料の粘弾性特性については、例えば特許文献3によると、鋼板などの弾性板の弾性係数(ヤング率)をEとしたとき、弾性板に挟み込む制振材料のせん断弾性係数(この文献では、複素せん断弾性係数G=G1+jG2で表わされている。jは虚数単位である)は、「10-6E≦(G1,G2)≦10-4E」で、且つ「0.5≦(G2/G1=tanδ)≦3.0」という範囲が、全体の制振性能を高める適正範囲であると記載されている。
【0009】
実際、鋼板を弾性板として使用する場合は、上記弾性係数Eに「2×1011Pa」を代入して「2×105Pa≦(G1,G2)≦2×107Pa」の範囲が、またAl合金板の場合は、上記弾性係数Eに「7×1010Pa」を代入して「7×104Pa≦(G1,G2)≦2×106Pa」の範囲が、各制振材の弾性係数の適正範囲であると記載されている。
【0010】
上記特許文献1,2では、組み合わせるポリエステル系樹脂の構造や分子量などを調整し、或いは更に硬化剤を併用して熱硬化型とすることで、広い温度範囲で制振性能を示し且つ接着性や耐熱性を高め得ることが明らかにされている。しかし、例示された樹脂以外の系では、どの様な高分子材料をどの様な組み合わせと比率で混合すればよいかといった観点からの設計指針については、具体的な高分子材料の選定基準を含めて明らかにされていない。
【0011】
また特許文献3に開示された技術を活用すべく、市販接着剤のせん断弾性係数G1(以下、剛性率:μで表わす)と損失係数(tanδ)(=G2/G1)を周波数10Hz〜10KHz、温度20〜80℃の範囲で実際に調べたところ、接着剤の多くは該特許文献3に記載された適正範囲を外れることが分かった。
【0012】
従って、拘束型にしろ、非拘束型にしろ、制振材料として優れた振動減衰性能を発揮させるには、制振性能を与えるための樹脂材料としての選定基準を明確にする必要がある。
【特許文献1】特許第2613502号
【特許文献2】特開2003−221496号
【特許文献3】特開平4−160249号
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は上記の様な事情に着目してなされたものであって、その目的は、拘束型および非拘束型の制振材料として、広い温度範囲で優れた振動減衰能を発揮し得る様な樹脂材料の選定基準を明確にし、もって様々の使用環境下で安定して優れた制振性能を発揮し得る様な制振材料を提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決することのできた本発明に係る制振材料とは、拘束型または非拘束型制振材として使用される制振材料において、高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、拘束型の場合は、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が0.01〜0.1の範囲内である楕円体状粒子が島状に分散しており、また非拘束型の場合は、上記アスペクト比(ω)が1以下である楕円体状粒子が島状に分散しているところに特徴を有している。
【0015】
本発明に係る上記制振材料は、前記母材のせん断弾性係数(以下、剛性率μMと記す)に対する前記楕円体状粒子のせん断弾性係数(以下、剛性率μIと記す)の比(以下、剛性率比μI/μMと記す)が、拘束型の場合は0.02〜0.3の範囲内であることが好ましく、非拘束型の場合は1以下であることが好ましい。また何れの場合も、島状に分散している前記楕円体状粒子の損失係数が最大となる温度TSが、母材の損失係数が最大となる温度TSよりも低いものであることが好ましく、また、該楕円体状粒子として、TSの異なる複数種類の粒子が分散している制振材料は、広い温度範囲で安定して高い損失係数を示すので好ましい。
【0016】
本発明の制振材料を拘束型制振材用の制振材料として使用する場合は、前記母材および楕円体状粒子の素材としてポリウレタン系の形状記憶高分子材が好ましく使用され、一方、非拘束型制振材用の制振材料として使用する場合は、前記母材としてポリオレフィン、前記楕円体状粒子の素材としてポリエステルを使用し、或いは母材としてポリプロピレン、前記楕円体状粒子の素材としてポリイソブチレンを使用することが好ましい。
【0017】
また、非拘束型制振材用の制振材料として使用する場合は、上記母材中に更に他の成分として、該母材の剛性率μMに対する剛性率μHの比(剛性率比:μH/μM)が7以上であり、且つアスペクト比が1.0以下である硬質粒子を分散させると、制振材料としての損失係数を高めつつ、複合樹脂全体の剛性率を高めることができ、非拘束型制振材用としての制振性能を一段と高めることができるので好ましい。
【0018】
本発明の更に他の構成は、上記特性を備えた拘束型制振材用のシート状制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御するところに特徴を有している。
【0019】
また、上記特性を備えた非拘束型制振材用のシート状制振材料を製造する方法としては、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御するところに特徴を有している。
【0020】
また、海成分(マトリックス)に島状粒子が分散した海・島構造とするには、前記母材と島状粒子の溶解度パラメータの差を1[MPa]0.5以上とするのがよい。
【0021】
上記非拘束型制振材用のシート状制振材料を製造する際には、同時、もしくは逐次2軸延伸法を採用し、縦方向、横方向に母材樹脂が引き伸ばされるのに追従して、前記樹脂粒子を平板状に引き伸ばす方法を採用することが好ましい。
【発明の効果】
【0022】
本発明によれば、特定範囲のアスペクト比を有する樹脂粒子を島成分としてマトリクスを構成する海成分中に分散させることにより、海成分のTSおよび島成分のTSのいずれの温度においても高い損失係数を有し、広い温度域で優れた振動減衰能を発揮する拘束型または非拘束型制振材用の制振材料を安価に提供できる。
【発明を実施するための最良の形態】
【0023】
前述した如く特許文献1,2には、ポリエステル樹脂など特定の樹脂について、併用される樹脂の構造や分子量を調整することで、広い温度域での制振性能を高め得ると共に接着性や成形加工性も高めることができる旨の記載が見られる。
【0024】
しかし、具体的に使用されている樹脂材料を含めて、当該樹脂を構成する高分子材料の弾性率や、これと組み合わせて使用される高分子材料の弾性率などについての具体的な選定基準は明らかにされていない。そのため、具体的に示された樹脂以外の系では、どの様な高分子材料をどの様な基準で選択し、どの様な比率で配合するのがよいかといったことについては、その都度、実験によって試行錯誤的に求めざるを得ない。
【0025】
また、先に開示した特許文献3に記載されている如く、優れた接着性を有する市販接着剤の剛性率μと損失係数(tanδ)を、実際に遭遇する可能性の高い周波数領域(10Hz〜10kHz程度)と温度域(20〜80℃程度)について調べたところ、例えば下記の通りであり、特許文献3に記載された弾性板として鋼板を用いた場合の適正なせん断弾性係数範囲と思われる「2×105Pa≦(μ)≦2×107Pa」で、且つ「0.5≦tanδ≦3.0」の範囲、或いは、Al合金板を用いた場合の適正なせん断弾性係数範囲と思われる「7×104Pa≦(μ)≦7×106Pa」で、且つ「0.5≦tanδ≦3.0」の範囲に較べると、殆どの接着剤は上記適正範囲を外れる。
【0026】
1)主剤がエポキシ樹脂で、硬化剤がポリアミドの場合:
タイプA:μ=4×108〜2×109Pa、 tanδ=0.04〜0.4
タイプB;μ=1×108〜2×108Pa、 tanδ=0.1〜0.8
2)主剤がエポキシ樹脂で、硬化剤が変性シリコーンの場合:
μ=2×107〜3×108Pa、 tanδ=0.1〜0.3
3)主剤がエポキシ樹脂48%+炭酸カルシウム45%で、硬化剤が変性シリコーン 55%+炭酸カルシウム40%の場合:
μ=1×107〜2×108Pa、 tanδ=0.1〜0.3
4)主剤および硬化剤が変性アクリレートの場合:
μ=1×108〜8×108Pa、 tanδ=0.1〜0.3
5)ポリウレタン系樹脂(1液型)の場合:
タイプA:μ=1×106〜1×107Pa、 tanδ=0.3〜0.6
タイプB;μ=9×105〜1×107Pa、 tanδ=0.3〜0.5
6)ポリオレフィン系樹脂の場合:
μ=1×107〜2×108Pa、 tanδ=0.3〜0.5
7)クロロプレン系ゴムの場合:
μ=5×105〜1×106Pa、 tanδ=0.1〜0.2
そこで本発明者らは、「振動減衰能の高い制振樹脂をベースとしてその接着性を強化する」という従来の改善方向を見直し、接着性には優れているが制振性の乏しい接着剤をベース樹脂(マトリクスまたは母材と言うことがある)として選択し、これに優れた制振性能を有する樹脂を複合することで接着性と制振性を両立させることはできないかと考え、その線に沿って研究を進めてきた。
【0027】
その結果、接着剤を海(マトリクス)とし、その中に制振性能を有する樹脂材が島状に分散したいわゆる海・島構造の複合樹脂を創生することにより、優れた接着性を確保しつつ制振性能も高めることができるのではないかと考えた。そしてこうした着想を基に検討を進めた結果、海を構成する樹脂(以下、海状樹脂または海成分ということがある)の剛性率(μM)と島を構成する樹脂(以下、島状樹脂または島成分ということがある)の剛性率(μI)の比(μI/μM:以下、剛性率比と言う)が0.1〜2、より好ましくは0.1〜0.6、更に好ましくは0.1〜0.4の範囲となる様に海・島構成樹脂を選択して複合すれば、複合樹脂系の制振材料として高い損失係数が得られることを見出し、既に特許出願を行っている。
【0028】
ところで、弾性板として鋼板を使用する場合の拘束型制振材料に求められる上記剛性率比の好ましい値を求めると、複合樹脂を構成する海状樹脂として例えば上記ポリオレフィン系樹脂を選択した場合の1kHzの代表的な値である40MPaとしたとき、海状樹脂を構成するポリオレフィン系樹脂の剛性率(μM)に対する複合樹脂全体としての巨視的な剛性率(μAll)の比、即ち剛性率比は「0.05≦(μAll/μM)≦0.5」となり、複合樹脂全体としての巨視的な損失係数は、上記の通り「0.5≦(tanδAll)≦3.0」と好ましい値になる。ところが、たとえば図1(島状粒子の形状は球状、島状粒子の体積含有率(f)は30%、海状樹脂の損失係数tanδMは0.5の場合)に示す如く、このままでは、複合樹脂としての巨視的な損失係数(tanδAll)を例えば0.9以上に高めることができるものの、複合樹脂系制振材料としての好ましい剛性率比である「0.05≦μAll/μM≦0.5」を満足するものとはならない。
【0029】
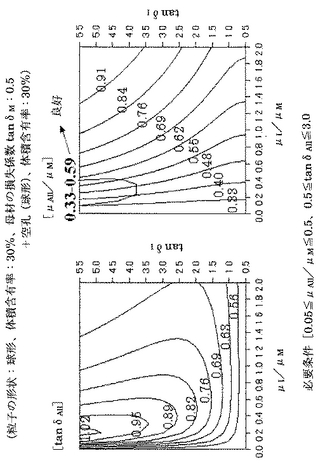
そこで、更なる改善策として、海状樹脂中に島状樹脂の他、球状の気泡を体積含有率で30%分散させることにより、複合樹脂系制振材料としての巨視的な剛性率を調整したところ、図2(島状粒子の形状は球状、島状粒子の体積含有率fは30%、海状樹脂の損失係数tanδMは0.5、空孔は球状で体積含有率が30%の場合)に示す如く、空孔を含めた複合樹脂全体としての巨視的な損失係数(tanδAll)が更に高められると共に、剛性率比も好適範囲である「0.05≦(μAll/μM)≦0.5」の範囲にほぼ収まることを確認した。
【0030】
しかし、こうした改質効果を得るには、熱分解型発泡剤などを追加配合し均一分散させてから加熱発泡させる等の操作が必要となり、コストアップの原因となる。
【0031】
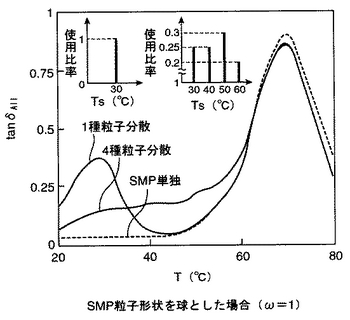
また、ポリウレタン樹脂系の形状記憶ポリマー(Shape Memory Polymer:以下、SMPと略す)を例にとって、前記TSを70℃に調整したSMPからなる母材(海状樹脂)中に、TSを30℃に調整した球状のSMP粒子を体積含有率で50%分散させることによって高分子系複合材料とし、巨視的な損失係数(tanδAll)を求めたところ、先に本発明者らの一人が非特許文献(「日本機械学会」No.03−11、材料力学部門講演会講演論文集、130−132頁、2003年、9月24〜26日)として開示した様に、母材のTSである70℃付近に加えて、島状樹脂として分散させたSMP粒子のTSである30℃付近においても損失係数(tanδAll)が極大値を取り得ることを知った[図3参照]。
【0032】
ところが、島成分として配合されるSMP粒子のTSである30℃における巨視的な損失係数(tanδAll)の値は、海成分となる母材のTSである70℃における巨視的な損失係数(tanδAll)の値に較べて大幅に低下するばかりでなく、35〜60℃の温度域の巨視的な損失係数(tanδAll)も劣悪である。そこで、1種類のSMP粒子を分散させるのではなく、TSが30℃、40℃、50℃、60℃の付近にある4種類のSMP粒子を母材中に均一に分散させたところ、35〜60℃の温度領域での巨視的な損失係数(tanδAll)の値をある程度平滑化することができた[図3参照]。しかし平均化されたその値は、母材のTSである70℃および、複合されるSMP粒子のTSの1つである30℃の値に較べると明らかに低く、このままでは広い温度領域で優れた制振性能を示す制振材を得ることはできない。
【0033】
以上説明した様に本発明者らはこれまでの研究で、海・島構造に相分離した複合樹脂系制振材料の海成分を構成する樹脂と、島成分を構成する樹脂の剛性率の比(剛性率比)を最適化すれば、例えば制振鋼板などの制振材として用いる制振材料に必要な接着強度や適度の剛性と損失係数を確保することができ、しかも、損失係数を広い温度領域である程度高めることができること、更には、複合樹脂内に適度の気泡を共存させれば、剛性が更に向上して損失係数を更に高め得ることを明らかにした。しかし、複合樹脂として満足のいくレベルの損失係数を得るには、前述した如く気泡の混入による剛性改善策を必要とし、製造工程が煩雑でコスト高になること、しかも、広い温度領域で達成することのできる損失係数自体が必ずしも満足し得る値ではなく、こうした技術を実用化していくためには更なる改善が求められる。
【0034】
本発明者らはこうした技術的背景の下で、前述した様な改良技術の更なる改善と実用化を目的としてなされたものである。
【0035】
ところで、これまでの研究において本発明者らは、母材(海成分)中に島成分として分散させる樹脂粒子の形状が略球状と仮定して検討を進めてきた。しかし、島成分として分散させる樹脂粒子の形状を変化させることで、複合樹脂全体としての巨視的な損失係数(tanδAll)を高めることができるのではないかと考え、その線に沿って検討を重ねてきた。
【0036】
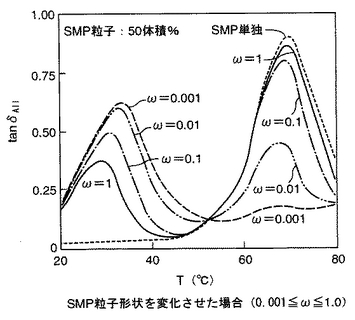
そして、まず拘束型制振材を対象として、ポリウレタン樹脂系のSMPからなる母材中に該母材とは異なるTSを有し、その形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が異なるポリウレタン樹脂系のSMP粒子を体積含有率で50%分散させた複合樹脂について、複合樹脂全体としての巨視的な損失係数(tanδAll)に与える影響を調べた。結果を図4に示す。
【0037】
図4において、縦軸は複合樹脂全体としての巨視的な損失係数(tanδAll)、横軸は温度(T;℃)を示し、母材(海成分)のTSを70℃、島成分として分散させるSMP粒子のTSを30℃に設定し、該SMP粒子のアスペクト比(ω)を0.001から1.0の範囲で変化させた。図4において、破線はTSが70℃の母材単独でSMP粒子が分散されていないものの損失係数を示している。
【0038】
尚、本発明においてアスペクト比とは、図5[なお図5では、説明の便宜上アスペクト比(ω)の値が1以上であるものを示している]に示す如く、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さ[即ち楕円体の直径(a)]に対する回転軸方向長さ[即ち回転軸長](a×ω)の比率、即ち(a×ω/a=ω)の値を言い、アスペクト比(ω)の値が小さいものほど、楕円体直径(a)に対して回転軸長(a×ω)が相対的に短く、例えばヘモグロビンやコインの如く極めて扁平な円盤状粒子であることを意味し、アスペクト比(ω)の値が大きいものほど、(a)に対して(a×ω)が相対的に長く、例えば繊維状であることを意味している。
【0039】
図4から明らかな様に、島成分として分散させるSMP粒子のアスペクト比(ω)が1.0(すなわち、球形)である場合、SMP粒子と複合した複合樹脂全体として70℃での巨視的な損失係数(tanδAll)は殆ど低下しない。ところが、SMP粒子のアスペクト比が小さくなるにつれて、70℃での巨視的な損失係数(tanδAll)は低下するものの、30℃での巨視的な損失係数(tanδAll)は急増することが分かる。更に、SMP粒子のアスペクト比(ω)が0.01〜0.1の範囲で、測定温度30℃と70℃における巨視的な損失係数(tanδAll)の値はほぼ等しくなることが分かる。
【0040】
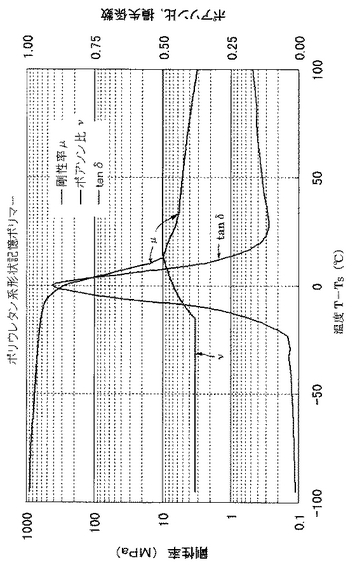
図6は、実験に使用したポリウレタン系形状記憶ポリマー(SMP)の粘弾性特性を示しており、該SMPのTSにおける剛性率(μ)は234(MPa)、損失係数(tanδ)は0.892、ポアソン比(ν)は0.46である。また、該SMPのTSよりも40℃低い温度では、剛性率(μ)は717(MPa)、損失係数(tanδ)は0.028、ポアソン比(ν)は0.38、TSよりも40℃高い温度における剛性率(μ)は5.5(MPa)、損失係数(tanδ)は0.123、ポアソン比(ν)は0.5である。従って、30℃における該SMP粒子の母材に対する剛性率比(μI/μM)は0.326(=234/717)、母材の損失係数(tanδM)は0.028、SMP粒子の損失係数(tanδI)は0.892となる。一方、70℃におけるSMP粒子の母材に対する剛性率比(μI/μM)は0.0235(=5.5/234)、母材の損失係数(tanδM)は0.892、SMP粒子の損失係数(tanδI)は0.123となる。
【0041】
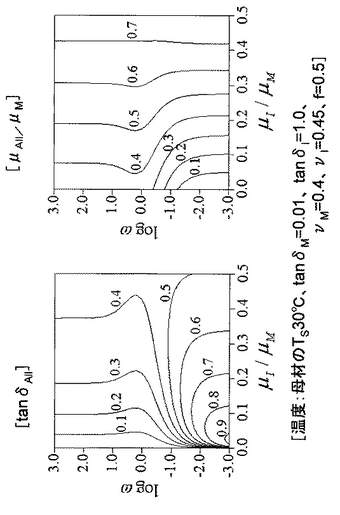
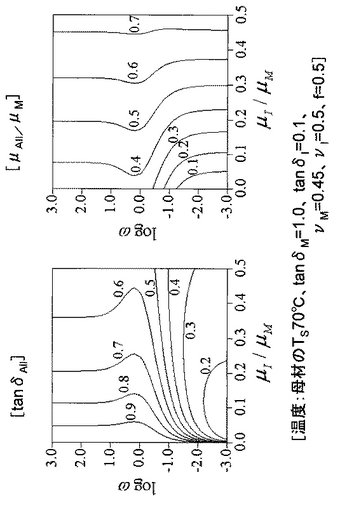
そこで、SMP粒子のTSである30℃と母材のTSである70℃における母材とSMP粒子の損失係数を採用し、SMP粒子のアスペクト比(ω)と、該粒子の母材に対する剛性率比(μI/μM)を種々変化させたときの、高分子系複合材料としての巨視的な損失係数(tanδAll)と、母材に対する複合材料の剛性率比(μAll/μM)に与える影響を調べた。結果を図7〜9に示す。
【0042】
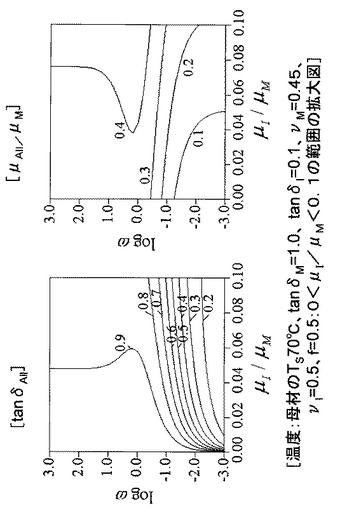
これらの図において、SMP粒子のTSである30℃における母材の損失係数(tanδM)は0.01、ポアソン比(νM)は0.4、SMP粒子の損失係数(tanδI)は1.0、ポアソン比(νI)は0.45;母材のTsである70℃における母材の損失係数(tanδM)は1.0、ポアソン比(νM)は0.45、SMP粒子の損失係数(tanδI)は0.1、ポアソン比(νI)は0.50;SMP粒子の配合量(f)は50体積%である。また図7は、測定温度をSMP粒子のTSである30℃とした場合、図8,9は測定温度を母材のTSである70℃とした場合で、図9は図8のμI/μMが0〜0.1の範囲を拡大した図である。
【0043】
図7から、SMP粒子のTSである30℃では、該粒子のアスペクト比(ω)が0.1以下(即ち、logω≦−1)で、該粒子の母材に対する剛性率比(μI/μM)が0.3以下のとき、複合材料としての巨視的な損失係数(tanδAll)は0.5以上で、母材に対する複合材料の剛性率比(μAll/μM)は0.5以下となる。
【0044】
また図8,9から、母材のTSである70℃では、SMP粒子のアスペクト比(ω)が0.01以上(即ち、logω≧−2)で、該SMP粒子の母材に対する剛性率比(μI/μM)が0.02以上のとき、複合材料としての巨視的な損失係数(tanδAll)は0.5以上で、母材に対する複合材料の剛性率比(μAll/μM)は0.05以上となる。
【0045】
これらの結果からも、母材に対する島状樹脂粒子の剛性率比(μI/μM)を0.02から0.3の範囲に設定し、島状樹脂粒子のアスペクト比(ω)を0.01から0.1の範囲内の値に設定すれば、制振材料として使用する場合の複合樹脂として制振材料に求められる粘弾性特性の適正範囲を確保できることが分かる。
【0046】
更に図10は、上述した実験結果を生かし、前記図4によって確認された実験結果から導いた更なる改良として、広い温度域で安定して優れた損失係数を示す複合樹脂とした例を示す。すなわち図10の例は、TSが異なるSMP粒子でアスペクト比(ω)はいずれも0.01である5種類の樹脂粒子を併用し、それらをTSが70℃であるSMPからなる海状樹脂中に総含有量(f)で50体積%配合したもので、本例によれば、35℃から70℃の広い温度域に渡って損失係数(tanδAll)を平均的に高めることができる。
【0047】
上記図10の如く適正範囲のアスペクト比を有するものでTSの異なる複数種類の島状樹脂粒子を併用すれば、広い温度範囲で安定して優れた制振性能を示す制振材料が得られることを確認できる。
【0048】
なお以上は、拘束型制振材として用いる複合樹脂に求められる粘弾性特性についての検討結果について説明した。この場合、拘束型制振材として用いられる複合樹脂の厚さは非常に薄く、高々100μm程度である。即ち、複合樹脂のせん断弾性係数(剛性率)を(μ)、せん断変位を(d)、樹脂層厚さを(t)、複合樹脂と拘束金属板との接着面積を(A)とすると、樹脂層に作用するせん断力(F)とせん断変位(d)の関係は「F=μAd/t」で表わすことができ、複合樹脂厚さ(t)が小さくなるほど、せん断剛性を表わす「μA/t」は大きくなる。そのため、複合樹脂層は薄くてもよい反面、複合樹脂層に較べて相対的に厚肉である金属板の振動減衰を薄い樹脂層で賄わねばならないため、複合樹脂層には高い損失係数が求められる。
【0049】
また複合樹脂層のせん断剛性が大き過ぎると、複合樹脂層はせん断変形せずに3層積層体が1枚板の様に変形するため、振動エネルギーの熱エネルギーへの変換がなされず、拘束型制振材全体としての損失係数は小さくなる。逆に複合樹脂層の剛性が小さ過ぎると、複合樹脂層の歪みよるエネルギー分担率が低下するため、やはり制振材全体としての損失係数は低下する。この様に、複合樹脂層のせん断弾性係数(剛性率)には最適範囲が存在する。即ち、拘束型制振材用として使用される複合樹脂の剛性率(μ)や損失係数(tanδ)には、拘束型制振材全体としての損失係数をより効果的に高めるための好適範囲があり、拘束金属板が鉄鋼やアルミニウム合金である場合の複合樹脂の好ましい剛性率(μ)は0.07〜20MPaで、好ましい損失係数(tanδ)は0.5〜3であることが判っており、こうした好適範囲に適合する複合樹脂のイメージは固形物と液状物の境界領域にある所謂「ネバネバ」状態の粘性物質を想定すればよい。
【0050】
次に、非拘束型制振材として用いる複合樹脂についての検討結果を述べる。
【0051】
非拘束型制振材とは、基材となる鋼板やアルミニウム合金板などの剛性板の片面もしくは両面に、制振樹脂などを接着(積層)した構造の制振材であり、代表例として片面のみに複合樹脂層を形成した2層型のものについて説明すると、次の通りとなる。
【0052】
2層型複合制振材全体としての損失係数を複合損失係数と呼ぶこととし、この複合損失係数(tanδ)の制振樹脂単独の損失係数(tanδR)に対する比(tanδ/tanδR)と、基材に対する制振樹脂層の厚さ比(d2/d1)およびヤング率比(a=E2/E1)の間には図11に示す様な関係があり、基材に対する制振樹脂層の厚さ比(d2/d1)が40以下の領域では、ヤング率比(a)が大きいほど複合損失係数(tanδ)は大きくなる。従って、なるべく薄い制振樹脂層で2層型複合制振材としての複合損失係数を高めるには、ヤング率比(a)を大きく、即ち制振樹脂のヤング率(E2)を大きくすべきである。しかし一般的な高分子材料は、TS以上の温度域で剛性が急激に低下するので、これを考慮すると、複合樹脂系制振材料を構成する母材(マトリクス)のTSは使用温度範囲よりも高めに設定する必要がある。
【0053】
非拘束型制振材料として使用される制振樹脂材料の一般的な厚さは、基材厚さの1倍〜数倍程度であり、基材厚さを1mmとすると、制振樹脂層の厚さは1mm〜数mmとなる。
【0054】
例えば、非拘束型制振材料の基材に対する制振樹脂層の厚さ比(d2/d1)を1、基材をアルミニウム合金板(ヤング率E1=7×1010Pa)、制振樹脂をポリプロピレン(ヤング率E2=1×109Pa)とすると、図11より、ヤング率比(a=E2/E1)は約0.01(=10-2)となるので、制振樹脂単独の損失係数(tanδR)に対する非拘束型制振材料全体としての複合損失係数(tanδ)の比は約0.1となる。仮に使用温度を20℃と設定し、母材としてTSが20℃よりも十分に高いポリプロピレンを選択したとすると、その損失係数(tanδR)は約0.1であるから、複合損失係数は約0.01となり、一般に制振材として評価される最低限の損失係数である0.05以上の値を満たすものとはならない。しかし、基材に対する制振樹脂層の厚さ比(d2/d1)を3まで高めると、同図11に示す如く複合損失係数比は0.6に増加して複合損失係数は0.06まで高まり、実用レベルの制振性能を示すものとなる。
【0055】
こうした傾向の下に本発明では、非拘束型制振材料の制振樹脂設計において、マトリクスを構成する樹脂として相対的にTSの高い樹脂を選択し、該マトリクス樹脂中に、前述した拘束型制振材用の樹脂の場合と同様に、損失係数を高めるための手段としてTSの異なる樹脂粒子を島成分として分散させることにより、複合損失係数で0.1以上を示す優れた制振性能を発揮する制振用複合樹脂の開発をも意図する。
【0056】
いま、使用温度を20℃と想定し、母材中に分散させる樹脂粒子のTsを20℃に設定すると共に、母材としてTsが20℃よりも十分に高いポリプロピレン(図21参照)を使用する場合を考える。樹脂粒子の分散により巨視的ヤング率は低下しないと仮定し、基材を鋼板またはアルミニウム板とすると、ヤング率比(E2/E1)は約5×10-3(=1×109/20×1011)〜1.4×10-2(=1×109/7×1010)となるから、基材に対する制振樹脂の厚さ比(d2/d1)が「1.0」であるとき、複合損失係数は制振樹脂の約0.05〜0.1倍となり、厚さ比(d2/d1)が「2.0」であるときには、複合損失係数は制振樹脂の約0.2〜0.4倍となる。従って、板厚比が「1.0」のときに複合損失係数を「0.1以上」とするには、制振用複合樹脂全体としての巨視的な損失係数(tanδAll)を約1〜2に設定し、板厚比が「2」のときには、制振用複合樹脂全体としての巨視的な損失係数(tanδAll)を約0.25〜0.5に設定する必要があることが分かる。
【0057】
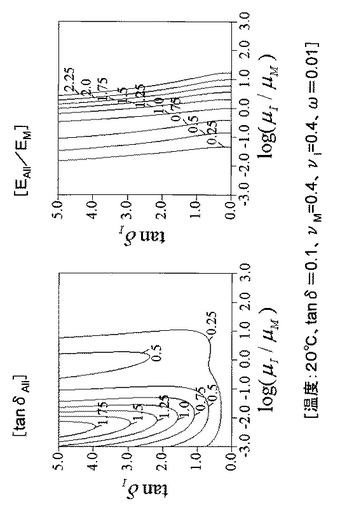
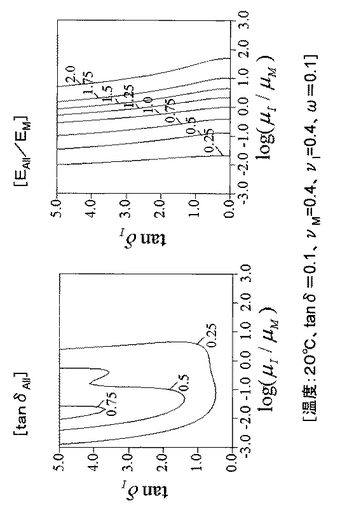
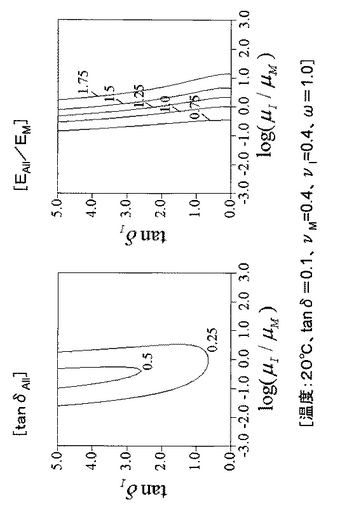
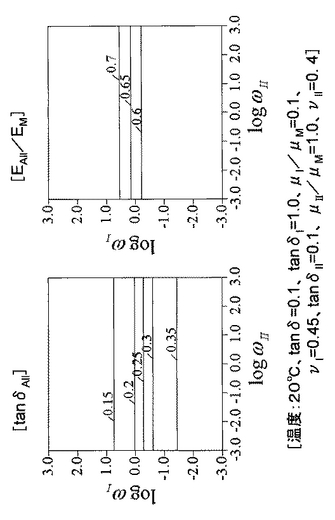
そこで、アスペクト比(ω)が「0.01」,「0.1」,「1.0」である樹脂粒子を使用した場合について、樹脂粒子の損失係数(tanδI)を0〜5.0、該樹脂粒子の母材に対する剛性率比(μI/μM)を0.001から1000の範囲で変化させて、複合樹脂全体としての巨視的な損失係数(tanδAll)と母材に対する複合樹脂のヤング率比(EAll/EM)を求め、巨視的な損失係数(tanδAll)が0.25以上となる条件を検討した。
【0058】
制振用複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)の関係を、島状粒子の体積含有率(fI)を0.3(30%)として求めた結果を図12(島状粒子のアスペクト比ωが0.01の場合)、図13(島状粒子のアスペクト比(ω)が0.1の場合)、図14(樹脂粒子のアスペクト比(ω)が1.0の場合)に示す。
【0059】
これらの図からも明らかな様に、樹脂粒子のアスペクト比(ω)が小さくなるにつれて複合樹脂全体としての巨視的な損失係数(tanδAll)の値は大きくなり、ω=0.01のときは樹脂粒子の損失係数(tanδI)が0.3以上、ω=0.1のときは樹脂粒子の損失係数(tanδI)が0.5以上、ω=1.0のときは樹脂粒子の損失係数(tanδI)が0.7以上で、それぞれ複合樹脂全体としての巨視的な損失係数(tanδAll)は0.25以上になることが分かる。
【0060】
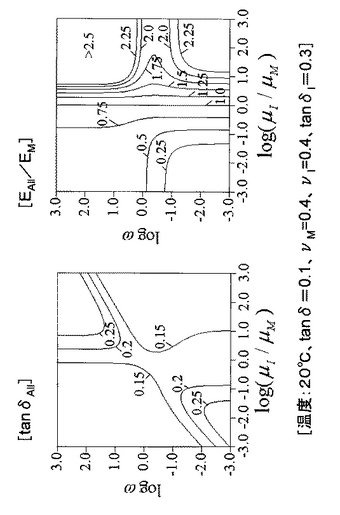
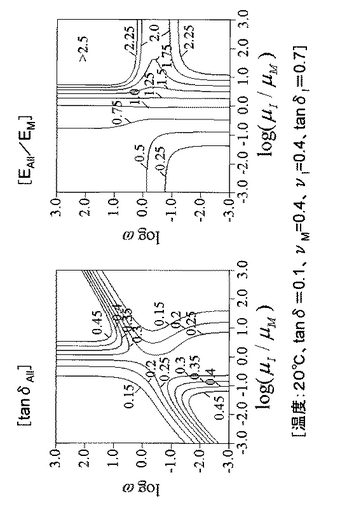
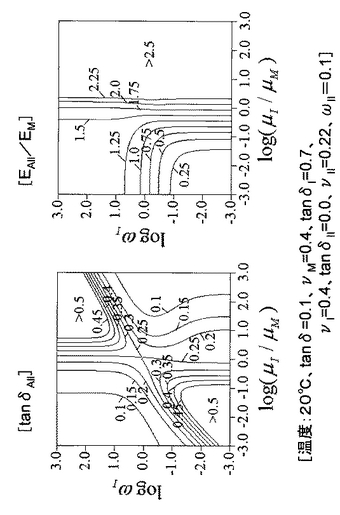
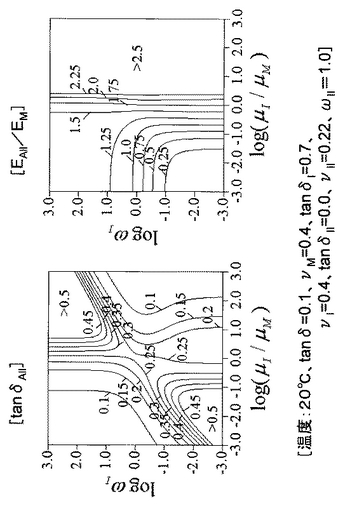
この結果を受けて、樹脂粒子の損失係数(tanδI)を0.3または0.7に固定し、該樹脂粒子のアスペクト比(ω)を0.001〜1000(logω=−3〜3)の範囲で変化させ、同様に複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)を求めた。
【0061】
結果は図15,16に示す通りであり、樹脂粒子の損失係数(tanδI)が0.3の場合(図15)には、ωが0.01(logω=−2)以下で、剛性率比(μI/μM)が0.04以下のとき、また、樹脂粒子の損失係数(tanδI)が0.7の場合(図16)には、ωが1.0(logω=0)以下で剛性率比(μI/μM)が10以下のときに、複合樹脂全体としての巨視的な損失係数は0.25以上となるので、非拘束型制振材料全体としては、0.1以上の巨視的損失係数を板厚比(d2/d1)1〜2で達成できることが分かる(図11参照)。
【0062】
但し、図15,16より、樹脂粒子の損失係数(tanδI)が0.3でも0.7の場合でも、剛性率比(μl/μM)が1以下でアスペクト比(ω)が1以下の樹脂粒子を分散させた場合は、母材に対する複合樹脂のヤング率比(EAll/EM)は1以下となるので、最初に設定した『樹脂粒子の分散により巨視的ヤング率が低下しないと仮定し、基材を鋼板またはアルミニウム板として、ヤング率比は5×10-3〜1.4×10-2』としたことが成立不能となる。
【0063】
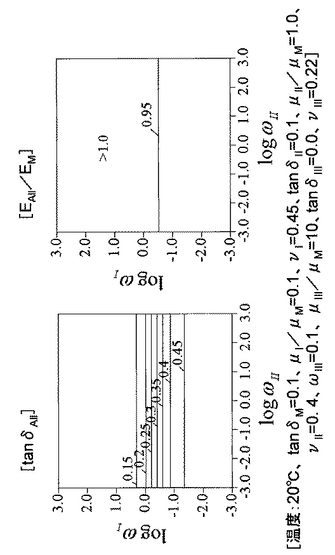
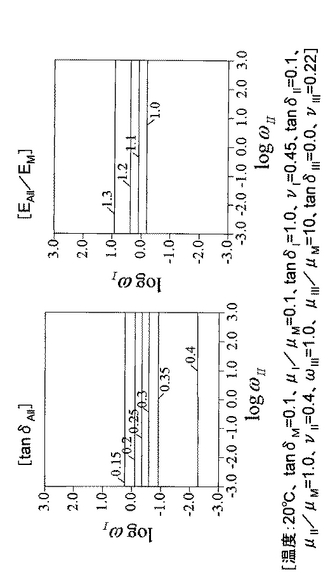
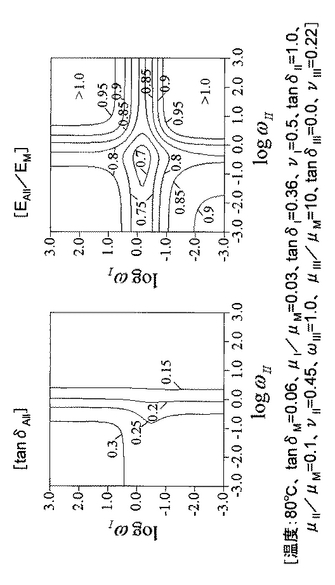
そこで、上記樹脂粒子を分散させた状態で、更に樹脂母材に対して10倍の剛性率を有する硬質粒子(例えば、ガラス、マイカ、水酸化アルミニウム、水酸化マグネシウム、シラスバルーン、カーボンブラック、フラーレン、カーボンナノチューブ、酸化チタン等のフィラー)を追加分散させた場合の、複合樹脂全体としての損失係数(tanδAll)と母材に対する複合樹脂全体としてのヤング率比(EAll/EM)を、硬質粒子のアスペクト比(ωII)を0.1、1.0および10.0に変えた場合について求めた。尚、上記フィラーは、複合樹脂を難燃化するための充填物を兼ねたものであってもよい。
【0064】
結果は図17,18,19に示す通りであり、ωIIが1以下のときには、樹脂粒子の母材に対する剛性率比(μI/μM)が1以下でアスペクト比(ωI)が1.0以下の樹脂粒子を分散させた場合でも、複合樹脂全体としての損失係数(tanδAll)を損なうことなく母材に対する複合樹脂全体としてのヤング率比(EAll/EM)を1以上に設定できることが分かる。但し、硬質粒子のアスペクト比(ωII)が10まで上がると、上記ヤング率比(EAll/EM)は高まるものの、巨視的な損失係数(tanδAll)の値は最悪で約1/2程度まで低下する。
【0065】
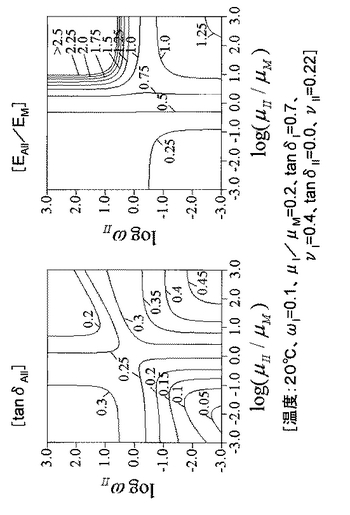
そこで、樹脂粒子のアスペクト比(ωI)を0.1、剛性率比(μI/μM)を0.2、損失係数(tanδI)を0.7に固定し、硬質粒子のアスペクト比(ωII)と、母材に対する剛性率比(μII/μM)を連続的に変化させて、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を求めたところ、図20の結果を得た。この図より、20℃で剛性率比(μII/μM)が7以上、硬質粒子のアスペクト比(ωII)を1以下とすれば、複合樹脂全体としての損失係数(tanδAll)を維持しつつ若しくは高めつつ、ヤング率比(EAll/EM)を1.0以上、すなわち巨視的ヤング率を母材と同等以上にまで増大できることが分かる。
【0066】
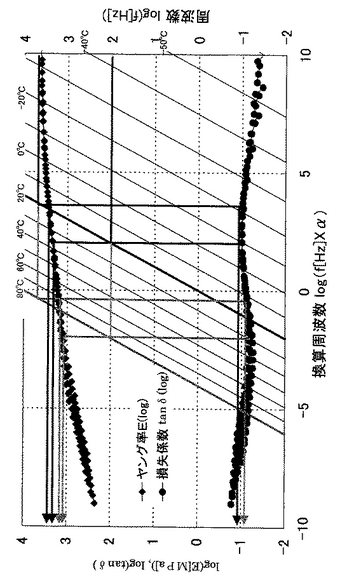
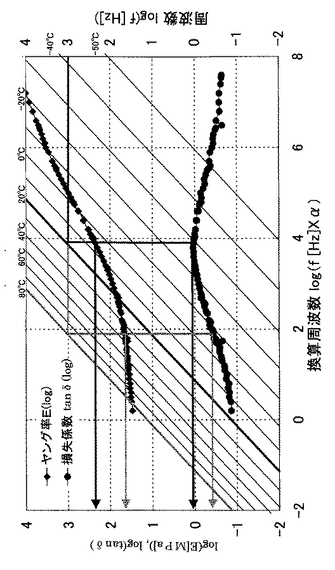
次に、使用温度範囲を20〜80℃の範囲とする非拘束型制振材用の複合樹脂系制振材料の製造を考えた場合、例えば図21に示す如く、20〜80℃の温度域、100Hz〜5kHz[図中の右縦軸のlog(f)で2〜3.7]の周波数領域で、ヤング率が1GPaを超える比較的ヤング率の大きなポリプロピレンを母材として使用し、また図22,23に示す如く、この周波数領域におけるTsが20℃のポリエステル粒子(1)と同Tsが80℃のポリエステル粒子(2)の2種類を分散させて複合する場合を例にとって説明する。
【0067】
図21〜23において、右側の縦軸は振動周波数(f)のlog値、左側の縦軸はヤング率Eと損失係数(tanδ)のlog値である。●点の連続によって現われる線は、各樹脂の温度による損失係数(tanδ)の変化を、また■点の連続によって現われる線は、各樹脂の温度によるヤング率(E)の変化を夫々示している。
【0068】
海成分(母材;マトリクス)として使用するポリプロピレンは、図21に示す如く20〜80℃の温度域、100Hz〜5kHz[図中の縦軸log(f)で2〜3.7]でヤング率(E)が1GPaを超える高い値を示すものであり、また島成分として用いるポリエステル粒子(1),(2)は、図22,23に示す如く、上記と同じ周波数域における中間的周波数である1000Hz[1kHz:縦軸のlog(f)=3]において、20℃または80℃で最大の損失係数を示す樹脂(すなわち、TSが20℃または80℃)である。
【0069】
これら図21〜23の粘弾性曲線から、周波数が1kHz[1000Hz、即ちlog(f)値で3]の場合について、各樹脂の20℃および80℃におけるヤング率(E)、剛性率(μ)、損失係数(tanδ)を求めると、表1に示す通りとなる。なお、同表中に示したポアソン比(ν)は別の方法で求めた値である。なお剛性率は、ヤング率とポアソン比より[μ=E/{2(1+ν)}の関係から求めた。
【0070】
【表1】

【0071】
そして、母材(マトリクス)を構成するポリプロピレン中に、樹脂粒子を構成するTSの異なる上記2種類のポリエステル粒子(1),(2)を各々30体積%分散させることとし、樹脂粒子のアスペクト比(ω)を変えた場合について、島成分として配合するポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)が複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)に与える影響を調べた。
【0072】
表1より、温度が20℃のときの樹脂粒子(ポリエステル粒子)(1)、(2)の母材(ポリプロピレン)に対する剛性率比(μI/μM),(μII/μM)は0.1,1.0となり、また、温度が80℃であるときの同剛性率比(μI/μM),(μII/μM)は0.03,0.16となる。そこで、表1に示す剛性率比と損失係数の値に固定し、ポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)を変えたときの、複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)を求めたところ、図24,25に示す結果を得た。
【0073】
図24からも明らかな様に、20℃ではポリエステル粒子(2)の剛性率と損失係数は母材とほぼ同じであるため、該粒子(2)のアスペクト比(ωII)の影響はなく、粒子(1)のアスペクト比(ωI)が0.6以下で損失係数(tanδAll)は0.25以上となる。また図25からも明らかな様に、80℃ではポリエステル粒子(2)のアスペクト比(ωII)が約1以下のとき、損失係数(tanδAll)は0.25以上となる。即ち、ポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)を各々1以下とすれば、損失係数(tanδAll)は0.25以上となり、非拘束型制振材料全体としては0.1以上の損失係数を板厚比(d2/d1)1〜2で達成できることが分かる。
【0074】
ところが、ヤング率比(EAll/EM)は最低で0.35まで低下する。すなわち巨視的ヤング率が母材の35%に低下してしまうので、前記図15,16の場合と同様、最初に設定した『樹脂粒子の分散により巨視的ヤング率が低下しないと仮定し、基材を鋼板またはアルミニウム板として、ヤング率比は5×10-3〜1.4×10-2』としたことが成立不能となる。
【0075】
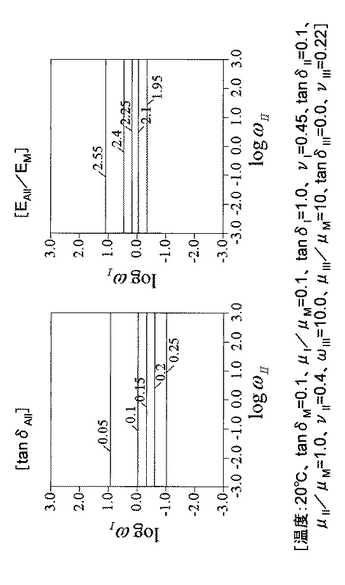
そこで、ポリエステル粒子(1),(2)を分散させた状態で、更に母材の10倍の剛性率を有する前述した様な硬質粒子(3)を追加分散させた場合の、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を、硬質粒子(3)のアスペクト比(ωIII)を0.1,1.0および10.0に変えた場合について夫々求めたところ、図26〜31の結果を得た。
【0076】
これらの図からも明らかな様に、硬質粒子(3)のアスペクト比(ωIII)が「0.1」のときは、硬質粒子(3)を分散させない場合に較べて、複合樹脂全体の損失係数(tanδAll)は2倍程度に増大すると共に、ヤング率比(EAll/EM)も約0.85まで増大し、また硬質粒子(3)のアスペクト比(ωIII)が「1.0」のときは、硬質粒子(3)を分散させない場合の複合樹脂全体の損失係数(tanδAll)を維持しつつ、ヤング率比(EAll/EM)は約0.75まで増大することが分かる。但し、該硬質粒子(3)のアスペクト比(ωIII)が「10.0」になると、硬質粒子(3)を分散させない場合のヤング率比(EAll/EM)は約1.2以上に増大するが、複合樹脂全体の損失係数(tanδAll)は最悪で1/2程度まで低下する。
【0077】
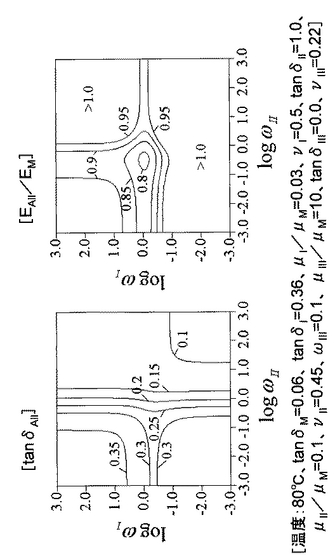
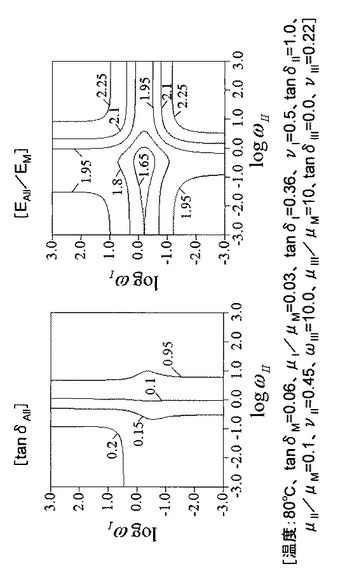
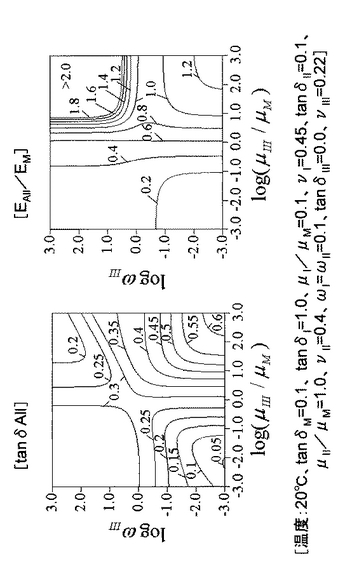
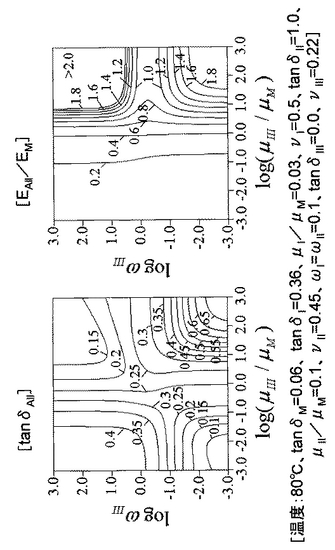
そこで、樹脂粒子(1),(2)のアスペクト比(ωI),(ωII)をそれぞれ「0.1」に固定し、硬質粒子(3)のアスペクト比(ωIII)と母材に対する剛性率比(μIII/μM)を変化させて、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を調べたところ、図32,33に示す結果となった。この図からも明らかな様に、20℃および80℃で剛性率比(μIII/μM)が7以上で、アスペクト比(ωIII)が1以下の硬質粒子を複合すると、複合樹脂全体としての損失係数(tanδAll)を維持または増大しつつ、ヤング率比(EAll/EM)を1.0以上とし、巨視的ヤング率を母材と同等以上にまで高めることができることが分かる。
【0078】
以上の結果から、本発明を非拘束型制振材用の複合樹脂として実用化する際には、島成分としてアスペクト比(ω)が1以下である樹脂粒子の2種以上を併用し、好ましくは更に、母材に対する剛性率比が7以上で且つアスペクト比が1.0以下である硬質粒子を好ましくは30体積%程度以上併用することによって、複合樹脂全体として十分なヤング率を確保しつつ高い損失係数(tanδAll)を有する複合樹脂制振材料を得ることができる。
【0079】
なお上記では、非拘束型制振材用としてTSの異なる2種のポリエステル粒子を樹脂粒子として併用した場合を説明したが、前記図10で拘束型制振材用の例として説明したのと同様に非拘束型の場合でも、TSの異なる3種以上の樹脂粒子を併用することで、非拘束型としても一層安定した損失係数を示す複合樹脂を得ることができる。
【0080】
また上記説明では、制振樹脂材料と組み合わせる金属板として鋼板またはアルミニウム合金板を使用したが、金属板の種類はもとよりこれらに限定される訳ではなく、例えばステンレス鋼など他の鉄基合金板やTi合金板など他の非鉄金属板、或いはそれらに各種の表面被覆処理やめっき処理等を施した種々の表面処理金属板、更にはエンジニアリングプラスチック等の様な硬質樹脂板などを使用することができる。
【0081】
また制振樹脂材料としては、拘束型制振材として使用する場合は、相対的に剛性が低くて粘弾性に優れたポリウレタン系樹脂が最適であり、また非拘束型制振材用として使用する場合は、相対的に剛性の高いポリオレフィン系樹脂、より具体的には海成分を構成する母材樹脂としてはポリプロピレンが、また島成分を構成する楕円体状粒子としてはポリエステルやポリイソブチレンが好ましい代表例であるが、勿論これに制限される理由はなく、前述した好適粘弾性特性を有するものであれば、ポリオレフィン系樹脂、シリコーン系樹脂、ポリアミド系樹脂、アクリレート系樹脂、クロロプレンやブタジエンなどの合成ゴム等、或いは更にそれらをエポキシ樹脂などで変性を加えた各種変性樹脂やブレンド樹脂などが任意に選択して使用できる。
【0082】
また、海状樹脂と島状樹脂の組み合わせも自由であり、前記図示例で示した様に、同種でTsの異なる樹脂の組合せは勿論のこと、異なる2種以上の樹脂を任意に組み合わせて海状樹脂および/または島状樹脂として併用することができる。
【0083】
また、島状樹脂粒子としてのアスペクト比の調整は、制振樹脂材料として複合化する際に混入する樹脂粒子としてアスペクト比を予め調整した楕円体状粒子を使用してもよいが、実用化する上でより好ましいのは、海状樹脂中に略球状の島状樹脂粒子を配合した複合樹脂を使用し、これを押出・延伸機などに通して金属板間にサンドイッチ状に挟み込み、或いはその片面もしくは両面に貼り合せるのに先立って、押出機の出口に設けられたダイの寸法や、延伸装置の送り速度、延伸もしくは圧下倍率などを調整し、或いは押出・成形機に付設された予熱ロールの表面温度などを調整することにより、ダイ出口から押出機出口までの厚み減少率を、拘束型の場合は0.01〜1.0、より好ましくは0.01〜0.1の範囲内に制御し、非拘束型の場合は1.0以下、より好ましくは0.01〜0.1の範囲内に制御し、それにより複合樹脂層内の島状樹脂粒子を圧下方向に押し潰すことによって、島成分を構成する樹脂粒子を適正範囲のアスペクト比を有する楕円体状粒子に調整する方法である。
【0084】
このとき、複合樹脂中の前記母材の剛性率(μM)に対する島状樹脂粒子の剛性率(μI)の比(μI/μM)を、拘束型の場合は「0.02〜0.3」の範囲に、また非拘束型の場合は「1以下」、より好ましくは「0.01〜1.0」の範囲にしておけば、複合樹脂シートを圧下する際の圧下力を島状樹脂粒子に集中させることができ、元々の島状樹脂粒子が略球形のものであっても圧下率を調整することで好適アスペクト比を有する楕円体状粒子に簡単に変えることができるので好ましい。
【0085】
このとき、好ましくは2軸延伸法を採用し、母材(マトリクス樹脂)が縦方向および横方向に引き伸ばされるのに追従して、島状成分が平板状に引き伸ばされる様にするのがよい。なお2軸延伸法としては、同時2軸延伸、逐次2軸延伸のどちらを採用しても構わない。勿論、金属板間にサンドイッチ状に挟み込み、或いはその片面もしくは両面に貼り合わせた後で、加熱、圧延などの方法で樹脂粒子のアスペクト比を低下させてもよい。
【0086】
また母材を構成する海状樹脂と島成分を構成する樹脂粒子の海・島構造相分離の形成を促進する上では、海状樹脂と島状粒子の溶解度パラメータ(SP値)の差を1[MPa]0.5以上とするのがよい。
【図面の簡単な説明】
【0087】
【図1】樹脂母材中に球状の樹脂粒子を30体積%配合した複合樹脂を用いた拘束型制振材において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が複合樹脂全体としての巨視的な損失係数および剛性率比に与える影響を示すグラフである。
【図2】樹脂母材中に球状の樹脂粒子30体積%と球状の気泡30体積%を含有させた複合樹脂を用いた拘束型制振材において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が複合樹脂全体としての巨視的な損失係数および剛性率比に与える影響を示すグラフである。
【図3】海状樹脂を単独で使用した場合と、これに1種およびTSの異なる4種の球状の島状樹脂粒子を併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図4】アスペクト比の異なる数種類の島状樹脂50体積%を海状樹脂と併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図5】本発明で規定する楕円体状粒子のアスペクト比の算出法を示す説明図である。
【図6】ポリウレタン系形状記憶ポリマーの粘弾性特性を示す図である。
【図7】拘束型制振材料の複合樹脂において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比が、複合樹脂全体としての温度30℃での巨視的な損失係数および剛性率比に与える影響を示す図である。
【図8】拘束型制振材料の複合樹脂において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比が、複合樹脂全体としての温度70℃での巨視的な損失係数および剛性率比に与える影響を示す図である。
【図9】図8における剛性率比が0〜0.1の範囲を拡大して示す図である。
【図10】海状樹脂を単独で使用した場合と、これにアスペクト比が0.01でTSの異なる5種の島状樹脂粒子を併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図11】非拘束型制振材について、基材板に対する制振樹脂のヤング率比をパラメータとし、制振樹脂/基材板厚比と、巨視的損失係数/制振樹脂損失係数比の関係を示すグラフである。
【図12】非拘束型制振材料として用いる複合樹脂において、粒子のアスペクト比が0.01の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図13】非拘束型制振材料として用いる複合樹脂において、アスペクト比が0.1の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図14】非拘束型制振材料として用いる複合樹脂において、アスペクト比が1.0の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図15】非拘束型制振材料として用いる複合樹脂において、損失係数(tanδI)が0.3の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比(ω)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図16】非拘束型制振材料として用いる複合樹脂において、損失係数(tanδI)が0.7の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比(ω)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図17】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が0.1である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図18】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が1.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での損失係数およびヤング率比に与える影響を示す図である。
【図19】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が10.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図20】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する硬質粒子の剛性率比と該硬質粒子のアスペクト比(ωII)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図21】母材として使用するポリプロピレンの温度と周波数による粘弾性特性を示す図である。
【図22】島成分として用いるポリエステル粒子(1)の温度と周波数による粘弾性特性を示す図である。
【図23】島成分として用いるポリエステル粒子(2)の温度と周波数による粘弾性特性を示す図である。
【図24】非拘束型制振材料として用いる複合樹脂において、島状樹脂として2種類の樹脂粒子を複合添加した場合に、夫々の樹脂粒子のアスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図25】非拘束型制振材料として用いる複合樹脂において、島状樹脂として2種類の樹脂粒子を複合添加した場合に、夫々の樹脂粒子のアスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図26】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図27】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図28】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図29】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が1.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図30】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が1.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図31】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が10.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図32】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が10.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図33】非拘束型制振材料として用いる複合樹脂において、アスペクト比が何れも0.1である2種の樹脂粒子に加えて、アスペクト比の異なる硬質粒子を追加分散したときに、母材に対する硬質粒子の剛性率比と該硬質粒子のアスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【技術分野】
【0001】
本発明は制振材料とその製法に関し、より詳細には、拘束型および非拘束型の制振材用として優れた性能を発揮する制振材料とその製法に関するものである。
【背景技術】
【0002】
鋼板やアルミニウム合金板などの金属板あるいはエンプラ(エンジニアリングプラスチック材)等からなる構造物の振動や騒音を低減するための素材として、高分子材料からなる制振材料が知られている。
【0003】
制振材料は、鋼板などからなる板材の表面に貼り付けて用いられるタイプの非拘束型と、鋼板など2枚の板材間にサンドイッチ状に挟み込んで構造体の一部として用いられる拘束型に大別されるが、いずれも、高分子材料の制振性能を表わす損失係数(tanδ)が当該高分子材料のガラス転移温度(Tg)付近で最大となる特性を利用している。
【0004】
尚ガラス転移温度は、一般に秒または分の程度のタイムスケール(振動周波数で約1/60〜1Hzに相当)での実験によって測定されるが、実験が更に速くタイムスケールを短くして行われる場合(振動周波数で1Hz程度以上)には、見掛けのTgは高くなる。Tgの測定法の1つとして採用される振動法では、動的弾性率−温度曲線において動的弾性率が急激に低下する温度として測定されるが、この温度で振動減衰能の程度を表わす損失係数は極大値を取る。振動減衰ピークは、高分子の構造が部分的に緩められて原子団や小さい分子鎖セグメントが運動可能になることと関連していると思われ、こうした現象はTg付近で起こるが、高分子材料における損失係数(tanδ)のピーク温度は周波数によって変わってくる。
【0005】
すなわち通常のガラス転移温度(Tg)は、1/60〜1Hzの範囲の振動試験で損失係数(tanδ)が最大となる温度として測定されるが、1Hzを超える振動試験では損失係数(tanδ)がピークを示す温度は高温側へずれてくる。従って本発明では、該損失係数(tanδ)がピークを示す温度を、通常の「Tg」とは区別して以下「TS」と表す。
【0006】
ちなみに、高分子材料の粘弾性特性に由来して発揮される制振性能は、高分子材料のTgによって一義的に決まる訳ではなく、周波数に応じて最大の損失係数(tanδ)を示す温度TSに依存すると考えられる。また、構造物が設置される環境温度が制振材料として使用される高分子材料のTSと常に一致するわけではなく、予定されたTSと実際の使用環境温度が異なる場合は満足のいく制振性能は発揮されない。
【0007】
そこでこうした問題に対処するため、TSの異なる複数の高分子材をブレンドし、広い温度域で制振性能を発揮し得る様に調整したブレンド樹脂が提案されている。例えば特許文献1,2には、分子量で10,000以上、比重で0.06〜0.15の差がある2種以上のポリエステル系樹脂をブレンドし、ミクロな相分離構造を形成させると、広い温度範囲で損失係数(tanδ)が高められると共に接着性と成形加工性も向上すること、更には、これらに硬化剤を配合して熱硬化型のポリエステルとすれば、接着性が更に高められると共に耐熱性も向上することが明らかにされている。
【0008】
また、制振鋼板に代表される上記拘束型制振材に適した制振材料の粘弾性特性については、例えば特許文献3によると、鋼板などの弾性板の弾性係数(ヤング率)をEとしたとき、弾性板に挟み込む制振材料のせん断弾性係数(この文献では、複素せん断弾性係数G=G1+jG2で表わされている。jは虚数単位である)は、「10-6E≦(G1,G2)≦10-4E」で、且つ「0.5≦(G2/G1=tanδ)≦3.0」という範囲が、全体の制振性能を高める適正範囲であると記載されている。
【0009】
実際、鋼板を弾性板として使用する場合は、上記弾性係数Eに「2×1011Pa」を代入して「2×105Pa≦(G1,G2)≦2×107Pa」の範囲が、またAl合金板の場合は、上記弾性係数Eに「7×1010Pa」を代入して「7×104Pa≦(G1,G2)≦2×106Pa」の範囲が、各制振材の弾性係数の適正範囲であると記載されている。
【0010】
上記特許文献1,2では、組み合わせるポリエステル系樹脂の構造や分子量などを調整し、或いは更に硬化剤を併用して熱硬化型とすることで、広い温度範囲で制振性能を示し且つ接着性や耐熱性を高め得ることが明らかにされている。しかし、例示された樹脂以外の系では、どの様な高分子材料をどの様な組み合わせと比率で混合すればよいかといった観点からの設計指針については、具体的な高分子材料の選定基準を含めて明らかにされていない。
【0011】
また特許文献3に開示された技術を活用すべく、市販接着剤のせん断弾性係数G1(以下、剛性率:μで表わす)と損失係数(tanδ)(=G2/G1)を周波数10Hz〜10KHz、温度20〜80℃の範囲で実際に調べたところ、接着剤の多くは該特許文献3に記載された適正範囲を外れることが分かった。
【0012】
従って、拘束型にしろ、非拘束型にしろ、制振材料として優れた振動減衰性能を発揮させるには、制振性能を与えるための樹脂材料としての選定基準を明確にする必要がある。
【特許文献1】特許第2613502号
【特許文献2】特開2003−221496号
【特許文献3】特開平4−160249号
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は上記の様な事情に着目してなされたものであって、その目的は、拘束型および非拘束型の制振材料として、広い温度範囲で優れた振動減衰能を発揮し得る様な樹脂材料の選定基準を明確にし、もって様々の使用環境下で安定して優れた制振性能を発揮し得る様な制振材料を提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決することのできた本発明に係る制振材料とは、拘束型または非拘束型制振材として使用される制振材料において、高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、拘束型の場合は、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が0.01〜0.1の範囲内である楕円体状粒子が島状に分散しており、また非拘束型の場合は、上記アスペクト比(ω)が1以下である楕円体状粒子が島状に分散しているところに特徴を有している。
【0015】
本発明に係る上記制振材料は、前記母材のせん断弾性係数(以下、剛性率μMと記す)に対する前記楕円体状粒子のせん断弾性係数(以下、剛性率μIと記す)の比(以下、剛性率比μI/μMと記す)が、拘束型の場合は0.02〜0.3の範囲内であることが好ましく、非拘束型の場合は1以下であることが好ましい。また何れの場合も、島状に分散している前記楕円体状粒子の損失係数が最大となる温度TSが、母材の損失係数が最大となる温度TSよりも低いものであることが好ましく、また、該楕円体状粒子として、TSの異なる複数種類の粒子が分散している制振材料は、広い温度範囲で安定して高い損失係数を示すので好ましい。
【0016】
本発明の制振材料を拘束型制振材用の制振材料として使用する場合は、前記母材および楕円体状粒子の素材としてポリウレタン系の形状記憶高分子材が好ましく使用され、一方、非拘束型制振材用の制振材料として使用する場合は、前記母材としてポリオレフィン、前記楕円体状粒子の素材としてポリエステルを使用し、或いは母材としてポリプロピレン、前記楕円体状粒子の素材としてポリイソブチレンを使用することが好ましい。
【0017】
また、非拘束型制振材用の制振材料として使用する場合は、上記母材中に更に他の成分として、該母材の剛性率μMに対する剛性率μHの比(剛性率比:μH/μM)が7以上であり、且つアスペクト比が1.0以下である硬質粒子を分散させると、制振材料としての損失係数を高めつつ、複合樹脂全体の剛性率を高めることができ、非拘束型制振材用としての制振性能を一段と高めることができるので好ましい。
【0018】
本発明の更に他の構成は、上記特性を備えた拘束型制振材用のシート状制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御するところに特徴を有している。
【0019】
また、上記特性を備えた非拘束型制振材用のシート状制振材料を製造する方法としては、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御するところに特徴を有している。
【0020】
また、海成分(マトリックス)に島状粒子が分散した海・島構造とするには、前記母材と島状粒子の溶解度パラメータの差を1[MPa]0.5以上とするのがよい。
【0021】
上記非拘束型制振材用のシート状制振材料を製造する際には、同時、もしくは逐次2軸延伸法を採用し、縦方向、横方向に母材樹脂が引き伸ばされるのに追従して、前記樹脂粒子を平板状に引き伸ばす方法を採用することが好ましい。
【発明の効果】
【0022】
本発明によれば、特定範囲のアスペクト比を有する樹脂粒子を島成分としてマトリクスを構成する海成分中に分散させることにより、海成分のTSおよび島成分のTSのいずれの温度においても高い損失係数を有し、広い温度域で優れた振動減衰能を発揮する拘束型または非拘束型制振材用の制振材料を安価に提供できる。
【発明を実施するための最良の形態】
【0023】
前述した如く特許文献1,2には、ポリエステル樹脂など特定の樹脂について、併用される樹脂の構造や分子量を調整することで、広い温度域での制振性能を高め得ると共に接着性や成形加工性も高めることができる旨の記載が見られる。
【0024】
しかし、具体的に使用されている樹脂材料を含めて、当該樹脂を構成する高分子材料の弾性率や、これと組み合わせて使用される高分子材料の弾性率などについての具体的な選定基準は明らかにされていない。そのため、具体的に示された樹脂以外の系では、どの様な高分子材料をどの様な基準で選択し、どの様な比率で配合するのがよいかといったことについては、その都度、実験によって試行錯誤的に求めざるを得ない。
【0025】
また、先に開示した特許文献3に記載されている如く、優れた接着性を有する市販接着剤の剛性率μと損失係数(tanδ)を、実際に遭遇する可能性の高い周波数領域(10Hz〜10kHz程度)と温度域(20〜80℃程度)について調べたところ、例えば下記の通りであり、特許文献3に記載された弾性板として鋼板を用いた場合の適正なせん断弾性係数範囲と思われる「2×105Pa≦(μ)≦2×107Pa」で、且つ「0.5≦tanδ≦3.0」の範囲、或いは、Al合金板を用いた場合の適正なせん断弾性係数範囲と思われる「7×104Pa≦(μ)≦7×106Pa」で、且つ「0.5≦tanδ≦3.0」の範囲に較べると、殆どの接着剤は上記適正範囲を外れる。
【0026】
1)主剤がエポキシ樹脂で、硬化剤がポリアミドの場合:
タイプA:μ=4×108〜2×109Pa、 tanδ=0.04〜0.4
タイプB;μ=1×108〜2×108Pa、 tanδ=0.1〜0.8
2)主剤がエポキシ樹脂で、硬化剤が変性シリコーンの場合:
μ=2×107〜3×108Pa、 tanδ=0.1〜0.3
3)主剤がエポキシ樹脂48%+炭酸カルシウム45%で、硬化剤が変性シリコーン 55%+炭酸カルシウム40%の場合:
μ=1×107〜2×108Pa、 tanδ=0.1〜0.3
4)主剤および硬化剤が変性アクリレートの場合:
μ=1×108〜8×108Pa、 tanδ=0.1〜0.3
5)ポリウレタン系樹脂(1液型)の場合:
タイプA:μ=1×106〜1×107Pa、 tanδ=0.3〜0.6
タイプB;μ=9×105〜1×107Pa、 tanδ=0.3〜0.5
6)ポリオレフィン系樹脂の場合:
μ=1×107〜2×108Pa、 tanδ=0.3〜0.5
7)クロロプレン系ゴムの場合:
μ=5×105〜1×106Pa、 tanδ=0.1〜0.2
そこで本発明者らは、「振動減衰能の高い制振樹脂をベースとしてその接着性を強化する」という従来の改善方向を見直し、接着性には優れているが制振性の乏しい接着剤をベース樹脂(マトリクスまたは母材と言うことがある)として選択し、これに優れた制振性能を有する樹脂を複合することで接着性と制振性を両立させることはできないかと考え、その線に沿って研究を進めてきた。
【0027】
その結果、接着剤を海(マトリクス)とし、その中に制振性能を有する樹脂材が島状に分散したいわゆる海・島構造の複合樹脂を創生することにより、優れた接着性を確保しつつ制振性能も高めることができるのではないかと考えた。そしてこうした着想を基に検討を進めた結果、海を構成する樹脂(以下、海状樹脂または海成分ということがある)の剛性率(μM)と島を構成する樹脂(以下、島状樹脂または島成分ということがある)の剛性率(μI)の比(μI/μM:以下、剛性率比と言う)が0.1〜2、より好ましくは0.1〜0.6、更に好ましくは0.1〜0.4の範囲となる様に海・島構成樹脂を選択して複合すれば、複合樹脂系の制振材料として高い損失係数が得られることを見出し、既に特許出願を行っている。
【0028】
ところで、弾性板として鋼板を使用する場合の拘束型制振材料に求められる上記剛性率比の好ましい値を求めると、複合樹脂を構成する海状樹脂として例えば上記ポリオレフィン系樹脂を選択した場合の1kHzの代表的な値である40MPaとしたとき、海状樹脂を構成するポリオレフィン系樹脂の剛性率(μM)に対する複合樹脂全体としての巨視的な剛性率(μAll)の比、即ち剛性率比は「0.05≦(μAll/μM)≦0.5」となり、複合樹脂全体としての巨視的な損失係数は、上記の通り「0.5≦(tanδAll)≦3.0」と好ましい値になる。ところが、たとえば図1(島状粒子の形状は球状、島状粒子の体積含有率(f)は30%、海状樹脂の損失係数tanδMは0.5の場合)に示す如く、このままでは、複合樹脂としての巨視的な損失係数(tanδAll)を例えば0.9以上に高めることができるものの、複合樹脂系制振材料としての好ましい剛性率比である「0.05≦μAll/μM≦0.5」を満足するものとはならない。
【0029】
そこで、更なる改善策として、海状樹脂中に島状樹脂の他、球状の気泡を体積含有率で30%分散させることにより、複合樹脂系制振材料としての巨視的な剛性率を調整したところ、図2(島状粒子の形状は球状、島状粒子の体積含有率fは30%、海状樹脂の損失係数tanδMは0.5、空孔は球状で体積含有率が30%の場合)に示す如く、空孔を含めた複合樹脂全体としての巨視的な損失係数(tanδAll)が更に高められると共に、剛性率比も好適範囲である「0.05≦(μAll/μM)≦0.5」の範囲にほぼ収まることを確認した。
【0030】
しかし、こうした改質効果を得るには、熱分解型発泡剤などを追加配合し均一分散させてから加熱発泡させる等の操作が必要となり、コストアップの原因となる。
【0031】
また、ポリウレタン樹脂系の形状記憶ポリマー(Shape Memory Polymer:以下、SMPと略す)を例にとって、前記TSを70℃に調整したSMPからなる母材(海状樹脂)中に、TSを30℃に調整した球状のSMP粒子を体積含有率で50%分散させることによって高分子系複合材料とし、巨視的な損失係数(tanδAll)を求めたところ、先に本発明者らの一人が非特許文献(「日本機械学会」No.03−11、材料力学部門講演会講演論文集、130−132頁、2003年、9月24〜26日)として開示した様に、母材のTSである70℃付近に加えて、島状樹脂として分散させたSMP粒子のTSである30℃付近においても損失係数(tanδAll)が極大値を取り得ることを知った[図3参照]。
【0032】
ところが、島成分として配合されるSMP粒子のTSである30℃における巨視的な損失係数(tanδAll)の値は、海成分となる母材のTSである70℃における巨視的な損失係数(tanδAll)の値に較べて大幅に低下するばかりでなく、35〜60℃の温度域の巨視的な損失係数(tanδAll)も劣悪である。そこで、1種類のSMP粒子を分散させるのではなく、TSが30℃、40℃、50℃、60℃の付近にある4種類のSMP粒子を母材中に均一に分散させたところ、35〜60℃の温度領域での巨視的な損失係数(tanδAll)の値をある程度平滑化することができた[図3参照]。しかし平均化されたその値は、母材のTSである70℃および、複合されるSMP粒子のTSの1つである30℃の値に較べると明らかに低く、このままでは広い温度領域で優れた制振性能を示す制振材を得ることはできない。
【0033】
以上説明した様に本発明者らはこれまでの研究で、海・島構造に相分離した複合樹脂系制振材料の海成分を構成する樹脂と、島成分を構成する樹脂の剛性率の比(剛性率比)を最適化すれば、例えば制振鋼板などの制振材として用いる制振材料に必要な接着強度や適度の剛性と損失係数を確保することができ、しかも、損失係数を広い温度領域である程度高めることができること、更には、複合樹脂内に適度の気泡を共存させれば、剛性が更に向上して損失係数を更に高め得ることを明らかにした。しかし、複合樹脂として満足のいくレベルの損失係数を得るには、前述した如く気泡の混入による剛性改善策を必要とし、製造工程が煩雑でコスト高になること、しかも、広い温度領域で達成することのできる損失係数自体が必ずしも満足し得る値ではなく、こうした技術を実用化していくためには更なる改善が求められる。
【0034】
本発明者らはこうした技術的背景の下で、前述した様な改良技術の更なる改善と実用化を目的としてなされたものである。
【0035】
ところで、これまでの研究において本発明者らは、母材(海成分)中に島成分として分散させる樹脂粒子の形状が略球状と仮定して検討を進めてきた。しかし、島成分として分散させる樹脂粒子の形状を変化させることで、複合樹脂全体としての巨視的な損失係数(tanδAll)を高めることができるのではないかと考え、その線に沿って検討を重ねてきた。
【0036】
そして、まず拘束型制振材を対象として、ポリウレタン樹脂系のSMPからなる母材中に該母材とは異なるTSを有し、その形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が異なるポリウレタン樹脂系のSMP粒子を体積含有率で50%分散させた複合樹脂について、複合樹脂全体としての巨視的な損失係数(tanδAll)に与える影響を調べた。結果を図4に示す。
【0037】
図4において、縦軸は複合樹脂全体としての巨視的な損失係数(tanδAll)、横軸は温度(T;℃)を示し、母材(海成分)のTSを70℃、島成分として分散させるSMP粒子のTSを30℃に設定し、該SMP粒子のアスペクト比(ω)を0.001から1.0の範囲で変化させた。図4において、破線はTSが70℃の母材単独でSMP粒子が分散されていないものの損失係数を示している。
【0038】
尚、本発明においてアスペクト比とは、図5[なお図5では、説明の便宜上アスペクト比(ω)の値が1以上であるものを示している]に示す如く、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さ[即ち楕円体の直径(a)]に対する回転軸方向長さ[即ち回転軸長](a×ω)の比率、即ち(a×ω/a=ω)の値を言い、アスペクト比(ω)の値が小さいものほど、楕円体直径(a)に対して回転軸長(a×ω)が相対的に短く、例えばヘモグロビンやコインの如く極めて扁平な円盤状粒子であることを意味し、アスペクト比(ω)の値が大きいものほど、(a)に対して(a×ω)が相対的に長く、例えば繊維状であることを意味している。
【0039】
図4から明らかな様に、島成分として分散させるSMP粒子のアスペクト比(ω)が1.0(すなわち、球形)である場合、SMP粒子と複合した複合樹脂全体として70℃での巨視的な損失係数(tanδAll)は殆ど低下しない。ところが、SMP粒子のアスペクト比が小さくなるにつれて、70℃での巨視的な損失係数(tanδAll)は低下するものの、30℃での巨視的な損失係数(tanδAll)は急増することが分かる。更に、SMP粒子のアスペクト比(ω)が0.01〜0.1の範囲で、測定温度30℃と70℃における巨視的な損失係数(tanδAll)の値はほぼ等しくなることが分かる。
【0040】
図6は、実験に使用したポリウレタン系形状記憶ポリマー(SMP)の粘弾性特性を示しており、該SMPのTSにおける剛性率(μ)は234(MPa)、損失係数(tanδ)は0.892、ポアソン比(ν)は0.46である。また、該SMPのTSよりも40℃低い温度では、剛性率(μ)は717(MPa)、損失係数(tanδ)は0.028、ポアソン比(ν)は0.38、TSよりも40℃高い温度における剛性率(μ)は5.5(MPa)、損失係数(tanδ)は0.123、ポアソン比(ν)は0.5である。従って、30℃における該SMP粒子の母材に対する剛性率比(μI/μM)は0.326(=234/717)、母材の損失係数(tanδM)は0.028、SMP粒子の損失係数(tanδI)は0.892となる。一方、70℃におけるSMP粒子の母材に対する剛性率比(μI/μM)は0.0235(=5.5/234)、母材の損失係数(tanδM)は0.892、SMP粒子の損失係数(tanδI)は0.123となる。
【0041】
そこで、SMP粒子のTSである30℃と母材のTSである70℃における母材とSMP粒子の損失係数を採用し、SMP粒子のアスペクト比(ω)と、該粒子の母材に対する剛性率比(μI/μM)を種々変化させたときの、高分子系複合材料としての巨視的な損失係数(tanδAll)と、母材に対する複合材料の剛性率比(μAll/μM)に与える影響を調べた。結果を図7〜9に示す。
【0042】
これらの図において、SMP粒子のTSである30℃における母材の損失係数(tanδM)は0.01、ポアソン比(νM)は0.4、SMP粒子の損失係数(tanδI)は1.0、ポアソン比(νI)は0.45;母材のTsである70℃における母材の損失係数(tanδM)は1.0、ポアソン比(νM)は0.45、SMP粒子の損失係数(tanδI)は0.1、ポアソン比(νI)は0.50;SMP粒子の配合量(f)は50体積%である。また図7は、測定温度をSMP粒子のTSである30℃とした場合、図8,9は測定温度を母材のTSである70℃とした場合で、図9は図8のμI/μMが0〜0.1の範囲を拡大した図である。
【0043】
図7から、SMP粒子のTSである30℃では、該粒子のアスペクト比(ω)が0.1以下(即ち、logω≦−1)で、該粒子の母材に対する剛性率比(μI/μM)が0.3以下のとき、複合材料としての巨視的な損失係数(tanδAll)は0.5以上で、母材に対する複合材料の剛性率比(μAll/μM)は0.5以下となる。
【0044】
また図8,9から、母材のTSである70℃では、SMP粒子のアスペクト比(ω)が0.01以上(即ち、logω≧−2)で、該SMP粒子の母材に対する剛性率比(μI/μM)が0.02以上のとき、複合材料としての巨視的な損失係数(tanδAll)は0.5以上で、母材に対する複合材料の剛性率比(μAll/μM)は0.05以上となる。
【0045】
これらの結果からも、母材に対する島状樹脂粒子の剛性率比(μI/μM)を0.02から0.3の範囲に設定し、島状樹脂粒子のアスペクト比(ω)を0.01から0.1の範囲内の値に設定すれば、制振材料として使用する場合の複合樹脂として制振材料に求められる粘弾性特性の適正範囲を確保できることが分かる。
【0046】
更に図10は、上述した実験結果を生かし、前記図4によって確認された実験結果から導いた更なる改良として、広い温度域で安定して優れた損失係数を示す複合樹脂とした例を示す。すなわち図10の例は、TSが異なるSMP粒子でアスペクト比(ω)はいずれも0.01である5種類の樹脂粒子を併用し、それらをTSが70℃であるSMPからなる海状樹脂中に総含有量(f)で50体積%配合したもので、本例によれば、35℃から70℃の広い温度域に渡って損失係数(tanδAll)を平均的に高めることができる。
【0047】
上記図10の如く適正範囲のアスペクト比を有するものでTSの異なる複数種類の島状樹脂粒子を併用すれば、広い温度範囲で安定して優れた制振性能を示す制振材料が得られることを確認できる。
【0048】
なお以上は、拘束型制振材として用いる複合樹脂に求められる粘弾性特性についての検討結果について説明した。この場合、拘束型制振材として用いられる複合樹脂の厚さは非常に薄く、高々100μm程度である。即ち、複合樹脂のせん断弾性係数(剛性率)を(μ)、せん断変位を(d)、樹脂層厚さを(t)、複合樹脂と拘束金属板との接着面積を(A)とすると、樹脂層に作用するせん断力(F)とせん断変位(d)の関係は「F=μAd/t」で表わすことができ、複合樹脂厚さ(t)が小さくなるほど、せん断剛性を表わす「μA/t」は大きくなる。そのため、複合樹脂層は薄くてもよい反面、複合樹脂層に較べて相対的に厚肉である金属板の振動減衰を薄い樹脂層で賄わねばならないため、複合樹脂層には高い損失係数が求められる。
【0049】
また複合樹脂層のせん断剛性が大き過ぎると、複合樹脂層はせん断変形せずに3層積層体が1枚板の様に変形するため、振動エネルギーの熱エネルギーへの変換がなされず、拘束型制振材全体としての損失係数は小さくなる。逆に複合樹脂層の剛性が小さ過ぎると、複合樹脂層の歪みよるエネルギー分担率が低下するため、やはり制振材全体としての損失係数は低下する。この様に、複合樹脂層のせん断弾性係数(剛性率)には最適範囲が存在する。即ち、拘束型制振材用として使用される複合樹脂の剛性率(μ)や損失係数(tanδ)には、拘束型制振材全体としての損失係数をより効果的に高めるための好適範囲があり、拘束金属板が鉄鋼やアルミニウム合金である場合の複合樹脂の好ましい剛性率(μ)は0.07〜20MPaで、好ましい損失係数(tanδ)は0.5〜3であることが判っており、こうした好適範囲に適合する複合樹脂のイメージは固形物と液状物の境界領域にある所謂「ネバネバ」状態の粘性物質を想定すればよい。
【0050】
次に、非拘束型制振材として用いる複合樹脂についての検討結果を述べる。
【0051】
非拘束型制振材とは、基材となる鋼板やアルミニウム合金板などの剛性板の片面もしくは両面に、制振樹脂などを接着(積層)した構造の制振材であり、代表例として片面のみに複合樹脂層を形成した2層型のものについて説明すると、次の通りとなる。
【0052】
2層型複合制振材全体としての損失係数を複合損失係数と呼ぶこととし、この複合損失係数(tanδ)の制振樹脂単独の損失係数(tanδR)に対する比(tanδ/tanδR)と、基材に対する制振樹脂層の厚さ比(d2/d1)およびヤング率比(a=E2/E1)の間には図11に示す様な関係があり、基材に対する制振樹脂層の厚さ比(d2/d1)が40以下の領域では、ヤング率比(a)が大きいほど複合損失係数(tanδ)は大きくなる。従って、なるべく薄い制振樹脂層で2層型複合制振材としての複合損失係数を高めるには、ヤング率比(a)を大きく、即ち制振樹脂のヤング率(E2)を大きくすべきである。しかし一般的な高分子材料は、TS以上の温度域で剛性が急激に低下するので、これを考慮すると、複合樹脂系制振材料を構成する母材(マトリクス)のTSは使用温度範囲よりも高めに設定する必要がある。
【0053】
非拘束型制振材料として使用される制振樹脂材料の一般的な厚さは、基材厚さの1倍〜数倍程度であり、基材厚さを1mmとすると、制振樹脂層の厚さは1mm〜数mmとなる。
【0054】
例えば、非拘束型制振材料の基材に対する制振樹脂層の厚さ比(d2/d1)を1、基材をアルミニウム合金板(ヤング率E1=7×1010Pa)、制振樹脂をポリプロピレン(ヤング率E2=1×109Pa)とすると、図11より、ヤング率比(a=E2/E1)は約0.01(=10-2)となるので、制振樹脂単独の損失係数(tanδR)に対する非拘束型制振材料全体としての複合損失係数(tanδ)の比は約0.1となる。仮に使用温度を20℃と設定し、母材としてTSが20℃よりも十分に高いポリプロピレンを選択したとすると、その損失係数(tanδR)は約0.1であるから、複合損失係数は約0.01となり、一般に制振材として評価される最低限の損失係数である0.05以上の値を満たすものとはならない。しかし、基材に対する制振樹脂層の厚さ比(d2/d1)を3まで高めると、同図11に示す如く複合損失係数比は0.6に増加して複合損失係数は0.06まで高まり、実用レベルの制振性能を示すものとなる。
【0055】
こうした傾向の下に本発明では、非拘束型制振材料の制振樹脂設計において、マトリクスを構成する樹脂として相対的にTSの高い樹脂を選択し、該マトリクス樹脂中に、前述した拘束型制振材用の樹脂の場合と同様に、損失係数を高めるための手段としてTSの異なる樹脂粒子を島成分として分散させることにより、複合損失係数で0.1以上を示す優れた制振性能を発揮する制振用複合樹脂の開発をも意図する。
【0056】
いま、使用温度を20℃と想定し、母材中に分散させる樹脂粒子のTsを20℃に設定すると共に、母材としてTsが20℃よりも十分に高いポリプロピレン(図21参照)を使用する場合を考える。樹脂粒子の分散により巨視的ヤング率は低下しないと仮定し、基材を鋼板またはアルミニウム板とすると、ヤング率比(E2/E1)は約5×10-3(=1×109/20×1011)〜1.4×10-2(=1×109/7×1010)となるから、基材に対する制振樹脂の厚さ比(d2/d1)が「1.0」であるとき、複合損失係数は制振樹脂の約0.05〜0.1倍となり、厚さ比(d2/d1)が「2.0」であるときには、複合損失係数は制振樹脂の約0.2〜0.4倍となる。従って、板厚比が「1.0」のときに複合損失係数を「0.1以上」とするには、制振用複合樹脂全体としての巨視的な損失係数(tanδAll)を約1〜2に設定し、板厚比が「2」のときには、制振用複合樹脂全体としての巨視的な損失係数(tanδAll)を約0.25〜0.5に設定する必要があることが分かる。
【0057】
そこで、アスペクト比(ω)が「0.01」,「0.1」,「1.0」である樹脂粒子を使用した場合について、樹脂粒子の損失係数(tanδI)を0〜5.0、該樹脂粒子の母材に対する剛性率比(μI/μM)を0.001から1000の範囲で変化させて、複合樹脂全体としての巨視的な損失係数(tanδAll)と母材に対する複合樹脂のヤング率比(EAll/EM)を求め、巨視的な損失係数(tanδAll)が0.25以上となる条件を検討した。
【0058】
制振用複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)の関係を、島状粒子の体積含有率(fI)を0.3(30%)として求めた結果を図12(島状粒子のアスペクト比ωが0.01の場合)、図13(島状粒子のアスペクト比(ω)が0.1の場合)、図14(樹脂粒子のアスペクト比(ω)が1.0の場合)に示す。
【0059】
これらの図からも明らかな様に、樹脂粒子のアスペクト比(ω)が小さくなるにつれて複合樹脂全体としての巨視的な損失係数(tanδAll)の値は大きくなり、ω=0.01のときは樹脂粒子の損失係数(tanδI)が0.3以上、ω=0.1のときは樹脂粒子の損失係数(tanδI)が0.5以上、ω=1.0のときは樹脂粒子の損失係数(tanδI)が0.7以上で、それぞれ複合樹脂全体としての巨視的な損失係数(tanδAll)は0.25以上になることが分かる。
【0060】
この結果を受けて、樹脂粒子の損失係数(tanδI)を0.3または0.7に固定し、該樹脂粒子のアスペクト比(ω)を0.001〜1000(logω=−3〜3)の範囲で変化させ、同様に複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)を求めた。
【0061】
結果は図15,16に示す通りであり、樹脂粒子の損失係数(tanδI)が0.3の場合(図15)には、ωが0.01(logω=−2)以下で、剛性率比(μI/μM)が0.04以下のとき、また、樹脂粒子の損失係数(tanδI)が0.7の場合(図16)には、ωが1.0(logω=0)以下で剛性率比(μI/μM)が10以下のときに、複合樹脂全体としての巨視的な損失係数は0.25以上となるので、非拘束型制振材料全体としては、0.1以上の巨視的損失係数を板厚比(d2/d1)1〜2で達成できることが分かる(図11参照)。
【0062】
但し、図15,16より、樹脂粒子の損失係数(tanδI)が0.3でも0.7の場合でも、剛性率比(μl/μM)が1以下でアスペクト比(ω)が1以下の樹脂粒子を分散させた場合は、母材に対する複合樹脂のヤング率比(EAll/EM)は1以下となるので、最初に設定した『樹脂粒子の分散により巨視的ヤング率が低下しないと仮定し、基材を鋼板またはアルミニウム板として、ヤング率比は5×10-3〜1.4×10-2』としたことが成立不能となる。
【0063】
そこで、上記樹脂粒子を分散させた状態で、更に樹脂母材に対して10倍の剛性率を有する硬質粒子(例えば、ガラス、マイカ、水酸化アルミニウム、水酸化マグネシウム、シラスバルーン、カーボンブラック、フラーレン、カーボンナノチューブ、酸化チタン等のフィラー)を追加分散させた場合の、複合樹脂全体としての損失係数(tanδAll)と母材に対する複合樹脂全体としてのヤング率比(EAll/EM)を、硬質粒子のアスペクト比(ωII)を0.1、1.0および10.0に変えた場合について求めた。尚、上記フィラーは、複合樹脂を難燃化するための充填物を兼ねたものであってもよい。
【0064】
結果は図17,18,19に示す通りであり、ωIIが1以下のときには、樹脂粒子の母材に対する剛性率比(μI/μM)が1以下でアスペクト比(ωI)が1.0以下の樹脂粒子を分散させた場合でも、複合樹脂全体としての損失係数(tanδAll)を損なうことなく母材に対する複合樹脂全体としてのヤング率比(EAll/EM)を1以上に設定できることが分かる。但し、硬質粒子のアスペクト比(ωII)が10まで上がると、上記ヤング率比(EAll/EM)は高まるものの、巨視的な損失係数(tanδAll)の値は最悪で約1/2程度まで低下する。
【0065】
そこで、樹脂粒子のアスペクト比(ωI)を0.1、剛性率比(μI/μM)を0.2、損失係数(tanδI)を0.7に固定し、硬質粒子のアスペクト比(ωII)と、母材に対する剛性率比(μII/μM)を連続的に変化させて、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を求めたところ、図20の結果を得た。この図より、20℃で剛性率比(μII/μM)が7以上、硬質粒子のアスペクト比(ωII)を1以下とすれば、複合樹脂全体としての損失係数(tanδAll)を維持しつつ若しくは高めつつ、ヤング率比(EAll/EM)を1.0以上、すなわち巨視的ヤング率を母材と同等以上にまで増大できることが分かる。
【0066】
次に、使用温度範囲を20〜80℃の範囲とする非拘束型制振材用の複合樹脂系制振材料の製造を考えた場合、例えば図21に示す如く、20〜80℃の温度域、100Hz〜5kHz[図中の右縦軸のlog(f)で2〜3.7]の周波数領域で、ヤング率が1GPaを超える比較的ヤング率の大きなポリプロピレンを母材として使用し、また図22,23に示す如く、この周波数領域におけるTsが20℃のポリエステル粒子(1)と同Tsが80℃のポリエステル粒子(2)の2種類を分散させて複合する場合を例にとって説明する。
【0067】
図21〜23において、右側の縦軸は振動周波数(f)のlog値、左側の縦軸はヤング率Eと損失係数(tanδ)のlog値である。●点の連続によって現われる線は、各樹脂の温度による損失係数(tanδ)の変化を、また■点の連続によって現われる線は、各樹脂の温度によるヤング率(E)の変化を夫々示している。
【0068】
海成分(母材;マトリクス)として使用するポリプロピレンは、図21に示す如く20〜80℃の温度域、100Hz〜5kHz[図中の縦軸log(f)で2〜3.7]でヤング率(E)が1GPaを超える高い値を示すものであり、また島成分として用いるポリエステル粒子(1),(2)は、図22,23に示す如く、上記と同じ周波数域における中間的周波数である1000Hz[1kHz:縦軸のlog(f)=3]において、20℃または80℃で最大の損失係数を示す樹脂(すなわち、TSが20℃または80℃)である。
【0069】
これら図21〜23の粘弾性曲線から、周波数が1kHz[1000Hz、即ちlog(f)値で3]の場合について、各樹脂の20℃および80℃におけるヤング率(E)、剛性率(μ)、損失係数(tanδ)を求めると、表1に示す通りとなる。なお、同表中に示したポアソン比(ν)は別の方法で求めた値である。なお剛性率は、ヤング率とポアソン比より[μ=E/{2(1+ν)}の関係から求めた。
【0070】
【表1】
【0071】
そして、母材(マトリクス)を構成するポリプロピレン中に、樹脂粒子を構成するTSの異なる上記2種類のポリエステル粒子(1),(2)を各々30体積%分散させることとし、樹脂粒子のアスペクト比(ω)を変えた場合について、島成分として配合するポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)が複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)に与える影響を調べた。
【0072】
表1より、温度が20℃のときの樹脂粒子(ポリエステル粒子)(1)、(2)の母材(ポリプロピレン)に対する剛性率比(μI/μM),(μII/μM)は0.1,1.0となり、また、温度が80℃であるときの同剛性率比(μI/μM),(μII/μM)は0.03,0.16となる。そこで、表1に示す剛性率比と損失係数の値に固定し、ポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)を変えたときの、複合樹脂全体としての巨視的な損失係数(tanδAll)とヤング率比(EAll/EM)を求めたところ、図24,25に示す結果を得た。
【0073】
図24からも明らかな様に、20℃ではポリエステル粒子(2)の剛性率と損失係数は母材とほぼ同じであるため、該粒子(2)のアスペクト比(ωII)の影響はなく、粒子(1)のアスペクト比(ωI)が0.6以下で損失係数(tanδAll)は0.25以上となる。また図25からも明らかな様に、80℃ではポリエステル粒子(2)のアスペクト比(ωII)が約1以下のとき、損失係数(tanδAll)は0.25以上となる。即ち、ポリエステル粒子(1),(2)のアスペクト比(ωI)、(ωII)を各々1以下とすれば、損失係数(tanδAll)は0.25以上となり、非拘束型制振材料全体としては0.1以上の損失係数を板厚比(d2/d1)1〜2で達成できることが分かる。
【0074】
ところが、ヤング率比(EAll/EM)は最低で0.35まで低下する。すなわち巨視的ヤング率が母材の35%に低下してしまうので、前記図15,16の場合と同様、最初に設定した『樹脂粒子の分散により巨視的ヤング率が低下しないと仮定し、基材を鋼板またはアルミニウム板として、ヤング率比は5×10-3〜1.4×10-2』としたことが成立不能となる。
【0075】
そこで、ポリエステル粒子(1),(2)を分散させた状態で、更に母材の10倍の剛性率を有する前述した様な硬質粒子(3)を追加分散させた場合の、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を、硬質粒子(3)のアスペクト比(ωIII)を0.1,1.0および10.0に変えた場合について夫々求めたところ、図26〜31の結果を得た。
【0076】
これらの図からも明らかな様に、硬質粒子(3)のアスペクト比(ωIII)が「0.1」のときは、硬質粒子(3)を分散させない場合に較べて、複合樹脂全体の損失係数(tanδAll)は2倍程度に増大すると共に、ヤング率比(EAll/EM)も約0.85まで増大し、また硬質粒子(3)のアスペクト比(ωIII)が「1.0」のときは、硬質粒子(3)を分散させない場合の複合樹脂全体の損失係数(tanδAll)を維持しつつ、ヤング率比(EAll/EM)は約0.75まで増大することが分かる。但し、該硬質粒子(3)のアスペクト比(ωIII)が「10.0」になると、硬質粒子(3)を分散させない場合のヤング率比(EAll/EM)は約1.2以上に増大するが、複合樹脂全体の損失係数(tanδAll)は最悪で1/2程度まで低下する。
【0077】
そこで、樹脂粒子(1),(2)のアスペクト比(ωI),(ωII)をそれぞれ「0.1」に固定し、硬質粒子(3)のアスペクト比(ωIII)と母材に対する剛性率比(μIII/μM)を変化させて、複合樹脂全体としての損失係数(tanδAll)とヤング率比(EAll/EM)を調べたところ、図32,33に示す結果となった。この図からも明らかな様に、20℃および80℃で剛性率比(μIII/μM)が7以上で、アスペクト比(ωIII)が1以下の硬質粒子を複合すると、複合樹脂全体としての損失係数(tanδAll)を維持または増大しつつ、ヤング率比(EAll/EM)を1.0以上とし、巨視的ヤング率を母材と同等以上にまで高めることができることが分かる。
【0078】
以上の結果から、本発明を非拘束型制振材用の複合樹脂として実用化する際には、島成分としてアスペクト比(ω)が1以下である樹脂粒子の2種以上を併用し、好ましくは更に、母材に対する剛性率比が7以上で且つアスペクト比が1.0以下である硬質粒子を好ましくは30体積%程度以上併用することによって、複合樹脂全体として十分なヤング率を確保しつつ高い損失係数(tanδAll)を有する複合樹脂制振材料を得ることができる。
【0079】
なお上記では、非拘束型制振材用としてTSの異なる2種のポリエステル粒子を樹脂粒子として併用した場合を説明したが、前記図10で拘束型制振材用の例として説明したのと同様に非拘束型の場合でも、TSの異なる3種以上の樹脂粒子を併用することで、非拘束型としても一層安定した損失係数を示す複合樹脂を得ることができる。
【0080】
また上記説明では、制振樹脂材料と組み合わせる金属板として鋼板またはアルミニウム合金板を使用したが、金属板の種類はもとよりこれらに限定される訳ではなく、例えばステンレス鋼など他の鉄基合金板やTi合金板など他の非鉄金属板、或いはそれらに各種の表面被覆処理やめっき処理等を施した種々の表面処理金属板、更にはエンジニアリングプラスチック等の様な硬質樹脂板などを使用することができる。
【0081】
また制振樹脂材料としては、拘束型制振材として使用する場合は、相対的に剛性が低くて粘弾性に優れたポリウレタン系樹脂が最適であり、また非拘束型制振材用として使用する場合は、相対的に剛性の高いポリオレフィン系樹脂、より具体的には海成分を構成する母材樹脂としてはポリプロピレンが、また島成分を構成する楕円体状粒子としてはポリエステルやポリイソブチレンが好ましい代表例であるが、勿論これに制限される理由はなく、前述した好適粘弾性特性を有するものであれば、ポリオレフィン系樹脂、シリコーン系樹脂、ポリアミド系樹脂、アクリレート系樹脂、クロロプレンやブタジエンなどの合成ゴム等、或いは更にそれらをエポキシ樹脂などで変性を加えた各種変性樹脂やブレンド樹脂などが任意に選択して使用できる。
【0082】
また、海状樹脂と島状樹脂の組み合わせも自由であり、前記図示例で示した様に、同種でTsの異なる樹脂の組合せは勿論のこと、異なる2種以上の樹脂を任意に組み合わせて海状樹脂および/または島状樹脂として併用することができる。
【0083】
また、島状樹脂粒子としてのアスペクト比の調整は、制振樹脂材料として複合化する際に混入する樹脂粒子としてアスペクト比を予め調整した楕円体状粒子を使用してもよいが、実用化する上でより好ましいのは、海状樹脂中に略球状の島状樹脂粒子を配合した複合樹脂を使用し、これを押出・延伸機などに通して金属板間にサンドイッチ状に挟み込み、或いはその片面もしくは両面に貼り合せるのに先立って、押出機の出口に設けられたダイの寸法や、延伸装置の送り速度、延伸もしくは圧下倍率などを調整し、或いは押出・成形機に付設された予熱ロールの表面温度などを調整することにより、ダイ出口から押出機出口までの厚み減少率を、拘束型の場合は0.01〜1.0、より好ましくは0.01〜0.1の範囲内に制御し、非拘束型の場合は1.0以下、より好ましくは0.01〜0.1の範囲内に制御し、それにより複合樹脂層内の島状樹脂粒子を圧下方向に押し潰すことによって、島成分を構成する樹脂粒子を適正範囲のアスペクト比を有する楕円体状粒子に調整する方法である。
【0084】
このとき、複合樹脂中の前記母材の剛性率(μM)に対する島状樹脂粒子の剛性率(μI)の比(μI/μM)を、拘束型の場合は「0.02〜0.3」の範囲に、また非拘束型の場合は「1以下」、より好ましくは「0.01〜1.0」の範囲にしておけば、複合樹脂シートを圧下する際の圧下力を島状樹脂粒子に集中させることができ、元々の島状樹脂粒子が略球形のものであっても圧下率を調整することで好適アスペクト比を有する楕円体状粒子に簡単に変えることができるので好ましい。
【0085】
このとき、好ましくは2軸延伸法を採用し、母材(マトリクス樹脂)が縦方向および横方向に引き伸ばされるのに追従して、島状成分が平板状に引き伸ばされる様にするのがよい。なお2軸延伸法としては、同時2軸延伸、逐次2軸延伸のどちらを採用しても構わない。勿論、金属板間にサンドイッチ状に挟み込み、或いはその片面もしくは両面に貼り合わせた後で、加熱、圧延などの方法で樹脂粒子のアスペクト比を低下させてもよい。
【0086】
また母材を構成する海状樹脂と島成分を構成する樹脂粒子の海・島構造相分離の形成を促進する上では、海状樹脂と島状粒子の溶解度パラメータ(SP値)の差を1[MPa]0.5以上とするのがよい。
【図面の簡単な説明】
【0087】
【図1】樹脂母材中に球状の樹脂粒子を30体積%配合した複合樹脂を用いた拘束型制振材において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が複合樹脂全体としての巨視的な損失係数および剛性率比に与える影響を示すグラフである。
【図2】樹脂母材中に球状の樹脂粒子30体積%と球状の気泡30体積%を含有させた複合樹脂を用いた拘束型制振材において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が複合樹脂全体としての巨視的な損失係数および剛性率比に与える影響を示すグラフである。
【図3】海状樹脂を単独で使用した場合と、これに1種およびTSの異なる4種の球状の島状樹脂粒子を併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図4】アスペクト比の異なる数種類の島状樹脂50体積%を海状樹脂と併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図5】本発明で規定する楕円体状粒子のアスペクト比の算出法を示す説明図である。
【図6】ポリウレタン系形状記憶ポリマーの粘弾性特性を示す図である。
【図7】拘束型制振材料の複合樹脂において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比が、複合樹脂全体としての温度30℃での巨視的な損失係数および剛性率比に与える影響を示す図である。
【図8】拘束型制振材料の複合樹脂において、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比が、複合樹脂全体としての温度70℃での巨視的な損失係数および剛性率比に与える影響を示す図である。
【図9】図8における剛性率比が0〜0.1の範囲を拡大して示す図である。
【図10】海状樹脂を単独で使用した場合と、これにアスペクト比が0.01でTSの異なる5種の島状樹脂粒子を併用した複合樹脂の温度と巨視的な損失係数の関係を示すグラフである。
【図11】非拘束型制振材について、基材板に対する制振樹脂のヤング率比をパラメータとし、制振樹脂/基材板厚比と、巨視的損失係数/制振樹脂損失係数比の関係を示すグラフである。
【図12】非拘束型制振材料として用いる複合樹脂において、粒子のアスペクト比が0.01の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図13】非拘束型制振材料として用いる複合樹脂において、アスペクト比が0.1の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図14】非拘束型制振材料として用いる複合樹脂において、アスペクト比が1.0の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子の損失係数が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図15】非拘束型制振材料として用いる複合樹脂において、損失係数(tanδI)が0.3の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比(ω)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図16】非拘束型制振材料として用いる複合樹脂において、損失係数(tanδI)が0.7の島状樹脂を使用した場合の、海状樹脂に対する島状樹脂粒子の剛性率比と島状樹脂粒子のアスペクト比(ω)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図17】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が0.1である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図18】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が1.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での損失係数およびヤング率比に与える影響を示す図である。
【図19】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0で、アスペクト比(ωII)が10.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する樹脂粒子の剛性率比と該樹脂粒子のアスペクト比(ωI)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図20】非拘束型制振材料として用いる複合樹脂において、損失係数が0.7の樹脂粒子と同損失係数が0.0である硬質粒子を母材樹脂と複合した場合の、母材樹脂に対する硬質粒子の剛性率比と該硬質粒子のアスペクト比(ωII)が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図21】母材として使用するポリプロピレンの温度と周波数による粘弾性特性を示す図である。
【図22】島成分として用いるポリエステル粒子(1)の温度と周波数による粘弾性特性を示す図である。
【図23】島成分として用いるポリエステル粒子(2)の温度と周波数による粘弾性特性を示す図である。
【図24】非拘束型制振材料として用いる複合樹脂において、島状樹脂として2種類の樹脂粒子を複合添加した場合に、夫々の樹脂粒子のアスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図25】非拘束型制振材料として用いる複合樹脂において、島状樹脂として2種類の樹脂粒子を複合添加した場合に、夫々の樹脂粒子のアスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図26】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図27】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図28】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が0.1の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図29】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が1.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図30】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が1.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図31】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が10.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図32】非拘束型制振材料として用いる複合樹脂において、2種の樹脂粒子に加えてアスペクト比が10.0の硬質粒子を追加分散したときに、2種の樹脂粒子の各アスペクト比が、複合樹脂全体としての温度20℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【図33】非拘束型制振材料として用いる複合樹脂において、アスペクト比が何れも0.1である2種の樹脂粒子に加えて、アスペクト比の異なる硬質粒子を追加分散したときに、母材に対する硬質粒子の剛性率比と該硬質粒子のアスペクト比が、複合樹脂全体としての温度80℃での巨視的な損失係数およびヤング率比に与える影響を示す図である。
【特許請求の範囲】
【請求項1】
高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が0.01〜0.1の範囲内である楕円体状粒子が島状に分散していることを特徴とする拘束型制振材用の制振材料。
【請求項2】
高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が1以下である楕円体状粒子が分散していることを特徴とする非拘束型制振材用の制振材料。
【請求項3】
前記母材のせん断弾性係数(剛性率)(μM)に対する前記楕円体状粒子のせん断弾性係数(剛性率)(μI)の比(μI/μM)が0.02〜0.3の範囲内である請求項1に記載の制振材料。
【請求項4】
前記母材のせん断弾性係数(剛性率)(μM)に対する前記楕円体状粒子のせん断弾性係数(剛性率)(μI)の比(μI/μM)が1以下である請求項2に記載の制振材料。
【請求項5】
島状に分散している前記楕円体状粒子の損失係数が最大となる温度が、母材の損失係数が最大となる温度よりも低いものである請求項1〜4のいずれかに記載の制振材料。
【請求項6】
前記楕円体状粒子として、損失係数が最大となる温度の異なる複数の粒子が分散している請求項1〜5のいずれかに記載の制振材料。
【請求項7】
拘束型制振材用の制振材料であって、前記母材と前記楕円体状粒子の素材が、ポリウレタン系の形状記憶高分子材である請求項1,3,5,6のいずれかに記載の制振材料。
【請求項8】
非拘束型制振材用の制振材料であって、前記母材はポリオレフィン、前記楕円体状粒子はポリエステルである請求項2,4,5,6のいずれかに記載の制振材料。
【請求項9】
非拘束型制振材用の制振材料であって、前記母材はポリプロピレン、前記楕円体状粒子はポリイソブチレンである請求項2,4,5,6のいずれかに記載の制振材料。
【請求項10】
前記母材中に、該母材のせん断弾性係数(剛性率)(μM)に対するせん断弾性係数(剛性率)(μH)の比(μH/μM)が7以上であり、且つアスペクト比が1.0以下である硬質粒子が更に分散されている請求項2,4,5,6,8,9のいずれかに記載の制振材料。
【請求項11】
前記母材と前記粒子の溶解度パラメータの差が1[MPa]0.5以上である請求項1〜10のいずれかに記載の制振材料。
【請求項12】
前記請求項1,3,5,6,7,11のいずれかに記載された制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御することを特徴とする、拘束型制振材用シート状制振材料の製法。
【請求項13】
前記請求項2,4,5,6,8,9,10,11のいずれかに記載された制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御することを特徴とする、非拘束型制振材用シート状制振材料の製法。
【請求項14】
シート状制振材料の製造に2軸延伸法を採用し、縦方向、横方向に母材樹脂が引き伸ばされるのに追従して、前記樹脂粒子を平板状に引き伸ばす請求項12または13に記載の製法。
【請求項15】
同時2軸延伸法を採用する請求項14に記載の製法。
【請求項16】
逐次2軸延伸法を採用する請求項14に記載の製法。
【請求項17】
前記母材および前記粒子として、両者の溶解度パラメータの差が1[MPa]0.5以上であるものを使用する請求項12〜16のいずれかに記載の製法。
【請求項1】
高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が0.01〜0.1の範囲内である楕円体状粒子が島状に分散していることを特徴とする拘束型制振材用の制振材料。
【請求項2】
高分子材からなる母材中に、該母材とは異なる素材からなる楕円体状粒子であって、該粒子の形状を回転楕円体と仮定した時の回転半径方向長さに対する回転軸方向長さの比率(アスペクト比;ω)が1以下である楕円体状粒子が分散していることを特徴とする非拘束型制振材用の制振材料。
【請求項3】
前記母材のせん断弾性係数(剛性率)(μM)に対する前記楕円体状粒子のせん断弾性係数(剛性率)(μI)の比(μI/μM)が0.02〜0.3の範囲内である請求項1に記載の制振材料。
【請求項4】
前記母材のせん断弾性係数(剛性率)(μM)に対する前記楕円体状粒子のせん断弾性係数(剛性率)(μI)の比(μI/μM)が1以下である請求項2に記載の制振材料。
【請求項5】
島状に分散している前記楕円体状粒子の損失係数が最大となる温度が、母材の損失係数が最大となる温度よりも低いものである請求項1〜4のいずれかに記載の制振材料。
【請求項6】
前記楕円体状粒子として、損失係数が最大となる温度の異なる複数の粒子が分散している請求項1〜5のいずれかに記載の制振材料。
【請求項7】
拘束型制振材用の制振材料であって、前記母材と前記楕円体状粒子の素材が、ポリウレタン系の形状記憶高分子材である請求項1,3,5,6のいずれかに記載の制振材料。
【請求項8】
非拘束型制振材用の制振材料であって、前記母材はポリオレフィン、前記楕円体状粒子はポリエステルである請求項2,4,5,6のいずれかに記載の制振材料。
【請求項9】
非拘束型制振材用の制振材料であって、前記母材はポリプロピレン、前記楕円体状粒子はポリイソブチレンである請求項2,4,5,6のいずれかに記載の制振材料。
【請求項10】
前記母材中に、該母材のせん断弾性係数(剛性率)(μM)に対するせん断弾性係数(剛性率)(μH)の比(μH/μM)が7以上であり、且つアスペクト比が1.0以下である硬質粒子が更に分散されている請求項2,4,5,6,8,9のいずれかに記載の制振材料。
【請求項11】
前記母材と前記粒子の溶解度パラメータの差が1[MPa]0.5以上である請求項1〜10のいずれかに記載の制振材料。
【請求項12】
前記請求項1,3,5,6,7,11のいずれかに記載された制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御することを特徴とする、拘束型制振材用シート状制振材料の製法。
【請求項13】
前記請求項2,4,5,6,8,9,10,11のいずれかに記載された制振材料を製造する方法であって、母材中に、該母材とは異なる素材からなる略球形の樹脂粒子が分散した複合樹脂を使用し、該複合樹脂をシート状に加工して制振材料とする際に、目標肉厚のシート状制振材料とするまでの過程で肉厚低減率を0.01〜1.0の範囲に制御することを特徴とする、非拘束型制振材用シート状制振材料の製法。
【請求項14】
シート状制振材料の製造に2軸延伸法を採用し、縦方向、横方向に母材樹脂が引き伸ばされるのに追従して、前記樹脂粒子を平板状に引き伸ばす請求項12または13に記載の製法。
【請求項15】
同時2軸延伸法を採用する請求項14に記載の製法。
【請求項16】
逐次2軸延伸法を採用する請求項14に記載の製法。
【請求項17】
前記母材および前記粒子として、両者の溶解度パラメータの差が1[MPa]0.5以上であるものを使用する請求項12〜16のいずれかに記載の製法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】

【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】

【図20】
【図21】
【図22】
【図23】

【図24】
【図25】

【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【公開番号】特開2006−199759(P2006−199759A)
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願番号】特願2005−10890(P2005−10890)
【出願日】平成17年1月18日(2005.1.18)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)7月20日 社団法人日本機械学会発行の「M&M2004材料力学カンファレンス講演論文集」に発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)9月4日 社団法人日本機械学会発行の「2004年度年次大会講演論文集(1)」に発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)9月26日 社団法人日本機械学会発行の「D&D2004 機械力学・計測制御部門講演会講演論文アブストラクト集」に発表
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(504255685)国立大学法人京都工芸繊維大学 (203)
【Fターム(参考)】
【公開日】平成18年8月3日(2006.8.3)
【国際特許分類】
【出願日】平成17年1月18日(2005.1.18)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)7月20日 社団法人日本機械学会発行の「M&M2004材料力学カンファレンス講演論文集」に発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)9月4日 社団法人日本機械学会発行の「2004年度年次大会講演論文集(1)」に発表
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 2004年(平成16年)9月26日 社団法人日本機械学会発行の「D&D2004 機械力学・計測制御部門講演会講演論文アブストラクト集」に発表
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(504255685)国立大学法人京都工芸繊維大学 (203)
【Fターム(参考)】
[ Back to top ]