
制振部材

【課題】高い精度を要求される構造部品として採用することが可能な制振部材及びその製造方法を提供する。
【解決手段】チタン酸アルミニウム系の塑性セラミックスと、塑性セラミックスに含浸した樹脂とからなる。塑性セラミックスに樹脂を含浸させれば、マイクロクラックに樹脂が侵入し塑性セラミックスの結晶の動きを樹脂が拘束して高い剛性を発揮する一方、柱状結晶間に侵入した樹脂が振動エネルギーを吸収するから高い剛性と高い制振性を併せ持つ。塑性セラミックス材自体の剛性が高く、柱状結晶の結合が離れがたいので高い精度を要求される構造部品に適用することができる。
【解決手段】チタン酸アルミニウム系の塑性セラミックスと、塑性セラミックスに含浸した樹脂とからなる。塑性セラミックスに樹脂を含浸させれば、マイクロクラックに樹脂が侵入し塑性セラミックスの結晶の動きを樹脂が拘束して高い剛性を発揮する一方、柱状結晶間に侵入した樹脂が振動エネルギーを吸収するから高い剛性と高い制振性を併せ持つ。塑性セラミックス材自体の剛性が高く、柱状結晶の結合が離れがたいので高い精度を要求される構造部品に適用することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は制振部材に関する。
【背景技術】
【0002】
従来、ゴムや合成樹脂の弾性体のみからなる材料や、その弾性体をマトリックスとして内部に剛性体が分散している材料からなる制振部材が知られている。この制振部材は、弾性体が大きな内部摩擦を有して振動エネルギーを吸収しやすく、部品や部材の振動が外部に伝達することを防止したり、外部の振動が部品等に伝達することを防止したりすることができる。このため、この制振部材は機械、建築物等、様々な産業分野において広く用いられている。
【0003】
しかし、従来の制振部材は、弾性体を主として構成されていたことから、剛性が低く、小さな力が加わっただけで大きく変形してしまう。このため、その制振部材は、電子顕微鏡や走査型トンネル顕微鏡の試料ホルダー、精密加工機械等のように、高い精度を要求される構造部品には採用され難い。また、ゴムや合成樹脂の弾性体を板状の金属に積層させたり、挟み込んだりすることで制振性を発揮する制振鋼板のような制振部材であれば、これらは形状が板状に限定されてしまう。
【0004】
この点、特許文献1に開示されたセラミックス製品を制振部材として用いることが考えられる。このような制振部材は、多孔質のセラミックス材と、このセラミックス材に含浸した熱硬化性アクリル樹脂等の樹脂とからなる。このセラミックス製品では、セラミックス材自体が高い剛性を発揮する一方、セラミックス材に含浸した樹脂がセラミックス材の個々の粒子間で振動エネルギーを吸収すると考えられることから、従来の弾性体を主とした制振部材と比較し、高い剛性を有し、小さな力によっては変形し難くなると考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−106584号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来の制振部材では、より高い精度を要求される構造部品や高分解能が求められる機械等の構造部品に適用することが困難である。このため、より高い精度が要求される構造部材にも適用可能な制振部材が市場で求められている。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであり、高い剛性と高い制振性とにより、高い精度を要求される構造部品として採用することが可能な制振部材及びその製造方法を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0008】
発明者らは、上記課題解決のために鋭意研究を行い、チタン酸アルミニウム系の塑性セラミックスを用いれば、その課題を解決できることを発見し、本発明を完成させるに至った。
【0009】
すなわち、本発明の制振部材は、チタン酸アルミニウム系の塑性セラミックスと、該塑性セラミックスに含浸した樹脂とからなることを特徴とする。
【0010】
本発明の制振部材において、チタン酸アルミニウム(Al2TiO5)系の塑性セラミックスでは、粒界にマイクロクラックを有して柱状結晶が互いに絡み合い、歪みを高い値で示して大きな塑性変形を可能にしている。この塑性セラミックスに樹脂を含浸させれば、マイクロクラックに樹脂が浸入し、その塑性セラミックスの結晶の動きを樹脂が拘束して高い剛性を発揮する一方、柱状結晶間に浸入した樹脂が振動エネルギーを吸収する。これによって、本発明の制振部材は、高い剛性と高い制振性とを併せもつこととなる。この際、この制振部材では、塑性セラミックス材自体の剛性が高く、樹脂自体の振動によって柱状結晶の結合が離れ難く、これによって高い精度を要求される構造部品に適用することができる。
【0011】
したがって、本発明の制振部材は、高い剛性と高い制振性とにより、高い精度を要求される構造部品として採用され得る。
【0012】
また、本発明の制振部材では、マイクロクラックが多数発生している塑性セラミックスを利用している。このため、その制振部材に切削等の加工を施した場合、その加工によって生じる亀裂をマイクロクラックが防止することとなる。こうして、その制振部材では、マシナブル性を発揮することができ、後加工が可能になるため、形状の制約が小さくなる。このため、その制振部材を用いれば、寸法精度の高い部品を製造することが期待できる。
【0013】
発明者らの試験結果によれば、塑性セラミックスは、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料が焼成されてなることが好ましい。Al2O3及びTiO2はチタン酸アルミニウム(Al2TiO5)の結晶を構成するとともに、アルカリ土類酸化物がAl2O3及び/又はTiO2とともに他の結晶を構成する。この塑性セラミックスでは、これらの結晶が固溶して柱状結晶をなしており、粒界にマイクロクラックを有して各柱状結晶が互いに絡み合い、歪みを確実に高い値で示して大きな塑性変形を可能にしている。こうして、この塑性セラミックスでは、マイクロクラックによる大きな歪みによって内部摩擦が大きくなる。このため、本発明の制振部材がより優れた制振性を備えることができると考えられる。
【0014】
「実質的に」とは、原料がAl2O3、TiO2及びアルカリ土類酸化物以外に不可避のSiO2、Fe2O3等を含有していてもよいことを意味する。
【0015】
Al2O3を含む原料としては、Al2O3、Al(OH)3等を採用することができる。TiO2を含む原料としては、TiO2等を採用することができる。発明者らの考察によれば、アルカリ土類酸化物として、MgO、CaO、BaO等を用いることができると考えられる。MgOを含む原料としては、MgCO3、Mg(OH)2等を採用することができる。CaOを含む原料としては、CaCO3。Ca(OH)2等を採用することができる。BaOを含む原料としては、BaCO3、Ba(OH)2等を採用することができる。発明者らの試験結果によれば、MgOをアルカリ土類酸化物として採用すれば、チタン酸マグネシウム(MgTi2O5)の結晶も構成され、塑性セラミックスが高い値の歪みを示す。このため、制振部材の内部摩擦を大きくすることができる。
【0016】
発明者らの試験結果によれば、MgOをアルカリ土類酸化物として採用する場合、Al2O3、TiO2及びMgOの合計を100質量%として、Al2O3が59質量%以下であり、TiO2が38質量%以上であり、残りがMgOであることが好ましい。特に、MgOが21質量%以下であることが好ましい。こうして得られる制振部材が、十分な制振性を備えることとなるからである。
【0017】
樹脂としては、熱硬化性アクリル樹脂、フェノール樹脂、エポキシ樹脂、尿素樹脂、メラミン樹脂等の熱硬化性樹脂や、ポリアミド、ポリアセタール、ポリカーボネート、ポリエチレンテレフタレート、ポリ塩化ビニル、ポリスチレン、熱可塑性アクリル樹脂等の熱可塑性樹脂を採用することができる。発明者らの試験結果によれば、熱硬化性樹脂を採用することが好ましい。熱硬化性樹脂は3次元網目構造を有しているため、熱可塑性樹脂と比較して耐熱性及び機械的強度に優れ、耐熱性及び機械的強度に優れた制振部材とすることができるからである。特に、発明者らの試験結果によれば、熱硬化性樹脂として、熱硬化性アクリル樹脂を採用することが好ましい。熱硬化性アクリル樹脂であれば、確実に高い剛性を有する制振部材となる。複数種の熱硬化性アクリル樹脂を混合して用いることもできる。
【0018】
樹脂は、求められる制振性能により、側鎖で選択される。樹脂は側鎖によって柔軟性が変化することから、樹脂の側鎖はその内部摩擦と深い係りがあると考えられるからである。例えば、熱硬化性アクリル樹脂は、メチルエステル基、エチルヘキシルエステル基、ラウリルエステル基等、種々のエステル基等から選択することができる。
【0019】
発明者らの試験結果によれば、熱硬化性樹脂がメタクリル酸メチル、メタクリル酸S−ラウリル、メタクリル酸2−エチルヘキシル等である場合には、内部摩擦の周波数依存性が低いことから、振動の周波数を選択しない制振部材が得られる。
【0020】
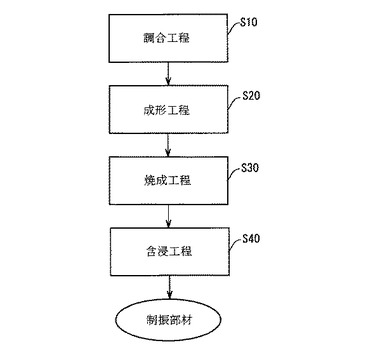
また、本発明の制振部材は、本発明の制振部材の製造方法により製造することができる。この製造方法は、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料により調合物を得る調合工程と、該調合物を成形して成形体とする成形工程と、該成形体を焼成して塑性セラミックスを得る焼成工程と、該塑性セラミックスに樹脂を含浸させて制振部材を得る含浸工程とを有することを特徴とする。
【0021】
本発明の制振部材の製造方法では、調合工程によって実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料により調合物を得、成形工程によって調合物を成形体とし、焼成工程によって成形体を焼成して塑性セラミックスを得る。そして、含浸工程によって塑性セラミックスに樹脂を含浸させて制振部材を得る。
【0022】
本発明の制振部材の製造方法では、焼成工程を1400〜1550°Cで行うことが好ましい。焼成工程が1400°C未満では、制振部材のヤング率は高く維持できるものの、塑性セラミックスの柱状結晶の成長が十分でないために歪みが小さいことから、制振部材の内部摩擦が十分でない。他方、焼成温度が1550°Cを超えれば、曲げ強度が低くなり、好ましくない。
【図面の簡単な説明】
【0023】
【図1】実施形態に係り、制振部材の製造方法の工程図である。
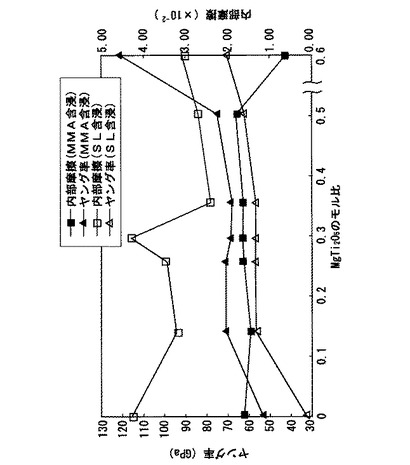
【図2】実施形態の試験例1〜5に係り、チタン酸マグネシウムのモル比に対する内部摩擦とヤング率との変化を示すグラフである。
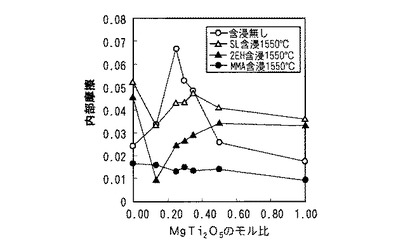
【図3】試験例6に係り、チタン酸マグネシウムのモル比に対する内部摩擦の変化を示すグラフである。
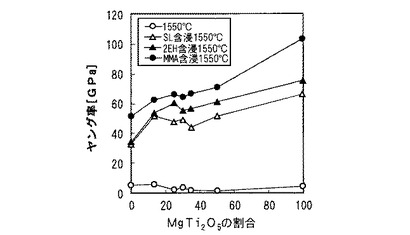
【図4】試験例6に係り、チタン酸マグネシウムのモル比に対するヤング率の変化を示すグラフである。
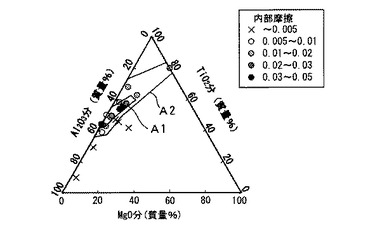
【図5】実施形態に係り、チタン酸アルミニウム系の塑性セラミックスに生じ得る内部摩擦の範囲示す三成分系組成図である。
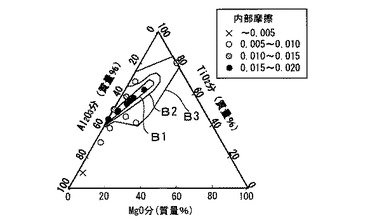
【図6】実施形態に係り、メタクリル酸メチルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲示す三成分系組成図である。
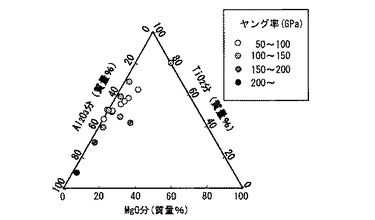
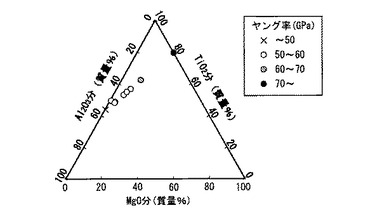
【図7】実施形態に係り、メタクリル酸メチルを含浸させた場合の制振部材に生じ得るヤング率の範囲示す三成分系組成図である。
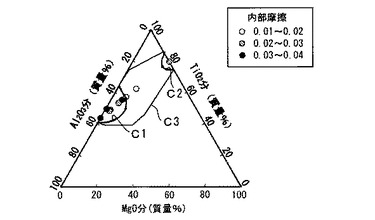
【図8】実施形態に係り、メタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲示す三成分系組成図である。
【図9】実施形態に係り、メタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得るヤング率の範囲示す三成分系組成図である。
【発明を実施するための形態】
【0024】
以下、本発明を具体化した実施形態を図面を参照しつつ説明する。実施形態では、以下に示す試験例1〜6を行う。
(試験例1)
【0025】
試験例1の制振部材の製造方法では、図1に示す調合工程S10において、表1に示す質量%になるようにAl2O3、TiO2及びアルカリ土類酸化物からなる原料を混合する。アルカリ土類酸化物としてはMgOを用いている。ここでは、MgOを3.0質量部に固定し、Al2O3を30.0〜90.0質量部、TiO2を70.0〜10.0質量部で変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、MgOが2.91質量%で固定され、Al2O3が29.13〜87.38質量%及びTiO2が9.71〜67.96質量%で変化することとなる。各混合物を1時間ボールミルで湿式粉砕し、粉砕物を120°Cで乾燥し、乾燥物を目開き0.5mmの篩いを通して調合物とする。
【0026】
【表1】

【0027】
次に、成形工程S20において、各調合物を500kgf/cm2の圧力で乾式プレス成形し、成形体とする。
【0028】
次いで、焼成工程S30において、各成形体を電気炉に入れ、1500(°C)で2時間焼成する。こうして、試料No.C1〜C6の塑性セラミックスを得る。各塑性セラミックスの大きさは10(mm)×64(mm)×5(mm)である。
【0029】
こうして得られた試料No.C1〜C6の塑性セラミックスの開気孔率(%)も表1に示す。また、各試料No.C1〜C6の塑性セラミックスにおける曲げ強度(MPa)をオートグラフを用いて測定する。その際、オートグラフの測定スパンを40(mm)、そのクロスヘッドスピードを0.5(mm/min)として3点曲げ試験を行う。3点曲げ試験を行う際、各試料No.C1〜C6の塑性セラミックスが破断するまでの間に生じる歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表1に示す。
【0030】
そして、含浸工程S40において、各試料No.C1〜C6の塑性セラミックスに熱硬化性樹脂としての熱硬化性アクリル樹脂を含浸させる。熱硬化性アクリル樹脂としては、メタクリル酸メチル(MMA)を用いている。この際、真空デシケータを用いる。この真空デシケータには内部と外部とを連通するチューブが取り付けられており、外部側のチューブの途中には2方性コックが設けられている。この真空デシケータ内に各試料No.C1〜C6の塑性セラミックスを入れ、真空ポンプによって1.33KPaの真空度で10分間の脱気を行う。チューブの外部側の端部をメタクリル酸メチルに浸した後、2方性コックを開き、真空デシケータの内部と外部とを連通する。こうして、外部から真空デシケータ内部にメタクリル酸メチルを導入し、各試料No.C1〜C6の塑性セラミックスに熱硬化性メタクリル酸メチルを含浸する。その後、2方性コックを閉じて10分間の脱気を行った後、大気圧に戻して5分間静置する。この間にメタクリル酸メチルは大気圧によって各試料No.C1〜C6の塑性セラミックスへ含浸される。こうして、表2に示す各試料No.1〜6の制振部材を得る。
【0031】
【表2】
【0032】
各試料No.1〜6の制振部材における曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表2に示す。
【0033】
表1及び表2より、各試料No.1〜6の制振部材は、各試料No.C1〜C6の塑性セラミックスに比して、歪が概ね小さくなっている。また、曲げ強度が概ね大きくなっている。さらに、内部摩擦に大きな変化が現れておらず、ヤング率が大きくなっている。
【0034】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表2より、各試料No.1〜4の制振部材では、内部摩擦が0.0092〜0.0175であるため、その要件をほぼ満たしている。また、各試料No.1〜6の制振部材では、ヤング率が88.4〜313.8(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例2)
【0035】
試験例2の制振部材の製造方法では、試験例1と同様に、表3に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、MgOを3.0質量部に固定し、Al2O3を50.0〜90.0質量部、TiO2を50.0〜10.0質量部まで変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、MgOが2.91質量%で固定され、Al2O3が48.54〜87.38質量%及びTiO2が9.71〜48.54質量%で変化することとなる。そして、焼成工程S30において、成形体を1400(°C)の焼成温度で焼成し、各試料No.C7〜C9の塑性セラミックスを得る。
【0036】
【表3】
【0037】
各試料No.C7〜C9の塑性セラミックスに関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表3に示す。
【0038】
そして、試験例1と同様、含浸工程S40を行う。こうして、各試料No.C7〜C9の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表4に示す各試料No.7〜9の制振部材を得る。
【0039】
【表4】
【0040】
各試料No.7〜9の制振部材に関し、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表4に示す。
【0041】
表3及び表4より、各試料No.7及び8の制振部材は、各試料No.C7及びC8の塑性セラミックスに比して、歪が小さくなっている。また、内部摩擦が大きくなっており、ヤング率も大きくなっている。しかし、試料No.9の制振部材は、試料No.C9の塑性セラミックスに比して、歪が大きくなっている。また、内部摩擦が小さくなっており、ヤング率も小さくなっている。
【0042】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表4より、試料No.7の制振部材では、内部摩擦が0.0104であるため、その要件を満たしている。また、各試料No.7〜9の制振部材では、ヤング率が104.7〜277.1(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例3)
【0043】
試験例3の制振部材の製造方法では、試験例1と同様、表5に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、Al2O3を50.0質量部、TiO2を50.0質量部に固定し、MgOを0.0〜20.0質量部まで変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、Al2O3が41.67〜50.00質量%、TiO2が41.67〜50.00質量%及びMgOが0.00〜16.66質量%で変化することとなる。そして、焼成工程S30において、成形体を1500(°C)の焼成温度で焼成し、各試料No.C10〜C13の塑性セラミックスを得る。
【0044】
【表5】
【0045】
こうして得られた各試料No.C10〜C13の開気孔率(%)も表5に示す。また、各試料No.C10〜C13の塑性セラミックスに関し、試験例1と同様に、曲げ強度(MPa)、内部摩擦及びヤング率(GPa)を測定する。その結果も表5に示す。
【0046】
そして、試験例1と同様、含浸工程S40を行う。こうして、各試料No.C10〜C13の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表6に示す各試料No.10〜13の制振部材を得る。
【0047】
【表6】
【0048】
各試料No.10〜13の制振部材に関し、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表6に示す。
【0049】
表5及び表6より、各試料No.10〜13の制振部材は、各試料No.C10〜13の塑性セラミックスに比して、内部摩擦が大きくなっており、ヤング率も大きくなっている。
【0050】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表6より、試料No.10及び11の制振部材では、内部摩擦が0.0095〜0.0171であるため、その要件をほぼ満たしている。また、各試料No.10〜13の制振部材では、ヤング率が60.50〜162.00(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例4)
【0051】
試験例4の制振部材の製造方法では、試験例3の試料No.C12の塑性セラミックスを得る。そして、含浸工程S40において、試料No.C12の塑性セラミックスにメタクリル酸S−ラウリル(SL)を含浸させることによって、表7に示す試料No.14の制振部材を得る。また、、試料No.C12の塑性セラミックスにメタクリル酸2−エチルヘキシル(2EH)を含浸させることによって、表7に示す試料No.15の制振部材を得る。各試料No.14及び15の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。その結果も表7に示す。
【0052】
【表7】
【0053】
また、試験例4の制振部材の製造方法では、試験例1の試料No.C3の塑性セラミックスを得る。そして、含浸工程S40において、試料No.C3の塑性セラミックスにメタクリル酸S−ラウリルを含浸させることによって、表8に示す試料No.16の制振部材を得る。また、試料No.C3の塑性セラミックスにメタクリル酸2−エチルヘキシルを含浸させることによって、表8に示す試料No.17の制振部材を得る。各試料No.16及び17の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。その結果も表8に示す。
【0054】
【表8】
【0055】
表7及び表8より、各試料No.14〜17の制振部材は、各試料No.C3及びC12の塑性セラミックスに比して、内部摩擦が小さくなっているものの、ヤング率が大きくなっている。
【0056】
試験例1〜4の結果によれば、熱硬化性樹脂がメタクリル酸メチル、メタクリル酸S−ラウリル、メタクリル酸2−エチルヘキシル等である場合には、内部摩擦の周波数依存性が低いことから、振動の周波数を選択しない制振部材が得られると考えられる。
(試験例5)
【0057】
試験例5の制振部材の製造方法では、試験例1と同様に、表9に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、各試料No.C14〜C20の塑性セラミックスが塑性チタン酸アルミニウム(Al2TiO5)の結晶及びチタン酸マグネシウム(MgT2iO5)の結晶が固溶して柱状結晶をなしていると仮定する。そして、Al2TiO5のモル比が1.000〜0.000まで変化し、MgT2iO5のモル比が0.000〜1.000まで変化した場合、Al2O3、TiO2及びMgOの割合が全体で100質量%となるような成形体を得る。そして、焼成工程S30において、成形体を1500(°C)の焼成温度で焼成し、各試料No.C14〜C20の塑性セラミックスを得る。
【0058】
【表9】
【0059】
各試料No.C14〜C20の開気孔率(%)も表9に示す。また、各試料No.C14〜C20の塑性セラミックスに関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表9に示す。
【0060】
そして、含浸工程S40において、各試料No.C14〜C20の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表10に示す各試料No.18〜24の制振部材を得る。また、含浸工程S40において、各試料No.C14〜C20の塑性セラミックスにメタクリル酸S−ラウリルを含浸させることによって、表10に示す各試料No.25〜31の制振部材を得る。
【0061】
【表10】
【0062】
各試料No.18〜24の制振部材に関し、試験例1と同様に、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表10に示す。また、各試料No.25〜31の制振部材に関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表10に示す。
【0063】
表9及び表10より、各試料No.18〜24の制振部材は、各試料No.C14〜C20の塑性セラミックスに比して歪が極めて小さくなっている。また、曲げ強度が極めて大きくなっている。さらに、内部摩擦が小さくなっており、ヤング率が大きくなっている。また、表9及び表10に示すように、各試料No.25〜31の制振部材は、各試料No.C14〜C20の塑性セラミックスに比して歪が概ね小さくなっている。また、曲げ強度が極めて大きくなっている。さらに、内部摩擦が概ね大きくなっており、ヤング率が大きくなっている。
【0064】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表9及び表10より、各試料No.各試料No.18〜23及び25〜31の制振部材では、内部摩擦が0.0142〜0.0427であるため、その要件を満たしている。また、各試料No.18〜24及び26〜31の制振部材では、ヤング率が53.1〜122.5(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
【0065】
ここで、チタン酸マグネシウム(MgTi2O5)のモル比に対する制振部材の内部摩擦とヤング率との変化を図2に示す。MgOによって、チタン酸マグネシウムの結晶が塑性セラミックスに形成されたり、チタン酸アルミニウムの結晶及びチタン酸マグネシウムの結晶によって構成される柱状結晶が塑性セラミックスに形成されていると考えられる。こうして、それらの粒界によって制振部材の内部摩擦を大きくすることができ、そのヤング率を高めることができると考えられる。
【0066】
(試験例6)
試験例6の制振部材の製造方法では、試験例5と同様に、表11及び表12に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。そして、焼成工程S30において、成形体を1550(°C)の焼成温度で焼成し、各試料No.C21〜C27の塑性セラミックスを得る。
【0067】
【表11】
【0068】
【表12】
【0069】
そして、含浸工程S40において、各試料No.C21〜C27の塑性セラミックスにメタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させることによって、表11及び表12に示す各試料No.32〜38の制振部材を得る。
【0070】
各試料No.32〜38の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。内部摩擦の結果を表11に示し、ヤング率の結果を表12に示す。また、チタン酸マグネシウム(MgTi2O5)のモル比に対する制振部材の内部摩擦の変化を図3に示し、その制振部材のヤング率の変化を図4に示す。
【0071】
表11及び図3より、樹脂を含浸させない各試料No.C21〜C27の塑性セラミックスでも比較的大きな内部摩擦を有している。そして、メタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させた各試料No.32〜38の制振部材は、それら試料No.C21〜C27の塑性セラミックスよりも内部摩擦が低くなることもある。この理由は、内部摩擦の発生要因となる結晶の動きを樹脂が拘束することによると考えられる。また、表12及び図4より、メタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させた各試料No.32〜38の制振部材は、樹脂を含浸させない試料No.C21〜C27の塑性セラミックスよりもヤング率が極めて大きくなっている。このため、これら試料No.32〜38の制振部材は、特に例えばハードディスクのヘッドのアームや電子顕微鏡の試料ホルダー等に適用して好適であると考えられる。
【0072】
また、以上の試験例から、本発明の制振部材は、1400〜1550°Cの焼成温度で焼成工程S30を行うことが好ましいと考えられる。
【0073】
試験例1〜6より、チタン酸アルミニウム系の塑性セラミックスに生じ得る内部摩擦の範囲は、図5に示す三成分系組成図に表示することができる。塑性セラミックスは、枠線A1及びA2に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線A1に示す範囲内では、枠線A2に示す範囲内より高い内部摩擦が生じている。特に、Al2O3、TiO2及びMgOの合計を100質量%として、Al2O3が59質量%以下であり、TiO2が38質量%以上であり、残りがMgOであれば、制振部材が概ね0.01以上の内部摩擦を備えることとなる。このため、制振部材として十分な制振性を備えることとなる。
【0074】
また、チタン酸アルミニウム系の塑性セラミックスにメタクリル酸メチルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲は、図6に示す三成分系組成図に表示することができる。その制振部材は、枠線B1、B2及びB3に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線B1に示す範囲内では、枠線B2に示す範囲内より高い内部摩擦を生じている。枠線B2に示す範囲内では、枠線B3に示す範囲内より高い内部摩擦を生じている。また、その制振部材に生じ得るヤング率の範囲は、図7に示す三成分系組成図に表示することができる。
【0075】
さらに、試験例4及び試験例5より、チタン酸アルミニウム系の塑性セラミックスにメタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲は、図8に示す三成分系組成図に表示することができる。その制振部材は、枠線C1、C2及びC3に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線C1に示す範囲内では、枠線C2に示す範囲内より高い内部摩擦を生じている。枠線C2に示す範囲内では、枠線C3に示す範囲内より高い内部摩擦を生じている。また、その制振部材に生じ得るヤング率の範囲は、図9に示す三成分系組成図に表示することができる。
【0076】
以上のように、実施形態の制振部材では、塑性セラミックスが実質的にAl2O3、TiO2及びMgOからなる原料を焼成することによって得られる。その際、Al2O3及びTiO2はチタン酸アルミニウム(Al2TiO5)の結晶を構成するとともに、MgOがTiO2とともにチタン酸マグネシウム(MgTi2O5)を構成する。この塑性セラミックスでは、これらの結晶が固溶して柱状結晶をなしており、粒界にマイクロクラックを有して各柱状結晶が互いに絡み合い、歪みを確実に高い値で示して大きな塑性変形を可能にしていると考えられる。こうして、この塑性セラミックスでは、マイクロクラックによる大きな歪みによって内部摩擦が大きくなる。また、柱状結晶によってヤング率が高く維持される。このため、実施形態の制振部材がより優れた制振性を備えることができると考えられる。
【産業上の利用可能性】
【0077】
本発明に係る制振部材は、より高い精度を要求される構造部品や高分解能が求められる機械等の構造部品等に利用可能である。
【符号の説明】
【0078】
S10…調合工程
S20…成形工程
S30…焼成工程
S40…含浸工程
【技術分野】
【0001】
本発明は制振部材に関する。
【背景技術】
【0002】
従来、ゴムや合成樹脂の弾性体のみからなる材料や、その弾性体をマトリックスとして内部に剛性体が分散している材料からなる制振部材が知られている。この制振部材は、弾性体が大きな内部摩擦を有して振動エネルギーを吸収しやすく、部品や部材の振動が外部に伝達することを防止したり、外部の振動が部品等に伝達することを防止したりすることができる。このため、この制振部材は機械、建築物等、様々な産業分野において広く用いられている。
【0003】
しかし、従来の制振部材は、弾性体を主として構成されていたことから、剛性が低く、小さな力が加わっただけで大きく変形してしまう。このため、その制振部材は、電子顕微鏡や走査型トンネル顕微鏡の試料ホルダー、精密加工機械等のように、高い精度を要求される構造部品には採用され難い。また、ゴムや合成樹脂の弾性体を板状の金属に積層させたり、挟み込んだりすることで制振性を発揮する制振鋼板のような制振部材であれば、これらは形状が板状に限定されてしまう。
【0004】
この点、特許文献1に開示されたセラミックス製品を制振部材として用いることが考えられる。このような制振部材は、多孔質のセラミックス材と、このセラミックス材に含浸した熱硬化性アクリル樹脂等の樹脂とからなる。このセラミックス製品では、セラミックス材自体が高い剛性を発揮する一方、セラミックス材に含浸した樹脂がセラミックス材の個々の粒子間で振動エネルギーを吸収すると考えられることから、従来の弾性体を主とした制振部材と比較し、高い剛性を有し、小さな力によっては変形し難くなると考えられる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−106584号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記従来の制振部材では、より高い精度を要求される構造部品や高分解能が求められる機械等の構造部品に適用することが困難である。このため、より高い精度が要求される構造部材にも適用可能な制振部材が市場で求められている。
【0007】
本発明は、上記従来の実情に鑑みてなされたものであり、高い剛性と高い制振性とにより、高い精度を要求される構造部品として採用することが可能な制振部材及びその製造方法を提供することを解決すべき課題としている。
【課題を解決するための手段】
【0008】
発明者らは、上記課題解決のために鋭意研究を行い、チタン酸アルミニウム系の塑性セラミックスを用いれば、その課題を解決できることを発見し、本発明を完成させるに至った。
【0009】
すなわち、本発明の制振部材は、チタン酸アルミニウム系の塑性セラミックスと、該塑性セラミックスに含浸した樹脂とからなることを特徴とする。
【0010】
本発明の制振部材において、チタン酸アルミニウム(Al2TiO5)系の塑性セラミックスでは、粒界にマイクロクラックを有して柱状結晶が互いに絡み合い、歪みを高い値で示して大きな塑性変形を可能にしている。この塑性セラミックスに樹脂を含浸させれば、マイクロクラックに樹脂が浸入し、その塑性セラミックスの結晶の動きを樹脂が拘束して高い剛性を発揮する一方、柱状結晶間に浸入した樹脂が振動エネルギーを吸収する。これによって、本発明の制振部材は、高い剛性と高い制振性とを併せもつこととなる。この際、この制振部材では、塑性セラミックス材自体の剛性が高く、樹脂自体の振動によって柱状結晶の結合が離れ難く、これによって高い精度を要求される構造部品に適用することができる。
【0011】
したがって、本発明の制振部材は、高い剛性と高い制振性とにより、高い精度を要求される構造部品として採用され得る。
【0012】
また、本発明の制振部材では、マイクロクラックが多数発生している塑性セラミックスを利用している。このため、その制振部材に切削等の加工を施した場合、その加工によって生じる亀裂をマイクロクラックが防止することとなる。こうして、その制振部材では、マシナブル性を発揮することができ、後加工が可能になるため、形状の制約が小さくなる。このため、その制振部材を用いれば、寸法精度の高い部品を製造することが期待できる。
【0013】
発明者らの試験結果によれば、塑性セラミックスは、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料が焼成されてなることが好ましい。Al2O3及びTiO2はチタン酸アルミニウム(Al2TiO5)の結晶を構成するとともに、アルカリ土類酸化物がAl2O3及び/又はTiO2とともに他の結晶を構成する。この塑性セラミックスでは、これらの結晶が固溶して柱状結晶をなしており、粒界にマイクロクラックを有して各柱状結晶が互いに絡み合い、歪みを確実に高い値で示して大きな塑性変形を可能にしている。こうして、この塑性セラミックスでは、マイクロクラックによる大きな歪みによって内部摩擦が大きくなる。このため、本発明の制振部材がより優れた制振性を備えることができると考えられる。
【0014】
「実質的に」とは、原料がAl2O3、TiO2及びアルカリ土類酸化物以外に不可避のSiO2、Fe2O3等を含有していてもよいことを意味する。
【0015】
Al2O3を含む原料としては、Al2O3、Al(OH)3等を採用することができる。TiO2を含む原料としては、TiO2等を採用することができる。発明者らの考察によれば、アルカリ土類酸化物として、MgO、CaO、BaO等を用いることができると考えられる。MgOを含む原料としては、MgCO3、Mg(OH)2等を採用することができる。CaOを含む原料としては、CaCO3。Ca(OH)2等を採用することができる。BaOを含む原料としては、BaCO3、Ba(OH)2等を採用することができる。発明者らの試験結果によれば、MgOをアルカリ土類酸化物として採用すれば、チタン酸マグネシウム(MgTi2O5)の結晶も構成され、塑性セラミックスが高い値の歪みを示す。このため、制振部材の内部摩擦を大きくすることができる。
【0016】
発明者らの試験結果によれば、MgOをアルカリ土類酸化物として採用する場合、Al2O3、TiO2及びMgOの合計を100質量%として、Al2O3が59質量%以下であり、TiO2が38質量%以上であり、残りがMgOであることが好ましい。特に、MgOが21質量%以下であることが好ましい。こうして得られる制振部材が、十分な制振性を備えることとなるからである。
【0017】
樹脂としては、熱硬化性アクリル樹脂、フェノール樹脂、エポキシ樹脂、尿素樹脂、メラミン樹脂等の熱硬化性樹脂や、ポリアミド、ポリアセタール、ポリカーボネート、ポリエチレンテレフタレート、ポリ塩化ビニル、ポリスチレン、熱可塑性アクリル樹脂等の熱可塑性樹脂を採用することができる。発明者らの試験結果によれば、熱硬化性樹脂を採用することが好ましい。熱硬化性樹脂は3次元網目構造を有しているため、熱可塑性樹脂と比較して耐熱性及び機械的強度に優れ、耐熱性及び機械的強度に優れた制振部材とすることができるからである。特に、発明者らの試験結果によれば、熱硬化性樹脂として、熱硬化性アクリル樹脂を採用することが好ましい。熱硬化性アクリル樹脂であれば、確実に高い剛性を有する制振部材となる。複数種の熱硬化性アクリル樹脂を混合して用いることもできる。
【0018】
樹脂は、求められる制振性能により、側鎖で選択される。樹脂は側鎖によって柔軟性が変化することから、樹脂の側鎖はその内部摩擦と深い係りがあると考えられるからである。例えば、熱硬化性アクリル樹脂は、メチルエステル基、エチルヘキシルエステル基、ラウリルエステル基等、種々のエステル基等から選択することができる。
【0019】
発明者らの試験結果によれば、熱硬化性樹脂がメタクリル酸メチル、メタクリル酸S−ラウリル、メタクリル酸2−エチルヘキシル等である場合には、内部摩擦の周波数依存性が低いことから、振動の周波数を選択しない制振部材が得られる。
【0020】
また、本発明の制振部材は、本発明の制振部材の製造方法により製造することができる。この製造方法は、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料により調合物を得る調合工程と、該調合物を成形して成形体とする成形工程と、該成形体を焼成して塑性セラミックスを得る焼成工程と、該塑性セラミックスに樹脂を含浸させて制振部材を得る含浸工程とを有することを特徴とする。
【0021】
本発明の制振部材の製造方法では、調合工程によって実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料により調合物を得、成形工程によって調合物を成形体とし、焼成工程によって成形体を焼成して塑性セラミックスを得る。そして、含浸工程によって塑性セラミックスに樹脂を含浸させて制振部材を得る。
【0022】
本発明の制振部材の製造方法では、焼成工程を1400〜1550°Cで行うことが好ましい。焼成工程が1400°C未満では、制振部材のヤング率は高く維持できるものの、塑性セラミックスの柱状結晶の成長が十分でないために歪みが小さいことから、制振部材の内部摩擦が十分でない。他方、焼成温度が1550°Cを超えれば、曲げ強度が低くなり、好ましくない。
【図面の簡単な説明】
【0023】
【図1】実施形態に係り、制振部材の製造方法の工程図である。
【図2】実施形態の試験例1〜5に係り、チタン酸マグネシウムのモル比に対する内部摩擦とヤング率との変化を示すグラフである。
【図3】試験例6に係り、チタン酸マグネシウムのモル比に対する内部摩擦の変化を示すグラフである。
【図4】試験例6に係り、チタン酸マグネシウムのモル比に対するヤング率の変化を示すグラフである。
【図5】実施形態に係り、チタン酸アルミニウム系の塑性セラミックスに生じ得る内部摩擦の範囲示す三成分系組成図である。
【図6】実施形態に係り、メタクリル酸メチルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲示す三成分系組成図である。
【図7】実施形態に係り、メタクリル酸メチルを含浸させた場合の制振部材に生じ得るヤング率の範囲示す三成分系組成図である。
【図8】実施形態に係り、メタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲示す三成分系組成図である。
【図9】実施形態に係り、メタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得るヤング率の範囲示す三成分系組成図である。
【発明を実施するための形態】
【0024】
以下、本発明を具体化した実施形態を図面を参照しつつ説明する。実施形態では、以下に示す試験例1〜6を行う。
(試験例1)
【0025】
試験例1の制振部材の製造方法では、図1に示す調合工程S10において、表1に示す質量%になるようにAl2O3、TiO2及びアルカリ土類酸化物からなる原料を混合する。アルカリ土類酸化物としてはMgOを用いている。ここでは、MgOを3.0質量部に固定し、Al2O3を30.0〜90.0質量部、TiO2を70.0〜10.0質量部で変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、MgOが2.91質量%で固定され、Al2O3が29.13〜87.38質量%及びTiO2が9.71〜67.96質量%で変化することとなる。各混合物を1時間ボールミルで湿式粉砕し、粉砕物を120°Cで乾燥し、乾燥物を目開き0.5mmの篩いを通して調合物とする。
【0026】
【表1】
【0027】
次に、成形工程S20において、各調合物を500kgf/cm2の圧力で乾式プレス成形し、成形体とする。
【0028】
次いで、焼成工程S30において、各成形体を電気炉に入れ、1500(°C)で2時間焼成する。こうして、試料No.C1〜C6の塑性セラミックスを得る。各塑性セラミックスの大きさは10(mm)×64(mm)×5(mm)である。
【0029】
こうして得られた試料No.C1〜C6の塑性セラミックスの開気孔率(%)も表1に示す。また、各試料No.C1〜C6の塑性セラミックスにおける曲げ強度(MPa)をオートグラフを用いて測定する。その際、オートグラフの測定スパンを40(mm)、そのクロスヘッドスピードを0.5(mm/min)として3点曲げ試験を行う。3点曲げ試験を行う際、各試料No.C1〜C6の塑性セラミックスが破断するまでの間に生じる歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表1に示す。
【0030】
そして、含浸工程S40において、各試料No.C1〜C6の塑性セラミックスに熱硬化性樹脂としての熱硬化性アクリル樹脂を含浸させる。熱硬化性アクリル樹脂としては、メタクリル酸メチル(MMA)を用いている。この際、真空デシケータを用いる。この真空デシケータには内部と外部とを連通するチューブが取り付けられており、外部側のチューブの途中には2方性コックが設けられている。この真空デシケータ内に各試料No.C1〜C6の塑性セラミックスを入れ、真空ポンプによって1.33KPaの真空度で10分間の脱気を行う。チューブの外部側の端部をメタクリル酸メチルに浸した後、2方性コックを開き、真空デシケータの内部と外部とを連通する。こうして、外部から真空デシケータ内部にメタクリル酸メチルを導入し、各試料No.C1〜C6の塑性セラミックスに熱硬化性メタクリル酸メチルを含浸する。その後、2方性コックを閉じて10分間の脱気を行った後、大気圧に戻して5分間静置する。この間にメタクリル酸メチルは大気圧によって各試料No.C1〜C6の塑性セラミックスへ含浸される。こうして、表2に示す各試料No.1〜6の制振部材を得る。
【0031】
【表2】
【0032】
各試料No.1〜6の制振部材における曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表2に示す。
【0033】
表1及び表2より、各試料No.1〜6の制振部材は、各試料No.C1〜C6の塑性セラミックスに比して、歪が概ね小さくなっている。また、曲げ強度が概ね大きくなっている。さらに、内部摩擦に大きな変化が現れておらず、ヤング率が大きくなっている。
【0034】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表2より、各試料No.1〜4の制振部材では、内部摩擦が0.0092〜0.0175であるため、その要件をほぼ満たしている。また、各試料No.1〜6の制振部材では、ヤング率が88.4〜313.8(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例2)
【0035】
試験例2の制振部材の製造方法では、試験例1と同様に、表3に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、MgOを3.0質量部に固定し、Al2O3を50.0〜90.0質量部、TiO2を50.0〜10.0質量部まで変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、MgOが2.91質量%で固定され、Al2O3が48.54〜87.38質量%及びTiO2が9.71〜48.54質量%で変化することとなる。そして、焼成工程S30において、成形体を1400(°C)の焼成温度で焼成し、各試料No.C7〜C9の塑性セラミックスを得る。
【0036】
【表3】
【0037】
各試料No.C7〜C9の塑性セラミックスに関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表3に示す。
【0038】
そして、試験例1と同様、含浸工程S40を行う。こうして、各試料No.C7〜C9の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表4に示す各試料No.7〜9の制振部材を得る。
【0039】
【表4】
【0040】
各試料No.7〜9の制振部材に関し、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表4に示す。
【0041】
表3及び表4より、各試料No.7及び8の制振部材は、各試料No.C7及びC8の塑性セラミックスに比して、歪が小さくなっている。また、内部摩擦が大きくなっており、ヤング率も大きくなっている。しかし、試料No.9の制振部材は、試料No.C9の塑性セラミックスに比して、歪が大きくなっている。また、内部摩擦が小さくなっており、ヤング率も小さくなっている。
【0042】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表4より、試料No.7の制振部材では、内部摩擦が0.0104であるため、その要件を満たしている。また、各試料No.7〜9の制振部材では、ヤング率が104.7〜277.1(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例3)
【0043】
試験例3の制振部材の製造方法では、試験例1と同様、表5に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、Al2O3を50.0質量部、TiO2を50.0質量部に固定し、MgOを0.0〜20.0質量部まで変化させている。つまり、Al2O3、TiO2及びMgOが全体で100質量%となる場合、Al2O3が41.67〜50.00質量%、TiO2が41.67〜50.00質量%及びMgOが0.00〜16.66質量%で変化することとなる。そして、焼成工程S30において、成形体を1500(°C)の焼成温度で焼成し、各試料No.C10〜C13の塑性セラミックスを得る。
【0044】
【表5】
【0045】
こうして得られた各試料No.C10〜C13の開気孔率(%)も表5に示す。また、各試料No.C10〜C13の塑性セラミックスに関し、試験例1と同様に、曲げ強度(MPa)、内部摩擦及びヤング率(GPa)を測定する。その結果も表5に示す。
【0046】
そして、試験例1と同様、含浸工程S40を行う。こうして、各試料No.C10〜C13の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表6に示す各試料No.10〜13の制振部材を得る。
【0047】
【表6】
【0048】
各試料No.10〜13の制振部材に関し、内部摩擦及びヤング率(GPa)を上述と同様に測定する。その結果も表6に示す。
【0049】
表5及び表6より、各試料No.10〜13の制振部材は、各試料No.C10〜13の塑性セラミックスに比して、内部摩擦が大きくなっており、ヤング率も大きくなっている。
【0050】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表6より、試料No.10及び11の制振部材では、内部摩擦が0.0095〜0.0171であるため、その要件をほぼ満たしている。また、各試料No.10〜13の制振部材では、ヤング率が60.50〜162.00(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
(試験例4)
【0051】
試験例4の制振部材の製造方法では、試験例3の試料No.C12の塑性セラミックスを得る。そして、含浸工程S40において、試料No.C12の塑性セラミックスにメタクリル酸S−ラウリル(SL)を含浸させることによって、表7に示す試料No.14の制振部材を得る。また、、試料No.C12の塑性セラミックスにメタクリル酸2−エチルヘキシル(2EH)を含浸させることによって、表7に示す試料No.15の制振部材を得る。各試料No.14及び15の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。その結果も表7に示す。
【0052】
【表7】
【0053】
また、試験例4の制振部材の製造方法では、試験例1の試料No.C3の塑性セラミックスを得る。そして、含浸工程S40において、試料No.C3の塑性セラミックスにメタクリル酸S−ラウリルを含浸させることによって、表8に示す試料No.16の制振部材を得る。また、試料No.C3の塑性セラミックスにメタクリル酸2−エチルヘキシルを含浸させることによって、表8に示す試料No.17の制振部材を得る。各試料No.16及び17の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。その結果も表8に示す。
【0054】
【表8】
【0055】
表7及び表8より、各試料No.14〜17の制振部材は、各試料No.C3及びC12の塑性セラミックスに比して、内部摩擦が小さくなっているものの、ヤング率が大きくなっている。
【0056】
試験例1〜4の結果によれば、熱硬化性樹脂がメタクリル酸メチル、メタクリル酸S−ラウリル、メタクリル酸2−エチルヘキシル等である場合には、内部摩擦の周波数依存性が低いことから、振動の周波数を選択しない制振部材が得られると考えられる。
(試験例5)
【0057】
試験例5の制振部材の製造方法では、試験例1と同様に、表9に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。ここでは、各試料No.C14〜C20の塑性セラミックスが塑性チタン酸アルミニウム(Al2TiO5)の結晶及びチタン酸マグネシウム(MgT2iO5)の結晶が固溶して柱状結晶をなしていると仮定する。そして、Al2TiO5のモル比が1.000〜0.000まで変化し、MgT2iO5のモル比が0.000〜1.000まで変化した場合、Al2O3、TiO2及びMgOの割合が全体で100質量%となるような成形体を得る。そして、焼成工程S30において、成形体を1500(°C)の焼成温度で焼成し、各試料No.C14〜C20の塑性セラミックスを得る。
【0058】
【表9】
【0059】
各試料No.C14〜C20の開気孔率(%)も表9に示す。また、各試料No.C14〜C20の塑性セラミックスに関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表9に示す。
【0060】
そして、含浸工程S40において、各試料No.C14〜C20の塑性セラミックスにメタクリル酸メチルを含浸させることによって、表10に示す各試料No.18〜24の制振部材を得る。また、含浸工程S40において、各試料No.C14〜C20の塑性セラミックスにメタクリル酸S−ラウリルを含浸させることによって、表10に示す各試料No.25〜31の制振部材を得る。
【0061】
【表10】
【0062】
各試料No.18〜24の制振部材に関し、試験例1と同様に、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表10に示す。また、各試料No.25〜31の制振部材に関し、試験例1と同様、曲げ強度(MPa)、歪(%)、内部摩擦及びヤング率(GPa)を測定する。その結果も表10に示す。
【0063】
表9及び表10より、各試料No.18〜24の制振部材は、各試料No.C14〜C20の塑性セラミックスに比して歪が極めて小さくなっている。また、曲げ強度が極めて大きくなっている。さらに、内部摩擦が小さくなっており、ヤング率が大きくなっている。また、表9及び表10に示すように、各試料No.25〜31の制振部材は、各試料No.C14〜C20の塑性セラミックスに比して歪が概ね小さくなっている。また、曲げ強度が極めて大きくなっている。さらに、内部摩擦が概ね大きくなっており、ヤング率が大きくなっている。
【0064】
特に、制振部材が十分な制振性を備えるためには、内部摩擦が概ね0.01以上である要件を満たす必要がある。この点、表9及び表10より、各試料No.各試料No.18〜23及び25〜31の制振部材では、内部摩擦が0.0142〜0.0427であるため、その要件を満たしている。また、各試料No.18〜24及び26〜31の制振部材では、ヤング率が53.1〜122.5(GPa)であるため、概ねアルミニウム合金等と同等以上のヤング率を有していることがわかる。
【0065】
ここで、チタン酸マグネシウム(MgTi2O5)のモル比に対する制振部材の内部摩擦とヤング率との変化を図2に示す。MgOによって、チタン酸マグネシウムの結晶が塑性セラミックスに形成されたり、チタン酸アルミニウムの結晶及びチタン酸マグネシウムの結晶によって構成される柱状結晶が塑性セラミックスに形成されていると考えられる。こうして、それらの粒界によって制振部材の内部摩擦を大きくすることができ、そのヤング率を高めることができると考えられる。
【0066】
(試験例6)
試験例6の制振部材の製造方法では、試験例5と同様に、表11及び表12に示す質量%になるように混合工程S10及び成形工程S20を行うことによって成形体を成形する。そして、焼成工程S30において、成形体を1550(°C)の焼成温度で焼成し、各試料No.C21〜C27の塑性セラミックスを得る。
【0067】
【表11】
【0068】
【表12】
【0069】
そして、含浸工程S40において、各試料No.C21〜C27の塑性セラミックスにメタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させることによって、表11及び表12に示す各試料No.32〜38の制振部材を得る。
【0070】
各試料No.32〜38の制振部材に関し、試験例1と同様、内部摩擦及びヤング率(GPa)を測定する。内部摩擦の結果を表11に示し、ヤング率の結果を表12に示す。また、チタン酸マグネシウム(MgTi2O5)のモル比に対する制振部材の内部摩擦の変化を図3に示し、その制振部材のヤング率の変化を図4に示す。
【0071】
表11及び図3より、樹脂を含浸させない各試料No.C21〜C27の塑性セラミックスでも比較的大きな内部摩擦を有している。そして、メタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させた各試料No.32〜38の制振部材は、それら試料No.C21〜C27の塑性セラミックスよりも内部摩擦が低くなることもある。この理由は、内部摩擦の発生要因となる結晶の動きを樹脂が拘束することによると考えられる。また、表12及び図4より、メタクリル酸S−エステル、メタクリル酸メチル又はメタクリル酸2−エチルヘキシルを含浸させた各試料No.32〜38の制振部材は、樹脂を含浸させない試料No.C21〜C27の塑性セラミックスよりもヤング率が極めて大きくなっている。このため、これら試料No.32〜38の制振部材は、特に例えばハードディスクのヘッドのアームや電子顕微鏡の試料ホルダー等に適用して好適であると考えられる。
【0072】
また、以上の試験例から、本発明の制振部材は、1400〜1550°Cの焼成温度で焼成工程S30を行うことが好ましいと考えられる。
【0073】
試験例1〜6より、チタン酸アルミニウム系の塑性セラミックスに生じ得る内部摩擦の範囲は、図5に示す三成分系組成図に表示することができる。塑性セラミックスは、枠線A1及びA2に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線A1に示す範囲内では、枠線A2に示す範囲内より高い内部摩擦が生じている。特に、Al2O3、TiO2及びMgOの合計を100質量%として、Al2O3が59質量%以下であり、TiO2が38質量%以上であり、残りがMgOであれば、制振部材が概ね0.01以上の内部摩擦を備えることとなる。このため、制振部材として十分な制振性を備えることとなる。
【0074】
また、チタン酸アルミニウム系の塑性セラミックスにメタクリル酸メチルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲は、図6に示す三成分系組成図に表示することができる。その制振部材は、枠線B1、B2及びB3に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線B1に示す範囲内では、枠線B2に示す範囲内より高い内部摩擦を生じている。枠線B2に示す範囲内では、枠線B3に示す範囲内より高い内部摩擦を生じている。また、その制振部材に生じ得るヤング率の範囲は、図7に示す三成分系組成図に表示することができる。
【0075】
さらに、試験例4及び試験例5より、チタン酸アルミニウム系の塑性セラミックスにメタクリル酸S−ラウリルを含浸させた場合の制振部材に生じ得る内部摩擦の範囲は、図8に示す三成分系組成図に表示することができる。その制振部材は、枠線C1、C2及びC3に示す範囲内で高い内部摩擦を生じることとなる。ここで、枠線C1に示す範囲内では、枠線C2に示す範囲内より高い内部摩擦を生じている。枠線C2に示す範囲内では、枠線C3に示す範囲内より高い内部摩擦を生じている。また、その制振部材に生じ得るヤング率の範囲は、図9に示す三成分系組成図に表示することができる。
【0076】
以上のように、実施形態の制振部材では、塑性セラミックスが実質的にAl2O3、TiO2及びMgOからなる原料を焼成することによって得られる。その際、Al2O3及びTiO2はチタン酸アルミニウム(Al2TiO5)の結晶を構成するとともに、MgOがTiO2とともにチタン酸マグネシウム(MgTi2O5)を構成する。この塑性セラミックスでは、これらの結晶が固溶して柱状結晶をなしており、粒界にマイクロクラックを有して各柱状結晶が互いに絡み合い、歪みを確実に高い値で示して大きな塑性変形を可能にしていると考えられる。こうして、この塑性セラミックスでは、マイクロクラックによる大きな歪みによって内部摩擦が大きくなる。また、柱状結晶によってヤング率が高く維持される。このため、実施形態の制振部材がより優れた制振性を備えることができると考えられる。
【産業上の利用可能性】
【0077】
本発明に係る制振部材は、より高い精度を要求される構造部品や高分解能が求められる機械等の構造部品等に利用可能である。
【符号の説明】
【0078】
S10…調合工程
S20…成形工程
S30…焼成工程
S40…含浸工程
【特許請求の範囲】
【請求項1】
チタン酸アルミニウム系の塑性セラミックスと、該塑性セラミックスに含浸した樹脂とからなることを特徴とする制振部材。
【請求項2】
前記塑性セラミックスは、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料が焼成されてなることを特徴とする請求項1記載の制振部材。
【請求項3】
前記アルカリ土類酸化物はMgOであることを特徴とする請求項2記載の制振部材。
【請求項4】
前記Al2O3、前記TiO2及び前記MgOの合計を100質量%として、該Al2O3が59質量%以下であり、該TiO2が38質量%以上であり、残りが該MgOであることを特徴とする請求項2記載の塑性セラミックス。
【請求項5】
樹脂は熱硬化性樹脂であることを特徴とする請求項1乃至4のいずれか1項記載の制振部材。
【請求項6】
熱硬化性樹脂は熱硬化性アクリル樹脂であることを特徴とする請求項5記載の制振部材。
【請求項1】
チタン酸アルミニウム系の塑性セラミックスと、該塑性セラミックスに含浸した樹脂とからなることを特徴とする制振部材。
【請求項2】
前記塑性セラミックスは、実質的にAl2O3、TiO2及びアルカリ土類酸化物からなる原料が焼成されてなることを特徴とする請求項1記載の制振部材。
【請求項3】
前記アルカリ土類酸化物はMgOであることを特徴とする請求項2記載の制振部材。
【請求項4】
前記Al2O3、前記TiO2及び前記MgOの合計を100質量%として、該Al2O3が59質量%以下であり、該TiO2が38質量%以上であり、残りが該MgOであることを特徴とする請求項2記載の塑性セラミックス。
【請求項5】
樹脂は熱硬化性樹脂であることを特徴とする請求項1乃至4のいずれか1項記載の制振部材。
【請求項6】
熱硬化性樹脂は熱硬化性アクリル樹脂であることを特徴とする請求項5記載の制振部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−52827(P2011−52827A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2010−218940(P2010−218940)
【出願日】平成22年9月29日(2010.9.29)
【分割の表示】特願2003−344219(P2003−344219)の分割
【原出願日】平成15年10月2日(2003.10.2)
【出願人】(000000479)株式会社INAX (1,429)
【出願人】(592108104)株式会社アコーセラミック (3)
【出願人】(591089855)三和油化工業株式会社 (34)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成22年9月29日(2010.9.29)
【分割の表示】特願2003−344219(P2003−344219)の分割
【原出願日】平成15年10月2日(2003.10.2)
【出願人】(000000479)株式会社INAX (1,429)
【出願人】(592108104)株式会社アコーセラミック (3)
【出願人】(591089855)三和油化工業株式会社 (34)
【Fターム(参考)】
[ Back to top ]