
前表面処理として、基材へ噴霧することによって無電解にインライン金属被覆を行なう方法、及びその方法を実現する装置
本発明の第1主題は、1つ又はそれ以上の酸化還元溶液を基材上にスプレーすることにより、非電解的に基材の表面を金属被覆する方法である。本発明の方法は、工業化可能であり、自動化可能であり、クリーンであり、多層基材に適用可能であり、固着性や装飾的外観に関しても最適である。この目的を達成するため、本発明は、次のステップを含む。a)金属被覆の前に基材の表面張力を減少させるための物理的処理あるいは化学的処理、b)1つ又はそれ以上の酸化還元溶液を1つまたそれ以上のエアロゾルの形でスプレーすることにより、ステップa)において処理された基材表面の非電解的金属被覆処理、c)金属被覆された基材表面上の保護膜の形成処理。本発明の他の主題は、本発明の方法を実現する小型機器、及び得られる製品であり、特に、化粧用の中空ガラスのフラスコ、家庭電化製品や飛行機のための部品、導電性トラックや無線周波数用アンテナ、電磁気スクリーニングのためのコーティングなどの電子部品である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の技術分野は、金属フィルムによる基材表面のコーティングの技術分野である。
【0002】
本発明は、たとえば、中空ガラス、フラスコ、化粧用部品、航空機部品に対して適用できる装飾のためや、自動車のため、家庭電化製品のための、基材の非電解質金属被覆法に関する。また、電子工学、特に導電性トラックの実現のための基材の非電解質金属被覆法にも関連する。
【背景技術】
【0003】
鏡を製造するためにガラスを銀メッキするのは、化学的手段による金属被覆の最も古い産業的応用の1つである。この方法においては、金属塩と還元剤と錯体形成添加物とを含有する金属液の電解槽に浸すことにより、重力を用いて金属を沈着する。その表面は、塩化第一錫(SnCl2)の酸性液を適用することにより前もって鋭敏化しなければならない。この鋭敏化ステップは、塩化パラジウム(PdCl2)の酸性液を介在させる活性化ステップによって完了させることができる。これらのステップは、エネルギー、時間及び水の面で高価となる上、使用される生成物が危険である。旧来の銀メッキの技術は、多くの欠点に加えて特に次の問題点を有する。
・有用な基材はガラスしかない、
・メッキされる基材表面は平らでなければならない、
・沈殿電解槽の不安定さ、
・沈殿速度は毎時20pm厚が限界である、
・同時に異なる金属を同時析出するのは技術的に困難である、
・沈殿できる金属又は合金の範囲が制限される、
・場所を限定した沈殿は不可能である、
・沈殿した金属フィルムの基材上への完全な固着特性が必要である。
【0004】
金属溶液の電解槽における沈殿による基材の非電解的金属被覆に関する問題点を解決するために、特許文献1及び特許文献2は、カチオン形態の金属(酸化剤)と還元剤とを含むスプレーを噴射することにより、基材の非電解的金属被覆方法を示している。
【0005】
改良された方法において、表面の活性化ステップは必須ではなく、基材の表面の予備的な湿潤ステップは基材に対するフィルムの固着を改善している。しかしながら、金属被覆方法の産業化を最適化し、かつ各基材における平らな表面へのフィルムの固着能力を改善することは、未だ予測の段階である。
【0006】
その他、非特許文献1は、プラスチック基材(PET、ABS又はPVC)の化学的金属被覆(銅)によるプリント基板の実現をカバーしている。メッキされるべき基材の金属表面は脱脂されて、表面エネルギーを高めるためコロナ処理を受ける。それから、金属被覆が、カチオン形態の金属(酸化剤)と還元剤とを含むスプレー噴射によって実施される。このようにして得られた金属被覆コーティング上には、仕上層は塗布されない。このような金属被覆方法は、前述の基材の性質や沈殿した金属の性質による、装飾的な方向にリンクした制約も基材上への金属被覆層の固着にリンクした制約も考慮していない。上記開発された銀メッキの技術は、装飾に適応されてきた。
【0007】
特許文献3には、次のステップからなる、噴射による特にプラスチック材料の物品の金属被覆方法が記載されている。
【0008】
その方法は、
・単一組成の樹脂による第1層を塗布するステップと、
・乾燥するステップと、
・塩化錫を含む酸性溶液を塗布するステップと、
・洗浄するステップと、
・アンモニア混合物を含む硝酸銀溶液と還元糖溶液とを同時に吹きかけるステップと、
・洗浄するステップと、
・最終上薬を塗布するステップとを含む。
【0009】
この金属被覆方法は、その金属被覆手順において産業上の適応を許さない手動設備を用いて実現される。この技術は、基材表面への金属フィルムの固着に関して、いかなる満足する結果ももたらさない。なぜなら、この金属被覆方法は、どんな基材(プラスチック、金属、木、ポリマーなど)にも同一形式で実現され、したがって、メッキされるべき各支持材の特徴には適応していないからである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】フランス国特許公開公報FR-A-2 763 962
【特許文献2】出願番号06 10287のフランス出願
【特許文献3】米国特許公報US-A-4 975 305
【非特許文献】
【0011】
【非特許文献1】"Copper deposition by Dynamic Chemical Plating" "Journal of Materials Science"、 volume 38、 pages 3285-3291、 2003
【発明の概要】
【発明が解決しようとする課題】
【0012】
したがって、非電解的方法により、かつ、次の課題の少なくとも1つを満たす1つ又はそれ以上の酸化還元液の噴射によって、基材表面の金属被覆の産業化可能な方法が望まれている。
・金属被覆方法は、現在使用されている上塗りライン、たとえば可動キャビンの長さが1〜5mのラインの内に一体化できる小型設備を使用して実現され、自動ラインにより基材の処理が可能であるべきである。
・金属被覆方法は、基材へのフィルムの最大固着を最適化する目標をどんな基材に対しても適応し、かつ、装飾の態様でも適応すべきである。
金属被覆方法は、伝統的産業である漆塗り設備のラインにおいて、幾つかのタイプ(銀、銅、ニッケルなど)の装飾コーティングが可能でなければならない。
金属被覆方法は、アルミニウムの真空析出に完全に置き代わる"漂白(whitening)"として特徴付けられた装飾金属沈着法を得られなければならない。
【課題を解決するための手段】
【0013】
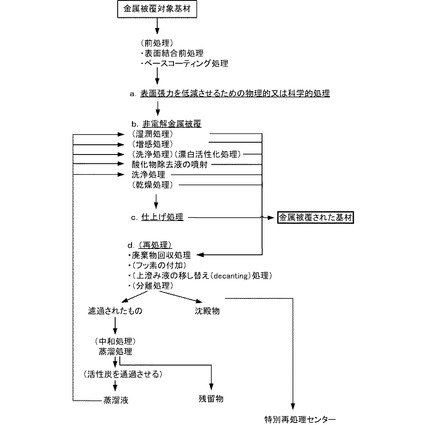
しかしながら、出願人は、長期の研究の末、被覆をする基材表面の前処理によって、基材に対する金属フィルムの固着が増強し、特に装飾の態様が可能になることを発見した。 これが、本発明が、次のステップを実行するよう特徴付けられた基材表面の金属被覆方法をその目的としている理由である。
a.金属被覆前に、基材の表面張力を物理的に減少する処理、又は化学的に減少する処理、
b.1つ又は幾つかの酸化還元液をエアゾルで噴射することにより、ステップ(a)において処理された基材表面の非電解的な金属被覆、
c.金属被覆された表面上への仕上層の生成。
【0014】
ステップ(a)において、物理的処理は、次の処理から有用な処理が選ばれる。その処理は、火炎処理、コロナ処理、プラズマ処理、及びその組合せである。また、次の処理から有用な処理が選ばれる。その処理は、火炎処理、プラズマ処理、及びその組合せである。
【0015】
好ましくは、ステップ(a)の物理的処理は火炎処理である。
【0016】
なお、基材がプラスチック材料や、合成材料や、ポリマーなどの硬質基材の場合、又は、ポリマーや、金属ホイールなどの金属や、織物や、紙などの可撓支持体の場合には、物理的処理は火炎処理及び/又はプラズマによる処理が優れている。
【0017】
火炎処理は、たとえば、金属被覆されるべき基材が、温度がたとえば1200℃から1700℃の火炎下を通過する処理である。火炎処理の期間は、一般に4秒から50秒である。火炎は、好ましくは、酸素のような燃焼持続物の存在下でブタンガス(又は都市ガス)のような燃料を燃焼することにより得られる。
【0018】
プラズマ(による)処理は、たとえば、メッキされるべき基材が、ACXYS(登録商標)又はPLASMATREAT(登録商標)として市販されているような、プラズマ光の中を通過する処理に相当する。
【0019】
ステップ(a)において、化学的処理は、好ましくは、次の処理から選ばれる。その処理は、シラン溶液の塗布、1つ又は幾つかの酸性溶液を用いた表面の脱不動態化、希土類酸化物による研磨、フッ素処理、及びこれらの組合せである。
【0020】
なおさらに好ましい方式として、ステップ(a)の化学的処理は、シラン溶液の塗布、1つ又は幾つかの酸性溶液の噴射による脱不動態化、フッ素処理、及びこれらの組合せから選ばれる。
【0021】
なお、この化学的処理は、基材が中空グラスや、金属、又は合金の硬質基材である場合に、特に実施される。
【0022】
"脱不動態化(depassivation)"とは、たとえば、基材表面が、基材上に噴射されるたとえば硝酸、クエン酸、硫酸、及びそれらの混合物に基づく強酸溶液のような浸食性物質の反応によって、基材を覆っている酸化層が取り除かれるまで浸食されることを、意味する。
【0023】
"希土類酸化物による研磨"とは、たとえば、希土類酸化物の溶液をメッキされるべき基材に塗布し、それからパッド(pad)で表面上に生成する酸化層を取り除いて、表面をスムースにするまで、特に表面を擦ることにより研磨することを、意味する。
【0024】
好ましくは、希土類酸化物の溶液は、たとえばPOLIR-MALIN(登録商標)社が市販しているGLASS POLISHING(登録商標)という名のセリウム酸化物の溶液である。好ましくは、希土類酸化物による研磨は、このように研磨された表面を特に蒸留した水により洗浄するステップを含む。
【0025】
フッ素処理は、たとえば、金属被覆されるべき基材を、減圧下の容器において、フッ素添加剤を含む不活性ガス(アルゴン)に基づくガス溶液(gaseous solution)と接触させることに相当する。本発明によれば、フッ素処理は、たとえばAIR LIQUIDE(商標登録)として市販されているタイプの設備で実施される。
【0026】
基材の表面張力を減少させる物理的処理又は化学的処理は、好ましくは、どんな中間処理も無しにステップ(b)の直前に実施される。ステップ(a)とステップ(b)との間の期間は数分を越えてはならない。たとえば、ステップ(a)とステップ(b)との間の期間は、30分未満でなければならず、好ましくは10分未満、より好ましくはステップ(b)はステップ(a)の直後に実施されねばならない。
【0027】
金属被覆のステップ(b)において、金属は以下のグループから優先的に選ばれる。すなわち、銀、ニッケル、錫、それらの合金、及びそれらの併置物(justapositions)の金属グループから選ばれる。また、銀、ニッケル、錫、銅、それらの合金、及びそれらの併置物の金属グループから選ばれる。特に、銀が望ましい。
【0028】
"金属の併置"により、本明細書では、たとえば合金を形成しない幾つかの金属を指示している。
【0029】
ステップ(b)の酸化還元溶液は、たとえば、以下の例に相当する。
・同時に1つ又はそれ以上の酸化剤と1つ又はそれ以上の還元剤とを含む、ただ1つの溶液、又は、
・第1溶液が1つ又はそれ以上の酸化剤を含み、第2溶液が1つ又はそれ以上の還元剤を含む、2つの溶液、又は、
・複数の溶液が少なくとも1つの酸性溶液と少なくとも1つの還元溶液とを含む条件の下で、各溶液が1つ又はそれ以上の酸化剤と1つ又はそれ以上の還元剤とのいずれかを有する、複数の溶液である。
【0030】
ステップ(c)は、ワニスを塗るステップ、及び/又は、金属電解肥厚(metallic electrolytic thickening)ステップが優れている。
【0031】
本明細書において、単数で示されるタームは複数と理解されるし、その逆もある。
【0032】
本発明は、添付図面を参照した、以下の金属被覆方法の実施形態の説明、及び関連する実現装置の説明により、さらに理解される。
【図面の簡単な説明】
【0033】
【図1】図1は、本発明の金属被覆方法を示す全体図である。
【図2】図2は、本発明の金属被覆装置を示す図である。
【図3】図3は、本発明の金属被覆方法により金属被覆された基材の断面図である。
【図4】図4は、本発明の金属被覆方法により金属被覆された他の基材の断面図である。
【発明を実施するための形態】
【0034】
《基材》
上記の金属被覆方法を実現する好ましい条件において、基材は硬質基材である。たとえば、次の合成物から選ばれる。すなわち、ガラス、プラスチック材料、金属、ガラス繊維で満たされたアクリロニトリロブタジエンスチレン共重合体のような合成材料、合金、及びポリマーから選ばれる。好ましくは、硬質基材は、次の合成物から選ばれる。すなわち、中空ガラスの基材、プラスチック材料、金属、ガラス繊維で満たされたアクリロニトリロブタジエンスチレン共重合体のような合成材料、合金、及びポリマーから選ばれる。特に、中空ガラスの基材、及びポリマーが好ましい。
【0035】
本発明において、中空ガラスの基材とは、平面でないガラス、特にガラスのフラスコやボトルのようなガラス容器を意味している。
【0036】
本発明の実施形態の他の好ましい条件において、基材は可撓基材である。可撓基材は、たとえば、次の合成物から選ばれる。すなわち、ポリマー、金属、織物、金属ホイール、及び紙から選ばれる。好ましくは、可撓基材は織物やポリマーフィルムである。たとえば、可撓基材は厚さが100μmから5mmのポリエチレンフィルム、布、又は密度が50g/m2から600g/m2の1枚の紙である。
【0037】
本発明において、可撓基材とは、曲げることができる基材、1人の力で破れたり破壊されたりせずに曲げられる基材を意味する。
【0038】
これに対比して、本発明において、硬質基材とは、曲がらない基材、1人の力では破いたり破壊したりせずに曲げられない基材を意味する。
【0039】
《ステップ(a):表面張力の物理的減少処理又は化学的減少処理》
本発明の好ましい実施形態によれば、基材の表面張力を減少する物理的処理又は化学的処理は、基材の表面エネルギーが50ダイン又は55ダインより大きく又は等しくなるように、好ましくは60ダイン又は65ダインより大きく又は等しくなるように、さらに好ましくは70ダインより大きく又は等しくなるように実施される。これらの値より小さければ、基材の湿潤が不十分であり、金属被覆後に得られる金属コーティングが満足する固着特性、光沢特性、及び反射特性が得られない。表面張力の値に反比例する表面エネルギーの値は、たとえば、ブラシやフェルト片を用いて基材に特殊な溶液を塗布して、塗布した溶液の陥没を測定することからなる、当業者に知られた技術により測定可能である。
既に見てきたように、基材表面の物理的処理又は化学的処理は、基材の表面張力を減少させ、それ故にその後噴射される溶液による基材の湿潤性を増大する効果を有する。たとえば、この効果は、火炎処理の場合は酸化であり、プラズマ処理の場合は酸素型結合の生成である、表面の改善により達成される。
【0040】
実施される基材が中空ガラスの基材の場合、表面処理は好ましくは希土類酸化物、特にセリウムによる研磨である。
【0041】
金属被覆されるべき基材がプラスチック材料やポリマーの場合、表面の部鶴的処理は火炎処理が優れている。
【0042】
金属被覆されるべき基材が金属を基にする場合、表面の脱不動態化による化学的処理が推奨される。
【0043】
金属被覆されるべき基材が可撓支持体である場合、火炎処理による表面処理が好ましい。
【0044】
《ステップ(b):非電解的金属被覆》
本発明の金属被覆方法においては、非電解的金属被覆ステップは、順に少なくとも次のステップを含む。
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
第1の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・表面を湿潤するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ
【0045】
第2の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・好ましくはSnCl2の溶液により表面を増感するステップ
・洗浄するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ。
【0046】
第3の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・好ましくはSnCl2の溶液により表面を増感するステップ
・洗浄するステップ
・"漂白活性剤(whitening activation)"と呼ばれる溶液を噴射するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ
"'漂白活性剤(whitening activation)'と呼ばれる溶液"とは、アニオン界面活性剤、カチオン界面活性剤、又は中性界面活性剤を含む溶液で希釈された、以下で定義する金属酸化剤の溶液を意味する。
【0047】
(噴射処理)
非電解金属被覆ステップの間に用いられる酸化還元溶液は、基材上にエアロゾルとして噴射されるが、好ましくは1つ又は幾つかのカチオン金属酸化剤と1つ又はそれ以上の還元合成物とからなる、水溶液が優れている溶液から得られる。これらの酸化還元溶液は、好ましくは濃縮された貯蔵溶液の希釈により得られる。この希釈は、好ましくは水により行なわれる。
【0048】
本発明の好ましい態様によれば、噴射のためのエアルゾルは、サイズが100μmより小さい、好ましくは60μmより小さい、より好ましくは0.1μmから50μmの、霧状の水滴を得るために、溶液及び/又は分散液の噴霧、及び/又は細粒化により達成される。
【0049】
本発明の金属被覆方法において、金属溶液の噴射は、好ましくは連続的方法で実施され、基材は移動して噴射を受ける。たとえば、金属被覆物が銀に基づく場合、噴射は連続的である。ニッケルに基づく金属被覆物においては、噴射はたとえば休憩時間と交互に実行される。
【0050】
本発明の金属被覆方法において、噴射は、1dm2の金属被覆される表面に対して、0.5秒から200秒の期間であり、好ましくは1秒から50秒であり、さらに好ましくは2秒から30秒である。噴射期間は、金属被覆物の厚みに影響し、それ故に金属被覆物の不透明さに影響する。ほとんどの金属において、もし噴射期間が15秒より短いならば、金属被覆物は半透明となる。もし噴射期間が15秒より長いならば、金属被覆物は不透明である。基材は、金属被覆噴射の間の少なくとも一部区間、回転することができる。
【0051】
第1噴射方法に続いて、処理されるべき表面上に、1つ又はそれ以上のスプレーにおいて、1つ又はそれ以上の金属カチオン溶液と1つ又はそれ以上の還元剤の溶液値が同時に連続して噴射される。この場合、この時点では、噴射するエアロゾルの生成直前には酸化溶液と還元溶液との混合が実施され、また、好ましくは金属被覆されるべき基材表面との接触前に再び酸化溶液から生成されたエアロゾルと還元溶液から生成されたエアロゾルとの融合が実施される。
【0052】
第2噴射方法によれば、1つ又はそれ以上の金属カチオン溶液が1つ又はそれ以上のエアロゾルによって継続的に噴射され、それから1つ又はそれ以上の還元溶液が噴射される。言い換えると、酸化還元溶液の噴射は、1つ又はそれ以上の金属酸化剤の1つ又はそれ以上の溶液と、1つ又はそれ以上の還元剤の1つ又はそれ以上の溶液との分離した噴射により実現される。この第2の可能性は、還元溶液と金属塩との交互の噴射に相当する。
【0053】
第2噴射方法の態様において、複数金属層又は異なる合金を形成するための幾つかの金属カチオン酸化剤の組合せは、好ましくは異なる金属塩がもちろん還元剤と分離して噴射されるが、互いにも分離してかつ継続的に噴射される。異なる性質の金属カチオンの他にも、その間に異なる反対のアニオンを使うことも予測されることは言うまでもない。
【0054】
噴射ステップの変形例として、酸化剤と還元剤との混合物が準安定であるようにし、混合物の噴射後に、好ましくは、相互作用をする混合物の噴射前、間、又は後に、1つ又は幾つかのスプレーにより優先的に寄与する開始剤と接触するよう配置されて、還元剤が金属への転換が自由となるように活性化される。この変形例は、酸化剤と還元剤とが噴射後に基材表面を被覆するまで相互作用を遅延することにより、酸化剤と還元剤との前もっての混合を可能にする。相互作用の開始剤又は活性剤は、幾つかの物理的手段(温度、UVなど)又は適切な化学的手段を通して得られる。
【0055】
上記された、かつ以下の実施例で図示される方法論的な考慮を越えて、本発明の金属被覆方法で達成された製品に関するより正確な情報を提供する。
【0056】
水は、エアロゾルスプレーが生成される最初の溶液を生成するために酸性溶媒を用いる可能性の無い、最適な溶媒である。
【0057】
基材の金属被覆ステップの間に噴射される酸化還元溶液は、1つ又はそれ以上の金属酸化剤溶液と1つ又はそれ以上の還元剤溶液とである。
【0058】
スプレーへの酸化溶液内の金属塩の濃度は、0.1g/lから100g/lであり、好ましくは1g/lから60g/lである。貯蔵溶液の金属塩の濃度は0.5g/lから103g/lである。また、貯蔵溶液の希釈率は5から500である。金属塩は、硝酸銀、硫酸ニッケル、硫酸銅、塩化第一錫、及びこれらの混合物が優れている。
【0059】
還元剤の選択は、好ましくは次の合成物から製造される。水素化ホウ素(borohydrides)、ジメチルアミノボラン(dimethylaminoborane)、ヒドラジン、次亜リン酸ナトリウム(sodium hypophosphite)、ホルマリン、水素化リチウムアルミニウム(lithium aluminohydride)、グルコース又はエリトルビ酸ナトリウム(sodium erythorbate)の派生物のような還元糖、及びそれらの混合物から生成される。還元剤の選択は、金属被覆フィルムに対し予測されるpH及び特性を考慮して行なわれる。これら慣例の調整は当業者には理解可能である。スプレーへの還元溶液中の還元剤の濃度は、0.1g/lから100g/lであり、好ましくは1g/lから60g/lである。貯蔵溶液の還元剤の濃度は、0.5g/lから10g/lである。また、貯蔵溶液の希釈率は、5から100である。
【0060】
本発明の特殊な態様において、幾つかの粒子が、金属被覆の時点で噴射されるべき少なくとも1つの酸化還元溶液と混合される。粒子は金属被覆物中に取り込まれる。これらの硬い粒子は、たとえばダイヤモンド、セラミック、カーボンナノチューブ、金属粒子、希土類酸化物、PTFE(ポリテラフルオロエチレン:Polyterafluoroethylene)、グラファイト、金属酸化物、及びそれらの混合物である。
【0061】
これら粒子の金属フィルムへの取り込みは、メッキされた基材に独特の機械的性質、摩擦的性質、電気的性質、機能的性質、及び美術的性質を付与する。
【0062】
(洗浄処理(Rinsing))
基材の表面の全て又は一部が1つ又は幾つかの洗浄溶液源と接触するよう配置する、洗浄ステップは、洗浄溶液エアロゾル、好ましくは水のスプレーによって実施されるのが望ましい。
【0063】
(乾燥処理(Drying))
乾燥処理は、洗浄水の排出からなる。たとえば、20℃から40℃の温度において5気圧(bars/air)で拍動する圧縮空気システムを使って、20℃から40℃の温度で実施されるのが望ましい。
【0064】
(湿潤処理(Wetting))
上記の湿潤処理は、酸化還元溶液の被覆を強化するために基材表面を液状フィルムでコーティングするステップからなる。湿潤溶液は、次のグループから選択される。すなわち、可能であれば1つ又は幾つかのアニオン界面活性剤、カチオン界面活性剤、又は中性界面活性剤が補われた、消イオン化された又はされていない水、1つ又は幾つかのアルコール(たとえば、イソプロパノール、エタノール、及びそれらの混合物)、及びそれらの混合物から選択される。特に、湿潤溶液としては、アニオン界面活性剤とエタロールとを加えた消イオン化された水が選択される。湿潤溶液が基材上に凝縮するよう基材上に噴射される上記に変換される湿潤の変形例として、溶液は産業上都合のよい理由で本質的に水溶液であるのが好ましい。湿潤処理の期間は、対象の基材表面と湿潤スプレーの噴射フローとに依存する。
【0065】
(増感処理(Sensitization))
本発明の特殊な実施形態においては、基材表面の増感ステップが、たとえばフランス国特許公開FR-A-2 763 962の実施モードにしたがって、特に酸化第一錫のような増感溶液を使って実施される。上記の洗浄溶液による洗浄ステップは、中間ステップ無しに増感ステップの直後に実行される。
【0066】
金属被覆方法の実施形態の好ましいモードとして、非電解金属被覆は銀被覆処理である。
【0067】
本発明における非電解金属被覆の実施形態の例が、特許文献1及び特許文献2にさらに詳細に記載されている。
【0068】
(漂白活性化処理(Whitening activation))
本発明の特殊形態において、"漂白活性化"と呼ばれる追加ステップが、増感ステップに続く洗浄ステップと非電解金属被覆ステップとの間に実行される。このステップは、前述の漂白活性化"溶液を噴射するステップからなる。本金属被覆方法におけるこのステップの導入により、視覚の上で反射が一様であることを意味する、非常に"白い"コーティングを得ることができる。このタイプのコーティングは、実質的に、装飾の視覚観点で望ましくない黄色がかった色を呈する銀被覆に関連するものである。この漂白活性化ステップは、真空ベル(vacuum bell)の下に置くことにリンクする処理制約を取り除いて、真空下のアルミニウム被覆を完全に代替する非常に白い金属被覆の結果を与える。この漂白活性化ステップは、被覆物の良好な平面性と良好な
一様性を可能とする分子構造的なコーティングを促進する。この処理を実行することで、金属被覆は基材に対して良好な反射性を与え、"より白い"外観を与える。このステップは、上記非電解金属被覆の酸化還元溶液噴射ステップに続く。漂白活性化ステップと非電解金属被覆の酸化還元溶液噴射ステップとの間の経過期間は、好ましくは1秒から30秒間、より好ましくは1秒か15秒間である。
【0069】
《ステップ(c):仕上層の形成》
本発明の金属被覆方法の実施形態の第1モードとして、ステップ(c)では、金属被覆された表面上に、好ましくは最終ワニスにより網目状の(reticulatable)溶液合成物を塗布する。このワニスは水溶液又は有機物であり、好ましくは水溶液である。基材に対応して次の合成物から選択される。すなわち、アルキド樹脂、ポリウレタン、エポキシ、ビニール、アクリル、及びそれらの混合物から選択される。好ましくは、次の合成物から選択される。すなわち、エポキシ、アルキド樹脂、及びアクリルから選択される。より好ましくは。エポキシワニスを含む。網目状の最終溶液合成物は、UV又は焼成により網状にされ、色付けのため顔料を含んでも良い。ステップ(c)で網目状の溶液合成物が塗布される場合、好ましくは、金属被覆された表面を乾燥するサブステップが、非電解金属被覆ステップの前に実行されてもよい。
【0070】
仕上層の生成ステップは、可能であれば、金属層とワニス仕上層との間の密着を最適にするために、粘着下塗り剤(adhesion primer)を噴射するステップに続いて実行される。粘着下塗り剤は、好ましくはシラン溶液である。
【0071】
本発明の金属被覆方法の実施形態の第2モードによれば、仕上層の生成ステップは、金属被覆表面の電解肥厚処理の実行である。ステップ(c)において電解肥厚処理が実行される場合、好ましくは肥電解金属被覆ステップにおいて基材表面の乾燥は実施されない。
【0072】
電解肥厚処理は、好ましくは、少なくとも部分的に被覆された基材を電解質を含む溶液槽に浸し、電解質液槽と少なくとも部分的に被覆された基材との間に充分な電流を流すことによって実施される。本発明の様態によれば、電解質は、基材の金属被覆された表面上に被覆することが可能な金属イオンであり、たとえば次の金属のイオンから選ばれる。すなわち、Ni2+、Ag+、Cu2+として、ニッケル、銀、又は銅から選ばれる。電解肥厚技術は、当業者には良く知られている。たとえば、1dm2の金属被覆された基材上に1mの銅層を生成するために必要な電流量は、250g/lのCu2+溶液において、0.5アンペア秒(A.secs)から20アンペア秒である。一般に、電解肥厚処理により生成する仕上層の厚みは、2μmから40μmである。電解肥厚処理により仕上層を生成する場合、基材は好ましくは部分的に被覆される。この部分的な金属被覆は、特に金属被覆処理の前に基材表面の一部をマスクすることで可能である。
【0073】
本発明を実施する他の好ましい条件として、基材はステップ(a)の前に以下のステップを受ける。
・基材の表面結合前処理(surface coupling pretreatment)
・好ましくはワニスの基礎コーティングによる1つ又は幾つかの層の塗布処理
基材の表面結合前処理は、たとえば前述した表面張力を減少させるプラズマ処理、又は火炎処理や化学処理である。
【0074】
本発明の実施形態の独自モードとして、基材は、ステップ(a)の前に、表面結合前処理、又は1つ又は幾つかの基礎コーティング層の生成処理を受ける。
【0075】
たとえば、表面結合前処理がフッ素処理の場合、基礎コーティング生成ステップをスキップしてもよい。表面結合前処理は、本質的には、基材がたとえばプリプロピレンの場合に実施される。
【0076】
基礎コーティング層は、好ましくは水溶液又は有機物に基づき、好ましくは水溶液であるが、基材に対応して次の合成物から選択される。すなわち、アルキド樹脂、ポリウレタン、エポキシ、ビニール、アクリル、及びそれらの混合物から選ばれる。好ましくは、次の合成物から選ばれる。すなわち、エポキシ、アルキド樹脂、アクリルから選ばれる。好ましくは、エポキシワニスを含む。基礎コーティングは、基材の表面をスムースにすることができる。基礎コーティングは、UV又は焼成により網状にしてもよいし、色付けのために顔料を含んでも良い。
【0077】
本発明の金属被覆方法によれば、本方法の異なるステップに派生する廃棄物は、本方法で再使用するために再処理及びリサイクルされるのが望ましい。
【0078】
上記金属被覆方法において、廃棄物の再処理及びリサイクルは、順に少なくとも次のステップを含む。
・容器内の、特に排水からの廃棄物の回収
・好ましくは蒸発器内の蒸留
・たとえば洗浄水として又は酸化還元貯蔵溶液の希釈として、金属被覆方法における蒸留液の再使用、又は下水への投棄
上記金属被覆方法において、廃棄物の再処理とリサイクルとは、順に次のステップを含む。
・容器内の、特に排水からの廃棄物の回収処理
・可能であれば凝集剤(flocculant)の付加処理
・可能であれば上澄みを取る処理(decanting)
・可能であれば、pHをコントロールしながら酸を付加することによる、濾過液(filtrate)の中和、特にアンモニアの除去処理
・好ましくは蒸発器内の濾過液の蒸留処理
・可能であれば活性炭システム(activated charcoal system)の通過処理
・たとえば洗浄水として又は酸化還元貯蔵溶液の希釈として、金属被覆方法における蒸留液の再使用処理、又は下水への投棄処理
廃棄物に付加する凝集剤は、好ましくは、SNF FLOERGER(登録商標)として市販されているような、帯電した有機ポリマーである。
【0079】
上澄み液と沈殿物との分離は、フリット(frit)を通すフィルタ、又はあふれ出させること(overflow)により行なわれるのが望ましい。
【0080】
沈殿物は、それから排出されて、特殊な排泄物処理又は再評価センター(revalorization center)に送られる。
【0081】
得られた廃棄物は、特に、通常0.1Nから10Nの酸性液を付加し、廃棄物がpH5から6になるまで中和される。
【0082】
特に廃棄物内に存在するアンモニアを中和するために使用される酸は、塩化水素酸、硫酸、硝酸、及びそれらの混合物から選ばれる。
【0083】
廃棄物の蒸留は、好ましくは蒸発器により実施され、廃棄物は90℃から120℃の温度まで加熱される。蒸留後にボイラーのそこに残った残滓は、特殊な排泄物処理又は再評価センターに送られるよう排出される。蒸留した水は、金属被覆方法で再使用され、特に貯蔵溶液の希釈ばかりでなく、洗浄処理や湿潤処理にも仕様される。
【0084】
本発明の金属被覆方法の優位性は多い。特にどんなタイプに基材に対しても、本表面処理は、金属被覆反応を制御して表面に金属フィルムの固着を改善することが可能である。得られた基材、特に銀で金属被覆された基材は、視覚範囲(400nm〜800nm)で一様な反射性を有し、青を含む全波長を反射する。このような反射性は、従来技術の方法では達成できなかった。さらに、工場スケールで1日に1トンを越える金属被覆方法で排出される廃棄物は、再処理されて、本金属被覆方法において再利用される。再処理モジュールから出てくる蒸留水は純粋で、酸化剤又は還元剤の貯蔵溶液の希釈はかりでなく、洗浄処理や湿潤処理においても使用される。この利点は、一方で、商業的観点からも無視できない。なぜなら、排出する廃棄物の量が著しく減少するからである。本方法では産業用水を使用しなくてよいこと、もし廃棄物の再処理モジュールや排水の浄水処理がなければ浄化ステップが必要であること、は重要である。その上、本方法では、金属被覆直前に希釈される濃縮貯蔵溶液を使用する。したがって、転送する貯蔵溶液の量は、溶液が既に希釈された場合よりも少なく、コスト特に転送コストを減少できる。
【0085】
さらに、使用される還元剤の量は、この合成物は環境には有毒なので、認可基準(ISO 14001)よりも少ない。使用される量の減少は、著しい生態学上の利点を有する。
【0086】
その他、本発明の独自モードによる電解肥厚は、選択できる利点を有する。電導性のあるトラックのように、リリーフ内に被覆されたモチーフの生成を可能にする、基材の金属被覆表面が可能である。
【0087】
上記定義したように、この適用は、複数の基材に対し、連続性を絶つことなく一続きに処理するという、基材の金属被覆方法の目的を有する。特に、本発明の金属被覆方法は、被覆されるべき基材を導入するステップと金属被覆された基材を導出するステップとを除いて、操作ステップを一切有しない。
【0088】
上記金属被覆方法は、次の要素からなる工業用金属被覆装置によって実施されるのが望ましい。
・基材の表面張力を減少させるための物理的処理モジュール又は化学的処理モジュール、
・非電解金属被覆モジュール、
・仕上層を実現するためのモジュール
表面張力を減少するための物理的処理又は化学的処理のモジュールは、次の処理手段から選ばれる表面の物理的処理手段を含む。すなわち、プラズマ照射部又は火炎処理ステーションから選ばれる。又は、次の処理手段から選ばれる表面の化学的処理手段を含む。すなわち、フッ素処理装置、化学溶液を噴射するガン、又は研磨キャビンから選択される。フッ素処理装置は、減圧下の囲いと、フッ素を含む不活性ガス(アルゴン)のガス状溶液を噴射手段とを備える。たとえば、AIR LIQUIDE(登録商標)社により市販されている装置がある。研磨キャビンは、たとえばHVLP(高容積低圧)ガンなどの希土類酸化物の溶液を塗布する手段と、たとえば回転パッドとHVLPガンにより研削された表面を洗浄する手段とを持つ研削手段とを備える。
【0089】
非電解金属被覆モジュールは、特に特許文献1に記載された、溶液を噴射する現有手段を備える。噴射手段は、たとえば1セットのHVLP噴射ガンを備え、各ガンは1つの溶液を供給する1つ又は幾つかのポンプと接続されている。
【0090】
第1ポンプ/ガンシステムは、湿潤処理のために備えられている。第2ポンプ/ガンシステムは、増感処理と洗浄処理とのために備えられている。第3ポンプ/ガンシステムは、"漂白活性化"と呼ばれる処理のために備えられている。酸化剤と還元剤の金属溶液の噴射は、少なくとも2つのポンプ/ガンシステムを使って同時に行なわれる。1つは酸化剤溶液のために使用され、もう1つは還元剤溶液のために使用される。酸化剤溶液の噴射のため、ガンの数は少なくとも1つのポンプに繋がる1ガンから30ガンである。還元剤溶液の噴射のためにも、同じ1ガンから30ガンが使用される。最後のポンプ/ガンシステムは、金属被覆溶液の噴射後の洗浄のために備えられている。
【0091】
非電解金属被覆モジュールは、たとえば20℃から40℃の温度において5気圧で脈動する圧縮空気システムを使って金属フィルムを乾燥する手段も備えている。
【0092】
仕上層の形成モジュールは、たとえばHTVL噴射ガン又は金属被覆された表面の電解肥厚処理により、網目状溶液の最終合成物を塗布する手段を備える。また、特に電解質を含む溶液で満たした電解槽と、少なくとも1つの電極と、電流を循環させる装置とを備える。
【0093】
非電解金属被覆モジュールは、本発明の装置が網目状溶液の最終合成物を塗布する手段を有する、仕上層を形成するモジュールを予測する場合、好ましくは金属フィルムを乾燥する手段を備える。仕上層を形成するモジュールが網目状溶液の最終合成物、特にワニスを塗布する手段を選ぶ場合、本発明の装置は仕上層を網目状にする手段を備えるのが望ましい。後者は、たとえば赤外線ランプの発熱システム、又は紫外線ランプに基づく光学システムを備える。網目状作成温度は、ワニスを使用した場合、10℃から300℃である。
【0094】
本発明の装置の実施形態の好ましいモードによれば、金属被覆する基材は、1つのモジュールから他のモジュールへの経路をつくるコンベア、たとえばベルトや歯などの上に置かれる。好ましくは、コンベアが基材をその上で回転させる手段を備える。
【0095】
本発明の装置は、実施形態の好ましいモードによれば、表面結合前処理ばかりでなく基礎コーティングの適用を備える、表面の前処理モジュールを含む。
【0096】
基材の表面結合前処理手段は、上記表面張力を減少させる物理的処理手段又は化学的処理手段と同一である。
【0097】
基礎コーティングを適用する手段は、たとえば上記網目状溶液の最終合成物を適用する手段と同一である。その他、本発明の装置は基礎コーティング層を網目状にする手段を備える。後者は、たとえば、赤外線ランプの発熱システム、又は紫外線ランプに基づく光学システムからなる。網目状処理の温度は、使用するワニスに対応して10℃から300℃である。
【0098】
その他、本発明の実施形態の好ましいモードによれば、本発明の装置は廃棄物を再処理しリサイクルする手段を含む。
【0099】
廃棄物の回収は、好ましくは廃棄物を回収容器に導くバッフル(baffles)のような回収チャネルにより行なわれ、被覆されるべき基材が配置されるコンベア機構を保護する目的を有する。
【0100】
濾過水と沈殿物との移動及び分離は、デカンター(decanter)又は溢れさす装置(overflow device)によって提供される。
【0101】
蒸留は、1つ又はそれ以上のボイラと1つ又はそれ以上の冷却管とを使って実施される。
【0102】
浄化された水は、溶液循環、たとえばパイプやポンプにより、再使用すべき本方法の異なるモジュールに循環される。
【0103】
本発明は、基材がたとえば特に化粧用に使用される中空ガラス、自動車部品、家庭電化製品の部品や航空機の部品の場合、上記本方法により得られた金属被覆された基材を予想する。
【0104】
本発明は、基材が特に導体トラックのような電子部品、RFIDアンテナ(無線周波数同定)、又は電磁気遮蔽の場合、上記本方法により得られた金属被覆基材を目的としている。
【0105】
図1は、本発明の金属被覆方法の基本ステップとオプションステップの概略を示した図である。
【0106】
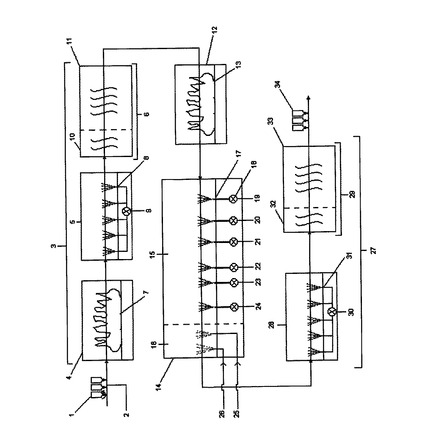
図2は、本発明に従った方法を実現する装置を示す図である。本装置は次の4つのモジュールを含む。
・オプションである前処理モジュール3、
・表面張力を減少させる物理的処理又は化学的処理モジュール12、
・非電解金属被覆モジュール14、
・仕上層の形成モジュール27。
【0107】
前処理モジュール3は、表面結合前処理キャビン4と、基礎ワニスを塗布するキャビン5と、ワニス網目化のキャビン6とを備える。表面結合前処理キャビン4は、たとえばバーナ7が提供される火炎処理ステーションである。基礎ワニスを塗布するキャビン5は、基礎ワニスの貯蔵部に接続するポンプ9に接続されたガン8を提供する。ワニス網目化のキャビン6は、2つのゾーンを含む。第1ゾーンは赤外線ランプを使って溶媒を蒸発させる。第2網目化ゾーン11はUV/IR焼成による。
【0108】
表面張力減少の物理的処理又は化学的処理モジュール12は、たとえばバーナ13を提供する火炎処理ステーションである。
【0109】
非電解金属被覆モジュール14は、2つのゾーンを含む。"噴射処理部"と呼ばれる第1ゾーン15と、"乾燥処理部"と呼ばれる第2ゾーン16とである。噴射ゾーン15は、ポンプ18に接続するガン18を備え、各ポンプ18はそれ自身特有の溶液槽に接続される。ポンプ19は、表面を湿潤化するためにリザーブされる。ポンプ20は、基材表面の増感ステップのために備えられ、ポンプ21は洗浄のためである。ポンプ22と23とは、酸化還元溶液に津ながら得ポンプである。ポンプ24は洗浄ポンプである。
【0110】
オプションとなる乾燥ゾーン16が、2気圧で脈動する圧縮空気ガン25と、温度が30℃のオーダの脈動空気のガン26とで構成される。
仕上層形成モジュール27は、ポンプ30に接続する噴射ガン31を備える、最終保護ワニスを塗布するキャビン28と、保護ワニスの網目化キャビン29とを備える。保護ワニスの網目化キャビン29は、2つのゾーンを有している。赤外線ランプを使って溶媒を蒸発させる第1ゾーン32と、UV/IR焼成による第2網目化ゾーン33とである。
【0111】
また、仕上層形成モジュール27は、電解溶液槽と、その間を電解肥厚処理を達成するため充分な電流が循環する電極とを含む大きな槽を有する、電解肥厚処理キャビン(図示せず)を備える。電極の1つは電解溶液槽内に浸され、他の電極は金属被覆された基材に接続される。
【0112】
本装置を用いた方法の間、金属被覆される基材1はコンベア2上に置かれる。コンベア2は基材1をオプションである前処理モジュール3に導く。前処理モジュール3において、基材1は最初に、たとえば火炎処理ステーションである表面結合前処理のためのキャビン4の中で、表面結合前処理を受ける。それから、基礎ワニスの塗布が基礎ワニス塗布のためのキャビン5における噴射により実施される。このようにワニスと塗布された基材は、次に、基礎ワニスの網目化のためのキャビン6に向かう。このように前処理された基材は、表面張力減少のための物理的処理又は化学的処理モジュール12に導かれる。この表面張力減少のための物理的処理又は化学的処理モジュール12は、たとえばバーナ13が提供された火炎処理ステーションである。
【0113】
基材は、それから、表面張力減少のための物理的処理又は化学的処理モジュール12の次に組み込まれている金属被覆モジュール14に向かう。噴射ゾーン15において、ポンプ19は、たとえば水により表面の湿潤処理を達成する。次に、ポンプ20は塩化第一錫の溶液を噴射する。この増感処理は、ポンプ21によりたとえば水での洗浄処理に続く。ポンプ22と23とは、次に、金属フィルムを実現すたために必要な酸化還元溶液を噴射する。ポンプ22は、たとえば金属イオンの溶液に接続され、ポンプ23は還元剤溶液に繋がっている。これらのポンプの活性化は、同時に又は連続的に実行される。金属被覆処理に続いて、洗浄水溶液、たとえば水に接続されたポンプ24による洗浄処理が実施される。基材は、それから、オプションである乾燥ゾーン16に導入される。乾燥ゾーン16では、圧縮空気ガン25が5気圧で脈動し、30℃オーダの温度の脈動空気ガン26が被覆した表面を乾燥させる。
【0114】
このように金属被覆された基材は、最後にオプションである仕上層を形成するモジュール19に向かう。仕上層を形成するモジュール19において、最終保護ワニスが実現し、続いて保護ワニスの網目化のためのキャビン29における網目化に進む。本発明の金属被覆方法により金属被覆された基材34は、保護ワニスの網目化の後に、排出される。
【0115】
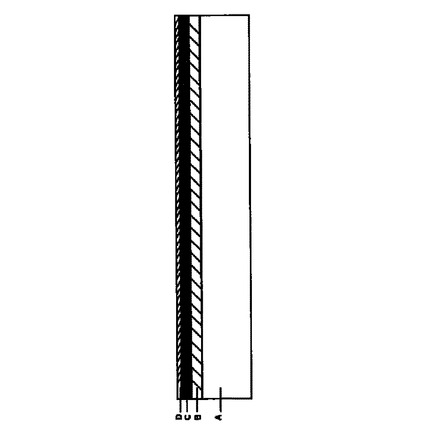
図3及び図4は、各々、本発明の実施形態の1つのモードにより金属被覆された基材の切断図を示している。
【0116】
図3において、被覆した基板は4つの層A、B、C、Dから構成される。層Aは基材であり、たとえばガラスの硬質基材である。層Bは基礎ワニス層であり、たとえば、AKZO NOBEL(登録商標)社により市販されているエポキシワニスである。層Cは金属フィルムであり、たとえば銀フィルムである。層Dは保護ワニスであり、たとえば、AKZO NOBEL(登録商標)社により市販されているエポキシワニスである。
【0117】
図4において、金属被覆された基材も4つの層A´、B´、C´、D´からなっている。層A´は可撓基材であり、たとえば、PVC内で硬化させた織物である。層B´は基礎ワニスであり、たとえば、LA CELLIOSE(登録商標)社のアルキド樹脂である。層C´は、表面の一部にマスクをした金属被覆により得られた金属層であり、たとえば、ニッケルである。層D´は、硫酸銅を含む槽において電解肥厚処理の結果の銅の層である。層D´の析出は選択的であり、層C´の表面のみに行なわれる。
【実施例】
【0118】
《実施例1:中空ガラスの硬質基材に対する銀の金属被覆》
GLYMO(登録商標)としてDEGUSSA(登録商標)社により販売されている、0.1g/lのシラン溶液をHTLPガンによって、高さ10cmで外部直径5cmのガラス製の同心円フラスコに対して噴射する。次に、また、AKZO NOBELによって販売されているエポキシワニスをHVLPガンを用いて回転しているフラスコに噴射する。そして、加熱室中において280℃で10分間加熱する。
【0119】
次に、フラスコを、3つの天然ガスバーナを備えた火炎処理室内に配置する。そして、そのフラスコを、毎分120回転で回転させる。火炎温度を、1400℃に調整し、20秒間火炎処理する。
【0120】
そのように処理されたフラスコを、金属被覆装置内に移動させ、連続的に、以下の処理を行なう。
・HVLPガンを用いて、塩化第一錫ベースの溶液を5秒間噴射する表面増感処理
・HVLPガンを用いた5秒間の水噴射による増感溶液の洗浄処理
・HVLPガンによって、アニオン界面活性剤を10%含む硝酸銀ベースの水溶液を8秒間噴射する、いわゆる「漂白活性化」処理
・HVLPガンによって、7g/lのヒドラジン水溶液と、濃度2g/lの硝酸銀ベース水溶液とを、25秒間、同時に噴射する処理
・HVLPガンを用いて水で5秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
次に、金属被覆されたそのフラスコを、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
【0121】
以上により、銀被覆ガラスのフラスコが得られる。
【0122】
《実施例2:中空ガラスの硬質基材に対する銀被覆》
POLIR−MALIN(登録商標)によってGLASSPOLISHING(登録商標)として販売されている250g/lの酸化セリウム溶液を、HVLPガンを用いて高さ10cm、外径5cmの円筒状ガラスフラスコに噴射し、さらに、回転パッドを備えた研磨室内で研磨し、HVLPガンを用いて、蒸留水を噴霧して洗浄する。
【0123】
次に、フラスコを、金属被覆装置に移動し、その中で以下の処理を連続的に行なう。
・HVLPガンを用いて、塩化第一錫ベースの溶液を5秒間噴射する表面増感処理
・HVLPガンを用いた5秒間の水噴射による増感溶液の洗浄処理
・HVLPガンによって、15g/lのグルコン酸ナトリウム水溶液と、濃度2g/lの硝酸銀ベース水溶液とを、25秒間、同時に噴射する処理
・HVLPガンを用いて水で5秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
次に、金属被覆されたそのフラスコを、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
【0124】
以上により、銀被覆ガラスのフラスコが得られる。
【0125】
《実施例3:ポリエステル製の布でできた可撓基材のニッケル/銅による金属被覆》
厚さ2mmで10cm四方のポリエステル製の布に対し、HVLPガンを用いて、LA CELLIOSE(登録商標)社によって販売されたポリウレタンワニスを噴射する。そして、加熱室内で40℃により40分間加熱する。
【0126】
次に、この布を3つの天然ガスバーナを有する火炎処理室に入れる。布のワニス処理された表面を火炎処理する。このときの火炎の温度は1400℃であり、20秒間処理する。そのように処理された布を、次に金属被覆装置に移動し、火炎処理されたワニス面を以下のようにさらに処理する。
・HVLPガンを用いた5秒間の水噴射による湿潤処理
・HVLPガンによって、20g/lの次リン酸ナトリウム水溶液と、濃度5g/lの硫酸ニッケル水溶液とを、35秒間、同時に噴射する処理
・HVLPガンを用いて水で10秒間洗浄する処理
このように金属被覆された織物を、230g/lの銅イオン溶液の電解質槽内に浸す。槽内に1つの電極を配置し、電極と基材との間に1アンペアの電流を流す。電解期間は720秒で、厚みは20ミクロンである。
【0127】
このようにして、ニッケル被覆されたポリエステルで銅により肥厚された織物が得られる。
【0128】
《実施例4:ポリマーでできた硬質基材のニッケル被覆》
ABSでできた直径3cmで高さ2cmの化粧用容器のストッパーに対して、PLASMATREAT(登録商標)により販売されたOPENAIR(登録商標)で参照されるプラズマトーチを用いて、プラズマ処理を行なわれる。
【0129】
このように処理されたストパーが金属被覆装置内に移動し、以下の処理が連続して行なわれる。
・HVLPガンによって、20g/lの水素化ホウ素ナトリウム水溶液と、濃度5g/lの硫酸ニッケル水溶液とを、30秒間、同時に噴射する処理
・HVLPガンを用いて水で10秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
このように金属被覆されたストッパーは、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
このようにして、ニッケル被覆ABSのストッパーが得られる。
【技術分野】
【0001】
本発明の技術分野は、金属フィルムによる基材表面のコーティングの技術分野である。
【0002】
本発明は、たとえば、中空ガラス、フラスコ、化粧用部品、航空機部品に対して適用できる装飾のためや、自動車のため、家庭電化製品のための、基材の非電解質金属被覆法に関する。また、電子工学、特に導電性トラックの実現のための基材の非電解質金属被覆法にも関連する。
【背景技術】
【0003】
鏡を製造するためにガラスを銀メッキするのは、化学的手段による金属被覆の最も古い産業的応用の1つである。この方法においては、金属塩と還元剤と錯体形成添加物とを含有する金属液の電解槽に浸すことにより、重力を用いて金属を沈着する。その表面は、塩化第一錫(SnCl2)の酸性液を適用することにより前もって鋭敏化しなければならない。この鋭敏化ステップは、塩化パラジウム(PdCl2)の酸性液を介在させる活性化ステップによって完了させることができる。これらのステップは、エネルギー、時間及び水の面で高価となる上、使用される生成物が危険である。旧来の銀メッキの技術は、多くの欠点に加えて特に次の問題点を有する。
・有用な基材はガラスしかない、
・メッキされる基材表面は平らでなければならない、
・沈殿電解槽の不安定さ、
・沈殿速度は毎時20pm厚が限界である、
・同時に異なる金属を同時析出するのは技術的に困難である、
・沈殿できる金属又は合金の範囲が制限される、
・場所を限定した沈殿は不可能である、
・沈殿した金属フィルムの基材上への完全な固着特性が必要である。
【0004】
金属溶液の電解槽における沈殿による基材の非電解的金属被覆に関する問題点を解決するために、特許文献1及び特許文献2は、カチオン形態の金属(酸化剤)と還元剤とを含むスプレーを噴射することにより、基材の非電解的金属被覆方法を示している。
【0005】
改良された方法において、表面の活性化ステップは必須ではなく、基材の表面の予備的な湿潤ステップは基材に対するフィルムの固着を改善している。しかしながら、金属被覆方法の産業化を最適化し、かつ各基材における平らな表面へのフィルムの固着能力を改善することは、未だ予測の段階である。
【0006】
その他、非特許文献1は、プラスチック基材(PET、ABS又はPVC)の化学的金属被覆(銅)によるプリント基板の実現をカバーしている。メッキされるべき基材の金属表面は脱脂されて、表面エネルギーを高めるためコロナ処理を受ける。それから、金属被覆が、カチオン形態の金属(酸化剤)と還元剤とを含むスプレー噴射によって実施される。このようにして得られた金属被覆コーティング上には、仕上層は塗布されない。このような金属被覆方法は、前述の基材の性質や沈殿した金属の性質による、装飾的な方向にリンクした制約も基材上への金属被覆層の固着にリンクした制約も考慮していない。上記開発された銀メッキの技術は、装飾に適応されてきた。
【0007】
特許文献3には、次のステップからなる、噴射による特にプラスチック材料の物品の金属被覆方法が記載されている。
【0008】
その方法は、
・単一組成の樹脂による第1層を塗布するステップと、
・乾燥するステップと、
・塩化錫を含む酸性溶液を塗布するステップと、
・洗浄するステップと、
・アンモニア混合物を含む硝酸銀溶液と還元糖溶液とを同時に吹きかけるステップと、
・洗浄するステップと、
・最終上薬を塗布するステップとを含む。
【0009】
この金属被覆方法は、その金属被覆手順において産業上の適応を許さない手動設備を用いて実現される。この技術は、基材表面への金属フィルムの固着に関して、いかなる満足する結果ももたらさない。なぜなら、この金属被覆方法は、どんな基材(プラスチック、金属、木、ポリマーなど)にも同一形式で実現され、したがって、メッキされるべき各支持材の特徴には適応していないからである。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】フランス国特許公開公報FR-A-2 763 962
【特許文献2】出願番号06 10287のフランス出願
【特許文献3】米国特許公報US-A-4 975 305
【非特許文献】
【0011】
【非特許文献1】"Copper deposition by Dynamic Chemical Plating" "Journal of Materials Science"、 volume 38、 pages 3285-3291、 2003
【発明の概要】
【発明が解決しようとする課題】
【0012】
したがって、非電解的方法により、かつ、次の課題の少なくとも1つを満たす1つ又はそれ以上の酸化還元液の噴射によって、基材表面の金属被覆の産業化可能な方法が望まれている。
・金属被覆方法は、現在使用されている上塗りライン、たとえば可動キャビンの長さが1〜5mのラインの内に一体化できる小型設備を使用して実現され、自動ラインにより基材の処理が可能であるべきである。
・金属被覆方法は、基材へのフィルムの最大固着を最適化する目標をどんな基材に対しても適応し、かつ、装飾の態様でも適応すべきである。
金属被覆方法は、伝統的産業である漆塗り設備のラインにおいて、幾つかのタイプ(銀、銅、ニッケルなど)の装飾コーティングが可能でなければならない。
金属被覆方法は、アルミニウムの真空析出に完全に置き代わる"漂白(whitening)"として特徴付けられた装飾金属沈着法を得られなければならない。
【課題を解決するための手段】
【0013】
しかしながら、出願人は、長期の研究の末、被覆をする基材表面の前処理によって、基材に対する金属フィルムの固着が増強し、特に装飾の態様が可能になることを発見した。 これが、本発明が、次のステップを実行するよう特徴付けられた基材表面の金属被覆方法をその目的としている理由である。
a.金属被覆前に、基材の表面張力を物理的に減少する処理、又は化学的に減少する処理、
b.1つ又は幾つかの酸化還元液をエアゾルで噴射することにより、ステップ(a)において処理された基材表面の非電解的な金属被覆、
c.金属被覆された表面上への仕上層の生成。
【0014】
ステップ(a)において、物理的処理は、次の処理から有用な処理が選ばれる。その処理は、火炎処理、コロナ処理、プラズマ処理、及びその組合せである。また、次の処理から有用な処理が選ばれる。その処理は、火炎処理、プラズマ処理、及びその組合せである。
【0015】
好ましくは、ステップ(a)の物理的処理は火炎処理である。
【0016】
なお、基材がプラスチック材料や、合成材料や、ポリマーなどの硬質基材の場合、又は、ポリマーや、金属ホイールなどの金属や、織物や、紙などの可撓支持体の場合には、物理的処理は火炎処理及び/又はプラズマによる処理が優れている。
【0017】
火炎処理は、たとえば、金属被覆されるべき基材が、温度がたとえば1200℃から1700℃の火炎下を通過する処理である。火炎処理の期間は、一般に4秒から50秒である。火炎は、好ましくは、酸素のような燃焼持続物の存在下でブタンガス(又は都市ガス)のような燃料を燃焼することにより得られる。
【0018】
プラズマ(による)処理は、たとえば、メッキされるべき基材が、ACXYS(登録商標)又はPLASMATREAT(登録商標)として市販されているような、プラズマ光の中を通過する処理に相当する。
【0019】
ステップ(a)において、化学的処理は、好ましくは、次の処理から選ばれる。その処理は、シラン溶液の塗布、1つ又は幾つかの酸性溶液を用いた表面の脱不動態化、希土類酸化物による研磨、フッ素処理、及びこれらの組合せである。
【0020】
なおさらに好ましい方式として、ステップ(a)の化学的処理は、シラン溶液の塗布、1つ又は幾つかの酸性溶液の噴射による脱不動態化、フッ素処理、及びこれらの組合せから選ばれる。
【0021】
なお、この化学的処理は、基材が中空グラスや、金属、又は合金の硬質基材である場合に、特に実施される。
【0022】
"脱不動態化(depassivation)"とは、たとえば、基材表面が、基材上に噴射されるたとえば硝酸、クエン酸、硫酸、及びそれらの混合物に基づく強酸溶液のような浸食性物質の反応によって、基材を覆っている酸化層が取り除かれるまで浸食されることを、意味する。
【0023】
"希土類酸化物による研磨"とは、たとえば、希土類酸化物の溶液をメッキされるべき基材に塗布し、それからパッド(pad)で表面上に生成する酸化層を取り除いて、表面をスムースにするまで、特に表面を擦ることにより研磨することを、意味する。
【0024】
好ましくは、希土類酸化物の溶液は、たとえばPOLIR-MALIN(登録商標)社が市販しているGLASS POLISHING(登録商標)という名のセリウム酸化物の溶液である。好ましくは、希土類酸化物による研磨は、このように研磨された表面を特に蒸留した水により洗浄するステップを含む。
【0025】
フッ素処理は、たとえば、金属被覆されるべき基材を、減圧下の容器において、フッ素添加剤を含む不活性ガス(アルゴン)に基づくガス溶液(gaseous solution)と接触させることに相当する。本発明によれば、フッ素処理は、たとえばAIR LIQUIDE(商標登録)として市販されているタイプの設備で実施される。
【0026】
基材の表面張力を減少させる物理的処理又は化学的処理は、好ましくは、どんな中間処理も無しにステップ(b)の直前に実施される。ステップ(a)とステップ(b)との間の期間は数分を越えてはならない。たとえば、ステップ(a)とステップ(b)との間の期間は、30分未満でなければならず、好ましくは10分未満、より好ましくはステップ(b)はステップ(a)の直後に実施されねばならない。
【0027】
金属被覆のステップ(b)において、金属は以下のグループから優先的に選ばれる。すなわち、銀、ニッケル、錫、それらの合金、及びそれらの併置物(justapositions)の金属グループから選ばれる。また、銀、ニッケル、錫、銅、それらの合金、及びそれらの併置物の金属グループから選ばれる。特に、銀が望ましい。
【0028】
"金属の併置"により、本明細書では、たとえば合金を形成しない幾つかの金属を指示している。
【0029】
ステップ(b)の酸化還元溶液は、たとえば、以下の例に相当する。
・同時に1つ又はそれ以上の酸化剤と1つ又はそれ以上の還元剤とを含む、ただ1つの溶液、又は、
・第1溶液が1つ又はそれ以上の酸化剤を含み、第2溶液が1つ又はそれ以上の還元剤を含む、2つの溶液、又は、
・複数の溶液が少なくとも1つの酸性溶液と少なくとも1つの還元溶液とを含む条件の下で、各溶液が1つ又はそれ以上の酸化剤と1つ又はそれ以上の還元剤とのいずれかを有する、複数の溶液である。
【0030】
ステップ(c)は、ワニスを塗るステップ、及び/又は、金属電解肥厚(metallic electrolytic thickening)ステップが優れている。
【0031】
本明細書において、単数で示されるタームは複数と理解されるし、その逆もある。
【0032】
本発明は、添付図面を参照した、以下の金属被覆方法の実施形態の説明、及び関連する実現装置の説明により、さらに理解される。
【図面の簡単な説明】
【0033】
【図1】図1は、本発明の金属被覆方法を示す全体図である。
【図2】図2は、本発明の金属被覆装置を示す図である。
【図3】図3は、本発明の金属被覆方法により金属被覆された基材の断面図である。
【図4】図4は、本発明の金属被覆方法により金属被覆された他の基材の断面図である。
【発明を実施するための形態】
【0034】
《基材》
上記の金属被覆方法を実現する好ましい条件において、基材は硬質基材である。たとえば、次の合成物から選ばれる。すなわち、ガラス、プラスチック材料、金属、ガラス繊維で満たされたアクリロニトリロブタジエンスチレン共重合体のような合成材料、合金、及びポリマーから選ばれる。好ましくは、硬質基材は、次の合成物から選ばれる。すなわち、中空ガラスの基材、プラスチック材料、金属、ガラス繊維で満たされたアクリロニトリロブタジエンスチレン共重合体のような合成材料、合金、及びポリマーから選ばれる。特に、中空ガラスの基材、及びポリマーが好ましい。
【0035】
本発明において、中空ガラスの基材とは、平面でないガラス、特にガラスのフラスコやボトルのようなガラス容器を意味している。
【0036】
本発明の実施形態の他の好ましい条件において、基材は可撓基材である。可撓基材は、たとえば、次の合成物から選ばれる。すなわち、ポリマー、金属、織物、金属ホイール、及び紙から選ばれる。好ましくは、可撓基材は織物やポリマーフィルムである。たとえば、可撓基材は厚さが100μmから5mmのポリエチレンフィルム、布、又は密度が50g/m2から600g/m2の1枚の紙である。
【0037】
本発明において、可撓基材とは、曲げることができる基材、1人の力で破れたり破壊されたりせずに曲げられる基材を意味する。
【0038】
これに対比して、本発明において、硬質基材とは、曲がらない基材、1人の力では破いたり破壊したりせずに曲げられない基材を意味する。
【0039】
《ステップ(a):表面張力の物理的減少処理又は化学的減少処理》
本発明の好ましい実施形態によれば、基材の表面張力を減少する物理的処理又は化学的処理は、基材の表面エネルギーが50ダイン又は55ダインより大きく又は等しくなるように、好ましくは60ダイン又は65ダインより大きく又は等しくなるように、さらに好ましくは70ダインより大きく又は等しくなるように実施される。これらの値より小さければ、基材の湿潤が不十分であり、金属被覆後に得られる金属コーティングが満足する固着特性、光沢特性、及び反射特性が得られない。表面張力の値に反比例する表面エネルギーの値は、たとえば、ブラシやフェルト片を用いて基材に特殊な溶液を塗布して、塗布した溶液の陥没を測定することからなる、当業者に知られた技術により測定可能である。
既に見てきたように、基材表面の物理的処理又は化学的処理は、基材の表面張力を減少させ、それ故にその後噴射される溶液による基材の湿潤性を増大する効果を有する。たとえば、この効果は、火炎処理の場合は酸化であり、プラズマ処理の場合は酸素型結合の生成である、表面の改善により達成される。
【0040】
実施される基材が中空ガラスの基材の場合、表面処理は好ましくは希土類酸化物、特にセリウムによる研磨である。
【0041】
金属被覆されるべき基材がプラスチック材料やポリマーの場合、表面の部鶴的処理は火炎処理が優れている。
【0042】
金属被覆されるべき基材が金属を基にする場合、表面の脱不動態化による化学的処理が推奨される。
【0043】
金属被覆されるべき基材が可撓支持体である場合、火炎処理による表面処理が好ましい。
【0044】
《ステップ(b):非電解的金属被覆》
本発明の金属被覆方法においては、非電解的金属被覆ステップは、順に少なくとも次のステップを含む。
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
第1の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・表面を湿潤するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ
【0045】
第2の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・好ましくはSnCl2の溶液により表面を増感するステップ
・洗浄するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ。
【0046】
第3の可能性として、非電解的金属被覆ステップは、順に次のステップを含む。
・好ましくはSnCl2の溶液により表面を増感するステップ
・洗浄するステップ
・"漂白活性剤(whitening activation)"と呼ばれる溶液を噴射するステップ
・1つ又はそれ以上の酸化還元溶液をエアロゾルとして噴射するステップ
・洗浄するステップ
・できれば乾燥するステップ
"'漂白活性剤(whitening activation)'と呼ばれる溶液"とは、アニオン界面活性剤、カチオン界面活性剤、又は中性界面活性剤を含む溶液で希釈された、以下で定義する金属酸化剤の溶液を意味する。
【0047】
(噴射処理)
非電解金属被覆ステップの間に用いられる酸化還元溶液は、基材上にエアロゾルとして噴射されるが、好ましくは1つ又は幾つかのカチオン金属酸化剤と1つ又はそれ以上の還元合成物とからなる、水溶液が優れている溶液から得られる。これらの酸化還元溶液は、好ましくは濃縮された貯蔵溶液の希釈により得られる。この希釈は、好ましくは水により行なわれる。
【0048】
本発明の好ましい態様によれば、噴射のためのエアルゾルは、サイズが100μmより小さい、好ましくは60μmより小さい、より好ましくは0.1μmから50μmの、霧状の水滴を得るために、溶液及び/又は分散液の噴霧、及び/又は細粒化により達成される。
【0049】
本発明の金属被覆方法において、金属溶液の噴射は、好ましくは連続的方法で実施され、基材は移動して噴射を受ける。たとえば、金属被覆物が銀に基づく場合、噴射は連続的である。ニッケルに基づく金属被覆物においては、噴射はたとえば休憩時間と交互に実行される。
【0050】
本発明の金属被覆方法において、噴射は、1dm2の金属被覆される表面に対して、0.5秒から200秒の期間であり、好ましくは1秒から50秒であり、さらに好ましくは2秒から30秒である。噴射期間は、金属被覆物の厚みに影響し、それ故に金属被覆物の不透明さに影響する。ほとんどの金属において、もし噴射期間が15秒より短いならば、金属被覆物は半透明となる。もし噴射期間が15秒より長いならば、金属被覆物は不透明である。基材は、金属被覆噴射の間の少なくとも一部区間、回転することができる。
【0051】
第1噴射方法に続いて、処理されるべき表面上に、1つ又はそれ以上のスプレーにおいて、1つ又はそれ以上の金属カチオン溶液と1つ又はそれ以上の還元剤の溶液値が同時に連続して噴射される。この場合、この時点では、噴射するエアロゾルの生成直前には酸化溶液と還元溶液との混合が実施され、また、好ましくは金属被覆されるべき基材表面との接触前に再び酸化溶液から生成されたエアロゾルと還元溶液から生成されたエアロゾルとの融合が実施される。
【0052】
第2噴射方法によれば、1つ又はそれ以上の金属カチオン溶液が1つ又はそれ以上のエアロゾルによって継続的に噴射され、それから1つ又はそれ以上の還元溶液が噴射される。言い換えると、酸化還元溶液の噴射は、1つ又はそれ以上の金属酸化剤の1つ又はそれ以上の溶液と、1つ又はそれ以上の還元剤の1つ又はそれ以上の溶液との分離した噴射により実現される。この第2の可能性は、還元溶液と金属塩との交互の噴射に相当する。
【0053】
第2噴射方法の態様において、複数金属層又は異なる合金を形成するための幾つかの金属カチオン酸化剤の組合せは、好ましくは異なる金属塩がもちろん還元剤と分離して噴射されるが、互いにも分離してかつ継続的に噴射される。異なる性質の金属カチオンの他にも、その間に異なる反対のアニオンを使うことも予測されることは言うまでもない。
【0054】
噴射ステップの変形例として、酸化剤と還元剤との混合物が準安定であるようにし、混合物の噴射後に、好ましくは、相互作用をする混合物の噴射前、間、又は後に、1つ又は幾つかのスプレーにより優先的に寄与する開始剤と接触するよう配置されて、還元剤が金属への転換が自由となるように活性化される。この変形例は、酸化剤と還元剤とが噴射後に基材表面を被覆するまで相互作用を遅延することにより、酸化剤と還元剤との前もっての混合を可能にする。相互作用の開始剤又は活性剤は、幾つかの物理的手段(温度、UVなど)又は適切な化学的手段を通して得られる。
【0055】
上記された、かつ以下の実施例で図示される方法論的な考慮を越えて、本発明の金属被覆方法で達成された製品に関するより正確な情報を提供する。
【0056】
水は、エアロゾルスプレーが生成される最初の溶液を生成するために酸性溶媒を用いる可能性の無い、最適な溶媒である。
【0057】
基材の金属被覆ステップの間に噴射される酸化還元溶液は、1つ又はそれ以上の金属酸化剤溶液と1つ又はそれ以上の還元剤溶液とである。
【0058】
スプレーへの酸化溶液内の金属塩の濃度は、0.1g/lから100g/lであり、好ましくは1g/lから60g/lである。貯蔵溶液の金属塩の濃度は0.5g/lから103g/lである。また、貯蔵溶液の希釈率は5から500である。金属塩は、硝酸銀、硫酸ニッケル、硫酸銅、塩化第一錫、及びこれらの混合物が優れている。
【0059】
還元剤の選択は、好ましくは次の合成物から製造される。水素化ホウ素(borohydrides)、ジメチルアミノボラン(dimethylaminoborane)、ヒドラジン、次亜リン酸ナトリウム(sodium hypophosphite)、ホルマリン、水素化リチウムアルミニウム(lithium aluminohydride)、グルコース又はエリトルビ酸ナトリウム(sodium erythorbate)の派生物のような還元糖、及びそれらの混合物から生成される。還元剤の選択は、金属被覆フィルムに対し予測されるpH及び特性を考慮して行なわれる。これら慣例の調整は当業者には理解可能である。スプレーへの還元溶液中の還元剤の濃度は、0.1g/lから100g/lであり、好ましくは1g/lから60g/lである。貯蔵溶液の還元剤の濃度は、0.5g/lから10g/lである。また、貯蔵溶液の希釈率は、5から100である。
【0060】
本発明の特殊な態様において、幾つかの粒子が、金属被覆の時点で噴射されるべき少なくとも1つの酸化還元溶液と混合される。粒子は金属被覆物中に取り込まれる。これらの硬い粒子は、たとえばダイヤモンド、セラミック、カーボンナノチューブ、金属粒子、希土類酸化物、PTFE(ポリテラフルオロエチレン:Polyterafluoroethylene)、グラファイト、金属酸化物、及びそれらの混合物である。
【0061】
これら粒子の金属フィルムへの取り込みは、メッキされた基材に独特の機械的性質、摩擦的性質、電気的性質、機能的性質、及び美術的性質を付与する。
【0062】
(洗浄処理(Rinsing))
基材の表面の全て又は一部が1つ又は幾つかの洗浄溶液源と接触するよう配置する、洗浄ステップは、洗浄溶液エアロゾル、好ましくは水のスプレーによって実施されるのが望ましい。
【0063】
(乾燥処理(Drying))
乾燥処理は、洗浄水の排出からなる。たとえば、20℃から40℃の温度において5気圧(bars/air)で拍動する圧縮空気システムを使って、20℃から40℃の温度で実施されるのが望ましい。
【0064】
(湿潤処理(Wetting))
上記の湿潤処理は、酸化還元溶液の被覆を強化するために基材表面を液状フィルムでコーティングするステップからなる。湿潤溶液は、次のグループから選択される。すなわち、可能であれば1つ又は幾つかのアニオン界面活性剤、カチオン界面活性剤、又は中性界面活性剤が補われた、消イオン化された又はされていない水、1つ又は幾つかのアルコール(たとえば、イソプロパノール、エタノール、及びそれらの混合物)、及びそれらの混合物から選択される。特に、湿潤溶液としては、アニオン界面活性剤とエタロールとを加えた消イオン化された水が選択される。湿潤溶液が基材上に凝縮するよう基材上に噴射される上記に変換される湿潤の変形例として、溶液は産業上都合のよい理由で本質的に水溶液であるのが好ましい。湿潤処理の期間は、対象の基材表面と湿潤スプレーの噴射フローとに依存する。
【0065】
(増感処理(Sensitization))
本発明の特殊な実施形態においては、基材表面の増感ステップが、たとえばフランス国特許公開FR-A-2 763 962の実施モードにしたがって、特に酸化第一錫のような増感溶液を使って実施される。上記の洗浄溶液による洗浄ステップは、中間ステップ無しに増感ステップの直後に実行される。
【0066】
金属被覆方法の実施形態の好ましいモードとして、非電解金属被覆は銀被覆処理である。
【0067】
本発明における非電解金属被覆の実施形態の例が、特許文献1及び特許文献2にさらに詳細に記載されている。
【0068】
(漂白活性化処理(Whitening activation))
本発明の特殊形態において、"漂白活性化"と呼ばれる追加ステップが、増感ステップに続く洗浄ステップと非電解金属被覆ステップとの間に実行される。このステップは、前述の漂白活性化"溶液を噴射するステップからなる。本金属被覆方法におけるこのステップの導入により、視覚の上で反射が一様であることを意味する、非常に"白い"コーティングを得ることができる。このタイプのコーティングは、実質的に、装飾の視覚観点で望ましくない黄色がかった色を呈する銀被覆に関連するものである。この漂白活性化ステップは、真空ベル(vacuum bell)の下に置くことにリンクする処理制約を取り除いて、真空下のアルミニウム被覆を完全に代替する非常に白い金属被覆の結果を与える。この漂白活性化ステップは、被覆物の良好な平面性と良好な
一様性を可能とする分子構造的なコーティングを促進する。この処理を実行することで、金属被覆は基材に対して良好な反射性を与え、"より白い"外観を与える。このステップは、上記非電解金属被覆の酸化還元溶液噴射ステップに続く。漂白活性化ステップと非電解金属被覆の酸化還元溶液噴射ステップとの間の経過期間は、好ましくは1秒から30秒間、より好ましくは1秒か15秒間である。
【0069】
《ステップ(c):仕上層の形成》
本発明の金属被覆方法の実施形態の第1モードとして、ステップ(c)では、金属被覆された表面上に、好ましくは最終ワニスにより網目状の(reticulatable)溶液合成物を塗布する。このワニスは水溶液又は有機物であり、好ましくは水溶液である。基材に対応して次の合成物から選択される。すなわち、アルキド樹脂、ポリウレタン、エポキシ、ビニール、アクリル、及びそれらの混合物から選択される。好ましくは、次の合成物から選択される。すなわち、エポキシ、アルキド樹脂、及びアクリルから選択される。より好ましくは。エポキシワニスを含む。網目状の最終溶液合成物は、UV又は焼成により網状にされ、色付けのため顔料を含んでも良い。ステップ(c)で網目状の溶液合成物が塗布される場合、好ましくは、金属被覆された表面を乾燥するサブステップが、非電解金属被覆ステップの前に実行されてもよい。
【0070】
仕上層の生成ステップは、可能であれば、金属層とワニス仕上層との間の密着を最適にするために、粘着下塗り剤(adhesion primer)を噴射するステップに続いて実行される。粘着下塗り剤は、好ましくはシラン溶液である。
【0071】
本発明の金属被覆方法の実施形態の第2モードによれば、仕上層の生成ステップは、金属被覆表面の電解肥厚処理の実行である。ステップ(c)において電解肥厚処理が実行される場合、好ましくは肥電解金属被覆ステップにおいて基材表面の乾燥は実施されない。
【0072】
電解肥厚処理は、好ましくは、少なくとも部分的に被覆された基材を電解質を含む溶液槽に浸し、電解質液槽と少なくとも部分的に被覆された基材との間に充分な電流を流すことによって実施される。本発明の様態によれば、電解質は、基材の金属被覆された表面上に被覆することが可能な金属イオンであり、たとえば次の金属のイオンから選ばれる。すなわち、Ni2+、Ag+、Cu2+として、ニッケル、銀、又は銅から選ばれる。電解肥厚技術は、当業者には良く知られている。たとえば、1dm2の金属被覆された基材上に1mの銅層を生成するために必要な電流量は、250g/lのCu2+溶液において、0.5アンペア秒(A.secs)から20アンペア秒である。一般に、電解肥厚処理により生成する仕上層の厚みは、2μmから40μmである。電解肥厚処理により仕上層を生成する場合、基材は好ましくは部分的に被覆される。この部分的な金属被覆は、特に金属被覆処理の前に基材表面の一部をマスクすることで可能である。
【0073】
本発明を実施する他の好ましい条件として、基材はステップ(a)の前に以下のステップを受ける。
・基材の表面結合前処理(surface coupling pretreatment)
・好ましくはワニスの基礎コーティングによる1つ又は幾つかの層の塗布処理
基材の表面結合前処理は、たとえば前述した表面張力を減少させるプラズマ処理、又は火炎処理や化学処理である。
【0074】
本発明の実施形態の独自モードとして、基材は、ステップ(a)の前に、表面結合前処理、又は1つ又は幾つかの基礎コーティング層の生成処理を受ける。
【0075】
たとえば、表面結合前処理がフッ素処理の場合、基礎コーティング生成ステップをスキップしてもよい。表面結合前処理は、本質的には、基材がたとえばプリプロピレンの場合に実施される。
【0076】
基礎コーティング層は、好ましくは水溶液又は有機物に基づき、好ましくは水溶液であるが、基材に対応して次の合成物から選択される。すなわち、アルキド樹脂、ポリウレタン、エポキシ、ビニール、アクリル、及びそれらの混合物から選ばれる。好ましくは、次の合成物から選ばれる。すなわち、エポキシ、アルキド樹脂、アクリルから選ばれる。好ましくは、エポキシワニスを含む。基礎コーティングは、基材の表面をスムースにすることができる。基礎コーティングは、UV又は焼成により網状にしてもよいし、色付けのために顔料を含んでも良い。
【0077】
本発明の金属被覆方法によれば、本方法の異なるステップに派生する廃棄物は、本方法で再使用するために再処理及びリサイクルされるのが望ましい。
【0078】
上記金属被覆方法において、廃棄物の再処理及びリサイクルは、順に少なくとも次のステップを含む。
・容器内の、特に排水からの廃棄物の回収
・好ましくは蒸発器内の蒸留
・たとえば洗浄水として又は酸化還元貯蔵溶液の希釈として、金属被覆方法における蒸留液の再使用、又は下水への投棄
上記金属被覆方法において、廃棄物の再処理とリサイクルとは、順に次のステップを含む。
・容器内の、特に排水からの廃棄物の回収処理
・可能であれば凝集剤(flocculant)の付加処理
・可能であれば上澄みを取る処理(decanting)
・可能であれば、pHをコントロールしながら酸を付加することによる、濾過液(filtrate)の中和、特にアンモニアの除去処理
・好ましくは蒸発器内の濾過液の蒸留処理
・可能であれば活性炭システム(activated charcoal system)の通過処理
・たとえば洗浄水として又は酸化還元貯蔵溶液の希釈として、金属被覆方法における蒸留液の再使用処理、又は下水への投棄処理
廃棄物に付加する凝集剤は、好ましくは、SNF FLOERGER(登録商標)として市販されているような、帯電した有機ポリマーである。
【0079】
上澄み液と沈殿物との分離は、フリット(frit)を通すフィルタ、又はあふれ出させること(overflow)により行なわれるのが望ましい。
【0080】
沈殿物は、それから排出されて、特殊な排泄物処理又は再評価センター(revalorization center)に送られる。
【0081】
得られた廃棄物は、特に、通常0.1Nから10Nの酸性液を付加し、廃棄物がpH5から6になるまで中和される。
【0082】
特に廃棄物内に存在するアンモニアを中和するために使用される酸は、塩化水素酸、硫酸、硝酸、及びそれらの混合物から選ばれる。
【0083】
廃棄物の蒸留は、好ましくは蒸発器により実施され、廃棄物は90℃から120℃の温度まで加熱される。蒸留後にボイラーのそこに残った残滓は、特殊な排泄物処理又は再評価センターに送られるよう排出される。蒸留した水は、金属被覆方法で再使用され、特に貯蔵溶液の希釈ばかりでなく、洗浄処理や湿潤処理にも仕様される。
【0084】
本発明の金属被覆方法の優位性は多い。特にどんなタイプに基材に対しても、本表面処理は、金属被覆反応を制御して表面に金属フィルムの固着を改善することが可能である。得られた基材、特に銀で金属被覆された基材は、視覚範囲(400nm〜800nm)で一様な反射性を有し、青を含む全波長を反射する。このような反射性は、従来技術の方法では達成できなかった。さらに、工場スケールで1日に1トンを越える金属被覆方法で排出される廃棄物は、再処理されて、本金属被覆方法において再利用される。再処理モジュールから出てくる蒸留水は純粋で、酸化剤又は還元剤の貯蔵溶液の希釈はかりでなく、洗浄処理や湿潤処理においても使用される。この利点は、一方で、商業的観点からも無視できない。なぜなら、排出する廃棄物の量が著しく減少するからである。本方法では産業用水を使用しなくてよいこと、もし廃棄物の再処理モジュールや排水の浄水処理がなければ浄化ステップが必要であること、は重要である。その上、本方法では、金属被覆直前に希釈される濃縮貯蔵溶液を使用する。したがって、転送する貯蔵溶液の量は、溶液が既に希釈された場合よりも少なく、コスト特に転送コストを減少できる。
【0085】
さらに、使用される還元剤の量は、この合成物は環境には有毒なので、認可基準(ISO 14001)よりも少ない。使用される量の減少は、著しい生態学上の利点を有する。
【0086】
その他、本発明の独自モードによる電解肥厚は、選択できる利点を有する。電導性のあるトラックのように、リリーフ内に被覆されたモチーフの生成を可能にする、基材の金属被覆表面が可能である。
【0087】
上記定義したように、この適用は、複数の基材に対し、連続性を絶つことなく一続きに処理するという、基材の金属被覆方法の目的を有する。特に、本発明の金属被覆方法は、被覆されるべき基材を導入するステップと金属被覆された基材を導出するステップとを除いて、操作ステップを一切有しない。
【0088】
上記金属被覆方法は、次の要素からなる工業用金属被覆装置によって実施されるのが望ましい。
・基材の表面張力を減少させるための物理的処理モジュール又は化学的処理モジュール、
・非電解金属被覆モジュール、
・仕上層を実現するためのモジュール
表面張力を減少するための物理的処理又は化学的処理のモジュールは、次の処理手段から選ばれる表面の物理的処理手段を含む。すなわち、プラズマ照射部又は火炎処理ステーションから選ばれる。又は、次の処理手段から選ばれる表面の化学的処理手段を含む。すなわち、フッ素処理装置、化学溶液を噴射するガン、又は研磨キャビンから選択される。フッ素処理装置は、減圧下の囲いと、フッ素を含む不活性ガス(アルゴン)のガス状溶液を噴射手段とを備える。たとえば、AIR LIQUIDE(登録商標)社により市販されている装置がある。研磨キャビンは、たとえばHVLP(高容積低圧)ガンなどの希土類酸化物の溶液を塗布する手段と、たとえば回転パッドとHVLPガンにより研削された表面を洗浄する手段とを持つ研削手段とを備える。
【0089】
非電解金属被覆モジュールは、特に特許文献1に記載された、溶液を噴射する現有手段を備える。噴射手段は、たとえば1セットのHVLP噴射ガンを備え、各ガンは1つの溶液を供給する1つ又は幾つかのポンプと接続されている。
【0090】
第1ポンプ/ガンシステムは、湿潤処理のために備えられている。第2ポンプ/ガンシステムは、増感処理と洗浄処理とのために備えられている。第3ポンプ/ガンシステムは、"漂白活性化"と呼ばれる処理のために備えられている。酸化剤と還元剤の金属溶液の噴射は、少なくとも2つのポンプ/ガンシステムを使って同時に行なわれる。1つは酸化剤溶液のために使用され、もう1つは還元剤溶液のために使用される。酸化剤溶液の噴射のため、ガンの数は少なくとも1つのポンプに繋がる1ガンから30ガンである。還元剤溶液の噴射のためにも、同じ1ガンから30ガンが使用される。最後のポンプ/ガンシステムは、金属被覆溶液の噴射後の洗浄のために備えられている。
【0091】
非電解金属被覆モジュールは、たとえば20℃から40℃の温度において5気圧で脈動する圧縮空気システムを使って金属フィルムを乾燥する手段も備えている。
【0092】
仕上層の形成モジュールは、たとえばHTVL噴射ガン又は金属被覆された表面の電解肥厚処理により、網目状溶液の最終合成物を塗布する手段を備える。また、特に電解質を含む溶液で満たした電解槽と、少なくとも1つの電極と、電流を循環させる装置とを備える。
【0093】
非電解金属被覆モジュールは、本発明の装置が網目状溶液の最終合成物を塗布する手段を有する、仕上層を形成するモジュールを予測する場合、好ましくは金属フィルムを乾燥する手段を備える。仕上層を形成するモジュールが網目状溶液の最終合成物、特にワニスを塗布する手段を選ぶ場合、本発明の装置は仕上層を網目状にする手段を備えるのが望ましい。後者は、たとえば赤外線ランプの発熱システム、又は紫外線ランプに基づく光学システムを備える。網目状作成温度は、ワニスを使用した場合、10℃から300℃である。
【0094】
本発明の装置の実施形態の好ましいモードによれば、金属被覆する基材は、1つのモジュールから他のモジュールへの経路をつくるコンベア、たとえばベルトや歯などの上に置かれる。好ましくは、コンベアが基材をその上で回転させる手段を備える。
【0095】
本発明の装置は、実施形態の好ましいモードによれば、表面結合前処理ばかりでなく基礎コーティングの適用を備える、表面の前処理モジュールを含む。
【0096】
基材の表面結合前処理手段は、上記表面張力を減少させる物理的処理手段又は化学的処理手段と同一である。
【0097】
基礎コーティングを適用する手段は、たとえば上記網目状溶液の最終合成物を適用する手段と同一である。その他、本発明の装置は基礎コーティング層を網目状にする手段を備える。後者は、たとえば、赤外線ランプの発熱システム、又は紫外線ランプに基づく光学システムからなる。網目状処理の温度は、使用するワニスに対応して10℃から300℃である。
【0098】
その他、本発明の実施形態の好ましいモードによれば、本発明の装置は廃棄物を再処理しリサイクルする手段を含む。
【0099】
廃棄物の回収は、好ましくは廃棄物を回収容器に導くバッフル(baffles)のような回収チャネルにより行なわれ、被覆されるべき基材が配置されるコンベア機構を保護する目的を有する。
【0100】
濾過水と沈殿物との移動及び分離は、デカンター(decanter)又は溢れさす装置(overflow device)によって提供される。
【0101】
蒸留は、1つ又はそれ以上のボイラと1つ又はそれ以上の冷却管とを使って実施される。
【0102】
浄化された水は、溶液循環、たとえばパイプやポンプにより、再使用すべき本方法の異なるモジュールに循環される。
【0103】
本発明は、基材がたとえば特に化粧用に使用される中空ガラス、自動車部品、家庭電化製品の部品や航空機の部品の場合、上記本方法により得られた金属被覆された基材を予想する。
【0104】
本発明は、基材が特に導体トラックのような電子部品、RFIDアンテナ(無線周波数同定)、又は電磁気遮蔽の場合、上記本方法により得られた金属被覆基材を目的としている。
【0105】
図1は、本発明の金属被覆方法の基本ステップとオプションステップの概略を示した図である。
【0106】
図2は、本発明に従った方法を実現する装置を示す図である。本装置は次の4つのモジュールを含む。
・オプションである前処理モジュール3、
・表面張力を減少させる物理的処理又は化学的処理モジュール12、
・非電解金属被覆モジュール14、
・仕上層の形成モジュール27。
【0107】
前処理モジュール3は、表面結合前処理キャビン4と、基礎ワニスを塗布するキャビン5と、ワニス網目化のキャビン6とを備える。表面結合前処理キャビン4は、たとえばバーナ7が提供される火炎処理ステーションである。基礎ワニスを塗布するキャビン5は、基礎ワニスの貯蔵部に接続するポンプ9に接続されたガン8を提供する。ワニス網目化のキャビン6は、2つのゾーンを含む。第1ゾーンは赤外線ランプを使って溶媒を蒸発させる。第2網目化ゾーン11はUV/IR焼成による。
【0108】
表面張力減少の物理的処理又は化学的処理モジュール12は、たとえばバーナ13を提供する火炎処理ステーションである。
【0109】
非電解金属被覆モジュール14は、2つのゾーンを含む。"噴射処理部"と呼ばれる第1ゾーン15と、"乾燥処理部"と呼ばれる第2ゾーン16とである。噴射ゾーン15は、ポンプ18に接続するガン18を備え、各ポンプ18はそれ自身特有の溶液槽に接続される。ポンプ19は、表面を湿潤化するためにリザーブされる。ポンプ20は、基材表面の増感ステップのために備えられ、ポンプ21は洗浄のためである。ポンプ22と23とは、酸化還元溶液に津ながら得ポンプである。ポンプ24は洗浄ポンプである。
【0110】
オプションとなる乾燥ゾーン16が、2気圧で脈動する圧縮空気ガン25と、温度が30℃のオーダの脈動空気のガン26とで構成される。
仕上層形成モジュール27は、ポンプ30に接続する噴射ガン31を備える、最終保護ワニスを塗布するキャビン28と、保護ワニスの網目化キャビン29とを備える。保護ワニスの網目化キャビン29は、2つのゾーンを有している。赤外線ランプを使って溶媒を蒸発させる第1ゾーン32と、UV/IR焼成による第2網目化ゾーン33とである。
【0111】
また、仕上層形成モジュール27は、電解溶液槽と、その間を電解肥厚処理を達成するため充分な電流が循環する電極とを含む大きな槽を有する、電解肥厚処理キャビン(図示せず)を備える。電極の1つは電解溶液槽内に浸され、他の電極は金属被覆された基材に接続される。
【0112】
本装置を用いた方法の間、金属被覆される基材1はコンベア2上に置かれる。コンベア2は基材1をオプションである前処理モジュール3に導く。前処理モジュール3において、基材1は最初に、たとえば火炎処理ステーションである表面結合前処理のためのキャビン4の中で、表面結合前処理を受ける。それから、基礎ワニスの塗布が基礎ワニス塗布のためのキャビン5における噴射により実施される。このようにワニスと塗布された基材は、次に、基礎ワニスの網目化のためのキャビン6に向かう。このように前処理された基材は、表面張力減少のための物理的処理又は化学的処理モジュール12に導かれる。この表面張力減少のための物理的処理又は化学的処理モジュール12は、たとえばバーナ13が提供された火炎処理ステーションである。
【0113】
基材は、それから、表面張力減少のための物理的処理又は化学的処理モジュール12の次に組み込まれている金属被覆モジュール14に向かう。噴射ゾーン15において、ポンプ19は、たとえば水により表面の湿潤処理を達成する。次に、ポンプ20は塩化第一錫の溶液を噴射する。この増感処理は、ポンプ21によりたとえば水での洗浄処理に続く。ポンプ22と23とは、次に、金属フィルムを実現すたために必要な酸化還元溶液を噴射する。ポンプ22は、たとえば金属イオンの溶液に接続され、ポンプ23は還元剤溶液に繋がっている。これらのポンプの活性化は、同時に又は連続的に実行される。金属被覆処理に続いて、洗浄水溶液、たとえば水に接続されたポンプ24による洗浄処理が実施される。基材は、それから、オプションである乾燥ゾーン16に導入される。乾燥ゾーン16では、圧縮空気ガン25が5気圧で脈動し、30℃オーダの温度の脈動空気ガン26が被覆した表面を乾燥させる。
【0114】
このように金属被覆された基材は、最後にオプションである仕上層を形成するモジュール19に向かう。仕上層を形成するモジュール19において、最終保護ワニスが実現し、続いて保護ワニスの網目化のためのキャビン29における網目化に進む。本発明の金属被覆方法により金属被覆された基材34は、保護ワニスの網目化の後に、排出される。
【0115】
図3及び図4は、各々、本発明の実施形態の1つのモードにより金属被覆された基材の切断図を示している。
【0116】
図3において、被覆した基板は4つの層A、B、C、Dから構成される。層Aは基材であり、たとえばガラスの硬質基材である。層Bは基礎ワニス層であり、たとえば、AKZO NOBEL(登録商標)社により市販されているエポキシワニスである。層Cは金属フィルムであり、たとえば銀フィルムである。層Dは保護ワニスであり、たとえば、AKZO NOBEL(登録商標)社により市販されているエポキシワニスである。
【0117】
図4において、金属被覆された基材も4つの層A´、B´、C´、D´からなっている。層A´は可撓基材であり、たとえば、PVC内で硬化させた織物である。層B´は基礎ワニスであり、たとえば、LA CELLIOSE(登録商標)社のアルキド樹脂である。層C´は、表面の一部にマスクをした金属被覆により得られた金属層であり、たとえば、ニッケルである。層D´は、硫酸銅を含む槽において電解肥厚処理の結果の銅の層である。層D´の析出は選択的であり、層C´の表面のみに行なわれる。
【実施例】
【0118】
《実施例1:中空ガラスの硬質基材に対する銀の金属被覆》
GLYMO(登録商標)としてDEGUSSA(登録商標)社により販売されている、0.1g/lのシラン溶液をHTLPガンによって、高さ10cmで外部直径5cmのガラス製の同心円フラスコに対して噴射する。次に、また、AKZO NOBELによって販売されているエポキシワニスをHVLPガンを用いて回転しているフラスコに噴射する。そして、加熱室中において280℃で10分間加熱する。
【0119】
次に、フラスコを、3つの天然ガスバーナを備えた火炎処理室内に配置する。そして、そのフラスコを、毎分120回転で回転させる。火炎温度を、1400℃に調整し、20秒間火炎処理する。
【0120】
そのように処理されたフラスコを、金属被覆装置内に移動させ、連続的に、以下の処理を行なう。
・HVLPガンを用いて、塩化第一錫ベースの溶液を5秒間噴射する表面増感処理
・HVLPガンを用いた5秒間の水噴射による増感溶液の洗浄処理
・HVLPガンによって、アニオン界面活性剤を10%含む硝酸銀ベースの水溶液を8秒間噴射する、いわゆる「漂白活性化」処理
・HVLPガンによって、7g/lのヒドラジン水溶液と、濃度2g/lの硝酸銀ベース水溶液とを、25秒間、同時に噴射する処理
・HVLPガンを用いて水で5秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
次に、金属被覆されたそのフラスコを、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
【0121】
以上により、銀被覆ガラスのフラスコが得られる。
【0122】
《実施例2:中空ガラスの硬質基材に対する銀被覆》
POLIR−MALIN(登録商標)によってGLASSPOLISHING(登録商標)として販売されている250g/lの酸化セリウム溶液を、HVLPガンを用いて高さ10cm、外径5cmの円筒状ガラスフラスコに噴射し、さらに、回転パッドを備えた研磨室内で研磨し、HVLPガンを用いて、蒸留水を噴霧して洗浄する。
【0123】
次に、フラスコを、金属被覆装置に移動し、その中で以下の処理を連続的に行なう。
・HVLPガンを用いて、塩化第一錫ベースの溶液を5秒間噴射する表面増感処理
・HVLPガンを用いた5秒間の水噴射による増感溶液の洗浄処理
・HVLPガンによって、15g/lのグルコン酸ナトリウム水溶液と、濃度2g/lの硝酸銀ベース水溶液とを、25秒間、同時に噴射する処理
・HVLPガンを用いて水で5秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
次に、金属被覆されたそのフラスコを、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
【0124】
以上により、銀被覆ガラスのフラスコが得られる。
【0125】
《実施例3:ポリエステル製の布でできた可撓基材のニッケル/銅による金属被覆》
厚さ2mmで10cm四方のポリエステル製の布に対し、HVLPガンを用いて、LA CELLIOSE(登録商標)社によって販売されたポリウレタンワニスを噴射する。そして、加熱室内で40℃により40分間加熱する。
【0126】
次に、この布を3つの天然ガスバーナを有する火炎処理室に入れる。布のワニス処理された表面を火炎処理する。このときの火炎の温度は1400℃であり、20秒間処理する。そのように処理された布を、次に金属被覆装置に移動し、火炎処理されたワニス面を以下のようにさらに処理する。
・HVLPガンを用いた5秒間の水噴射による湿潤処理
・HVLPガンによって、20g/lの次リン酸ナトリウム水溶液と、濃度5g/lの硫酸ニッケル水溶液とを、35秒間、同時に噴射する処理
・HVLPガンを用いて水で10秒間洗浄する処理
このように金属被覆された織物を、230g/lの銅イオン溶液の電解質槽内に浸す。槽内に1つの電極を配置し、電極と基材との間に1アンペアの電流を流す。電解期間は720秒で、厚みは20ミクロンである。
【0127】
このようにして、ニッケル被覆されたポリエステルで銅により肥厚された織物が得られる。
【0128】
《実施例4:ポリマーでできた硬質基材のニッケル被覆》
ABSでできた直径3cmで高さ2cmの化粧用容器のストッパーに対して、PLASMATREAT(登録商標)により販売されたOPENAIR(登録商標)で参照されるプラズマトーチを用いて、プラズマ処理を行なわれる。
【0129】
このように処理されたストパーが金属被覆装置内に移動し、以下の処理が連続して行なわれる。
・HVLPガンによって、20g/lの水素化ホウ素ナトリウム水溶液と、濃度5g/lの硫酸ニッケル水溶液とを、30秒間、同時に噴射する処理
・HVLPガンを用いて水で10秒間洗浄する処理
・雰囲気温度の5気圧圧縮空気と30℃の大気圧空気とを断続的に交互に噴射することによる乾燥処理
このように金属被覆されたストッパーは、HVLPガンを用いて、10秒間ワニス処理する。このワニス処理には、LA CELLIOSE(登録商標)社のエポキシワニスを用いる。さらに、加熱室内で10秒間280℃で加熱する。
このようにして、ニッケル被覆ABSのストッパーが得られる。
【特許請求の範囲】
【請求項1】
基材の表面を金属被覆する方法であって、
(a)金属被覆前に、前記基材の表面張力を減少させるために物理的処理又は化学的処理を行なうステップと、
(b)1つ又はそれ以上の酸化還元溶液をエアロゾルとしてスプレーすることにより、ステップ(a)において処理された基材表面に、非電解的に金属被覆を行なうステップと、
(c)前記金属被覆された基材上に仕上層を形成するステップと、
を含むことを特徴とする金属被覆方法。
【請求項2】
前記ステップ(a)の物理的処理は、火炎処理、コロナ処理、プラズマ処理、及びその組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項3】
前記ステップ(a)の物理的処理は、火炎処理、プラズマ処理、及びその組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項4】
前記ステップ(a)の化学的処理は、シラン溶液の適用、1つ又は幾つかの酸性液を用いた表面の脱不動態化、希土類酸化物による研磨、フッ素処理、及びこれらの組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項5】
前記ステップ(b)の金属は、銀、ニッケル、錫、それらの合金、及びそれらの併置物のグループから選ばれ、特に銀が望ましいことを特徴とする請求項1に記載の金属被覆方法。
【請求項6】
前記仕上層を形成するステップ(c)は、前記金属被覆された基材表面の上塗り、又は電解膜の肥厚化であることを特徴とする請求項1に記載の金属被覆方法。
【請求項7】
前記基材は、前記ステップ(a)の前に、表面結合前処理と、少なくとも1層の基礎コーティングの適用とを施されることを特徴とする請求項1乃至6のいずれか1項に記載の金属被覆方法。
【請求項8】
排水の再処理及びリサイクルは、前記金属被覆方法の異なるステップにおいて実行され、
容器内の排水を回収するステップと、
蒸発器において蒸留するステップと、
前記金属被覆方法において蒸留物を再使用する、あるいは、下水に投棄するステップと、を順に含むことを特徴とする請求項1乃至7のいずれか1項に記載の金属被覆方法。
【請求項9】
複数の基材が連続性を絶つことなく順次に処理されることを特徴とする請求項1乃至8のいずれか1項に記載の金属被覆方法。
【請求項10】
請求項1乃至9のいずれか1項に記載の金属被覆方法を実施する金属被覆装置であって、
基材の表面張力を減少させるために物理的処理又は化学的処理を行なうモジュールと、
非電解の金属被覆モジュールと、
仕上層を形成するモジュールと、
を備えることを特徴とする金属被覆装置。
【請求項11】
請求項1乃至9のいずれか1項に記載の金属被覆方法によって得られる金属被覆基材であって、
化粧用の中空ガラス、自動車部品、家庭電化製品の部品、又は航空機部品であることを特徴とする金属被覆基材。
【請求項12】
請求項1乃至9のいずれか1項に記載の金属被覆方法によって得られる金属被覆基材であって、
導電性トラック、無線周波数用アンテナ、又は電磁気スクリーニングのためのコーティングであることを特徴とする金属被覆基材。
【請求項1】
基材の表面を金属被覆する方法であって、
(a)金属被覆前に、前記基材の表面張力を減少させるために物理的処理又は化学的処理を行なうステップと、
(b)1つ又はそれ以上の酸化還元溶液をエアロゾルとしてスプレーすることにより、ステップ(a)において処理された基材表面に、非電解的に金属被覆を行なうステップと、
(c)前記金属被覆された基材上に仕上層を形成するステップと、
を含むことを特徴とする金属被覆方法。
【請求項2】
前記ステップ(a)の物理的処理は、火炎処理、コロナ処理、プラズマ処理、及びその組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項3】
前記ステップ(a)の物理的処理は、火炎処理、プラズマ処理、及びその組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項4】
前記ステップ(a)の化学的処理は、シラン溶液の適用、1つ又は幾つかの酸性液を用いた表面の脱不動態化、希土類酸化物による研磨、フッ素処理、及びこれらの組合せから選ばれることを特徴とする請求項1に記載の金属被覆方法。
【請求項5】
前記ステップ(b)の金属は、銀、ニッケル、錫、それらの合金、及びそれらの併置物のグループから選ばれ、特に銀が望ましいことを特徴とする請求項1に記載の金属被覆方法。
【請求項6】
前記仕上層を形成するステップ(c)は、前記金属被覆された基材表面の上塗り、又は電解膜の肥厚化であることを特徴とする請求項1に記載の金属被覆方法。
【請求項7】
前記基材は、前記ステップ(a)の前に、表面結合前処理と、少なくとも1層の基礎コーティングの適用とを施されることを特徴とする請求項1乃至6のいずれか1項に記載の金属被覆方法。
【請求項8】
排水の再処理及びリサイクルは、前記金属被覆方法の異なるステップにおいて実行され、
容器内の排水を回収するステップと、
蒸発器において蒸留するステップと、
前記金属被覆方法において蒸留物を再使用する、あるいは、下水に投棄するステップと、を順に含むことを特徴とする請求項1乃至7のいずれか1項に記載の金属被覆方法。
【請求項9】
複数の基材が連続性を絶つことなく順次に処理されることを特徴とする請求項1乃至8のいずれか1項に記載の金属被覆方法。
【請求項10】
請求項1乃至9のいずれか1項に記載の金属被覆方法を実施する金属被覆装置であって、
基材の表面張力を減少させるために物理的処理又は化学的処理を行なうモジュールと、
非電解の金属被覆モジュールと、
仕上層を形成するモジュールと、
を備えることを特徴とする金属被覆装置。
【請求項11】
請求項1乃至9のいずれか1項に記載の金属被覆方法によって得られる金属被覆基材であって、
化粧用の中空ガラス、自動車部品、家庭電化製品の部品、又は航空機部品であることを特徴とする金属被覆基材。
【請求項12】
請求項1乃至9のいずれか1項に記載の金属被覆方法によって得られる金属被覆基材であって、
導電性トラック、無線周波数用アンテナ、又は電磁気スクリーニングのためのコーティングであることを特徴とする金属被覆基材。
【図1】


【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公表番号】特表2011−529528(P2011−529528A)
【公表日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願番号】特願2011−520519(P2011−520519)
【出願日】平成21年7月30日(2009.7.30)
【国際出願番号】PCT/EP2009/059889
【国際公開番号】WO2010/012810
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(511014921)ジェット・メタル・テクノロジーズ (2)
【氏名又は名称原語表記】JET METAL TECHNOLOGIES
【Fターム(参考)】
【公表日】平成23年12月8日(2011.12.8)
【国際特許分類】
【出願日】平成21年7月30日(2009.7.30)
【国際出願番号】PCT/EP2009/059889
【国際公開番号】WO2010/012810
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(511014921)ジェット・メタル・テクノロジーズ (2)
【氏名又は名称原語表記】JET METAL TECHNOLOGIES
【Fターム(参考)】
[ Back to top ]