
剥離可能なシートを有する落書き防止および/または環境保護物品、それにより保護された基板、並びに使用方法
【課題】窓、ディスプレーおよび標識を保護し、時間および労力を節約するとともに費用効果の高い物品および方法を提供する。
【解決手段】ガラスもしくはプラスチック製窓、標識またはディスプレーなどのような基板を保護するために貼付される透明なシート積層体を含む物品に関する。一番上のシートは、損傷した後に剥離すると、下の損傷していないシートを露出させることができる。本発明は、保護基板、およびシート積層体を保護基板に付着させて、その後一番上のシートが損傷した後に一番上のシートを積層体から引き離すことにより、ガラスもしくはプラスチック製窓、標識およびディスプレーなどの基板を破壊またはその他の表面の損傷から保護する方法をさらに提供する。
【解決手段】ガラスもしくはプラスチック製窓、標識またはディスプレーなどのような基板を保護するために貼付される透明なシート積層体を含む物品に関する。一番上のシートは、損傷した後に剥離すると、下の損傷していないシートを露出させることができる。本発明は、保護基板、およびシート積層体を保護基板に付着させて、その後一番上のシートが損傷した後に一番上のシートを積層体から引き離すことにより、ガラスもしくはプラスチック製窓、標識およびディスプレーなどの基板を破壊またはその他の表面の損傷から保護する方法をさらに提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、たとえば、ガラスもしくはプラスチック製窓、標識またはディスプレイなどのような基板を保護するために貼付される透明なシート積層体を含む物品に関する。一番上のシートは、損傷した後に剥離すると、下の損傷していないシートを露出させることができる。本発明はまた、保護対象の基板にシート積層体を付着させ、その後、一番上のシートが損傷した後に一番上のシートを積層体から引っ張ることにより、ガラスまたはプラスチック製窓、標識およびディスプレーなどのような基板を破壊またはその他表面の損傷から保護する方法に関する。
【背景技術】
【0002】
公共の輸送車両、たとえばバスまたは地下鉄の列車の窓およびガラスは、途方もない数の不正使用の対象になる可能性がある。窓は、清掃時に偶発的に掻き傷を付けられる場合もあるし、公共物破壊により悪意で損傷される場合もある。破壊者は、溶岩、ダイヤモンド、研磨紙または研磨布などのような物を使って窓の表面に掻き傷を付けるか、または窓の表面を擦傷する。また、破壊者は、窓の表面を塗装するか、または着色して窓を損傷する場合もある。清掃過程は、塗装または着色により損傷をなくすことに限られていた。しかし、破壊者によるガラスの掻き傷は、重大な問題を提示する。たとえば、ある大都市では、バスの窓の約40%が掻き傷によって破壊され、こうした掻き傷は、地下鉄列車の窓の場合は約80%に達している。公共輸送の関係者は、この種の落書きを「スクラッチティ(scrathiti)」と呼んでいる。落書きを止めさせる最善の方法は、従来、落書きが行われたら直ちに落書きを除去することだった。この落書き防止方法は、「ゼロ容認」として周知されており、書かれたり塗装されたりする破壊をなくす上できわめて効果的だった。しかし、掻き傷を付けられたガラスは、修理するのが非常に難しくて高く付き、落書きを防止および除去するためのゼロ容認法はコストが非常に高くなる。こうした破壊問題は、都市の輸送システム全体の全体的なイメージを損なう。破壊されたガラスは、公衆による車両に対する安全性の認知が低下するため、交通機関の利用者数が減少する原因になる。こうした破壊は、結局、公共交通システムの収益の損失、および実質的に高額の修理費につながる。
【0003】
スクラッチティ問題に対処するという点で、いくつかの方法が評価された。第1の方法は、マルチステップによる研磨/艶出し法によりガラスを修理してスクラッチティを除去することだった。研磨ステップは、ダイヤモンド研磨剤を使って掻き傷の深さまでガラスを除去してから、より微細な等級のダイヤモンドまたは酸化アルミニウム研磨剤を使って、元の外観になるようにガラスを艶出しすることである。研磨材料は高価であり、ガラスの表面を完全に研磨して艶出しするのに要する時間は、損傷した面積の深さに応じて数時間に達する可能性がある。
【0004】
問題をなくすための第2の方法は、1枚の永久接着剤塗布ポリエステルシートを窓の表面に貼付することだった。ポリエステルシートは十分に厚く、ダイヤモンド、溶岩および殆どの研磨剤による掻き傷から窓を保護することができる。このシートは、一般に、閉じ込められる空気をなくすために、水溶液を使ってガラス上に貼付される。貼付過程は、完了まで約5分から10分要する。シートは、殆どの損傷から窓を良好に保護するが、損傷しやすく、損傷は乗客の目に明白である。シートを剥離するには非常に時間がかかり、シート剥離後に窓に残る残留物の量に応じて、約15分から約60分である。損傷したシートを剥離した後、新しい永久接着剤塗布ポリエステルシートを貼付する必要がある。接着剤塗布ポリエステルシートを剥離し、接着剤残留物をガラスから除去し、新しい永久接着剤塗布ポリエステルシートを貼付して、窓を再度取り付けるのに要する時間は、約2時間に達すると考えられる。窓の保護に使用できる単一永久接着剤塗布ポリエステルシートの例としては、3M Companyが1996年9月に公表したデータシート番号70−0703−7220−0の3M(登録商標)Scotchshield(登録商標)安全保護ウィンドウフィルムおよび3M(登録商標)サンコントロールウィンドウフィルムが挙げられる。
【0005】
交換されたシートは、車両を再び公に使用すると直ちに損傷される可能性があり、コストと時間がかかる交換をさらに行う必要が生じる。
【0006】
窓の掻き傷を修理して窓を掻き傷から保護するために一般に使用される第3の方法は、損傷した窓にエポキシコーティングを塗布することである。(Daniel R.Bowmanが1996年3月25日に発行した「Enhancement of Vehicle Glazing for Vandal Resistance and Durability(破壊抵抗性および耐久性を得るための車両ガラス取付工事の強化)」は、United States Transportation Research Board(米国輸送調査委員会)から入手可能である。)損傷した窓は、一般に先ずきれいにスクラビングしてから、エポキシコーティングを塗布する。エポキシコーティングを使用すると、窓の欠点を充填して、窓を通して標識を読むことができる透明状態まで窓を修復することができる。コーティングを塗布するには、窓を車両から取り外して清掃し、下塗しなければならない。コーティングは、清潔な環境で塗布および硬化させる。しかし、現在入手可能なコーティングは、ガラスに掻き傷を付けるために用いられるのと同じ方法で容易に掻き傷が付けられる。コーティングが損傷すると、第1層に対するコーティングの付着性が低下するため、さらにコーティングを塗布することは難しい。損傷したコーティングを新しいコーティングに替える過程は、時間がかかり、かつ高く付く。
【0007】
問題を解決するもう1つの方法は、本来の損傷していない窓上のシールドとして犠牲的な窓を設けることである。車両の窓は、ポリカーボネートまたはアクリル樹脂のシートのための溝が設計された枠を設けて改造する。剛性の自立式シートを溝内に挿入すると、基部の窓に対する損傷の障壁として作用する。ポリカーボネートシートは、ガラスに掻き傷を付けるために用いられる意図的な方法により容易に掻き傷を付けることができる。この方法は、窓枠まで広範囲にわたって改造する必要がある。さらに、1回の修理当たりの材料費は極端に多く、その結果、この方法のコストは途方もない額になる可能性がある。
【0008】
米国特許第3,785,102号には、非常に薄いポリエチレンまたはポリプロピレンの剥離可能な複数のシートを含むパッドであって、各々のシートが、汚れを靴から除去するためにシート上面に感圧接着剤の非常に薄いコーティングを備え、シート下面には接着剤を備え、各々の連続層が連続する下層に、最終的に床面に剥離可能に付着するパッドが開示されている。こうしたパッドの透明性に関する記述はない。
【0009】
3M Masking and Packaging Systems Divisionは、リントとペットの毛を除去する接着剤付きのシート積層体をPat It(登録商標)リントおよびペットヘアリムーバという商品名、並びに3M Companyが1994年に公表した製品データシート番号70−0705−7091−9、70−0705−0819−0および70−0705−7038−0で販売している。
【0010】
調査情報開示(Research Disclosure)第24109号(1984年5月)には、鏡面に積層された伝達可能かつ剥離可能なプラスチックシート、および電子顕微鏡再生装置の光学的画像形成システムに使用される鏡上にトナーまたは埃が蓄積した時に連続的に剥離できる積層反射型(鏡面付き)剥離可能プラスチックシートが開示されている。層を互いに結合する接着剤は、画像品質の低下を最小限にするために、光学的画像経路の外側にあるシートの境界領域周囲にのみ塗布される。
【0011】
特開平10−167765号には、プラスチックフィルムの光学的に透明なシートをガラスの内面および外面に貼付して窓を清掃する方法が記載されている。このフィルムは、ポリ塩化ビニル、ポリアクリル酸、ポリエステルまたはポリカーボネートから成る。このプラスチックフィルムは薄く、1枚のプラスチックシートのみをガラスの各々の面に貼付する。シートは、損傷された時に剥離する。
【0012】
米国特許第5,592,698号には、レーシングカードライバー用ヘルメットの目および顔面を保護する透明なシールドを通した可視性を維持するための引き剥がし式レンズ積層体であって、タブ部分を備え、タブ部分を掴んで迅速に引き剥がすのを容易にするようにタブ部分の上に突出部が形成されたレンズ積層体が開示されている。積層体に接着剤を使用しない代わりに、レンズは一緒にクリップで留められている。
【発明の概要】
【発明が解決しようとする課題】
【0013】
したがって、窓、ディスプレーおよび標識を保護し、時間および労力を節約するとともに費用効果の高い物品および方法に対する必要性が存在する。
【課題を解決するための手段】
【0014】
本願の発明人は、こうした物品および方法を発見した。本発明は、各々のシートが互いに剥離可能であり、一番上のシートが損傷した時にそのシートを剥離すると新しいシートを露出させることができるシート積層体を含む物品を提供する。この積層体は、たとえばバスまたは列車の窓の内側に貼付して、窓を保護することができる。シートが落書きで損傷されたら、訓練された保守担当者が物品の一番上のシートを剥離し、下にあるきれいな損傷されていないシートを露出させることができる。各々のシートを剥離する時間は非常に速いことが好ましい(約5分未満、より好ましくは約3分未満、最も好ましくは約1分未満であることが好ましい)。さらに、本発明の物品は、費用効果が高いことが好ましい。本発明の好ましい実施態様を使用すると、損傷除去速度および低コストの損傷除去により、公共輸送当局は、公共輸送車両の窓に「ゼロ容認」スクラッチティ防止システムを実施することが可能である。
【0015】
本発明の物品は、落書き、天候または通常の磨耗および引裂による損傷を受けやすい領域にある背光標識または高速道路/道路標識に光学的に適用することができる。
【0016】
本発明は、以下を含む物品を提供する:
シート積層体であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記フィルムの前記第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に前記結合層が結合されるように、前記第1面を介して前記フィルムの第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層と、
を含み、
各々のシートが、シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートに保護フィルムまたは剥離層に接触するように別のシート上に積層されており、
一番上のシートは、このシートをシート積層体から剥離させるとともに、積層体に残るシートが剥離しないように、シートを積層体から引き離すことによりシート積層体から剥離させることができ、
シート積層体は、3メートルのスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の列を読み取ることを可能にするシート積層体。
【0017】
本発明の物品の好ましい実施態様では、物品は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/6メートル以上の視力を示す視力検査表上の列を読み取ることを可能にする。
【0018】
好ましい実施態様では、フィルムの第1面は、同じシートの結合層に結合されない。つまり、各々のシートは、結合層がフィルムの第2面のみを被覆することが好ましい。
【0019】
本発明の物品の好ましい実施態様では、結合層は連続している。
【0020】
好ましい実施態様では、本発明の物品は、対ガラス180°剥離粘着力試験を行った時に、ガラス上に実質的に残留物を残さない(より好ましくはまったく残さない)。
【0021】
本発明の物品の好ましい実施態様では、シート積層体は透明である。
【0022】
本発明の物品の好ましい実施態様では、各々のシートは、貫入抵抗が少なくとも約0.5kg、さらに好ましくは少なくとも約1kg、さらに好ましくは少なくとも約2kg、さらに好ましくは少なくとも約2.5kg、さらに好ましくは少なくとも約3kg、さらに好ましくは少なくとも約3.5kg、最も好ましくは約4kgである。
【0023】
本発明の物品に関しては、シート積層体の曇り値は約10%未満であることが好ましいが、約5%未満であればさらに好ましく、約3%未満であれば最も好ましい。
【0024】
本発明の物品の好ましい実施態様では、フィルムの第2面の表面積のうち、少なくとも約80%(より好ましくは少なくとも約90%、最も好ましくは約100%)に結合層が結合されている。
【0025】
本発明の物品の好ましい実施態様では、結合層は連続しており、結合層が結合されていないフィルムの第2面の任意の面積は余白部である。
【0026】
本発明の物品は、少なくとも約3枚、より好ましくは約5枚から約10枚のシートを含む。
【0027】
本発明の物品の好ましい実施態様では、剥離層が存在し、各シートの剥離層のテーバー磨耗抵抗は、100サイクル後、ASTM D1044−76に従って約25%以下、より好ましくは約10%以下、最も好ましくは約2%以下である。
【0028】
本発明の物品の好ましい実施態様では、結合層は、アクリル樹脂、ゴム、ポリオレフィンおよびこれらの混合物から成る群から選択した材料を含む。
【0029】
本発明の物品の好ましい実施態様では、結合層は感圧接着剤を含む。
【0030】
本発明の物品の好ましい実施態様では、結合層の厚さは、約5〜約150μm、より好ましくは約10〜約25μmである。
【0031】
本発明の物品の好ましい実施態様では、フィルムの厚さは、約25〜約4000μm、より好ましくは約50〜約1000μmである。
【0032】
本発明の物品の好ましい実施態様では、フィルムは、ポリエステル、ポリカーボネート、アクリル樹脂、ポリウレタン、ポリアセチル、ポリオレフィンベースのイオノマー、エチレンビニルアセテートポリマー、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリスチレン、ウレタンアクリレートポリマー、エポキシポリマー、エポキシアクリレートポリマーおよびこれらのブレンドから成る群から選択した材料を含む。
【0033】
本発明の物品の好ましい実施態様では、フィルムは、紫外線吸収剤、紫外線安定剤、難燃剤、煤煙抑制剤、酸化防止剤およびこれらの混合物から成る群から選択した添加剤をさらに含む。
【0034】
本発明の物品の好ましい実施態様では、フィルムは複数の層から成る。
【0035】
本発明の物品の好ましい実施態様では、各々のシートは、引張強さが約20〜約2000kP、伸び率が約5〜約1000%、引裂強さが約0.05から約5kgである。さらに好ましくは、各々のシートは、引張強さが約70〜約1400kP、伸び率が約5〜約500%、引裂強さが約0.5から約2.5kgである。最も好ましくは、各々のシートの引張強さは約350〜約1000kP、伸び率が約20〜約100%、引裂強さが約1.5〜約2.5kgである。
【0036】
本発明の物品の好ましい実施態様では、剥離層が存在する。
【0037】
本発明の物品の好ましい実施態様では、剥離層の厚さは、約0.1〜約25μm、より好ましくは約2.5〜約5μmである。
【0038】
本発明の物品の好ましい実施態様では、剥離層は、アクリレート、メタクリレート、ウレタン、シリコーン、ポリオレフィン、フルオロカーボンおよびこれらの混合物から成る群から選択した材料を含む。
【0039】
本発明の物品の好ましい実施態様では、各々のシートの結合層は、難燃剤、煤煙抑制剤、酸化防止剤、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分をさらに含む。
【0040】
本発明の物品の好ましい実施態様では、一番上のシートは、粘着性棒(wand)でシートを掴み、シートをシート積層体から引き離すことにより剥離させることができる。
【0041】
本発明の物品の好ましい実施態様では、物品は複数のタブを含み、個々のタブは、一番上のシートのタブを使って一番上のシートをシート積層体から引き離すことができるように、各シートの結合層の第2面の一部分に結合される。
【0042】
各々のシートに関する本発明の物品の好ましい実施態様では、フィルムの余白部の少なくとも一部分には、類似の位置に結合材料が結合されず、一番上のシートは、障壁フィルムの一部分を掴んで剥離させることができるので、一番上のシートに結合材料を結合して、一番上のシートを積層体から引き離す必要はない。各々のシートについて最も好ましくは、結合材料が結合されていない余白部部分はシートの隅である。
【0043】
各々のシートに関する本発明の物品の好ましい実施態様では、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料の粘着性がない部分でシートを掴んで、積層体からシートを引き離すことにより剥離させることができる。各々のシートについて最も好ましくは、結合材料の粘着性がない余白部部分は、シートの隅である。
【0044】
本発明の物品の好ましい実施態様では、各々のシートは、シートの余白部においてシートを貫通して延在する孔を有し、シートのこの孔は、孔が重ならないように互い違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できる工具を使用して、シート積層体から剥離させることができる。
【0045】
本発明は、以下を含む構造をさらに提供する:
(i)シート積層体を含む物品であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層は、フィルムの第2面の表面の少なくとも中央部が結合層に接触し、フィルムの第2面の表面の少なくとも約50%に結合層が結合され、各々のシートについて、フィルムの第1面は同一シートの結合層に結合しように、第1面を介してフィルムの第2面に結合される結合層と、
(c)フィルムの第1面を被覆する任意の剥離層とを含み、
各々のシートが、シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートの保護フィルムまたは剥離層に接触するように別のシート上に積層され、
一番上のシートは、シートが積層体から剥離するとともに、積層体に残るシートが層間剥離しないように、一番上のシートを積層体から引き離すことにより、シート積層体から剥離させることができ、
シート積層体は、3メートルスネレン視力検査表を使用して視力試験した場合、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の線を読み取ることを可能にする物品と、
(ii)物品が一番下のシートの結合層を介して結合されている基板。
【0046】
本発明の物品の好ましい実施態様では、基板は、ガラス、金属、プラスチック、塗装表面、木材、織物、壁紙、セラミック、コンクリート、鏡面、プラスチック/ガラス積層物、およびこれらの組合せから成る群から選択した材料を含む。
【0047】
本発明の物品の好ましい実施態様では、基板は構造の一部である。最も好ましくは、構造は、窓、壁、仕切り、標識、広告掲示板、アートワーク、建物、エレベータ、車両、家具およびドアから成る群から選択する。
【0048】
好ましい実施態様では、構造は、窓であって、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造が、物品の少なくとも1つの縁部上に延在するように窓の少なくとも一部分に取り付けられる枠をさらに含む窓から成る。枠は、物品のすべての縁部上に延在することが好ましい。
【0049】
本発明のもう1つの好ましい実施態様では、構造は、窓であって、
物品が複数のタブをさらに含み、一番上のシート上のタブを使用して一番上のシートをシート積層体から引き離すことができるように、個々のタブが各シートの結合層の第2面の一部分に結合され、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、物品の少なくとも1つの縁部上に延在してタブを被覆するように窓の少なくとも一部分に取り付けられる枠をさらに含む窓から成る。
【0050】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
各々のシートに関して、フィルムの余白部の少なくとも一部分には、類似の位置に結合材料が結合されず、一番上のシートは、障壁フィルムの一部分を掴んで剥離させることができて、一番上のシートに結合材料を結合して、一番上のシートを積層体から引き離す必要がなく、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、窓の少なくとも一部分上に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、結合層が結合されていないフィルム余白部部分上に延在する枠をさらに含む窓から成る。
【0051】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
物品の各シートについて、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料の粘着性がない部分でシートを掴んで、積層体からシートを引き離すことにより除去させることができ、
物品が、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、構造が、窓の少なくとも一部分に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、少なくとも結合材料に粘着性がないシート余白部部分上に延在する枠をさらに含む窓から成る。
【0052】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
物品の各々のシートが、シートの余白部においてシートを貫通して延在する孔を有し、シートのこれら孔は、孔が重ならないように互い違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できる工具を使用して、シート積層体から剥離させることができ、
物品が、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、窓の少なくとも一部分に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、シートの少なくとも孔上に延在する枠を有する窓から成る。
【0053】
構成のもう1つの好ましい実施態様では、
構造は、窓を含む車両から成り、
物品は、一番下のシートの結合層を介して窓に結合される。最も好ましくは、車両は、バス、列車および地下鉄から成る群から選択する。
【0054】
本発明は、以下のステップを含む方法をさらに提供する:
(a)シート積層体であって、各々のシートが個々に、
(i)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(ii)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層が、フィルムの第2面の表面の少なくとも中央部が結合層に接触し、フィルムの第2面の表面の少なくとも約50%に結合層が結合され、各々のシートについて、フィルムの第1面は同一シートの結合層に結合されないように結合層の第1面を介してフィルムの第2面に結合される結合層と、
(iii)フィルムの第1面を被覆する任意の剥離層とを含み、
シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートの保護フィルムまたは剥離層に接触するように、各々のシートが別のシート上に積層され、
一番上のシートは、一番上のシートを積層体から剥離させるとともに、積層体に残るシートが剥離しないように、一番上のシートを積層体から引き離すことによりシート積層体から剥離させることができ、
シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表の列を読み取ることを可能にする、
シート積層体を物品の一番下のシートの結合層を介して基板に貼付するステップと、
(b)物品の一番上のシートが損傷されるステップと、
(c)除去されるシートも、残るシート積層体も層間剥離しないように、物品の損傷した一番上のシートを掴んで積層体から引き離すことにより一番上のシートを剥離させて、次に物品の一番上のシートになる物品の下のシートを露出させるステップ。
【0055】
本発明の方法の好ましい実施態様では、ステップ(b)および(c)は、少なくとも1回繰り返す。より好ましくは、ステップ(b)および(c)は、一番下のシートが除去されるまで繰り返し、一番下のシートは、除去された後、(最も好ましくは)基板上に接着剤残留物を実質的に残さない。
【図面の簡単な説明】
【0056】
【図1】図5の構成の線1−1に沿って切った断面図である。
【図2】図6の構成の線2−2に沿って切った断面図である。
【図3】図7の構成の線3−3に沿って切った断面図であり、損傷した一番上のシートを剥離して、新しい一番上のシートを露出させている状態を示す。
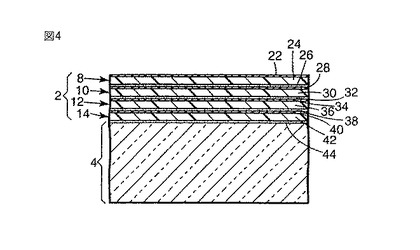
【図4】線4−4に沿って切った図8の構成の断面図を示し、損傷されていない4枚のシートの積層体を示す。図4は、損傷した一番上のシートが除去されている点を除いて、図3と同じである。
【図5】窓に付着させた本発明の物品を含む構成の平面図である。
【図6】物品の一番上のシートが岩石によって損傷している、図5の構成の平面図を示す。
【図7】損傷した一番上のシートを剥離して損傷していないシートを露出させようとしている、図6に示す構成の平面図を示す。
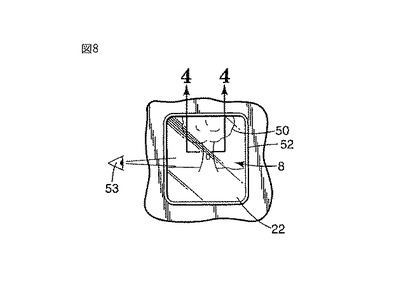
【図8】損傷したシートを除去して、損傷していないシートが露出された後の図7に示す構成の平面図を示す。
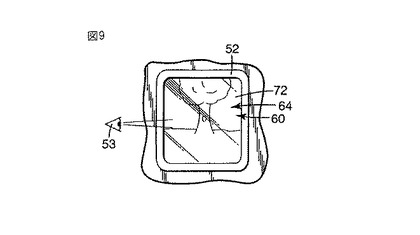
【図9】窓に付着させた本発明の物品を含む構成の平面図を示し、枠が物品の縁部上に延在している。
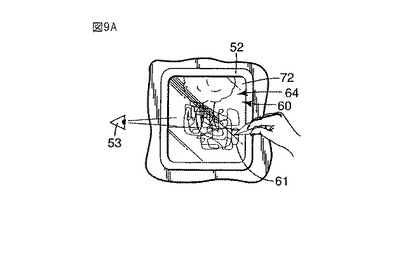
【図9A】図9の構成の平面図を示し、物品の一番上のシートは岩石によって損傷している。
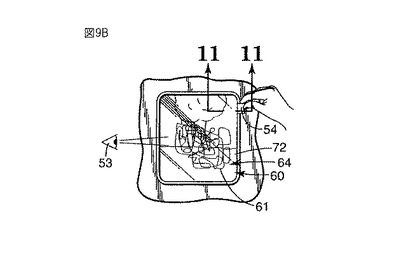
【図9B】枠が取り外された図9Aの構成の平面図を示し、損傷した一番上のシートを剥離して損傷していないシートを露出させようとしている状態である。
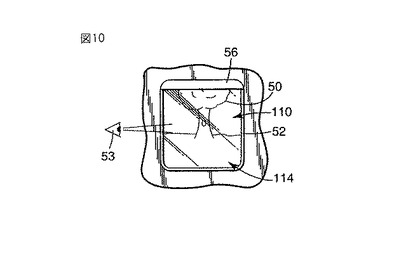
【図10】窓上の本発明の物品と、物品の縁部を被覆する枠とを含む構成の平面図である。
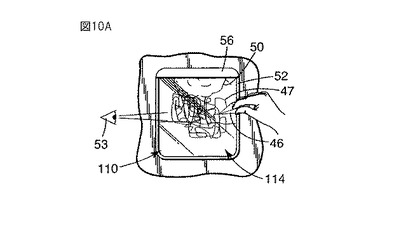
【図10A】物品の一番上のシートが岩石によって損傷している、図10の構成の平面図を示す。
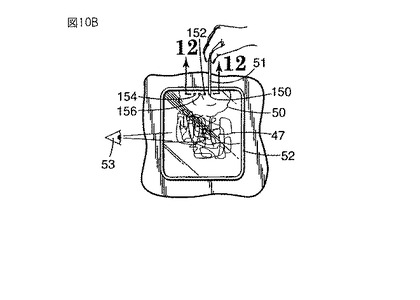
【図10B】枠を取り外し、損傷した一番上のシートを剥離して、損傷していないシートを露出させようとしている、図10Aの構成の平面図を示す。
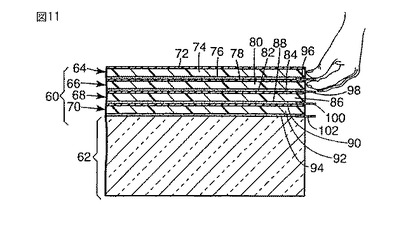
【図11】線11−11に沿って切った図9Bの構成の断面図である。
【図12】線12−12に沿って切った図10Bの構成の断面図である。
【図13】各々の面に保護用物品が付着された窓を含む本発明の構成のもう1つの実施態様の断面図である。
【発明を実施するための形態】
【0057】
物品
本発明の物品については、シート積層体は視力に影響しないことが好ましい。視力への影響度の試験については、本明細書で後に記載する。この試験を使用すると、観察者が本発明の物品を通して見た場合に画像を識別する効果を判定することができる。
【0058】
好ましくは、物品(並びにシート積層体および個々のシート各々)は、曇り値が約10%未満であり、さらに好ましくは約5%未満、最も好ましくは約3%未満である。
【0059】
本発明の物品、および物品を構成するシートは一般に無色だが、任意に着色されても良い。シートは、シート上、一般には各シートの縁部上に図形を任意に有しても良い。
【0060】
シート
好ましくは、本発明の物品は、少なくとも約3枚のシート、一般には約5枚から約10枚のシートを含む。好ましくは、各々のシートは、同じ長さ、幅および形状を有する。好ましい実施態様では、各々のシートは矩形である。
【0061】
各々のシートは、ガラス窓および露出した一番上のシートの下にあるシートなど、保護される基板に対する損傷を好ましくは防止するために、保護障壁を提供することが好ましい。シートは、掻き傷を生じる従来の工具、たとえば剃刀の刃、ナイフ、溶岩、研磨布、ダイヤモンド、および炭化物の先端が付いた針による貫入および損傷に耐えることが好ましい。好ましくは、少なくとも1枚(より好ましくは各々)のシートは、少なくとも約0.5kg、より好ましくは少なくとも約2kg、最も好ましくは約4kgの貫入抵抗性を有する。
【0062】
視力および色に対する影響は、様々な環境条件に暴露した後に安定していることが好ましい。
【0063】
シートは、好ましくは連続する要素で容易に剥離することが好ましい。シートの完全性および剥離性を評価する以下の試験を使用すると、シートの剥離性を予測するのに役立つ。
【0064】
好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D882に従って試験した場合の引張強さが約20〜約2000kPであり、より好ましくは約70〜約1400kP、最も好ましくは約350〜約1000kPである。好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D882に従って試験した場合の伸び率が約5〜約1000%であり、より好ましくは約5〜約500%、最も好ましくは約20〜約100%である。
【0065】
好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D1004に従って試験した場合の引張強さが約0.05〜約5kgであり、より好ましくは約0.5〜約2.5kg、最も好ましくは約1.5〜約2.5kgである。
【0066】
フィルム
好ましくは、フィルムは、ポリエステル、ポリカーボネート、アクリル樹脂、ポリウレタン、ポリアセチル、ポリオレフィンベースのイオノマー、エチレンビニルアセテートポリマー、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリスチレン、ウレタンアクリレートポリマー、エポキシポリマー、エポキシアクリレートポリマー、およびこれらのブレンドから成る群から選択した材料を含む。一実施態様では、フィルムは複数の層を含む。
【0067】
フィルムの厚さは、フィルムに加わる損傷の種類、およびフィルムの組成物によって決まる。一般に、フィルムの厚さは、重量、視力および経済性の点で約25〜約4000μmであるが、好ましくは約50〜約1000μm、最も好ましくは約50〜約250μmである。
【0068】
フィルムは、紫外線および/または熱に暴露された場合のフィルムの耐久性を高める安定剤および充填剤を任意にさらに含むことができる。フィルムには、フィルムの可燃性、または燃焼時の煤煙の発生を減少させる添加剤も含むことができる。
【0069】
結合層
結合層は、フィルム層間に安定した結合を提供することが好ましい。結合層は、使用時に予想される環境条件下でシートが早期に分離するのを防ぐことを意図されている。結合層は、フィルム間の光学的に透明な界面として作用する役割を果たすことが好ましい。しかし、結合層は、下のシートのフィルムに結合するよりも容易に、同じシートのフィルムに結合しなければならない。
【0070】
好ましい実施態様では、フィルムの第1面は結合層に結合しない。結合層、およびシートを構成するその他の層は、環境条件に暴露された時に色が変化しないことが好ましい。さらに、結合層の安定性は、広範な条件に暴露された時に著しく変化しないことが好ましい。
【0071】
結合層は、感圧接着剤系または非感圧接着剤系を含むことができる。結合層は、感圧接着剤を含むことが好ましい。結合層は、アクリル樹脂、たとえば熱硬化、紫外線硬化または電子ビーム硬化し、溶液型、水性または100%固体であるアクリル樹脂;ゴム、たとえば熱可塑性ゴム、ブロックコポリマー、天然ゴムまたはシリコーンゴム;およびポリオレフィン、たとえばエチレンビニルアセテートポリマー、ポリ−αオレフィン(C3−C10)コポリマー、またはポリ−αオレフィンとエチレンまたはプロピレンベースのポリマーとのブレンド;並びにこれらの混合物から成る群から選択した材料を含むことが好ましい。
【0072】
結合層は、所望の特性を得るために、粘着付与剤、オイル、安定剤、難燃剤、充填剤およびこれらの混合物から成る群から選択した成分を任意にさらに含むことができる。好ましくは、結合層は、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分をさらに含む。好ましくは、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分は、紫外線による物品の劣化を防ぐ量だけ、結合層全体の重量に基づいて好ましくは約0.5〜約1重量%使用する。
【0073】
好ましくは、フィルムの第2面の少なとも約80%、より好ましくは少なくとも約90%、最も好ましくは約100%の表面積に結合層を結合する。結合層は連続していることが好ましい。結合層で被覆されないフィルムの領域は、余白部であることが好ましい。
【0074】
結合層の厚さは、約5〜約150μmであることが好ましいが、約10〜約50μmであればさらに好ましく、約10〜約25μmであれば最も好ましい。
【0075】
任意の剥離層
任意の剥離層は、フィルム表面に容易に掻き傷が生じるのを防ぎ、さらに上のシートの結合層に対する剥離面を提供できることが好ましい。この任意の剥離層は、様々な環境に暴露された後に結合を維持するように、フィルムに結合することが好ましい。さらに、剥離層は、環境に暴露された後に透明性を保つことが好ましい。剥離層は、時間が経過しても引掻抵抗性を維持することが好ましい。剥離層は、結合層に安定して付着し、上のシートを剥離するための一貫した表面を提供することが好ましい。
【0076】
好ましくは、剥離層が存在する場合、剥離層の厚さは約0.1〜約25μmであり、より好ましくは約2.5〜約5μmである。
【0077】
好ましくは、剥離層は、アクリレート、メタクリレート、ウレタン、ポリオレフィン、シリコーン、フルオロカーボンなどのようなフルオロケミカル、およびこれらの混合物から成る群から選択した材料を含む。
【0078】
米国特許第5,633,049号には、熱可塑性樹脂の透明性、特に航空機の窓などの透明性を確保するために保護コーティングを施す方法が記載されている。このコーティングは、アクリル酸の多官能価エチレン系不飽和エステル、メタクリル酸の多官能価エチレン系不飽和エステル、またはこれらの組合せ、およびアクリルアミドを含み、シリカを含まない保護コーティング先駆物質組成物から調製される。こうした保護コーティングは、本発明の物品の剥離コーティングとして有用である。
【0079】
剥離層は、磨耗抵抗性を強化するために、米国特許第5,104,929号に記載されているように、セラマー粒子などのような充填剤を任意にさらに含むことができる。
【0080】
剥離層に対する結合層の付着は、たとえばシリコーン、アクリル樹脂またはフルオロケミカルなどのような流動性添加剤を剥離層に含むことにより調整することができる。
【0081】
剥離層は、シートのテーバー磨耗抵抗を改善するように任意に選択することができる。良好なテーバー磨耗抵抗性を提供する剥離材料としては、多官能価アクリレートまたはメタクリレートが挙げられるが、これらだけに限らない。
【0082】
フィルム層の上面の剥離層は、シート全体に均一な剥離性能を与えることができる。任意に、差別的な剥離層でフィルム表面を被覆することができる。こうした差別的な剥離層を使用すると、より容易にシート積層体からシートを最初に分離することができる。差別的な剥離は、たとえば、容易な剥離を提供する材料でシートの縁部および/または隅を被覆し、より剥離しにくい材料でシート表面のその他の部分を被覆することにより得られる。
【0083】
(メト)アクリル酸の適切な多官能価エチレン系不飽和エステルは、たとえば、エチレングリコール、トリエチレングリコール、2,2−ジメチル−3,3−プロパンジオール、1,3−シクロペンタンジオール、1−エトキシ−2,3−プロパンジオール、2−メチル−2,4−ペンテンジオール、1,4−シクロヘキサンジオール、1,6−ヘキサンメチレンジオール、1,2−シクロヘキサンジオール、1,6−シクロヘキサンジメタノールなどのような脂肪族ジオールのジアクリル酸およびジメタクリル酸エステルを含む多価アルコールのポリアクリル酸またはポリメタクリル酸エステル;グリセリン、1,2,3−プロパントリメタノール、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、1,3,6−ヘキサントリオールおよび1,5,10−デカントリオールなどのような脂肪族トリオールのトリアクリル酸およびトリメタクリル酸エステル;トリス(ヒドロキシエチル)イソシアヌレートのトリアクリル酸およびトリメタクリル酸エステル;1,2,3,4−ブタンテトロール、1,1,2,2−テトラメチロールエタン、1,1,3,3−テトラメチロールプロパン、およびペンタエリトリトールテトラアクリレートなどのような脂肪族トリオールのテトラアクリル酸およびテトラメタクリル酸エステル;アドニトールなどのような脂肪族ペントールのペンタアクリル酸およびペンタメタクリル酸エステル;ヘキソールのヘキサアクリル酸およびヘキサメタクリル酸エステルである。
【0084】
好ましくは、剥離層が存在し、少なくとも1枚のシート(好ましくは各々のシート)の剥離層は、100サイクル後にASTM D1044−76に従って測定して、テーバー磨耗抵抗性が約25以下(より好ましくは約10以下、最も好ましくは約2以下)である。結合層がフィルムに十分に固定される場合、剥離層は必要ない。たとえば、結合層で被覆されたフィルム表面は、化学的に下塗りするか、またはコロナ放電処理もしくは火炎処理で酸化させることができる。結合層で被覆されていないフィルム表面には、表面処理を行わない。フィルムの2面間の付着性の相違は、シートを積層体からきれいに分離するのを促進する。フィルムは、結合層に使用する溶剤またはモノマー中で可溶性でも良い。結合層で可溶性フィルムを被覆して硬化または蒸発させると、結合層はフィルムと絡み合う。被覆されたフィルム表面に対する結合層の付着は、付着力の差によってシート積層体内の積層表面に対する付着よりも大きいので、シートを積層体からきれいに分離させることができる。
【0085】
任意の下塗層
任意の下塗層を使用すると、結合層と同一シートのフィルムとの間に付着が促進された界面を形成することができる。あるいは、フィルム表面は、様々な環境におけるコロナ放電処理により、または火炎を使用して変性させて、結合層と同一シートのフィルムとの間の付着を促進することができる。下塗層は、たとえばアジリジンベースの下塗層、または高エネルギー放射線を使ってフィルム表面に重合させたアクリルアミド/多官能価アクリレートなどのようなグラフト結合表面でよい。下塗層のその他の例としては、たとえばアクリル樹脂、ポリ塩化ビニリデン、および溶液塗布ポリエステルが挙げられる。
【0086】
下塗層は、たとえば、結合層に類似する組成物を含む高粘着性の感圧接着剤でよい。下塗層は、たとえば、フィルムの構成要素として形成された同時押出し界面、またはフィルム上に塗布される樹脂溶液で良い。
【0087】
本発明の物品の作製
本発明の物品は、多くの様々な方法で製造することができる。本発明の物品を製造する1つの方法は、任意の剥離コーティングでフィルム表面を被覆することである。剥離コーティングは、たとえばロール塗布、グラビア塗布、またはエアナイフ塗布工程で施すことができる。コーティング中に存在する溶剤は、オーブン内で蒸発させる。次に、剥離コーティングを紫外線または電子ビームで硬化させる。あるいは、フィルムの反対側の表面は、コロナ放電処理または火炎処理などのような表面処理で任意に下塗することができる。下塗は、化学的下塗でも良い。化学的下塗は、フィルムメーカーが予め施してあるか、またはロール塗布、グラビア塗布もしくはエアナイフ塗布工程で施すことができる。溶剤は、下塗層から蒸発させる。下塗層は、溶液またはラテックスのノッチバー塗布、カーテン塗布またはスロットダイ塗布を含む様々な方法により、結合層で被覆することができる。結合層を施すもう1つの方法は、100%固体結合層を押出し塗布することである。コーティングの化学的性質に応じて、結合層の材料を乾燥および/または硬化させて、最終的なポリマーを形成する。結合層が室温で粘着性である場合、結合層は、滑らかな剥離フィルムで保護することが好ましい。シート積層体は、剥離ライナーを結合層から除去し、結合層を隣接シートの剥離表面に積層して構成される。積層体内のシートの数は、最終的な用途によって決まる。シート積層体は、鋼尺ダイによるダイカット、レーザまたは水噴射により所望の形状に切断することができる。
【0088】
シート積層体を形成するもう1つの方法は、下塗した表面と、反対側の剥離表面とを備えるフィルムを製造することである。紫外線硬化性液体結合層を1枚のフィルムの下塗表面に形成し、液体状態で後続フィルムの剥離表面に積層する。液体を硬化させる。紫外線硬化性液体結合層を第3のフィルムの下塗表面に形成し、第1の積層シートの露出剥離表面に積層する。液体が硬化すると、3枚のシートの積層体が形成される。この積層および硬化工程は、積層体に所望の数のシートが得られるまで繰り返すことができる。
【0089】
本発明の物品を製造するその他の方法も可能である。
【0090】
基板に対する物品の貼付
本発明の物品は、多くの様々な方法で基板に貼付することができる。たとえば、本発明の物品は、25%イソプロパノール/75%水溶液などのようなアルコール/水溶液を基板表面に噴霧して貼付することができる。剥離ライナーをシート積層体の一番下のシートから除去して結合層を露出させ、露出した結合層にも、同じイソプロパノール/水溶液を噴霧する。基板と飽和した結合層とを接触させて、ローラまたはスキージーを使って過剰な溶液を界面から除去する。シート積層体は、たとえば0.5%のJoy(登録商標)食器用洗剤および99.5%の水溶液など、食器用洗剤を水に加えた希釈溶液を使って基板に貼付することもできる。シート積層体は、液体の界面がない高圧積層で基板に直接貼付しても良い。シート積層体は、紫外線硬化性コーティングを基板に液体界面として塗布することにより基板に貼付することもできる。シート積層体を貼付し、ローラまたはスキージーで過剰な空気を除去し、コーティングを硬化させる。
【0091】
シートの剥離
本発明の物品の一実施態様では、一番上のシートは、接着性棒を使ってシートを掴み、シートをシート積層体から引き離して剥離することができる。
【0092】
もう1つの実施態様では、本発明の物品は、複数のタブをさらに含み、個々のタブは、一番上のシート上のタブを使用して、一番上のシートをシート積層体から引き離すことができるように、各々のシートの結合層の第2面に結合される。
【0093】
本発明の物品のもう1つの実施態様では、各々のシートについて、フィルム余白部の少なくとも一部分には、類似の位置に結合材料を付着させず、一番上のシートは、障壁フィルム部分を掴んで剥離させることができるので、結合材料を当該部分に付着させて、一番上のシートを積層体から引き離す必要はない。好ましくは、各々のシートについて、結合材料が付着していない余白部部分はシートの隅である。
【0094】
本発明の物品のもう1つの実施態様では、各々のシートについて、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料に粘着性がない部分でシートを掴み、シートを積層体から引き離すことにより剥離させることができる。好ましくは、各々のシートについて、結合材料に粘着性がない余白部部分はシートの隅である。
【0095】
本発明の物品のもう1つの実施態様では、各々のシートには、シートの余白部(好ましくは同じ余白部)においてシートを貫通して延在する孔があり、シート内のこの孔は、孔が重ならないように互いに違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できるピックなどのような工具を使用して積層体から剥離させることができる。
【0096】
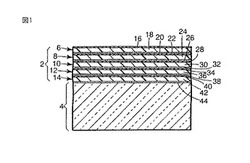
本発明の物品は、以下の図1〜図13を参照するとより良く理解することができる。図1は、図5の構成の線1−1に沿って切った断面図である。本発明の物品2は、結合層44を介してガラス窓枠4に結合される。物品2は、一緒に結合された5枚のシート6、8、10、12および14)の積層体から成る。図1の一番上のシートであるシート6は、上の剥離層16と、内側のフィルム層18と、下の結合層20とを含む。シート8は、上の剥離層22と、内側のフィルム層24と、下の結合層26とを含む。シート10は、上の剥離層28と、内側のフィルム層30と、下の結合層32とを含む。シート12は、上の剥離層34と、内側のフィルム層36と、下の結合層38とを含む。物品2の一番下のシートであるシート14は、上の剥離層40と、内側のフィルム層42と、下の結合層44とを含む。
【0097】
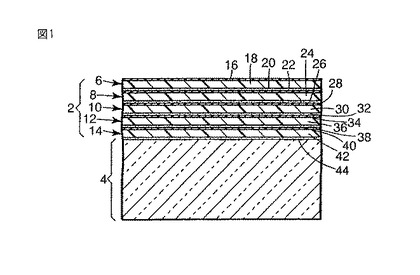
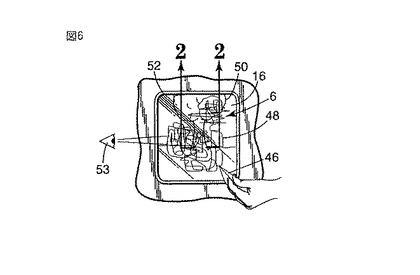
図2は、図6の構成の断面図である。図2は、岩石46によって掻き傷48を付けられた一番上のシート6を示す。
【0098】
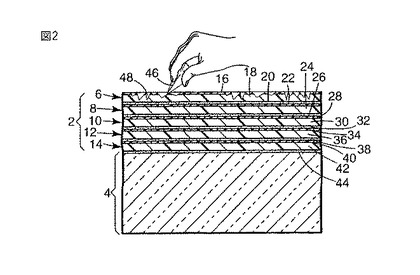
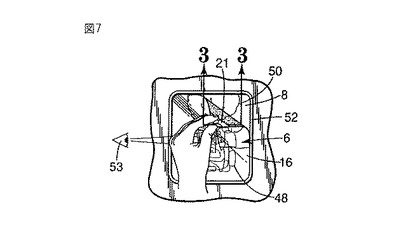
図3は、図7の構成の断面図であり、損傷した一番上のシート6を剥離し、新しい一番上のシート8を露出させている状態を示す。各々のシートの隅余白部の一部分に沿って結合材料がないため、21を掴んでシートを剥離させるのに都合の良い場所が設けられている。
【0099】
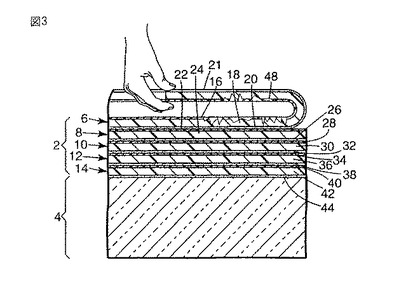
図4は、図8の構成の断面図であり、損傷していない4枚のシートから成るシート積層体を示し、一番上のシートはシート8になっている。図8は図7と同じだが、損傷した一番上のシート6が除去されている点が異なる。
【0100】
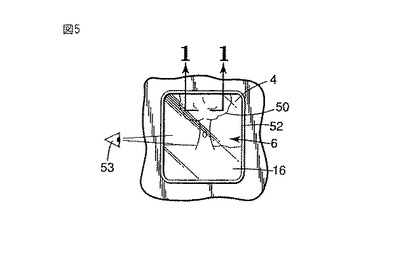
図5は、窓上に本発明の物品2を含む構成の平面図である。観察者53は、損傷していない窓4および物品2を通して樹木50を見ることができる。リム52は、窓4の周囲に延在する。
【0101】
図6は、図5の構成の平面図を示し、物品2の一番上のシート6は岩石46によって損傷されている。
【0102】
図7は、図6の構成の平面図を示し、損傷したシート6を剥離して、損傷していないシート8を露出させようとしている状態である。
【0103】
図8は、図7の損傷したシート6を剥離して、損傷していないシート8を露出させた後に、観察者53が樹木50を明確に見ることができることを示す。
【0104】
図9は、結合層94(図示しない)を介して窓のガラス窓枠62(図示しない)に結合された本発明の物品60を含む構成の平面図である。窓は、窓枠と、窓枠が配置される枠組みとを含む。(本発明の物品は、一般に窓枠、一般に窓枠全体に結合される。)(図9に示さない部品を図11に示す。)図11は、線11−11に沿って切った図9Bの断面図である。物品60は、一緒に結合された4枚のシート(64、66、68および70)を含む。一番上のシートであるシート64は、上の剥離層72と、内側のフィルム層74と、下の結合層76とを含む。シート66は、上の剥離層78と、内側のフィルム層80と、下の結合層82とを含む。シート68は、上の剥離層84と、内側のフィルム層86と、下の結合層88とを含む。物品60の一番下の層であるシート70は、上の剥離層90と、内側のフィルム層92と、下の結合層94とを含む。タブ96、98、100および102は、タブ上のシートの結合層に結合するように、シート64、66、68および70の間に配置される。タブを被覆する枠52は、窓の枠組みに取り付けられる。観察者53は、損傷していない窓62および物品60を通して樹木50を見ることができる。リム52は、窓の周囲に延在する。
【0105】
図9Aは、図9の物品構成の平面図を示し、物品の一番上のシート64は、岩石に46により損傷している。掻き傷61が示されている。
【0106】
図9Bは、枠52を取り外してタブを露出させ、一番上の損傷したシート64を剥離して、損傷していないシート66を露出させようとしている状態の図9Bの構成の平面図を示す。
【0107】
図10は、窓枠112(図12に示す)上に物品110を含む構成の平面図である。観察者53は、損傷していない窓および物品を通して樹木50を見ることができる。リム52は、窓の周囲に延在する。枠56は窓枠に取り付けられ、貫通孔53、55、57および59(図示しない)上に延在する。
【0108】
図10Aは、図10の構成の平面図を示し、物品の一番上のシートは岩石46により損傷されている。掻き傷は、47として示す。
【0109】
図10Bは、図10Aの構成の平面図を示し、枠56を取り外し、損傷した一番上のシート114を剥離して、損傷していないシート66(図示しない)を露出させようとしている状態を示す。
【0110】
図12は、図10Bの線12−12に沿って切った断面図である。本発明の物品110は、結合層144を介してガラス窓112に結合されている。物品110は、一緒に結合された4枚のシート(114、116、118および120)の積層体を含む。一番上のシートであるシート114は、上の剥離層122と、内側のフィルム層124と、下の結合層126とを含む。シート116は、上の剥離層128と、内側のフィルム層130と、下の結合層132とを含む。シート118は、上の剥離層134と、内側のフィルム層136と、下の結合層138とを含む。一番下のシートであるシート120は、上の剥離層140と、内側のフィルム層142と、下の結合層144とを含む。貫通孔154、156、152および150は、積層体を製造した後に、シート114、116、118および120内に形成される。これら貫通孔は、一番上のシートの上から見て、物品の余白部に沿って互い違いに配置される。
【0111】
図13は、本発明の物品2が両面に結合された窓枠4の断面図を示す。こうした物品は、本明細書中に記載する好ましい視力および曇り値を有することが好ましい。各々の物品2は、一番上のシート6(保護される基板から最も遠い露出シート)、シート8、 10、12および14を含む。シート 6は、上の剥離層16と、内側のフィルム層18と、下の結合層20とを含む。シート8 は、上の剥離層22と、内側のフィルム層24と、下の結合層26とを含む。シート10は、上の剥離層28と、内側のフィルム層30と、下の結合層32とを含む。シート12は、上の剥離層34と、内側のフィルム層36と、下の結合層38とを含む。シート14 は、上の剥離層40と、内側のフィルム層42と、下の結合層44とを含む。
【0112】
試験方法
貫入抵抗
ミシガン州、ヒルズデールのAdvanced Coating Technologiesが市販している白色に塗装した鋼パネルを基板として使用する。50mm×150mmの試験サンプルは、3M Companyが市販しているNO.232のScotch(登録商標)マスキングテープの100mm×50mmの断片をサンプルの長い縁部に沿って使用して、サンプルの125mm×50mm部分が塗装パネルに直接接触するように鋼パネルの塗装表面に固定する。(シート、またはシート積層体の場合、露出する接着剤層を塗装パネルに接触させて配置する。)上面にサンプルを有するパネルは、許容荷重が20kgの電子秤上に配置する。秤で力を計る際、パネルおよびサンプルの合計重量を計算に入れる。ステンレス鋼で被覆した工業用の1枚刃剃刀を使用して、0.5kgの力を試験サンプルに加え、2秒間保持する。剃刀を試験サンプルから取り外し、元の試験位置から0.5cm離れた位置で力を加え、剃刀を取り外す作業を同様に繰り返す。この第2の位置から0.5cm、第1の位置から少なくとも0.5cm離れた位置で力を加えて剃刀を取り外す作業を繰り返し、この力レベルで3回繰り返す。Sanford Corp.が市販している黒色のSharpie(登録商標)フェルト先端付き永久マーカーを使って、力を加えた試験領域を着色する。インクは、剃刀で傷付けた試験サンプルの領域を流れ、白色金属パネル上に痕跡を生じる。試験サンプルを基部パネルから取り外し、基部パネル上に痕跡があるかどうか観察する。痕跡がない場合、サンプルは試験に合格したことになる。痕跡がある場合、サンプルは試験に不合格である。試験で以下の力を使用して試験を繰り返す:1kg、1.5kg、2kg、2.5kg、3kg、3.5kgおよび4kg。サンプルに剃刀が入るのに要した力を記録する。
【0113】
観察者の視力に対するサンプルの効果
6メートル/6メートルの視力を有する観察者は、3メートルスネレン視力検査表から3メートルの場所に位置し、片方の眼を多い、覆っていない方の眼で、6メートル/6メートルの視力に相当する列を読み取る。観察者は、裸眼で6メートル/6メートルの視力を有するか、または試験時に補正レンズを使用するなら、その補正レンズを使って6メートル/6メートルの視力を有する場合、6メートル/6メートルの視力を有すると考える。評価する物品または材料の75mm×75mmのサンプルは、観察者の他方の眼を覆った状態で、覆われていない方の眼の前3cmに配置し、サンプルに視力の損失が生じるかどうかを判定する。サンプルに保護剥離ライナーがある場合、剥離ライナーを除去してから試験を行う。観察者が、6メートル/6メートルの視力を示す文字の列をなお読み取ることができる場合、サンプルには視力の障害が生じなかったと考える。6メートル/6メートルの視力を示す列を読み取ることができない場合、なお読み取ることができる最小の列を記録する(たとえば、6メートル/9メートル、6メートル/12メートル、6メートル/16メートル、6メートル/18メートルなど)。
【0114】
23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
支持フィルムは、以下のように作製する。3M Companyが市販している467VHB(登録商標)転写接着剤の105mm×305mmの断片をロールから剥離する。この転写接着剤は、紙ライナー上に塗布したアクリル接着剤であり、紙ライナーの両面は、接着剤が他方の面よりも早く一方の面から剥離するように差別的シリコーン剥離剤で処理されている。転写接着剤のシートは、ミシガン州、ヒルズデールのAdvanced Coatings Technologyが市販している100mm×300mmの矩形白色塗装金属パネルの表面全体に積層した。剥離ライナーを転写テープから取り除き、金属パネルの表面全体の接着剤を露出させる。接着剤には、フィルム/接着剤/パネルの積層物に気泡が生じないように、110mm×320mmのフィルムを貼付する。フィルムは、剥離面(剥離層、または剥離層が存在しない場合は、フィルムの第1面の表面)が、接着剤を塗布されたパネルに対してフィルムの対向表面になるようにパネルに貼付する。過剰なフィルムおよび接着剤は切り取った。
【0115】
このパネルで支持されたフィルムに、被試験シートの25mm×150mmのサンプルを積層する。(被試験シートは、一般に、一方の表面が結合層で被覆されたフィルムから成る。)サンプルシートは、シートの結合層を介して、パネルで支持されたフィルムに結合する。ゴムローラを使用して、シートの100mm部分が、パネルで支持されたフィルムに結合し、シートの50mm部分が、パネルで支持されたフィルムの縁部から自由に垂下するようにする。この組立体を室温および相対湿度(R.H.)約50%で120時間放置する。
【0116】
サンプルシートの垂下している縁部は、マサチューセッツ州、アコードのIMASS Inc.が市販している滑り−剥離試験機モデルSP−102C−3090接着試験機のセンサに固締する。組立体の他の部分は、滑り−剥離試験機のキャリッジ上にしっかり固締する。試験機が作動してキャリッジが移動すると、シートサンプルは、毎分228.6cmおよび180°の角度で、パネルで支持されたフィルムから剥離される。2秒の試験期間でシートサンプルをパネルで支持されたフィルムから剥離するのに要する平均力を記録する。試験は、約23℃および相対湿度約50%で行った。
【0117】
本発明の物品のシートに代表的な180°剥離粘着力値は、2.54cm当たり約50〜約2000gの範囲である。180°剥離粘着力値がこの範囲の下限である場合、1枚のシートは別のシートから容易に剥離する。180°剥離粘着力値がこの範囲の下限である場合、シートは剥離しにくくなるが、積層体の完全性(積層体が永久的な分離に耐える能力)は、破壊者が積層体の表面に掻き傷を付ける場合、より良好に保たれる。好ましい180°剥離粘着力値の範囲は、2.54cm当たり約500〜約1500gである。最も好ましい180°剥離粘着力値の範囲は、2.54cm当たり約750g〜約1250gである。
【0118】
加熱老化後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートサンプル上の結合層と隣接支持フィルムの表面との間の180°剥離粘着力は、「シートの結合層と隣接支持フィルムとの間の180°剥離粘着力」という表題の試験方法に記載されているように評価したが、組立体は、80℃で5日間老化させた。組立体の変色、膨れおよび接着剤残留物を検査する。試験サンプルは、変色したり、膨れが生じたりしないことが好ましい。試験サンプルは、室温で2時間にわたって平衡させてから試験する。試験は、約23℃および相対湿度50%で行った。
【0119】
本発明の物品の180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験に従って測定した室温における粘着力に比べて安定していることが好ましい。加熱老化後の180°剥離粘着力値は、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0120】
凝結湿度に対する連続暴露後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートの結合層と隣接支持フィルムとの表面との間の粘着力は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に記載されているように評価するが、組立体は先ず、38℃および相対湿度100%で5日間にわたって維持した室内で連続的に老化させてから、外観の評価および180°剥離粘着力試験を行う。組立体の変色および膨れを評価する。組立体は、室温で2時間にわたって平衡させてから、180°剥離粘着力を試験する。試験は、約23℃および相対湿度50%で行った。
【0121】
本発明の物品の180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に従って測定した室温における180°剥離粘着力に比べて安定していることが好ましい。凝結湿度に暴露した後の180°剥離粘着力は、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0122】
環境サイクル試験後の外観、およびシートサンプルの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートサンプル上の結合層と隣接支持フィルムの表面との間の接着力は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に記載されているように評価するが、試験前に、組立体は先ず、以下の連続サイクルを行うようにプログラミングされた制御環境室内で老化させる:40℃/相対湿度(RH)100%において4時間、次に80℃で4時間、次に−40℃で16時間。サンプルは、このサイクルを10回行う。サンプルの変色および膨れを評価する。老化したサンプルは、変色したり、膨れが生じたりしないことが好ましい。サンプルは、室温で2時間にわたって平衡させてから、180°剥離粘着力を試験する。剥離粘着力試験は、約23℃および相対湿度50%で行った。
【0123】
本発明による物品のシートの180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に従って評価した室温における接着値に比べて安定していることが好ましい。熱サイクル後の本発明による物品の180°剥離粘着力レベルは、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0124】
ガラスに対する180°剥離粘着力
100mm×200mmの平坦なガラスプレートは、トルエンで清掃して空気で乾燥させてから、被試験シートサンプルを貼付する。(被試験シートは一般に、フィルムと、フィルムの一方の面に結合された結合層とを含む。)ガラスに対する粘着力は、空気が閉じ込められないようにゴムローラを使用して、シートの25mm×50mm部分がガラスの縁部から垂下するように、25mm×150mmの被試験シートサンプルを結合して測定する。シートは、シートの結合層がガラスに接触するように貼付する。シートは、少なくとも10分間かつ60分間未満にわたってガラス上に配置しておく。ガラスプレートは、マサチューセッツ州、アコードのIMASS Inc.が市販している滑り−剥離試験機モデルSP−102C−3090接着試験機のキャリッジ上に固締する。シートの垂下部分は、試験機のセンサに固締する。試験機が作動してキャリッジが移動すると、シートを剥離する力は、毎分228.6cmおよび180°の角度で測定される。2秒の試験期間の平均力を記録する。試験は、約23℃および相対湿度約50%で行った。
【0125】
一般に、本発明による物品のシートのガラスに対する180°剥離粘着力は、約100g/2.54cm〜約5000g/2.54cmであるが、約500g/2.54cm〜約3000g/2.54cmであれば好ましく、約1500g/2.54cm〜約2500g/2.54cmであれば最も好ましい。約5000g/2.54cmを超える180°剥離粘着力は、シートがガラス上に長時間貼付されていた後にシートを剥離しにくくなるという点であまり好ましくない。約100g/2.54cm未満の180°剥離粘着力は、個々のシートを積層体から剥離する時に、ガラスに対する結合が破壊する可能性があるという点であまり好ましくない。
【0126】
ガラスパネルについて、シートサンプルをガラスから剥離した後に残る残留物を検査する。ガラス上には、接着剤残留物などのような残留物が実質的に残らないことが好ましい。目視可能な接着剤などのような残留物は、ガラス上にまったく残らなければ最も好ましい。サンプルを最初に貼付して、残留物が残った試験パネルの面積の割合を記録する。
【0127】
曇り試験
サンプルの曇りは、Garner XL211曇り防止装置を使用して測定する。使用する手順は、以下を除いてASTM D1003−95に従う。
1.サンプルのサイズは矩形であり、最小サイズは40mm×40mmである。
2.サンプルについて、曇りが最大の面積を走査する。選択したこの面積を測定し、最大曇り値を記録する。
3.サンプルは、23℃および相対湿度50%で72時間にわたって平衡させてから試験する。
4.印刷またはエンボス加工した画像またはグラフィックスがサンプル上に含まれている場合、サンプルのこれら領域を避けてサンプルの最大曇り値を測定する。
5.曇り試験を行う前に、剥離ライナーが存在する場合、剥離ライナーをサンプルから除去する。
【0128】
引掻抵抗
Collins Axe Companyが製造している1.2kgのハンマーを用意する。ニューヨーク州、ニューヨークのGeneral Tools Manufacturing Co.Inc.が市販している炭化タングステンの先端が付いた針は、釘の先端がハンマー頭部の衝突端部と実質的に同じ下方を指すように、ハンマーの金属頭部の先端にテープで固定する。釘は、ハンマーのハンドルに対して実質的に垂直になるように配置する。針は、ハンマーから2.5cm突出する。使用するテープは、3M Companyが市販している471番テープである。シートサンプルは、100mm×300mmの白色塗装金属パネルに取り付けて、所定の位置に固定する。ハンマーはハンドルの端部に保持し、炭化物の針はハンマーの重量を支持する。直線状の縁部は、ガイドとしてシートサンプルにテープで固定する。ハンマーは、ハンマーの重量が針状に加わるように、毎分約200cmでパネルの長さに沿って引き下ろす。ハンマーはパネルの長さに沿って上方に押し戻す。この上下運動各々が1サイクルを構成する。サンプルおよび白色塗料に掻き傷を付けるのに要するサイクル数を記録する。
【0129】
本発明のシートまたはフィルム層の引掻抵抗性は、一般に約5サイクルから約500サイクルを超えるが、約10サイクルを超えれば好ましく、50サイクルを超えればさらに好ましく、約100サイクルを超えれば最も好ましい。
【0130】
テーバー磨耗抵抗
被試験材料の直径7.5cmの磨耗していない円形サンプルは、サンプルの中央部に1.25cmの孔が形成されるように切断する。磨耗していないサンプルの曇りは、Gardner XL211曇り防止システムを使用して測定する。磨耗していないサンプルを使用して、Gardner XL211曇り防止システムを平衡させてゼロに校正する。サンプルは、テーバー磨耗機の固締具に固締する。サンプルは、CS10のホイールおよび500gの荷重を有するテーバー磨耗機を使用して100サイクル磨耗させる。磨耗したサンプルの曇りは、Gardner XL211曇り防止システムを使用して測定する。磨耗した表面と磨耗していない表面との曇りの差を記録する。
【0131】
テーバー磨耗抵抗値は、磨耗したサンプルと磨耗していないサンプルの曇り値の差の割合である。好ましくは、100サイクル後に試験した材料のサンプルのテーバー磨耗抵抗は、約25%未満であり、さらに好ましくは約10%未満であり、最も好ましくは約2%未満である。
【実施例】
【0132】
本発明は、以下の非制限的な実施例を参照するとより良く分かるであろう。実施例に記載するすべての部分、割合、比率などは、特記しない限り重量に基づく。
【0133】
例1
96重量部のイソオクチルアクリレートおよび4重量部のアクリルアミドを含む結合材料溶液は、デラウェア州、ウィルミントンのE.I.DuPont Companyが「VAZO」64という商標で市販している2.2’−アゾビス(イソブチロニトリル)を使用して50%ヘプタン/50%エチルアセテート溶液中で調製した。
【0134】
以下の成分を反応容器に追加した:19.2kgのイソオクチルアクリレート、0.8kgのアクリルアミド、40kgのヘプタンおよび40kgのエチルアセテート。窒素環境下で定期的に攪拌し、温度を70℃〜100℃の間に調節しながら、270gのVAZO(登録商標)64を90gづつ3回容器に追加した。結果として得られたポリマーの転化率は98%だった。2000〜2800cpsおよび固形分レベル19〜23%でブルックフィールド粘度を測定した(12rpmで#3スピンドル)。ポリマーの内部粘度は1g当たり1.25〜1.40だった。
【0135】
粘着性の結合層を有するフィルムの第1シートは、ナイフ塗布機を使用して湿潤厚さ175μmで、15cm×100cm×125μm厚の光学的に透明な2軸延伸コロナ処理ポリエステルフィルムの第2表面に結合材料溶液を塗布して作製した。フィルムの第2表面は、フィルムのコロナ処理表面だった。塗布フィルムは、空気対流炉内において10分間82℃で乾燥させた。塗布フィルムのコーティングの乾燥厚さは20〜25μmだった。この第1シートの粘着性結合層は、光学的に透明なシリコーン塗布ポリエステルフィルムを粘着性結合層に積層して保護した。シリコーン塗布ポリエステルフィルムは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。結合層で被覆されたフィルム表面の反対側の表面を本明細書では剥離表面と記載する。
【0136】
粘着性結合層を有するフィルムの第2シートは、同様の方法で作製した。第2シートの結合層は、鋼ロールと、32N/cm2の圧力でショアーA硬度75のゴム支持ロールとを有する積層機を使用して、第2シートの結合層が第1シートの結合層に接触するように第1シートの剥離表面に積層した。このシートの作製および積層過程は、4枚のシートの積層体が完成するまで繰り返した。
【0137】
例2
例2は、コロナ処理ポリエステルフィルムが170μm厚である点を除いて例1と同じだった。
【0138】
例3
例3は、コロナ処理ポリエステルフィルムが75μm厚である点を除いて例1と同じだった。
【0139】
例4
例4は、コロナ処理ポリエステルフィルムが250μm厚であり、コロナ処理ポリエステルフィルムのサイズが15cm×25cmだった点を除いて、例1と同じだった。
【0140】
例5
例5は、十分な数のシートを作製して一緒に積層し、10枚のシートから成る積層体を作製した点を除いて例1と同じだった。
【0141】
例6
例6は例1と同じだったが、結合材料溶液を上に塗布したフィルムが、剥離層として機能する硬質コーティングを第1表面に備える175μmのポリエステルフィルムだった点が異なる。フィルムおよびコーティングは、マサチューセッツ州、ウースターのFuron Corporationが007PET/0270xハードコートの商品名で市販しているものだった。さらに、剥離層の反対側のフィルム面は、コロナ処理してから、実施例1に記載の結合材料を塗布した。
【0142】
例7
澄んで透明なポリカーボネートの艶出しした22cm×28cm×250μm厚のフィルムは、General ElectricがLexan(登録商標)FR60の商品名で市販しているものを入手した。このフィルムは、第1表面と、反対側の第2表面とを有していた。このフィルムは、フィルムの第1表面に3M906ハードコート、つまりミネソタ州、セントポールの3M Companyが市販している耐酸性アクリルベースの保護コーティングを塗布し、フィルムの一方の面に剥離層および磨耗抵抗性表面を形成した。このコーティング溶液は、イソプロパノールおよびn−ブタノールの50/50混合物で906ハードコートを固形分16%に希釈して調製した。希釈したハードコート溶液100gに、0.075gの均展剤Dow57、つまりミシガン州、ミッドランドのDow Corningが市販しているアルコキシを末端基とするポリシリコーンを添加した。このコーティングは、シリンジを使ってフィルムの第1表面に、垂直位置で約10μm湿潤した状態で塗布した。シートは、82℃で10分間乾燥させた。フィルム上のコーティングは、300ワットの高圧水銀灯を使って、ベルト速度を毎分約30mにして硬化させた。反射放物線ランプハウジングは、光源をコーティング上に収束させた。硬化ユニットは、イリノイ州、プレインビューのRPC Industriesが市販しているモデルII 180133ANだった。結果として得られたハードコ−トの厚さは1〜2μmだった。
【0143】
結合材料は、以下のとおり、VAZO(登録商標)64開始剤を使用して、50%ヘプタン/50%エチルアセテート溶液中で、96重量部のイソオクチルアクリレートおよび4重量部のアクリルアミドから調製した。
【0144】
反応容器には、以下の材料を添加した:19.2kgのイソオクチルアクリレート、0.8kgのアクリルアミド、40kgのヘプタンおよび40kgのエチルアセテート。窒素環境下で定期的に攪拌し、温度を70℃〜100℃の間に調節しながら、270gのVAZO(登録商標)64を90gづつ3回容器に追加した。結果として得られたポリマー溶液の転化率は98%だった。2000〜2800cpsおよび固形分レベル20%でブルックフィールド粘度を測定した(12rpmで#3スピンドル)。ポリマー溶液の内部粘度は1g当たり1.40dlだった。
【0145】
ポリマー溶液は、ナイフ塗布機を使用して湿潤厚さ175μmで、15cm×30cm×50μm厚の光学的に透明な2軸延伸シリコーンを塗布した光学的に透明なポリエステルフィルム(転写フィルム)上に塗布した。このシリコーン塗布ポリエステルは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。塗布フィルムは、空気対流炉内で10分間にわたって82℃で乾燥させて、転写テープを形成した。塗布層の乾燥厚さは、20〜25μmだった。このコーティングを結合層と考えた。この転写テープを転写テープの結合層を介してLexan(登録商標)FR60の非硬質塗布表面に積層した。余分なLexan(登録商標)FR60シートおよび転写テープは、トリミングした積層物が結合層の完全なコーティングを含む領域を有するようにトリミングした。こうしてトリミングした積層物を4枚作製した。
【0146】
シート積層体は、トリミングした第1の積層物の結合層から光学的に透明なポリエステル剥離フィルムを除去し、鋼ロールと、32N/cm2の圧力でショアーA硬度が75のゴム製支持ロールとを備える積層機を使用して、トリミングした第2の積層物の剥離塗布表面に、この剥離フィルムを積層して製造した。トリミングした第3の積層物から光学的に透明な剥離フィルムを除去し、トリミングした最初の2つの積層物の剥離塗布表面に、トリミングした第3の積層物を積層した。この作業を繰り返し、トリミングした4つの積層物の積層体を製造した。
【0147】
例8
例6を繰り返したが、結合層はポリヘキセンから構成した。結合層を塗布されたフィルムは、マサチューセッツ州、ウースターのFuron Corporationが市販している例6に記載の0270xハードコートを含む175μm厚の光学的に透明なポリエステルだった。
【0148】
結合材料は、内部粘度が3.0dl/gのポリヘキセンを使用して調製した。ポリヘキセンは、1997年7月1日に発行されて、3M Companyに譲渡された米国特許第5,644、007号に記載されている方法を使用して調製した。ポリヘキセンは、モノマー1kg当たり0.2〜0.3gのチーグラーナッタ触媒Lynx(登録商標)715を使用して調製した。Lynx(登録商標)715は、Catalyst Resources Inc.が市販しているMgCl2粉末上に支持されたTiCl4である。この触媒については、Academicの「Polymerization of Monomers(モノマーの重合)」第19章、512〜562ページのBoor,Ziegler−Natta Catalysts and Polymerizations(ブーア、チーグラーナッタ触媒および重合)に記載されている。転化率は15%だった。結合材料は、フィルムの剥離層に対向するフィルム面に被覆された。
【0149】
比較例9
ミネソタ州、セントポールの3M Companyが市販している4層のScotch(登録商標)375梱包用テープは、鋼ロールと、32N/cm2の圧力でショアーA硬度75のゴム支持ロールとを有する積層機を使用して一緒に積層した。テープの各層は、10cm×15cmであり、50μmの2軸延伸ポリプロピレン支持体と、この支持体の一方の表面に塗布された37μmのゴムベースの接着剤とを含んでいた。積層体の一番下のシート上の接着剤は、シリコーンを塗布された光学的に透明なポリエステル剥離ライナーで保護されていた。このポリエステル剥離ライナーは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。ライナーを各テープから剥離し、一番下のテープを除いて、1枚のテープの接着層が下のテープのフィルム層に接触するように一緒に積層した。
【0150】
例1〜例8および比較例9について、各種の試験を実施した。試験および得られた結果を以下の表に記載する。
【0151】
【表1】

【0152】
【表2】
【0153】
上記の詳細な説明および実施例は、理解しやすくするために記載したにすぎなず、不必要な制約を考えるべきではない。本発明は、図示して説明した正確な詳細に限定されず、当業者に明白な変形例は、請求の範囲により定義される本発明の範囲に含まれる。
【技術分野】
【0001】
本発明は、たとえば、ガラスもしくはプラスチック製窓、標識またはディスプレイなどのような基板を保護するために貼付される透明なシート積層体を含む物品に関する。一番上のシートは、損傷した後に剥離すると、下の損傷していないシートを露出させることができる。本発明はまた、保護対象の基板にシート積層体を付着させ、その後、一番上のシートが損傷した後に一番上のシートを積層体から引っ張ることにより、ガラスまたはプラスチック製窓、標識およびディスプレーなどのような基板を破壊またはその他表面の損傷から保護する方法に関する。
【背景技術】
【0002】
公共の輸送車両、たとえばバスまたは地下鉄の列車の窓およびガラスは、途方もない数の不正使用の対象になる可能性がある。窓は、清掃時に偶発的に掻き傷を付けられる場合もあるし、公共物破壊により悪意で損傷される場合もある。破壊者は、溶岩、ダイヤモンド、研磨紙または研磨布などのような物を使って窓の表面に掻き傷を付けるか、または窓の表面を擦傷する。また、破壊者は、窓の表面を塗装するか、または着色して窓を損傷する場合もある。清掃過程は、塗装または着色により損傷をなくすことに限られていた。しかし、破壊者によるガラスの掻き傷は、重大な問題を提示する。たとえば、ある大都市では、バスの窓の約40%が掻き傷によって破壊され、こうした掻き傷は、地下鉄列車の窓の場合は約80%に達している。公共輸送の関係者は、この種の落書きを「スクラッチティ(scrathiti)」と呼んでいる。落書きを止めさせる最善の方法は、従来、落書きが行われたら直ちに落書きを除去することだった。この落書き防止方法は、「ゼロ容認」として周知されており、書かれたり塗装されたりする破壊をなくす上できわめて効果的だった。しかし、掻き傷を付けられたガラスは、修理するのが非常に難しくて高く付き、落書きを防止および除去するためのゼロ容認法はコストが非常に高くなる。こうした破壊問題は、都市の輸送システム全体の全体的なイメージを損なう。破壊されたガラスは、公衆による車両に対する安全性の認知が低下するため、交通機関の利用者数が減少する原因になる。こうした破壊は、結局、公共交通システムの収益の損失、および実質的に高額の修理費につながる。
【0003】
スクラッチティ問題に対処するという点で、いくつかの方法が評価された。第1の方法は、マルチステップによる研磨/艶出し法によりガラスを修理してスクラッチティを除去することだった。研磨ステップは、ダイヤモンド研磨剤を使って掻き傷の深さまでガラスを除去してから、より微細な等級のダイヤモンドまたは酸化アルミニウム研磨剤を使って、元の外観になるようにガラスを艶出しすることである。研磨材料は高価であり、ガラスの表面を完全に研磨して艶出しするのに要する時間は、損傷した面積の深さに応じて数時間に達する可能性がある。
【0004】
問題をなくすための第2の方法は、1枚の永久接着剤塗布ポリエステルシートを窓の表面に貼付することだった。ポリエステルシートは十分に厚く、ダイヤモンド、溶岩および殆どの研磨剤による掻き傷から窓を保護することができる。このシートは、一般に、閉じ込められる空気をなくすために、水溶液を使ってガラス上に貼付される。貼付過程は、完了まで約5分から10分要する。シートは、殆どの損傷から窓を良好に保護するが、損傷しやすく、損傷は乗客の目に明白である。シートを剥離するには非常に時間がかかり、シート剥離後に窓に残る残留物の量に応じて、約15分から約60分である。損傷したシートを剥離した後、新しい永久接着剤塗布ポリエステルシートを貼付する必要がある。接着剤塗布ポリエステルシートを剥離し、接着剤残留物をガラスから除去し、新しい永久接着剤塗布ポリエステルシートを貼付して、窓を再度取り付けるのに要する時間は、約2時間に達すると考えられる。窓の保護に使用できる単一永久接着剤塗布ポリエステルシートの例としては、3M Companyが1996年9月に公表したデータシート番号70−0703−7220−0の3M(登録商標)Scotchshield(登録商標)安全保護ウィンドウフィルムおよび3M(登録商標)サンコントロールウィンドウフィルムが挙げられる。
【0005】
交換されたシートは、車両を再び公に使用すると直ちに損傷される可能性があり、コストと時間がかかる交換をさらに行う必要が生じる。
【0006】
窓の掻き傷を修理して窓を掻き傷から保護するために一般に使用される第3の方法は、損傷した窓にエポキシコーティングを塗布することである。(Daniel R.Bowmanが1996年3月25日に発行した「Enhancement of Vehicle Glazing for Vandal Resistance and Durability(破壊抵抗性および耐久性を得るための車両ガラス取付工事の強化)」は、United States Transportation Research Board(米国輸送調査委員会)から入手可能である。)損傷した窓は、一般に先ずきれいにスクラビングしてから、エポキシコーティングを塗布する。エポキシコーティングを使用すると、窓の欠点を充填して、窓を通して標識を読むことができる透明状態まで窓を修復することができる。コーティングを塗布するには、窓を車両から取り外して清掃し、下塗しなければならない。コーティングは、清潔な環境で塗布および硬化させる。しかし、現在入手可能なコーティングは、ガラスに掻き傷を付けるために用いられるのと同じ方法で容易に掻き傷が付けられる。コーティングが損傷すると、第1層に対するコーティングの付着性が低下するため、さらにコーティングを塗布することは難しい。損傷したコーティングを新しいコーティングに替える過程は、時間がかかり、かつ高く付く。
【0007】
問題を解決するもう1つの方法は、本来の損傷していない窓上のシールドとして犠牲的な窓を設けることである。車両の窓は、ポリカーボネートまたはアクリル樹脂のシートのための溝が設計された枠を設けて改造する。剛性の自立式シートを溝内に挿入すると、基部の窓に対する損傷の障壁として作用する。ポリカーボネートシートは、ガラスに掻き傷を付けるために用いられる意図的な方法により容易に掻き傷を付けることができる。この方法は、窓枠まで広範囲にわたって改造する必要がある。さらに、1回の修理当たりの材料費は極端に多く、その結果、この方法のコストは途方もない額になる可能性がある。
【0008】
米国特許第3,785,102号には、非常に薄いポリエチレンまたはポリプロピレンの剥離可能な複数のシートを含むパッドであって、各々のシートが、汚れを靴から除去するためにシート上面に感圧接着剤の非常に薄いコーティングを備え、シート下面には接着剤を備え、各々の連続層が連続する下層に、最終的に床面に剥離可能に付着するパッドが開示されている。こうしたパッドの透明性に関する記述はない。
【0009】
3M Masking and Packaging Systems Divisionは、リントとペットの毛を除去する接着剤付きのシート積層体をPat It(登録商標)リントおよびペットヘアリムーバという商品名、並びに3M Companyが1994年に公表した製品データシート番号70−0705−7091−9、70−0705−0819−0および70−0705−7038−0で販売している。
【0010】
調査情報開示(Research Disclosure)第24109号(1984年5月)には、鏡面に積層された伝達可能かつ剥離可能なプラスチックシート、および電子顕微鏡再生装置の光学的画像形成システムに使用される鏡上にトナーまたは埃が蓄積した時に連続的に剥離できる積層反射型(鏡面付き)剥離可能プラスチックシートが開示されている。層を互いに結合する接着剤は、画像品質の低下を最小限にするために、光学的画像経路の外側にあるシートの境界領域周囲にのみ塗布される。
【0011】
特開平10−167765号には、プラスチックフィルムの光学的に透明なシートをガラスの内面および外面に貼付して窓を清掃する方法が記載されている。このフィルムは、ポリ塩化ビニル、ポリアクリル酸、ポリエステルまたはポリカーボネートから成る。このプラスチックフィルムは薄く、1枚のプラスチックシートのみをガラスの各々の面に貼付する。シートは、損傷された時に剥離する。
【0012】
米国特許第5,592,698号には、レーシングカードライバー用ヘルメットの目および顔面を保護する透明なシールドを通した可視性を維持するための引き剥がし式レンズ積層体であって、タブ部分を備え、タブ部分を掴んで迅速に引き剥がすのを容易にするようにタブ部分の上に突出部が形成されたレンズ積層体が開示されている。積層体に接着剤を使用しない代わりに、レンズは一緒にクリップで留められている。
【発明の概要】
【発明が解決しようとする課題】
【0013】
したがって、窓、ディスプレーおよび標識を保護し、時間および労力を節約するとともに費用効果の高い物品および方法に対する必要性が存在する。
【課題を解決するための手段】
【0014】
本願の発明人は、こうした物品および方法を発見した。本発明は、各々のシートが互いに剥離可能であり、一番上のシートが損傷した時にそのシートを剥離すると新しいシートを露出させることができるシート積層体を含む物品を提供する。この積層体は、たとえばバスまたは列車の窓の内側に貼付して、窓を保護することができる。シートが落書きで損傷されたら、訓練された保守担当者が物品の一番上のシートを剥離し、下にあるきれいな損傷されていないシートを露出させることができる。各々のシートを剥離する時間は非常に速いことが好ましい(約5分未満、より好ましくは約3分未満、最も好ましくは約1分未満であることが好ましい)。さらに、本発明の物品は、費用効果が高いことが好ましい。本発明の好ましい実施態様を使用すると、損傷除去速度および低コストの損傷除去により、公共輸送当局は、公共輸送車両の窓に「ゼロ容認」スクラッチティ防止システムを実施することが可能である。
【0015】
本発明の物品は、落書き、天候または通常の磨耗および引裂による損傷を受けやすい領域にある背光標識または高速道路/道路標識に光学的に適用することができる。
【0016】
本発明は、以下を含む物品を提供する:
シート積層体であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記フィルムの前記第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に前記結合層が結合されるように、前記第1面を介して前記フィルムの第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層と、
を含み、
各々のシートが、シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートに保護フィルムまたは剥離層に接触するように別のシート上に積層されており、
一番上のシートは、このシートをシート積層体から剥離させるとともに、積層体に残るシートが剥離しないように、シートを積層体から引き離すことによりシート積層体から剥離させることができ、
シート積層体は、3メートルのスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の列を読み取ることを可能にするシート積層体。
【0017】
本発明の物品の好ましい実施態様では、物品は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/6メートル以上の視力を示す視力検査表上の列を読み取ることを可能にする。
【0018】
好ましい実施態様では、フィルムの第1面は、同じシートの結合層に結合されない。つまり、各々のシートは、結合層がフィルムの第2面のみを被覆することが好ましい。
【0019】
本発明の物品の好ましい実施態様では、結合層は連続している。
【0020】
好ましい実施態様では、本発明の物品は、対ガラス180°剥離粘着力試験を行った時に、ガラス上に実質的に残留物を残さない(より好ましくはまったく残さない)。
【0021】
本発明の物品の好ましい実施態様では、シート積層体は透明である。
【0022】
本発明の物品の好ましい実施態様では、各々のシートは、貫入抵抗が少なくとも約0.5kg、さらに好ましくは少なくとも約1kg、さらに好ましくは少なくとも約2kg、さらに好ましくは少なくとも約2.5kg、さらに好ましくは少なくとも約3kg、さらに好ましくは少なくとも約3.5kg、最も好ましくは約4kgである。
【0023】
本発明の物品に関しては、シート積層体の曇り値は約10%未満であることが好ましいが、約5%未満であればさらに好ましく、約3%未満であれば最も好ましい。
【0024】
本発明の物品の好ましい実施態様では、フィルムの第2面の表面積のうち、少なくとも約80%(より好ましくは少なくとも約90%、最も好ましくは約100%)に結合層が結合されている。
【0025】
本発明の物品の好ましい実施態様では、結合層は連続しており、結合層が結合されていないフィルムの第2面の任意の面積は余白部である。
【0026】
本発明の物品は、少なくとも約3枚、より好ましくは約5枚から約10枚のシートを含む。
【0027】
本発明の物品の好ましい実施態様では、剥離層が存在し、各シートの剥離層のテーバー磨耗抵抗は、100サイクル後、ASTM D1044−76に従って約25%以下、より好ましくは約10%以下、最も好ましくは約2%以下である。
【0028】
本発明の物品の好ましい実施態様では、結合層は、アクリル樹脂、ゴム、ポリオレフィンおよびこれらの混合物から成る群から選択した材料を含む。
【0029】
本発明の物品の好ましい実施態様では、結合層は感圧接着剤を含む。
【0030】
本発明の物品の好ましい実施態様では、結合層の厚さは、約5〜約150μm、より好ましくは約10〜約25μmである。
【0031】
本発明の物品の好ましい実施態様では、フィルムの厚さは、約25〜約4000μm、より好ましくは約50〜約1000μmである。
【0032】
本発明の物品の好ましい実施態様では、フィルムは、ポリエステル、ポリカーボネート、アクリル樹脂、ポリウレタン、ポリアセチル、ポリオレフィンベースのイオノマー、エチレンビニルアセテートポリマー、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリスチレン、ウレタンアクリレートポリマー、エポキシポリマー、エポキシアクリレートポリマーおよびこれらのブレンドから成る群から選択した材料を含む。
【0033】
本発明の物品の好ましい実施態様では、フィルムは、紫外線吸収剤、紫外線安定剤、難燃剤、煤煙抑制剤、酸化防止剤およびこれらの混合物から成る群から選択した添加剤をさらに含む。
【0034】
本発明の物品の好ましい実施態様では、フィルムは複数の層から成る。
【0035】
本発明の物品の好ましい実施態様では、各々のシートは、引張強さが約20〜約2000kP、伸び率が約5〜約1000%、引裂強さが約0.05から約5kgである。さらに好ましくは、各々のシートは、引張強さが約70〜約1400kP、伸び率が約5〜約500%、引裂強さが約0.5から約2.5kgである。最も好ましくは、各々のシートの引張強さは約350〜約1000kP、伸び率が約20〜約100%、引裂強さが約1.5〜約2.5kgである。
【0036】
本発明の物品の好ましい実施態様では、剥離層が存在する。
【0037】
本発明の物品の好ましい実施態様では、剥離層の厚さは、約0.1〜約25μm、より好ましくは約2.5〜約5μmである。
【0038】
本発明の物品の好ましい実施態様では、剥離層は、アクリレート、メタクリレート、ウレタン、シリコーン、ポリオレフィン、フルオロカーボンおよびこれらの混合物から成る群から選択した材料を含む。
【0039】
本発明の物品の好ましい実施態様では、各々のシートの結合層は、難燃剤、煤煙抑制剤、酸化防止剤、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分をさらに含む。
【0040】
本発明の物品の好ましい実施態様では、一番上のシートは、粘着性棒(wand)でシートを掴み、シートをシート積層体から引き離すことにより剥離させることができる。
【0041】
本発明の物品の好ましい実施態様では、物品は複数のタブを含み、個々のタブは、一番上のシートのタブを使って一番上のシートをシート積層体から引き離すことができるように、各シートの結合層の第2面の一部分に結合される。
【0042】
各々のシートに関する本発明の物品の好ましい実施態様では、フィルムの余白部の少なくとも一部分には、類似の位置に結合材料が結合されず、一番上のシートは、障壁フィルムの一部分を掴んで剥離させることができるので、一番上のシートに結合材料を結合して、一番上のシートを積層体から引き離す必要はない。各々のシートについて最も好ましくは、結合材料が結合されていない余白部部分はシートの隅である。
【0043】
各々のシートに関する本発明の物品の好ましい実施態様では、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料の粘着性がない部分でシートを掴んで、積層体からシートを引き離すことにより剥離させることができる。各々のシートについて最も好ましくは、結合材料の粘着性がない余白部部分は、シートの隅である。
【0044】
本発明の物品の好ましい実施態様では、各々のシートは、シートの余白部においてシートを貫通して延在する孔を有し、シートのこの孔は、孔が重ならないように互い違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できる工具を使用して、シート積層体から剥離させることができる。
【0045】
本発明は、以下を含む構造をさらに提供する:
(i)シート積層体を含む物品であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層は、フィルムの第2面の表面の少なくとも中央部が結合層に接触し、フィルムの第2面の表面の少なくとも約50%に結合層が結合され、各々のシートについて、フィルムの第1面は同一シートの結合層に結合しように、第1面を介してフィルムの第2面に結合される結合層と、
(c)フィルムの第1面を被覆する任意の剥離層とを含み、
各々のシートが、シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートの保護フィルムまたは剥離層に接触するように別のシート上に積層され、
一番上のシートは、シートが積層体から剥離するとともに、積層体に残るシートが層間剥離しないように、一番上のシートを積層体から引き離すことにより、シート積層体から剥離させることができ、
シート積層体は、3メートルスネレン視力検査表を使用して視力試験した場合、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の線を読み取ることを可能にする物品と、
(ii)物品が一番下のシートの結合層を介して結合されている基板。
【0046】
本発明の物品の好ましい実施態様では、基板は、ガラス、金属、プラスチック、塗装表面、木材、織物、壁紙、セラミック、コンクリート、鏡面、プラスチック/ガラス積層物、およびこれらの組合せから成る群から選択した材料を含む。
【0047】
本発明の物品の好ましい実施態様では、基板は構造の一部である。最も好ましくは、構造は、窓、壁、仕切り、標識、広告掲示板、アートワーク、建物、エレベータ、車両、家具およびドアから成る群から選択する。
【0048】
好ましい実施態様では、構造は、窓であって、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造が、物品の少なくとも1つの縁部上に延在するように窓の少なくとも一部分に取り付けられる枠をさらに含む窓から成る。枠は、物品のすべての縁部上に延在することが好ましい。
【0049】
本発明のもう1つの好ましい実施態様では、構造は、窓であって、
物品が複数のタブをさらに含み、一番上のシート上のタブを使用して一番上のシートをシート積層体から引き離すことができるように、個々のタブが各シートの結合層の第2面の一部分に結合され、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、物品の少なくとも1つの縁部上に延在してタブを被覆するように窓の少なくとも一部分に取り付けられる枠をさらに含む窓から成る。
【0050】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
各々のシートに関して、フィルムの余白部の少なくとも一部分には、類似の位置に結合材料が結合されず、一番上のシートは、障壁フィルムの一部分を掴んで剥離させることができて、一番上のシートに結合材料を結合して、一番上のシートを積層体から引き離す必要がなく、
物品は、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、窓の少なくとも一部分上に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、結合層が結合されていないフィルム余白部部分上に延在する枠をさらに含む窓から成る。
【0051】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
物品の各シートについて、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料の粘着性がない部分でシートを掴んで、積層体からシートを引き離すことにより除去させることができ、
物品が、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、構造が、窓の少なくとも一部分に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、少なくとも結合材料に粘着性がないシート余白部部分上に延在する枠をさらに含む窓から成る。
【0052】
構成のもう1つの好ましい実施態様では、構造は、窓であって、
物品の各々のシートが、シートの余白部においてシートを貫通して延在する孔を有し、シートのこれら孔は、孔が重ならないように互い違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できる工具を使用して、シート積層体から剥離させることができ、
物品が、一番下のシートの結合層を介して窓に結合され、少なくとも1つの縁部を有し、
構造は、窓の少なくとも一部分に取り付けられる枠であって、物品の少なくとも1つの縁部上に延在するとともに、シートの少なくとも孔上に延在する枠を有する窓から成る。
【0053】
構成のもう1つの好ましい実施態様では、
構造は、窓を含む車両から成り、
物品は、一番下のシートの結合層を介して窓に結合される。最も好ましくは、車両は、バス、列車および地下鉄から成る群から選択する。
【0054】
本発明は、以下のステップを含む方法をさらに提供する:
(a)シート積層体であって、各々のシートが個々に、
(i)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(ii)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層が、フィルムの第2面の表面の少なくとも中央部が結合層に接触し、フィルムの第2面の表面の少なくとも約50%に結合層が結合され、各々のシートについて、フィルムの第1面は同一シートの結合層に結合されないように結合層の第1面を介してフィルムの第2面に結合される結合層と、
(iii)フィルムの第1面を被覆する任意の剥離層とを含み、
シート積層体の一番下のシートを除いて、シートの結合層が、在る場合、下のシートの保護フィルムまたは剥離層に接触するように、各々のシートが別のシート上に積層され、
一番上のシートは、一番上のシートを積層体から剥離させるとともに、積層体に残るシートが剥離しないように、一番上のシートを積層体から引き離すことによりシート積層体から剥離させることができ、
シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表の列を読み取ることを可能にする、
シート積層体を物品の一番下のシートの結合層を介して基板に貼付するステップと、
(b)物品の一番上のシートが損傷されるステップと、
(c)除去されるシートも、残るシート積層体も層間剥離しないように、物品の損傷した一番上のシートを掴んで積層体から引き離すことにより一番上のシートを剥離させて、次に物品の一番上のシートになる物品の下のシートを露出させるステップ。
【0055】
本発明の方法の好ましい実施態様では、ステップ(b)および(c)は、少なくとも1回繰り返す。より好ましくは、ステップ(b)および(c)は、一番下のシートが除去されるまで繰り返し、一番下のシートは、除去された後、(最も好ましくは)基板上に接着剤残留物を実質的に残さない。
【図面の簡単な説明】
【0056】
【図1】図5の構成の線1−1に沿って切った断面図である。
【図2】図6の構成の線2−2に沿って切った断面図である。
【図3】図7の構成の線3−3に沿って切った断面図であり、損傷した一番上のシートを剥離して、新しい一番上のシートを露出させている状態を示す。
【図4】線4−4に沿って切った図8の構成の断面図を示し、損傷されていない4枚のシートの積層体を示す。図4は、損傷した一番上のシートが除去されている点を除いて、図3と同じである。
【図5】窓に付着させた本発明の物品を含む構成の平面図である。
【図6】物品の一番上のシートが岩石によって損傷している、図5の構成の平面図を示す。
【図7】損傷した一番上のシートを剥離して損傷していないシートを露出させようとしている、図6に示す構成の平面図を示す。
【図8】損傷したシートを除去して、損傷していないシートが露出された後の図7に示す構成の平面図を示す。
【図9】窓に付着させた本発明の物品を含む構成の平面図を示し、枠が物品の縁部上に延在している。
【図9A】図9の構成の平面図を示し、物品の一番上のシートは岩石によって損傷している。
【図9B】枠が取り外された図9Aの構成の平面図を示し、損傷した一番上のシートを剥離して損傷していないシートを露出させようとしている状態である。
【図10】窓上の本発明の物品と、物品の縁部を被覆する枠とを含む構成の平面図である。
【図10A】物品の一番上のシートが岩石によって損傷している、図10の構成の平面図を示す。
【図10B】枠を取り外し、損傷した一番上のシートを剥離して、損傷していないシートを露出させようとしている、図10Aの構成の平面図を示す。
【図11】線11−11に沿って切った図9Bの構成の断面図である。
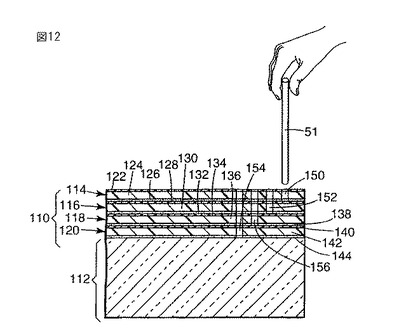
【図12】線12−12に沿って切った図10Bの構成の断面図である。
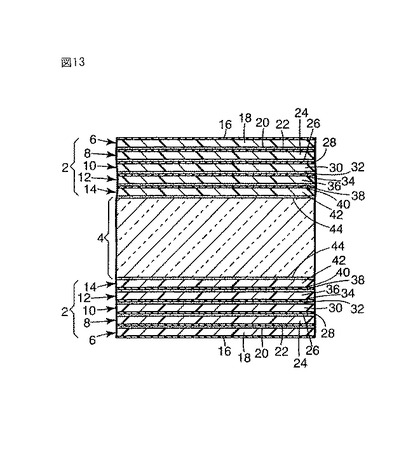
【図13】各々の面に保護用物品が付着された窓を含む本発明の構成のもう1つの実施態様の断面図である。
【発明を実施するための形態】
【0057】
物品
本発明の物品については、シート積層体は視力に影響しないことが好ましい。視力への影響度の試験については、本明細書で後に記載する。この試験を使用すると、観察者が本発明の物品を通して見た場合に画像を識別する効果を判定することができる。
【0058】
好ましくは、物品(並びにシート積層体および個々のシート各々)は、曇り値が約10%未満であり、さらに好ましくは約5%未満、最も好ましくは約3%未満である。
【0059】
本発明の物品、および物品を構成するシートは一般に無色だが、任意に着色されても良い。シートは、シート上、一般には各シートの縁部上に図形を任意に有しても良い。
【0060】
シート
好ましくは、本発明の物品は、少なくとも約3枚のシート、一般には約5枚から約10枚のシートを含む。好ましくは、各々のシートは、同じ長さ、幅および形状を有する。好ましい実施態様では、各々のシートは矩形である。
【0061】
各々のシートは、ガラス窓および露出した一番上のシートの下にあるシートなど、保護される基板に対する損傷を好ましくは防止するために、保護障壁を提供することが好ましい。シートは、掻き傷を生じる従来の工具、たとえば剃刀の刃、ナイフ、溶岩、研磨布、ダイヤモンド、および炭化物の先端が付いた針による貫入および損傷に耐えることが好ましい。好ましくは、少なくとも1枚(より好ましくは各々)のシートは、少なくとも約0.5kg、より好ましくは少なくとも約2kg、最も好ましくは約4kgの貫入抵抗性を有する。
【0062】
視力および色に対する影響は、様々な環境条件に暴露した後に安定していることが好ましい。
【0063】
シートは、好ましくは連続する要素で容易に剥離することが好ましい。シートの完全性および剥離性を評価する以下の試験を使用すると、シートの剥離性を予測するのに役立つ。
【0064】
好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D882に従って試験した場合の引張強さが約20〜約2000kPであり、より好ましくは約70〜約1400kP、最も好ましくは約350〜約1000kPである。好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D882に従って試験した場合の伸び率が約5〜約1000%であり、より好ましくは約5〜約500%、最も好ましくは約20〜約100%である。
【0065】
好ましくは、少なくとも1枚のシート(より好ましくは各々のシート、および各々のシートを構成する各々のフィルム)は、ASTM D1004に従って試験した場合の引張強さが約0.05〜約5kgであり、より好ましくは約0.5〜約2.5kg、最も好ましくは約1.5〜約2.5kgである。
【0066】
フィルム
好ましくは、フィルムは、ポリエステル、ポリカーボネート、アクリル樹脂、ポリウレタン、ポリアセチル、ポリオレフィンベースのイオノマー、エチレンビニルアセテートポリマー、ポリエチレン、ポリプロピレン、ポリ塩化ビニル、ポリスチレン、ウレタンアクリレートポリマー、エポキシポリマー、エポキシアクリレートポリマー、およびこれらのブレンドから成る群から選択した材料を含む。一実施態様では、フィルムは複数の層を含む。
【0067】
フィルムの厚さは、フィルムに加わる損傷の種類、およびフィルムの組成物によって決まる。一般に、フィルムの厚さは、重量、視力および経済性の点で約25〜約4000μmであるが、好ましくは約50〜約1000μm、最も好ましくは約50〜約250μmである。
【0068】
フィルムは、紫外線および/または熱に暴露された場合のフィルムの耐久性を高める安定剤および充填剤を任意にさらに含むことができる。フィルムには、フィルムの可燃性、または燃焼時の煤煙の発生を減少させる添加剤も含むことができる。
【0069】
結合層
結合層は、フィルム層間に安定した結合を提供することが好ましい。結合層は、使用時に予想される環境条件下でシートが早期に分離するのを防ぐことを意図されている。結合層は、フィルム間の光学的に透明な界面として作用する役割を果たすことが好ましい。しかし、結合層は、下のシートのフィルムに結合するよりも容易に、同じシートのフィルムに結合しなければならない。
【0070】
好ましい実施態様では、フィルムの第1面は結合層に結合しない。結合層、およびシートを構成するその他の層は、環境条件に暴露された時に色が変化しないことが好ましい。さらに、結合層の安定性は、広範な条件に暴露された時に著しく変化しないことが好ましい。
【0071】
結合層は、感圧接着剤系または非感圧接着剤系を含むことができる。結合層は、感圧接着剤を含むことが好ましい。結合層は、アクリル樹脂、たとえば熱硬化、紫外線硬化または電子ビーム硬化し、溶液型、水性または100%固体であるアクリル樹脂;ゴム、たとえば熱可塑性ゴム、ブロックコポリマー、天然ゴムまたはシリコーンゴム;およびポリオレフィン、たとえばエチレンビニルアセテートポリマー、ポリ−αオレフィン(C3−C10)コポリマー、またはポリ−αオレフィンとエチレンまたはプロピレンベースのポリマーとのブレンド;並びにこれらの混合物から成る群から選択した材料を含むことが好ましい。
【0072】
結合層は、所望の特性を得るために、粘着付与剤、オイル、安定剤、難燃剤、充填剤およびこれらの混合物から成る群から選択した成分を任意にさらに含むことができる。好ましくは、結合層は、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分をさらに含む。好ましくは、紫外線吸収剤、紫外線安定剤およびこれらの混合物から成る群から選択した成分は、紫外線による物品の劣化を防ぐ量だけ、結合層全体の重量に基づいて好ましくは約0.5〜約1重量%使用する。
【0073】
好ましくは、フィルムの第2面の少なとも約80%、より好ましくは少なくとも約90%、最も好ましくは約100%の表面積に結合層を結合する。結合層は連続していることが好ましい。結合層で被覆されないフィルムの領域は、余白部であることが好ましい。
【0074】
結合層の厚さは、約5〜約150μmであることが好ましいが、約10〜約50μmであればさらに好ましく、約10〜約25μmであれば最も好ましい。
【0075】
任意の剥離層
任意の剥離層は、フィルム表面に容易に掻き傷が生じるのを防ぎ、さらに上のシートの結合層に対する剥離面を提供できることが好ましい。この任意の剥離層は、様々な環境に暴露された後に結合を維持するように、フィルムに結合することが好ましい。さらに、剥離層は、環境に暴露された後に透明性を保つことが好ましい。剥離層は、時間が経過しても引掻抵抗性を維持することが好ましい。剥離層は、結合層に安定して付着し、上のシートを剥離するための一貫した表面を提供することが好ましい。
【0076】
好ましくは、剥離層が存在する場合、剥離層の厚さは約0.1〜約25μmであり、より好ましくは約2.5〜約5μmである。
【0077】
好ましくは、剥離層は、アクリレート、メタクリレート、ウレタン、ポリオレフィン、シリコーン、フルオロカーボンなどのようなフルオロケミカル、およびこれらの混合物から成る群から選択した材料を含む。
【0078】
米国特許第5,633,049号には、熱可塑性樹脂の透明性、特に航空機の窓などの透明性を確保するために保護コーティングを施す方法が記載されている。このコーティングは、アクリル酸の多官能価エチレン系不飽和エステル、メタクリル酸の多官能価エチレン系不飽和エステル、またはこれらの組合せ、およびアクリルアミドを含み、シリカを含まない保護コーティング先駆物質組成物から調製される。こうした保護コーティングは、本発明の物品の剥離コーティングとして有用である。
【0079】
剥離層は、磨耗抵抗性を強化するために、米国特許第5,104,929号に記載されているように、セラマー粒子などのような充填剤を任意にさらに含むことができる。
【0080】
剥離層に対する結合層の付着は、たとえばシリコーン、アクリル樹脂またはフルオロケミカルなどのような流動性添加剤を剥離層に含むことにより調整することができる。
【0081】
剥離層は、シートのテーバー磨耗抵抗を改善するように任意に選択することができる。良好なテーバー磨耗抵抗性を提供する剥離材料としては、多官能価アクリレートまたはメタクリレートが挙げられるが、これらだけに限らない。
【0082】
フィルム層の上面の剥離層は、シート全体に均一な剥離性能を与えることができる。任意に、差別的な剥離層でフィルム表面を被覆することができる。こうした差別的な剥離層を使用すると、より容易にシート積層体からシートを最初に分離することができる。差別的な剥離は、たとえば、容易な剥離を提供する材料でシートの縁部および/または隅を被覆し、より剥離しにくい材料でシート表面のその他の部分を被覆することにより得られる。
【0083】
(メト)アクリル酸の適切な多官能価エチレン系不飽和エステルは、たとえば、エチレングリコール、トリエチレングリコール、2,2−ジメチル−3,3−プロパンジオール、1,3−シクロペンタンジオール、1−エトキシ−2,3−プロパンジオール、2−メチル−2,4−ペンテンジオール、1,4−シクロヘキサンジオール、1,6−ヘキサンメチレンジオール、1,2−シクロヘキサンジオール、1,6−シクロヘキサンジメタノールなどのような脂肪族ジオールのジアクリル酸およびジメタクリル酸エステルを含む多価アルコールのポリアクリル酸またはポリメタクリル酸エステル;グリセリン、1,2,3−プロパントリメタノール、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、1,3,6−ヘキサントリオールおよび1,5,10−デカントリオールなどのような脂肪族トリオールのトリアクリル酸およびトリメタクリル酸エステル;トリス(ヒドロキシエチル)イソシアヌレートのトリアクリル酸およびトリメタクリル酸エステル;1,2,3,4−ブタンテトロール、1,1,2,2−テトラメチロールエタン、1,1,3,3−テトラメチロールプロパン、およびペンタエリトリトールテトラアクリレートなどのような脂肪族トリオールのテトラアクリル酸およびテトラメタクリル酸エステル;アドニトールなどのような脂肪族ペントールのペンタアクリル酸およびペンタメタクリル酸エステル;ヘキソールのヘキサアクリル酸およびヘキサメタクリル酸エステルである。
【0084】
好ましくは、剥離層が存在し、少なくとも1枚のシート(好ましくは各々のシート)の剥離層は、100サイクル後にASTM D1044−76に従って測定して、テーバー磨耗抵抗性が約25以下(より好ましくは約10以下、最も好ましくは約2以下)である。結合層がフィルムに十分に固定される場合、剥離層は必要ない。たとえば、結合層で被覆されたフィルム表面は、化学的に下塗りするか、またはコロナ放電処理もしくは火炎処理で酸化させることができる。結合層で被覆されていないフィルム表面には、表面処理を行わない。フィルムの2面間の付着性の相違は、シートを積層体からきれいに分離するのを促進する。フィルムは、結合層に使用する溶剤またはモノマー中で可溶性でも良い。結合層で可溶性フィルムを被覆して硬化または蒸発させると、結合層はフィルムと絡み合う。被覆されたフィルム表面に対する結合層の付着は、付着力の差によってシート積層体内の積層表面に対する付着よりも大きいので、シートを積層体からきれいに分離させることができる。
【0085】
任意の下塗層
任意の下塗層を使用すると、結合層と同一シートのフィルムとの間に付着が促進された界面を形成することができる。あるいは、フィルム表面は、様々な環境におけるコロナ放電処理により、または火炎を使用して変性させて、結合層と同一シートのフィルムとの間の付着を促進することができる。下塗層は、たとえばアジリジンベースの下塗層、または高エネルギー放射線を使ってフィルム表面に重合させたアクリルアミド/多官能価アクリレートなどのようなグラフト結合表面でよい。下塗層のその他の例としては、たとえばアクリル樹脂、ポリ塩化ビニリデン、および溶液塗布ポリエステルが挙げられる。
【0086】
下塗層は、たとえば、結合層に類似する組成物を含む高粘着性の感圧接着剤でよい。下塗層は、たとえば、フィルムの構成要素として形成された同時押出し界面、またはフィルム上に塗布される樹脂溶液で良い。
【0087】
本発明の物品の作製
本発明の物品は、多くの様々な方法で製造することができる。本発明の物品を製造する1つの方法は、任意の剥離コーティングでフィルム表面を被覆することである。剥離コーティングは、たとえばロール塗布、グラビア塗布、またはエアナイフ塗布工程で施すことができる。コーティング中に存在する溶剤は、オーブン内で蒸発させる。次に、剥離コーティングを紫外線または電子ビームで硬化させる。あるいは、フィルムの反対側の表面は、コロナ放電処理または火炎処理などのような表面処理で任意に下塗することができる。下塗は、化学的下塗でも良い。化学的下塗は、フィルムメーカーが予め施してあるか、またはロール塗布、グラビア塗布もしくはエアナイフ塗布工程で施すことができる。溶剤は、下塗層から蒸発させる。下塗層は、溶液またはラテックスのノッチバー塗布、カーテン塗布またはスロットダイ塗布を含む様々な方法により、結合層で被覆することができる。結合層を施すもう1つの方法は、100%固体結合層を押出し塗布することである。コーティングの化学的性質に応じて、結合層の材料を乾燥および/または硬化させて、最終的なポリマーを形成する。結合層が室温で粘着性である場合、結合層は、滑らかな剥離フィルムで保護することが好ましい。シート積層体は、剥離ライナーを結合層から除去し、結合層を隣接シートの剥離表面に積層して構成される。積層体内のシートの数は、最終的な用途によって決まる。シート積層体は、鋼尺ダイによるダイカット、レーザまたは水噴射により所望の形状に切断することができる。
【0088】
シート積層体を形成するもう1つの方法は、下塗した表面と、反対側の剥離表面とを備えるフィルムを製造することである。紫外線硬化性液体結合層を1枚のフィルムの下塗表面に形成し、液体状態で後続フィルムの剥離表面に積層する。液体を硬化させる。紫外線硬化性液体結合層を第3のフィルムの下塗表面に形成し、第1の積層シートの露出剥離表面に積層する。液体が硬化すると、3枚のシートの積層体が形成される。この積層および硬化工程は、積層体に所望の数のシートが得られるまで繰り返すことができる。
【0089】
本発明の物品を製造するその他の方法も可能である。
【0090】
基板に対する物品の貼付
本発明の物品は、多くの様々な方法で基板に貼付することができる。たとえば、本発明の物品は、25%イソプロパノール/75%水溶液などのようなアルコール/水溶液を基板表面に噴霧して貼付することができる。剥離ライナーをシート積層体の一番下のシートから除去して結合層を露出させ、露出した結合層にも、同じイソプロパノール/水溶液を噴霧する。基板と飽和した結合層とを接触させて、ローラまたはスキージーを使って過剰な溶液を界面から除去する。シート積層体は、たとえば0.5%のJoy(登録商標)食器用洗剤および99.5%の水溶液など、食器用洗剤を水に加えた希釈溶液を使って基板に貼付することもできる。シート積層体は、液体の界面がない高圧積層で基板に直接貼付しても良い。シート積層体は、紫外線硬化性コーティングを基板に液体界面として塗布することにより基板に貼付することもできる。シート積層体を貼付し、ローラまたはスキージーで過剰な空気を除去し、コーティングを硬化させる。
【0091】
シートの剥離
本発明の物品の一実施態様では、一番上のシートは、接着性棒を使ってシートを掴み、シートをシート積層体から引き離して剥離することができる。
【0092】
もう1つの実施態様では、本発明の物品は、複数のタブをさらに含み、個々のタブは、一番上のシート上のタブを使用して、一番上のシートをシート積層体から引き離すことができるように、各々のシートの結合層の第2面に結合される。
【0093】
本発明の物品のもう1つの実施態様では、各々のシートについて、フィルム余白部の少なくとも一部分には、類似の位置に結合材料を付着させず、一番上のシートは、障壁フィルム部分を掴んで剥離させることができるので、結合材料を当該部分に付着させて、一番上のシートを積層体から引き離す必要はない。好ましくは、各々のシートについて、結合材料が付着していない余白部部分はシートの隅である。
【0094】
本発明の物品のもう1つの実施態様では、各々のシートについて、結合材料の余白部の少なくとも一部分は、類似の位置において粘着性がなく、一番上のシートは、結合材料に粘着性がない部分でシートを掴み、シートを積層体から引き離すことにより剥離させることができる。好ましくは、各々のシートについて、結合材料に粘着性がない余白部部分はシートの隅である。
【0095】
本発明の物品のもう1つの実施態様では、各々のシートには、シートの余白部(好ましくは同じ余白部)においてシートを貫通して延在する孔があり、シート内のこの孔は、孔が重ならないように互いに違いに配置され、一番上のシートは、一番上のシートの孔に挿入して一番上のシートを積層体から引き離すために使用できるピックなどのような工具を使用して積層体から剥離させることができる。
【0096】
本発明の物品は、以下の図1〜図13を参照するとより良く理解することができる。図1は、図5の構成の線1−1に沿って切った断面図である。本発明の物品2は、結合層44を介してガラス窓枠4に結合される。物品2は、一緒に結合された5枚のシート6、8、10、12および14)の積層体から成る。図1の一番上のシートであるシート6は、上の剥離層16と、内側のフィルム層18と、下の結合層20とを含む。シート8は、上の剥離層22と、内側のフィルム層24と、下の結合層26とを含む。シート10は、上の剥離層28と、内側のフィルム層30と、下の結合層32とを含む。シート12は、上の剥離層34と、内側のフィルム層36と、下の結合層38とを含む。物品2の一番下のシートであるシート14は、上の剥離層40と、内側のフィルム層42と、下の結合層44とを含む。
【0097】
図2は、図6の構成の断面図である。図2は、岩石46によって掻き傷48を付けられた一番上のシート6を示す。
【0098】
図3は、図7の構成の断面図であり、損傷した一番上のシート6を剥離し、新しい一番上のシート8を露出させている状態を示す。各々のシートの隅余白部の一部分に沿って結合材料がないため、21を掴んでシートを剥離させるのに都合の良い場所が設けられている。
【0099】
図4は、図8の構成の断面図であり、損傷していない4枚のシートから成るシート積層体を示し、一番上のシートはシート8になっている。図8は図7と同じだが、損傷した一番上のシート6が除去されている点が異なる。
【0100】
図5は、窓上に本発明の物品2を含む構成の平面図である。観察者53は、損傷していない窓4および物品2を通して樹木50を見ることができる。リム52は、窓4の周囲に延在する。
【0101】
図6は、図5の構成の平面図を示し、物品2の一番上のシート6は岩石46によって損傷されている。
【0102】
図7は、図6の構成の平面図を示し、損傷したシート6を剥離して、損傷していないシート8を露出させようとしている状態である。
【0103】
図8は、図7の損傷したシート6を剥離して、損傷していないシート8を露出させた後に、観察者53が樹木50を明確に見ることができることを示す。
【0104】
図9は、結合層94(図示しない)を介して窓のガラス窓枠62(図示しない)に結合された本発明の物品60を含む構成の平面図である。窓は、窓枠と、窓枠が配置される枠組みとを含む。(本発明の物品は、一般に窓枠、一般に窓枠全体に結合される。)(図9に示さない部品を図11に示す。)図11は、線11−11に沿って切った図9Bの断面図である。物品60は、一緒に結合された4枚のシート(64、66、68および70)を含む。一番上のシートであるシート64は、上の剥離層72と、内側のフィルム層74と、下の結合層76とを含む。シート66は、上の剥離層78と、内側のフィルム層80と、下の結合層82とを含む。シート68は、上の剥離層84と、内側のフィルム層86と、下の結合層88とを含む。物品60の一番下の層であるシート70は、上の剥離層90と、内側のフィルム層92と、下の結合層94とを含む。タブ96、98、100および102は、タブ上のシートの結合層に結合するように、シート64、66、68および70の間に配置される。タブを被覆する枠52は、窓の枠組みに取り付けられる。観察者53は、損傷していない窓62および物品60を通して樹木50を見ることができる。リム52は、窓の周囲に延在する。
【0105】
図9Aは、図9の物品構成の平面図を示し、物品の一番上のシート64は、岩石に46により損傷している。掻き傷61が示されている。
【0106】
図9Bは、枠52を取り外してタブを露出させ、一番上の損傷したシート64を剥離して、損傷していないシート66を露出させようとしている状態の図9Bの構成の平面図を示す。
【0107】
図10は、窓枠112(図12に示す)上に物品110を含む構成の平面図である。観察者53は、損傷していない窓および物品を通して樹木50を見ることができる。リム52は、窓の周囲に延在する。枠56は窓枠に取り付けられ、貫通孔53、55、57および59(図示しない)上に延在する。
【0108】
図10Aは、図10の構成の平面図を示し、物品の一番上のシートは岩石46により損傷されている。掻き傷は、47として示す。
【0109】
図10Bは、図10Aの構成の平面図を示し、枠56を取り外し、損傷した一番上のシート114を剥離して、損傷していないシート66(図示しない)を露出させようとしている状態を示す。
【0110】
図12は、図10Bの線12−12に沿って切った断面図である。本発明の物品110は、結合層144を介してガラス窓112に結合されている。物品110は、一緒に結合された4枚のシート(114、116、118および120)の積層体を含む。一番上のシートであるシート114は、上の剥離層122と、内側のフィルム層124と、下の結合層126とを含む。シート116は、上の剥離層128と、内側のフィルム層130と、下の結合層132とを含む。シート118は、上の剥離層134と、内側のフィルム層136と、下の結合層138とを含む。一番下のシートであるシート120は、上の剥離層140と、内側のフィルム層142と、下の結合層144とを含む。貫通孔154、156、152および150は、積層体を製造した後に、シート114、116、118および120内に形成される。これら貫通孔は、一番上のシートの上から見て、物品の余白部に沿って互い違いに配置される。
【0111】
図13は、本発明の物品2が両面に結合された窓枠4の断面図を示す。こうした物品は、本明細書中に記載する好ましい視力および曇り値を有することが好ましい。各々の物品2は、一番上のシート6(保護される基板から最も遠い露出シート)、シート8、 10、12および14を含む。シート 6は、上の剥離層16と、内側のフィルム層18と、下の結合層20とを含む。シート8 は、上の剥離層22と、内側のフィルム層24と、下の結合層26とを含む。シート10は、上の剥離層28と、内側のフィルム層30と、下の結合層32とを含む。シート12は、上の剥離層34と、内側のフィルム層36と、下の結合層38とを含む。シート14 は、上の剥離層40と、内側のフィルム層42と、下の結合層44とを含む。
【0112】
試験方法
貫入抵抗
ミシガン州、ヒルズデールのAdvanced Coating Technologiesが市販している白色に塗装した鋼パネルを基板として使用する。50mm×150mmの試験サンプルは、3M Companyが市販しているNO.232のScotch(登録商標)マスキングテープの100mm×50mmの断片をサンプルの長い縁部に沿って使用して、サンプルの125mm×50mm部分が塗装パネルに直接接触するように鋼パネルの塗装表面に固定する。(シート、またはシート積層体の場合、露出する接着剤層を塗装パネルに接触させて配置する。)上面にサンプルを有するパネルは、許容荷重が20kgの電子秤上に配置する。秤で力を計る際、パネルおよびサンプルの合計重量を計算に入れる。ステンレス鋼で被覆した工業用の1枚刃剃刀を使用して、0.5kgの力を試験サンプルに加え、2秒間保持する。剃刀を試験サンプルから取り外し、元の試験位置から0.5cm離れた位置で力を加え、剃刀を取り外す作業を同様に繰り返す。この第2の位置から0.5cm、第1の位置から少なくとも0.5cm離れた位置で力を加えて剃刀を取り外す作業を繰り返し、この力レベルで3回繰り返す。Sanford Corp.が市販している黒色のSharpie(登録商標)フェルト先端付き永久マーカーを使って、力を加えた試験領域を着色する。インクは、剃刀で傷付けた試験サンプルの領域を流れ、白色金属パネル上に痕跡を生じる。試験サンプルを基部パネルから取り外し、基部パネル上に痕跡があるかどうか観察する。痕跡がない場合、サンプルは試験に合格したことになる。痕跡がある場合、サンプルは試験に不合格である。試験で以下の力を使用して試験を繰り返す:1kg、1.5kg、2kg、2.5kg、3kg、3.5kgおよび4kg。サンプルに剃刀が入るのに要した力を記録する。
【0113】
観察者の視力に対するサンプルの効果
6メートル/6メートルの視力を有する観察者は、3メートルスネレン視力検査表から3メートルの場所に位置し、片方の眼を多い、覆っていない方の眼で、6メートル/6メートルの視力に相当する列を読み取る。観察者は、裸眼で6メートル/6メートルの視力を有するか、または試験時に補正レンズを使用するなら、その補正レンズを使って6メートル/6メートルの視力を有する場合、6メートル/6メートルの視力を有すると考える。評価する物品または材料の75mm×75mmのサンプルは、観察者の他方の眼を覆った状態で、覆われていない方の眼の前3cmに配置し、サンプルに視力の損失が生じるかどうかを判定する。サンプルに保護剥離ライナーがある場合、剥離ライナーを除去してから試験を行う。観察者が、6メートル/6メートルの視力を示す文字の列をなお読み取ることができる場合、サンプルには視力の障害が生じなかったと考える。6メートル/6メートルの視力を示す列を読み取ることができない場合、なお読み取ることができる最小の列を記録する(たとえば、6メートル/9メートル、6メートル/12メートル、6メートル/16メートル、6メートル/18メートルなど)。
【0114】
23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
支持フィルムは、以下のように作製する。3M Companyが市販している467VHB(登録商標)転写接着剤の105mm×305mmの断片をロールから剥離する。この転写接着剤は、紙ライナー上に塗布したアクリル接着剤であり、紙ライナーの両面は、接着剤が他方の面よりも早く一方の面から剥離するように差別的シリコーン剥離剤で処理されている。転写接着剤のシートは、ミシガン州、ヒルズデールのAdvanced Coatings Technologyが市販している100mm×300mmの矩形白色塗装金属パネルの表面全体に積層した。剥離ライナーを転写テープから取り除き、金属パネルの表面全体の接着剤を露出させる。接着剤には、フィルム/接着剤/パネルの積層物に気泡が生じないように、110mm×320mmのフィルムを貼付する。フィルムは、剥離面(剥離層、または剥離層が存在しない場合は、フィルムの第1面の表面)が、接着剤を塗布されたパネルに対してフィルムの対向表面になるようにパネルに貼付する。過剰なフィルムおよび接着剤は切り取った。
【0115】
このパネルで支持されたフィルムに、被試験シートの25mm×150mmのサンプルを積層する。(被試験シートは、一般に、一方の表面が結合層で被覆されたフィルムから成る。)サンプルシートは、シートの結合層を介して、パネルで支持されたフィルムに結合する。ゴムローラを使用して、シートの100mm部分が、パネルで支持されたフィルムに結合し、シートの50mm部分が、パネルで支持されたフィルムの縁部から自由に垂下するようにする。この組立体を室温および相対湿度(R.H.)約50%で120時間放置する。
【0116】
サンプルシートの垂下している縁部は、マサチューセッツ州、アコードのIMASS Inc.が市販している滑り−剥離試験機モデルSP−102C−3090接着試験機のセンサに固締する。組立体の他の部分は、滑り−剥離試験機のキャリッジ上にしっかり固締する。試験機が作動してキャリッジが移動すると、シートサンプルは、毎分228.6cmおよび180°の角度で、パネルで支持されたフィルムから剥離される。2秒の試験期間でシートサンプルをパネルで支持されたフィルムから剥離するのに要する平均力を記録する。試験は、約23℃および相対湿度約50%で行った。
【0117】
本発明の物品のシートに代表的な180°剥離粘着力値は、2.54cm当たり約50〜約2000gの範囲である。180°剥離粘着力値がこの範囲の下限である場合、1枚のシートは別のシートから容易に剥離する。180°剥離粘着力値がこの範囲の下限である場合、シートは剥離しにくくなるが、積層体の完全性(積層体が永久的な分離に耐える能力)は、破壊者が積層体の表面に掻き傷を付ける場合、より良好に保たれる。好ましい180°剥離粘着力値の範囲は、2.54cm当たり約500〜約1500gである。最も好ましい180°剥離粘着力値の範囲は、2.54cm当たり約750g〜約1250gである。
【0118】
加熱老化後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートサンプル上の結合層と隣接支持フィルムの表面との間の180°剥離粘着力は、「シートの結合層と隣接支持フィルムとの間の180°剥離粘着力」という表題の試験方法に記載されているように評価したが、組立体は、80℃で5日間老化させた。組立体の変色、膨れおよび接着剤残留物を検査する。試験サンプルは、変色したり、膨れが生じたりしないことが好ましい。試験サンプルは、室温で2時間にわたって平衡させてから試験する。試験は、約23℃および相対湿度50%で行った。
【0119】
本発明の物品の180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験に従って測定した室温における粘着力に比べて安定していることが好ましい。加熱老化後の180°剥離粘着力値は、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0120】
凝結湿度に対する連続暴露後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートの結合層と隣接支持フィルムとの表面との間の粘着力は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に記載されているように評価するが、組立体は先ず、38℃および相対湿度100%で5日間にわたって維持した室内で連続的に老化させてから、外観の評価および180°剥離粘着力試験を行う。組立体の変色および膨れを評価する。組立体は、室温で2時間にわたって平衡させてから、180°剥離粘着力を試験する。試験は、約23℃および相対湿度50%で行った。
【0121】
本発明の物品の180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に従って測定した室温における180°剥離粘着力に比べて安定していることが好ましい。凝結湿度に暴露した後の180°剥離粘着力は、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0122】
環境サイクル試験後の外観、およびシートサンプルの結合層と隣接支持フィルムの表面との間の180°剥離粘着力
シートサンプル上の結合層と隣接支持フィルムの表面との間の接着力は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に記載されているように評価するが、試験前に、組立体は先ず、以下の連続サイクルを行うようにプログラミングされた制御環境室内で老化させる:40℃/相対湿度(RH)100%において4時間、次に80℃で4時間、次に−40℃で16時間。サンプルは、このサイクルを10回行う。サンプルの変色および膨れを評価する。老化したサンプルは、変色したり、膨れが生じたりしないことが好ましい。サンプルは、室温で2時間にわたって平衡させてから、180°剥離粘着力を試験する。剥離粘着力試験は、約23℃および相対湿度50%で行った。
【0123】
本発明による物品のシートの180°剥離粘着力値は、「23℃において120時間後の外観、およびシートの結合層と隣接支持フィルムの表面との間の180°剥離粘着力」という表題の試験方法に従って評価した室温における接着値に比べて安定していることが好ましい。熱サイクル後の本発明による物品の180°剥離粘着力レベルは、約50%より増加せず、約25%より低下しないことが好ましい。試験サンプルは、剥離後に接着剤残留物などのような残留物を残さないことが好ましい。
【0124】
ガラスに対する180°剥離粘着力
100mm×200mmの平坦なガラスプレートは、トルエンで清掃して空気で乾燥させてから、被試験シートサンプルを貼付する。(被試験シートは一般に、フィルムと、フィルムの一方の面に結合された結合層とを含む。)ガラスに対する粘着力は、空気が閉じ込められないようにゴムローラを使用して、シートの25mm×50mm部分がガラスの縁部から垂下するように、25mm×150mmの被試験シートサンプルを結合して測定する。シートは、シートの結合層がガラスに接触するように貼付する。シートは、少なくとも10分間かつ60分間未満にわたってガラス上に配置しておく。ガラスプレートは、マサチューセッツ州、アコードのIMASS Inc.が市販している滑り−剥離試験機モデルSP−102C−3090接着試験機のキャリッジ上に固締する。シートの垂下部分は、試験機のセンサに固締する。試験機が作動してキャリッジが移動すると、シートを剥離する力は、毎分228.6cmおよび180°の角度で測定される。2秒の試験期間の平均力を記録する。試験は、約23℃および相対湿度約50%で行った。
【0125】
一般に、本発明による物品のシートのガラスに対する180°剥離粘着力は、約100g/2.54cm〜約5000g/2.54cmであるが、約500g/2.54cm〜約3000g/2.54cmであれば好ましく、約1500g/2.54cm〜約2500g/2.54cmであれば最も好ましい。約5000g/2.54cmを超える180°剥離粘着力は、シートがガラス上に長時間貼付されていた後にシートを剥離しにくくなるという点であまり好ましくない。約100g/2.54cm未満の180°剥離粘着力は、個々のシートを積層体から剥離する時に、ガラスに対する結合が破壊する可能性があるという点であまり好ましくない。
【0126】
ガラスパネルについて、シートサンプルをガラスから剥離した後に残る残留物を検査する。ガラス上には、接着剤残留物などのような残留物が実質的に残らないことが好ましい。目視可能な接着剤などのような残留物は、ガラス上にまったく残らなければ最も好ましい。サンプルを最初に貼付して、残留物が残った試験パネルの面積の割合を記録する。
【0127】
曇り試験
サンプルの曇りは、Garner XL211曇り防止装置を使用して測定する。使用する手順は、以下を除いてASTM D1003−95に従う。
1.サンプルのサイズは矩形であり、最小サイズは40mm×40mmである。
2.サンプルについて、曇りが最大の面積を走査する。選択したこの面積を測定し、最大曇り値を記録する。
3.サンプルは、23℃および相対湿度50%で72時間にわたって平衡させてから試験する。
4.印刷またはエンボス加工した画像またはグラフィックスがサンプル上に含まれている場合、サンプルのこれら領域を避けてサンプルの最大曇り値を測定する。
5.曇り試験を行う前に、剥離ライナーが存在する場合、剥離ライナーをサンプルから除去する。
【0128】
引掻抵抗
Collins Axe Companyが製造している1.2kgのハンマーを用意する。ニューヨーク州、ニューヨークのGeneral Tools Manufacturing Co.Inc.が市販している炭化タングステンの先端が付いた針は、釘の先端がハンマー頭部の衝突端部と実質的に同じ下方を指すように、ハンマーの金属頭部の先端にテープで固定する。釘は、ハンマーのハンドルに対して実質的に垂直になるように配置する。針は、ハンマーから2.5cm突出する。使用するテープは、3M Companyが市販している471番テープである。シートサンプルは、100mm×300mmの白色塗装金属パネルに取り付けて、所定の位置に固定する。ハンマーはハンドルの端部に保持し、炭化物の針はハンマーの重量を支持する。直線状の縁部は、ガイドとしてシートサンプルにテープで固定する。ハンマーは、ハンマーの重量が針状に加わるように、毎分約200cmでパネルの長さに沿って引き下ろす。ハンマーはパネルの長さに沿って上方に押し戻す。この上下運動各々が1サイクルを構成する。サンプルおよび白色塗料に掻き傷を付けるのに要するサイクル数を記録する。
【0129】
本発明のシートまたはフィルム層の引掻抵抗性は、一般に約5サイクルから約500サイクルを超えるが、約10サイクルを超えれば好ましく、50サイクルを超えればさらに好ましく、約100サイクルを超えれば最も好ましい。
【0130】
テーバー磨耗抵抗
被試験材料の直径7.5cmの磨耗していない円形サンプルは、サンプルの中央部に1.25cmの孔が形成されるように切断する。磨耗していないサンプルの曇りは、Gardner XL211曇り防止システムを使用して測定する。磨耗していないサンプルを使用して、Gardner XL211曇り防止システムを平衡させてゼロに校正する。サンプルは、テーバー磨耗機の固締具に固締する。サンプルは、CS10のホイールおよび500gの荷重を有するテーバー磨耗機を使用して100サイクル磨耗させる。磨耗したサンプルの曇りは、Gardner XL211曇り防止システムを使用して測定する。磨耗した表面と磨耗していない表面との曇りの差を記録する。
【0131】
テーバー磨耗抵抗値は、磨耗したサンプルと磨耗していないサンプルの曇り値の差の割合である。好ましくは、100サイクル後に試験した材料のサンプルのテーバー磨耗抵抗は、約25%未満であり、さらに好ましくは約10%未満であり、最も好ましくは約2%未満である。
【実施例】
【0132】
本発明は、以下の非制限的な実施例を参照するとより良く分かるであろう。実施例に記載するすべての部分、割合、比率などは、特記しない限り重量に基づく。
【0133】
例1
96重量部のイソオクチルアクリレートおよび4重量部のアクリルアミドを含む結合材料溶液は、デラウェア州、ウィルミントンのE.I.DuPont Companyが「VAZO」64という商標で市販している2.2’−アゾビス(イソブチロニトリル)を使用して50%ヘプタン/50%エチルアセテート溶液中で調製した。
【0134】
以下の成分を反応容器に追加した:19.2kgのイソオクチルアクリレート、0.8kgのアクリルアミド、40kgのヘプタンおよび40kgのエチルアセテート。窒素環境下で定期的に攪拌し、温度を70℃〜100℃の間に調節しながら、270gのVAZO(登録商標)64を90gづつ3回容器に追加した。結果として得られたポリマーの転化率は98%だった。2000〜2800cpsおよび固形分レベル19〜23%でブルックフィールド粘度を測定した(12rpmで#3スピンドル)。ポリマーの内部粘度は1g当たり1.25〜1.40だった。
【0135】
粘着性の結合層を有するフィルムの第1シートは、ナイフ塗布機を使用して湿潤厚さ175μmで、15cm×100cm×125μm厚の光学的に透明な2軸延伸コロナ処理ポリエステルフィルムの第2表面に結合材料溶液を塗布して作製した。フィルムの第2表面は、フィルムのコロナ処理表面だった。塗布フィルムは、空気対流炉内において10分間82℃で乾燥させた。塗布フィルムのコーティングの乾燥厚さは20〜25μmだった。この第1シートの粘着性結合層は、光学的に透明なシリコーン塗布ポリエステルフィルムを粘着性結合層に積層して保護した。シリコーン塗布ポリエステルフィルムは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。結合層で被覆されたフィルム表面の反対側の表面を本明細書では剥離表面と記載する。
【0136】
粘着性結合層を有するフィルムの第2シートは、同様の方法で作製した。第2シートの結合層は、鋼ロールと、32N/cm2の圧力でショアーA硬度75のゴム支持ロールとを有する積層機を使用して、第2シートの結合層が第1シートの結合層に接触するように第1シートの剥離表面に積層した。このシートの作製および積層過程は、4枚のシートの積層体が完成するまで繰り返した。
【0137】
例2
例2は、コロナ処理ポリエステルフィルムが170μm厚である点を除いて例1と同じだった。
【0138】
例3
例3は、コロナ処理ポリエステルフィルムが75μm厚である点を除いて例1と同じだった。
【0139】
例4
例4は、コロナ処理ポリエステルフィルムが250μm厚であり、コロナ処理ポリエステルフィルムのサイズが15cm×25cmだった点を除いて、例1と同じだった。
【0140】
例5
例5は、十分な数のシートを作製して一緒に積層し、10枚のシートから成る積層体を作製した点を除いて例1と同じだった。
【0141】
例6
例6は例1と同じだったが、結合材料溶液を上に塗布したフィルムが、剥離層として機能する硬質コーティングを第1表面に備える175μmのポリエステルフィルムだった点が異なる。フィルムおよびコーティングは、マサチューセッツ州、ウースターのFuron Corporationが007PET/0270xハードコートの商品名で市販しているものだった。さらに、剥離層の反対側のフィルム面は、コロナ処理してから、実施例1に記載の結合材料を塗布した。
【0142】
例7
澄んで透明なポリカーボネートの艶出しした22cm×28cm×250μm厚のフィルムは、General ElectricがLexan(登録商標)FR60の商品名で市販しているものを入手した。このフィルムは、第1表面と、反対側の第2表面とを有していた。このフィルムは、フィルムの第1表面に3M906ハードコート、つまりミネソタ州、セントポールの3M Companyが市販している耐酸性アクリルベースの保護コーティングを塗布し、フィルムの一方の面に剥離層および磨耗抵抗性表面を形成した。このコーティング溶液は、イソプロパノールおよびn−ブタノールの50/50混合物で906ハードコートを固形分16%に希釈して調製した。希釈したハードコート溶液100gに、0.075gの均展剤Dow57、つまりミシガン州、ミッドランドのDow Corningが市販しているアルコキシを末端基とするポリシリコーンを添加した。このコーティングは、シリンジを使ってフィルムの第1表面に、垂直位置で約10μm湿潤した状態で塗布した。シートは、82℃で10分間乾燥させた。フィルム上のコーティングは、300ワットの高圧水銀灯を使って、ベルト速度を毎分約30mにして硬化させた。反射放物線ランプハウジングは、光源をコーティング上に収束させた。硬化ユニットは、イリノイ州、プレインビューのRPC Industriesが市販しているモデルII 180133ANだった。結果として得られたハードコ−トの厚さは1〜2μmだった。
【0143】
結合材料は、以下のとおり、VAZO(登録商標)64開始剤を使用して、50%ヘプタン/50%エチルアセテート溶液中で、96重量部のイソオクチルアクリレートおよび4重量部のアクリルアミドから調製した。
【0144】
反応容器には、以下の材料を添加した:19.2kgのイソオクチルアクリレート、0.8kgのアクリルアミド、40kgのヘプタンおよび40kgのエチルアセテート。窒素環境下で定期的に攪拌し、温度を70℃〜100℃の間に調節しながら、270gのVAZO(登録商標)64を90gづつ3回容器に追加した。結果として得られたポリマー溶液の転化率は98%だった。2000〜2800cpsおよび固形分レベル20%でブルックフィールド粘度を測定した(12rpmで#3スピンドル)。ポリマー溶液の内部粘度は1g当たり1.40dlだった。
【0145】
ポリマー溶液は、ナイフ塗布機を使用して湿潤厚さ175μmで、15cm×30cm×50μm厚の光学的に透明な2軸延伸シリコーンを塗布した光学的に透明なポリエステルフィルム(転写フィルム)上に塗布した。このシリコーン塗布ポリエステルは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。塗布フィルムは、空気対流炉内で10分間にわたって82℃で乾燥させて、転写テープを形成した。塗布層の乾燥厚さは、20〜25μmだった。このコーティングを結合層と考えた。この転写テープを転写テープの結合層を介してLexan(登録商標)FR60の非硬質塗布表面に積層した。余分なLexan(登録商標)FR60シートおよび転写テープは、トリミングした積層物が結合層の完全なコーティングを含む領域を有するようにトリミングした。こうしてトリミングした積層物を4枚作製した。
【0146】
シート積層体は、トリミングした第1の積層物の結合層から光学的に透明なポリエステル剥離フィルムを除去し、鋼ロールと、32N/cm2の圧力でショアーA硬度が75のゴム製支持ロールとを備える積層機を使用して、トリミングした第2の積層物の剥離塗布表面に、この剥離フィルムを積層して製造した。トリミングした第3の積層物から光学的に透明な剥離フィルムを除去し、トリミングした最初の2つの積層物の剥離塗布表面に、トリミングした第3の積層物を積層した。この作業を繰り返し、トリミングした4つの積層物の積層体を製造した。
【0147】
例8
例6を繰り返したが、結合層はポリヘキセンから構成した。結合層を塗布されたフィルムは、マサチューセッツ州、ウースターのFuron Corporationが市販している例6に記載の0270xハードコートを含む175μm厚の光学的に透明なポリエステルだった。
【0148】
結合材料は、内部粘度が3.0dl/gのポリヘキセンを使用して調製した。ポリヘキセンは、1997年7月1日に発行されて、3M Companyに譲渡された米国特許第5,644、007号に記載されている方法を使用して調製した。ポリヘキセンは、モノマー1kg当たり0.2〜0.3gのチーグラーナッタ触媒Lynx(登録商標)715を使用して調製した。Lynx(登録商標)715は、Catalyst Resources Inc.が市販しているMgCl2粉末上に支持されたTiCl4である。この触媒については、Academicの「Polymerization of Monomers(モノマーの重合)」第19章、512〜562ページのBoor,Ziegler−Natta Catalysts and Polymerizations(ブーア、チーグラーナッタ触媒および重合)に記載されている。転化率は15%だった。結合材料は、フィルムの剥離層に対向するフィルム面に被覆された。
【0149】
比較例9
ミネソタ州、セントポールの3M Companyが市販している4層のScotch(登録商標)375梱包用テープは、鋼ロールと、32N/cm2の圧力でショアーA硬度75のゴム支持ロールとを有する積層機を使用して一緒に積層した。テープの各層は、10cm×15cmであり、50μmの2軸延伸ポリプロピレン支持体と、この支持体の一方の表面に塗布された37μmのゴムベースの接着剤とを含んでいた。積層体の一番下のシート上の接着剤は、シリコーンを塗布された光学的に透明なポリエステル剥離ライナーで保護されていた。このポリエステル剥離ライナーは、カリフォルニア州、ロージャのDCP Lohja Inc.が市販している1−2PESTRD(P1)−7200だった。ライナーを各テープから剥離し、一番下のテープを除いて、1枚のテープの接着層が下のテープのフィルム層に接触するように一緒に積層した。
【0150】
例1〜例8および比較例9について、各種の試験を実施した。試験および得られた結果を以下の表に記載する。
【0151】
【表1】
【0152】
【表2】
【0153】
上記の詳細な説明および実施例は、理解しやすくするために記載したにすぎなず、不必要な制約を考えるべきではない。本発明は、図示して説明した正確な詳細に限定されず、当業者に明白な変形例は、請求の範囲により定義される本発明の範囲に含まれる。
【特許請求の範囲】
【請求項1】
シート積層体を含む物品であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記フィルムの第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に前記結合層が結合されるように、前記第1面を介して前記フィルムの前記第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層と、
を含み、
各々のシートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように、別のシート上に積層されており、
積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、シートを前記積層体から引き離すことにより、一番上のシートを前記シート積層体から除去させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の列を読み取ることを可能にする物品。
【請求項2】
前記シート積層体が透明である、請求項1記載の物品。
【請求項3】
各シートの貫入抵抗が少なくとも約0.5kgである、請求項1記載の物品。
【請求項4】
少なくとも約3枚のシートを含む、請求項1記載の物品。
【請求項5】
前記フィルムの厚さが約25〜約4000μmである、請求項1記載の物品。
【請求項6】
一番上のシートが、前記シートを接着剤ワンドで掴み、前記シートをシートの前記シート積層体から引き離すことにより除去できる、請求項1記載の物品。
【請求項7】
前記物品が複数のタブをさらに備え、個々のタブが、前記一番上のシート上のタブを使用して前記一番上のシートを前記シート積層体から引き離すことができるように、前記各シートの前記結合層の第2面の一部に結合されている、請求項1記載の物品。
【請求項8】
各シートが、前記シートの余白部において前記シートを貫通して延在する孔を有し、前記シートの前記孔が、前記孔が重ならないように互い違いに配置され、前記一番上のシートの孔に挿入して前記一番上のシートを前記積層体から引き離すために使用できる工具を使用して、前記一番上のシートを前記シート積層体から剥離することができる、請求項1記載の物品。
【請求項9】
(i)シート積層体を含む物品であって、各シートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層は、前記フィルムの前記第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に結合層が結合され、各シートについて、前記フィルムの前記第1面が同一シートの結合層に結合しないように、第1面を介して前記フィルムの第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層とを含み、
各シートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように互いの上に積層され、
前記積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、前記一番上のシートを前記積層体から引き離すことにより、シートを前記シート積層体から除去させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の線を読み取ることを可能にする物品と、
(ii)前記物品が一番下のシートの結合層を介して結合されている基板と、
を含む物品を備える構造体。
【請求項10】
前記基板が構造の一部を成す、請求項16記載の構造体。
【請求項11】
(a)シート積層体を含む物品であって、各シートが個々に、
(i)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(ii)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層が、前記フィルムの第2面の表面の少なくとも中央部が結合層に接触し、前記フィルムの第2面の表面の少なくとも約50%に前記結合層が結合され、各シートについて、前記フィルムの第1面は同一シートの結合層に結合されないように、前記結合層の第1面を介して前記フィルムの第2面に結合される結合層と、
(iii)前記フィルムの前記第1面を被覆する任意の剥離層とを含み、
各シートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように別のシート上に積層され、
前記積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、シートを前記積層体から引き離すことにより、一番上のシートを前記シート積層体から剥離させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表の列を読み取ることを可能にする物品を
前記物品の一番下のシートの結合層を介して基板に貼付するステップと、
(b)前記物品の一番上のシートを損傷可能なステップと、
(c)前記物品の一番上のシートになる物品の下のシートを露出するために、除去されたシートも、残るシート積層体も剥離しないように、前記物品の損傷した一番上のシートを掴んで前記積層体から引き離すことにより前記物品の一番上のシートを除去するステップと、
を含む方法。
【請求項1】
シート積層体を含む物品であって、各々のシートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記フィルムの第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に前記結合層が結合されるように、前記第1面を介して前記フィルムの前記第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層と、
を含み、
各々のシートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように、別のシート上に積層されており、
積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、シートを前記積層体から引き離すことにより、一番上のシートを前記シート積層体から除去させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の列を読み取ることを可能にする物品。
【請求項2】
前記シート積層体が透明である、請求項1記載の物品。
【請求項3】
各シートの貫入抵抗が少なくとも約0.5kgである、請求項1記載の物品。
【請求項4】
少なくとも約3枚のシートを含む、請求項1記載の物品。
【請求項5】
前記フィルムの厚さが約25〜約4000μmである、請求項1記載の物品。
【請求項6】
一番上のシートが、前記シートを接着剤ワンドで掴み、前記シートをシートの前記シート積層体から引き離すことにより除去できる、請求項1記載の物品。
【請求項7】
前記物品が複数のタブをさらに備え、個々のタブが、前記一番上のシート上のタブを使用して前記一番上のシートを前記シート積層体から引き離すことができるように、前記各シートの前記結合層の第2面の一部に結合されている、請求項1記載の物品。
【請求項8】
各シートが、前記シートの余白部において前記シートを貫通して延在する孔を有し、前記シートの前記孔が、前記孔が重ならないように互い違いに配置され、前記一番上のシートの孔に挿入して前記一番上のシートを前記積層体から引き離すために使用できる工具を使用して、前記一番上のシートを前記シート積層体から剥離することができる、請求項1記載の物品。
【請求項9】
(i)シート積層体を含む物品であって、各シートが個々に、
(a)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(b)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層は、前記フィルムの前記第2面の表面の少なくとも中央部が前記結合層に接触し、前記フィルムの前記第2面の表面の少なくとも約50%に結合層が結合され、各シートについて、前記フィルムの前記第1面が同一シートの結合層に結合しないように、第1面を介して前記フィルムの第2面に結合される結合層と、
(c)前記フィルムの前記第1面を被覆する任意の剥離層とを含み、
各シートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように互いの上に積層され、
前記積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、前記一番上のシートを前記積層体から引き離すことにより、シートを前記シート積層体から除去させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表上の線を読み取ることを可能にする物品と、
(ii)前記物品が一番下のシートの結合層を介して結合されている基板と、
を含む物品を備える構造体。
【請求項10】
前記基板が構造の一部を成す、請求項16記載の構造体。
【請求項11】
(a)シート積層体を含む物品であって、各シートが個々に、
(i)表面を有する第1面と、表面を有する反対側の第2面とを有するフィルムと、
(ii)表面を有する第1面と、表面を有する反対側の第2面とを有する結合層であって、前記結合層が、前記フィルムの第2面の表面の少なくとも中央部が結合層に接触し、前記フィルムの第2面の表面の少なくとも約50%に前記結合層が結合され、各シートについて、前記フィルムの第1面は同一シートの結合層に結合されないように、前記結合層の第1面を介して前記フィルムの第2面に結合される結合層と、
(iii)前記フィルムの前記第1面を被覆する任意の剥離層とを含み、
各シートが、前記シート積層体の一番下のシートを除いて、シートの前記結合層が、在る場合には、下のシートの保護フィルムまたは剥離層に接触するように別のシート上に積層され、
前記積層体から除去されるシートと、前記積層体に残るシートが剥離しないように、シートを前記積層体から引き離すことにより、一番上のシートを前記シート積層体から剥離させることができ、
前記シート積層体は、3メートルスネレン視力検査表を使用して視力試験を行った時に、6メートル/6メートルの視力を有する観察者が、約6メートル/12メートル以上の視力を示す視力検査表の列を読み取ることを可能にする物品を
前記物品の一番下のシートの結合層を介して基板に貼付するステップと、
(b)前記物品の一番上のシートを損傷可能なステップと、
(c)前記物品の一番上のシートになる物品の下のシートを露出するために、除去されたシートも、残るシート積層体も剥離しないように、前記物品の損傷した一番上のシートを掴んで前記積層体から引き離すことにより前記物品の一番上のシートを除去するステップと、
を含む方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図9A】
【図9B】
【図10】
【図10A】
【図10B】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図9A】
【図9B】
【図10】
【図10A】
【図10B】
【図11】
【図12】
【図13】
【公開番号】特開2012−176624(P2012−176624A)
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−111938(P2012−111938)
【出願日】平成24年5月15日(2012.5.15)
【分割の表示】特願2000−578163(P2000−578163)の分割
【原出願日】平成11年10月26日(1999.10.26)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公開日】平成24年9月13日(2012.9.13)
【国際特許分類】
【出願番号】特願2012−111938(P2012−111938)
【出願日】平成24年5月15日(2012.5.15)
【分割の表示】特願2000−578163(P2000−578163)の分割
【原出願日】平成11年10月26日(1999.10.26)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]