
剥離層用ペースト及び積層型電子部品の製造方法
【課題】電極層を形成するための電極層用ペーストに対してシートアタックされず、滲みなどが発生することのない剥離層を形成可能な、積層型電子部品用剥離層用ペーストを提供する。
【解決手段】リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される少なくとも1種を含む電極層用ペーストと組み合わせて使用され、セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、前記セラミック粉末と、前記バインダ及び可塑剤との比が、1.33〜5.56に制御されている剥離層用ペースト。
【解決手段】リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される少なくとも1種を含む電極層用ペーストと組み合わせて使用され、セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、前記セラミック粉末と、前記バインダ及び可塑剤との比が、1.33〜5.56に制御されている剥離層用ペースト。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、積層セラミックコンデンサなどの積層型電子部品を製造するために用いる剥離層用ペーストと、該剥離層用ペーストを用いた積層型電子部品の製造方法とに関する。
【背景技術】
【0002】
近年、電子機器の小型化により、積層セラミックコンデンサなどの積層型電子部品の小型化・高性能化が進んでおり、積層型電子部品の層間誘電体層(一対の内部電極間に挟まれる誘電体層)厚みは1μm以下、積層数は800層を越えるようになってきている。このような電子部品の製造工程では、焼成後に誘電体層を形成しうるグリーンシートの厚みが極めて薄くなるために(通常1.5μm以下)、印刷工法による電極層形成時に、電極層用ペーストの溶剤によってグリーシートが溶解する、いわゆるシートアタック現象が問題となってくる。このシートアタック現象はグリーンシートの欠陥、ショート不良に直結するために、薄層化を推進するためには絶対に解決しなければならない課題である。
【0003】
このようなシートアタックを解消するために、特許文献1〜3では、電極層用ペーストを支持体フィルムに所定パターンで形成した後に乾燥させて得られる乾式タイプの電極層を別に準備し、この乾式タイプの電極層を、各グリーンシートの表面、あるいはグリーンシートの積層体の表面に転写する所定パターンの電極層の転写法が提案されている。
【0004】
しかしながら、特許文献1〜3の技術では、所定パターンの電極層を支持フィルムから剥離することが難しいという課題を有していた。
【0005】
そこで、本発明者らは、支持フィルムと所定パターンの電極層との間に、電極層の剥離性を向上させるための剥離層を形成する技術を提案した(特許文献4参照)。
【0006】
この特許文献4では、剥離層を形成するために用いる剥離層用ペーストとしては、バインダを溶剤に溶解させた有機ビヒクル中に少なくともセラミック粉末と可塑剤を溶解させたものを用い、有機ビヒクル中のバインダとしては、グリーンシートに含まれるバインダと同一、つまりポリビニルアセタール系樹脂の一つであるポリビニルブチラール(アセタール基R=C3 H7 )が使用されていた。また、所定パターンの電極層を形成するために用いる電極層用ペーストに含まれる有機ビヒクル中の溶剤としては、ターピネオールまたはジヒドロターピネオールなどが使用されてきた。
【0007】
しかしながら、ターピネオールまたはジヒドロターピネオールを溶剤に使用した電極層用ペーストを、ブチラール樹脂をバインダとした剥離層と組み合わせて使用すると、電極層用ペーストの溶剤により剥離層がシートアタックされたり、また電極層用ペーストの印刷時に剥離層が削れてカスが発生することがあった。
【0008】
剥離層のシートアタックは剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールを生じさせる原因となっており、ひいては最終物たる積層型電子部品のショート不良を増大させることにもなりかねない。
【0009】
従って、このような剥離層のシートアタックを防止することが強く望まれていた。
【特許文献1】特開昭63−51616号公報
【特許文献2】特開平3−250612号公報
【特許文献3】特開平7−312326号公報
【特許文献4】特開2003−197457号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、このような実状に鑑みてなされ、その目的は、電極層を形成するための電極層用ペースト(必要に応じてさらに余白パターン層を形成するための余白パターン層用ペースト)に対してシートアタックされず、しかも該ペーストの印刷時に滲み・ハジキ・ピンホールなどが発生することのない剥離層を形成可能な、積層型電子部品を製造するために用いる剥離層用ペーストと、該剥離層用ペーストを用いた積層型電子部品の製造方法とを、提供することである。特に、本発明は、剥離層を薄層化した場合においても、上記各特性を達成することができる剥離層用ペーストを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明によれば、
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末と、前記バインダ及び可塑剤との比(P/B)が、1.33〜5.56(但し、5.56を除く)に制御されていることを特徴とする剥離層用ペーストが提供される。
【0012】
本発明によれば、
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末100重量部に対する前記バインダの含有量が12〜50重量部(但し、12重量部を除く)であることを特徴とする剥離層用ペーストが提供される。
【0013】
好ましくは、前記ポリビニルアセタールは、重合度が2000〜3600、アセタール化度が66〜74モル%である。
【0014】
好ましくは、前記可塑剤が、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)及びフタル酸ブチルベンジル(BBP)から選ばれる一つ以上であり、前記セラミック粉末100重量部に対して0〜100重量部(但し、0重量部と100重量部を除く)含有されている。
【0015】
好ましくは、前記セラミック粉末が、0.02μmより大きく、0.1μm以下の平均粒径を持つものである。
【0016】
好ましくは、前記分散剤が、ノニオン性の分散剤であり、前記セラミック粉末100重量部に対して1〜3重量部含有されている。
【0017】
好ましくは、前記有機ビヒクル中の溶剤が、エチルアルコール、メチルエチルケトン、メチルイソブチルケトン、プロパノール、キシレン及びトルエンから選択される1種または2種以上であり、不揮発分濃度が5〜20重量%となるように含有されている。
【0018】
本発明によれば、
離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、
前記剥離層の表面に電極層を所定パターンで形成する工程と、
前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、
前記電極層を有するグリーンシートを積層し、グリーンチップを形成する工程と、
前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法であって、
前記剥離層を形成するための剥離層用ペーストとして、上記いずれかの剥離層用ペーストを用いることを特徴とする積層型電子部品の製造方法が提供される。
【0019】
好ましくは、前記第1支持シートに施された離型処理が、シリコーンを主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が8〜20mN/cm(但し、8mN/cmを除く)に制御されている。
好ましくは、前記第1支持シートに施された離型処理が、アルキド樹脂を主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)に制御されている。
【0020】
好ましくは、前記剥離層用ペーストに含まれるセラミック粉末が、前記グリーンシートを形成するためのペーストに含まれるセラミック粉末と同一の組成を有するセラミック粉末である。
【0021】
好ましくは、前記剥離層の厚みと、電極層部分の厚みを除いた前記グリーンシートの厚みと、が合計で1.0μm以下である。
【0022】
本発明の積層型電子部品の製造方法において、前記グリーンシートの形成前に、前記電極層が形成されていない前記剥離層の表面に、前記電極層と同じ厚みで、かつ前記グリーンシートと同じ材質で構成してある余白パターン層を形成してもよい。
【0023】
本発明の積層型電子部品の製造方法において、前記電極層を有するグリーンシートを積層する前に、前記電極層を有するグリーンシートの反電極層側表面に、接着層を形成し、前記接着層を介して、前記電極層を有するグリーンシートを積層してもよい。
【発明の効果】
【0024】
本発明の剥離層用ペーストは、たとえば、離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、前記剥離層の表面に電極層を所定パターンで形成する工程と、前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、前記電極層を有するグリーンシートを前記第1支持シートから剥離した後に積層し、グリーンチップを形成する工程と、前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法において、前記剥離層を形成するために用いることができる。
【0025】
本発明の剥離層用ペーストは、そのペーストを構成するバインダ中にポリビニルアセタールを主成分として含有している。本発明でペースト中に含有させているポリビニルアセタールは、電極層や余白パターン層を形成するための電極層用ペーストや余白パターン層用ペースト中に溶剤として含まれるリモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートに対して、溶解または膨潤されにくい(難溶)。このため、本発明の剥離層用ペーストを用いて形成された剥離層は、電極層用ペーストや余白パターン層用ペーストに対して、シートアタックされない効果を有する。その結果、本発明の剥離層用ペーストを用いて形成された剥離層に対する、電極層や余白パターン層を形成するための電極層用ペーストや余白パターン層用ペーストの印刷性が安定する。具体的には、剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールの発生を抑制することができる。電極層や余白パターン層の滲み・ハジキ・ピンホールは、剥離層の溶解により支持シート表面が露出することにより生じやすいが、本発明の剥離層用ペーストを用いて形成された剥離層は、電極層用ペーストや余白パターン層用ペーストに対して、シートアタックされないので、剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールが生じることがない。
【0026】
特に、本発明においては、組み合わせて使用される電極層用ペーストや余白パターン層用ペースト中に含有させる溶剤として、上述した溶剤を使用しているため、剥離層を0.1μm以下に薄層化した場合においても、シートアタックの発生や、電極層、余白パターン層の滲み・ハジキ・ピンホールの発生を有効に防止することができる。そのため、剥離層の薄層化が可能となり、これにより、次のような理由より誘電体層の薄層化が可能となる。
積層型電子部品の製造に際して、剥離層の表面に電極層を所定パターンで形成し、前記電極層の表面にグリーンシートを形成したものを積層してグリーンチップを作製し、これを焼成することにより、積層型電子部品を製造する場合、剥離層にセラミック粉末等の誘電体材料を含有させると、得られる積層型電子部品の誘電体層は、グリーンシートに含有されるセラミック粉末と、剥離層に含有されるセラミック粉末と、を焼成したものから構成されることとなる。すなわち、誘電体層の厚みは、グリーンシートの厚みと、剥離層の厚みと、に依存することとなる。
そのため、焼成後の誘電体層を所定の厚みとするためには、剥離層を厚く形成すると、相対的にグリーンシートの厚みを薄くする必要がある。しかしながら、グリーンシートの厚みを薄くしてしまうと、誘電体層中における、比誘電率等の所望の誘電特性を備えているグリーンシートの占める割合が小さくなってしまい、誘電体層の誘電特性が損なわれてしまう。
したがって、積層型電子部品を小型化・高性能化するために誘電体層を薄層化しつつ、所望の誘電特性を実現するためには、剥離層の厚みを極力薄くすることが重要である。
【0027】
また、剥離層が、電極層用ペーストや余白パターン層用ペーストにシートアタックされた場合、溶解したバインダが剥離層中に局在化してしまう。すなわち、剥離層中に、バインダが殆ど存在しない部分と、バインダが多く存在する部分と、が形成されてしまうこととなる。そして、溶解したバインダが剥離層中に局在化してしまうと、特に剥離層中のバインダが多く存在する部分の影響により、第1支持シートから剥離層を剥離する際に大きな力(剥離強度)が必要となる。この強度が大きすぎると、剥離する際に前記剥離層が破損するおそれがあるため、強度は小さいことが好ましい。
【0028】
本発明において、好ましくは第1支持シートの剥離力を8〜20mN/cm(但し、8mN/cmを除く)に制御することで、上述した各溶剤を使用した電極層用ペーストと組み合わせて使用しても、本発明の剥離層用ペーストを用いて形成された剥離層が第1支持シートから脱落することがない。
【0029】
本発明に係る積層型電子部品としては、特に限定されないが、積層セラミックコンデンサ、積層圧電素子、積層チップインダクタ、積層チップバリスタ、積層チップサーミスタ、積層チップ抵抗、その他の表面実装(SMD)チップ型電子部品が例示される。
【発明を実施するための最良の形態】
【0030】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は本発明の一実施形態に係る積層セラミックコンデンサの概略断面図、図2(A)〜図2(C)は本発明の一実施形態に係る電極層およびグリーンシートの形成方法を示す要部断面図、図3(A)〜図3(C)は本発明の一実施形態に係る接着層の形成方法を示す要部断面図、図4(A)、図4(B)および図5(A)、図5(B)は本発明の一実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図、図6(A)、図6(B)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図、図7(A)〜図7(C)および図8(A)〜図8(C)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【0031】
本実施形態では、積層セラミック電子部品として、積層セラミックコンデンサを例示して説明する。
【0032】
積層セラミックコンデンサ
図1に示すように、本発明の一実施形態に係る積層セラミックコンデンサ2は、誘電体層10と内部電極層12とが交互に積層された構成のコンデンサ素体4を有する。このコンデンサ素体4の両側端部には、素体4の内部で交互に配置された内部電極層12と各々導通する一対の外部電極6,8が形成してある。内部電極層12は、各側端面がコンデンサ素体4の対向する2端部の表面に交互に露出するように積層してある。一対の外部電極6,8は、コンデンサ素体4の両端部に形成され、交互に配置された内部電極層12の露出端面に接続されて、コンデンサ回路を構成する。
【0033】
コンデンサ素体4の外形や寸法には特に制限はなく、用途に応じて適宜設定することができ、通常、外形はほぼ直方体形状とし、寸法は通常、縦(0.4〜5.6mm)×横(0.2〜5.0mm)×高さ(0.2〜1.9mm)程度とすることができる。
【0034】
誘電体層10は、図2(C)などに示されるグリーンシート10aを焼成して形成され、その材質は、特に限定されず、たとえばチタン酸カルシウム、チタン酸ストロンチウムおよび/またはチタン酸バリウムなどの誘電体材料で構成される。誘電体層2の厚みは、本実施形態では、好ましくは5μm以下、より好ましくは3μm以下に薄層化されている。
【0035】
内部電極層12は、図2(B)や図2(C)などに示される電極層用ペーストで構成される所定パターンの電極層12aを焼成して形成される。内部電極層12の厚さは、好ましくは1.5μm以下、より好ましくは1.0μm以下に薄層化されている。
【0036】
外部電極6,8の材質は、通常、銅や銅合金、ニッケルやニッケル合金などが用いられるが、銀や銀とパラジウムの合金なども使用することができる。外部電極6,8の厚みも特に限定されないが、通常10〜50μm程度である。
【0037】
積層セラミックコンデンサの製造方法
次に、本実施形態に係る積層セラミックコンデンサ2の製造方法の一例を説明する。
【0038】
剥離層の形成
(1)本実施形態では、まず、図2(A)に示すように、キャリアシート20上に剥離層22を形成する。
【0039】
キャリアシート20としては、たとえばPETフィルムなどが用いられ、剥離性を改善するために、シリコーンなどを主体とする離型剤がコーティングしてあり、後述する剥離層22からのキャリアシート20の剥離力が、好ましくは8〜20mN/cm(但し、8mN/cmを除く)、より好ましくは10〜15mN/cmの範囲に制御されている。また、アルキド樹脂を主体とする剥離剤を用いたコーティングしてあり、後述する剥離層22からのキャリアシート20の剥離力が、好ましくは50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)、より好ましくは60〜100mN/cmの範囲に制御されていてもよい。
【0040】
剥離力をこの範囲に制御しておくことで、後述するように、リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、またはブチルカルビトールアセテートを溶剤に使用した電極層用ペーストと組み合わせて使用しても、後述の剥離層22がキャリアシート20から脱落することがない。キャリアシート20の厚みは、特に限定されないが、好ましくは5〜100μmである。
【0041】
剥離層22の厚みは、0.05〜0.1μmであり、より好ましくは0.05〜0.07μmである。剥離層22の厚みが薄すぎるとこれを形成した効果が得られなくなる。一方で、剥離層22が厚すぎると、剥離層形成に要する原料が多くなり、高コスト化を招来してしまう他、後述する電極層12a(図2(B)参照)が、キャリアシート20から剥がれ難くなってしまい、剥離時に電極層12aが破損するおそれがある。
【0042】
剥離層22の形成方法は、きわめて薄い層を均一に形成できる方法であれば特に限定されないが、本実施形態では、剥離層用ペーストを用いた塗布法(たとえばワイヤーバーコーターまたはダイコーターによる)が用いられる。
【0043】
本実施形態で用いる剥離層用ペーストは、セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含有する。さらに、通常は離型剤も含有する。
【0044】
セラミック粉末としては、後述するグリーンシート10aに含まれるセラミック粉末と同じ組成のものが用いられる。こうすることで、焼成中に剥離層22の成分がグリーンシート10aと反応しても組成が変動しない。
【0045】
セラミック粉末の平均粒径は、ペースト形成・乾燥後の剥離層22の厚みと同じか、より小さいことが好ましい。具体的には0.1μm以下とすることが好ましく、より好ましくは0.07μm以下とする。セラミック粉末の平均粒径が大きすぎると、剥離層22の薄層化が困難となる。
【0046】
一方、セラミック粉末の平均粒径の下限は、0.02μm超とすることが好ましく、また、セラミック粉末の比表面積は、50m2/g未満とすることが好ましい。セラミック粉末の粒径が小さすぎたり、比表面積が大きすぎると、セラミック粉末が凝集してしまい、得られる剥離層の表面粗さが大きくなり、ショート不良の原因となってしまう。
【0047】
セラミック粉末は、剥離層用ペースト中の不揮発分濃度が5〜20重量%、より好ましくは10〜15重量%となる範囲で含まれる。セラミック粉末の含有量が少なすぎるとペースト粘度が小さくなり塗布による層の形成が困難になる一方で、セラミック粉末の含有量が多すぎると塗布厚みを薄くすることが困難になる。
【0048】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、本実施形態ではポリビニルアセタール系樹脂の一つのポリビニルアセタール(アセタール基R=CH3 )を主成分とする。
【0049】
バインダ中のポリビニルアセタールの含有量は、95重量%以上であることが好ましく、より好ましくは100重量%である。ごく微量ではあるが、ポリビニルアセタールと組み合わせて用いることが可能な樹脂としては、ポリビニルアセタール以外のポリビニルアセタール系樹脂、アクリル樹脂、エチルセルロースなどがある。
【0050】
ポリビニルアセタール以外のポリビニルアセタール系樹脂としては、ポリビニルアセトアセタール 、ポリビニルブチラール(アセタール基R=C3 H7 )、ポリビニルホルマール(アセタール基R=H)、ポリビニルベンザール、ポリビニルフェニルアセタール、ポリビニルプロピオナール、ポリビニルヘキサナール、ポリビニルベンザールなどが例示される。
【0051】
本実施形態で用いるポリビニルアセタールは、重合度が2000〜3600であるものが好ましく、より好ましくは2000〜3000のものである。重合度が2000未満ではシートアタックを生じるおそれがあり、3600を超えると剥離層用ペーストの粘度が高くなり過ぎるために、セラミックス粉末の分散性が悪く、均質なペーストが得られ難くなる傾向がある。
【0052】
また、本実施形態で用いるポリビニルアセタールは、残存アセチル基量が、通常3モル%以下である。
【0053】
また、本実施形態で用いるポリビニルアセタールは、アセタール化度(アセタール基の含有量)が66〜74モル%であるものが好ましい。アセタール化度が66モル%未満ではシートアタックを生じるおそれがあり、74モル%を超えると製造が極めて困難である。なお、ポリビニルアセタールのアセタール化度は、JIS−K6729「ポリビニルホルマール試験方法」に準拠し、残存アセチル基量とビニルアルコール量とを測定し、100から上記両成分量を差し引くことにより算出することができる。
【0054】
バインダは、剥離層用ペースト中に、上記セラミック粉末100重量部に対して12〜50重量部(但し、12重量部を除く)、好ましくは20〜30重量部で含まれる。バインダ量が少なすぎると後述の電極層12a及び余白パターン層24を形成した際に剥離層22が溶解し、電極ハジキが生じやすくなるとともに500回以上の連続印刷に耐えられなくなる。一方、多すぎると電極層12a及び余白パターン層24の剥離が重くなる。バインダ含有量がセラミック粉末100重量部に対して20〜30重量部であるときに、剥離層22のシートアタックが効果的に防止され、その結果、剥離層がシートアタックされることに起因する製版裏側への剥離層の粉の付着がなくなり、連続印刷する際の印刷条件の変動を来すことがなくなる。
【0055】
または、前記セラミック粉末と、前記バインダ及び後述の可塑剤との比(P/B)が1.33〜5.56(但し、5.56を除く)、好ましくは1.85〜2.78に制御されるように、バインダ量を調整する。(P/B)が小さすぎると電極層12a及び余白パターン層24を形成した際に剥離層22が溶解し、電極ハジキが生じやすくなるとともに500回以上の連続印刷に耐えられなくなり、大きすぎると電極層12a及び余白パターン層24の剥離が重くなる不都合がある。
【0056】
溶剤としては、特に限定されず、アルコール、アセトン、メチルエチルケトン(MEK)、ミネラルスピリット、メチルイソブチルケトン(MIBK)、トルエン、キシレン、酢酸エチルなどが例示されるが、好ましくはアルコール、ケトン類、トルエン、キシレン等、より好ましくはエチルアルコール、MEK、MIBK、プロパノール、キシレン及びトルエンの1種以上を用いる。
溶剤は、剥離層用ペースト中の不揮発分濃度が5〜20重量%、より好ましくは10〜15重量%となる範囲で含まれる。
【0057】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。本実施形態では、好ましくは、アジピン酸ジオクチル(DOA)、フタル酸ブチルブチレングリコール(BPBG)、フタル酸ジドデシル(DDP)、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)、フタル酸ブチルベンジル(BBP)、セバシン酸ジブチルなどが用いられる。中でも、DBP、DOP及びBBPから選ばれる一つ以上を用いることが特に好ましい。DBP、DOP及びBBPから選ばれる一つ以上を用いることで剥離強度が低くなるメリットがある。
【0058】
可塑剤は、セラミック粉末100重量部に対して、好ましくは0〜100重量部(但し、0重量部と100重量部を除く)、より好ましくは20〜70重量部で含有される。可塑剤は、有機ビヒクル中のバインダのTgを制御し、添加されることで剥離層の剥離強度は重くなるが、スタック性(積層時の接着性)は改善する。基本的に可塑剤の添加はゼロでも問題ないが、スタック性・転写等を改善するために添加する場合、その上限は、セラミック粉末100重量部に対して、好ましくは100重量部である。可塑剤の添加量が多すぎると、可塑剤がブリードアウト(にじみ出てしまう現象)する、または剥離層の粘着性が増加し、スクリーンに粘着したり、走行系に付着するために、連続で印刷が難くなるためである。
【0059】
分散剤としては、特に限定されないが、ポリエチレングリコール系分散剤、ポリカルボン酸系分散剤、多価アルコール部分エステル系分散剤、エステル系分散剤、エーテル系分散剤などが例示される。その他、ブロックポリマー型分散剤やグラフトポリマー型分散剤もある。本実施形態では、好ましくは、ポリエチレングリコール系などのノニオン性の分散剤が用いられる。
【0060】
分散剤は、セラミック粉末100重量部に対して、好ましくは1〜3重量部、より好ましくは1.5〜2.5重量部で含有される。分散剤は、顔料(セラミック粉末)の分散性の向上と塗料の安定性(経時変化)を改善する効果を有する。分散剤の含有量が少なすぎるとこれを添加する効果が不十分となり、多すぎるとミセル形成や再凝集による分散性低下の不都合を生じることがある。
【0061】
離型剤としては、特に限定されないが、パラフィン、ワックス、脂肪酸エステル類、シリコーン油などが例示される。ここで用いる剥離剤は、グリーンシート10aに含まれる剥離剤と同じでも良いし、異なっていても良い。離型剤は、有機ビヒクル中のバインダ100重量部に対して、好ましくは5〜20重量部、より好ましくは5〜10重量部で含有される。
【0062】
なお、剥離層用ペーストには、さらに、帯電助剤などの添加剤が含有されても良い。
【0063】
剥離層用ペーストは、上記各成分を、ボールミルなどで混合し、スラリー化することにより形成することができる。
【0064】
この剥離層用ペーストは、キャリアシート20上に塗布され、その後、乾燥されて剥離層22が形成される。乾燥温度は、特に限定されないが、好ましくは50〜100℃であり、乾燥時間は、好ましくは1〜10分である。
【0065】
電極層の形成
(2)次に、図2(B)に示すように、キャリアシート20上に形成された剥離層22の表面に、焼成後に図1に示す内部電極層12となる所定パターンの電極層(内部電極パターン)12aを形成する。
【0066】
電極層12aの厚さは、好ましくは0.1〜2.0μm、より好ましくは0.1〜1.0μm程度である。電極層12aの厚さは、現状の技術では前記範囲の程度であるが、電極の途切れが生じない範囲で薄い方がより望ましい。電極層12aは、単一の層で構成してあってもよく、あるいは2以上の組成の異なる複数の層で構成してあってもよい。なお、本実施形態では、剥離層22上に電極層12aを形成するため、電極はじきを有効に防止することができ、電極層12aの形成を良好かつ高精度に行うことができる。
【0067】
電極層12aの形成方法は、層を均一に形成できる方法であれば特に限定されず、たとえば電極層用ペーストを用いたスクリーン印刷法あるいはグラビア印刷法などの厚膜形成方法、あるいは蒸着、スパッタリングなどの薄膜法が挙げられるが、本実施形態では、電極層用ペーストを用い、厚膜法の1種であるスクリーン印刷法あるいはグラビア印刷法を用いる場合を例示する。
【0068】
本実施形態で用いる電極層用ペーストは、導電性粉末と有機ビヒクルとを含有する。
【0069】
導電性粉末としては、特に限定されないが、Cu、Niおよびこれらの合金から選ばれる少なくとも1種で構成してあることが好ましく、より好ましくはNiまたはNi合金、さらにはこれらの混合物で構成される。
【0070】
NiまたはNi合金としては、Mn、Cr、CoおよびAlから選択される少なくとも1種の元素とNiとの合金が好ましく、合金中のNi含有量は95重量%以上であることが好ましい。なお、NiまたはNi合金中には、P、Fe、Mgなどの各種微量成分が0.1重量%程度以下含まれていてもよい。
【0071】
このような導電性粉末は、球状、リン片状等、その形状に特に制限はなく、また、これらの形状のものが混合したものであってもよい。また、導電性粉末の粒子径は、球状の場合、通常0.1〜2μm、好ましくは0.2〜1μm程度のものを用いる。
【0072】
導電性粉末は、電極層用ペースト中に、好ましくは30〜70重量%、より好ましくは40〜50重量%で含まれる。
【0073】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、特に限定されず、エチルセルロース、アクリル樹脂、ポリビニルブチラール、ポリビニルアセタール、ポリビニルアルコール、ポリオレフィン、ポリウレタン、ポリスチレン、または、これらの共重合体などが例示されるが、本実施形態では、分散性および粘度特性に優れているという点より、エチルセルロースを用いる。バインダは、電極層用ペースト中に、導電性粉末100重量部に対して、好ましくは8〜20重量部で含まれる。
【0074】
溶剤としては、バインダの種類に応じて適宜選択すればよいが、本実施形態では特にリモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテートまたはブチルカルビトールアセテートを用いる。これらの溶剤は、1種または2種以上を混合して用いても良い。
【0075】
電極層用ペースト中には、上記剥離層用ペーストと同様に、後述するグリーンシート10aに含まれるセラミック粉末と同じ組成のセラミック粉末が共材として含まれていても良い。共材は、焼成過程において導電性粉末の焼結を抑制する作用を奏する。共材として用いるセラミック粉末は、電極層用ペースト中に、導電性粉末100重量部に対して、好ましくは5〜25重量部で含まれる。
【0076】
電極層用ペーストには、グリーンシートとの接着性を改善する目的で、可塑剤または粘着剤が含まれることが好ましい。可塑剤としては、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。可塑剤は、有機ビヒクル中のバインダ100重量部に対して、好ましくは10〜300重量部で含有される。可塑剤含有量が少なすぎると添加効果がなく、多すぎると形成される電極層12aの強度が著しく低下し、しかも電極層12aから過剰な可塑剤が滲み出す傾向がある。
【0077】
電極層用ペーストは、上記各成分を、ボールミルなどで混合し、スラリー化することにより形成することができる。
【0078】
余白パターン層の形成
(3)本実施形態では、剥離層22の表面に、所定パターンの電極層12aを印刷法で形成した後、またはその前に、図2(B)に示す電極層12aが形成されていない剥離層22の表面隙間(余白パターン部分50)に、電極層12aと同じ厚みの余白パターン層24を形成する。余白パターン層24の厚みを電極層12aと同じ厚みとするのは、実質的に同じでないと段差が生じるからである。
【0079】
余白パターン層24は、後述するグリーンシート10aと同じ材質で構成される。また、余白パターン層24は、電極層12aあるいは、後述するグリーンシート10aと同様な方法(余白パターン層用ペーストを用いる)で形成することができる。
【0080】
この余白パターン層用ペーストは、電極層12a間の余白パターン部分50に塗布される。その後、電極層12aおよび余白パターン層24は、必要に応じて乾燥される。乾燥温度は、特に限定されないが、好ましくは70〜120℃であり、乾燥時間は、好ましくは5〜15分である。
【0081】
グリーンシートの形成
(4)次に、図2(C)に示すように、電極層12a及び余白パターン層24の表面に、焼成後に図1に示す誘電体層10となるグリーンシート10aを形成する。
【0082】
グリーンシート10aの厚さは、好ましくは0.5〜30μm、より好ましくは0.5〜10μm程度である。
なお、本実施形態においては、グリーンシート10aの厚さは、剥離層22の厚さとの関係で次のような範囲とすることが好ましい。すなわち、グリーンシート10aの厚さと、剥離層22の厚さとの合計が、1.0μm以下となるようにグリーンシート10aを形成することが好ましい。剥離層22はセラミック粉末を含有しているため、焼成後には、グリーンシート10aとともに、誘電体層10を構成することとなる。そのため、誘電体層10を薄層化するという観点より、これらの合計の厚みは上記範囲内とすることが好ましい。
【0083】
グリーンシート10aの形成方法は、層を均一に形成できる方法であれば特に限定されないが、本実施形態では誘電体ペーストを用い、ドクターブレード法を用いる場合を例示する。
【0084】
本実施形態で用いる誘電体ペーストは、通常、セラミック粉末と有機ビヒクルとを混練して得られた有機溶剤系ペーストで構成される。
【0085】
セラミック粉末としては、複合酸化物や酸化物となる各種化合物、たとえば炭酸塩、硝酸塩、水酸化物、有機金属化合物などから適宜選択され、混合して用いることができる。セラミック粉末は、通常、平均粒子径が0.4μm以下、好ましくは0.1〜3.0μm程度の粉体として用いられる。なお、きわめて薄いセラミックグリーンシートを形成するためには、セラミックグリーンシート厚みよりも細かい粉体を使用することが望ましい。
【0086】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、特に限定されず、エチルセルロース、ポリビニルブチラール、アクリル樹脂などの通常の各種バインダが例示される。溶剤としては、特に限定されず、ターピネオール、アルコール、ブチルカルビトール、アセトン、メチルエチルケトン(MEK)、トルエン、キシレン、酢酸エチル、ステアリン酸ブチル、イソボニルアセテートなどの通常の有機溶剤が例示される。
【0087】
誘電体ペースト中の各成分の含有量は、特に限定されるものではなく、通常の含有量、たとえばバインダは1〜5質量%程度、溶剤(または水)は10〜50質量%程度とすればよい。
【0088】
誘電体ペースト中には、必要に応じて、各種分散剤、可塑剤、誘電体、副成分化合物、ガラスフリット、絶縁体などから選択される添加物が含有されていてもよい。誘電体ペースト中に、これらの添加物を添加する場合には、総含有量を、約10重量%以下にすることが望ましい。
【0089】
可塑剤としては、フタル酸ジオクチルやフタル酸ベンジルブチルなどのフタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
バインダとしてブチラール樹脂を用いる場合の可塑剤は、バインダ樹脂100重量部に対して、25〜100重量部の含有量であることが好ましい。可塑剤が少なすぎるとグリーンシートが脆くなる傾向にあり、多すぎると可塑剤が滲み出し、取り扱いが困難である。
【0090】
以上のような誘電体ペーストを用いて、ドクターブレード法などにより、電極層12a及び余白パターン層24の表面に、グリーンシート10aを形成する。
【0091】
接着層の形成
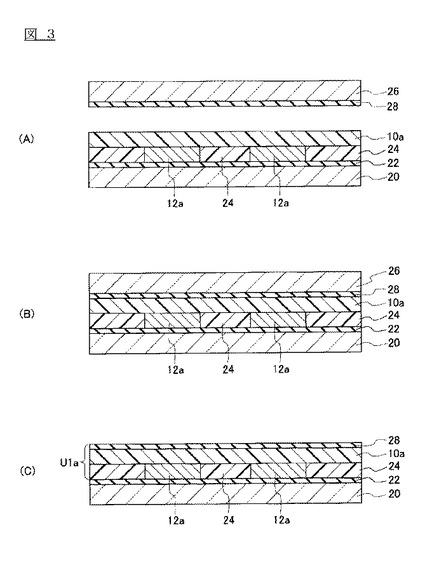
(5)本実施形態では、次いで、10aの表面に接着層28を形成するために、上記のキャリアシート20とは別に、図3(A)に示すように、第2支持シートとしてのキャリアシート26の表面に接着層28が形成してある接着層転写用シートを準備する。
【0092】
キャリアシート26は、キャリアシート20と同じ材質のシートで構成することができる。接着層28の厚みは、好ましくは0.3μm以下であり、しかもグリーンシート10aに含まれるセラミック粉末の平均粒径よりも薄いことが好ましい。
【0093】
キャリアシート26表面への接着層28の形成方法は、層を均一に形成できる方法であれば特に限定されないが、本実施形態では、接着層用ペーストを用い、たとえばバーコータ法、ダイコータ法、リバースコータ法、ディップコーター法、キスコーター法などの方法が用いられる。
【0094】
本実施形態で用いる接着層用ペーストは、有機ビヒクルと可塑剤とを含有する。
【0095】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、グリーンシート10aに含まれるバインダと同じでも良いし、異なっていても良い。溶剤は、特に限定されず、上述した如き通常の有機溶剤が使用可能である。
【0096】
可塑剤としては、特に限定はないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0097】
接着層用ペーストには、グリーンシート10aに含まれるセラミック粉末と同じ組成のセラミック粉末が含まれていても良く、さらにイミダゾリン系帯電除剤などの帯電除剤が含まれていても良い。
【0098】
接着層用ペーストは、上記各成分を、ボールミルなどで混練し、スラリー化することにより形成することができる。
【0099】
この接着層用ペーストは、第2支持シートとしてのキャリアシート26の表面に、上記各種塗布方法により塗布・形成され、その後、接着層28は、必要に応じて乾燥される。
【0100】
積層体ユニットの形成
(6)次に、図2(C)に示す電極層12aおよび余白パターン層24上に形成されたグリーンシート10aの表面に、接着層28を形成し、図3(C)に示す積層体ユニットU1aを得る。
【0101】
本実施形態では、接着層28の形成方法として転写法を採用している。すなわち、まず、図3(A)、図3(B)に示すように、上記にて準備した接着層転写用シートの接着層28を、グリーンシート10aの表面に押し付け、加熱加圧する。次いで、キャリアシート26を剥がして、図3(C)に示すように、接着層28をグリーンシート10aの表面に転写し、積層体ユニットU1aを得る。
【0102】
接着層28を、転写法にて形成することにより、接着層の成分のグリーンシート10a、あるいは電極層12aや余白パターン層24への染み込みを有効に防止することができる。そのため、グリーンシート10a、あるいは電極層12aや余白パターン層24の組成に悪影響を与えるおそれがない。さらに、接着層28を薄く形成した場合でも、接着層の成分が、グリーンシート10a、あるいは電極層12aや余白パターン層24へ染み込むことがないため、接着性を高く保つことができる。
【0103】
転写時の加熱温度は、40〜100℃が好ましく、また、加圧力は、0.2〜15MPaが好ましい。加圧は、プレスによる加圧でも、カレンダロールによる加圧でも良いが、一対のロールにより行うことが好ましい。
【0104】
グリーンチップの形成
(7)次に、得られた積層体ユニットU1aを、複数積層することにより、グリーンチップを形成する。
【0105】
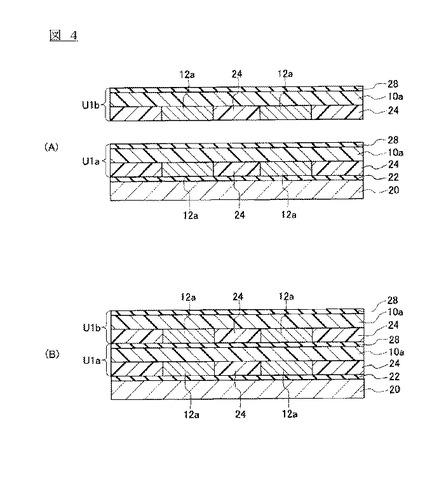
本実施形態では、積層体ユニットU1aの積層は、図4(A)、図4(B)および図5(A)、図5(B)に示すように、接着層28を介して、各積層体ユニット同士を接着することにより行う。以下、積層方法について説明する。
【0106】
まず、図4(A)に示すように、上記にて作製した積層体ユニットU1aと、積層体ユニットU1aと同様の方法により作製した別の積層体ユニットU1bとを準備する。
【0107】
次に、積層体ユニットU1bから、キャリアシート20を剥がし、積層体ユニットU1bを、キャリアシート20が剥離された状態とする。本実施形態では、積層体ユニットU1bは、剥離層22を介してキャリアシート20上に形成されているため、積層体ユニットU1bからのキャリアシート20の剥離を、容易かつ良好に行うことができる。また、剥離時に、電極層12aや余白パターン層24を破損させることもない。なお、剥離層22は、キャリアシート20とともに、積層体ユニットU1bから剥離されることが好ましいが、少量程度なら、積層体ユニットU1b側に残存しても構わない。この場合においても、本実施形態においては、剥離層22の厚みを0.1μm以下と薄層化しており、グリーンシート10aや電極層12aに比較して十分薄いため、その影響を小さくすることができる。しかも、剥離層22に含有される誘電体は、焼成後にグリーンシート10aと同じように誘電体層10の一部を構成することとなるため、組成が変化してしまうなどの問題を引き起こすことがない。
【0108】
次に、図4(B)に示すように、キャリアシート20が剥離された積層体ユニットU1bと、積層体ユニットU1aとを、積層体ユニットU1aの接着層28を介して、接着し、積層する。
【0109】
次に、図5(A)、図5(B)に示すように、同様にして、積層体ユニットU1b上に、別の積層体ユニットU1cを、積層体ユニットU1bの接着層28を介して、接着し、積層する。そして、この図5(A)、図5(B)に示す工程を繰り返すことにより、複数の積層体ユニットを積層する。
【0110】
最後に、この積層体の上面および/または下面に、外層用のグリーンシートを積層し、最終加圧を行い、その後、積層体を所定サイズに切断し、グリーンチップを形成する。なお、最終加圧時の圧力は、好ましくは10〜200MPaとし、加熱温度は、好ましくは、40〜100℃とする。
【0111】
グリーンチップの焼成など
(8)得られたグリーンチップは、脱バインダ処理、焼成処理が行われ、さらに必要に応じて誘電体層を再酸化させるための熱処理が行われる。そして、形成された焼結体で構成されるコンデンサ素体4に、外部電極用ペーストを印刷または転写して焼成し、外部電極6,8を形成して、積層セラミックコンデンサ2が製造される。製造された積層セラミックコンデンサ2は、ハンダ付等によりプリント基板上などに実装され、各種電子機器等に使用される。
【0112】
以上、本発明の実施形態について説明してきたが、本発明は、上述した実施形態に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々に改変することができる。
【0113】
たとえば、本発明の方法は、積層セラミックコンデンサの製造方法に限らず、その他の積層型電子部品の製造方法としても適用することが可能である。
【0114】
接着層28の形成方法は、転写法に限定されず、接着層用ペーストを第2支持シートとしてのキャリアシート26の表面に塗布することなく、直接、グリーンシート10a上に塗布し、乾燥させて接着層28を形成しても良い。
【0115】
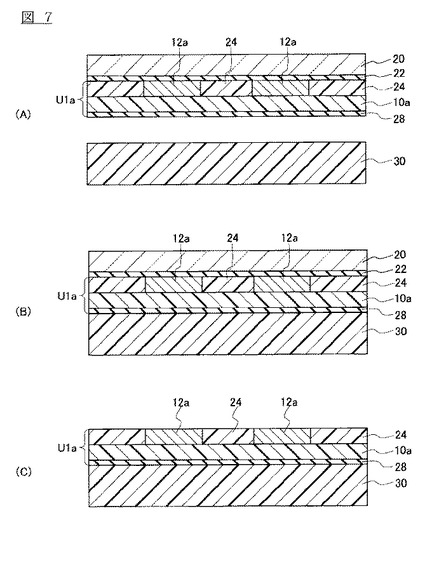
積層体ユニットの積層方法は、図6に示すように、あらかじめ、積層体ユニットU1aからキャリアシート20を剥離して、外層用のグリーンシート30(電極層が形成されていないグリーンシートを複層積層した厚めの積層体)上に、積層体ユニットU1aを形成して、積層しても良い。
【0116】
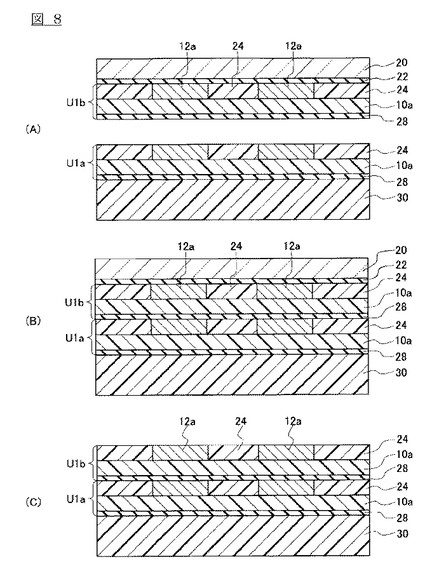
また、積層体ユニットの積層方法は、たとえば図7、図8に示すように、積層体ユニットを積層した後に、キャリアシート20を剥離する工程を採用することもできる。すなわち、図7(A)、図7(B)に示すように、まず、外層用のグリーンシート30上に、キャリアシート20を剥離していない積層体ユニットU1aを、接着層28を介して、接着し、積層する。次に、図7(C)に示すように、積層体ユニットU1aからキャリアシート20を剥離する。次に、図8(A)〜図8(C)に示すように、同様にして、積層体ユニットU1a上に、別の積層体ユニットU1bを、積層体ユニットU1bの接着層28を介して、接着し、積層する。そして、この図8(A)〜図8(C)に示す工程を繰り返すことにより、複数の積層体ユニットを積層する。次いで、この積層体の上面に、外層用のグリーンシートを積層し、最終加圧を行い、その後、積層体を所定サイズに切断し、グリーンチップを形成することができる。なお、図7、図8に示す工程を採用した場合においては、接着層28の接着力を剥離層22の粘着力よりも強くすることにより、キャリアシート20を、選択的かつ容易に剥離することができるため、特に有効である。
【実施例】
【0117】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0118】
実施例1
剥離層用ペーストの作製
添加物スラリーの調製
まず、添加物(副成分)原料として、(Ba,Ca)SiO3 :1.48重量部、Y2 O3 :1.01重量部、MgCO3 :0.72重量部、MnO:0.13重量部およびV2 O5 :0.045重量部を準備した。次に、準備された添加物(副成分)原料を混合し、添加物(副成分)原料混合物を得た。
【0119】
次に、得られた添加物原料混合物:8.75重量部に対して、エチルアルコール:6.21重量部、n−プロパノール:6.21重量部、キシレン:2.19重量部、ポリエチレングリコール系分散剤:0.09重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および20時間の条件で行った。粉砕後の添加物原料の粒径(メジアン径)は約0.1μmであった。
【0120】
1次スラリーの作製
次に、得られた添加物スラリー:全量、平均粒径0.05μmのBaTiO3 粉末(BT−005/堺化学工業(株)):200重量部、エチルアルコール:42.40重量部、n−プロパノール:42.40重量部、キシレン:44.77重量部、可塑剤としてのフタル酸ジオクチル(DOP):3.13重量部、ミネラルスピリット:14.61重量部、ポリエチレングリコール系分散剤:2.0重量部を、ボールミルを使用して混合粉砕した。混合粉砕は、1リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0121】
その後(4時間混合後)、ポリビニルアセタールをエチルアルコール:n−プロパノール=1:1で溶解することにより調製されたバインダーラッカーA(ポリビニルアセタールの樹脂固形分濃度:7%):85.7重量部を追加添加し、更に16時間ボールミルで混合を行い、1次スラリーを得た。
【0122】
ポリビニルアセタールとしては、重合度2400、アセタール化度66モル%、残存アセチル基量3モル%のものを使用した。バインダーラッカーAの追加添加量85.7重量部は、ポリビニルアセタール自体の添加量が、セラミック粉末に対して6重量%となる量である。得られた1次スラリーの不揮発分濃度は40.28%であった。
【0123】
なお、本実施例では、上記(BaTiO3 粉末+添加物原料混合物)=セラミック粉末(平均粒径0.05μm、比表面積20m2/g)とした。
【0124】
1次スラリーの希釈
本実施例では、高分散かつ低濃度のスラリーを1工程で製造することが困難であるため、まず、比較的濃度の高い1次スラリーを作製し、次いで、この1次スラリーを希釈することにより、剥離層用ペーストを製造する。
【0125】
具体的には、得られた1次スラリーを、ポリビニルアセタール添加量の総量を24重量部、不揮発分濃度10%になるように、下記調製のバインダーラッカーBと1次スラリ全量をボールミルを使用して混合した。混合は、10リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0126】
バインダーラッカーBは、エチルアルコール:710.3重量部、n−プロパノール:710.3重量部、キシレン:250.7重量部、可塑剤としてのフタル酸ジオクチル(DOP):21.92重量部、上記1次スラリーの作製に用いたバインダーラッカーA:43.84重量部を準備し、これらを混合して調製した。
【0127】
混合後のスラリーは、不揮発分濃度10%、セラミック粉末100重量部に対するポリビニルアセタール量が24重量部、可塑剤の含有量がポリビニルアセタール100重量部に対して50重量部(セラミック粉末100重量部に対しては12重量部)、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)は2.78であった。
【0128】
高分散処理
得られた混合後のスラリーを湿式ジェットミル((株)スギノマシン製 HJP−25005)を使用して、処理することにより、剥離層用ペーストを作製した。処理条件は、圧力100MPaで、処理回数は、1回とした。
【0129】
剥離層の形成
作製された剥離層用ペーストを、表面にシリコーンを主体とする剥離剤をコーティングにより施した離型処理(剥離力:10.5mN/cm)を持つ厚み38μmのPETフィルム(第1支持シート)の表面に、バーコーター(番定#2)を使用し、塗布速度4/minの条件で塗布した後、炉内温度を60℃とした乾燥炉にて1分乾燥することにより、乾燥膜厚が0.1μmの剥離層を形成した。
【0130】
剥離層の評価
まず、剥離層の評価を行うために用いる電極層用ペースト及び余白パターン層用ペーストを調製した。
電極層用ペーストは、バインダとしてエチルセルロースと、溶剤と、Ni粉末と、を混合することにより調製した。
余白パターン層用ペーストは、バインダとしてエチルセルロースと、溶剤と、BaTiO3 粉末と、を混合することにより調製した。
【0131】
本実施例では、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤としては、表1に示す各溶剤を用いた(表1に示す試料番号1〜14)。
【0132】
そして、上記にて調製した電極層用ペースト及び余白パターン層用ペーストを使用して、以下の方法により、滲み・ハジキ・ピンホールの発生の有無、シートアタックの有無、及び電極層、余白パターン層の剥離性の各評価を行った。
【0133】
滲み・ハジキ・ピンホール
剥離層の表面に、電極層用ペーストと余白パターン層用ペーストを印刷し、剥離層の表面に形成される電極層や余白パターン層を目視観察することにより、滲み・ハジキ・ピンホールの発生の有無を確認した。
【0134】
具体的には、まず、上記にて調製した電極層用ペーストを、Ni金属付着量0.55mg/cm2 となるようにスクリーン印刷機により印刷し、90℃、2分の条件で乾燥し、乾燥膜厚1μmの所定パターンの電極層12aを形成した。
次に、剥離層の表面の電極層12aが形成されていない部分に、上記にて調製した余白パターン層用ペーストを、BaTiO3 付着量0.43mg/cm2 となるようにスクリーン印刷機により印刷し、90℃、2分の条件で乾燥し、余白パターンを形成した。
余白パターンの印刷には、上記電極層用ペーストを印刷する際に使用したパターンと、相補的なパターンとなっているスクリーン製版を使用した。また、余白パターンは、乾燥膜厚が電極層と同じ厚みとなるように形成した。
その後、剥離層の表面に形成された電極層や余白パターン層を目視観察することにより、滲み・ハジキ・ピンホールの発生の有無を確認した。電極層や余白パターン層の滲み・ハジキ・ピンホールの発生をいずれも確認できなかった場合を○、いずれか一つ以上を確認できた場合を×として判断した。結果を表1に示す。
【0135】
シートアタック
剥離層のシートアタックの評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、剥離層の電極層及び余白パターン層とは反対面(PETフィルムに接する面)より顕微鏡を用いて観察し、変形度合いと色合いにより剥離層の溶解度合いを確認することにより行った。剥離層の溶解を確認できなかった場合を○、確認できた場合を×として判断した。結果を表1に示す。
【0136】
電極層、余白パターン層の剥離性
剥離層からの電極層、余白パターン層の剥離性の評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、剥離層から電極層と余白パターン層を剥がす際の剥離強度を測定することにより行った。
【0137】
具体的には、図2(B)に示す状態のシートを両面テープ(スコッチST−416)を用いて、PETフィルム(図2(B)におけるキャリアシート20に相当)が上になるように試料台に貼り付け、次にPETフィルムの一端をシートの平面に対して90度の方向に8mm/min.の速度で引き上げ、その時に、PETフィルムキャリアシート20に作用する力(mN/cm)を電極層、余白パターン層の剥離強度として測定した(90゜剥離試験法)。
【0138】
剥離強度を低くすることにより、電極層及び余白パターン層からのPETフィルムの剥離を良好に行うことができる。また、剥離時における電極層及び余白パターン層の破損も有効に防止することができるため、剥離強度は低いほうが好ましい。その一方で、剥離強度が、後述の接着層やグリーンシートの転写時の剥離強度より低いと、接着層やグリーンシートの転写が困難になる。そこで本実施例では10mN/cm以上を良好とした。その反面、剥離強度が高すぎると、積層時に電極層及び余白パターン層からのPETフィルムの剥離が困難になる。そこで本実施例では20mN/cm以下を良好とした。結果を表1に示す。
【0139】
【表1】

表1において、セラミック粉末100重量部に対し、ポリビニルアセタール:24重量部、可塑剤12重量部、P/B=2.78とした。また、ポリビニルアセタールとしては、重合度:2400、アセタール化度:66モル%、残存アセチル基量:3モル%のものを使用した。以下、表2〜4,9においても同様。
【0140】
表1に、バインダとしてポリビニルアセタールを使用し、セラミック粉末として平均粒径0.05μm、比表面積20m2/gの粉末を使用し、乾燥膜厚を0.1μmと薄層化した剥離層(試料番号1〜14)の評価結果を表1に示す。なお、表1の試料番号1〜14は、剥離層の評価に用いる電極層用ペースト、余白パターン層用ペーストとして、表1に示す各溶剤を使用した試料である。
【0141】
表1の試料番号1〜13の結果より、バインダとして本発明所定のポリビニルアセタールを使用して形成された剥離層は、乾燥膜厚を0.1μmと薄層化した場合においても、本発明所定の溶剤を用いて調製された電極層用ペースト及び余白パターン層用ペーストと合わせて使用することにより、良好な結果が得られることが確認できる。
【0142】
一方、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤を、ターピネオールとした場合には、シートアタックが発生し、電極層、余白パターン層の剥離性が悪化する結果となった。
【0143】
実施例2
剥離層の乾燥膜厚を0.07μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表2に示す。
【0144】
実施例3
剥離層の乾燥膜厚を0.05μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表3に示す。
【0145】
比較例1
剥離層の乾燥膜厚を0.2μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表4に示す。
【0146】
【表2】
【0147】
【表3】
【0148】
【表4】
【0149】
表2,3に示すように、剥離層の乾燥膜厚を、それぞれ、0.07μm、0.05μmとさらに薄層化した場合においても、実施例1と同様の結果が得られることが確認できる。
【0150】
なお、表4に示すように、剥離層の乾燥膜厚を0.2μmと比較的に厚くした場合においては、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤を、ターピネオール単独とした場合においても、特に問題無く使用することができた(試料番号74)。ただし、乾燥膜厚を0.2μmと厚くしてしまうと、誘電特性が劣化してしまう(後述の実施例6参照)。
【0151】
比較例2
まず、実施例1のポリビニルアセタールをポリビニルブチラール(PVB)に変えて剥離層用ペーストを作製した。具体的には以下の通りである。
【0152】
剥離層用ペーストの作製
添加物スラリーの調製
まず、実施例1と同一組成の添加物(副成分)原料混合物を準備した。
【0153】
次に、得られた添加物原料混合物:4.3重量部、エチルアルコール:3.1重量部、n−プロパノール:3.1重量部、キシレン:1.1重量部及びポリエチレングリコール系分散剤:0.04重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および20時間の条件で行った。粉砕後の添加物原料の粒径(メジアン径)は約0.1μmであった。
【0154】
1次スラリーの作製
次に、得られた添加物スラリー:全量、平均粒径0.05μmのBaTiO3 粉末(BT−005/堺化学工業(株)):100重量部、エチルアルコール:45.88重量部、n−プロパノール:45.88重量部、キシレン:22.4重量部、フタル酸ジオクチル(DOP)可塑剤:3.03重量部、ミネラルスピリット:7.31重量部及びポリエチレングリコール系分散剤:1.0重量部をボールミルを使用して混合粉砕した。混合粉砕は、1リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0155】
その後(4時間混合後)、ポリビニルブチラール(PVB)樹脂(重合度1450、ブチラール化度69%、残留アセチル基量12%)をエチルアルコール:n−プロパノール=1:1で溶解した、樹脂固形分濃度15%ラッカーを41.6重量部(ポリビニルブチラール樹脂の添加量は粉体(チタン酸バリウム+添加剤)に対して6重量%になる様に添加)を追加添加し、更に16時間ボールミルで混合を行い、1次スラリーを得た。得られた1次スラリーの不揮発分濃度は41.3%であった。
【0156】
なお、本比較例においても、上記(BaTiO3 粉末+添加物原料混合物)=セラミック粉末(平均粒径0.05μm、比表面積20m2/g)とした。
【0157】
1次スラリーの希釈
本実施例では、高分散かつ低濃度のスラリーを1工程で製造することが困難であるため、まず、比較的濃度の高い1次スラリーを作製し、次いで、この1次スラリーを希釈することにより、剥離層用ペーストを製造する。
【0158】
具体的には、得られた1次スラリーを、ポリビニルブチラール樹脂添加量の総量を9重量部、不揮発分濃度15%になるように、下記調製のバインダーラッカーと1次スラリ全量をボールミルを使用して混合した。混合は、3リットルのポリエチレン製樹脂容器を用い、周速45m/分および4時間の条件で行った。なお、バインダーラッカーは、エチルアルコール:244.81重量部、n−プロパノール:244.81重量部、キシレン:131.83重量部、フタル酸ジオクチル(DOP)可塑剤:22.98重量部及びPVB−15%ラッカー:303.34重量部を準備し、これらを混合し、50℃で加熱溶解して調製した。
【0159】
混合後のスラリーは、不揮発分濃度15%、セラミック粉末100重量部に対するPVB樹脂量が50重量部、可塑剤の含有量がPVB樹脂100重量部に対して50重量部(セラミック粉末100重量部対しては25重量部)、セラミック粉末とPVB及び可塑剤との比(P/B)は1.33であった。
【0160】
高分散処理
得られた混合後のスラリーを、実施例1と同様に処理することにより、剥離層用ペーストを作製した。
【0161】
剥離層の形成
作製された剥離層用ペーストを、実施例1で用いたPETフィルム(第1支持シート)の表面に、同様の条件で塗布・乾燥することにより、乾燥膜厚が0.1μmの剥離層を形成し、実施例1と同様の評価を行った。結果を表5に示す。
【0162】
【表5】
表5において、セラミック粉末100重量部に対し、PVB:50重量部、可塑剤25重量部、P/B=1.33とした。また、PVBとしては、重合度:1450、ブチラール化度:69モル%、残存アセチル基量:12モル%のものを使用した。以下、表6〜8においても同様。
【0163】
表5に示すように、バインダとしてポリビニルブチラール(PVB)を使用して剥離層を形成した場合には、剥離層の厚みを0.1μmと薄層化すると、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤の種類に関係なく、シートアタックが発生する結果となった。特に、本比較例においては、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤の種類によっては、シートアタックに加え、滲み・ハジキ・ピンホールが発生してしまい、さらに、電極層、余白パターン層の剥離性が悪化する結果となった(試料番号81,88,94)。
【0164】
比較例3
剥離層の乾燥膜厚を0.07μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表6に示す。
【0165】
比較例4
剥離層の乾燥膜厚を0.05μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表7に示す。
【0166】
比較例5
剥離層の乾燥膜厚を0.2μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表8に示す。
【0167】
【表6】
【0168】
【表7】
【0169】
【表8】
【0170】
表6,7に示すように、剥離層の乾燥膜厚を、それぞれ、0.07μm、0.05μmとさらに薄層化した場合においても、比較例2と同様に、良好な結果を得ることができなかった。
【0171】
なお、表8の試料番号141〜153に示すように、剥離層の乾燥膜厚を0.2μmと比較的に厚くした場合においては、剥離層のバインダとしてポリビニルブチラール(PVB)を使用した場合でも、特に問題無く使用することができた。ただし、乾燥膜厚を0.2μmと厚くしてしまうと、誘電特性が劣化してしまう(後述の実施例6参照)。
【0172】
実施例4
剥離層を形成するための剥離層用ペーストに含有させるセラミック粉末として、表9に示すセラミック粉末を使用し、剥離層を形成する際の形成膜厚(狙い膜厚)を表9に示すように変化させた以外は、実施例1と同様に剥離層を形成し、実施例1の試料番号3と同様に評価を行った。結果を表9に示す。
【0173】
なお、実施例4においては、実施例1の試料番号3について行った評価に加え、表面粗さの評価を行った。
表面粗さの評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、電極層および余白パターン表面の表面粗さ(Ra:表面粗さ実効値)を、株式会社小阪研究所製「サーフコーダー(SE−30D)」(商品名)を用いて測定した。表面粗さが大きいとショート不良を生じる。そこで本実施例ではRaが0.1μm以下である場合を良好であると判断した。結果を表9に示す。
また、実施例4においては、乾燥膜厚は、共焦点レーザー顕微鏡による高さ計測データで評価した。測定の結果、形成膜厚の厚みに対して、形成膜厚の厚みに対して、乾燥膜厚が20%以上厚くなった試料を不可とし、表9中において、乾燥膜厚の値に「*」を併記した。
【0174】
【表9】
【0175】
セラミック粉末として、平均粒径:0.1μm、比表面積:10m2/gの粉末を使用した試料番号160〜163の結果より、剥離層用ペーストに含有させるセラミック粉末の平均粒径を、剥離層を形成する際の形成膜厚以下とした場合(試料番号160,161)においては、所望の膜厚での形成が可能であった。一方で、セラミック粉末の平均粒径を、形成膜厚より大きくした場合(試料番号162,163)には、乾燥膜厚が形成膜厚よりも大きくなってしまい、良好に成膜することができなかった。
また、セラミック粉末として、平均粒径:0.07μm、比表面積:14m2/gの粉末を使用した試料番号164〜167、平均粒径:0.05μm、比表面積:20m2/gの粉末を使用した試料番号63,3,23,43においても、同様の結果となった。
これらの結果より、使用するセラミック粉末の平均粒径を制御することにより、剥離層のさらなる薄層化が可能となることが確認できる。
【0176】
一方、セラミック粉末として、平均粒径:0.02μm、比表面積:50m2/gの粉末を使用した試料番号168〜171においては、得られる剥離層の表面粗さRaが悪化する結果となった。この理由としては、使用したセラミック粉末の比表面積が大きすぎるため、セラミック粉末の凝集が発生してしまったことによると考えられる。
【0177】
また、セラミック粉末として、平均粒径:0.2μm、比表面積:5m2/gの粉末を使用した試料番号172〜175においては、セラミック粉末の平均粒径が大きすぎたため、剥離層の厚みを0.1μm以下とすることができなかった。
なお、乾燥膜厚を0.2μmと厚くしてしまうと(試料番号160,164,63,168,172)、誘電特性が劣化してしまう(後述の実施例6参照)。
【0178】
実施例5
剥離層を形成するための条件を表10に示すように変更した以外は、実施例1と同様にして、剥離層を形成し、実施例1と同様に評価を行った。なお、表10において、表面粗さRaは、実施例5と同様の方法により測定した結果えら得た値である。
表10中、試料番号3,190〜193は、セラミック粉末100重量部に対するポリビニルアセタールの含有量と、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)を変化させた試料である。
試料番号3,194〜197は、ポリビニルアセタール樹脂の重合度を変化させた試料である。
試料番号3,198,199は、ポリビニルアセタール樹脂のアセタール化度を変化させた試料である。
試料番号3,200〜204は、セラミック粉末100重量部に対する可塑剤の含有量と、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)を変化させた試料である。
【0179】
【表10】
【0180】
表10より、ポリビニルアセタールの含有量、P/B、ポリビニルアセタール樹脂の重合度、可塑剤の含有量が本発明の好ましい範囲外となった試料は、良好な結果が得られなくなる傾向にあることが確認できる。
【0181】
実施例6
グリーンシート用ペースト
まず、実施例1(表1の試料3)と同一組成の添加物(副成分)原料混合物を準備した。
【0182】
次に、得られた添加物原料混合物:4.3重量部、エチルアルコール:3.11重量部、n−プロパノール:3.11重量部、キシレン:1.11重量部および分散剤:0.04重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および16時間の条件で行った。なお、粉砕後の添加物原料の粒径はメジアン径は0.1μmであった。
【0183】
次に、得られた添加物スラリー:11.65重量部、BaTiO3 粉末(BT−02/堺化学工業(株)):100重量部、エチルアルコール:35.32重量部、n−プロパノール:35.32重量部、キシレン:16.32重量部、フタル酸ジオクチル(可塑剤):2.61重量部、ミネラルスピリット:7.3重量部、分散剤:2.36重量部、帯電助剤:0.42重量部、有機ビヒクル:33.74重量部、MEK:43.81重量部および2−ブトキシエタノール:43.81重量部を、ボールミルを使用して混合し、グリーンシート用ペーストを得た。
【0184】
なお、ボールミルによる混合は、500ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア900gを投入し、周速45m/分および20時間の条件で行った。また、上記の有機ビヒクルは、重合度1450、ブチラール化度69%のポリビニルブチラール樹脂(積水化学工業(株)製):15重量部を、エタノール:42.5重量部およびプロパノール:42.5重量部に、50°Cの温度で、撹拌溶解することにより作製した。すなわち、有機ビヒクル中の樹脂含有量(ポリビニルブチラール樹脂の量)は、15重量%とした。
【0185】
接着層用ペースト
ブチラール樹脂(重合度800、ブチラール化度77%):2重量部、MEK:98重量部およびDOP(フタル酸ジオクチル):1重量部を、撹拌溶解することにより接着層用ペーストを作製した。
【0186】
積層セラミックコンデンサ試料の作製
実施例1で作製した剥離層用ペースト、電極層用ぺースト及び余白パターン層用ペーストと、本実施例で作製したグリーンシート用ペースト及び接着層用ペーストを用い、以下のようにして、図1に示す積層セラミックコンデンサ2を製造した。
【0187】
グリーンシートの形成
まず、実施例1と同様に、PETフィルム上に、乾燥時の膜厚が表11に示す厚さとなるように剥離層を形成し、該剥離層表面に電極層及び余白パターン層(いずれも乾燥膜厚1μm)を形成した。
【0188】
次に、電極層および余白パターン上に、上記のグリーンシート用ペーストを、ダイコーターにより塗布し、その後、乾燥することにより、グリーンシートを形成し、電極層12aおよび余白パターン24を有するグリーンシート10aを得た。塗布速度は50m/min.とし、乾燥は、炉内温度を80℃とした乾燥炉を使用して行った。グリーンシートは、乾燥時の膜厚が表11に示す厚さとなるように形成した。
【0189】
接着層の形成、接着層の転写
まず、別のPETフィルム(第2支持シート)を準備し、このPETフィルム上に、上記の接着層用ペーストを、ダイコーターにより塗布し、次いで、乾燥することにより、接着層を形成した。塗布速度は70m/min.とし、乾燥は、炉内温度を80℃とした乾燥炉を使用して行った。接着層は、乾燥時の膜厚が0.1μmとなるように形成した。なお、上記の第2支持シートは、第1支持シートと異なりに、表面にシリコーン系樹脂により剥離処理を施したPETフィルムを使用した。
【0190】
次に、作製した電極層12aおよび余白パターン24を有するグリーンシート10a上に、図3に示す方法により、接着層28を転写し、積層体ユニットU1aを形成した。転写時には、一対のロールを用い、その加圧力は0.1MPa、転写温度は80℃、転写速度は2m/minであり、転写は、良好に行えることが確認できた。
【0191】
グリーンチップの作製
まず、厚み10μmに成形された複数枚の外層用グリーンシートを、積層時の厚みが約50μmとなるように積層し、焼成後に積層コンデンサの蓋部分(カバー層)となる外層を形成した。なお、外層用グリーンシートは、上記にて製造したグリーンシート用塗料を使用し、乾燥後の厚みが10μmとなるように形成したグリーンシートである。
【0192】
次に、その上に、図3、図4に示す方法により、上記にて製造した積層体ユニットを100枚積層した。さらに、その上に、厚み10μmに成形された複数枚の外層用グリーンシートを、積層時の厚みが約50μmとなるように、積層し、焼成後に積層コンデンサの蓋部分(カバー層)となる外層を形成した。そして、得られた積層体を100MPaおよび70°Cの条件でプレス成形を行い、その後、ダイシング加工機によって、切断することにより、焼成前のグリーンチップを得た。
【0193】
焼結体の作製
次に、最終積層体を所定サイズに切断し、脱バインダ処理、焼成およびアニール(熱処理)を行って、チップ形状の焼結体を作製した。
【0194】
脱バインダは、昇温速度:50℃/時間、保持温度:240℃、保持時間:8時間、雰囲気ガス:空気中、で行った。焼成は、昇温速度:300℃/時間、保持温度:1200℃、保持時間:2時間、冷却速度:300℃/時間、雰囲気ガス:露点20℃に制御されたN2 ガスとH2 (5%)との混合ガス、で行った。アニール(再酸化)は、保持時間:3時間、冷却速度:300℃/時間、雰囲気用ガス:露点20℃に制御されたN2 ガス、で行った。なお、雰囲気ガスの加湿には、ウェッターを用い、水温0〜75℃にて行った。
【0195】
次に、チップ形状の焼結体の端面をサンドブラストにて研磨したのち、In−Ga合金ペーストを端部に塗布し、その後、焼成を行うことにより外部電極を形成し、図1に示す構成の積層セラミックコンデンサのサンプルを得た。本実施例では、表11に示すように、剥離層の厚さ、及びグリーンシートの厚さを変化させた複数の試料(試料番号205〜216)を作製し、各試料について、以下に説明する誘電特性維持率の評価を行った。
誘電特性維持率
誘電特性維持率は、単層の誘電体層の比誘電率(以下、適宜、「誘電率A」とする。)と、コンデンサ試料における比誘電率(以下、適宜、「誘電率B」とする。)と、を比較することにより評価した。具体的には、下記式(1)により、誘電率低下度を求めた。
誘電特性維持率(%)={誘電体層の比誘電率(誘電率A)/コンデンサ試料の比誘電率(誘電率B)}×100 …(1)
単層の誘電体層の比誘電率(誘電率A)、コンデンサ試料の比誘電率(誘電率B)は、それぞれ、単層の誘電体層試料およびコンデンサ試料に対し、基準温度25℃において、デジタルLCRメータ(YHP社製4284A)にて、周波数1kHz、入力信号レベル(測定電圧)1.0Vrmsの信号を入力し、静電容量を測定し、得られた静電容量に基づいて算出した。なお、単層の誘電体層試料は、剥離層を用いずに、グリーンシートを単層(乾燥膜厚:1.0μm)で形成し、その後、上記条件にて焼成することにより作製した。誘電特性維持率は、80%以上を良好とした。
【0196】
【表11】
【0197】
表11に示すように、グリーンシートの厚みと、剥離層の厚みと、の合計を1μm以下と薄層化した場合においては、剥離層の厚みを0.1μm以下とすることにより(試料番号209〜213)、誘電特性維持率が80%以上となり、誘電特性を良好に保てることが確認できる。一方、剥離層の厚みを0.2μmと厚くした場合には(試料番号205〜208)、誘電特性の劣化が大きくなる結果となった。したがって、この表11より、剥離層の厚みを0.1μm以下と薄層化することが望ましいことが確認できる。
【図面の簡単な説明】
【0198】
【図1】図1は本発明の一実施形態に係る積層セラミックコンデンサの概略断面図である。
【図2】図2(A)〜図2(C)は本発明の一実施形態に係る電極層およびグリーンシートの形成方法を示す要部断面図である。
【図3】図3(A)〜図3(C)は本発明の一実施形態に係る接着層の形成方法を示す要部断面図である。
【図4】図4(A)、図4(B)は本発明の一実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図5】図5(A)、図5(B)は図4の続きの工程を示す要部断面図である。
【図6】図6(A)、図6(B)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図7】図7(A)〜図7(C)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図8】図8(A)〜図8(C)は図7の続きの工程を示す要部断面図である。
【符号の説明】
【0199】
2… 積層セラミックコンデンサ
4… コンデンサ素体
6,8… 端子電極
10… 誘電体層
10a… グリーンシート
12… 内部電極層
12a… 電極層
20… キャリアシート(第1支持シート)
22… 剥離層
24… 余白パターン層
50… 余白パターン部分
26… キャリアシート(第2支持シート)
28… 接着層
30… 外層用グリーンシート
U1a〜U1c… 積層体ユニット
【技術分野】
【0001】
本発明は、積層セラミックコンデンサなどの積層型電子部品を製造するために用いる剥離層用ペーストと、該剥離層用ペーストを用いた積層型電子部品の製造方法とに関する。
【背景技術】
【0002】
近年、電子機器の小型化により、積層セラミックコンデンサなどの積層型電子部品の小型化・高性能化が進んでおり、積層型電子部品の層間誘電体層(一対の内部電極間に挟まれる誘電体層)厚みは1μm以下、積層数は800層を越えるようになってきている。このような電子部品の製造工程では、焼成後に誘電体層を形成しうるグリーンシートの厚みが極めて薄くなるために(通常1.5μm以下)、印刷工法による電極層形成時に、電極層用ペーストの溶剤によってグリーシートが溶解する、いわゆるシートアタック現象が問題となってくる。このシートアタック現象はグリーンシートの欠陥、ショート不良に直結するために、薄層化を推進するためには絶対に解決しなければならない課題である。
【0003】
このようなシートアタックを解消するために、特許文献1〜3では、電極層用ペーストを支持体フィルムに所定パターンで形成した後に乾燥させて得られる乾式タイプの電極層を別に準備し、この乾式タイプの電極層を、各グリーンシートの表面、あるいはグリーンシートの積層体の表面に転写する所定パターンの電極層の転写法が提案されている。
【0004】
しかしながら、特許文献1〜3の技術では、所定パターンの電極層を支持フィルムから剥離することが難しいという課題を有していた。
【0005】
そこで、本発明者らは、支持フィルムと所定パターンの電極層との間に、電極層の剥離性を向上させるための剥離層を形成する技術を提案した(特許文献4参照)。
【0006】
この特許文献4では、剥離層を形成するために用いる剥離層用ペーストとしては、バインダを溶剤に溶解させた有機ビヒクル中に少なくともセラミック粉末と可塑剤を溶解させたものを用い、有機ビヒクル中のバインダとしては、グリーンシートに含まれるバインダと同一、つまりポリビニルアセタール系樹脂の一つであるポリビニルブチラール(アセタール基R=C3 H7 )が使用されていた。また、所定パターンの電極層を形成するために用いる電極層用ペーストに含まれる有機ビヒクル中の溶剤としては、ターピネオールまたはジヒドロターピネオールなどが使用されてきた。
【0007】
しかしながら、ターピネオールまたはジヒドロターピネオールを溶剤に使用した電極層用ペーストを、ブチラール樹脂をバインダとした剥離層と組み合わせて使用すると、電極層用ペーストの溶剤により剥離層がシートアタックされたり、また電極層用ペーストの印刷時に剥離層が削れてカスが発生することがあった。
【0008】
剥離層のシートアタックは剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールを生じさせる原因となっており、ひいては最終物たる積層型電子部品のショート不良を増大させることにもなりかねない。
【0009】
従って、このような剥離層のシートアタックを防止することが強く望まれていた。
【特許文献1】特開昭63−51616号公報
【特許文献2】特開平3−250612号公報
【特許文献3】特開平7−312326号公報
【特許文献4】特開2003−197457号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、このような実状に鑑みてなされ、その目的は、電極層を形成するための電極層用ペースト(必要に応じてさらに余白パターン層を形成するための余白パターン層用ペースト)に対してシートアタックされず、しかも該ペーストの印刷時に滲み・ハジキ・ピンホールなどが発生することのない剥離層を形成可能な、積層型電子部品を製造するために用いる剥離層用ペーストと、該剥離層用ペーストを用いた積層型電子部品の製造方法とを、提供することである。特に、本発明は、剥離層を薄層化した場合においても、上記各特性を達成することができる剥離層用ペーストを提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明によれば、
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末と、前記バインダ及び可塑剤との比(P/B)が、1.33〜5.56(但し、5.56を除く)に制御されていることを特徴とする剥離層用ペーストが提供される。
【0012】
本発明によれば、
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末100重量部に対する前記バインダの含有量が12〜50重量部(但し、12重量部を除く)であることを特徴とする剥離層用ペーストが提供される。
【0013】
好ましくは、前記ポリビニルアセタールは、重合度が2000〜3600、アセタール化度が66〜74モル%である。
【0014】
好ましくは、前記可塑剤が、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)及びフタル酸ブチルベンジル(BBP)から選ばれる一つ以上であり、前記セラミック粉末100重量部に対して0〜100重量部(但し、0重量部と100重量部を除く)含有されている。
【0015】
好ましくは、前記セラミック粉末が、0.02μmより大きく、0.1μm以下の平均粒径を持つものである。
【0016】
好ましくは、前記分散剤が、ノニオン性の分散剤であり、前記セラミック粉末100重量部に対して1〜3重量部含有されている。
【0017】
好ましくは、前記有機ビヒクル中の溶剤が、エチルアルコール、メチルエチルケトン、メチルイソブチルケトン、プロパノール、キシレン及びトルエンから選択される1種または2種以上であり、不揮発分濃度が5〜20重量%となるように含有されている。
【0018】
本発明によれば、
離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、
前記剥離層の表面に電極層を所定パターンで形成する工程と、
前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、
前記電極層を有するグリーンシートを積層し、グリーンチップを形成する工程と、
前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法であって、
前記剥離層を形成するための剥離層用ペーストとして、上記いずれかの剥離層用ペーストを用いることを特徴とする積層型電子部品の製造方法が提供される。
【0019】
好ましくは、前記第1支持シートに施された離型処理が、シリコーンを主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が8〜20mN/cm(但し、8mN/cmを除く)に制御されている。
好ましくは、前記第1支持シートに施された離型処理が、アルキド樹脂を主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)に制御されている。
【0020】
好ましくは、前記剥離層用ペーストに含まれるセラミック粉末が、前記グリーンシートを形成するためのペーストに含まれるセラミック粉末と同一の組成を有するセラミック粉末である。
【0021】
好ましくは、前記剥離層の厚みと、電極層部分の厚みを除いた前記グリーンシートの厚みと、が合計で1.0μm以下である。
【0022】
本発明の積層型電子部品の製造方法において、前記グリーンシートの形成前に、前記電極層が形成されていない前記剥離層の表面に、前記電極層と同じ厚みで、かつ前記グリーンシートと同じ材質で構成してある余白パターン層を形成してもよい。
【0023】
本発明の積層型電子部品の製造方法において、前記電極層を有するグリーンシートを積層する前に、前記電極層を有するグリーンシートの反電極層側表面に、接着層を形成し、前記接着層を介して、前記電極層を有するグリーンシートを積層してもよい。
【発明の効果】
【0024】
本発明の剥離層用ペーストは、たとえば、離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、前記剥離層の表面に電極層を所定パターンで形成する工程と、前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、前記電極層を有するグリーンシートを前記第1支持シートから剥離した後に積層し、グリーンチップを形成する工程と、前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法において、前記剥離層を形成するために用いることができる。
【0025】
本発明の剥離層用ペーストは、そのペーストを構成するバインダ中にポリビニルアセタールを主成分として含有している。本発明でペースト中に含有させているポリビニルアセタールは、電極層や余白パターン層を形成するための電極層用ペーストや余白パターン層用ペースト中に溶剤として含まれるリモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、ブチルカルビトールアセテートに対して、溶解または膨潤されにくい(難溶)。このため、本発明の剥離層用ペーストを用いて形成された剥離層は、電極層用ペーストや余白パターン層用ペーストに対して、シートアタックされない効果を有する。その結果、本発明の剥離層用ペーストを用いて形成された剥離層に対する、電極層や余白パターン層を形成するための電極層用ペーストや余白パターン層用ペーストの印刷性が安定する。具体的には、剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールの発生を抑制することができる。電極層や余白パターン層の滲み・ハジキ・ピンホールは、剥離層の溶解により支持シート表面が露出することにより生じやすいが、本発明の剥離層用ペーストを用いて形成された剥離層は、電極層用ペーストや余白パターン層用ペーストに対して、シートアタックされないので、剥離層の表面に形成される電極層や余白パターン層の滲み・ハジキ・ピンホールが生じることがない。
【0026】
特に、本発明においては、組み合わせて使用される電極層用ペーストや余白パターン層用ペースト中に含有させる溶剤として、上述した溶剤を使用しているため、剥離層を0.1μm以下に薄層化した場合においても、シートアタックの発生や、電極層、余白パターン層の滲み・ハジキ・ピンホールの発生を有効に防止することができる。そのため、剥離層の薄層化が可能となり、これにより、次のような理由より誘電体層の薄層化が可能となる。
積層型電子部品の製造に際して、剥離層の表面に電極層を所定パターンで形成し、前記電極層の表面にグリーンシートを形成したものを積層してグリーンチップを作製し、これを焼成することにより、積層型電子部品を製造する場合、剥離層にセラミック粉末等の誘電体材料を含有させると、得られる積層型電子部品の誘電体層は、グリーンシートに含有されるセラミック粉末と、剥離層に含有されるセラミック粉末と、を焼成したものから構成されることとなる。すなわち、誘電体層の厚みは、グリーンシートの厚みと、剥離層の厚みと、に依存することとなる。
そのため、焼成後の誘電体層を所定の厚みとするためには、剥離層を厚く形成すると、相対的にグリーンシートの厚みを薄くする必要がある。しかしながら、グリーンシートの厚みを薄くしてしまうと、誘電体層中における、比誘電率等の所望の誘電特性を備えているグリーンシートの占める割合が小さくなってしまい、誘電体層の誘電特性が損なわれてしまう。
したがって、積層型電子部品を小型化・高性能化するために誘電体層を薄層化しつつ、所望の誘電特性を実現するためには、剥離層の厚みを極力薄くすることが重要である。
【0027】
また、剥離層が、電極層用ペーストや余白パターン層用ペーストにシートアタックされた場合、溶解したバインダが剥離層中に局在化してしまう。すなわち、剥離層中に、バインダが殆ど存在しない部分と、バインダが多く存在する部分と、が形成されてしまうこととなる。そして、溶解したバインダが剥離層中に局在化してしまうと、特に剥離層中のバインダが多く存在する部分の影響により、第1支持シートから剥離層を剥離する際に大きな力(剥離強度)が必要となる。この強度が大きすぎると、剥離する際に前記剥離層が破損するおそれがあるため、強度は小さいことが好ましい。
【0028】
本発明において、好ましくは第1支持シートの剥離力を8〜20mN/cm(但し、8mN/cmを除く)に制御することで、上述した各溶剤を使用した電極層用ペーストと組み合わせて使用しても、本発明の剥離層用ペーストを用いて形成された剥離層が第1支持シートから脱落することがない。
【0029】
本発明に係る積層型電子部品としては、特に限定されないが、積層セラミックコンデンサ、積層圧電素子、積層チップインダクタ、積層チップバリスタ、積層チップサーミスタ、積層チップ抵抗、その他の表面実装(SMD)チップ型電子部品が例示される。
【発明を実施するための最良の形態】
【0030】
以下、本発明を、図面に示す実施形態に基づき説明する。
図1は本発明の一実施形態に係る積層セラミックコンデンサの概略断面図、図2(A)〜図2(C)は本発明の一実施形態に係る電極層およびグリーンシートの形成方法を示す要部断面図、図3(A)〜図3(C)は本発明の一実施形態に係る接着層の形成方法を示す要部断面図、図4(A)、図4(B)および図5(A)、図5(B)は本発明の一実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図、図6(A)、図6(B)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図、図7(A)〜図7(C)および図8(A)〜図8(C)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【0031】
本実施形態では、積層セラミック電子部品として、積層セラミックコンデンサを例示して説明する。
【0032】
積層セラミックコンデンサ
図1に示すように、本発明の一実施形態に係る積層セラミックコンデンサ2は、誘電体層10と内部電極層12とが交互に積層された構成のコンデンサ素体4を有する。このコンデンサ素体4の両側端部には、素体4の内部で交互に配置された内部電極層12と各々導通する一対の外部電極6,8が形成してある。内部電極層12は、各側端面がコンデンサ素体4の対向する2端部の表面に交互に露出するように積層してある。一対の外部電極6,8は、コンデンサ素体4の両端部に形成され、交互に配置された内部電極層12の露出端面に接続されて、コンデンサ回路を構成する。
【0033】
コンデンサ素体4の外形や寸法には特に制限はなく、用途に応じて適宜設定することができ、通常、外形はほぼ直方体形状とし、寸法は通常、縦(0.4〜5.6mm)×横(0.2〜5.0mm)×高さ(0.2〜1.9mm)程度とすることができる。
【0034】
誘電体層10は、図2(C)などに示されるグリーンシート10aを焼成して形成され、その材質は、特に限定されず、たとえばチタン酸カルシウム、チタン酸ストロンチウムおよび/またはチタン酸バリウムなどの誘電体材料で構成される。誘電体層2の厚みは、本実施形態では、好ましくは5μm以下、より好ましくは3μm以下に薄層化されている。
【0035】
内部電極層12は、図2(B)や図2(C)などに示される電極層用ペーストで構成される所定パターンの電極層12aを焼成して形成される。内部電極層12の厚さは、好ましくは1.5μm以下、より好ましくは1.0μm以下に薄層化されている。
【0036】
外部電極6,8の材質は、通常、銅や銅合金、ニッケルやニッケル合金などが用いられるが、銀や銀とパラジウムの合金なども使用することができる。外部電極6,8の厚みも特に限定されないが、通常10〜50μm程度である。
【0037】
積層セラミックコンデンサの製造方法
次に、本実施形態に係る積層セラミックコンデンサ2の製造方法の一例を説明する。
【0038】
剥離層の形成
(1)本実施形態では、まず、図2(A)に示すように、キャリアシート20上に剥離層22を形成する。
【0039】
キャリアシート20としては、たとえばPETフィルムなどが用いられ、剥離性を改善するために、シリコーンなどを主体とする離型剤がコーティングしてあり、後述する剥離層22からのキャリアシート20の剥離力が、好ましくは8〜20mN/cm(但し、8mN/cmを除く)、より好ましくは10〜15mN/cmの範囲に制御されている。また、アルキド樹脂を主体とする剥離剤を用いたコーティングしてあり、後述する剥離層22からのキャリアシート20の剥離力が、好ましくは50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)、より好ましくは60〜100mN/cmの範囲に制御されていてもよい。
【0040】
剥離力をこの範囲に制御しておくことで、後述するように、リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、またはブチルカルビトールアセテートを溶剤に使用した電極層用ペーストと組み合わせて使用しても、後述の剥離層22がキャリアシート20から脱落することがない。キャリアシート20の厚みは、特に限定されないが、好ましくは5〜100μmである。
【0041】
剥離層22の厚みは、0.05〜0.1μmであり、より好ましくは0.05〜0.07μmである。剥離層22の厚みが薄すぎるとこれを形成した効果が得られなくなる。一方で、剥離層22が厚すぎると、剥離層形成に要する原料が多くなり、高コスト化を招来してしまう他、後述する電極層12a(図2(B)参照)が、キャリアシート20から剥がれ難くなってしまい、剥離時に電極層12aが破損するおそれがある。
【0042】
剥離層22の形成方法は、きわめて薄い層を均一に形成できる方法であれば特に限定されないが、本実施形態では、剥離層用ペーストを用いた塗布法(たとえばワイヤーバーコーターまたはダイコーターによる)が用いられる。
【0043】
本実施形態で用いる剥離層用ペーストは、セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含有する。さらに、通常は離型剤も含有する。
【0044】
セラミック粉末としては、後述するグリーンシート10aに含まれるセラミック粉末と同じ組成のものが用いられる。こうすることで、焼成中に剥離層22の成分がグリーンシート10aと反応しても組成が変動しない。
【0045】
セラミック粉末の平均粒径は、ペースト形成・乾燥後の剥離層22の厚みと同じか、より小さいことが好ましい。具体的には0.1μm以下とすることが好ましく、より好ましくは0.07μm以下とする。セラミック粉末の平均粒径が大きすぎると、剥離層22の薄層化が困難となる。
【0046】
一方、セラミック粉末の平均粒径の下限は、0.02μm超とすることが好ましく、また、セラミック粉末の比表面積は、50m2/g未満とすることが好ましい。セラミック粉末の粒径が小さすぎたり、比表面積が大きすぎると、セラミック粉末が凝集してしまい、得られる剥離層の表面粗さが大きくなり、ショート不良の原因となってしまう。
【0047】
セラミック粉末は、剥離層用ペースト中の不揮発分濃度が5〜20重量%、より好ましくは10〜15重量%となる範囲で含まれる。セラミック粉末の含有量が少なすぎるとペースト粘度が小さくなり塗布による層の形成が困難になる一方で、セラミック粉末の含有量が多すぎると塗布厚みを薄くすることが困難になる。
【0048】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、本実施形態ではポリビニルアセタール系樹脂の一つのポリビニルアセタール(アセタール基R=CH3 )を主成分とする。
【0049】
バインダ中のポリビニルアセタールの含有量は、95重量%以上であることが好ましく、より好ましくは100重量%である。ごく微量ではあるが、ポリビニルアセタールと組み合わせて用いることが可能な樹脂としては、ポリビニルアセタール以外のポリビニルアセタール系樹脂、アクリル樹脂、エチルセルロースなどがある。
【0050】
ポリビニルアセタール以外のポリビニルアセタール系樹脂としては、ポリビニルアセトアセタール 、ポリビニルブチラール(アセタール基R=C3 H7 )、ポリビニルホルマール(アセタール基R=H)、ポリビニルベンザール、ポリビニルフェニルアセタール、ポリビニルプロピオナール、ポリビニルヘキサナール、ポリビニルベンザールなどが例示される。
【0051】
本実施形態で用いるポリビニルアセタールは、重合度が2000〜3600であるものが好ましく、より好ましくは2000〜3000のものである。重合度が2000未満ではシートアタックを生じるおそれがあり、3600を超えると剥離層用ペーストの粘度が高くなり過ぎるために、セラミックス粉末の分散性が悪く、均質なペーストが得られ難くなる傾向がある。
【0052】
また、本実施形態で用いるポリビニルアセタールは、残存アセチル基量が、通常3モル%以下である。
【0053】
また、本実施形態で用いるポリビニルアセタールは、アセタール化度(アセタール基の含有量)が66〜74モル%であるものが好ましい。アセタール化度が66モル%未満ではシートアタックを生じるおそれがあり、74モル%を超えると製造が極めて困難である。なお、ポリビニルアセタールのアセタール化度は、JIS−K6729「ポリビニルホルマール試験方法」に準拠し、残存アセチル基量とビニルアルコール量とを測定し、100から上記両成分量を差し引くことにより算出することができる。
【0054】
バインダは、剥離層用ペースト中に、上記セラミック粉末100重量部に対して12〜50重量部(但し、12重量部を除く)、好ましくは20〜30重量部で含まれる。バインダ量が少なすぎると後述の電極層12a及び余白パターン層24を形成した際に剥離層22が溶解し、電極ハジキが生じやすくなるとともに500回以上の連続印刷に耐えられなくなる。一方、多すぎると電極層12a及び余白パターン層24の剥離が重くなる。バインダ含有量がセラミック粉末100重量部に対して20〜30重量部であるときに、剥離層22のシートアタックが効果的に防止され、その結果、剥離層がシートアタックされることに起因する製版裏側への剥離層の粉の付着がなくなり、連続印刷する際の印刷条件の変動を来すことがなくなる。
【0055】
または、前記セラミック粉末と、前記バインダ及び後述の可塑剤との比(P/B)が1.33〜5.56(但し、5.56を除く)、好ましくは1.85〜2.78に制御されるように、バインダ量を調整する。(P/B)が小さすぎると電極層12a及び余白パターン層24を形成した際に剥離層22が溶解し、電極ハジキが生じやすくなるとともに500回以上の連続印刷に耐えられなくなり、大きすぎると電極層12a及び余白パターン層24の剥離が重くなる不都合がある。
【0056】
溶剤としては、特に限定されず、アルコール、アセトン、メチルエチルケトン(MEK)、ミネラルスピリット、メチルイソブチルケトン(MIBK)、トルエン、キシレン、酢酸エチルなどが例示されるが、好ましくはアルコール、ケトン類、トルエン、キシレン等、より好ましくはエチルアルコール、MEK、MIBK、プロパノール、キシレン及びトルエンの1種以上を用いる。
溶剤は、剥離層用ペースト中の不揮発分濃度が5〜20重量%、より好ましくは10〜15重量%となる範囲で含まれる。
【0057】
可塑剤としては、特に限定されないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。本実施形態では、好ましくは、アジピン酸ジオクチル(DOA)、フタル酸ブチルブチレングリコール(BPBG)、フタル酸ジドデシル(DDP)、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)、フタル酸ブチルベンジル(BBP)、セバシン酸ジブチルなどが用いられる。中でも、DBP、DOP及びBBPから選ばれる一つ以上を用いることが特に好ましい。DBP、DOP及びBBPから選ばれる一つ以上を用いることで剥離強度が低くなるメリットがある。
【0058】
可塑剤は、セラミック粉末100重量部に対して、好ましくは0〜100重量部(但し、0重量部と100重量部を除く)、より好ましくは20〜70重量部で含有される。可塑剤は、有機ビヒクル中のバインダのTgを制御し、添加されることで剥離層の剥離強度は重くなるが、スタック性(積層時の接着性)は改善する。基本的に可塑剤の添加はゼロでも問題ないが、スタック性・転写等を改善するために添加する場合、その上限は、セラミック粉末100重量部に対して、好ましくは100重量部である。可塑剤の添加量が多すぎると、可塑剤がブリードアウト(にじみ出てしまう現象)する、または剥離層の粘着性が増加し、スクリーンに粘着したり、走行系に付着するために、連続で印刷が難くなるためである。
【0059】
分散剤としては、特に限定されないが、ポリエチレングリコール系分散剤、ポリカルボン酸系分散剤、多価アルコール部分エステル系分散剤、エステル系分散剤、エーテル系分散剤などが例示される。その他、ブロックポリマー型分散剤やグラフトポリマー型分散剤もある。本実施形態では、好ましくは、ポリエチレングリコール系などのノニオン性の分散剤が用いられる。
【0060】
分散剤は、セラミック粉末100重量部に対して、好ましくは1〜3重量部、より好ましくは1.5〜2.5重量部で含有される。分散剤は、顔料(セラミック粉末)の分散性の向上と塗料の安定性(経時変化)を改善する効果を有する。分散剤の含有量が少なすぎるとこれを添加する効果が不十分となり、多すぎるとミセル形成や再凝集による分散性低下の不都合を生じることがある。
【0061】
離型剤としては、特に限定されないが、パラフィン、ワックス、脂肪酸エステル類、シリコーン油などが例示される。ここで用いる剥離剤は、グリーンシート10aに含まれる剥離剤と同じでも良いし、異なっていても良い。離型剤は、有機ビヒクル中のバインダ100重量部に対して、好ましくは5〜20重量部、より好ましくは5〜10重量部で含有される。
【0062】
なお、剥離層用ペーストには、さらに、帯電助剤などの添加剤が含有されても良い。
【0063】
剥離層用ペーストは、上記各成分を、ボールミルなどで混合し、スラリー化することにより形成することができる。
【0064】
この剥離層用ペーストは、キャリアシート20上に塗布され、その後、乾燥されて剥離層22が形成される。乾燥温度は、特に限定されないが、好ましくは50〜100℃であり、乾燥時間は、好ましくは1〜10分である。
【0065】
電極層の形成
(2)次に、図2(B)に示すように、キャリアシート20上に形成された剥離層22の表面に、焼成後に図1に示す内部電極層12となる所定パターンの電極層(内部電極パターン)12aを形成する。
【0066】
電極層12aの厚さは、好ましくは0.1〜2.0μm、より好ましくは0.1〜1.0μm程度である。電極層12aの厚さは、現状の技術では前記範囲の程度であるが、電極の途切れが生じない範囲で薄い方がより望ましい。電極層12aは、単一の層で構成してあってもよく、あるいは2以上の組成の異なる複数の層で構成してあってもよい。なお、本実施形態では、剥離層22上に電極層12aを形成するため、電極はじきを有効に防止することができ、電極層12aの形成を良好かつ高精度に行うことができる。
【0067】
電極層12aの形成方法は、層を均一に形成できる方法であれば特に限定されず、たとえば電極層用ペーストを用いたスクリーン印刷法あるいはグラビア印刷法などの厚膜形成方法、あるいは蒸着、スパッタリングなどの薄膜法が挙げられるが、本実施形態では、電極層用ペーストを用い、厚膜法の1種であるスクリーン印刷法あるいはグラビア印刷法を用いる場合を例示する。
【0068】
本実施形態で用いる電極層用ペーストは、導電性粉末と有機ビヒクルとを含有する。
【0069】
導電性粉末としては、特に限定されないが、Cu、Niおよびこれらの合金から選ばれる少なくとも1種で構成してあることが好ましく、より好ましくはNiまたはNi合金、さらにはこれらの混合物で構成される。
【0070】
NiまたはNi合金としては、Mn、Cr、CoおよびAlから選択される少なくとも1種の元素とNiとの合金が好ましく、合金中のNi含有量は95重量%以上であることが好ましい。なお、NiまたはNi合金中には、P、Fe、Mgなどの各種微量成分が0.1重量%程度以下含まれていてもよい。
【0071】
このような導電性粉末は、球状、リン片状等、その形状に特に制限はなく、また、これらの形状のものが混合したものであってもよい。また、導電性粉末の粒子径は、球状の場合、通常0.1〜2μm、好ましくは0.2〜1μm程度のものを用いる。
【0072】
導電性粉末は、電極層用ペースト中に、好ましくは30〜70重量%、より好ましくは40〜50重量%で含まれる。
【0073】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、特に限定されず、エチルセルロース、アクリル樹脂、ポリビニルブチラール、ポリビニルアセタール、ポリビニルアルコール、ポリオレフィン、ポリウレタン、ポリスチレン、または、これらの共重合体などが例示されるが、本実施形態では、分散性および粘度特性に優れているという点より、エチルセルロースを用いる。バインダは、電極層用ペースト中に、導電性粉末100重量部に対して、好ましくは8〜20重量部で含まれる。
【0074】
溶剤としては、バインダの種類に応じて適宜選択すればよいが、本実施形態では特にリモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテートまたはブチルカルビトールアセテートを用いる。これらの溶剤は、1種または2種以上を混合して用いても良い。
【0075】
電極層用ペースト中には、上記剥離層用ペーストと同様に、後述するグリーンシート10aに含まれるセラミック粉末と同じ組成のセラミック粉末が共材として含まれていても良い。共材は、焼成過程において導電性粉末の焼結を抑制する作用を奏する。共材として用いるセラミック粉末は、電極層用ペースト中に、導電性粉末100重量部に対して、好ましくは5〜25重量部で含まれる。
【0076】
電極層用ペーストには、グリーンシートとの接着性を改善する目的で、可塑剤または粘着剤が含まれることが好ましい。可塑剤としては、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。可塑剤は、有機ビヒクル中のバインダ100重量部に対して、好ましくは10〜300重量部で含有される。可塑剤含有量が少なすぎると添加効果がなく、多すぎると形成される電極層12aの強度が著しく低下し、しかも電極層12aから過剰な可塑剤が滲み出す傾向がある。
【0077】
電極層用ペーストは、上記各成分を、ボールミルなどで混合し、スラリー化することにより形成することができる。
【0078】
余白パターン層の形成
(3)本実施形態では、剥離層22の表面に、所定パターンの電極層12aを印刷法で形成した後、またはその前に、図2(B)に示す電極層12aが形成されていない剥離層22の表面隙間(余白パターン部分50)に、電極層12aと同じ厚みの余白パターン層24を形成する。余白パターン層24の厚みを電極層12aと同じ厚みとするのは、実質的に同じでないと段差が生じるからである。
【0079】
余白パターン層24は、後述するグリーンシート10aと同じ材質で構成される。また、余白パターン層24は、電極層12aあるいは、後述するグリーンシート10aと同様な方法(余白パターン層用ペーストを用いる)で形成することができる。
【0080】
この余白パターン層用ペーストは、電極層12a間の余白パターン部分50に塗布される。その後、電極層12aおよび余白パターン層24は、必要に応じて乾燥される。乾燥温度は、特に限定されないが、好ましくは70〜120℃であり、乾燥時間は、好ましくは5〜15分である。
【0081】
グリーンシートの形成
(4)次に、図2(C)に示すように、電極層12a及び余白パターン層24の表面に、焼成後に図1に示す誘電体層10となるグリーンシート10aを形成する。
【0082】
グリーンシート10aの厚さは、好ましくは0.5〜30μm、より好ましくは0.5〜10μm程度である。
なお、本実施形態においては、グリーンシート10aの厚さは、剥離層22の厚さとの関係で次のような範囲とすることが好ましい。すなわち、グリーンシート10aの厚さと、剥離層22の厚さとの合計が、1.0μm以下となるようにグリーンシート10aを形成することが好ましい。剥離層22はセラミック粉末を含有しているため、焼成後には、グリーンシート10aとともに、誘電体層10を構成することとなる。そのため、誘電体層10を薄層化するという観点より、これらの合計の厚みは上記範囲内とすることが好ましい。
【0083】
グリーンシート10aの形成方法は、層を均一に形成できる方法であれば特に限定されないが、本実施形態では誘電体ペーストを用い、ドクターブレード法を用いる場合を例示する。
【0084】
本実施形態で用いる誘電体ペーストは、通常、セラミック粉末と有機ビヒクルとを混練して得られた有機溶剤系ペーストで構成される。
【0085】
セラミック粉末としては、複合酸化物や酸化物となる各種化合物、たとえば炭酸塩、硝酸塩、水酸化物、有機金属化合物などから適宜選択され、混合して用いることができる。セラミック粉末は、通常、平均粒子径が0.4μm以下、好ましくは0.1〜3.0μm程度の粉体として用いられる。なお、きわめて薄いセラミックグリーンシートを形成するためには、セラミックグリーンシート厚みよりも細かい粉体を使用することが望ましい。
【0086】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、特に限定されず、エチルセルロース、ポリビニルブチラール、アクリル樹脂などの通常の各種バインダが例示される。溶剤としては、特に限定されず、ターピネオール、アルコール、ブチルカルビトール、アセトン、メチルエチルケトン(MEK)、トルエン、キシレン、酢酸エチル、ステアリン酸ブチル、イソボニルアセテートなどの通常の有機溶剤が例示される。
【0087】
誘電体ペースト中の各成分の含有量は、特に限定されるものではなく、通常の含有量、たとえばバインダは1〜5質量%程度、溶剤(または水)は10〜50質量%程度とすればよい。
【0088】
誘電体ペースト中には、必要に応じて、各種分散剤、可塑剤、誘電体、副成分化合物、ガラスフリット、絶縁体などから選択される添加物が含有されていてもよい。誘電体ペースト中に、これらの添加物を添加する場合には、総含有量を、約10重量%以下にすることが望ましい。
【0089】
可塑剤としては、フタル酸ジオクチルやフタル酸ベンジルブチルなどのフタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
バインダとしてブチラール樹脂を用いる場合の可塑剤は、バインダ樹脂100重量部に対して、25〜100重量部の含有量であることが好ましい。可塑剤が少なすぎるとグリーンシートが脆くなる傾向にあり、多すぎると可塑剤が滲み出し、取り扱いが困難である。
【0090】
以上のような誘電体ペーストを用いて、ドクターブレード法などにより、電極層12a及び余白パターン層24の表面に、グリーンシート10aを形成する。
【0091】
接着層の形成
(5)本実施形態では、次いで、10aの表面に接着層28を形成するために、上記のキャリアシート20とは別に、図3(A)に示すように、第2支持シートとしてのキャリアシート26の表面に接着層28が形成してある接着層転写用シートを準備する。
【0092】
キャリアシート26は、キャリアシート20と同じ材質のシートで構成することができる。接着層28の厚みは、好ましくは0.3μm以下であり、しかもグリーンシート10aに含まれるセラミック粉末の平均粒径よりも薄いことが好ましい。
【0093】
キャリアシート26表面への接着層28の形成方法は、層を均一に形成できる方法であれば特に限定されないが、本実施形態では、接着層用ペーストを用い、たとえばバーコータ法、ダイコータ法、リバースコータ法、ディップコーター法、キスコーター法などの方法が用いられる。
【0094】
本実施形態で用いる接着層用ペーストは、有機ビヒクルと可塑剤とを含有する。
【0095】
有機ビヒクルは、バインダと溶剤とを含有する。バインダとしては、グリーンシート10aに含まれるバインダと同じでも良いし、異なっていても良い。溶剤は、特に限定されず、上述した如き通常の有機溶剤が使用可能である。
【0096】
可塑剤としては、特に限定はないが、フタル酸エステル、アジピン酸、燐酸エステル、グリコール類などが例示される。
【0097】
接着層用ペーストには、グリーンシート10aに含まれるセラミック粉末と同じ組成のセラミック粉末が含まれていても良く、さらにイミダゾリン系帯電除剤などの帯電除剤が含まれていても良い。
【0098】
接着層用ペーストは、上記各成分を、ボールミルなどで混練し、スラリー化することにより形成することができる。
【0099】
この接着層用ペーストは、第2支持シートとしてのキャリアシート26の表面に、上記各種塗布方法により塗布・形成され、その後、接着層28は、必要に応じて乾燥される。
【0100】
積層体ユニットの形成
(6)次に、図2(C)に示す電極層12aおよび余白パターン層24上に形成されたグリーンシート10aの表面に、接着層28を形成し、図3(C)に示す積層体ユニットU1aを得る。
【0101】
本実施形態では、接着層28の形成方法として転写法を採用している。すなわち、まず、図3(A)、図3(B)に示すように、上記にて準備した接着層転写用シートの接着層28を、グリーンシート10aの表面に押し付け、加熱加圧する。次いで、キャリアシート26を剥がして、図3(C)に示すように、接着層28をグリーンシート10aの表面に転写し、積層体ユニットU1aを得る。
【0102】
接着層28を、転写法にて形成することにより、接着層の成分のグリーンシート10a、あるいは電極層12aや余白パターン層24への染み込みを有効に防止することができる。そのため、グリーンシート10a、あるいは電極層12aや余白パターン層24の組成に悪影響を与えるおそれがない。さらに、接着層28を薄く形成した場合でも、接着層の成分が、グリーンシート10a、あるいは電極層12aや余白パターン層24へ染み込むことがないため、接着性を高く保つことができる。
【0103】
転写時の加熱温度は、40〜100℃が好ましく、また、加圧力は、0.2〜15MPaが好ましい。加圧は、プレスによる加圧でも、カレンダロールによる加圧でも良いが、一対のロールにより行うことが好ましい。
【0104】
グリーンチップの形成
(7)次に、得られた積層体ユニットU1aを、複数積層することにより、グリーンチップを形成する。
【0105】
本実施形態では、積層体ユニットU1aの積層は、図4(A)、図4(B)および図5(A)、図5(B)に示すように、接着層28を介して、各積層体ユニット同士を接着することにより行う。以下、積層方法について説明する。
【0106】
まず、図4(A)に示すように、上記にて作製した積層体ユニットU1aと、積層体ユニットU1aと同様の方法により作製した別の積層体ユニットU1bとを準備する。
【0107】
次に、積層体ユニットU1bから、キャリアシート20を剥がし、積層体ユニットU1bを、キャリアシート20が剥離された状態とする。本実施形態では、積層体ユニットU1bは、剥離層22を介してキャリアシート20上に形成されているため、積層体ユニットU1bからのキャリアシート20の剥離を、容易かつ良好に行うことができる。また、剥離時に、電極層12aや余白パターン層24を破損させることもない。なお、剥離層22は、キャリアシート20とともに、積層体ユニットU1bから剥離されることが好ましいが、少量程度なら、積層体ユニットU1b側に残存しても構わない。この場合においても、本実施形態においては、剥離層22の厚みを0.1μm以下と薄層化しており、グリーンシート10aや電極層12aに比較して十分薄いため、その影響を小さくすることができる。しかも、剥離層22に含有される誘電体は、焼成後にグリーンシート10aと同じように誘電体層10の一部を構成することとなるため、組成が変化してしまうなどの問題を引き起こすことがない。
【0108】
次に、図4(B)に示すように、キャリアシート20が剥離された積層体ユニットU1bと、積層体ユニットU1aとを、積層体ユニットU1aの接着層28を介して、接着し、積層する。
【0109】
次に、図5(A)、図5(B)に示すように、同様にして、積層体ユニットU1b上に、別の積層体ユニットU1cを、積層体ユニットU1bの接着層28を介して、接着し、積層する。そして、この図5(A)、図5(B)に示す工程を繰り返すことにより、複数の積層体ユニットを積層する。
【0110】
最後に、この積層体の上面および/または下面に、外層用のグリーンシートを積層し、最終加圧を行い、その後、積層体を所定サイズに切断し、グリーンチップを形成する。なお、最終加圧時の圧力は、好ましくは10〜200MPaとし、加熱温度は、好ましくは、40〜100℃とする。
【0111】
グリーンチップの焼成など
(8)得られたグリーンチップは、脱バインダ処理、焼成処理が行われ、さらに必要に応じて誘電体層を再酸化させるための熱処理が行われる。そして、形成された焼結体で構成されるコンデンサ素体4に、外部電極用ペーストを印刷または転写して焼成し、外部電極6,8を形成して、積層セラミックコンデンサ2が製造される。製造された積層セラミックコンデンサ2は、ハンダ付等によりプリント基板上などに実装され、各種電子機器等に使用される。
【0112】
以上、本発明の実施形態について説明してきたが、本発明は、上述した実施形態に何等限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々に改変することができる。
【0113】
たとえば、本発明の方法は、積層セラミックコンデンサの製造方法に限らず、その他の積層型電子部品の製造方法としても適用することが可能である。
【0114】
接着層28の形成方法は、転写法に限定されず、接着層用ペーストを第2支持シートとしてのキャリアシート26の表面に塗布することなく、直接、グリーンシート10a上に塗布し、乾燥させて接着層28を形成しても良い。
【0115】
積層体ユニットの積層方法は、図6に示すように、あらかじめ、積層体ユニットU1aからキャリアシート20を剥離して、外層用のグリーンシート30(電極層が形成されていないグリーンシートを複層積層した厚めの積層体)上に、積層体ユニットU1aを形成して、積層しても良い。
【0116】
また、積層体ユニットの積層方法は、たとえば図7、図8に示すように、積層体ユニットを積層した後に、キャリアシート20を剥離する工程を採用することもできる。すなわち、図7(A)、図7(B)に示すように、まず、外層用のグリーンシート30上に、キャリアシート20を剥離していない積層体ユニットU1aを、接着層28を介して、接着し、積層する。次に、図7(C)に示すように、積層体ユニットU1aからキャリアシート20を剥離する。次に、図8(A)〜図8(C)に示すように、同様にして、積層体ユニットU1a上に、別の積層体ユニットU1bを、積層体ユニットU1bの接着層28を介して、接着し、積層する。そして、この図8(A)〜図8(C)に示す工程を繰り返すことにより、複数の積層体ユニットを積層する。次いで、この積層体の上面に、外層用のグリーンシートを積層し、最終加圧を行い、その後、積層体を所定サイズに切断し、グリーンチップを形成することができる。なお、図7、図8に示す工程を採用した場合においては、接着層28の接着力を剥離層22の粘着力よりも強くすることにより、キャリアシート20を、選択的かつ容易に剥離することができるため、特に有効である。
【実施例】
【0117】
以下、本発明を、さらに詳細な実施例に基づき説明するが、本発明は、これら実施例に限定されない。
【0118】
実施例1
剥離層用ペーストの作製
添加物スラリーの調製
まず、添加物(副成分)原料として、(Ba,Ca)SiO3 :1.48重量部、Y2 O3 :1.01重量部、MgCO3 :0.72重量部、MnO:0.13重量部およびV2 O5 :0.045重量部を準備した。次に、準備された添加物(副成分)原料を混合し、添加物(副成分)原料混合物を得た。
【0119】
次に、得られた添加物原料混合物:8.75重量部に対して、エチルアルコール:6.21重量部、n−プロパノール:6.21重量部、キシレン:2.19重量部、ポリエチレングリコール系分散剤:0.09重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および20時間の条件で行った。粉砕後の添加物原料の粒径(メジアン径)は約0.1μmであった。
【0120】
1次スラリーの作製
次に、得られた添加物スラリー:全量、平均粒径0.05μmのBaTiO3 粉末(BT−005/堺化学工業(株)):200重量部、エチルアルコール:42.40重量部、n−プロパノール:42.40重量部、キシレン:44.77重量部、可塑剤としてのフタル酸ジオクチル(DOP):3.13重量部、ミネラルスピリット:14.61重量部、ポリエチレングリコール系分散剤:2.0重量部を、ボールミルを使用して混合粉砕した。混合粉砕は、1リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0121】
その後(4時間混合後)、ポリビニルアセタールをエチルアルコール:n−プロパノール=1:1で溶解することにより調製されたバインダーラッカーA(ポリビニルアセタールの樹脂固形分濃度:7%):85.7重量部を追加添加し、更に16時間ボールミルで混合を行い、1次スラリーを得た。
【0122】
ポリビニルアセタールとしては、重合度2400、アセタール化度66モル%、残存アセチル基量3モル%のものを使用した。バインダーラッカーAの追加添加量85.7重量部は、ポリビニルアセタール自体の添加量が、セラミック粉末に対して6重量%となる量である。得られた1次スラリーの不揮発分濃度は40.28%であった。
【0123】
なお、本実施例では、上記(BaTiO3 粉末+添加物原料混合物)=セラミック粉末(平均粒径0.05μm、比表面積20m2/g)とした。
【0124】
1次スラリーの希釈
本実施例では、高分散かつ低濃度のスラリーを1工程で製造することが困難であるため、まず、比較的濃度の高い1次スラリーを作製し、次いで、この1次スラリーを希釈することにより、剥離層用ペーストを製造する。
【0125】
具体的には、得られた1次スラリーを、ポリビニルアセタール添加量の総量を24重量部、不揮発分濃度10%になるように、下記調製のバインダーラッカーBと1次スラリ全量をボールミルを使用して混合した。混合は、10リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0126】
バインダーラッカーBは、エチルアルコール:710.3重量部、n−プロパノール:710.3重量部、キシレン:250.7重量部、可塑剤としてのフタル酸ジオクチル(DOP):21.92重量部、上記1次スラリーの作製に用いたバインダーラッカーA:43.84重量部を準備し、これらを混合して調製した。
【0127】
混合後のスラリーは、不揮発分濃度10%、セラミック粉末100重量部に対するポリビニルアセタール量が24重量部、可塑剤の含有量がポリビニルアセタール100重量部に対して50重量部(セラミック粉末100重量部に対しては12重量部)、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)は2.78であった。
【0128】
高分散処理
得られた混合後のスラリーを湿式ジェットミル((株)スギノマシン製 HJP−25005)を使用して、処理することにより、剥離層用ペーストを作製した。処理条件は、圧力100MPaで、処理回数は、1回とした。
【0129】
剥離層の形成
作製された剥離層用ペーストを、表面にシリコーンを主体とする剥離剤をコーティングにより施した離型処理(剥離力:10.5mN/cm)を持つ厚み38μmのPETフィルム(第1支持シート)の表面に、バーコーター(番定#2)を使用し、塗布速度4/minの条件で塗布した後、炉内温度を60℃とした乾燥炉にて1分乾燥することにより、乾燥膜厚が0.1μmの剥離層を形成した。
【0130】
剥離層の評価
まず、剥離層の評価を行うために用いる電極層用ペースト及び余白パターン層用ペーストを調製した。
電極層用ペーストは、バインダとしてエチルセルロースと、溶剤と、Ni粉末と、を混合することにより調製した。
余白パターン層用ペーストは、バインダとしてエチルセルロースと、溶剤と、BaTiO3 粉末と、を混合することにより調製した。
【0131】
本実施例では、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤としては、表1に示す各溶剤を用いた(表1に示す試料番号1〜14)。
【0132】
そして、上記にて調製した電極層用ペースト及び余白パターン層用ペーストを使用して、以下の方法により、滲み・ハジキ・ピンホールの発生の有無、シートアタックの有無、及び電極層、余白パターン層の剥離性の各評価を行った。
【0133】
滲み・ハジキ・ピンホール
剥離層の表面に、電極層用ペーストと余白パターン層用ペーストを印刷し、剥離層の表面に形成される電極層や余白パターン層を目視観察することにより、滲み・ハジキ・ピンホールの発生の有無を確認した。
【0134】
具体的には、まず、上記にて調製した電極層用ペーストを、Ni金属付着量0.55mg/cm2 となるようにスクリーン印刷機により印刷し、90℃、2分の条件で乾燥し、乾燥膜厚1μmの所定パターンの電極層12aを形成した。
次に、剥離層の表面の電極層12aが形成されていない部分に、上記にて調製した余白パターン層用ペーストを、BaTiO3 付着量0.43mg/cm2 となるようにスクリーン印刷機により印刷し、90℃、2分の条件で乾燥し、余白パターンを形成した。
余白パターンの印刷には、上記電極層用ペーストを印刷する際に使用したパターンと、相補的なパターンとなっているスクリーン製版を使用した。また、余白パターンは、乾燥膜厚が電極層と同じ厚みとなるように形成した。
その後、剥離層の表面に形成された電極層や余白パターン層を目視観察することにより、滲み・ハジキ・ピンホールの発生の有無を確認した。電極層や余白パターン層の滲み・ハジキ・ピンホールの発生をいずれも確認できなかった場合を○、いずれか一つ以上を確認できた場合を×として判断した。結果を表1に示す。
【0135】
シートアタック
剥離層のシートアタックの評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、剥離層の電極層及び余白パターン層とは反対面(PETフィルムに接する面)より顕微鏡を用いて観察し、変形度合いと色合いにより剥離層の溶解度合いを確認することにより行った。剥離層の溶解を確認できなかった場合を○、確認できた場合を×として判断した。結果を表1に示す。
【0136】
電極層、余白パターン層の剥離性
剥離層からの電極層、余白パターン層の剥離性の評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、剥離層から電極層と余白パターン層を剥がす際の剥離強度を測定することにより行った。
【0137】
具体的には、図2(B)に示す状態のシートを両面テープ(スコッチST−416)を用いて、PETフィルム(図2(B)におけるキャリアシート20に相当)が上になるように試料台に貼り付け、次にPETフィルムの一端をシートの平面に対して90度の方向に8mm/min.の速度で引き上げ、その時に、PETフィルムキャリアシート20に作用する力(mN/cm)を電極層、余白パターン層の剥離強度として測定した(90゜剥離試験法)。
【0138】
剥離強度を低くすることにより、電極層及び余白パターン層からのPETフィルムの剥離を良好に行うことができる。また、剥離時における電極層及び余白パターン層の破損も有効に防止することができるため、剥離強度は低いほうが好ましい。その一方で、剥離強度が、後述の接着層やグリーンシートの転写時の剥離強度より低いと、接着層やグリーンシートの転写が困難になる。そこで本実施例では10mN/cm以上を良好とした。その反面、剥離強度が高すぎると、積層時に電極層及び余白パターン層からのPETフィルムの剥離が困難になる。そこで本実施例では20mN/cm以下を良好とした。結果を表1に示す。
【0139】
【表1】
表1において、セラミック粉末100重量部に対し、ポリビニルアセタール:24重量部、可塑剤12重量部、P/B=2.78とした。また、ポリビニルアセタールとしては、重合度:2400、アセタール化度:66モル%、残存アセチル基量:3モル%のものを使用した。以下、表2〜4,9においても同様。
【0140】
表1に、バインダとしてポリビニルアセタールを使用し、セラミック粉末として平均粒径0.05μm、比表面積20m2/gの粉末を使用し、乾燥膜厚を0.1μmと薄層化した剥離層(試料番号1〜14)の評価結果を表1に示す。なお、表1の試料番号1〜14は、剥離層の評価に用いる電極層用ペースト、余白パターン層用ペーストとして、表1に示す各溶剤を使用した試料である。
【0141】
表1の試料番号1〜13の結果より、バインダとして本発明所定のポリビニルアセタールを使用して形成された剥離層は、乾燥膜厚を0.1μmと薄層化した場合においても、本発明所定の溶剤を用いて調製された電極層用ペースト及び余白パターン層用ペーストと合わせて使用することにより、良好な結果が得られることが確認できる。
【0142】
一方、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤を、ターピネオールとした場合には、シートアタックが発生し、電極層、余白パターン層の剥離性が悪化する結果となった。
【0143】
実施例2
剥離層の乾燥膜厚を0.07μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表2に示す。
【0144】
実施例3
剥離層の乾燥膜厚を0.05μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表3に示す。
【0145】
比較例1
剥離層の乾燥膜厚を0.2μmとした以外は、実施例1と同様にして剥離層を形成し、同様の評価を行った。結果を表4に示す。
【0146】
【表2】
【0147】
【表3】
【0148】
【表4】
【0149】
表2,3に示すように、剥離層の乾燥膜厚を、それぞれ、0.07μm、0.05μmとさらに薄層化した場合においても、実施例1と同様の結果が得られることが確認できる。
【0150】
なお、表4に示すように、剥離層の乾燥膜厚を0.2μmと比較的に厚くした場合においては、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤を、ターピネオール単独とした場合においても、特に問題無く使用することができた(試料番号74)。ただし、乾燥膜厚を0.2μmと厚くしてしまうと、誘電特性が劣化してしまう(後述の実施例6参照)。
【0151】
比較例2
まず、実施例1のポリビニルアセタールをポリビニルブチラール(PVB)に変えて剥離層用ペーストを作製した。具体的には以下の通りである。
【0152】
剥離層用ペーストの作製
添加物スラリーの調製
まず、実施例1と同一組成の添加物(副成分)原料混合物を準備した。
【0153】
次に、得られた添加物原料混合物:4.3重量部、エチルアルコール:3.1重量部、n−プロパノール:3.1重量部、キシレン:1.1重量部及びポリエチレングリコール系分散剤:0.04重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および20時間の条件で行った。粉砕後の添加物原料の粒径(メジアン径)は約0.1μmであった。
【0154】
1次スラリーの作製
次に、得られた添加物スラリー:全量、平均粒径0.05μmのBaTiO3 粉末(BT−005/堺化学工業(株)):100重量部、エチルアルコール:45.88重量部、n−プロパノール:45.88重量部、キシレン:22.4重量部、フタル酸ジオクチル(DOP)可塑剤:3.03重量部、ミネラルスピリット:7.31重量部及びポリエチレングリコール系分散剤:1.0重量部をボールミルを使用して混合粉砕した。混合粉砕は、1リットルのポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア18gを投入し、周速45m/分および4時間の条件で行った。
【0155】
その後(4時間混合後)、ポリビニルブチラール(PVB)樹脂(重合度1450、ブチラール化度69%、残留アセチル基量12%)をエチルアルコール:n−プロパノール=1:1で溶解した、樹脂固形分濃度15%ラッカーを41.6重量部(ポリビニルブチラール樹脂の添加量は粉体(チタン酸バリウム+添加剤)に対して6重量%になる様に添加)を追加添加し、更に16時間ボールミルで混合を行い、1次スラリーを得た。得られた1次スラリーの不揮発分濃度は41.3%であった。
【0156】
なお、本比較例においても、上記(BaTiO3 粉末+添加物原料混合物)=セラミック粉末(平均粒径0.05μm、比表面積20m2/g)とした。
【0157】
1次スラリーの希釈
本実施例では、高分散かつ低濃度のスラリーを1工程で製造することが困難であるため、まず、比較的濃度の高い1次スラリーを作製し、次いで、この1次スラリーを希釈することにより、剥離層用ペーストを製造する。
【0158】
具体的には、得られた1次スラリーを、ポリビニルブチラール樹脂添加量の総量を9重量部、不揮発分濃度15%になるように、下記調製のバインダーラッカーと1次スラリ全量をボールミルを使用して混合した。混合は、3リットルのポリエチレン製樹脂容器を用い、周速45m/分および4時間の条件で行った。なお、バインダーラッカーは、エチルアルコール:244.81重量部、n−プロパノール:244.81重量部、キシレン:131.83重量部、フタル酸ジオクチル(DOP)可塑剤:22.98重量部及びPVB−15%ラッカー:303.34重量部を準備し、これらを混合し、50℃で加熱溶解して調製した。
【0159】
混合後のスラリーは、不揮発分濃度15%、セラミック粉末100重量部に対するPVB樹脂量が50重量部、可塑剤の含有量がPVB樹脂100重量部に対して50重量部(セラミック粉末100重量部対しては25重量部)、セラミック粉末とPVB及び可塑剤との比(P/B)は1.33であった。
【0160】
高分散処理
得られた混合後のスラリーを、実施例1と同様に処理することにより、剥離層用ペーストを作製した。
【0161】
剥離層の形成
作製された剥離層用ペーストを、実施例1で用いたPETフィルム(第1支持シート)の表面に、同様の条件で塗布・乾燥することにより、乾燥膜厚が0.1μmの剥離層を形成し、実施例1と同様の評価を行った。結果を表5に示す。
【0162】
【表5】
表5において、セラミック粉末100重量部に対し、PVB:50重量部、可塑剤25重量部、P/B=1.33とした。また、PVBとしては、重合度:1450、ブチラール化度:69モル%、残存アセチル基量:12モル%のものを使用した。以下、表6〜8においても同様。
【0163】
表5に示すように、バインダとしてポリビニルブチラール(PVB)を使用して剥離層を形成した場合には、剥離層の厚みを0.1μmと薄層化すると、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤の種類に関係なく、シートアタックが発生する結果となった。特に、本比較例においては、電極層用ペースト及び余白パターン層用ペーストに含有させる溶剤の種類によっては、シートアタックに加え、滲み・ハジキ・ピンホールが発生してしまい、さらに、電極層、余白パターン層の剥離性が悪化する結果となった(試料番号81,88,94)。
【0164】
比較例3
剥離層の乾燥膜厚を0.07μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表6に示す。
【0165】
比較例4
剥離層の乾燥膜厚を0.05μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表7に示す。
【0166】
比較例5
剥離層の乾燥膜厚を0.2μmとした以外は、比較例2と同様にして剥離層を形成し、同様の評価を行った。結果を表8に示す。
【0167】
【表6】
【0168】
【表7】
【0169】
【表8】
【0170】
表6,7に示すように、剥離層の乾燥膜厚を、それぞれ、0.07μm、0.05μmとさらに薄層化した場合においても、比較例2と同様に、良好な結果を得ることができなかった。
【0171】
なお、表8の試料番号141〜153に示すように、剥離層の乾燥膜厚を0.2μmと比較的に厚くした場合においては、剥離層のバインダとしてポリビニルブチラール(PVB)を使用した場合でも、特に問題無く使用することができた。ただし、乾燥膜厚を0.2μmと厚くしてしまうと、誘電特性が劣化してしまう(後述の実施例6参照)。
【0172】
実施例4
剥離層を形成するための剥離層用ペーストに含有させるセラミック粉末として、表9に示すセラミック粉末を使用し、剥離層を形成する際の形成膜厚(狙い膜厚)を表9に示すように変化させた以外は、実施例1と同様に剥離層を形成し、実施例1の試料番号3と同様に評価を行った。結果を表9に示す。
【0173】
なお、実施例4においては、実施例1の試料番号3について行った評価に加え、表面粗さの評価を行った。
表面粗さの評価は、上記にて調製した電極層用ペーストと余白パターン層用ペーストを、上記滲み・ハジキ・ピンホールの評価と同様の条件で、剥離層の表面に印刷し、電極層や余白パターン層を形成した後、電極層および余白パターン表面の表面粗さ(Ra:表面粗さ実効値)を、株式会社小阪研究所製「サーフコーダー(SE−30D)」(商品名)を用いて測定した。表面粗さが大きいとショート不良を生じる。そこで本実施例ではRaが0.1μm以下である場合を良好であると判断した。結果を表9に示す。
また、実施例4においては、乾燥膜厚は、共焦点レーザー顕微鏡による高さ計測データで評価した。測定の結果、形成膜厚の厚みに対して、形成膜厚の厚みに対して、乾燥膜厚が20%以上厚くなった試料を不可とし、表9中において、乾燥膜厚の値に「*」を併記した。
【0174】
【表9】
【0175】
セラミック粉末として、平均粒径:0.1μm、比表面積:10m2/gの粉末を使用した試料番号160〜163の結果より、剥離層用ペーストに含有させるセラミック粉末の平均粒径を、剥離層を形成する際の形成膜厚以下とした場合(試料番号160,161)においては、所望の膜厚での形成が可能であった。一方で、セラミック粉末の平均粒径を、形成膜厚より大きくした場合(試料番号162,163)には、乾燥膜厚が形成膜厚よりも大きくなってしまい、良好に成膜することができなかった。
また、セラミック粉末として、平均粒径:0.07μm、比表面積:14m2/gの粉末を使用した試料番号164〜167、平均粒径:0.05μm、比表面積:20m2/gの粉末を使用した試料番号63,3,23,43においても、同様の結果となった。
これらの結果より、使用するセラミック粉末の平均粒径を制御することにより、剥離層のさらなる薄層化が可能となることが確認できる。
【0176】
一方、セラミック粉末として、平均粒径:0.02μm、比表面積:50m2/gの粉末を使用した試料番号168〜171においては、得られる剥離層の表面粗さRaが悪化する結果となった。この理由としては、使用したセラミック粉末の比表面積が大きすぎるため、セラミック粉末の凝集が発生してしまったことによると考えられる。
【0177】
また、セラミック粉末として、平均粒径:0.2μm、比表面積:5m2/gの粉末を使用した試料番号172〜175においては、セラミック粉末の平均粒径が大きすぎたため、剥離層の厚みを0.1μm以下とすることができなかった。
なお、乾燥膜厚を0.2μmと厚くしてしまうと(試料番号160,164,63,168,172)、誘電特性が劣化してしまう(後述の実施例6参照)。
【0178】
実施例5
剥離層を形成するための条件を表10に示すように変更した以外は、実施例1と同様にして、剥離層を形成し、実施例1と同様に評価を行った。なお、表10において、表面粗さRaは、実施例5と同様の方法により測定した結果えら得た値である。
表10中、試料番号3,190〜193は、セラミック粉末100重量部に対するポリビニルアセタールの含有量と、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)を変化させた試料である。
試料番号3,194〜197は、ポリビニルアセタール樹脂の重合度を変化させた試料である。
試料番号3,198,199は、ポリビニルアセタール樹脂のアセタール化度を変化させた試料である。
試料番号3,200〜204は、セラミック粉末100重量部に対する可塑剤の含有量と、セラミック粉末とポリビニルアセタール及び可塑剤との比(P/B)を変化させた試料である。
【0179】
【表10】
【0180】
表10より、ポリビニルアセタールの含有量、P/B、ポリビニルアセタール樹脂の重合度、可塑剤の含有量が本発明の好ましい範囲外となった試料は、良好な結果が得られなくなる傾向にあることが確認できる。
【0181】
実施例6
グリーンシート用ペースト
まず、実施例1(表1の試料3)と同一組成の添加物(副成分)原料混合物を準備した。
【0182】
次に、得られた添加物原料混合物:4.3重量部、エチルアルコール:3.11重量部、n−プロパノール:3.11重量部、キシレン:1.11重量部および分散剤:0.04重量部を、ボールミルを使用して混合粉砕し、添加物スラリーを得た。混合粉砕は、250ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア450gを投入し、周速45m/分および16時間の条件で行った。なお、粉砕後の添加物原料の粒径はメジアン径は0.1μmであった。
【0183】
次に、得られた添加物スラリー:11.65重量部、BaTiO3 粉末(BT−02/堺化学工業(株)):100重量部、エチルアルコール:35.32重量部、n−プロパノール:35.32重量部、キシレン:16.32重量部、フタル酸ジオクチル(可塑剤):2.61重量部、ミネラルスピリット:7.3重量部、分散剤:2.36重量部、帯電助剤:0.42重量部、有機ビヒクル:33.74重量部、MEK:43.81重量部および2−ブトキシエタノール:43.81重量部を、ボールミルを使用して混合し、グリーンシート用ペーストを得た。
【0184】
なお、ボールミルによる混合は、500ccポリエチレン製樹脂容器を用い、2mmφのZrO2 メディア900gを投入し、周速45m/分および20時間の条件で行った。また、上記の有機ビヒクルは、重合度1450、ブチラール化度69%のポリビニルブチラール樹脂(積水化学工業(株)製):15重量部を、エタノール:42.5重量部およびプロパノール:42.5重量部に、50°Cの温度で、撹拌溶解することにより作製した。すなわち、有機ビヒクル中の樹脂含有量(ポリビニルブチラール樹脂の量)は、15重量%とした。
【0185】
接着層用ペースト
ブチラール樹脂(重合度800、ブチラール化度77%):2重量部、MEK:98重量部およびDOP(フタル酸ジオクチル):1重量部を、撹拌溶解することにより接着層用ペーストを作製した。
【0186】
積層セラミックコンデンサ試料の作製
実施例1で作製した剥離層用ペースト、電極層用ぺースト及び余白パターン層用ペーストと、本実施例で作製したグリーンシート用ペースト及び接着層用ペーストを用い、以下のようにして、図1に示す積層セラミックコンデンサ2を製造した。
【0187】
グリーンシートの形成
まず、実施例1と同様に、PETフィルム上に、乾燥時の膜厚が表11に示す厚さとなるように剥離層を形成し、該剥離層表面に電極層及び余白パターン層(いずれも乾燥膜厚1μm)を形成した。
【0188】
次に、電極層および余白パターン上に、上記のグリーンシート用ペーストを、ダイコーターにより塗布し、その後、乾燥することにより、グリーンシートを形成し、電極層12aおよび余白パターン24を有するグリーンシート10aを得た。塗布速度は50m/min.とし、乾燥は、炉内温度を80℃とした乾燥炉を使用して行った。グリーンシートは、乾燥時の膜厚が表11に示す厚さとなるように形成した。
【0189】
接着層の形成、接着層の転写
まず、別のPETフィルム(第2支持シート)を準備し、このPETフィルム上に、上記の接着層用ペーストを、ダイコーターにより塗布し、次いで、乾燥することにより、接着層を形成した。塗布速度は70m/min.とし、乾燥は、炉内温度を80℃とした乾燥炉を使用して行った。接着層は、乾燥時の膜厚が0.1μmとなるように形成した。なお、上記の第2支持シートは、第1支持シートと異なりに、表面にシリコーン系樹脂により剥離処理を施したPETフィルムを使用した。
【0190】
次に、作製した電極層12aおよび余白パターン24を有するグリーンシート10a上に、図3に示す方法により、接着層28を転写し、積層体ユニットU1aを形成した。転写時には、一対のロールを用い、その加圧力は0.1MPa、転写温度は80℃、転写速度は2m/minであり、転写は、良好に行えることが確認できた。
【0191】
グリーンチップの作製
まず、厚み10μmに成形された複数枚の外層用グリーンシートを、積層時の厚みが約50μmとなるように積層し、焼成後に積層コンデンサの蓋部分(カバー層)となる外層を形成した。なお、外層用グリーンシートは、上記にて製造したグリーンシート用塗料を使用し、乾燥後の厚みが10μmとなるように形成したグリーンシートである。
【0192】
次に、その上に、図3、図4に示す方法により、上記にて製造した積層体ユニットを100枚積層した。さらに、その上に、厚み10μmに成形された複数枚の外層用グリーンシートを、積層時の厚みが約50μmとなるように、積層し、焼成後に積層コンデンサの蓋部分(カバー層)となる外層を形成した。そして、得られた積層体を100MPaおよび70°Cの条件でプレス成形を行い、その後、ダイシング加工機によって、切断することにより、焼成前のグリーンチップを得た。
【0193】
焼結体の作製
次に、最終積層体を所定サイズに切断し、脱バインダ処理、焼成およびアニール(熱処理)を行って、チップ形状の焼結体を作製した。
【0194】
脱バインダは、昇温速度:50℃/時間、保持温度:240℃、保持時間:8時間、雰囲気ガス:空気中、で行った。焼成は、昇温速度:300℃/時間、保持温度:1200℃、保持時間:2時間、冷却速度:300℃/時間、雰囲気ガス:露点20℃に制御されたN2 ガスとH2 (5%)との混合ガス、で行った。アニール(再酸化)は、保持時間:3時間、冷却速度:300℃/時間、雰囲気用ガス:露点20℃に制御されたN2 ガス、で行った。なお、雰囲気ガスの加湿には、ウェッターを用い、水温0〜75℃にて行った。
【0195】
次に、チップ形状の焼結体の端面をサンドブラストにて研磨したのち、In−Ga合金ペーストを端部に塗布し、その後、焼成を行うことにより外部電極を形成し、図1に示す構成の積層セラミックコンデンサのサンプルを得た。本実施例では、表11に示すように、剥離層の厚さ、及びグリーンシートの厚さを変化させた複数の試料(試料番号205〜216)を作製し、各試料について、以下に説明する誘電特性維持率の評価を行った。
誘電特性維持率
誘電特性維持率は、単層の誘電体層の比誘電率(以下、適宜、「誘電率A」とする。)と、コンデンサ試料における比誘電率(以下、適宜、「誘電率B」とする。)と、を比較することにより評価した。具体的には、下記式(1)により、誘電率低下度を求めた。
誘電特性維持率(%)={誘電体層の比誘電率(誘電率A)/コンデンサ試料の比誘電率(誘電率B)}×100 …(1)
単層の誘電体層の比誘電率(誘電率A)、コンデンサ試料の比誘電率(誘電率B)は、それぞれ、単層の誘電体層試料およびコンデンサ試料に対し、基準温度25℃において、デジタルLCRメータ(YHP社製4284A)にて、周波数1kHz、入力信号レベル(測定電圧)1.0Vrmsの信号を入力し、静電容量を測定し、得られた静電容量に基づいて算出した。なお、単層の誘電体層試料は、剥離層を用いずに、グリーンシートを単層(乾燥膜厚:1.0μm)で形成し、その後、上記条件にて焼成することにより作製した。誘電特性維持率は、80%以上を良好とした。
【0196】
【表11】
【0197】
表11に示すように、グリーンシートの厚みと、剥離層の厚みと、の合計を1μm以下と薄層化した場合においては、剥離層の厚みを0.1μm以下とすることにより(試料番号209〜213)、誘電特性維持率が80%以上となり、誘電特性を良好に保てることが確認できる。一方、剥離層の厚みを0.2μmと厚くした場合には(試料番号205〜208)、誘電特性の劣化が大きくなる結果となった。したがって、この表11より、剥離層の厚みを0.1μm以下と薄層化することが望ましいことが確認できる。
【図面の簡単な説明】
【0198】
【図1】図1は本発明の一実施形態に係る積層セラミックコンデンサの概略断面図である。
【図2】図2(A)〜図2(C)は本発明の一実施形態に係る電極層およびグリーンシートの形成方法を示す要部断面図である。
【図3】図3(A)〜図3(C)は本発明の一実施形態に係る接着層の形成方法を示す要部断面図である。
【図4】図4(A)、図4(B)は本発明の一実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図5】図5(A)、図5(B)は図4の続きの工程を示す要部断面図である。
【図6】図6(A)、図6(B)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図7】図7(A)〜図7(C)は本発明の他の実施形態に係る電極層を有するグリーンシートの積層方法を示す要部断面図である。
【図8】図8(A)〜図8(C)は図7の続きの工程を示す要部断面図である。
【符号の説明】
【0199】
2… 積層セラミックコンデンサ
4… コンデンサ素体
6,8… 端子電極
10… 誘電体層
10a… グリーンシート
12… 内部電極層
12a… 電極層
20… キャリアシート(第1支持シート)
22… 剥離層
24… 余白パターン層
50… 余白パターン部分
26… キャリアシート(第2支持シート)
28… 接着層
30… 外層用グリーンシート
U1a〜U1c… 積層体ユニット
【特許請求の範囲】
【請求項1】
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末と、前記バインダ及び可塑剤との比(P/B)が、1.33〜5.56(但し、5.56を除く)に制御されていることを特徴とする剥離層用ペースト。
【請求項2】
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末100重量部に対する前記バインダの含有量が12〜50重量部(但し、12重量部を除く)であることを特徴とする剥離層用ペースト。
【請求項3】
前記ポリビニルアセタールは、重合度が2000〜3600、アセタール化度が66〜74モル%である請求項1または2に記載の剥離層用ペースト。
【請求項4】
前記可塑剤が、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)及びフタル酸ブチルベンジル(BBP)から選ばれる一つ以上であり、前記セラミック粉末100重量部に対して0〜100重量部(但し、0重量部と100重量部を除く)含有されている請求項1〜3のいずれかに記載の剥離層用ペースト。
【請求項5】
前記セラミック粉末が、0.02μmより大きく、0.1μm以下の平均粒径を持つものである請求項1〜4のいずれかに記載の剥離層用ペースト。
【請求項6】
前記分散剤が、ノニオン性の分散剤であり、前記セラミック粉末100重量部に対して1〜3重量部含有されている請求項1〜5のいずれかに記載の剥離層用ペースト。
【請求項7】
前記有機ビヒクル中の溶剤が、エチルアルコール、メチルエチルケトン、メチルイソブチルケトン、プロパノール、キシレン及びトルエンから選択される1種または2種以上であり、不揮発分濃度が5〜20重量%となるように含有されている請求項1〜6のいずれかに記載の剥離層用ペースト。
【請求項8】
離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、
前記剥離層の表面に電極層を所定パターンで形成する工程と、
前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、
前記電極層を有するグリーンシートを積層し、グリーンチップを形成する工程と、
前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法であって、
前記剥離層を形成するための剥離層用ペーストとして、請求項1〜7のいずれかに記載の剥離層用ペーストを用いることを特徴とする積層型電子部品の製造方法。
【請求項9】
前記第1支持シートに施された離型処理が、シリコーンを主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が8〜20mN/cm(但し、8mN/cmを除く)に制御されている請求項8に記載の積層型電子部品の製造方法。
【請求項10】
前記第1支持シートに施された離型処理が、アルキド樹脂を主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)に制御されている請求項8に記載の積層型電子部品の製造方法。
【請求項11】
前記剥離層用ペーストに含まれるセラミック粉末が、前記グリーンシートを形成するためのペーストに含まれるセラミック粉末と同一の組成を有するセラミック粉末である請求項8〜10のいずれかに記載の積層型電子部品の製造方法。
【請求項12】
前記剥離層の厚みと、電極層部分の厚みを除いた前記グリーンシートの厚みと、が合計で1.0μm以下である請求項8〜11のいずれかに記載の積層型電子部品の製造方法。
【請求項13】
前記グリーンシートの形成前に、前記電極層が形成されていない前記剥離層の表面に、前記電極層と同じ厚みで、かつ前記グリーンシートと同じ材質で構成してある余白パターン層を形成する請求項8〜12のいずれかに記載の積層型電子部品の製造方法。
【請求項14】
前記電極層を有するグリーンシートを積層する前に、前記電極層を有するグリーンシートの反電極層側表面に、接着層を形成し、前記接着層を介して、前記電極層を有するグリーンシートを積層する請求項8〜13のいずれかに記載の積層型電子部品の製造方法。
【請求項1】
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末と、前記バインダ及び可塑剤との比(P/B)が、1.33〜5.56(但し、5.56を除く)に制御されていることを特徴とする剥離層用ペースト。
【請求項2】
積層型電子部品を製造するために用いられ、厚さ0.05〜0.1μmの剥離層を形成するための剥離層用ペーストであって、
リモネン、ジヒドロターピニルメチルエーテル、α−ターピニルアセテート、ターピニルメチルエーテル、イソボニルアセテート、カリオレフィン、l−ジヒドロカルビルアセテート、メントン、メンチルアセテート、ペリリルアセテート、カルビルアセテート、d−ジヒドロカルビルアセテート、およびブチルカルビトールアセテートから選択される1種または2種以上の溶剤と、バインダとしてのエチルセルロースと、を含む電極層用ペーストと組み合わせて使用され、
セラミック粉末と、有機ビヒクルと、可塑剤と、分散剤とを含み、
前記有機ビヒクル中のバインダが、ポリビニルアセタールを主成分とし、
前記セラミック粉末100重量部に対する前記バインダの含有量が12〜50重量部(但し、12重量部を除く)であることを特徴とする剥離層用ペースト。
【請求項3】
前記ポリビニルアセタールは、重合度が2000〜3600、アセタール化度が66〜74モル%である請求項1または2に記載の剥離層用ペースト。
【請求項4】
前記可塑剤が、フタル酸ジブチル(DBP)、フタル酸ジオクチル(DOP)及びフタル酸ブチルベンジル(BBP)から選ばれる一つ以上であり、前記セラミック粉末100重量部に対して0〜100重量部(但し、0重量部と100重量部を除く)含有されている請求項1〜3のいずれかに記載の剥離層用ペースト。
【請求項5】
前記セラミック粉末が、0.02μmより大きく、0.1μm以下の平均粒径を持つものである請求項1〜4のいずれかに記載の剥離層用ペースト。
【請求項6】
前記分散剤が、ノニオン性の分散剤であり、前記セラミック粉末100重量部に対して1〜3重量部含有されている請求項1〜5のいずれかに記載の剥離層用ペースト。
【請求項7】
前記有機ビヒクル中の溶剤が、エチルアルコール、メチルエチルケトン、メチルイソブチルケトン、プロパノール、キシレン及びトルエンから選択される1種または2種以上であり、不揮発分濃度が5〜20重量%となるように含有されている請求項1〜6のいずれかに記載の剥離層用ペースト。
【請求項8】
離型処理が施された第1支持シートの前記離型処理側に、厚さ0.05〜0.1μmの剥離層を形成する工程と、
前記剥離層の表面に電極層を所定パターンで形成する工程と、
前記電極層の表面にグリーンシートを形成し、電極層を有するグリーンシートを得る工程と、
前記電極層を有するグリーンシートを積層し、グリーンチップを形成する工程と、
前記グリーンチップを焼成する工程とを、有する積層型電子部品の製造方法であって、
前記剥離層を形成するための剥離層用ペーストとして、請求項1〜7のいずれかに記載の剥離層用ペーストを用いることを特徴とする積層型電子部品の製造方法。
【請求項9】
前記第1支持シートに施された離型処理が、シリコーンを主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が8〜20mN/cm(但し、8mN/cmを除く)に制御されている請求項8に記載の積層型電子部品の製造方法。
【請求項10】
前記第1支持シートに施された離型処理が、アルキド樹脂を主体とする剥離剤を用いたコーティング法により形成され、該第1支持シートの剥離力が50〜130mN/cm(但し、50mN/cmと130mN/cmを除く)に制御されている請求項8に記載の積層型電子部品の製造方法。
【請求項11】
前記剥離層用ペーストに含まれるセラミック粉末が、前記グリーンシートを形成するためのペーストに含まれるセラミック粉末と同一の組成を有するセラミック粉末である請求項8〜10のいずれかに記載の積層型電子部品の製造方法。
【請求項12】
前記剥離層の厚みと、電極層部分の厚みを除いた前記グリーンシートの厚みと、が合計で1.0μm以下である請求項8〜11のいずれかに記載の積層型電子部品の製造方法。
【請求項13】
前記グリーンシートの形成前に、前記電極層が形成されていない前記剥離層の表面に、前記電極層と同じ厚みで、かつ前記グリーンシートと同じ材質で構成してある余白パターン層を形成する請求項8〜12のいずれかに記載の積層型電子部品の製造方法。
【請求項14】
前記電極層を有するグリーンシートを積層する前に、前記電極層を有するグリーンシートの反電極層側表面に、接着層を形成し、前記接着層を介して、前記電極層を有するグリーンシートを積層する請求項8〜13のいずれかに記載の積層型電子部品の製造方法。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2007−214452(P2007−214452A)
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願番号】特願2006−34171(P2006−34171)
【出願日】平成18年2月10日(2006.2.10)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
【公開日】平成19年8月23日(2007.8.23)
【国際特許分類】
【出願日】平成18年2月10日(2006.2.10)
【出願人】(000003067)TDK株式会社 (7,238)
【Fターム(参考)】
[ Back to top ]