
加圧成形装置及び加圧成形方法ならびに成形品

【課題】加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写可能な加圧成形装置及び加圧成形方法ならびにその成形品を提供する。
【解決手段】樹脂材料の加圧成形装置であって、対向配置されて相互に接近動作する一対のプレス駒11,13と、プレス駒11,13との間で成形用キャビティ17を形成する外駒15と、成形用キャビティ17内に進退自在に設置されたキャビティ体積調整部材19と、キャビティ体積調整部材19を成形用キャビティ17に突出する方向に所定の一定圧力を印加する加圧手段27と、を備えた。
【解決手段】樹脂材料の加圧成形装置であって、対向配置されて相互に接近動作する一対のプレス駒11,13と、プレス駒11,13との間で成形用キャビティ17を形成する外駒15と、成形用キャビティ17内に進退自在に設置されたキャビティ体積調整部材19と、キャビティ体積調整部材19を成形用キャビティ17に突出する方向に所定の一定圧力を印加する加圧手段27と、を備えた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加圧成形装置及び加圧成形方法ならびに成形品に関し、特に、加熱流動性が低い樹脂を成形することができる加圧成形装置及び加圧成形方法ならびに成形品に関する。
【背景技術】
【0002】
近年の携帯カメラやDVD,CD,MOドライブといった光情報記録機器の高性能化、小型化、低コスト化に伴って、これら記録機器に用いられる光学レンズやフィルタ等の光学部材に対しても、優れた材料や工程の開発が強く望まれている。
【0003】
プラスチックレンズは、ガラスなどの無機材料に比べ軽量で割れにくく、様々な形状に加工でき、また、ガラス製レンズよりもコスト面で有利となるため、眼鏡レンズのみならず、上記の光学部材としても急速に普及しつつある。これに伴い、レンズを小型・薄肉化するために素材自体を高屈折率化することや、光学屈折率を熱膨張や温度変化に対して安定化させること、更には、量産するに当たって、均一の寸法と重量、光学特性を歩留まり良く生産できる体制等が求められるようになっている。
【0004】
プラスチック樹脂からレンズを大量生産する場合には、大きく分けて、射出成形と加圧成形が利用されている。射出成形では、十分な加熱流動性を備える樹脂が使用され、金型内空間の隅々まで行き渡らせることで、均一の寸法と重量、光学特性を比較的容易に得ることができる。一方、加熱流動性が比較的低い樹脂を使用する場合、金型内空間に十分に行き渡らせづらいので、安定した光学特性を与えられない。そこで、加圧成形が提案されているが、やはり、微細構造には対応しきれていない。
【0005】
このような、加熱流動性が比較的低い樹脂の中で、光学屈折率を向上させ、熱膨張率や光学屈折率の温度変化を抑える材料として、プラスチック樹脂中に金属酸化物微粒子などの無機微粒子を均一に分散させたナノコンポジット樹脂が提案されている。
【特許文献1】特開平7−133119号公報
【特許文献2】特開平8−19588号公報
【特許文献3】特開平9−207176号公報
【特許文献4】特開2005−169408号公報
【特許文献5】特開2007−90851号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、加熱流動性が低いナノコンポジット樹脂を加圧成形型の金型に投入する際、成形品がレンズ等の光学素子である場合に、光情報記録機器の小型化に伴って、特に正確な計量が必要となる。例えば、近年急激な需要の増加が激しい携帯電話用レンズの場合、直径6mm、レンズ厚1mmのレンズでは、中心厚精度を±0.001mmの精度で成形するとき、成形時に投入する材料の重量は概ね±0.1mg以下の精度が必要とされる。
また、上記の加熱流動性の悪い材料の成形方法として、ナノコンポジット樹脂の粉末を加熱プレスする方法も知られている(特許文献1)。しかし、例えば、小型撮像レンズを成形する場合、上述のように重量精度を0.1mg以下で計量することが必要であるが、それが示されていない。粉体を高精度に充填する方法として、粉を升に多量に入れた後、加圧してすり切るといった方法が知られているが(特許文献2)、こうした粉体状態での体積計量では目的精度を満たせない。一方、0.1mg精度を重量で計量(秤量)すると、非常に時間がかかりかつ設備が高額なため、大量生産にはなじまない。しかも粉体の性質によってはそもそも秤量できないため材料物性に制約がある、といった問題があった。
【0007】
一方、樹脂材料を高精度に形状転写することに関して、例えば特許文献3〜5に形状転写性を向上させるための技術が提案されている。
特許文献3の技術では、樹脂材料の射出圧縮成形で、まず、成形すべき成形品の容量よりもキャビティの容積が大きくなるように型締めし、この状態で溶融樹脂をキャビティ内に射出する。その後、キャビティの容積を成形すべき成形品の容積まで減少させて、キャビティ内を完全に溶融樹脂で充填させている。
特許文献4の技術では、樹脂材料の圧縮成形で、圧力を受けて大きなひずみを生じる起歪体を金型台に複数配置して金型を支持させ、加工時の金型押圧により起歪体が変形して生じる支持位置の沈み込みによって金型の実質的な表面形状を調整している。
特許文献5の技術では、特許文献4と同様に弾性体を金型に取り付けて、加圧時における被加工材が有する傾斜を吸収して均一な成形面圧を印加し、形状転写性を向上させている。
【0008】
しかし、特許文献3のように射出圧縮成形するためには、上述のように樹脂材料の加熱流動性が高くないとキャビティ内の樹脂流動が不十分となり、成形品に流動配向が生じたり、厚み精度が低くなる。また、特許文献4,5のように起歪体や弾性体を用いて圧縮成形すると、高精度な厚み調整ができない。このように、一般的な樹脂材料の形状転写性向上の技術を用いても、加熱流動性が低いナノコンポジット樹脂をレンズ等の高精度な光学素子に加工することは困難であった。
【0009】
本発明は、このような従来の問題に鑑みてなされたもので、加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写可能な加圧成形装置及び加圧成形方法ならびにその成形品を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明の上記目的は、下記構成により達成される。
(1) 樹脂材料の加圧成形装置であって、
対向配置されて相互に接近動作する一対のプレス駒と、
該プレス駒との間で成形用キャビティを形成する外駒と、
前記成形用キャビティ内に進退自在に設置されたキャビティ体積調整部材と、
前記キャビティ体積調整部材を前記成形用キャビティに突出する方向に所定の一定圧力を印加する加圧手段と、
を備えることを特徴とする加圧成形装置。
【0011】
この加圧成形装置によれば、成形用キャビティ内に所定の一定圧力で押圧されたキャビティ体積調整部材が突出することにより、成形品のキャビティの寸法となる位置にプレス駒が到達するまでの間で、成形品の規定の体積に対する樹脂材料の不足分が、キャビティ体積調整部材の成形用キャビティ内への突出量に相当する体積分で補われる。これにより、金型内に投入する樹脂材料の量が、仮に成形品に必要とされる規定の樹脂材料の量から不足していても、キャビティ体積調整部材の突出量の調整により、簡単に、しかも自動的にこの不足分を補填することができる。そその結果、所望形状の成形品を高精度に転写することが可能となる。
【0012】
(2) 前記キャビティ体積調整部材の突出方向が、該キャビティ体積調整部材に対向する前記プレス駒の接近方向と同じであることを特徴とする(1)記載の加圧成形装置。
【0013】
この加圧成形装置によれば、キャビティ体積調整部材の突出方向とプレス駒の接近方向とを同じ方向にすることで、樹脂材料の不足分の調整が加圧工程と同時で円滑に行えるようになる。
【0014】
(3) 前記加圧手段が、
前記キャビティ体積調整部材の基端部に接続されたピストンと、
前記ピストンを収容するシリンダと、
前記シリンダ内への油圧を供給する油圧供給手段と、
を備え、前記油圧の供給により前記ピストンに接続されたキャビティ体積調整部材を進退動作させることを特徴とする請求項1または請求項2記載の加圧成形装置。
【0015】
この加圧成形装置によれば、シリンダに油圧を供給することで、ピストンを駆動し、キャビティ体積調整部材の進退動作が可能となる。また、ピストンに負荷される押圧力と、成形用キャビティ内の樹脂圧力との関係で、キャビティ体積調整部材の突出量が自動的に決定される。
【0016】
(4) 前記樹脂材料の成形品が光学部材であり、前記キャビティ体積調整部材が前記光学部材の光学機能面を除く領域に突出するよう配置されたことを特徴とする(1)〜(3)のいずれか1項記載の加圧成形装置。
【0017】
この加圧成形装置によれば、キャビティ体積調整部材が光学機能面に影響しないそれ以外の領域に配置されるので、光学機能面による光学性能が損なわれることがない。
【0018】
(5) 少なくとも前記外駒の外周に配置されて前記成形用キャビティ内の樹脂材料を加熱する加熱手段を備えたことを特徴とする(1)〜(4)のいずれか1項記載の加圧成形装置。
【0019】
この加圧成形装置によれば、樹脂材料を加熱することで得られる可塑性を利用して、より正確な寸法精度で成形品を得ることができる。
【0020】
(6) 前記キャビティ体積調整部材が、前記成形用キャビティ内に突出する棒状部材であることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0021】
この加圧成形装置によれば、棒状部材の突出により、成形品に対して局所的な窪みを形成するだけで済み、成形品の形状を大きく変化させることがない。
【0022】
(7) 前記棒状部材が、前記成形用キャビティ内のそれぞれ異なる位置に複数本配設されたことを特徴とする(6)記載の加圧成形装置。
【0023】
この加圧成形装置によれば、棒状部材が成形用キャビティ内に複数本が突出することで、調整可能な体積を増加できるとともに、棒状部材一本当たりの突出量を軽減して、成形品の重量バランスの乱れ等を軽減できる。
【0024】
(8) 前記キャビティ体積調整部材が、前記成形用キャビティの外周縁で該成形用キャビティ内に突出するリング状部材であることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0025】
この加圧成形装置によれば、成形品の周方向に対して均等に窪みが形成されるので、成形品に方向性が生じることを防止できる。
【0026】
(9) 前記キャビティ体積調整部材が、前記成形用キャビティの外周縁に沿ったそれぞれ異なる位置に配置され、前記成形用キャビティ内に突出する複数のブロックであることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0027】
この加圧成形装置によれば、複数のブロックが成形用キャビティ内に突出することで、効率良く不足体積分を埋めることができきる。
【0028】
(10) (1)〜(9)のいずれか1項記載の加圧成形装置を用いた加圧成形方法であって、
前記成形用キャビティに樹脂材料を投入する工程と、
前記上駒と下駒とを相互に接近させて前記樹脂材料を加圧し、成形品のキャビティの寸法となる位置に前記いずれかの駒が到達するまでの間で、前記成形品の規定体積に対する樹脂材料の不足分を前記キャビティ体積調整部材の前記成形用キャビティ内への突出により補う加圧・形状決定工程と、
を有することを特徴とする加圧成形方法。
【0029】
この加圧成形方法によれば、成形用キャビティ内に投入された樹脂材料が、加圧されることで、成形品の規定体積に対する樹脂材料の不足分がキャビティ体積調整部材の突出量に相当する体積分で補填される。これにより、所望形状の成形品を高精度に転写することが可能となる。
【0030】
(11) 前記キャビティ体積調整部材を、前記成形品の突出しピンとして用いることを特徴とする(10)記載の加圧成形方法。
【0031】
この加圧成形方法によれば、キャビティ体積調整部材を突出すことで、簡単に成形品を取り出すことができる。
【0032】
(12) 前記加圧・形状決定工程を真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことを特徴とする(10)または(11)記載の加圧成形方法。
【0033】
この加圧成形方法によれば、真空中で加圧成形工程を行うと、樹脂材料の粉体間に残留する空気を除去でき、成形品に気泡が混入することを防止できる。また、二酸化炭素や窒素雰囲気中で加圧成形工程を行うと、各気体の樹脂材料への溶解度が高いために同様に成形品に気泡が混入することがない。さらに、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで加圧成形を行うことで、樹脂材料中に分散媒が残存する場合に、この分散媒中の揮発成分を除去できる。
【0034】
(13) 前記樹脂材料がナノコンポジット樹脂を含むことを特徴とする(10)〜(12)のいずれか1項記載の加圧成形方法。
【0035】
この成形品によれば、流動性の悪いナノコンポジット樹脂に対しても、高精度な形状転写が行える。
【0036】
(14) (10)〜(13)のいずれか1項記載の加圧成形方法により成形されたことを特徴とする成形品。
【0037】
この成形品によれば、成形品の窪み分の体積で樹脂不足分が補われる。
【0038】
(15) (14)の成形品であって、該成形品が光学部材であることを特徴とする成形品。
【0039】
この成形品によれば、高精度に安定して光学部材を成形することができる。
【発明の効果】
【0040】
本発明の加圧成形装置及び加圧成形方法ならびに成形品によれば、加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写することができる。
【発明を実施するための最良の形態】
【0041】
以下、本発明に係る加圧成形装置及び加圧成形方法ならびに成形品の好適な実施の形態について、図面を参照して詳細に説明する。
なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0042】
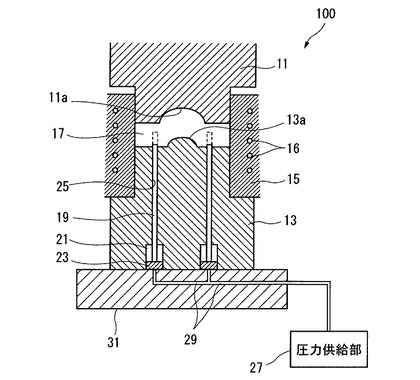
図1は本発明の第1の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。本実施形態では粉末状としたナノコンポジット樹脂を加熱圧縮することにより、成形品(光学部材)を得るものである。なお、ナノコンポジット粉体とは、熱可塑性樹脂中に平均粒子サイズが1〜300nm、レンズの場合は1〜15nmの無機微粒子を分散させた材料であり、その詳細については後述する。
【0043】
図1に示すように、加圧成形装置100は、上駒11及び下駒13のプレス駒対と、外駒15の3つの金型を有する。上駒11及び下駒13は、外駒15に嵌入し、図示しない駆動装置によって互いに接近または離間する方向に相対移動自在となっている。下駒13の上面には、成形品となる光学部材に略光学面形状面(最終面)を転写するための鏡面仕上げされた光学機能転写面13aが形成されている。上駒11、下駒13及び外駒15により、成形用キャビティ17が形成される。また、上駒11の下面には、光学部材Sへ略光学面形状面(最終面)を転写するための鏡面仕上げされた光学機能転写面11aが形成されている。また、光学機能転写面13a、光学機能転写面11aにおける鏡面の精度は表面粗さRa30nm以下である。下駒13、上駒11または外駒15の少なくとも一方は、その周囲に加熱手段としてのコイル16(外駒15のみ一例として図示)が取り巻かれており、高周波誘導加熱によって金型温度を、30〜400℃の範囲で、導入する樹脂材料と成形品で特定される所定の温度に設定できる。
【0044】
また、下駒13には、光学機能転写面13aの領域を避けた他の領域で、成形用キャビティ17に進退自在に棒状部材(キャビティ体積調整部材)19が設置されている。棒状部材19は、1箇所でも構わないが、成形品のバランスを考慮して複数箇所に分散して配置することが好ましく、少なくとも3箇所(図中は2箇所のみ表示)に設けるとよい。また、棒状部材19を成形用キャビティ17の周方向に沿って多数本を配置して、略環状に配列した構成としてもよい。
【0045】
棒状部材19は、先端側を成形用キャビティ17に対して、上駒11と下駒13の接近方向と同じ方向に突出可能にされ、基端側をシリンダ21内に収容されたピストン23に接続している。つまり、棒状部材19とピストン23は一体となり、下駒13に形成された連通孔25内を進退方向(図中上下方向)に摺動可能に保持されている。
【0046】
一方、下駒13の下部には、圧力供給部27に繋がる油圧供給管路29を有するブロック31が配置されている。油圧供給管路29は各シリンダ21のピストン23下部の空間に接続され、圧力供給部27からの供給圧力に応じて棒状部材19を成形用キャビティ17内に突出または引き込みさせる進退動作を可能にしている。
【0047】
圧力供給部27は、油圧力を供給するものであり、任意の一定圧力を供給できるように制御される。
【0048】
次に、加圧成形方法の工程を説明する。
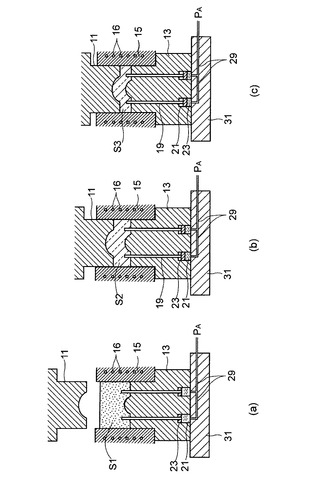
図2に加圧成形工程の手順を示す工程図を示した。
図2(a)は樹脂材料の投入工程を示しており、上駒11が外駒15に嵌入される前に、下駒13と外駒15により形成される空間に、成形品寸法に略対応する量の樹脂材料S1を投入した状態を示している。本実施形態では、樹脂材料S1はナノコンポジット樹脂を粉体として供給している。
【0049】
そして、コイル16により金型自体を高周波誘導によって加熱し、樹脂材料内部まで熱が伝わるように、所定の温度(例えば樹脂材料のガラス転移温度Tg)に昇温後、一定時間保持する。その後、上駒11を外駒15に嵌合し、上駒11と下駒13との間でのプレスを開始する。このとき、金型自体は加熱されているので、投入された樹脂材料S1は粉体状体のまま可塑化する。なお、繰り返し材料を供給する連続処理時においては、金型を樹脂材料のガラス転移温度Tg程度に常時加熱しておくことで、サイクルタイムを短縮することができる。
【0050】
次に、図2(b)は加圧・形状決定工程を示しており、上駒11と下駒13とのプレスによるキャビティ形成過程で、樹脂材料S1を加圧する。前述のように粉体状体で可塑化している樹脂材料S1は、この加圧により粉粒子同士に繋がりが発生して塊化樹脂S2となる。
【0051】
また、圧力供給部27からは所定の一定圧力の油圧PAを油圧供給管路29を通じてシリンダ21に供給し、ピストン23に接続された棒状部材19を成形用キャビティ17に突出させる方向に付勢する。この付勢のタイミングは、樹脂材料S1が加熱された後の加圧開始と同時に行うが、これに限らず、加圧終了後に開始してもよい。
【0052】
この加圧により、成形用キャビティ17内の樹脂圧力が増加して、棒状部材19がシリンダ21内の圧力バランスに応じた位置に押し下げられる。このように、棒状部材19の突出方向が上駒11の移動方向に一致させることで、加圧工程と同時に棒状部材19を円滑に変位させることができる。
【0053】
そして、図2(c)は加圧・形状決定工程の後段を示しており、上駒11を下駒13に対して接近させて樹脂材料S1を加圧し続けることで、成形品S3のキャビティの寸法となる位置に上駒11が到達するまでの間で、成形品S3の規定の体積に対する樹脂材料S1の不足分が、棒状部材19の成形用キャビティ17内への突出により補われる。
【0054】
つまり、棒状部材19は供給油圧力PAとのバランスにより、所定量を成形用キャビティ17内に突出することで、その突出量に応じた棒状部材19の体積を、成形品S3形状に相当するキャビティの体積に含ませることができる。したがって、樹脂材料S1の量が、仮に成形品に必要とされる規定の樹脂材料の量から不足していても、樹脂材料S1を成形用キャビティ17内に再投入して増量させることなく、棒状部材19の突出量の調整により簡単に、しかも自動的に補填することができる。つまり、成形用キャビティ17内の樹脂材料の圧力が所定の圧力より低いときに棒状部材19の突出量が増え、圧力が高い場合に棒状部材の突出量は減少する。
【0055】
なお、圧力供給部27は、加圧・形状決定工程において、常時一定の圧力を供給する単純な制御であるが、これにより、成形用キャビティ17内の実体積を成形品S3形状に相当する規定の体積と高精度に一致させることができる。
【0056】
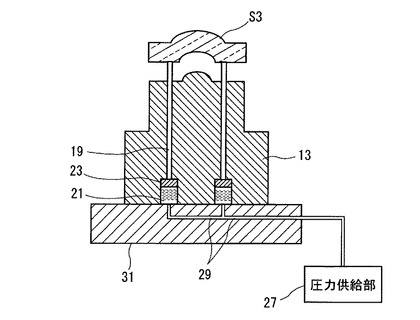
そして、成形品S3の冷却後に、図3に示すように、棒状部材19を成形品S3の突出しピンとして用いて、成形品S3を取り出す。ここで、棒状部材19の先端部には、成形品S3との剥離が円滑になるように、先細のテーパ状としたり、先端部表面をフッ素加工により撥性を持たせることが好ましい。なお、成形品S3の取り出しタイミングは、成形品S3の温度がガラス転移点Tg程度に降温した後であればよい。
【0057】
つまり、上記加圧成形方法の工程としては、成形用キャビティに樹脂材料を投入する工程と、上駒11と下駒13とを相互に接近させて樹脂材料を加圧し、樹脂材料が成形品のキャビティの寸法となる位置にいずれかの駒11,13(本実施形態では上駒11)が到達するまでの間で、成形品の規定体積に対する樹脂材料の不足分をキャビティ体積調整部材となる棒状部材19の成形用キャビティ17内への突出により補う加圧・形状決定工程と、を有する。
【0058】
上記構成の加圧成形装置100によれば、予め定めた一定圧力で棒状部材19を成形用キャビティ17に突出させて、加圧成形するだけの簡単な処理により、所望形状の成形品S3を高精度に転写することができる。つまり、金型内に投入する樹脂材料S1の量が規定の量より少ない場合でも、棒状部材19の突出量が不足量に応じて自動的に変動するため、正確な外形形状の成形品を得ることができる。これにより、金型内に投入する樹脂材料S1を高精度に計量する必要がなくなり、計量時間の短縮や得率を向上させることができ、生産性の向上が図られる。また、棒状部材19を用いることで、成形品に対して局所的な窪みを形成するだけで済み、成形品の形状を大きく変化させることがない。
なお、加圧成形装置100の構成は、上駒11を可動駒とすることに限らず、下駒13を可動駒としたり、双方が移動するものであってもよい。
【0059】
次に、本発明に係る加圧成形装置の第2実施形態を説明する。
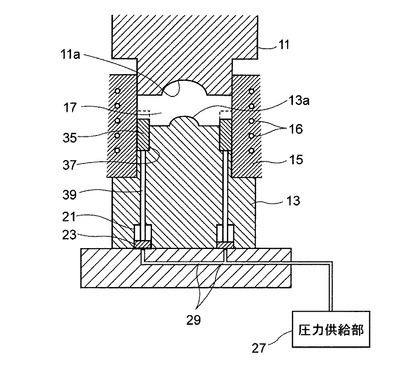
図4は本発明の第2の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。図中、図1に示す部材と共通する部材に対しては同じ符号を付与することで、その説明は省略する。
【0060】
本実施の形態においては、第1実施形態におけるキャビティ体積調整部材としての棒状部材19の代わりに、リング状部材35を備えている。リング状部材35は、下駒13上側の外駒15との間に形成した周溝37に収容され、リング状部材35の上端側を成形用キャビティ17内に突出可能に下端側が複数のロッド39に支持されている。リング状部材35に接続された複数のロッド39は、その基端側に前述と同様のピストン23が取り付けられ、シリンダ21に収容されている。つまり、シリンダ21内に油圧を供給することで、ロッド39がリング状部材35を駆動し、リング状部材35を成形用キャビティ17内に進退自在に構成している。
【0061】
リング状部材35は、複数のロッド39により円周方向に対して等間隔で支持されている。ロッド39は、少なくとも3本が配置される(図示例では2本のみ示している)。
【0062】
上記構成によれば、樹脂材料の不足分をリング状部材35の成形用キャビティ17内への突出により効率良く補うことができ、所望形状の成形品の高精度な外形形状転写が可能となる。
【0063】
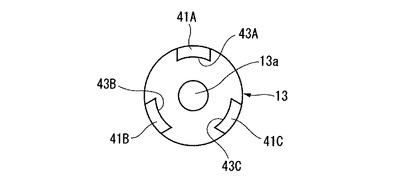
上記のリング状部材35は、上記構成に限らず、例えばロッド39に支持されている部位を分断して円弧状のブロックを複数設けた構成としてもよい。
図5に下駒の成形用キャビティに面する形成面を表す平面図に示すように、複数のブロック41A,41B,41Cを周方向に等間隔で配置した溝43A,43B,43C内にそれぞれ保持し、このブロック41A,41B,41Cの下端面に図示しないロッドを接続することで、前述と同様な構成でブロック41A,41B,41Cを成形用キャビティ17に突出可能に支持する。
【0064】
この場合のブロック41A,41B,41Cの個数は3個であることにより、成形品であるレンズを他のレンズと組み合わせる場合に、光軸に対するずれが生じにくくなる。勿論、3個以上の複数個であっても構わない。
【0065】
この構成によれば、周上の一部だけを成形用キャビティ17内に突出させるので、突出に要する圧力を軽減でき、圧力供給部27の供給能力を落とすことができる。また、成形品に生じる窪みが周方向に対して均等になり、方向性を生じさせずに済む。
【0066】
上記各実施形態のキャビティ体積調整部材は、シリンダピストン機構を用いた油圧により駆動しているが、これに限らず、油圧の代わりに空気(又は他の気体)圧を利用しても構わない。また、シリンダピストン機構以外にも、例えば、バネによる付勢機構、ACサーボやDCサーボのモータの回転力を直動変換するボールスクリュ等の機構、リニアモータを利用した機構、ピエゾ素子を利用した機構、等を駆動源として利用することができる。バネによる付勢機構の場合、バネ定数を適宜選択することで任意の圧力を発生できる。また、上記の各種駆動源にロードセル等の圧力検出手段を組み合わせて、駆動源からキャビティ体積調整部材へ負荷する圧力を検出して制御することで、より高精度な体積調整が行える。このように、キャビティ体積調整部材の昇降動作は、その駆動源の種類によらずに実現できる。
【0067】
また、上記の加圧成形装置100に用いる樹脂材料は、ナノコンポジット樹脂の粉体であったが、これに限らず、一塊の前駆体(プリフォーム)であってもよい。前駆体とすれば、ハンドリング性が高められる。そして、本加圧成形装置100に用いる前駆体としては、高い計量精度は必要でないため、低コストで前駆体を用意することができる。
【0068】
さらに、前述の加圧・形状決定工程は、真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことが好ましい。真空中で加圧成形工程を行うと、樹脂材料の粉体間に残留する空気を除去でき、成形品に気泡が混入することを防止できる。また、二酸化炭素や窒素雰囲気中で加圧成形工程を行うと、各気体の樹脂材料への溶解度が高いために同様に成形品に気泡が混入することがない。さらに、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで加圧成形を行うことで、樹脂材料中に分散媒が残存する場合に、この分散媒中の揮発成分を除去できる。
【0069】
以上説明したように、本実施形態の加圧成形装置によれば、成形品の形状を高精度に安定して転写が行え、特に、加熱流動性が低い樹脂を用いて成形することも可能となる。
【0070】
ここで、プレス成形時のナノコンポジット樹脂の温度は、ガラス転移温度Tg〜Tg+250℃の範囲が好ましく、Tg〜Tg+200℃がより好ましく、Tg+20℃〜Tg+150℃がさらに好ましい。ナノコンポジット樹脂の温度が高いと冷却に時間がかかり生産性が低下するだけでなく、材料が熱により劣化して着色・透明性低下などの問題が発生する。逆に温度が低すぎるとプレスにより複屈折が発生し、レンズとしての品質が低下する。プレス成形時の加圧力は0.005〜100kg/mm2の範囲で行い、好ましくは0.01〜50kg/mm2、さらに好ましくは0.05〜25kg/mm2である。加圧速度は0.1〜1000kg/sec、加圧時間は0.1〜900secで、好ましくは0.5〜600sec、さらに好ましくは1〜300secである。
【0071】
なお、ナノコンポジット樹脂投入時の金型温度はガラス転移温度Tgより高くても低くても良いが、高くなっている方が、ナノコンポジット樹脂の加熱が短時間で済むため好ましい。また、冷却時にナノコンポジット樹脂の塊は収縮するので、この冷却進行度合いに合わせてプレスを行う方が金型形状(光学機能転写面11a,13a)をより高精度で転写できる。例えば、金型又はナノコンポジット樹脂の温度を検出し、この検出温度に応じてプレス速度を制御すればよい。
【0072】
尚、本発明は、前述した実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。また、本発明を適用可能な光学部材としては、各種レンズだけでなく、液晶ディスプレイなどの導光板、偏光フィルムや位相差フィルムなどの光学フィルム、などが挙げられる。
【0073】
更に、工業的にレンズを製造する場合、容器を大量に並べて時間当たりのレンズ製造数を稼ぐことが考えられるが、光学機能転写面を提供する基部を金属等で大量に作ると光学研磨などがかさみコストがかかる。そこで、上駒・下駒の光学機能転写面部分をガラス製とすることで、光学面形状部分を研磨を省いて低コストで作ることができる。この場合、光学面形状をガラスモールドにより作成することができ、大量且つ低コストに成形装置を製造することができる。
【0074】
また、上記実施形態ではプレス金型の加熱方法はコイルによる誘導過熱方式としたが、この他にも、ヒーターによる伝熱や、ハロゲンランプなどによる光加熱、などの方式で加熱を行っても良い。
【0075】
〈ナノコンポジット素材〉
次に、本発明の光学部材に用いるナノコンポジット素材(無機微粒子が熱可塑性樹脂に結合されたナノコンポジット素材)について、以下に詳細に説明する。
【0076】
[無機微粒子]
本発明に用いられる有機無機複合材料には、数平均粒子サイズが1〜15nmの無機微粒子としている。無機微粒子の数平均粒子サイズは、小さすぎると該微粒子を構成する物質固有の特性が変化する場合があり、逆に大きすぎるとレイリー散乱の影響が顕著となり、有機無機複合材料の透明性が極端に低下する場合がある。従って、本発明における無機微粒子の数平均粒子サイズは1〜15nmにすることが必要であり、好ましくは2〜13nmであり、より好ましくは3〜10nmである。
【0077】
本発明に用いられる無機微粒子としては、例えば、酸化物微粒子、硫化物微粒子、セレン化物微粒子、テルル化物微粒子等が挙げられる。より具体的には、チタニア微粒子、酸化亜鉛微粒子、ジルコニア微粒子、酸化錫微粒子、硫化亜鉛微粒子等を挙げることができ、好ましくは、チタニア微粒子、ジルコニア微粒子、硫化亜鉛微粒子であり、より好ましくはチタニア微粒子、ジルコニア微粒子であるが、これらに限定されるものではない。本発明では、1種類の無機微粒子を用いてもよいし、複数種の無機微粒子を併用してもよい。
【0078】
本発明に用いられる無機微粒子の波長589nmにおける屈折率は、1.90〜3.00であることが好ましく、1.90〜2.70であることがより好ましく、2.00〜2.70であることがさらに好ましい。屈折率が1.90以上である無機微粒子を用いれば屈折率が1.65より大きい有機無機複合材料を作成しやすくなり、屈折率が3.00以下の無機微粒子を用いれば透過率が80%以上の有機無機複合材料を作成しやすい傾向がある。なお、本発明における屈折率は、アッベ屈折計(アタゴ社DR−M4)にて波長589nmの光について25℃で測定した値である。
【0079】
[熱可塑性樹脂]
本発明で用いられる熱可塑性樹脂の構造には特に制限がなく、たとえば、ポリ(メタ)アクリル酸エステル、ポリスチレン、ポリアミド、ポリビニルエーテル、ポリビニルエステル、ポリビニルカルバゾール、ポリオレフィン、ポリエステル、ポリカーボネート、ポリウレタン、ポリチオウレタン、ポリイミド、ポリエーテル、ポリチオエーテ、ポリエーテルケトン、ポリスルホン、ポリエーテルスルホン等の公知の構造を有する樹脂を例示することができるが、本発明では少なくとも、高分子鎖末端、または側鎖に無機微粒子と任意の化学結合を形成しうる官能基を有する熱可塑性樹脂が特に好ましい。このような熱可塑性樹脂としては、
【0080】
(1)高分子鎖末端、または側鎖に下記から選ばれる官能基を有する熱可塑性樹脂
【0081】
【化1】

【0082】
[R11、R12、R13、R14は、それぞれ独立に水素原子、置換または無置換のアルキル基、置換または無置換のアルケニル基、置換または無置換のアルキニル基、あるいは、置換または無置換のアリール基を表す。]、−SO3H、−OSO3H、−CO2H、または−Si(OR15)m1R163-m1[R15、R16はそれぞれ独立に水素原子、置換または無置換のアルキル基、置換または無置換のアルケニル基、置換または無置換のアルキニル基、あるいは、置換または無置換のアリール基を表し、m1は1〜3の整数を表す。];
【0083】
(2)疎水性セグメントおよび親水性セグメントで構成されるブロック共重合体;
が好ましい例として挙げられる。
以下、熱可塑性樹脂(1)について、詳細に説明する。
【0084】
熱可塑性樹脂(1)
本発明で用いられる熱可塑性樹脂(1)は、高分子鎖末端、側鎖に無機微粒子と化学結合を形成しうる官能基を有する。ここで、「化学結合」とは、例えば、共有結合、イオン結合、配位結合、水素結合等が挙げられ、官能基が複数存在する場合は、それぞれ無機微粒子と異なる化学結合を形成しうるものであってもよい。化学結合を形成しうるか否かは、有機溶媒中において熱可塑性樹脂と無機微粒子とを混合したときに、熱可塑性樹脂の官能基が無機微粒子と化学結合を形成しうるか否かで判定する。熱可塑性樹脂の官能基は、そのすべてが無機微粒子と化学結合を形成していてもよいし、一部が無機微粒子と化学結合を形成していてもよい。
【0085】
本発明で用いられる熱可塑性樹脂は、下記一般式(1)で表される繰り返し単位を有するコポリマーであることが特に好ましい。このようなコポリマーは、下記一般式(2)で表わされるビニルモノマーを共重合することにより得ることができる。
【0086】
【化2】
・・・一般式(1)
【0087】
【化3】
・・・一般式(2)
【0088】
一般式(1)および一般式(2)中、Rは、水素原子、ハロゲン原子またはメチル基を表し、Xは−CO2−、−OCO−、−CONH−、−OCONH−、−OCOO−、−O−、−S−、−NH−、および、置換または無置換のアリーレン基からなる群より選ばれる2価の連結基を表し、より好ましくは−CO2−またはp−フェニレン基である。
【0089】
Yは炭素数が1〜30である2価の連結基を表す。炭素数は1〜20が好ましく、2〜10がより好ましく、2〜5がさらに好ましい。具体的には、アルキレン基、アルキレンオキシ基、アルキレンオキシカルボニル基、アリーレン基、アリーレンオキシ基、アリーレンオキシカルボニル基、およびこれらを組み合わせた基を挙げることができ、好ましくはアルキレン基である。
【0090】
qは0〜18の整数を表す。より好ましくは0〜10の整数であり、さらに好ましくは0〜5の整数であり、特に好ましくは0〜1の整数である。
【0091】
Zは、前記[化1]に示される官能基である。
【0092】
以下に一般式(2)で表されるモノマーの具体例を挙げるが、本発明で用いることができるモノマーはこれらに限定されるものではない。
【0093】
【化4】
【0094】
本発明において一般式(2)で表わされるモノマーと共重合可能な他の種類のモノマーとしては、Polymer Handbook 2nd ed.,J.Brandrup,Wiley lnterscience (1975) Chapter 2 Page 1〜483に記載のものを用いることができる。
【0095】
具体的には、例えば、スチレン誘導体、1−ビニルナフタレン、2−ビニルナフタレン、ビニルカルバゾール、アクリル酸、メタクリル酸、アクリル酸エステル類、メタクリル酸エステル類、アクリルアミド類、メタクリルアミド類、アリル化合物、ビニルエーテル類、ビニルエステル類、イタコン酸ジアルキル類、前記フマール酸のジアルキルエステル類またはモノアルキルエステル類等から選ばれる付加重合性不飽和結合を1個有する化合物等を挙げることができる。
【0096】
本発明で用いられる熱可塑性樹脂(1)の重量平均分子量は1,000〜500,000であることが好ましく、3,000〜300,000であることがさらに好ましく、10,000〜100,000であることが特に好ましい。前記熱可塑性樹脂(1)の重量平均分子量を500,000以下とすることにより、成形加工性が向上する傾向にあり、1,000以上とすることにより力学強度が向上する傾向にある。
【0097】
本発明で用いられる熱可塑性樹脂(1)において、無機微粒子と結合する上記官能基はポリマー鎖1本あたり平均0.1〜20個であることが好ましく、0.5〜10個であることがより好ましく、1〜5個であることが特に好ましい。前記官能基の含有量がポリマー鎖一本あたり平均20個以下であれば、熱可塑性樹脂(1)が複数の無機微粒子に配位して溶液状態で高粘度化やゲル化が起こるのを防ぎやすい傾向がある。また、ポリマー鎖一本あたり平均官能基の数が0.1個以上であれば、無機微粒子を安定に分散させやすい傾向がある。
【0098】
本発明で用いられる熱可塑性樹脂(1)のガラス転移温度は80℃〜400℃であることが好ましく、130℃〜380℃であることがより好ましい。ガラス転移温度が80℃以上の樹脂を用いれば十分な耐熱性を有する光学部品が得られやすくなり、また、ガラス転移温度が400℃以下の樹脂を用いれば成形加工が行いやすくなる傾向がある。
【0099】
上記のように、本発明に係る光学部材の材料であるナノコンポジット素材は、特定の構造を有する単位構造を樹脂中にもたせることにより、無機微粒子が分散している有機無機複合材料の高屈折性と高透明性を損なうことなく、成形金型からの離型性を向上させることができる。
【0100】
上記の材料によれば、優れた離型性と高屈折性と透明性とを併せ持つ有機無機複合材料、およびそれを含んで構成される、高精度と高透明性と高屈折性とを併せ持つ光学部材が提供できる。
【図面の簡単な説明】
【0101】
【図1】本発明の第1の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。
【図2】加圧成形工程の手順(a)〜(c)を示す工程図を示した
【図3】棒状部材を成形品の突出しピンとして用いるときの様子を断面で示す説明図である。
【図4】本発明の第2の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。
【図5】下駒の成形用キャビティに面する形成面を表す平面図に示す説明図である。
【符号の説明】
【0102】
11 上駒
11a 光学機能転写面
13 下駒
13a 光学機能転写面
15 外駒
16 コイル(加熱手段)
17 成形用キャビティ
19 棒状部材
21 シリンダ
23 ピストン
25 連通孔
27 圧力供給部
29 油圧供給管路
31 ブロック
35 リング状部材
37 周溝
39 ロッド
41A,41B,41C 円弧状部材
43A,43B,43C 溝
100 加圧成形装置
S1 樹脂材料
S2 塊化樹脂
S3 成形品
【技術分野】
【0001】
本発明は、加圧成形装置及び加圧成形方法ならびに成形品に関し、特に、加熱流動性が低い樹脂を成形することができる加圧成形装置及び加圧成形方法ならびに成形品に関する。
【背景技術】
【0002】
近年の携帯カメラやDVD,CD,MOドライブといった光情報記録機器の高性能化、小型化、低コスト化に伴って、これら記録機器に用いられる光学レンズやフィルタ等の光学部材に対しても、優れた材料や工程の開発が強く望まれている。
【0003】
プラスチックレンズは、ガラスなどの無機材料に比べ軽量で割れにくく、様々な形状に加工でき、また、ガラス製レンズよりもコスト面で有利となるため、眼鏡レンズのみならず、上記の光学部材としても急速に普及しつつある。これに伴い、レンズを小型・薄肉化するために素材自体を高屈折率化することや、光学屈折率を熱膨張や温度変化に対して安定化させること、更には、量産するに当たって、均一の寸法と重量、光学特性を歩留まり良く生産できる体制等が求められるようになっている。
【0004】
プラスチック樹脂からレンズを大量生産する場合には、大きく分けて、射出成形と加圧成形が利用されている。射出成形では、十分な加熱流動性を備える樹脂が使用され、金型内空間の隅々まで行き渡らせることで、均一の寸法と重量、光学特性を比較的容易に得ることができる。一方、加熱流動性が比較的低い樹脂を使用する場合、金型内空間に十分に行き渡らせづらいので、安定した光学特性を与えられない。そこで、加圧成形が提案されているが、やはり、微細構造には対応しきれていない。
【0005】
このような、加熱流動性が比較的低い樹脂の中で、光学屈折率を向上させ、熱膨張率や光学屈折率の温度変化を抑える材料として、プラスチック樹脂中に金属酸化物微粒子などの無機微粒子を均一に分散させたナノコンポジット樹脂が提案されている。
【特許文献1】特開平7−133119号公報
【特許文献2】特開平8−19588号公報
【特許文献3】特開平9−207176号公報
【特許文献4】特開2005−169408号公報
【特許文献5】特開2007−90851号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、加熱流動性が低いナノコンポジット樹脂を加圧成形型の金型に投入する際、成形品がレンズ等の光学素子である場合に、光情報記録機器の小型化に伴って、特に正確な計量が必要となる。例えば、近年急激な需要の増加が激しい携帯電話用レンズの場合、直径6mm、レンズ厚1mmのレンズでは、中心厚精度を±0.001mmの精度で成形するとき、成形時に投入する材料の重量は概ね±0.1mg以下の精度が必要とされる。
また、上記の加熱流動性の悪い材料の成形方法として、ナノコンポジット樹脂の粉末を加熱プレスする方法も知られている(特許文献1)。しかし、例えば、小型撮像レンズを成形する場合、上述のように重量精度を0.1mg以下で計量することが必要であるが、それが示されていない。粉体を高精度に充填する方法として、粉を升に多量に入れた後、加圧してすり切るといった方法が知られているが(特許文献2)、こうした粉体状態での体積計量では目的精度を満たせない。一方、0.1mg精度を重量で計量(秤量)すると、非常に時間がかかりかつ設備が高額なため、大量生産にはなじまない。しかも粉体の性質によってはそもそも秤量できないため材料物性に制約がある、といった問題があった。
【0007】
一方、樹脂材料を高精度に形状転写することに関して、例えば特許文献3〜5に形状転写性を向上させるための技術が提案されている。
特許文献3の技術では、樹脂材料の射出圧縮成形で、まず、成形すべき成形品の容量よりもキャビティの容積が大きくなるように型締めし、この状態で溶融樹脂をキャビティ内に射出する。その後、キャビティの容積を成形すべき成形品の容積まで減少させて、キャビティ内を完全に溶融樹脂で充填させている。
特許文献4の技術では、樹脂材料の圧縮成形で、圧力を受けて大きなひずみを生じる起歪体を金型台に複数配置して金型を支持させ、加工時の金型押圧により起歪体が変形して生じる支持位置の沈み込みによって金型の実質的な表面形状を調整している。
特許文献5の技術では、特許文献4と同様に弾性体を金型に取り付けて、加圧時における被加工材が有する傾斜を吸収して均一な成形面圧を印加し、形状転写性を向上させている。
【0008】
しかし、特許文献3のように射出圧縮成形するためには、上述のように樹脂材料の加熱流動性が高くないとキャビティ内の樹脂流動が不十分となり、成形品に流動配向が生じたり、厚み精度が低くなる。また、特許文献4,5のように起歪体や弾性体を用いて圧縮成形すると、高精度な厚み調整ができない。このように、一般的な樹脂材料の形状転写性向上の技術を用いても、加熱流動性が低いナノコンポジット樹脂をレンズ等の高精度な光学素子に加工することは困難であった。
【0009】
本発明は、このような従来の問題に鑑みてなされたもので、加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写可能な加圧成形装置及び加圧成形方法ならびにその成形品を提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明の上記目的は、下記構成により達成される。
(1) 樹脂材料の加圧成形装置であって、
対向配置されて相互に接近動作する一対のプレス駒と、
該プレス駒との間で成形用キャビティを形成する外駒と、
前記成形用キャビティ内に進退自在に設置されたキャビティ体積調整部材と、
前記キャビティ体積調整部材を前記成形用キャビティに突出する方向に所定の一定圧力を印加する加圧手段と、
を備えることを特徴とする加圧成形装置。
【0011】
この加圧成形装置によれば、成形用キャビティ内に所定の一定圧力で押圧されたキャビティ体積調整部材が突出することにより、成形品のキャビティの寸法となる位置にプレス駒が到達するまでの間で、成形品の規定の体積に対する樹脂材料の不足分が、キャビティ体積調整部材の成形用キャビティ内への突出量に相当する体積分で補われる。これにより、金型内に投入する樹脂材料の量が、仮に成形品に必要とされる規定の樹脂材料の量から不足していても、キャビティ体積調整部材の突出量の調整により、簡単に、しかも自動的にこの不足分を補填することができる。そその結果、所望形状の成形品を高精度に転写することが可能となる。
【0012】
(2) 前記キャビティ体積調整部材の突出方向が、該キャビティ体積調整部材に対向する前記プレス駒の接近方向と同じであることを特徴とする(1)記載の加圧成形装置。
【0013】
この加圧成形装置によれば、キャビティ体積調整部材の突出方向とプレス駒の接近方向とを同じ方向にすることで、樹脂材料の不足分の調整が加圧工程と同時で円滑に行えるようになる。
【0014】
(3) 前記加圧手段が、
前記キャビティ体積調整部材の基端部に接続されたピストンと、
前記ピストンを収容するシリンダと、
前記シリンダ内への油圧を供給する油圧供給手段と、
を備え、前記油圧の供給により前記ピストンに接続されたキャビティ体積調整部材を進退動作させることを特徴とする請求項1または請求項2記載の加圧成形装置。
【0015】
この加圧成形装置によれば、シリンダに油圧を供給することで、ピストンを駆動し、キャビティ体積調整部材の進退動作が可能となる。また、ピストンに負荷される押圧力と、成形用キャビティ内の樹脂圧力との関係で、キャビティ体積調整部材の突出量が自動的に決定される。
【0016】
(4) 前記樹脂材料の成形品が光学部材であり、前記キャビティ体積調整部材が前記光学部材の光学機能面を除く領域に突出するよう配置されたことを特徴とする(1)〜(3)のいずれか1項記載の加圧成形装置。
【0017】
この加圧成形装置によれば、キャビティ体積調整部材が光学機能面に影響しないそれ以外の領域に配置されるので、光学機能面による光学性能が損なわれることがない。
【0018】
(5) 少なくとも前記外駒の外周に配置されて前記成形用キャビティ内の樹脂材料を加熱する加熱手段を備えたことを特徴とする(1)〜(4)のいずれか1項記載の加圧成形装置。
【0019】
この加圧成形装置によれば、樹脂材料を加熱することで得られる可塑性を利用して、より正確な寸法精度で成形品を得ることができる。
【0020】
(6) 前記キャビティ体積調整部材が、前記成形用キャビティ内に突出する棒状部材であることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0021】
この加圧成形装置によれば、棒状部材の突出により、成形品に対して局所的な窪みを形成するだけで済み、成形品の形状を大きく変化させることがない。
【0022】
(7) 前記棒状部材が、前記成形用キャビティ内のそれぞれ異なる位置に複数本配設されたことを特徴とする(6)記載の加圧成形装置。
【0023】
この加圧成形装置によれば、棒状部材が成形用キャビティ内に複数本が突出することで、調整可能な体積を増加できるとともに、棒状部材一本当たりの突出量を軽減して、成形品の重量バランスの乱れ等を軽減できる。
【0024】
(8) 前記キャビティ体積調整部材が、前記成形用キャビティの外周縁で該成形用キャビティ内に突出するリング状部材であることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0025】
この加圧成形装置によれば、成形品の周方向に対して均等に窪みが形成されるので、成形品に方向性が生じることを防止できる。
【0026】
(9) 前記キャビティ体積調整部材が、前記成形用キャビティの外周縁に沿ったそれぞれ異なる位置に配置され、前記成形用キャビティ内に突出する複数のブロックであることを特徴とする(1)〜(5)のいずれか1項記載の加圧成形装置。
【0027】
この加圧成形装置によれば、複数のブロックが成形用キャビティ内に突出することで、効率良く不足体積分を埋めることができきる。
【0028】
(10) (1)〜(9)のいずれか1項記載の加圧成形装置を用いた加圧成形方法であって、
前記成形用キャビティに樹脂材料を投入する工程と、
前記上駒と下駒とを相互に接近させて前記樹脂材料を加圧し、成形品のキャビティの寸法となる位置に前記いずれかの駒が到達するまでの間で、前記成形品の規定体積に対する樹脂材料の不足分を前記キャビティ体積調整部材の前記成形用キャビティ内への突出により補う加圧・形状決定工程と、
を有することを特徴とする加圧成形方法。
【0029】
この加圧成形方法によれば、成形用キャビティ内に投入された樹脂材料が、加圧されることで、成形品の規定体積に対する樹脂材料の不足分がキャビティ体積調整部材の突出量に相当する体積分で補填される。これにより、所望形状の成形品を高精度に転写することが可能となる。
【0030】
(11) 前記キャビティ体積調整部材を、前記成形品の突出しピンとして用いることを特徴とする(10)記載の加圧成形方法。
【0031】
この加圧成形方法によれば、キャビティ体積調整部材を突出すことで、簡単に成形品を取り出すことができる。
【0032】
(12) 前記加圧・形状決定工程を真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことを特徴とする(10)または(11)記載の加圧成形方法。
【0033】
この加圧成形方法によれば、真空中で加圧成形工程を行うと、樹脂材料の粉体間に残留する空気を除去でき、成形品に気泡が混入することを防止できる。また、二酸化炭素や窒素雰囲気中で加圧成形工程を行うと、各気体の樹脂材料への溶解度が高いために同様に成形品に気泡が混入することがない。さらに、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで加圧成形を行うことで、樹脂材料中に分散媒が残存する場合に、この分散媒中の揮発成分を除去できる。
【0034】
(13) 前記樹脂材料がナノコンポジット樹脂を含むことを特徴とする(10)〜(12)のいずれか1項記載の加圧成形方法。
【0035】
この成形品によれば、流動性の悪いナノコンポジット樹脂に対しても、高精度な形状転写が行える。
【0036】
(14) (10)〜(13)のいずれか1項記載の加圧成形方法により成形されたことを特徴とする成形品。
【0037】
この成形品によれば、成形品の窪み分の体積で樹脂不足分が補われる。
【0038】
(15) (14)の成形品であって、該成形品が光学部材であることを特徴とする成形品。
【0039】
この成形品によれば、高精度に安定して光学部材を成形することができる。
【発明の効果】
【0040】
本発明の加圧成形装置及び加圧成形方法ならびに成形品によれば、加熱流動性が低い樹脂を用いる場合であっても、成形品の形状を高精度に安定して転写することができる。
【発明を実施するための最良の形態】
【0041】
以下、本発明に係る加圧成形装置及び加圧成形方法ならびに成形品の好適な実施の形態について、図面を参照して詳細に説明する。
なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0042】
図1は本発明の第1の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。本実施形態では粉末状としたナノコンポジット樹脂を加熱圧縮することにより、成形品(光学部材)を得るものである。なお、ナノコンポジット粉体とは、熱可塑性樹脂中に平均粒子サイズが1〜300nm、レンズの場合は1〜15nmの無機微粒子を分散させた材料であり、その詳細については後述する。
【0043】
図1に示すように、加圧成形装置100は、上駒11及び下駒13のプレス駒対と、外駒15の3つの金型を有する。上駒11及び下駒13は、外駒15に嵌入し、図示しない駆動装置によって互いに接近または離間する方向に相対移動自在となっている。下駒13の上面には、成形品となる光学部材に略光学面形状面(最終面)を転写するための鏡面仕上げされた光学機能転写面13aが形成されている。上駒11、下駒13及び外駒15により、成形用キャビティ17が形成される。また、上駒11の下面には、光学部材Sへ略光学面形状面(最終面)を転写するための鏡面仕上げされた光学機能転写面11aが形成されている。また、光学機能転写面13a、光学機能転写面11aにおける鏡面の精度は表面粗さRa30nm以下である。下駒13、上駒11または外駒15の少なくとも一方は、その周囲に加熱手段としてのコイル16(外駒15のみ一例として図示)が取り巻かれており、高周波誘導加熱によって金型温度を、30〜400℃の範囲で、導入する樹脂材料と成形品で特定される所定の温度に設定できる。
【0044】
また、下駒13には、光学機能転写面13aの領域を避けた他の領域で、成形用キャビティ17に進退自在に棒状部材(キャビティ体積調整部材)19が設置されている。棒状部材19は、1箇所でも構わないが、成形品のバランスを考慮して複数箇所に分散して配置することが好ましく、少なくとも3箇所(図中は2箇所のみ表示)に設けるとよい。また、棒状部材19を成形用キャビティ17の周方向に沿って多数本を配置して、略環状に配列した構成としてもよい。
【0045】
棒状部材19は、先端側を成形用キャビティ17に対して、上駒11と下駒13の接近方向と同じ方向に突出可能にされ、基端側をシリンダ21内に収容されたピストン23に接続している。つまり、棒状部材19とピストン23は一体となり、下駒13に形成された連通孔25内を進退方向(図中上下方向)に摺動可能に保持されている。
【0046】
一方、下駒13の下部には、圧力供給部27に繋がる油圧供給管路29を有するブロック31が配置されている。油圧供給管路29は各シリンダ21のピストン23下部の空間に接続され、圧力供給部27からの供給圧力に応じて棒状部材19を成形用キャビティ17内に突出または引き込みさせる進退動作を可能にしている。
【0047】
圧力供給部27は、油圧力を供給するものであり、任意の一定圧力を供給できるように制御される。
【0048】
次に、加圧成形方法の工程を説明する。
図2に加圧成形工程の手順を示す工程図を示した。
図2(a)は樹脂材料の投入工程を示しており、上駒11が外駒15に嵌入される前に、下駒13と外駒15により形成される空間に、成形品寸法に略対応する量の樹脂材料S1を投入した状態を示している。本実施形態では、樹脂材料S1はナノコンポジット樹脂を粉体として供給している。
【0049】
そして、コイル16により金型自体を高周波誘導によって加熱し、樹脂材料内部まで熱が伝わるように、所定の温度(例えば樹脂材料のガラス転移温度Tg)に昇温後、一定時間保持する。その後、上駒11を外駒15に嵌合し、上駒11と下駒13との間でのプレスを開始する。このとき、金型自体は加熱されているので、投入された樹脂材料S1は粉体状体のまま可塑化する。なお、繰り返し材料を供給する連続処理時においては、金型を樹脂材料のガラス転移温度Tg程度に常時加熱しておくことで、サイクルタイムを短縮することができる。
【0050】
次に、図2(b)は加圧・形状決定工程を示しており、上駒11と下駒13とのプレスによるキャビティ形成過程で、樹脂材料S1を加圧する。前述のように粉体状体で可塑化している樹脂材料S1は、この加圧により粉粒子同士に繋がりが発生して塊化樹脂S2となる。
【0051】
また、圧力供給部27からは所定の一定圧力の油圧PAを油圧供給管路29を通じてシリンダ21に供給し、ピストン23に接続された棒状部材19を成形用キャビティ17に突出させる方向に付勢する。この付勢のタイミングは、樹脂材料S1が加熱された後の加圧開始と同時に行うが、これに限らず、加圧終了後に開始してもよい。
【0052】
この加圧により、成形用キャビティ17内の樹脂圧力が増加して、棒状部材19がシリンダ21内の圧力バランスに応じた位置に押し下げられる。このように、棒状部材19の突出方向が上駒11の移動方向に一致させることで、加圧工程と同時に棒状部材19を円滑に変位させることができる。
【0053】
そして、図2(c)は加圧・形状決定工程の後段を示しており、上駒11を下駒13に対して接近させて樹脂材料S1を加圧し続けることで、成形品S3のキャビティの寸法となる位置に上駒11が到達するまでの間で、成形品S3の規定の体積に対する樹脂材料S1の不足分が、棒状部材19の成形用キャビティ17内への突出により補われる。
【0054】
つまり、棒状部材19は供給油圧力PAとのバランスにより、所定量を成形用キャビティ17内に突出することで、その突出量に応じた棒状部材19の体積を、成形品S3形状に相当するキャビティの体積に含ませることができる。したがって、樹脂材料S1の量が、仮に成形品に必要とされる規定の樹脂材料の量から不足していても、樹脂材料S1を成形用キャビティ17内に再投入して増量させることなく、棒状部材19の突出量の調整により簡単に、しかも自動的に補填することができる。つまり、成形用キャビティ17内の樹脂材料の圧力が所定の圧力より低いときに棒状部材19の突出量が増え、圧力が高い場合に棒状部材の突出量は減少する。
【0055】
なお、圧力供給部27は、加圧・形状決定工程において、常時一定の圧力を供給する単純な制御であるが、これにより、成形用キャビティ17内の実体積を成形品S3形状に相当する規定の体積と高精度に一致させることができる。
【0056】
そして、成形品S3の冷却後に、図3に示すように、棒状部材19を成形品S3の突出しピンとして用いて、成形品S3を取り出す。ここで、棒状部材19の先端部には、成形品S3との剥離が円滑になるように、先細のテーパ状としたり、先端部表面をフッ素加工により撥性を持たせることが好ましい。なお、成形品S3の取り出しタイミングは、成形品S3の温度がガラス転移点Tg程度に降温した後であればよい。
【0057】
つまり、上記加圧成形方法の工程としては、成形用キャビティに樹脂材料を投入する工程と、上駒11と下駒13とを相互に接近させて樹脂材料を加圧し、樹脂材料が成形品のキャビティの寸法となる位置にいずれかの駒11,13(本実施形態では上駒11)が到達するまでの間で、成形品の規定体積に対する樹脂材料の不足分をキャビティ体積調整部材となる棒状部材19の成形用キャビティ17内への突出により補う加圧・形状決定工程と、を有する。
【0058】
上記構成の加圧成形装置100によれば、予め定めた一定圧力で棒状部材19を成形用キャビティ17に突出させて、加圧成形するだけの簡単な処理により、所望形状の成形品S3を高精度に転写することができる。つまり、金型内に投入する樹脂材料S1の量が規定の量より少ない場合でも、棒状部材19の突出量が不足量に応じて自動的に変動するため、正確な外形形状の成形品を得ることができる。これにより、金型内に投入する樹脂材料S1を高精度に計量する必要がなくなり、計量時間の短縮や得率を向上させることができ、生産性の向上が図られる。また、棒状部材19を用いることで、成形品に対して局所的な窪みを形成するだけで済み、成形品の形状を大きく変化させることがない。
なお、加圧成形装置100の構成は、上駒11を可動駒とすることに限らず、下駒13を可動駒としたり、双方が移動するものであってもよい。
【0059】
次に、本発明に係る加圧成形装置の第2実施形態を説明する。
図4は本発明の第2の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。図中、図1に示す部材と共通する部材に対しては同じ符号を付与することで、その説明は省略する。
【0060】
本実施の形態においては、第1実施形態におけるキャビティ体積調整部材としての棒状部材19の代わりに、リング状部材35を備えている。リング状部材35は、下駒13上側の外駒15との間に形成した周溝37に収容され、リング状部材35の上端側を成形用キャビティ17内に突出可能に下端側が複数のロッド39に支持されている。リング状部材35に接続された複数のロッド39は、その基端側に前述と同様のピストン23が取り付けられ、シリンダ21に収容されている。つまり、シリンダ21内に油圧を供給することで、ロッド39がリング状部材35を駆動し、リング状部材35を成形用キャビティ17内に進退自在に構成している。
【0061】
リング状部材35は、複数のロッド39により円周方向に対して等間隔で支持されている。ロッド39は、少なくとも3本が配置される(図示例では2本のみ示している)。
【0062】
上記構成によれば、樹脂材料の不足分をリング状部材35の成形用キャビティ17内への突出により効率良く補うことができ、所望形状の成形品の高精度な外形形状転写が可能となる。
【0063】
上記のリング状部材35は、上記構成に限らず、例えばロッド39に支持されている部位を分断して円弧状のブロックを複数設けた構成としてもよい。
図5に下駒の成形用キャビティに面する形成面を表す平面図に示すように、複数のブロック41A,41B,41Cを周方向に等間隔で配置した溝43A,43B,43C内にそれぞれ保持し、このブロック41A,41B,41Cの下端面に図示しないロッドを接続することで、前述と同様な構成でブロック41A,41B,41Cを成形用キャビティ17に突出可能に支持する。
【0064】
この場合のブロック41A,41B,41Cの個数は3個であることにより、成形品であるレンズを他のレンズと組み合わせる場合に、光軸に対するずれが生じにくくなる。勿論、3個以上の複数個であっても構わない。
【0065】
この構成によれば、周上の一部だけを成形用キャビティ17内に突出させるので、突出に要する圧力を軽減でき、圧力供給部27の供給能力を落とすことができる。また、成形品に生じる窪みが周方向に対して均等になり、方向性を生じさせずに済む。
【0066】
上記各実施形態のキャビティ体積調整部材は、シリンダピストン機構を用いた油圧により駆動しているが、これに限らず、油圧の代わりに空気(又は他の気体)圧を利用しても構わない。また、シリンダピストン機構以外にも、例えば、バネによる付勢機構、ACサーボやDCサーボのモータの回転力を直動変換するボールスクリュ等の機構、リニアモータを利用した機構、ピエゾ素子を利用した機構、等を駆動源として利用することができる。バネによる付勢機構の場合、バネ定数を適宜選択することで任意の圧力を発生できる。また、上記の各種駆動源にロードセル等の圧力検出手段を組み合わせて、駆動源からキャビティ体積調整部材へ負荷する圧力を検出して制御することで、より高精度な体積調整が行える。このように、キャビティ体積調整部材の昇降動作は、その駆動源の種類によらずに実現できる。
【0067】
また、上記の加圧成形装置100に用いる樹脂材料は、ナノコンポジット樹脂の粉体であったが、これに限らず、一塊の前駆体(プリフォーム)であってもよい。前駆体とすれば、ハンドリング性が高められる。そして、本加圧成形装置100に用いる前駆体としては、高い計量精度は必要でないため、低コストで前駆体を用意することができる。
【0068】
さらに、前述の加圧・形状決定工程は、真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことが好ましい。真空中で加圧成形工程を行うと、樹脂材料の粉体間に残留する空気を除去でき、成形品に気泡が混入することを防止できる。また、二酸化炭素や窒素雰囲気中で加圧成形工程を行うと、各気体の樹脂材料への溶解度が高いために同様に成形品に気泡が混入することがない。さらに、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで加圧成形を行うことで、樹脂材料中に分散媒が残存する場合に、この分散媒中の揮発成分を除去できる。
【0069】
以上説明したように、本実施形態の加圧成形装置によれば、成形品の形状を高精度に安定して転写が行え、特に、加熱流動性が低い樹脂を用いて成形することも可能となる。
【0070】
ここで、プレス成形時のナノコンポジット樹脂の温度は、ガラス転移温度Tg〜Tg+250℃の範囲が好ましく、Tg〜Tg+200℃がより好ましく、Tg+20℃〜Tg+150℃がさらに好ましい。ナノコンポジット樹脂の温度が高いと冷却に時間がかかり生産性が低下するだけでなく、材料が熱により劣化して着色・透明性低下などの問題が発生する。逆に温度が低すぎるとプレスにより複屈折が発生し、レンズとしての品質が低下する。プレス成形時の加圧力は0.005〜100kg/mm2の範囲で行い、好ましくは0.01〜50kg/mm2、さらに好ましくは0.05〜25kg/mm2である。加圧速度は0.1〜1000kg/sec、加圧時間は0.1〜900secで、好ましくは0.5〜600sec、さらに好ましくは1〜300secである。
【0071】
なお、ナノコンポジット樹脂投入時の金型温度はガラス転移温度Tgより高くても低くても良いが、高くなっている方が、ナノコンポジット樹脂の加熱が短時間で済むため好ましい。また、冷却時にナノコンポジット樹脂の塊は収縮するので、この冷却進行度合いに合わせてプレスを行う方が金型形状(光学機能転写面11a,13a)をより高精度で転写できる。例えば、金型又はナノコンポジット樹脂の温度を検出し、この検出温度に応じてプレス速度を制御すればよい。
【0072】
尚、本発明は、前述した実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。また、本発明を適用可能な光学部材としては、各種レンズだけでなく、液晶ディスプレイなどの導光板、偏光フィルムや位相差フィルムなどの光学フィルム、などが挙げられる。
【0073】
更に、工業的にレンズを製造する場合、容器を大量に並べて時間当たりのレンズ製造数を稼ぐことが考えられるが、光学機能転写面を提供する基部を金属等で大量に作ると光学研磨などがかさみコストがかかる。そこで、上駒・下駒の光学機能転写面部分をガラス製とすることで、光学面形状部分を研磨を省いて低コストで作ることができる。この場合、光学面形状をガラスモールドにより作成することができ、大量且つ低コストに成形装置を製造することができる。
【0074】
また、上記実施形態ではプレス金型の加熱方法はコイルによる誘導過熱方式としたが、この他にも、ヒーターによる伝熱や、ハロゲンランプなどによる光加熱、などの方式で加熱を行っても良い。
【0075】
〈ナノコンポジット素材〉
次に、本発明の光学部材に用いるナノコンポジット素材(無機微粒子が熱可塑性樹脂に結合されたナノコンポジット素材)について、以下に詳細に説明する。
【0076】
[無機微粒子]
本発明に用いられる有機無機複合材料には、数平均粒子サイズが1〜15nmの無機微粒子としている。無機微粒子の数平均粒子サイズは、小さすぎると該微粒子を構成する物質固有の特性が変化する場合があり、逆に大きすぎるとレイリー散乱の影響が顕著となり、有機無機複合材料の透明性が極端に低下する場合がある。従って、本発明における無機微粒子の数平均粒子サイズは1〜15nmにすることが必要であり、好ましくは2〜13nmであり、より好ましくは3〜10nmである。
【0077】
本発明に用いられる無機微粒子としては、例えば、酸化物微粒子、硫化物微粒子、セレン化物微粒子、テルル化物微粒子等が挙げられる。より具体的には、チタニア微粒子、酸化亜鉛微粒子、ジルコニア微粒子、酸化錫微粒子、硫化亜鉛微粒子等を挙げることができ、好ましくは、チタニア微粒子、ジルコニア微粒子、硫化亜鉛微粒子であり、より好ましくはチタニア微粒子、ジルコニア微粒子であるが、これらに限定されるものではない。本発明では、1種類の無機微粒子を用いてもよいし、複数種の無機微粒子を併用してもよい。
【0078】
本発明に用いられる無機微粒子の波長589nmにおける屈折率は、1.90〜3.00であることが好ましく、1.90〜2.70であることがより好ましく、2.00〜2.70であることがさらに好ましい。屈折率が1.90以上である無機微粒子を用いれば屈折率が1.65より大きい有機無機複合材料を作成しやすくなり、屈折率が3.00以下の無機微粒子を用いれば透過率が80%以上の有機無機複合材料を作成しやすい傾向がある。なお、本発明における屈折率は、アッベ屈折計(アタゴ社DR−M4)にて波長589nmの光について25℃で測定した値である。
【0079】
[熱可塑性樹脂]
本発明で用いられる熱可塑性樹脂の構造には特に制限がなく、たとえば、ポリ(メタ)アクリル酸エステル、ポリスチレン、ポリアミド、ポリビニルエーテル、ポリビニルエステル、ポリビニルカルバゾール、ポリオレフィン、ポリエステル、ポリカーボネート、ポリウレタン、ポリチオウレタン、ポリイミド、ポリエーテル、ポリチオエーテ、ポリエーテルケトン、ポリスルホン、ポリエーテルスルホン等の公知の構造を有する樹脂を例示することができるが、本発明では少なくとも、高分子鎖末端、または側鎖に無機微粒子と任意の化学結合を形成しうる官能基を有する熱可塑性樹脂が特に好ましい。このような熱可塑性樹脂としては、
【0080】
(1)高分子鎖末端、または側鎖に下記から選ばれる官能基を有する熱可塑性樹脂
【0081】
【化1】
【0082】
[R11、R12、R13、R14は、それぞれ独立に水素原子、置換または無置換のアルキル基、置換または無置換のアルケニル基、置換または無置換のアルキニル基、あるいは、置換または無置換のアリール基を表す。]、−SO3H、−OSO3H、−CO2H、または−Si(OR15)m1R163-m1[R15、R16はそれぞれ独立に水素原子、置換または無置換のアルキル基、置換または無置換のアルケニル基、置換または無置換のアルキニル基、あるいは、置換または無置換のアリール基を表し、m1は1〜3の整数を表す。];
【0083】
(2)疎水性セグメントおよび親水性セグメントで構成されるブロック共重合体;
が好ましい例として挙げられる。
以下、熱可塑性樹脂(1)について、詳細に説明する。
【0084】
熱可塑性樹脂(1)
本発明で用いられる熱可塑性樹脂(1)は、高分子鎖末端、側鎖に無機微粒子と化学結合を形成しうる官能基を有する。ここで、「化学結合」とは、例えば、共有結合、イオン結合、配位結合、水素結合等が挙げられ、官能基が複数存在する場合は、それぞれ無機微粒子と異なる化学結合を形成しうるものであってもよい。化学結合を形成しうるか否かは、有機溶媒中において熱可塑性樹脂と無機微粒子とを混合したときに、熱可塑性樹脂の官能基が無機微粒子と化学結合を形成しうるか否かで判定する。熱可塑性樹脂の官能基は、そのすべてが無機微粒子と化学結合を形成していてもよいし、一部が無機微粒子と化学結合を形成していてもよい。
【0085】
本発明で用いられる熱可塑性樹脂は、下記一般式(1)で表される繰り返し単位を有するコポリマーであることが特に好ましい。このようなコポリマーは、下記一般式(2)で表わされるビニルモノマーを共重合することにより得ることができる。
【0086】
【化2】
・・・一般式(1)
【0087】
【化3】
・・・一般式(2)
【0088】
一般式(1)および一般式(2)中、Rは、水素原子、ハロゲン原子またはメチル基を表し、Xは−CO2−、−OCO−、−CONH−、−OCONH−、−OCOO−、−O−、−S−、−NH−、および、置換または無置換のアリーレン基からなる群より選ばれる2価の連結基を表し、より好ましくは−CO2−またはp−フェニレン基である。
【0089】
Yは炭素数が1〜30である2価の連結基を表す。炭素数は1〜20が好ましく、2〜10がより好ましく、2〜5がさらに好ましい。具体的には、アルキレン基、アルキレンオキシ基、アルキレンオキシカルボニル基、アリーレン基、アリーレンオキシ基、アリーレンオキシカルボニル基、およびこれらを組み合わせた基を挙げることができ、好ましくはアルキレン基である。
【0090】
qは0〜18の整数を表す。より好ましくは0〜10の整数であり、さらに好ましくは0〜5の整数であり、特に好ましくは0〜1の整数である。
【0091】
Zは、前記[化1]に示される官能基である。
【0092】
以下に一般式(2)で表されるモノマーの具体例を挙げるが、本発明で用いることができるモノマーはこれらに限定されるものではない。
【0093】
【化4】
【0094】
本発明において一般式(2)で表わされるモノマーと共重合可能な他の種類のモノマーとしては、Polymer Handbook 2nd ed.,J.Brandrup,Wiley lnterscience (1975) Chapter 2 Page 1〜483に記載のものを用いることができる。
【0095】
具体的には、例えば、スチレン誘導体、1−ビニルナフタレン、2−ビニルナフタレン、ビニルカルバゾール、アクリル酸、メタクリル酸、アクリル酸エステル類、メタクリル酸エステル類、アクリルアミド類、メタクリルアミド類、アリル化合物、ビニルエーテル類、ビニルエステル類、イタコン酸ジアルキル類、前記フマール酸のジアルキルエステル類またはモノアルキルエステル類等から選ばれる付加重合性不飽和結合を1個有する化合物等を挙げることができる。
【0096】
本発明で用いられる熱可塑性樹脂(1)の重量平均分子量は1,000〜500,000であることが好ましく、3,000〜300,000であることがさらに好ましく、10,000〜100,000であることが特に好ましい。前記熱可塑性樹脂(1)の重量平均分子量を500,000以下とすることにより、成形加工性が向上する傾向にあり、1,000以上とすることにより力学強度が向上する傾向にある。
【0097】
本発明で用いられる熱可塑性樹脂(1)において、無機微粒子と結合する上記官能基はポリマー鎖1本あたり平均0.1〜20個であることが好ましく、0.5〜10個であることがより好ましく、1〜5個であることが特に好ましい。前記官能基の含有量がポリマー鎖一本あたり平均20個以下であれば、熱可塑性樹脂(1)が複数の無機微粒子に配位して溶液状態で高粘度化やゲル化が起こるのを防ぎやすい傾向がある。また、ポリマー鎖一本あたり平均官能基の数が0.1個以上であれば、無機微粒子を安定に分散させやすい傾向がある。
【0098】
本発明で用いられる熱可塑性樹脂(1)のガラス転移温度は80℃〜400℃であることが好ましく、130℃〜380℃であることがより好ましい。ガラス転移温度が80℃以上の樹脂を用いれば十分な耐熱性を有する光学部品が得られやすくなり、また、ガラス転移温度が400℃以下の樹脂を用いれば成形加工が行いやすくなる傾向がある。
【0099】
上記のように、本発明に係る光学部材の材料であるナノコンポジット素材は、特定の構造を有する単位構造を樹脂中にもたせることにより、無機微粒子が分散している有機無機複合材料の高屈折性と高透明性を損なうことなく、成形金型からの離型性を向上させることができる。
【0100】
上記の材料によれば、優れた離型性と高屈折性と透明性とを併せ持つ有機無機複合材料、およびそれを含んで構成される、高精度と高透明性と高屈折性とを併せ持つ光学部材が提供できる。
【図面の簡単な説明】
【0101】
【図1】本発明の第1の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。
【図2】加圧成形工程の手順(a)〜(c)を示す工程図を示した
【図3】棒状部材を成形品の突出しピンとして用いるときの様子を断面で示す説明図である。
【図4】本発明の第2の実施形態に係る加圧成形装置の概略構成を断面で示す構成図である。
【図5】下駒の成形用キャビティに面する形成面を表す平面図に示す説明図である。
【符号の説明】
【0102】
11 上駒
11a 光学機能転写面
13 下駒
13a 光学機能転写面
15 外駒
16 コイル(加熱手段)
17 成形用キャビティ
19 棒状部材
21 シリンダ
23 ピストン
25 連通孔
27 圧力供給部
29 油圧供給管路
31 ブロック
35 リング状部材
37 周溝
39 ロッド
41A,41B,41C 円弧状部材
43A,43B,43C 溝
100 加圧成形装置
S1 樹脂材料
S2 塊化樹脂
S3 成形品
【特許請求の範囲】
【請求項1】
樹脂材料の加圧成形装置であって、
対向配置されて相互に接近動作する一対のプレス駒と、
該プレス駒との間で成形用キャビティを形成する外駒と、
前記成形用キャビティ内に進退自在に設置されたキャビティ体積調整部材と、
前記キャビティ体積調整部材を前記成形用キャビティに突出する方向に所定の一定圧力を印加する加圧手段と、
を備えることを特徴とする加圧成形装置。
【請求項2】
前記キャビティ体積調整部材の突出方向が、該キャビティ体積調整部材に対向する前記プレス駒の接近方向と同じであることを特徴とする請求項1記載の加圧成形装置。
【請求項3】
前記加圧手段が、
前記キャビティ体積調整部材の基端部に接続されたピストンと、
前記ピストンを収容するシリンダと、
前記シリンダ内への油圧を供給する油圧供給手段と、
を備え、前記油圧の供給により前記ピストンに接続されたキャビティ体積調整部材を進退動作させることを特徴とする請求項1または請求項2記載の加圧成形装置。
【請求項4】
前記樹脂材料の成形品が光学部材であり、前記キャビティ体積調整部材が前記光学部材の光学機能面を除く領域に突出するよう配置されたことを特徴とする請求項1〜請求項3のいずれか1項記載の加圧成形装置。
【請求項5】
少なくとも前記外駒の外周に配置されて前記成形用キャビティ内の樹脂材料を加熱する加熱手段を備えたことを特徴とする請求項1〜請求項4のいずれか1項記載の加圧成形装置。
【請求項6】
前記キャビティ体積調整部材が、前記成形用キャビティ内に突出する棒状部材であることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項7】
前記棒状部材が、前記成形用キャビティ内のそれぞれ異なる位置に複数本配設されたことを特徴とする請求項6記載の加圧成形装置。
【請求項8】
前記キャビティ体積調整部材が、前記成形用キャビティの外周縁で該成形用キャビティ内に突出するリング状部材であることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項9】
前記キャビティ体積調整部材が、前記成形用キャビティの外周縁に沿ったそれぞれ異なる位置に配置され、前記成形用キャビティ内に突出する複数のブロックであることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項10】
請求項1〜請求項9のいずれか1項記載の加圧成形装置を用いた加圧成形方法であって、
前記成形用キャビティに樹脂材料を投入する工程と、
前記上駒と下駒とを相互に接近させて前記樹脂材料を加圧し、成形品のキャビティの寸法となる位置に前記いずれかの駒が到達するまでの間で、前記成形品の規定体積に対する樹脂材料の不足分を前記キャビティ体積調整部材の前記成形用キャビティ内への突出により補う加圧・形状決定工程と、
を有することを特徴とする加圧成形方法。
【請求項11】
前記キャビティ体積調整部材を、前記成形品の突出しピンとして用いることを特徴とする請求項10記載の加圧成形方法。
【請求項12】
前記加圧・形状決定工程を真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことを特徴とする請求項10または請求項11記載の加圧成形方法。
【請求項13】
前記樹脂材料がナノコンポジット樹脂を含むことを特徴とする請求項10〜請求項12のいずれか1項記載の加圧成形方法。
【請求項14】
請求項10〜請求項13のいずれか1項記載の加圧成形方法により成形されたことを特徴とする成形品。
【請求項15】
請求項14の成形品であって、該成形品が光学部材であることを特徴とする成形品。
【請求項1】
樹脂材料の加圧成形装置であって、
対向配置されて相互に接近動作する一対のプレス駒と、
該プレス駒との間で成形用キャビティを形成する外駒と、
前記成形用キャビティ内に進退自在に設置されたキャビティ体積調整部材と、
前記キャビティ体積調整部材を前記成形用キャビティに突出する方向に所定の一定圧力を印加する加圧手段と、
を備えることを特徴とする加圧成形装置。
【請求項2】
前記キャビティ体積調整部材の突出方向が、該キャビティ体積調整部材に対向する前記プレス駒の接近方向と同じであることを特徴とする請求項1記載の加圧成形装置。
【請求項3】
前記加圧手段が、
前記キャビティ体積調整部材の基端部に接続されたピストンと、
前記ピストンを収容するシリンダと、
前記シリンダ内への油圧を供給する油圧供給手段と、
を備え、前記油圧の供給により前記ピストンに接続されたキャビティ体積調整部材を進退動作させることを特徴とする請求項1または請求項2記載の加圧成形装置。
【請求項4】
前記樹脂材料の成形品が光学部材であり、前記キャビティ体積調整部材が前記光学部材の光学機能面を除く領域に突出するよう配置されたことを特徴とする請求項1〜請求項3のいずれか1項記載の加圧成形装置。
【請求項5】
少なくとも前記外駒の外周に配置されて前記成形用キャビティ内の樹脂材料を加熱する加熱手段を備えたことを特徴とする請求項1〜請求項4のいずれか1項記載の加圧成形装置。
【請求項6】
前記キャビティ体積調整部材が、前記成形用キャビティ内に突出する棒状部材であることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項7】
前記棒状部材が、前記成形用キャビティ内のそれぞれ異なる位置に複数本配設されたことを特徴とする請求項6記載の加圧成形装置。
【請求項8】
前記キャビティ体積調整部材が、前記成形用キャビティの外周縁で該成形用キャビティ内に突出するリング状部材であることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項9】
前記キャビティ体積調整部材が、前記成形用キャビティの外周縁に沿ったそれぞれ異なる位置に配置され、前記成形用キャビティ内に突出する複数のブロックであることを特徴とする請求項1〜請求項5のいずれか1項記載の加圧成形装置。
【請求項10】
請求項1〜請求項9のいずれか1項記載の加圧成形装置を用いた加圧成形方法であって、
前記成形用キャビティに樹脂材料を投入する工程と、
前記上駒と下駒とを相互に接近させて前記樹脂材料を加圧し、成形品のキャビティの寸法となる位置に前記いずれかの駒が到達するまでの間で、前記成形品の規定体積に対する樹脂材料の不足分を前記キャビティ体積調整部材の前記成形用キャビティ内への突出により補う加圧・形状決定工程と、
を有することを特徴とする加圧成形方法。
【請求項11】
前記キャビティ体積調整部材を、前記成形品の突出しピンとして用いることを特徴とする請求項10記載の加圧成形方法。
【請求項12】
前記加圧・形状決定工程を真空中、二酸化炭素雰囲気中、窒素雰囲気中のいずれかで行うことを特徴とする請求項10または請求項11記載の加圧成形方法。
【請求項13】
前記樹脂材料がナノコンポジット樹脂を含むことを特徴とする請求項10〜請求項12のいずれか1項記載の加圧成形方法。
【請求項14】
請求項10〜請求項13のいずれか1項記載の加圧成形方法により成形されたことを特徴とする成形品。
【請求項15】
請求項14の成形品であって、該成形品が光学部材であることを特徴とする成形品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−241531(P2009−241531A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−93919(P2008−93919)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]