
加工方法および加工機
【課題】加工ヘッドの加工点の移動を安定で高速化できるようにする。
【解決手段】
XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッド2をXY平面に対して垂直なC軸13のまわりに回転自在に設け、C軸13の中心線からオフセット距離rだけ離れている加工ヘッド2の加工点Pを加工ヘッド2の直線運動によるX軸方向およびY軸方向の移動と、加工ヘッド2のC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定する。加工ヘッド2の加工点Pの座標(x,y)は、計算式x=x1+x2、y=y1+y2から求め、上記のx2、y2は、加工ヘッド2のオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める。
【解決手段】
XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッド2をXY平面に対して垂直なC軸13のまわりに回転自在に設け、C軸13の中心線からオフセット距離rだけ離れている加工ヘッド2の加工点Pを加工ヘッド2の直線運動によるX軸方向およびY軸方向の移動と、加工ヘッド2のC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定する。加工ヘッド2の加工点Pの座標(x,y)は、計算式x=x1+x2、y=y1+y2から求め、上記のx2、y2は、加工ヘッド2のオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主としてレーザ加工機において、オフセット型の加工ヘッドの直線運動による移動の他に、加工ヘッドの回転運動による移動によって、加工ヘッドの加工点を相対的に高速で位置決めする加工方法および加工機に関する。
【背景技術】
【0002】
例えば特許文献1は、レーザ加工機の加工ヘッドをX軸およびY軸の他に、補助的なX軸およびY軸によっても駆動すること、を開示している。その技術のように、X軸やY軸が各軸方向ごとに2つ設けられておれば、加工ヘッドは、各軸方向ごとに2つの駆動源により同時に駆動されて移動するため、各軸方向ごとに1つの駆動源で駆動される方式の駆動装置よりも高速化できる。しかし、その反面、駆動源が多くなり、これにともなって位置決め制御も複雑化する、という欠点がある。
【0003】
また、他の技術として、X軸方向に移動可能な可動部に2つの駆動源を配置し、これらの駆動源によってパンタグラフ式のアーム(リンク装置)を駆動し、アームの先端部の加工ヘッドをY軸の方向に移動させることも知られている。その技術によると、X軸およびY軸の方向の移動速度が大きくできるが、リンク装置が安定せず、位置決めの誤差が現れやすい、という問題がある。
【0004】
なお、特許文献2は、レーザ加工機において、オフセットタイプのノズルヘッドを交換したときに、工具長の補正を加工プログラム上で行うこと、を開示しているが、その技術は、ノズルヘッドの移動時の高速化について寄与するものはない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−210477公報
【特許文献2】特開平6−297179公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、本発明の課題は、加工ヘッドの加工点の移動を安定に高速化できるようにすることである。
【課題を解決するための手段】
【0007】
上記課題のもとに、本発明は、加工ヘッドをオフセット型とし、上記加工ヘッドをC軸まわりに回転自在に設け、上記加工ヘッドの加工点の位置を直線運動によるX軸方向およびY軸方向の移動の他に、上記加工ヘッドの加工点の位置をC軸まわりの回転運動によるX軸方向およびY軸方向の移動からも相対的に決定するようにしている。
【0008】
具体的に記載すると、本発明に係る加工方法は、XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッドをXY平面に対して垂直なC軸まわりに回転自在に設け、上記C軸の中心線からオフセット距離だけ離れている位置の上記加工ヘッドの加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定するようにしている(請求項1)。
【0009】
上記加工方法において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求めるようにしている(請求項2)。
【0010】
上記加工方法において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配するようにしている(請求項3)。
【0011】
上記加工方法において、本発明は、上記加工ヘッドの加工点を現在の位置から次の目標の位置への回転運動による移動に際して、上記加工ヘッドを上記回転角θの小さい方向に回転させるようにしている(請求項4)。
【0012】
また、本発明に係る加工機は、XY平面に対してX軸方向およびY軸方向に相対移動可能で、XY平面に対して垂直なC軸まわりに回転自在に設けられ、上記C軸からオフセット距離だけ離れている位置に加工点を有するオフセット型の加工ヘッドと、上記加工ヘッドにX軸方向およびY軸方向の直線運動を与え、かつ上記加工ヘッドにC軸まわりの回転運動を与える駆動装置と、上記C軸の中心線からオフセット距離だけ離れている上記加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動から上記加工ヘッドの加工点を相対的に決定するNC装置とからなる(請求項5)。
【0013】
上記加工機において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記NC装置の計算機能によって、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める機能を付加している(請求項6)。
【0014】
上記加工機において、本発明は、上記NC装置の演算機能によって、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する機能を付加している(請求項7)。
【0015】
上記加工機において、本発明は、上記NC装置の演算機能によって、上記加工ヘッドの加工点を現在の位置から目標の位置への回転運動による移動に際して、上記加工ヘッドを回転角θの小さい方向に回転させる機能を上記NC装置に付加している(請求項8)。
【発明の効果】
【0016】
本発明に係る加工方法および加工機によると、加工ヘッドの加工点は、加工ヘッドの直線運動による移動に加えて、加工ヘッドのC軸まわりの回転運動による移動からも相対的に決定されるから、加工ヘッドの加工点の移動が高速化でき、しかも、回転運動によるX軸方向およびY軸方向の移動が1つの駆動源で足りるため、駆動手段が複雑にならず、有利となる(請求項1および請求項5)。
【0017】
本発明に係る加工方法および加工機によると、加工ヘッドの加工点の座標は、簡単な加算、三角関数の演算から求めるから、加工点の位置決め計算が容易となる(請求項2および請求項6)。
【0018】
本発明に係る加工方法および加工機によると、加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とはほぼ均等ないし均等に分配されているから、直線運動と回転運動とがほぼ同時ないし同時に終了することになり、両運動に必要な移動時間が最小範囲に設定できる(請求項3および請求項7)。
【0019】
本発明に係る加工方法および加工機によると、加工ヘッドが基準位置や待機位置などの現在の位置から次の目標の位置へ回転運動する際に、加工ヘッドは回転角θの小さい方向に回転するから、このときの回転運動に必要な時間が可能な限り短くできる(請求項4および請求項8)。
【図面の簡単な説明】
【0020】
【図1】本発明に係る加工方法をレーザ加工機に適用したときのシステムのブロック線図である。
【図2】加工ヘッドの駆動装置のスケルトン図である。
【図3】加工ヘッドの加工点の位置決めの説明図である。
【図4】加工ヘッドの加工点の移動例の説明図である。
【図5】加工ヘッドの加工点の移動例の説明図である。
【図6】加工ヘッドの加工点の移動例の説明図である。
【発明を実施するための形態】
【0021】
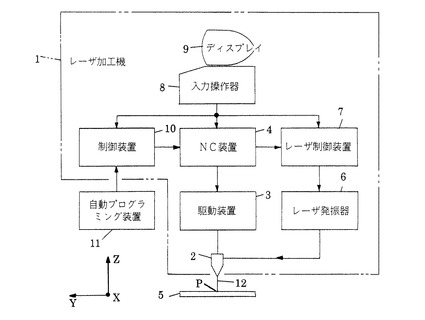
図1は、加工機の一例としてレーザ加工機1を示している。レーザ加工機1は、NC装置4からの各種の指令やNCデータにもとづいて多軸制御方式の駆動装置3を駆動し、オフセット型の加工ヘッド2にXY平面上で直線運動および回転運動を与え、加工ヘッド2からレーザビーム12を加工点Pに照射することによってワーク5に対して所定の加工を行う。
【0022】
レーザビーム12は、レーザ発振器6から出力され、レーザ制御装置7により出力制御され、NC装置4からの各種の指令やNCデータ、入力操作器8からの設定データを参照して、加工態様に適切な値に調節される。NC装置4およびレーザ制御装置7は、NC加工プログラムやオペレータによる対話式の入力操作器8からの各種の指令および設定データにもとづいて動作する。入力内容や設定内容は、入力操作器8に付設されているディスプレイ9の表示画面により視覚的に確認できるようになっている。
【0023】
制御装置10は、NC装置4を動作させるために、自動プログラミング装置11からのプログラム指令を参照しながら、オペレータによって入力されるNCデータにもとづいて所定のNC加工プログラムを作成し、作成したNC加工プログラムをNC装置4に出力している。
【0024】
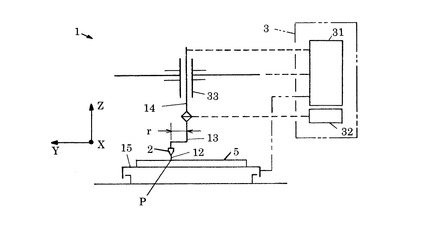
図2は、多軸制御方式の一例として4軸制御方式の駆動装置3を例示している。加工ヘッド2は、C軸13の中心線からオフセット距離rだけ離れた偏心位置で、例えば固定のテーブル15の上に取り付けられているワーク5の上面すなわちXY平面に対し垂直に向き合っている。C軸13は、Z軸方向の支持軸14の下端に同一軸線上で回転自在に連結され、支持軸14の中心線のまわりに回転自在に支持されている。また支持軸14は、ラムなどの案内部33に対して必要に応じてZ軸方向に上下動自在に案内され、案内部33は、図示しない送り案内手段によってX軸方向およびY軸方向に移動自在となっており、ワーク5の上面に対してXY平面上で位置決めできるようになっている。
【0025】
そして、案内部33は、駆動装置3の内部の第1の駆動装置31によりX軸方向およびY軸方向、必要に応じてZ軸方向に駆動されるようになっており、C軸13は、駆動装置3の内部の第2の駆動装置32によって回転運動の時の回転角θにより位置決め可能として設けられている。このような駆動のために、第1の駆動装置31は、X軸方向およびY軸方向、必要に応じてZ軸方向の駆動源と送りねじユニット・リニアガイドなどの送り案内手段とを有しており、また第2の駆動装置32は、C軸13に対する回転駆動源と送りねじユニット・リニアガイドなどの送り案内手段とを有している。
【0026】
なお、図2の例は、テーブル15を固定としているが、テーブル15が図示しない回転駆動源と送りねじユニット・リニアガイドなどの送り案内手段とによって、X軸方向に移動自在に構成すれば、案内部33は、X軸方向に移動しなくてもよく、Y軸方向に移動自在に案内され、必要に応じてZ軸方向に移動自在に案内される。このような構成の場合、第1の駆動部31は、案内部33のY軸方向の駆動の他に図2で二点鎖線で例示するように、テーブル15をX軸方向にも駆動することになる。
【0027】
このようにオフセット型の加工ヘッド2は、XY平面に対してX軸方向およびY軸方向に移動可能であり、かつC軸13のまわりに何れかの方向に回転自在に設けられている。加工ヘッド2からのレーザビーム12の照射点、すなわち加工ヘッド2の加工点Pは、オフセット距離rだけ離れており、直線運動によるX軸方向およびY軸方向の移動、C軸13のまわりの回転運動によるX軸方向およびY軸方向の移動から相対的に決定できるようになっている。
【0028】
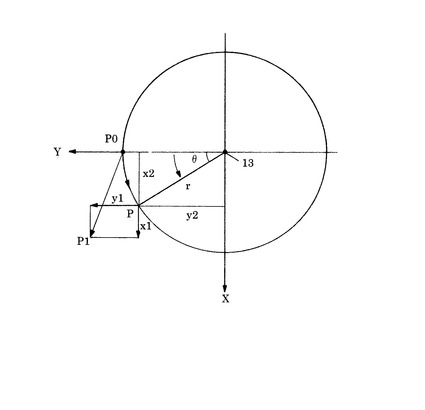
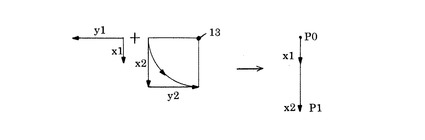
図3は、XY平面のXY直交座標で、X軸およびY軸の共に正符号の範囲すなわち第1象限において、説明の便宜上、C軸13の中心線上にXY直交座標の原点を設定し、加工ヘッド2の加工点PをY軸上の位置P0に置いた状態として、加工ヘッド2の直線運動によるX軸方向およびY軸方向における加工点Pの移動、C軸13のまわりの回転運動によるX軸方向およびY軸方向における加工点Pの移動によって、加工点Pを位置P1に移動するときの関係を示している。
【0029】
前記のように、加工ヘッド2の加工点Pは、加工ヘッド2の直線運動によるX軸方向およびY軸方向の移動、C軸まわりの加工ヘッド2の回転運動によるX軸方向およびY軸方向の移動から相対的に決定される。具体的に記載すると、加工ヘッド2の直線運動によって加工点Pが位置P0からX軸方向に移動量x1、Y軸方向に移動量y1だけ移動するものとし、加工ヘッド2の回転運動によって、加工点PがX軸方向に移動量x2、Y軸方向に移動量y2だけ移動するものとすれば、移動後の加工点Pの位置P1の座標(x,y)は、計算式x=x1+x2、y=y1+y2から求められる。ここで移動量x2および移動量y2は、オフセット距離rおよびC軸まわりの回転角θを用いて、三角関数の式x2=r・sinθ、y2=r・cosθの演算から求められる。
【0030】
図3は、説明の便宜上、先ずC軸まわりの加工ヘッド2の回転運動による移動量x2、移動量y2の移動後の加工点Pを求め、次に加工ヘッド2の回転運動による移動量x1、移動量y1を移動後の加工点Pに加えて、両者の運動による最終的な位置P1を図解により表している。この場合、図示のように、加工点Pは、両者の相対運動によって位置P0から位置P1へ移動することになる。
【0031】
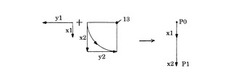
次に、図4は、加工点PをX軸方向にのみ移動させる例を示している。加工点Pの座標(x,y)は、前記のように、計算式x=x1+x2、y=y1+y2で与えられるが、図4は、移動量y1と移動量y2との絶対値を等しくし、かつその方向を異なる方向(異符号)に設定することによって、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向の移動量を無い状態として次の目標の位置P1へ移動させる例を示している。もちろん、この例に対して逆に、X軸方向に移動量を無い状態とし、Y軸方向にのみ移動量(y1+y2)を与えることもできる。
【0032】
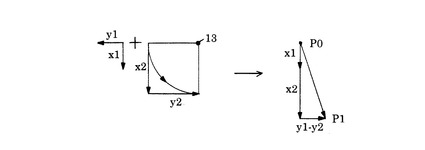
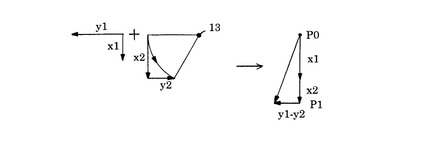
また図5は、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向に移動量(y1−y2)を与えることによって、目標の位置P1へ移動させる例を示している。さらに、図6は、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向に移動量(y1−y2)を与えて次の目標の位置P1へ移動させる例を示している。
【0033】
加工点Pの位置決め過程で、加工ヘッド2の直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、加工ヘッド2のC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とが等しくないときには、一方の移動の終了後に他方の移動の終了をまって、必要な移動が完全に完了することになる。
【0034】
このように各移動の終了に時間差があると、もとの位置P0から次の目標の位置P1への移動は速やかに完了しなくなる。このようなときに、オペレータは、制御装置10およびNC装置の演算機能を利用して、加工ヘッド2の移動にともなう時間差をなくするために、加工点Pの座標(x,y)を与える際に、加工ヘッド2の直線運動による移動に必要な時間と、加工ヘッド2のC軸まわりの回転運動による移動に必要な時間とをほぼ均等ないし均等に分配するように設定をする。これによって、直線運動と回転運動との終了の時間差がなくなり、それらの移動はほぼ同時または同時に完了することになる。
【0035】
加工点Pが基準位置または待機位置などのもとの位置P0から次の目標の位置P1へ回転移動する際に、回転移動の回転方向は、反時計回りまたは時計回りの何れによってもできるが、所要時間を少なくして高速化するために、NC装置の演算機能を活用して、回転角θの小さい方向に回転させるとよい。
【0036】
図示の例は、第1象限についての説明であるが、加工点Pの位置決めは、他の3つの象限でも正負の符号を考慮して同様に行える。また、XY直交座標の原点は、加工態様に応じて、C軸13に一致させずに、加工点Pの待機位置に設定することもできる。
【0037】
また、加工点Pの移動経路の位置決め制御は、連続加工のように、連続経路制御であれば、連続的な指定経路上で常に直線運動と回転運動との間で同期をとることになるが、待機位置から加工点への移動や、ある加工位置から次の加工位置への移動のように、ポイントツーポイント制御であれば、指定ポイントでのみ直線運動と回転運動との間で同期をとればよいことになる。
【0038】
さらに、本発明は、高速位置決めを目的としているから、直線運動と回転運動とを同時に行うことを理想的な態様としているが、必要に応じて直線運動または回転運動を単独で行うこも可能であり、回転運動とオフセット距離rの調節手段とを組み合わせれば、任意の半径(調節可能なオフセット距離rの半径)の孔加工にも対応できる。
【0039】
図示の例は、加工ヘッド2をZ軸方向に位置調節自在としているため、XY平面の連続加工のほか、加工ヘッド2の上下動をともなう加工も可能となる。また、加工ヘッド2はXY平面に対してX軸方向およびY軸方向に相対移動可能であれば、図示の例のものに限定されない。
【産業上の利用可能性】
【0040】
図示の例は、レーザ加工機1であるが、本発明は、オフセット型の加工ヘッド2を有する熱加工機、例えば放電加工機などにも利用できる。
【符号の説明】
【0041】
1 レーザ加工機
2 加工ヘッド
3 駆動装置
31 第1の駆動部
32 第2の駆動部
33 案内部
4 NC装置
5 ワーク
6 レーザ発振器
7 レーザ制御装置
8 入力操作器
9 ディスプレイ
10 制御装置
11 自動プログラミング装置
12 レーザビーム
13 C軸
14 支持軸
15 テーブル
r オフセット距離
θ 回転角
P 加工ヘッド2の加工点
P0、P1 加工点Pの位置
【技術分野】
【0001】
本発明は、主としてレーザ加工機において、オフセット型の加工ヘッドの直線運動による移動の他に、加工ヘッドの回転運動による移動によって、加工ヘッドの加工点を相対的に高速で位置決めする加工方法および加工機に関する。
【背景技術】
【0002】
例えば特許文献1は、レーザ加工機の加工ヘッドをX軸およびY軸の他に、補助的なX軸およびY軸によっても駆動すること、を開示している。その技術のように、X軸やY軸が各軸方向ごとに2つ設けられておれば、加工ヘッドは、各軸方向ごとに2つの駆動源により同時に駆動されて移動するため、各軸方向ごとに1つの駆動源で駆動される方式の駆動装置よりも高速化できる。しかし、その反面、駆動源が多くなり、これにともなって位置決め制御も複雑化する、という欠点がある。
【0003】
また、他の技術として、X軸方向に移動可能な可動部に2つの駆動源を配置し、これらの駆動源によってパンタグラフ式のアーム(リンク装置)を駆動し、アームの先端部の加工ヘッドをY軸の方向に移動させることも知られている。その技術によると、X軸およびY軸の方向の移動速度が大きくできるが、リンク装置が安定せず、位置決めの誤差が現れやすい、という問題がある。
【0004】
なお、特許文献2は、レーザ加工機において、オフセットタイプのノズルヘッドを交換したときに、工具長の補正を加工プログラム上で行うこと、を開示しているが、その技術は、ノズルヘッドの移動時の高速化について寄与するものはない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−210477公報
【特許文献2】特開平6−297179公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
したがって、本発明の課題は、加工ヘッドの加工点の移動を安定に高速化できるようにすることである。
【課題を解決するための手段】
【0007】
上記課題のもとに、本発明は、加工ヘッドをオフセット型とし、上記加工ヘッドをC軸まわりに回転自在に設け、上記加工ヘッドの加工点の位置を直線運動によるX軸方向およびY軸方向の移動の他に、上記加工ヘッドの加工点の位置をC軸まわりの回転運動によるX軸方向およびY軸方向の移動からも相対的に決定するようにしている。
【0008】
具体的に記載すると、本発明に係る加工方法は、XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッドをXY平面に対して垂直なC軸まわりに回転自在に設け、上記C軸の中心線からオフセット距離だけ離れている位置の上記加工ヘッドの加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定するようにしている(請求項1)。
【0009】
上記加工方法において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求めるようにしている(請求項2)。
【0010】
上記加工方法において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配するようにしている(請求項3)。
【0011】
上記加工方法において、本発明は、上記加工ヘッドの加工点を現在の位置から次の目標の位置への回転運動による移動に際して、上記加工ヘッドを上記回転角θの小さい方向に回転させるようにしている(請求項4)。
【0012】
また、本発明に係る加工機は、XY平面に対してX軸方向およびY軸方向に相対移動可能で、XY平面に対して垂直なC軸まわりに回転自在に設けられ、上記C軸からオフセット距離だけ離れている位置に加工点を有するオフセット型の加工ヘッドと、上記加工ヘッドにX軸方向およびY軸方向の直線運動を与え、かつ上記加工ヘッドにC軸まわりの回転運動を与える駆動装置と、上記C軸の中心線からオフセット距離だけ離れている上記加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動から上記加工ヘッドの加工点を相対的に決定するNC装置とからなる(請求項5)。
【0013】
上記加工機において、本発明は、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記NC装置の計算機能によって、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める機能を付加している(請求項6)。
【0014】
上記加工機において、本発明は、上記NC装置の演算機能によって、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する機能を付加している(請求項7)。
【0015】
上記加工機において、本発明は、上記NC装置の演算機能によって、上記加工ヘッドの加工点を現在の位置から目標の位置への回転運動による移動に際して、上記加工ヘッドを回転角θの小さい方向に回転させる機能を上記NC装置に付加している(請求項8)。
【発明の効果】
【0016】
本発明に係る加工方法および加工機によると、加工ヘッドの加工点は、加工ヘッドの直線運動による移動に加えて、加工ヘッドのC軸まわりの回転運動による移動からも相対的に決定されるから、加工ヘッドの加工点の移動が高速化でき、しかも、回転運動によるX軸方向およびY軸方向の移動が1つの駆動源で足りるため、駆動手段が複雑にならず、有利となる(請求項1および請求項5)。
【0017】
本発明に係る加工方法および加工機によると、加工ヘッドの加工点の座標は、簡単な加算、三角関数の演算から求めるから、加工点の位置決め計算が容易となる(請求項2および請求項6)。
【0018】
本発明に係る加工方法および加工機によると、加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とはほぼ均等ないし均等に分配されているから、直線運動と回転運動とがほぼ同時ないし同時に終了することになり、両運動に必要な移動時間が最小範囲に設定できる(請求項3および請求項7)。
【0019】
本発明に係る加工方法および加工機によると、加工ヘッドが基準位置や待機位置などの現在の位置から次の目標の位置へ回転運動する際に、加工ヘッドは回転角θの小さい方向に回転するから、このときの回転運動に必要な時間が可能な限り短くできる(請求項4および請求項8)。
【図面の簡単な説明】
【0020】
【図1】本発明に係る加工方法をレーザ加工機に適用したときのシステムのブロック線図である。
【図2】加工ヘッドの駆動装置のスケルトン図である。
【図3】加工ヘッドの加工点の位置決めの説明図である。
【図4】加工ヘッドの加工点の移動例の説明図である。
【図5】加工ヘッドの加工点の移動例の説明図である。
【図6】加工ヘッドの加工点の移動例の説明図である。
【発明を実施するための形態】
【0021】
図1は、加工機の一例としてレーザ加工機1を示している。レーザ加工機1は、NC装置4からの各種の指令やNCデータにもとづいて多軸制御方式の駆動装置3を駆動し、オフセット型の加工ヘッド2にXY平面上で直線運動および回転運動を与え、加工ヘッド2からレーザビーム12を加工点Pに照射することによってワーク5に対して所定の加工を行う。
【0022】
レーザビーム12は、レーザ発振器6から出力され、レーザ制御装置7により出力制御され、NC装置4からの各種の指令やNCデータ、入力操作器8からの設定データを参照して、加工態様に適切な値に調節される。NC装置4およびレーザ制御装置7は、NC加工プログラムやオペレータによる対話式の入力操作器8からの各種の指令および設定データにもとづいて動作する。入力内容や設定内容は、入力操作器8に付設されているディスプレイ9の表示画面により視覚的に確認できるようになっている。
【0023】
制御装置10は、NC装置4を動作させるために、自動プログラミング装置11からのプログラム指令を参照しながら、オペレータによって入力されるNCデータにもとづいて所定のNC加工プログラムを作成し、作成したNC加工プログラムをNC装置4に出力している。
【0024】
図2は、多軸制御方式の一例として4軸制御方式の駆動装置3を例示している。加工ヘッド2は、C軸13の中心線からオフセット距離rだけ離れた偏心位置で、例えば固定のテーブル15の上に取り付けられているワーク5の上面すなわちXY平面に対し垂直に向き合っている。C軸13は、Z軸方向の支持軸14の下端に同一軸線上で回転自在に連結され、支持軸14の中心線のまわりに回転自在に支持されている。また支持軸14は、ラムなどの案内部33に対して必要に応じてZ軸方向に上下動自在に案内され、案内部33は、図示しない送り案内手段によってX軸方向およびY軸方向に移動自在となっており、ワーク5の上面に対してXY平面上で位置決めできるようになっている。
【0025】
そして、案内部33は、駆動装置3の内部の第1の駆動装置31によりX軸方向およびY軸方向、必要に応じてZ軸方向に駆動されるようになっており、C軸13は、駆動装置3の内部の第2の駆動装置32によって回転運動の時の回転角θにより位置決め可能として設けられている。このような駆動のために、第1の駆動装置31は、X軸方向およびY軸方向、必要に応じてZ軸方向の駆動源と送りねじユニット・リニアガイドなどの送り案内手段とを有しており、また第2の駆動装置32は、C軸13に対する回転駆動源と送りねじユニット・リニアガイドなどの送り案内手段とを有している。
【0026】
なお、図2の例は、テーブル15を固定としているが、テーブル15が図示しない回転駆動源と送りねじユニット・リニアガイドなどの送り案内手段とによって、X軸方向に移動自在に構成すれば、案内部33は、X軸方向に移動しなくてもよく、Y軸方向に移動自在に案内され、必要に応じてZ軸方向に移動自在に案内される。このような構成の場合、第1の駆動部31は、案内部33のY軸方向の駆動の他に図2で二点鎖線で例示するように、テーブル15をX軸方向にも駆動することになる。
【0027】
このようにオフセット型の加工ヘッド2は、XY平面に対してX軸方向およびY軸方向に移動可能であり、かつC軸13のまわりに何れかの方向に回転自在に設けられている。加工ヘッド2からのレーザビーム12の照射点、すなわち加工ヘッド2の加工点Pは、オフセット距離rだけ離れており、直線運動によるX軸方向およびY軸方向の移動、C軸13のまわりの回転運動によるX軸方向およびY軸方向の移動から相対的に決定できるようになっている。
【0028】
図3は、XY平面のXY直交座標で、X軸およびY軸の共に正符号の範囲すなわち第1象限において、説明の便宜上、C軸13の中心線上にXY直交座標の原点を設定し、加工ヘッド2の加工点PをY軸上の位置P0に置いた状態として、加工ヘッド2の直線運動によるX軸方向およびY軸方向における加工点Pの移動、C軸13のまわりの回転運動によるX軸方向およびY軸方向における加工点Pの移動によって、加工点Pを位置P1に移動するときの関係を示している。
【0029】
前記のように、加工ヘッド2の加工点Pは、加工ヘッド2の直線運動によるX軸方向およびY軸方向の移動、C軸まわりの加工ヘッド2の回転運動によるX軸方向およびY軸方向の移動から相対的に決定される。具体的に記載すると、加工ヘッド2の直線運動によって加工点Pが位置P0からX軸方向に移動量x1、Y軸方向に移動量y1だけ移動するものとし、加工ヘッド2の回転運動によって、加工点PがX軸方向に移動量x2、Y軸方向に移動量y2だけ移動するものとすれば、移動後の加工点Pの位置P1の座標(x,y)は、計算式x=x1+x2、y=y1+y2から求められる。ここで移動量x2および移動量y2は、オフセット距離rおよびC軸まわりの回転角θを用いて、三角関数の式x2=r・sinθ、y2=r・cosθの演算から求められる。
【0030】
図3は、説明の便宜上、先ずC軸まわりの加工ヘッド2の回転運動による移動量x2、移動量y2の移動後の加工点Pを求め、次に加工ヘッド2の回転運動による移動量x1、移動量y1を移動後の加工点Pに加えて、両者の運動による最終的な位置P1を図解により表している。この場合、図示のように、加工点Pは、両者の相対運動によって位置P0から位置P1へ移動することになる。
【0031】
次に、図4は、加工点PをX軸方向にのみ移動させる例を示している。加工点Pの座標(x,y)は、前記のように、計算式x=x1+x2、y=y1+y2で与えられるが、図4は、移動量y1と移動量y2との絶対値を等しくし、かつその方向を異なる方向(異符号)に設定することによって、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向の移動量を無い状態として次の目標の位置P1へ移動させる例を示している。もちろん、この例に対して逆に、X軸方向に移動量を無い状態とし、Y軸方向にのみ移動量(y1+y2)を与えることもできる。
【0032】
また図5は、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向に移動量(y1−y2)を与えることによって、目標の位置P1へ移動させる例を示している。さらに、図6は、加工点Pのもとの位置P0からX軸方向に移動量(x1+x2)を与え、Y軸方向に移動量(y1−y2)を与えて次の目標の位置P1へ移動させる例を示している。
【0033】
加工点Pの位置決め過程で、加工ヘッド2の直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、加工ヘッド2のC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とが等しくないときには、一方の移動の終了後に他方の移動の終了をまって、必要な移動が完全に完了することになる。
【0034】
このように各移動の終了に時間差があると、もとの位置P0から次の目標の位置P1への移動は速やかに完了しなくなる。このようなときに、オペレータは、制御装置10およびNC装置の演算機能を利用して、加工ヘッド2の移動にともなう時間差をなくするために、加工点Pの座標(x,y)を与える際に、加工ヘッド2の直線運動による移動に必要な時間と、加工ヘッド2のC軸まわりの回転運動による移動に必要な時間とをほぼ均等ないし均等に分配するように設定をする。これによって、直線運動と回転運動との終了の時間差がなくなり、それらの移動はほぼ同時または同時に完了することになる。
【0035】
加工点Pが基準位置または待機位置などのもとの位置P0から次の目標の位置P1へ回転移動する際に、回転移動の回転方向は、反時計回りまたは時計回りの何れによってもできるが、所要時間を少なくして高速化するために、NC装置の演算機能を活用して、回転角θの小さい方向に回転させるとよい。
【0036】
図示の例は、第1象限についての説明であるが、加工点Pの位置決めは、他の3つの象限でも正負の符号を考慮して同様に行える。また、XY直交座標の原点は、加工態様に応じて、C軸13に一致させずに、加工点Pの待機位置に設定することもできる。
【0037】
また、加工点Pの移動経路の位置決め制御は、連続加工のように、連続経路制御であれば、連続的な指定経路上で常に直線運動と回転運動との間で同期をとることになるが、待機位置から加工点への移動や、ある加工位置から次の加工位置への移動のように、ポイントツーポイント制御であれば、指定ポイントでのみ直線運動と回転運動との間で同期をとればよいことになる。
【0038】
さらに、本発明は、高速位置決めを目的としているから、直線運動と回転運動とを同時に行うことを理想的な態様としているが、必要に応じて直線運動または回転運動を単独で行うこも可能であり、回転運動とオフセット距離rの調節手段とを組み合わせれば、任意の半径(調節可能なオフセット距離rの半径)の孔加工にも対応できる。
【0039】
図示の例は、加工ヘッド2をZ軸方向に位置調節自在としているため、XY平面の連続加工のほか、加工ヘッド2の上下動をともなう加工も可能となる。また、加工ヘッド2はXY平面に対してX軸方向およびY軸方向に相対移動可能であれば、図示の例のものに限定されない。
【産業上の利用可能性】
【0040】
図示の例は、レーザ加工機1であるが、本発明は、オフセット型の加工ヘッド2を有する熱加工機、例えば放電加工機などにも利用できる。
【符号の説明】
【0041】
1 レーザ加工機
2 加工ヘッド
3 駆動装置
31 第1の駆動部
32 第2の駆動部
33 案内部
4 NC装置
5 ワーク
6 レーザ発振器
7 レーザ制御装置
8 入力操作器
9 ディスプレイ
10 制御装置
11 自動プログラミング装置
12 レーザビーム
13 C軸
14 支持軸
15 テーブル
r オフセット距離
θ 回転角
P 加工ヘッド2の加工点
P0、P1 加工点Pの位置
【特許請求の範囲】
【請求項1】
XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッドをXY平面に対して垂直なC軸まわりに回転自在に設け、上記C軸の中心線からオフセット距離だけ離れている位置の上記加工ヘッドの加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定する、ことを特徴とする加工方法。
【請求項2】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める、ことを特徴とする請求項1記載の加工方法。
【請求項3】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する、ことを特徴とする請求項2記載の加工方法。
【請求項4】
上記加工ヘッドの加工点を現在の位置から次の目標の位置への回転運動による移動に際して、上記加工ヘッドを上記回転角θの小さい方向に回転させる、ことを特徴とする請求項1、請求項2、請求項3記載の加工方法。
【請求項5】
XY平面に対してX軸方向およびY軸方向に相対移動可能で、XY平面に対して垂直なC軸まわりに回転自在に設けられ、上記C軸からオフセット距離だけ離れている位置に加工点を有するオフセット型の加工ヘッドと、上記加工ヘッドにX軸方向およびY軸方向の直線運動を与え、かつ上記加工ヘッドにC軸まわりの回転運動を与える駆動装置と、上記C軸の中心線からオフセット距離だけ離れている上記加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動から上記加工ヘッドの加工点を相対的に決定するNC装置とからなることを特徴とする加工機。
【請求項6】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記NC装置の計算機能によって、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める機能を付加する、ことを特徴とする請求項5記載の加工機。
【請求項7】
上記NC装置の演算機能によって、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する機能を付加する、ことを特徴とする請求項5または請求項6記載の加工機。
【請求項8】
上記NC装置の演算機能によって、上記加工ヘッドの加工点を現在の位置から目標の位置への回転運動による移動に際して、上記加工ヘッドを回転角θの小さい方向に回転させる機能を上記NC装置に付加する、ことを特徴とする請求項5、請求項6または請求項7記載の加工機。
【請求項1】
XY平面に対してX軸方向およびY軸方向に相対移動可能なオフセット型の加工ヘッドをXY平面に対して垂直なC軸まわりに回転自在に設け、上記C軸の中心線からオフセット距離だけ離れている位置の上記加工ヘッドの加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動とから相対的に決定する、ことを特徴とする加工方法。
【請求項2】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める、ことを特徴とする請求項1記載の加工方法。
【請求項3】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する、ことを特徴とする請求項2記載の加工方法。
【請求項4】
上記加工ヘッドの加工点を現在の位置から次の目標の位置への回転運動による移動に際して、上記加工ヘッドを上記回転角θの小さい方向に回転させる、ことを特徴とする請求項1、請求項2、請求項3記載の加工方法。
【請求項5】
XY平面に対してX軸方向およびY軸方向に相対移動可能で、XY平面に対して垂直なC軸まわりに回転自在に設けられ、上記C軸からオフセット距離だけ離れている位置に加工点を有するオフセット型の加工ヘッドと、上記加工ヘッドにX軸方向およびY軸方向の直線運動を与え、かつ上記加工ヘッドにC軸まわりの回転運動を与える駆動装置と、上記C軸の中心線からオフセット距離だけ離れている上記加工点を上記加工ヘッドの直線運動によるX軸方向およびY軸方向の移動、上記加工ヘッドのC軸まわりの回転運動によるX軸方向およびY軸方向の移動から上記加工ヘッドの加工点を相対的に決定するNC装置とからなることを特徴とする加工機。
【請求項6】
上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2とし、上記NC装置の計算機能によって、上記加工ヘッドの加工点の座標(x,y)を、計算式x=x1+x2、y=y1+y2から求め、上記X軸方向の移動量x2およびY軸方向の移動量y2を、C軸の中心線から上記加工点までのオフセット距離rおよびC軸まわりの回転角θの三角関数の演算から求める機能を付加する、ことを特徴とする請求項5記載の加工機。
【請求項7】
上記NC装置の演算機能によって、上記加工ヘッドの直線運動によるX軸方向の移動量x1およびY軸方向の移動量y1に必要な移動時間と、上記加工ヘッドのC軸まわりの回転運動によるX軸方向の移動量x2およびY軸方向の移動量y2に必要な移動時間とをほぼ均等ないし均等に分配する機能を付加する、ことを特徴とする請求項5または請求項6記載の加工機。
【請求項8】
上記NC装置の演算機能によって、上記加工ヘッドの加工点を現在の位置から目標の位置への回転運動による移動に際して、上記加工ヘッドを回転角θの小さい方向に回転させる機能を上記NC装置に付加する、ことを特徴とする請求項5、請求項6または請求項7記載の加工機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−94829(P2013−94829A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−240821(P2011−240821)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000152675)コマツNTC株式会社 (218)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000152675)コマツNTC株式会社 (218)
【Fターム(参考)】
[ Back to top ]