
加工物から1つ以上のウェハをスライスするためのマルチプルワイヤソーのためのワイヤスプール
【課題】この発明は、加工物からウェハをスライスするためのワイヤソーのためのワイヤスプールに関する。
【解決手段】固定的に接合された砥粒でコーティングされたソーイングワイヤ7が、ワイヤスプール1に単層状の態様において巻付けられる。この発明はシングルカットワイヤソーおよびマルチプルワイヤソーに適用可能である。
【解決手段】固定的に接合された砥粒でコーティングされたソーイングワイヤ7が、ワイヤスプール1に単層状の態様において巻付けられる。この発明はシングルカットワイヤソーおよびマルチプルワイヤソーに適用可能である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、固定的に接合された砥粒でコーティングされたソーイングワイヤが、ワイヤスプールに単層状の態様において巻付けられる、加工物からウェハをスライスするためのワイヤソーのためのワイヤスプールに関する。
【0002】
この発明はシングルカットワイヤソーおよびマルチプルワイヤソーの両方に適用可能である。
【背景技術】
【0003】
エレクトロニクス、マイクロエレクトロニクスおよびマイクロエレクトロメカニクスにおいては、全体的および局所的な平坦性、片側参照局所平坦性(ナノトポロジ)ならびに粗さおよび清浄さからなる極端な要件をともなう半導体ウェハが、出発原料(基板)として必要である。半導体ウェハは、半導体材料、特に、ガリウムひ素のような化合物半導体、ならびにシリコンおよび時としてゲルマニウムのような主に元素状態の半導体からなるウェハである。先行技術に従うと、半導体ウェハは複数個の連続のプロセスステップにおいて製造され、第1のステップにおいては、たとえば、半導体材料からなる単結晶(ロッド)が、チョクラルスキ法によって引かれるか、または、半導体材料からなる多結晶のブロックが鋳造され、そして、さらなるステップにおいて、半導体材料(「インゴット」)からなる、結果として生じる円形の円筒形かまたはブロック状の加工物が、ワイヤソーによって個々の半導体ウェハに分離される。
【0004】
この場合、シングルカットワイヤソーとマルチプルワイヤソー(以下、MWソー(MW=マルチプルワイヤ)として指定される)とは、区別される。MWソーが用いられるのは、特に、加工物、たとえば半導体材料からなるロッドが1つの加工ステップにおいて複数個のウェハに切断されるときである。
【0005】
US−5 771 876は半導体ウェハを製造するのに好適なワイヤソーの機能的な原理について記載する。これらのワイヤソーの本質的な構成要素は、マシンフレームと、供給装置と、平行なワイヤセクションからなるウェブ(「ワイヤウェブ」)からなる切断工具とを含む。
【0006】
たとえば、あるMWソーがEP 990 498 A1において開示される。この場合、接合された砥粒でコーティングされた長いソーイングワイヤが、ワイヤスプールにわたって螺旋状に走り、1つ以上のワイヤウェブを形成する。
【0007】
一般に、ワイヤウェブは、少なくとも2つのワイヤガイドロール間においてクランプされる複数個の平行なワイヤセクションから形成され、ワイヤガイドロールは回転可能な態様で取り付けられ、それらの少なくとも1つが駆動される。ワイヤガイドロールは、通常、コーティング、たとえばポリウレタンを設けられる。さらに、それらは、ソーイングワイヤが案内される複数個の溝を有し、それによってワイヤソーのワイヤウェブが形成される。表面コーティングおよび溝形状に関して最適化されたワイヤガイドロールが、DE 10 2007 019 566 A1に開示される。
【0008】
ワイヤガイドロールの長手方向の軸は、一般的にワイヤウェブにおけるソーイングワイヤに垂直に向き付けられる。
【0009】
ワイヤウェブのワイヤセクションは、ロールシステムのまわりに螺旋状に案内され、仕入れロール(供給側スプール)から受けロール(受け側スプール)上に解かれる、単一の有限のワイヤに属することができる。特許明細書US4,655,191は、対照的に、複数個の有限のワイヤが設けられ、ワイヤウェブの各ワイヤセクションは前記ワイヤの1つに割当てられる、MWソーを開示する。EP 522 542 A1も、複数個の連続的なワイヤループがロールシステムのまわりを走るMWソーを開示する。
【0010】
半導体材料からなるウェハの製造はスライスプロセスの精度の要件を特に厳格にする。この目的のため、ワイヤガイドロール上の複数個の溝は正確に平行に走り、溝およびソーイングワイヤは1つの線(整列)にあることが重要である。ワイヤガイドロールの摩耗の結果、整列誤差が生じる場合があり、つまり、ワイヤガイドロールの溝、および前記溝にあるワイヤは、もはや直線の上にない。これはスライスされた半導体ウェハの表面の損傷(たとえば引っかき傷)に至る場合がある。DE 102 20 640 A1は、ワイヤガイドロールの溝に関してソーイングワイヤの整列を監視し、適切な場合には修正するための方法を記載する。
【0011】
ソーイングワイヤは砥粒でコーティングされることができる。固定的に接合された砥粒なしでソーイングワイヤを有するワイヤソーが利用されるとき、砥粒はスライスプロセス中においてスラリー(「研磨材スラリー」、「ソーイングスラリー」)の形態で供給される。
【0012】
固定的に接合された砥粒をともなうソーイングワイヤは、ワイヤ表面に固定的に接合され、加工物の貫通を促進する、研摩作用を有する粒子、たとえばダイヤモンドを有する。
【0013】
スライスプロセスの間に、加工物はワイヤウェブを通って貫通する。ワイヤウェブの貫通は、加工物をワイヤウェブに向かって、またはワイヤウェブを加工物に向かって、または加工物およびワイヤウェブを互いに向かって、案内する供給装置によって生じさせられ、ワイヤウェブは、加工物に対して移動する。
【0014】
スライスプロセスの間に、ソーイングワイヤは、経時的に平均して1つの方向に移動され、ソーイングワイヤの移動方向は同じままである必要はなく、時間間隔で変更することもできる(振動法)。
【0015】
加工物の入口側および出口側の両方でワイヤスプールを回転させることによって、ワイヤウェブにソーイングワイヤが供給される。ソーイングワイヤは1つのワイヤスプール(供給スプール)から解かれ、他方のワイヤスプール(受け側スプール)に巻付けられ、ソーイングワイヤはワイヤウェブにおいて一様に張られたままである。実際の駆動は1つ以上のワイヤガイドロールを介して行なわれる。
【0016】
回転方向によって、1つのワイヤスプールはワイヤを供給するかまたは受け、したがって、切断される加工物内に現在切り込んでいないワイヤを緩衝することができる。振動切断プロセスの場合、ワイヤ送給方向が変更されると、供給側スプールおよび受け側スプールはそれぞれそれらの機能を交換する。連続的切断プロセスの場合、供給側スプールおよび受け側スプールはそれぞれの機能にとどまる。
【0017】
先行技術に従うと、ソーイングワイヤはMWソーのワイヤスプールに多層の態様で巻付けられる。特に、接合された砥粒でコーティングされたソーイングワイヤの場合、ワイヤスプール上のソーイングワイヤの巻きの表面間の接触およびしたがって相対的移動は、ソーイングワイヤのさらなる時期尚早の摩耗に至る。摩耗の結果、砥粒によって占められたソーイングワイヤは切削能力を失い、ワイヤウェブのワイヤセクションは異なる大きさの摩耗の度合を得る。これは非一様な切断結果に至る。
【0018】
さらに、MWソーの動作中に、上に述べられた摩耗に同様に起因して、ワイヤクラックが、スラリーの形態で供給される緩い砥粒と組合せられた滑らかなソーイングワイヤが用いられる同等のワイヤソーの場合よりも頻繁に生じる。
【0019】
接合された砥粒でコーティングされたソーイングワイヤの摩耗の低減は、供給側スプールおよび受け側スプール上における単層状の巻付けによって達成することができる。
【0020】
たとえば、ソーイングワイヤの単層状の巻付けはUS4484502Aにおいてシングルカットソーに対して記載される。ソーイングワイヤは雄ねじを設けられた2つのスプールに緩衝される。これらのねじ切りされたスプールの駆動はワイヤを作動させ、駆動および/またはねじ筋によって支配された態様で、ソーイングワイヤは、必ず、ねじ切りされたスプールに関して軸方向に移動する。この軸方向移動を補償するために、スプールの対は、移動ユニットによって軸方向変位に反するように置かれる。US4484502Aに述べられるシングルカットソーのための単層状の巻付け技術は、軸方向において同様に移動可能な偏向ロールをほとんど必要としない。しかしながら、ソーイングワイヤの軸方向移動のために、この単層状の巻付け技術は先行技術に従うMWソーに適用することができない。さらに、単層状の巻付けの場合、半導体材料からなるロッドの切断ために供給スプールに利用可能なソーイングワイヤはあまりに少なすぎる。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】US−5 771 876
【特許文献2】EP 990 498 A1
【特許文献3】DE 10 2007 019 566 A1
【特許文献4】US 4,655,191
【特許文献5】EP 522 542 A1
【特許文献6】DE 102 20 640 A1
【特許文献7】US 4484502A
【特許文献8】EP 0 990 498 A1
【特許文献9】DE 198 28 420 A1
【発明の概要】
【発明が解決しようとする課題】
【0022】
したがって、目的は、ソーイングワイヤの時期尚早の摩耗が低減され、十分なソーイングワイヤが経済的に実行可能な切断プロセスに利用可能である、固定して接合された研磨材をともなうソーイングワイヤを有するMWソーの補助によって半導体材料からなる加工物から複数個のウェハをスライスするための、改善された方法を提供することである。
【課題を解決するための手段】
【0023】
この目的は、接合された砥粒でコーティングされた平行なワイヤセクションからなるワイヤウェブによって半導体材料からなる加工物から1つ以上のウェハをスライスするためのマルチプルワイヤソーのためのワイヤスプールによって達成され、供給側スプールとして働く第1のワイヤスプールから、接合された砥粒でコーティングされたソーイングワイヤが、少なくとも1つの偏向ロールを介して、ワイヤウェブに走り、接合された砥粒でコーティングされたソーイングワイヤは、ワイヤウェブから少なくとも1つの偏向ロールを介して、受け側スプールとして働く第2のワイヤスプールに走り、ソーイングワイヤは、偏向ロールの案内溝の中に整列角度α1で入り、整列角度α2での偏向ロールの案内溝を出、2つのワイヤスプールの各々上のソーイングワイヤの巻付けは単一層である。
【図面の簡単な説明】
【0024】
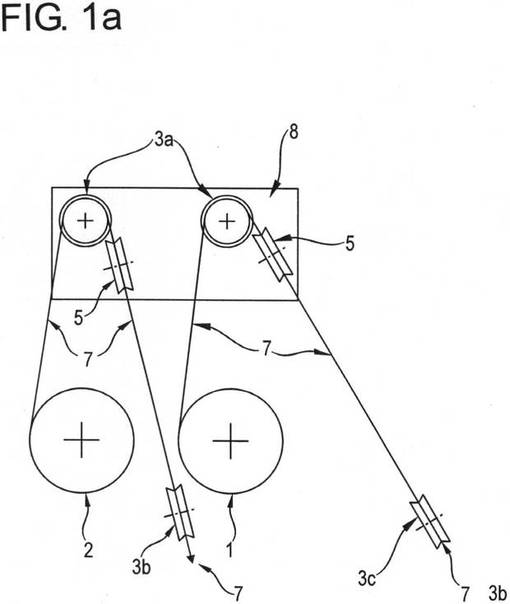
【図1a】先行技術に従うMWソーのためのワイヤ設置法を例として示し、図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す図である。
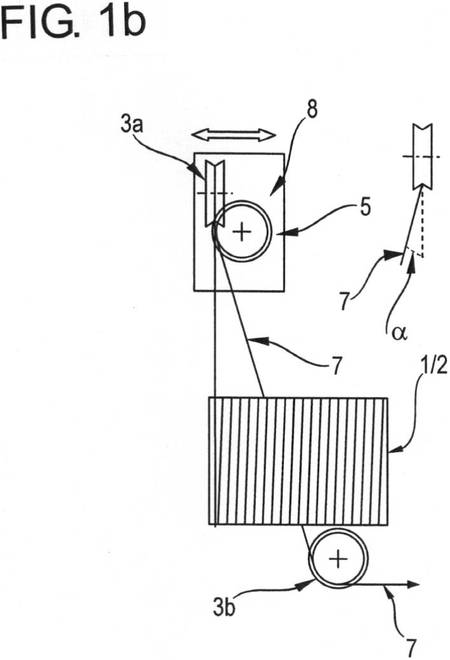
【図1b】先行技術に従うMWソーのためのワイヤ設置法を例として示し、図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す図である。
【図2】この発明に従って、ソーイングワイヤ7が供給スプールおよび受け側スプールに単層状の態様でそれぞれ巻付けられるMWソーの構造を概略的に示し、より明瞭にするために、2つの移動可能な偏向ロールの1つだけが各場合において示される図である。
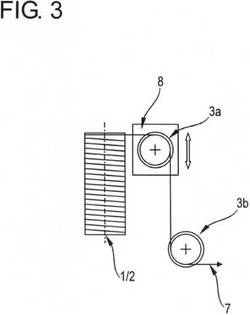
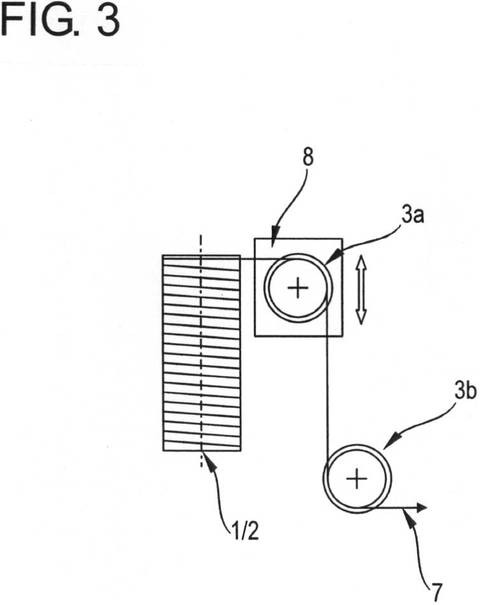
【図3】多重に巻付けられた供給スプールから単層状の態様において巻付けられることになっている受け側スプール上に掛けることおよび後の振動動作ために特に好ましい設置ユニットを示す図である。
【発明を実施するための形態】
【0025】
この発明および好ましい実施例が以下に詳細に記載される。
図1は、先行技術に従うMWソーのためのワイヤ設置法を例として示す。図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す。
【0026】
図1aは、供給スプール2から解かれたソーイングワイヤ7が2つの偏向ロール3aおよび5を介してどのように案内されるかを示し、偏向ロール3aおよび5は、供給スプール2および受け側スプール1の回転軸(長手方向の軸)と平行して移動可能であり、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は、共通のレセプタクル板8の上において、定置(非可動)偏向ロール3bに対して固定され、偏向ロール3bは、ソーイングワイヤ7をワイヤウェブの中へと向ける。ソーイングワイヤ7がワイヤウェブから出ると、ソーイングワイヤ7は2つのさらに移動可能な偏向ロール3aおよび5を介して受け側スプール1上に多層の態様で巻付けられ、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は同様に共通のレセプタクル板8の上に固定される。
【0027】
図1bは、ソーイングワイヤ7が偏向ロール3aの案内溝内に入る整列角度α1を最小に保持するために、偏向ロール3aおよび5が供給スプール2の回転軸と平行してどのように移動可能かを例として示す。偏向ロール3aおよび5は、供給スプール2の回転軸と平行して移動可能であり、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は、共通のレセプタクル板8の上に固定される。0°の理想的な整列角度をあたえられるとして、ソーイングワイヤは、偏向ロールの案内溝内に正確に垂直に入り、出る。ソーイングワイヤ7は、偏向ロール3aの案内溝から出た後、偏向ロール5の案内溝内に入り、そこから、供給スプール2を通りすぎて定置偏向ロール3bを介してワイヤウェブ(図示せず)に案内される。
【0028】
図2は、この発明に従って、ソーイングワイヤ7が供給スプールおよび受け側スプールに単層状の態様でそれぞれ巻付けられるMWソーの構造を概略的に示す。より明瞭にするために、2つの移動可能な偏向ロールの1つだけが各場合において示される。ここで、供給スプール2は60%の程度までソーイングワイヤ7で満たされ、長手方向軸のまわりで回転運動を実行しながら、ソーイングワイヤ7を、供給スプール2の長手方向軸と平行して移動される移動可能な偏向ロール5、ならびに定置偏向ロール3bおよびワイヤガイドロール6を介して、ワイヤウェブ4に渡す。対向するワイヤガイドロール6を介してワイヤウェブ4から出るソーイングワイヤ7は、長手方向軸のまわりで回転運動を実行しながら、定置偏向ロール3bおよび移動可能な偏向ロール5を介して受け側スプール1上に単層状の態様で巻付けられる。
【0029】
図3は、多重に巻付けられた供給スプールから単層状の態様において巻付けられることになっている受け側スプール上に掛けることおよび後の振動動作ために特に好ましい設置ユニットを示し、なぜならば、ここでは、変動する整列角度α(αは、以下にまとめて整列角度α1およびα2に対して用いられる)の問題が省略されるからである。ソーイングワイヤ7は偏向ロール5を介して案内され、偏向ロール5は、供給スプール2および受け側スプール1の長手方向軸とそれぞれ平行して移動可能で、レセプタクル板8の上に固定され、偏向ロール5の回転軸は、供給スプール2および受け側スプール1の長手方向軸にそれぞれ垂直である。このようにして、偏向ロール5の溝面と、供給スプール2から来る、または受け側スプール1に向かって走るソーイングワイヤ7との間の整列角度αは、変動せず、したがって、最小値に固定的に設定され得る。偏向ロール5から、ソーイングワイヤ7は定置偏向ロール3bを介してワイヤウェブ(図示せず)のワイヤガイドロールに対して案内され、定置偏向ロール3bの回転軸は、供給スプール2および受け側スプール1の長手方向軸にそれぞれ垂直で、偏向ロール5の長手方向軸と平行である。
【0030】
この発明に従うワイヤスプールは、たとえば、接合された砥粒をともなうソーイングワイヤの使用に対して設計されたMWソー、および接合された砥粒なしでのソーイングワイヤの使用に対して設計される、製造業者Applied Materials Switzerland SaからのHCT DS420−E12のようなスラリーMWソーの両方に対して適用することができる。このスラリーMWソーは、EP 0 990 498 A1に従うダイヤモンドワイヤによる動作に対して変換することができる。
【0031】
先行技術に従うと、ワイヤソーのソーイングワイヤはワイヤスプールに多層の態様で巻付けられる。ワイヤソーのためのワイヤスプールは、ソーイングワイヤが単層または多層の態様でまわりに巻付けられる外側凸状横方向表面と、内側コアとを有する、円形の円筒形の物体である。内側コアはスプールの2つの側面を含み、スプールの長手方向軸と平行な横方向表面によって包まれる。ワイヤソーにおいてスプールを懸下するための装置はスプールコアの側面に位置している。
【0032】
単層状の巻付けの場合、規定された長さおよび規定された直径を有するスプールに巻付けることができるソーイングワイヤの量は、多層巻付けの場合のそれ未満であるので、その外径およびその長さにおいて最大限にされるスプールが、この発明に従う装置に対して用いられる。
【0033】
供給スプールおよび受け側スプールの単層状の巻付けは適合された設置装置の補助によって行なわれ、それをさらに以下に記載する。
【0034】
この発明の実現例のために、MWソーのワイヤウェブは、市販の供給スプールから、多層の態様で巻付けられ、接合された砥粒でコーティングされたソーイングワイヤを装備される。その後、「受け側」の標準スプールの代りに、機械加工される体積(加工物の長さおよび断面)に関してその外径およびその長さの両方において最大限にされる受け側スプールが組込まれる。
【0035】
単層状の非接触巻付けの場合、スプールの巻取り能力は、第1にスプールの長さおよび直径、そして第2にソーイングワイヤの直径および巻付けピッチによって決定される。
【0036】
好ましくは、単層状の巻付けの場合、固定研磨材粒子でコーティングされ、長さが少なくとも1kmを有するソーイングワイヤを巻取ることができる、この発明に従うスプールが用いられる。
【0037】
例として、この発明に従うスプールの378mmの直径および350mmの長さをあたえられるとして、0.3mmのソーイングワイヤの設定された巻付けピッチをあたえられるとして、直径が0.12mmである合計1230mのソーイングワイヤを、この発明に従うスプール上に収納することができる。
【0038】
特に好ましくは、単層状の巻付けの場合、固定研磨材粒子でコーティングされ、長さが少なくとも10kmを有するソーイングワイヤを巻取ることができる、この発明に従うスプールが用いられる。
【0039】
用いられるスプールの長さはワイヤソーにおいてワイヤウェブのサイズに影響がないので、この発明に従うスプールは、先行技術に従ういかなるMWソーにも、原則として組入れることができる。
【0040】
この発明に従う受け側スプールは、設置装置の補助で、ワイヤウェブを介するワイヤ送給によって、単層状の態様において、規定されたワイヤピッチで、ソーイングワイヤがスプールの全軸方向長にわたる状態で、満たされる。この目的のために、市販の多重に巻付けられた仕入れスプールからの、固定的に接合された砥粒でコーティングされたソーイングワイヤが、用いられる。
【0041】
ワイヤセクションの巻付けピッチおよびそれぞれの位置の両方が、市販の多重に巻付けられた仕入れスプールにおいて未知であり、先行技術に従って設置ユニットの―仕入れスプールに関して固定的に位置決めされる―第1の偏向ロールにソーイングワイヤが当たる整列角度αは制御可能ではない。
【0042】
ソーイングワイヤが、過度に大きな整列角度αで、固定的に位置決めされた偏向ロールに当たる場合、これは早くも掛ける間においてソーイングワイヤの時期尚早の摩耗に至る。
【0043】
この問題を解決するために、好ましくは、この発明に従ってスプール上に最初に掛けるために、設置装置の代りに、滑らかな円筒面を有するローラがさらに利用される。ローラの取付位置は、供給スプールと第1の偏向ロールとの間においてソーイングワイヤのためのできるだけ大きな経路を結果として生じるように、選択される。ローラの円筒面は、ワイヤがローラ上でローラの軸方向において自由に向き付けられることを可能にし、ソーイングワイヤが偏向ロールの案内溝に当たるソーイングワイヤの整列角度αの低減をしたがって生じさせる。
【0044】
特に好ましくは、多層の態様で巻付けられた市販の仕入れスプールからこの発明に従うワイヤスプール上に最初に掛けるために、図3に従う設置ユニットが用いられる。図3に従う設置ユニットは整列角度αの問題を有さない。(最初に掛ける間に)供給スプール2の回転軸と平行して移動可能で、レセプタクル板8の上に固定され、回転軸が供給スプール2の回転軸に垂直である偏向ロール5によって、ワイヤスプールと偏向ロールとの間の自由なワイヤの長さは常に最小である。
【0045】
ワイヤ設置は、受け側スプール1の、まず、ある端部側での最初の充填中に始まり、そして、各巻回しが対向する端部側に向かって規定されたワイヤピッチでワイヤを位置決めするように、選択される。スプール上の個々のソーイングワイヤ巻回しは互いに接触しない。
【0046】
好ましくは、固定的に接合された砥粒でコーティングされたソーイングワイヤの受け側スプール上における単層状の巻付けは、ワイヤ径の値の2倍に対応するワイヤピッチで行なわれる。
【0047】
受け側スプールが単層状の態様において充填される(巻付けられる)場合、ワイヤは市販の仕入れスプール(供給スプール)で分離され、後者はワイヤソーから取除かれる。市販の仕入れスプールの代りに、この発明に従う受け側スプールの長さおよび直径に関して同一のワイヤスプールが組込まれ、それは、今度は、受け側スプールとして働く。この発明に従って単層状の態様で先に巻付けられた受け側スプールは、今度は、供給スプールとして働く。接合された砥粒でコーティングされたソーイングワイヤは、少なくとも1つのねじによって受け側スプールに固定される。
【0048】
たとえばダイヤモンドの破片のような、ソーイングワイヤの表面上で固定的に接合された研摩材は、ソーイングワイヤ7と偏向ロール3a、3b、5との間に高い摩擦を生じさせる。ソーイングワイヤ7とワイヤガイドロール6との間の高い摩擦、およびワイヤガイドロール6の個々の溝が互いに関して固定的に位置していて、個々に取り付けられないという事実は、高い引張り応力がソーイングウェブにとどまるという影響がある。ソーイングウェブの最後の巻回し内では、ワイヤガイドロール6と供給スプール2と受け側スプール1との間のワイヤ応力は、応力が、それぞれ、ほどく間および巻上げる間に、所定値に低減される場合に、それぞれ、減少する。したがって、偏向ロール3a、3b、5と供給スプール2と受け側スプール1との間のより低い引張り応力、およびワイヤウェブ4におけるより高い引張り応力を実現することが可能である。振動動作でワイヤソーのための受け側スプール上に巻上げる前にソーイングワイヤの引張り応力を低減する、ある対応する方法が、DE 198 28 420 A1に開示される。
【0049】
先行技術に従うMWソーでは、ソーは、ワイヤガイドロール6によって駆動され、ワイヤガイドロール6は各場合において供給スプール2および受け側スプール1それぞれの回転軸と平行して走るそれらの長手方向軸のまわりで回転する。供給スプール2および受け側スプール1は同様に駆動され、それらの長手方向の軸のまわりで可変速度での回転し、規定された引張り応力が、供給スプール2と受け側スプール1それぞれと偏向ロール3a、3b、5との間に存在し、それはワイヤウェブ4における引張り応力とは異なり得る。
【0050】
この発明に従う供給スプール2および受け側スプール1は、先行技術に従うMWソーの動作中にトルク制御される。
【0051】
DE 198 28 420 A1に従って、ワイヤウェブにおける引張り応力は供給スプール2およびワイヤガイドロール6のトルク間の差によって設定される。現在巻上げられているスプール(受け側スプール1)のトルクが低減される場合、受け側スプール1上に走るソーイングワイヤ7の引張り応力は減少し、ワイヤウェブ4における引張り応力は維持される。受け側スプール1がその機能を変更し、供給スプール2になる場合、高いトルクが再び用いられ、ソーイングワイヤ7が高い引張り応力でワイヤウェブ4上に案内される。ワイヤウェブ4と受け側スプール1との間のトルクにおける差は、ワイヤウェブ4における引張り応力に対して重要ではなく、単に、受け側スプール1上に走るソーイングワイヤ7の引張り応力を決定するだけである。
【0052】
ワイヤウェブ4と比較してこの発明に従ってワイヤスプールを用いるとき低減される、供給スプール2および受け側スプール1それぞれ上の引張り応力は、スプールに作用する引張力を最小限にする。これは、スプールの寸法安定性に影響を及ぼさずに、より軟質の材料をスプール材料として用いることを可能にする。
【0053】
好ましくは、供給スプール2および受け側スプール1それぞれの巻付けは、1〜5ニュートンの引張り応力で行なわれる。
【0054】
この発明に従うスプールの横方向表面は軟質材料から形成される。ポリウレタンが、材料として好ましく用いられる。同様に好ましい材料は、ゴム/カーボン混合物、シリコーンまたはPVCのようなエラストマーである。アルミニウムも好まれる。
【0055】
スプールの内側コアは、好ましくは鋼またはハイグレード鋼から製造される。
好ましくは、この発明に従うスプールの横方向表面は滑らかである。横方向表面のまわりを連続的に螺旋形に走る輪郭化されたノッチ(ねじ筋構造)を有する横方向表面が同様に好まれ、その場合、ソーイングワイヤは、横方向表面のまわりのノッチに沿って、またはそのノッチにおいて、巻付けられているか、または巻付けられる。
【0056】
ワイヤウェブ4では、この発明に従ってスプールを用いると、10〜30ニュートンの引張り応力が好ましくは設定される。特に好ましくは、25〜30ニュートンの引張り応力がワイヤウェブ4において設定される。
【0057】
切断プロセス中、この発明に従って、固定的に接合された砥粒でコーティングされるソーイングワイヤ7は、再び受け側スプール1上において単層状の態様で同様に巻上げられる。受け側スプール1上で単層状の態様において規定された間隔でソーイングワイヤ7を巻上げることができるようにするためには、それは、2つの端部側の1つで始まって、受け側スプール1に沿って軸方向に規定された間隔(ピッチ)で置かれなければならない。この目的のために、受け側スプール1上にソーイングワイヤを直接案内する移動可能な偏向ロール3aは、巻付方向において受け側スプール1の各回転で受け側スプール1の回転軸と平行して特定の距離だけ一様に移動され、移動可能な偏向ロール3aは、受け側スプール上のソーイングワイヤのエントリ位置と常に整列され、整列角度αは最小である。
【0058】
好ましくは、受け側スプール1の各回転で受け側スプール1の回転軸と平行して移動可能な偏向ロール3aによってカバーされる距離は、ソーイングワイヤ7の直径の値の2倍に対応する。
【0059】
ワイヤスプール(供給および受け側スプールそれぞれ)のそれぞれの回転軸と平行して移動可能な偏向ロール3aの位置から、ソーイングワイヤ7をワイヤウェブ4に偏向する最も近い定置偏向ロール3bへの、ソーイングワイヤの移送中、偏向ロール摩耗およびソーイングワイヤクラッキングの危険を最小限にするためには、ワイヤ方向と両方の偏向ロールの溝面との間の最小の角度(整列角度α)を越えてはならない。
【0060】
好ましくは、整列角度αに対する値は0°〜2°の範囲にある。特に好ましくは、整列角度はα≦1°である。
【0061】
設置ユニットがスプールの端部(他方の端部側)に到着する場合、ワイヤスプールは自動的にその機能を変更する、つまり、受け側スプール1は供給スプール2になり、供給スプール2は受け側スプール1になる。対応する位置はワイヤソーの制御ソフトウェアにおいて設定される。
【0062】
好ましくは、この発明に従う装置においては、供給スプールおよび受け側スプールならびに移動可能な偏向ロール3aの回転軸は、互いと平行である(図2)。この実施例では、回転軸が偏向ロール3aの回転軸に対して90°だけ傾けられ、案内板8の上に偏向ロール3aと共に固定される、第2の移動可能な偏向ロール5によって、ソーイングワイヤ7は最も近い定置偏向ロール3bに案内される。この場合、偏向ロール3aおよび5の可動性は、ワイヤロールのそれぞれの回転軸と平行して移動可能であり、偏向ロール3aおよび5が上に固定される案内板8によって確実にされる。
【0063】
この発明に従う装置の第2の好ましい実施例では、供給スプール2、受け側スプール1、および移動可能な偏向ロール5の回転軸は、互いに垂直である(図3)。この場合、偏向ロール5の可動性は、ワイヤロールのそれぞれの回転軸と平行して移動可能であり、偏向ロール5が上に固定される案内板8によって確実にされる。図3に従う設置ユニットで、偏向ロール5の溝面と、供給スプール2から来て受け側スプール1に向かって走るソーイングワイヤ7との間の整列角度αは、変動せず、したがって、最小値に固定的に設定され得る。ソーイングワイヤ7は、偏向ロール5から、最も近い定置偏向ロール3bに、直接案内される。
【0064】
好ましくは、この発明に従う装置の第2の実施例において、整列角度αは0°〜2°の範囲にある。特に好ましくは、整列角度はα≦1°である。
【0065】
ワイヤウェブ4から現れるソーイングワイヤ7は、1つ以上の定置偏向ロール3bを介して、図3に従って、レセプタクル板8の上に固定された移動可能な偏向ロール5に向けられる。受け側スプール1の回転軸と平行して案内され、回転軸が受け側スプール1の回転軸に垂直である、移動可能な偏向ロール5を介して、現れたワイヤ7は、回転する受け側スプール1上に単層状の態様で図3に従って装置によって巻付けられる。
【0066】
この発明に従う装置の1つの好ましい実施例では、共通の設置装置が、供給スプール2および受け側スプール1に対して用いられる。供給スプール2および受け側スプール1上においてソーイングワイヤ7の設置位置を決定する2つの移動可能な偏向ロール5は、共通の駆動部によって動作される。この目的のために、2つの偏向ロールの軸受は共通のレセプタクル板8に取り付けられる。供給スプール2および受け側スプール1に関する前記レセプタクル板の位置は、供給スプールおよび受け側スプールの回転軸と平行して設置駆動部によって移動される。
【0067】
この発明に従う装置の同様に好ましい実施例では、別々の設置装置が、供給スプール1および受け側スプール2のために用いられる。
【0068】
この実施例では、供給スプール2および受け側スプール1はそれぞれの専用設置ユニットによって動作される。2つのワイヤスプールの回転軸は平行に整列され、移動可能な偏向ロール5の回転軸にそれぞれ垂直である。供給スプール機能の場合、最適な設置位置はセンサに基いた態様において決定され、供給スプールを出るソーイングワイヤは、常に、最小の整列角度α1で、最も近い偏向ロールの案内溝の中に入る。受け側スプール機能の場合、ソーイングワイヤ7が受け側スプール1上に単層状の態様で巻付けられるように、設置位置は決定される。
【0069】
ソーイングワイヤ7の使用はねじれ応力および曲げ応力を生じさせ、それは、ソーイングワイヤ7はもはや受け側スプール1上に正確に真っすぐ巻付けられることはできない、という影響もたらす。したがって、単層状の巻付けの場合のワイヤピッチは、ソーイングワイヤ7の使用の結果生じる応力にもかかわらず、ワイヤセクションの受け側スプール1上の重なりまたは接触が排除されるように選択される。
【0070】
好ましくは、ソーイングワイヤ7は受け側スプール1上において単層状の態様で、ワイヤ径の1.5倍の値に対応するワイヤピッチで巻付けられる。ソーイングワイヤを単層状の態様で、ワイヤ径の2.5倍の値に対応するワイヤピッチで巻付けることも、同様に好まれる。特に好ましくは、ソーイングワイヤは単層状の態様で、ワイヤ径の値の2倍に対応するワイヤピッチで巻付けられる。
【0071】
この発明に従って単層状の態様で巻付けられたワイヤスプールは、MWソーの振動動作モードの場合にも用いることができる。MWソーの振動動作の場合、供給スプール2および受け側スプール1は、プロセスパラメータに依存してそれらの機能を交互に交換する。
【0072】
この発明に従って単層状の態様で巻付けられるワイヤスプールは、さらに、ワイヤスプールの複数使用を可能にし、固定して接合された研磨材でコーティングされたソーイングワイヤの摩耗の低減に至る。これらの利点はMWソーの経済的実行可能性を増大させる。
【符号の説明】
【0073】
1,2 ワイヤスプール、3a,3b 偏向ロール、4 ワイヤウェブ、5 偏向ロール、7 ソーイングワイヤ
【技術分野】
【0001】
この発明は、固定的に接合された砥粒でコーティングされたソーイングワイヤが、ワイヤスプールに単層状の態様において巻付けられる、加工物からウェハをスライスするためのワイヤソーのためのワイヤスプールに関する。
【0002】
この発明はシングルカットワイヤソーおよびマルチプルワイヤソーの両方に適用可能である。
【背景技術】
【0003】
エレクトロニクス、マイクロエレクトロニクスおよびマイクロエレクトロメカニクスにおいては、全体的および局所的な平坦性、片側参照局所平坦性(ナノトポロジ)ならびに粗さおよび清浄さからなる極端な要件をともなう半導体ウェハが、出発原料(基板)として必要である。半導体ウェハは、半導体材料、特に、ガリウムひ素のような化合物半導体、ならびにシリコンおよび時としてゲルマニウムのような主に元素状態の半導体からなるウェハである。先行技術に従うと、半導体ウェハは複数個の連続のプロセスステップにおいて製造され、第1のステップにおいては、たとえば、半導体材料からなる単結晶(ロッド)が、チョクラルスキ法によって引かれるか、または、半導体材料からなる多結晶のブロックが鋳造され、そして、さらなるステップにおいて、半導体材料(「インゴット」)からなる、結果として生じる円形の円筒形かまたはブロック状の加工物が、ワイヤソーによって個々の半導体ウェハに分離される。
【0004】
この場合、シングルカットワイヤソーとマルチプルワイヤソー(以下、MWソー(MW=マルチプルワイヤ)として指定される)とは、区別される。MWソーが用いられるのは、特に、加工物、たとえば半導体材料からなるロッドが1つの加工ステップにおいて複数個のウェハに切断されるときである。
【0005】
US−5 771 876は半導体ウェハを製造するのに好適なワイヤソーの機能的な原理について記載する。これらのワイヤソーの本質的な構成要素は、マシンフレームと、供給装置と、平行なワイヤセクションからなるウェブ(「ワイヤウェブ」)からなる切断工具とを含む。
【0006】
たとえば、あるMWソーがEP 990 498 A1において開示される。この場合、接合された砥粒でコーティングされた長いソーイングワイヤが、ワイヤスプールにわたって螺旋状に走り、1つ以上のワイヤウェブを形成する。
【0007】
一般に、ワイヤウェブは、少なくとも2つのワイヤガイドロール間においてクランプされる複数個の平行なワイヤセクションから形成され、ワイヤガイドロールは回転可能な態様で取り付けられ、それらの少なくとも1つが駆動される。ワイヤガイドロールは、通常、コーティング、たとえばポリウレタンを設けられる。さらに、それらは、ソーイングワイヤが案内される複数個の溝を有し、それによってワイヤソーのワイヤウェブが形成される。表面コーティングおよび溝形状に関して最適化されたワイヤガイドロールが、DE 10 2007 019 566 A1に開示される。
【0008】
ワイヤガイドロールの長手方向の軸は、一般的にワイヤウェブにおけるソーイングワイヤに垂直に向き付けられる。
【0009】
ワイヤウェブのワイヤセクションは、ロールシステムのまわりに螺旋状に案内され、仕入れロール(供給側スプール)から受けロール(受け側スプール)上に解かれる、単一の有限のワイヤに属することができる。特許明細書US4,655,191は、対照的に、複数個の有限のワイヤが設けられ、ワイヤウェブの各ワイヤセクションは前記ワイヤの1つに割当てられる、MWソーを開示する。EP 522 542 A1も、複数個の連続的なワイヤループがロールシステムのまわりを走るMWソーを開示する。
【0010】
半導体材料からなるウェハの製造はスライスプロセスの精度の要件を特に厳格にする。この目的のため、ワイヤガイドロール上の複数個の溝は正確に平行に走り、溝およびソーイングワイヤは1つの線(整列)にあることが重要である。ワイヤガイドロールの摩耗の結果、整列誤差が生じる場合があり、つまり、ワイヤガイドロールの溝、および前記溝にあるワイヤは、もはや直線の上にない。これはスライスされた半導体ウェハの表面の損傷(たとえば引っかき傷)に至る場合がある。DE 102 20 640 A1は、ワイヤガイドロールの溝に関してソーイングワイヤの整列を監視し、適切な場合には修正するための方法を記載する。
【0011】
ソーイングワイヤは砥粒でコーティングされることができる。固定的に接合された砥粒なしでソーイングワイヤを有するワイヤソーが利用されるとき、砥粒はスライスプロセス中においてスラリー(「研磨材スラリー」、「ソーイングスラリー」)の形態で供給される。
【0012】
固定的に接合された砥粒をともなうソーイングワイヤは、ワイヤ表面に固定的に接合され、加工物の貫通を促進する、研摩作用を有する粒子、たとえばダイヤモンドを有する。
【0013】
スライスプロセスの間に、加工物はワイヤウェブを通って貫通する。ワイヤウェブの貫通は、加工物をワイヤウェブに向かって、またはワイヤウェブを加工物に向かって、または加工物およびワイヤウェブを互いに向かって、案内する供給装置によって生じさせられ、ワイヤウェブは、加工物に対して移動する。
【0014】
スライスプロセスの間に、ソーイングワイヤは、経時的に平均して1つの方向に移動され、ソーイングワイヤの移動方向は同じままである必要はなく、時間間隔で変更することもできる(振動法)。
【0015】
加工物の入口側および出口側の両方でワイヤスプールを回転させることによって、ワイヤウェブにソーイングワイヤが供給される。ソーイングワイヤは1つのワイヤスプール(供給スプール)から解かれ、他方のワイヤスプール(受け側スプール)に巻付けられ、ソーイングワイヤはワイヤウェブにおいて一様に張られたままである。実際の駆動は1つ以上のワイヤガイドロールを介して行なわれる。
【0016】
回転方向によって、1つのワイヤスプールはワイヤを供給するかまたは受け、したがって、切断される加工物内に現在切り込んでいないワイヤを緩衝することができる。振動切断プロセスの場合、ワイヤ送給方向が変更されると、供給側スプールおよび受け側スプールはそれぞれそれらの機能を交換する。連続的切断プロセスの場合、供給側スプールおよび受け側スプールはそれぞれの機能にとどまる。
【0017】
先行技術に従うと、ソーイングワイヤはMWソーのワイヤスプールに多層の態様で巻付けられる。特に、接合された砥粒でコーティングされたソーイングワイヤの場合、ワイヤスプール上のソーイングワイヤの巻きの表面間の接触およびしたがって相対的移動は、ソーイングワイヤのさらなる時期尚早の摩耗に至る。摩耗の結果、砥粒によって占められたソーイングワイヤは切削能力を失い、ワイヤウェブのワイヤセクションは異なる大きさの摩耗の度合を得る。これは非一様な切断結果に至る。
【0018】
さらに、MWソーの動作中に、上に述べられた摩耗に同様に起因して、ワイヤクラックが、スラリーの形態で供給される緩い砥粒と組合せられた滑らかなソーイングワイヤが用いられる同等のワイヤソーの場合よりも頻繁に生じる。
【0019】
接合された砥粒でコーティングされたソーイングワイヤの摩耗の低減は、供給側スプールおよび受け側スプール上における単層状の巻付けによって達成することができる。
【0020】
たとえば、ソーイングワイヤの単層状の巻付けはUS4484502Aにおいてシングルカットソーに対して記載される。ソーイングワイヤは雄ねじを設けられた2つのスプールに緩衝される。これらのねじ切りされたスプールの駆動はワイヤを作動させ、駆動および/またはねじ筋によって支配された態様で、ソーイングワイヤは、必ず、ねじ切りされたスプールに関して軸方向に移動する。この軸方向移動を補償するために、スプールの対は、移動ユニットによって軸方向変位に反するように置かれる。US4484502Aに述べられるシングルカットソーのための単層状の巻付け技術は、軸方向において同様に移動可能な偏向ロールをほとんど必要としない。しかしながら、ソーイングワイヤの軸方向移動のために、この単層状の巻付け技術は先行技術に従うMWソーに適用することができない。さらに、単層状の巻付けの場合、半導体材料からなるロッドの切断ために供給スプールに利用可能なソーイングワイヤはあまりに少なすぎる。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】US−5 771 876
【特許文献2】EP 990 498 A1
【特許文献3】DE 10 2007 019 566 A1
【特許文献4】US 4,655,191
【特許文献5】EP 522 542 A1
【特許文献6】DE 102 20 640 A1
【特許文献7】US 4484502A
【特許文献8】EP 0 990 498 A1
【特許文献9】DE 198 28 420 A1
【発明の概要】
【発明が解決しようとする課題】
【0022】
したがって、目的は、ソーイングワイヤの時期尚早の摩耗が低減され、十分なソーイングワイヤが経済的に実行可能な切断プロセスに利用可能である、固定して接合された研磨材をともなうソーイングワイヤを有するMWソーの補助によって半導体材料からなる加工物から複数個のウェハをスライスするための、改善された方法を提供することである。
【課題を解決するための手段】
【0023】
この目的は、接合された砥粒でコーティングされた平行なワイヤセクションからなるワイヤウェブによって半導体材料からなる加工物から1つ以上のウェハをスライスするためのマルチプルワイヤソーのためのワイヤスプールによって達成され、供給側スプールとして働く第1のワイヤスプールから、接合された砥粒でコーティングされたソーイングワイヤが、少なくとも1つの偏向ロールを介して、ワイヤウェブに走り、接合された砥粒でコーティングされたソーイングワイヤは、ワイヤウェブから少なくとも1つの偏向ロールを介して、受け側スプールとして働く第2のワイヤスプールに走り、ソーイングワイヤは、偏向ロールの案内溝の中に整列角度α1で入り、整列角度α2での偏向ロールの案内溝を出、2つのワイヤスプールの各々上のソーイングワイヤの巻付けは単一層である。
【図面の簡単な説明】
【0024】
【図1a】先行技術に従うMWソーのためのワイヤ設置法を例として示し、図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す図である。
【図1b】先行技術に従うMWソーのためのワイヤ設置法を例として示し、図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す図である。
【図2】この発明に従って、ソーイングワイヤ7が供給スプールおよび受け側スプールに単層状の態様でそれぞれ巻付けられるMWソーの構造を概略的に示し、より明瞭にするために、2つの移動可能な偏向ロールの1つだけが各場合において示される図である。
【図3】多重に巻付けられた供給スプールから単層状の態様において巻付けられることになっている受け側スプール上に掛けることおよび後の振動動作ために特に好ましい設置ユニットを示す図である。
【発明を実施するための形態】
【0025】
この発明および好ましい実施例が以下に詳細に記載される。
図1は、先行技術に従うMWソーのためのワイヤ設置法を例として示す。図1に示されるソーイングワイヤ7の上の矢印は、ワイヤがワイヤウェブ(明瞭にするため、示されない)の方向に走るか、またはワイヤウェブから来るかどうかを概略的に示す。
【0026】
図1aは、供給スプール2から解かれたソーイングワイヤ7が2つの偏向ロール3aおよび5を介してどのように案内されるかを示し、偏向ロール3aおよび5は、供給スプール2および受け側スプール1の回転軸(長手方向の軸)と平行して移動可能であり、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は、共通のレセプタクル板8の上において、定置(非可動)偏向ロール3bに対して固定され、偏向ロール3bは、ソーイングワイヤ7をワイヤウェブの中へと向ける。ソーイングワイヤ7がワイヤウェブから出ると、ソーイングワイヤ7は2つのさらに移動可能な偏向ロール3aおよび5を介して受け側スプール1上に多層の態様で巻付けられ、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は同様に共通のレセプタクル板8の上に固定される。
【0027】
図1bは、ソーイングワイヤ7が偏向ロール3aの案内溝内に入る整列角度α1を最小に保持するために、偏向ロール3aおよび5が供給スプール2の回転軸と平行してどのように移動可能かを例として示す。偏向ロール3aおよび5は、供給スプール2の回転軸と平行して移動可能であり、偏向ロール3aおよび5の回転軸は互いに関して90°の角度であり、偏向ロール3aおよび5は、共通のレセプタクル板8の上に固定される。0°の理想的な整列角度をあたえられるとして、ソーイングワイヤは、偏向ロールの案内溝内に正確に垂直に入り、出る。ソーイングワイヤ7は、偏向ロール3aの案内溝から出た後、偏向ロール5の案内溝内に入り、そこから、供給スプール2を通りすぎて定置偏向ロール3bを介してワイヤウェブ(図示せず)に案内される。
【0028】
図2は、この発明に従って、ソーイングワイヤ7が供給スプールおよび受け側スプールに単層状の態様でそれぞれ巻付けられるMWソーの構造を概略的に示す。より明瞭にするために、2つの移動可能な偏向ロールの1つだけが各場合において示される。ここで、供給スプール2は60%の程度までソーイングワイヤ7で満たされ、長手方向軸のまわりで回転運動を実行しながら、ソーイングワイヤ7を、供給スプール2の長手方向軸と平行して移動される移動可能な偏向ロール5、ならびに定置偏向ロール3bおよびワイヤガイドロール6を介して、ワイヤウェブ4に渡す。対向するワイヤガイドロール6を介してワイヤウェブ4から出るソーイングワイヤ7は、長手方向軸のまわりで回転運動を実行しながら、定置偏向ロール3bおよび移動可能な偏向ロール5を介して受け側スプール1上に単層状の態様で巻付けられる。
【0029】
図3は、多重に巻付けられた供給スプールから単層状の態様において巻付けられることになっている受け側スプール上に掛けることおよび後の振動動作ために特に好ましい設置ユニットを示し、なぜならば、ここでは、変動する整列角度α(αは、以下にまとめて整列角度α1およびα2に対して用いられる)の問題が省略されるからである。ソーイングワイヤ7は偏向ロール5を介して案内され、偏向ロール5は、供給スプール2および受け側スプール1の長手方向軸とそれぞれ平行して移動可能で、レセプタクル板8の上に固定され、偏向ロール5の回転軸は、供給スプール2および受け側スプール1の長手方向軸にそれぞれ垂直である。このようにして、偏向ロール5の溝面と、供給スプール2から来る、または受け側スプール1に向かって走るソーイングワイヤ7との間の整列角度αは、変動せず、したがって、最小値に固定的に設定され得る。偏向ロール5から、ソーイングワイヤ7は定置偏向ロール3bを介してワイヤウェブ(図示せず)のワイヤガイドロールに対して案内され、定置偏向ロール3bの回転軸は、供給スプール2および受け側スプール1の長手方向軸にそれぞれ垂直で、偏向ロール5の長手方向軸と平行である。
【0030】
この発明に従うワイヤスプールは、たとえば、接合された砥粒をともなうソーイングワイヤの使用に対して設計されたMWソー、および接合された砥粒なしでのソーイングワイヤの使用に対して設計される、製造業者Applied Materials Switzerland SaからのHCT DS420−E12のようなスラリーMWソーの両方に対して適用することができる。このスラリーMWソーは、EP 0 990 498 A1に従うダイヤモンドワイヤによる動作に対して変換することができる。
【0031】
先行技術に従うと、ワイヤソーのソーイングワイヤはワイヤスプールに多層の態様で巻付けられる。ワイヤソーのためのワイヤスプールは、ソーイングワイヤが単層または多層の態様でまわりに巻付けられる外側凸状横方向表面と、内側コアとを有する、円形の円筒形の物体である。内側コアはスプールの2つの側面を含み、スプールの長手方向軸と平行な横方向表面によって包まれる。ワイヤソーにおいてスプールを懸下するための装置はスプールコアの側面に位置している。
【0032】
単層状の巻付けの場合、規定された長さおよび規定された直径を有するスプールに巻付けることができるソーイングワイヤの量は、多層巻付けの場合のそれ未満であるので、その外径およびその長さにおいて最大限にされるスプールが、この発明に従う装置に対して用いられる。
【0033】
供給スプールおよび受け側スプールの単層状の巻付けは適合された設置装置の補助によって行なわれ、それをさらに以下に記載する。
【0034】
この発明の実現例のために、MWソーのワイヤウェブは、市販の供給スプールから、多層の態様で巻付けられ、接合された砥粒でコーティングされたソーイングワイヤを装備される。その後、「受け側」の標準スプールの代りに、機械加工される体積(加工物の長さおよび断面)に関してその外径およびその長さの両方において最大限にされる受け側スプールが組込まれる。
【0035】
単層状の非接触巻付けの場合、スプールの巻取り能力は、第1にスプールの長さおよび直径、そして第2にソーイングワイヤの直径および巻付けピッチによって決定される。
【0036】
好ましくは、単層状の巻付けの場合、固定研磨材粒子でコーティングされ、長さが少なくとも1kmを有するソーイングワイヤを巻取ることができる、この発明に従うスプールが用いられる。
【0037】
例として、この発明に従うスプールの378mmの直径および350mmの長さをあたえられるとして、0.3mmのソーイングワイヤの設定された巻付けピッチをあたえられるとして、直径が0.12mmである合計1230mのソーイングワイヤを、この発明に従うスプール上に収納することができる。
【0038】
特に好ましくは、単層状の巻付けの場合、固定研磨材粒子でコーティングされ、長さが少なくとも10kmを有するソーイングワイヤを巻取ることができる、この発明に従うスプールが用いられる。
【0039】
用いられるスプールの長さはワイヤソーにおいてワイヤウェブのサイズに影響がないので、この発明に従うスプールは、先行技術に従ういかなるMWソーにも、原則として組入れることができる。
【0040】
この発明に従う受け側スプールは、設置装置の補助で、ワイヤウェブを介するワイヤ送給によって、単層状の態様において、規定されたワイヤピッチで、ソーイングワイヤがスプールの全軸方向長にわたる状態で、満たされる。この目的のために、市販の多重に巻付けられた仕入れスプールからの、固定的に接合された砥粒でコーティングされたソーイングワイヤが、用いられる。
【0041】
ワイヤセクションの巻付けピッチおよびそれぞれの位置の両方が、市販の多重に巻付けられた仕入れスプールにおいて未知であり、先行技術に従って設置ユニットの―仕入れスプールに関して固定的に位置決めされる―第1の偏向ロールにソーイングワイヤが当たる整列角度αは制御可能ではない。
【0042】
ソーイングワイヤが、過度に大きな整列角度αで、固定的に位置決めされた偏向ロールに当たる場合、これは早くも掛ける間においてソーイングワイヤの時期尚早の摩耗に至る。
【0043】
この問題を解決するために、好ましくは、この発明に従ってスプール上に最初に掛けるために、設置装置の代りに、滑らかな円筒面を有するローラがさらに利用される。ローラの取付位置は、供給スプールと第1の偏向ロールとの間においてソーイングワイヤのためのできるだけ大きな経路を結果として生じるように、選択される。ローラの円筒面は、ワイヤがローラ上でローラの軸方向において自由に向き付けられることを可能にし、ソーイングワイヤが偏向ロールの案内溝に当たるソーイングワイヤの整列角度αの低減をしたがって生じさせる。
【0044】
特に好ましくは、多層の態様で巻付けられた市販の仕入れスプールからこの発明に従うワイヤスプール上に最初に掛けるために、図3に従う設置ユニットが用いられる。図3に従う設置ユニットは整列角度αの問題を有さない。(最初に掛ける間に)供給スプール2の回転軸と平行して移動可能で、レセプタクル板8の上に固定され、回転軸が供給スプール2の回転軸に垂直である偏向ロール5によって、ワイヤスプールと偏向ロールとの間の自由なワイヤの長さは常に最小である。
【0045】
ワイヤ設置は、受け側スプール1の、まず、ある端部側での最初の充填中に始まり、そして、各巻回しが対向する端部側に向かって規定されたワイヤピッチでワイヤを位置決めするように、選択される。スプール上の個々のソーイングワイヤ巻回しは互いに接触しない。
【0046】
好ましくは、固定的に接合された砥粒でコーティングされたソーイングワイヤの受け側スプール上における単層状の巻付けは、ワイヤ径の値の2倍に対応するワイヤピッチで行なわれる。
【0047】
受け側スプールが単層状の態様において充填される(巻付けられる)場合、ワイヤは市販の仕入れスプール(供給スプール)で分離され、後者はワイヤソーから取除かれる。市販の仕入れスプールの代りに、この発明に従う受け側スプールの長さおよび直径に関して同一のワイヤスプールが組込まれ、それは、今度は、受け側スプールとして働く。この発明に従って単層状の態様で先に巻付けられた受け側スプールは、今度は、供給スプールとして働く。接合された砥粒でコーティングされたソーイングワイヤは、少なくとも1つのねじによって受け側スプールに固定される。
【0048】
たとえばダイヤモンドの破片のような、ソーイングワイヤの表面上で固定的に接合された研摩材は、ソーイングワイヤ7と偏向ロール3a、3b、5との間に高い摩擦を生じさせる。ソーイングワイヤ7とワイヤガイドロール6との間の高い摩擦、およびワイヤガイドロール6の個々の溝が互いに関して固定的に位置していて、個々に取り付けられないという事実は、高い引張り応力がソーイングウェブにとどまるという影響がある。ソーイングウェブの最後の巻回し内では、ワイヤガイドロール6と供給スプール2と受け側スプール1との間のワイヤ応力は、応力が、それぞれ、ほどく間および巻上げる間に、所定値に低減される場合に、それぞれ、減少する。したがって、偏向ロール3a、3b、5と供給スプール2と受け側スプール1との間のより低い引張り応力、およびワイヤウェブ4におけるより高い引張り応力を実現することが可能である。振動動作でワイヤソーのための受け側スプール上に巻上げる前にソーイングワイヤの引張り応力を低減する、ある対応する方法が、DE 198 28 420 A1に開示される。
【0049】
先行技術に従うMWソーでは、ソーは、ワイヤガイドロール6によって駆動され、ワイヤガイドロール6は各場合において供給スプール2および受け側スプール1それぞれの回転軸と平行して走るそれらの長手方向軸のまわりで回転する。供給スプール2および受け側スプール1は同様に駆動され、それらの長手方向の軸のまわりで可変速度での回転し、規定された引張り応力が、供給スプール2と受け側スプール1それぞれと偏向ロール3a、3b、5との間に存在し、それはワイヤウェブ4における引張り応力とは異なり得る。
【0050】
この発明に従う供給スプール2および受け側スプール1は、先行技術に従うMWソーの動作中にトルク制御される。
【0051】
DE 198 28 420 A1に従って、ワイヤウェブにおける引張り応力は供給スプール2およびワイヤガイドロール6のトルク間の差によって設定される。現在巻上げられているスプール(受け側スプール1)のトルクが低減される場合、受け側スプール1上に走るソーイングワイヤ7の引張り応力は減少し、ワイヤウェブ4における引張り応力は維持される。受け側スプール1がその機能を変更し、供給スプール2になる場合、高いトルクが再び用いられ、ソーイングワイヤ7が高い引張り応力でワイヤウェブ4上に案内される。ワイヤウェブ4と受け側スプール1との間のトルクにおける差は、ワイヤウェブ4における引張り応力に対して重要ではなく、単に、受け側スプール1上に走るソーイングワイヤ7の引張り応力を決定するだけである。
【0052】
ワイヤウェブ4と比較してこの発明に従ってワイヤスプールを用いるとき低減される、供給スプール2および受け側スプール1それぞれ上の引張り応力は、スプールに作用する引張力を最小限にする。これは、スプールの寸法安定性に影響を及ぼさずに、より軟質の材料をスプール材料として用いることを可能にする。
【0053】
好ましくは、供給スプール2および受け側スプール1それぞれの巻付けは、1〜5ニュートンの引張り応力で行なわれる。
【0054】
この発明に従うスプールの横方向表面は軟質材料から形成される。ポリウレタンが、材料として好ましく用いられる。同様に好ましい材料は、ゴム/カーボン混合物、シリコーンまたはPVCのようなエラストマーである。アルミニウムも好まれる。
【0055】
スプールの内側コアは、好ましくは鋼またはハイグレード鋼から製造される。
好ましくは、この発明に従うスプールの横方向表面は滑らかである。横方向表面のまわりを連続的に螺旋形に走る輪郭化されたノッチ(ねじ筋構造)を有する横方向表面が同様に好まれ、その場合、ソーイングワイヤは、横方向表面のまわりのノッチに沿って、またはそのノッチにおいて、巻付けられているか、または巻付けられる。
【0056】
ワイヤウェブ4では、この発明に従ってスプールを用いると、10〜30ニュートンの引張り応力が好ましくは設定される。特に好ましくは、25〜30ニュートンの引張り応力がワイヤウェブ4において設定される。
【0057】
切断プロセス中、この発明に従って、固定的に接合された砥粒でコーティングされるソーイングワイヤ7は、再び受け側スプール1上において単層状の態様で同様に巻上げられる。受け側スプール1上で単層状の態様において規定された間隔でソーイングワイヤ7を巻上げることができるようにするためには、それは、2つの端部側の1つで始まって、受け側スプール1に沿って軸方向に規定された間隔(ピッチ)で置かれなければならない。この目的のために、受け側スプール1上にソーイングワイヤを直接案内する移動可能な偏向ロール3aは、巻付方向において受け側スプール1の各回転で受け側スプール1の回転軸と平行して特定の距離だけ一様に移動され、移動可能な偏向ロール3aは、受け側スプール上のソーイングワイヤのエントリ位置と常に整列され、整列角度αは最小である。
【0058】
好ましくは、受け側スプール1の各回転で受け側スプール1の回転軸と平行して移動可能な偏向ロール3aによってカバーされる距離は、ソーイングワイヤ7の直径の値の2倍に対応する。
【0059】
ワイヤスプール(供給および受け側スプールそれぞれ)のそれぞれの回転軸と平行して移動可能な偏向ロール3aの位置から、ソーイングワイヤ7をワイヤウェブ4に偏向する最も近い定置偏向ロール3bへの、ソーイングワイヤの移送中、偏向ロール摩耗およびソーイングワイヤクラッキングの危険を最小限にするためには、ワイヤ方向と両方の偏向ロールの溝面との間の最小の角度(整列角度α)を越えてはならない。
【0060】
好ましくは、整列角度αに対する値は0°〜2°の範囲にある。特に好ましくは、整列角度はα≦1°である。
【0061】
設置ユニットがスプールの端部(他方の端部側)に到着する場合、ワイヤスプールは自動的にその機能を変更する、つまり、受け側スプール1は供給スプール2になり、供給スプール2は受け側スプール1になる。対応する位置はワイヤソーの制御ソフトウェアにおいて設定される。
【0062】
好ましくは、この発明に従う装置においては、供給スプールおよび受け側スプールならびに移動可能な偏向ロール3aの回転軸は、互いと平行である(図2)。この実施例では、回転軸が偏向ロール3aの回転軸に対して90°だけ傾けられ、案内板8の上に偏向ロール3aと共に固定される、第2の移動可能な偏向ロール5によって、ソーイングワイヤ7は最も近い定置偏向ロール3bに案内される。この場合、偏向ロール3aおよび5の可動性は、ワイヤロールのそれぞれの回転軸と平行して移動可能であり、偏向ロール3aおよび5が上に固定される案内板8によって確実にされる。
【0063】
この発明に従う装置の第2の好ましい実施例では、供給スプール2、受け側スプール1、および移動可能な偏向ロール5の回転軸は、互いに垂直である(図3)。この場合、偏向ロール5の可動性は、ワイヤロールのそれぞれの回転軸と平行して移動可能であり、偏向ロール5が上に固定される案内板8によって確実にされる。図3に従う設置ユニットで、偏向ロール5の溝面と、供給スプール2から来て受け側スプール1に向かって走るソーイングワイヤ7との間の整列角度αは、変動せず、したがって、最小値に固定的に設定され得る。ソーイングワイヤ7は、偏向ロール5から、最も近い定置偏向ロール3bに、直接案内される。
【0064】
好ましくは、この発明に従う装置の第2の実施例において、整列角度αは0°〜2°の範囲にある。特に好ましくは、整列角度はα≦1°である。
【0065】
ワイヤウェブ4から現れるソーイングワイヤ7は、1つ以上の定置偏向ロール3bを介して、図3に従って、レセプタクル板8の上に固定された移動可能な偏向ロール5に向けられる。受け側スプール1の回転軸と平行して案内され、回転軸が受け側スプール1の回転軸に垂直である、移動可能な偏向ロール5を介して、現れたワイヤ7は、回転する受け側スプール1上に単層状の態様で図3に従って装置によって巻付けられる。
【0066】
この発明に従う装置の1つの好ましい実施例では、共通の設置装置が、供給スプール2および受け側スプール1に対して用いられる。供給スプール2および受け側スプール1上においてソーイングワイヤ7の設置位置を決定する2つの移動可能な偏向ロール5は、共通の駆動部によって動作される。この目的のために、2つの偏向ロールの軸受は共通のレセプタクル板8に取り付けられる。供給スプール2および受け側スプール1に関する前記レセプタクル板の位置は、供給スプールおよび受け側スプールの回転軸と平行して設置駆動部によって移動される。
【0067】
この発明に従う装置の同様に好ましい実施例では、別々の設置装置が、供給スプール1および受け側スプール2のために用いられる。
【0068】
この実施例では、供給スプール2および受け側スプール1はそれぞれの専用設置ユニットによって動作される。2つのワイヤスプールの回転軸は平行に整列され、移動可能な偏向ロール5の回転軸にそれぞれ垂直である。供給スプール機能の場合、最適な設置位置はセンサに基いた態様において決定され、供給スプールを出るソーイングワイヤは、常に、最小の整列角度α1で、最も近い偏向ロールの案内溝の中に入る。受け側スプール機能の場合、ソーイングワイヤ7が受け側スプール1上に単層状の態様で巻付けられるように、設置位置は決定される。
【0069】
ソーイングワイヤ7の使用はねじれ応力および曲げ応力を生じさせ、それは、ソーイングワイヤ7はもはや受け側スプール1上に正確に真っすぐ巻付けられることはできない、という影響もたらす。したがって、単層状の巻付けの場合のワイヤピッチは、ソーイングワイヤ7の使用の結果生じる応力にもかかわらず、ワイヤセクションの受け側スプール1上の重なりまたは接触が排除されるように選択される。
【0070】
好ましくは、ソーイングワイヤ7は受け側スプール1上において単層状の態様で、ワイヤ径の1.5倍の値に対応するワイヤピッチで巻付けられる。ソーイングワイヤを単層状の態様で、ワイヤ径の2.5倍の値に対応するワイヤピッチで巻付けることも、同様に好まれる。特に好ましくは、ソーイングワイヤは単層状の態様で、ワイヤ径の値の2倍に対応するワイヤピッチで巻付けられる。
【0071】
この発明に従って単層状の態様で巻付けられたワイヤスプールは、MWソーの振動動作モードの場合にも用いることができる。MWソーの振動動作の場合、供給スプール2および受け側スプール1は、プロセスパラメータに依存してそれらの機能を交互に交換する。
【0072】
この発明に従って単層状の態様で巻付けられるワイヤスプールは、さらに、ワイヤスプールの複数使用を可能にし、固定して接合された研磨材でコーティングされたソーイングワイヤの摩耗の低減に至る。これらの利点はMWソーの経済的実行可能性を増大させる。
【符号の説明】
【0073】
1,2 ワイヤスプール、3a,3b 偏向ロール、4 ワイヤウェブ、5 偏向ロール、7 ソーイングワイヤ
【特許請求の範囲】
【請求項1】
接合された砥粒でコーティングされた平行なワイヤセクションからなるワイヤウェブによって半導体材料からなる加工物から1つ以上のウェハをスライスするためのマルチプルワイヤソーのためのワイヤスプールであって、供給側スプールとして働く第1のワイヤスプールから、接合された砥粒でコーティングされたソーイングワイヤが、少なくとも1つの偏向ロールを介して、ワイヤウェブに走り、接合された砥粒でコーティングされたソーイングワイヤは、ワイヤウェブから、少なくとも1つの偏向ロールを介して、受け側スプールとして働く第2のワイヤスプールに走り、ソーイングワイヤは、偏向ロールの案内溝の中に整列角度α1で入り、整列角度α2での偏向ロールの案内溝を出、2つのワイヤスプールの各々上のソーイングワイヤの巻付けは単一層状である、ワイヤスプール。
【請求項2】
ワイヤスプール上の個々のワイヤ巻回しは互いに接触しない、請求項1に記載のワイヤスプール。
【請求項3】
ソーイングワイヤは、共通の設置ユニットによってワイヤスプールの軸方向に設置される、請求項1に記載のワイヤスプール。
【請求項4】
ソーイングワイヤは、2つの個々の設置ユニットによってワイヤスプールの軸方向に設置される、請求項1に記載のワイヤスプール。
【請求項5】
ワイヤスプールの横方向表面はエラストマーから製造される、請求項1に記載のワイヤスプール。
【請求項6】
エラストマーは、ポリウレタン、ゴム/カーボン混合物、シリコーンおよびPVCからなる群から製造される、請求項5に記載のワイヤスプール。
【請求項7】
ワイヤスプールの横方向表面はアルミニウムから製造される、請求項1に記載のワイヤスプール。
【請求項8】
ワイヤスプール上に位置するワイヤはウェブにおいて位置するワイヤより低い引張り応力を有する、請求項1に記載のワイヤスプール。
【請求項9】
ワイヤスプール上に位置するワイヤは1〜5ニュートンの引張り応力を有する、請求項8に記載のワイヤスプール。
【請求項10】
ワイヤウェブは10〜30ニュートンの引張り応力を有する、請求項8に記載のワイヤスプール。
【請求項11】
各場合における整列角度α1およびα2は0°〜2°の範囲である、請求項1〜5のいずれかに記載のワイヤスプール。
【請求項1】
接合された砥粒でコーティングされた平行なワイヤセクションからなるワイヤウェブによって半導体材料からなる加工物から1つ以上のウェハをスライスするためのマルチプルワイヤソーのためのワイヤスプールであって、供給側スプールとして働く第1のワイヤスプールから、接合された砥粒でコーティングされたソーイングワイヤが、少なくとも1つの偏向ロールを介して、ワイヤウェブに走り、接合された砥粒でコーティングされたソーイングワイヤは、ワイヤウェブから、少なくとも1つの偏向ロールを介して、受け側スプールとして働く第2のワイヤスプールに走り、ソーイングワイヤは、偏向ロールの案内溝の中に整列角度α1で入り、整列角度α2での偏向ロールの案内溝を出、2つのワイヤスプールの各々上のソーイングワイヤの巻付けは単一層状である、ワイヤスプール。
【請求項2】
ワイヤスプール上の個々のワイヤ巻回しは互いに接触しない、請求項1に記載のワイヤスプール。
【請求項3】
ソーイングワイヤは、共通の設置ユニットによってワイヤスプールの軸方向に設置される、請求項1に記載のワイヤスプール。
【請求項4】
ソーイングワイヤは、2つの個々の設置ユニットによってワイヤスプールの軸方向に設置される、請求項1に記載のワイヤスプール。
【請求項5】
ワイヤスプールの横方向表面はエラストマーから製造される、請求項1に記載のワイヤスプール。
【請求項6】
エラストマーは、ポリウレタン、ゴム/カーボン混合物、シリコーンおよびPVCからなる群から製造される、請求項5に記載のワイヤスプール。
【請求項7】
ワイヤスプールの横方向表面はアルミニウムから製造される、請求項1に記載のワイヤスプール。
【請求項8】
ワイヤスプール上に位置するワイヤはウェブにおいて位置するワイヤより低い引張り応力を有する、請求項1に記載のワイヤスプール。
【請求項9】
ワイヤスプール上に位置するワイヤは1〜5ニュートンの引張り応力を有する、請求項8に記載のワイヤスプール。
【請求項10】
ワイヤウェブは10〜30ニュートンの引張り応力を有する、請求項8に記載のワイヤスプール。
【請求項11】
各場合における整列角度α1およびα2は0°〜2°の範囲である、請求項1〜5のいずれかに記載のワイヤスプール。
【図1a】


【図1b】
【図2】

【図3】
【図1b】
【図2】
【図3】
【公開番号】特開2013−58751(P2013−58751A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−194727(P2012−194727)
【出願日】平成24年9月5日(2012.9.5)
【出願人】(599119503)ジルトロニック アクチエンゲゼルシャフト (223)
【氏名又は名称原語表記】Siltronic AG
【住所又は居所原語表記】Hanns−Seidel−Platz 4, D−81737 Muenchen, Germany
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2012−194727(P2012−194727)
【出願日】平成24年9月5日(2012.9.5)
【出願人】(599119503)ジルトロニック アクチエンゲゼルシャフト (223)
【氏名又は名称原語表記】Siltronic AG
【住所又は居所原語表記】Hanns−Seidel−Platz 4, D−81737 Muenchen, Germany
【Fターム(参考)】
[ Back to top ]