
加工物を製造するための成形方法
【課題】樹脂の悪臭を低減する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
【解決手段】型1,2内にガラス繊維4を準備するステップと、ガラス繊維4の周囲に閉鎖された型キャビティ7を準備するステップと、閉鎖された型キャビティ7内に無酸素ガスを流通させるステップと、前記閉鎖された型キャビティ7内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加工物、特に風車のロータ翼を製造する方法に関する。本発明は、さらに、加工物、例えば風車のロータ翼に関する。
【背景技術】
【0002】
多くの加工物、特に、例えば風車のロータ翼のような層状構造を有する加工物は、通常、ガラス繊維レイアップ法によって閉鎖された型内に樹脂を成形することによって製造される。風車のロータ翼のような加工物を製造するために使用することができる樹脂の1つの種類は、ポリエステル樹脂である。ポリエステル樹脂は、風車のロータ翼の製造のためにガラス繊維レイアップ法において使用することができる極めて成形容易な樹脂である。樹脂の硬化時間は、所定量の触媒を加えることによって制御することができる。しかしながら、ポリエステル樹脂の使用に関する欠点は、この樹脂が極めて悪い匂いを有するということであり、新たに成形された部品及び使用される作業空間もそうである。
【発明の概要】
【発明が解決しようとする課題】
【0003】
従って、本発明の第1の課題は、前記欠点を低減する、加工物を製造するための方法を提供することである。本発明の第2の課題は、前記欠点を低減する加工物を提供することである。
【課題を解決するための手段】
【0004】
第1の課題は、請求項1に記載の、加工物を製造する方法によって解決される。第2の課題は、請求項13に記載の加工物によって解決される。従属請求項は、本発明のさらなる発展形を定義している。
【0005】
本発明による加工物を製造する方法は、型内にガラス繊維を準備するステップと、ガラス繊維の周囲に閉鎖された型キャビティを準備するステップと、閉鎖された型キャビティに無酸素ガスを流通させるステップと、閉鎖された型キャビティ内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
【0006】
本発明の方法は、特にポリエステル樹脂を用いた成形の従来技術の前記欠点を実質的に排除する。
【0007】
有利には、閉鎖された型キャビティに無酸素ガスを流通させるステップは、閉鎖された型キャビティに樹脂を噴射する前に行うことができる。樹脂、例えばポリエステル樹脂を噴射する前に無酸素ガスをキャビティに流通させることにより、成形された加工物の悪臭がなくなる。少なくとも、悪臭は著しく減少される。樹脂、特にポリエステル樹脂を噴射し、硬化する間に酸素が存在すると、悪臭が生じる。さらに、本発明による成形方法は、成形された部材、例えば成形されたロータ翼の表面が、より優れた硬化を生じるという肯定的な副作用を有する。
【0008】
例えば、型内にガラス繊維を準備するステップは、型内に多数のガラス繊維層を配置するステップを含んでよい。付加的に、例えば加工物の安定性を高めるために、型内に、ガラス繊維以外の材料の別の層を配置することができる。好適には、加工物は風車のロータ翼であってよい。
【0009】
閉鎖された型キャビティに流通させるために使用される無酸素ガスは、有利には不活性ガスであることができ、これは、このガスが、より低い化学的反応性を有することを意味する。好適には、閉鎖された型キャビティに、不活性ガス、例えば窒素を流通させることができる。
【0010】
閉鎖された型キャビティは、例えば無酸素ガスによって完全に置き換えられてよい。これは、閉鎖された型キャビティにおけるガスと噴射される樹脂との化学反応を効果的に低減する。これにより、成形される加工物の悪臭が低減される。
【0011】
無酸素ガスの流通の間、閉鎖された型キャビティの内部におけるガス、例えば空気は、閉鎖された型キャビティから流出する。無酸素ガスの流通の間に閉鎖された型キャビティから流出するガスにおける酸素の濃度を監視することができる。閉鎖された型キャビティは、無酸素ガスの流通の間に、閉鎖された型キャビティから流出するガスのための出口を有することができる。好適には、酸素の濃度はこの出口において監視される。有利には、酸素の濃度を、酸素含有量モニタによって監視することができる。
【0012】
好適には、無酸素ガスの流通の間に閉鎖された型キャビティから流出するガスにおける酸素の濃度が所定値よりも低くなるまで、閉鎖された型キャビティに無酸素ガスが流通させられる。有利には、流出するガスにおける酸素が完全に除去されるまで、閉鎖された型キャビティは流通される。
【0013】
樹脂、特にスチレン、例えばポリエステル樹脂及び/又はビニルエステル樹脂を含む樹脂を、閉鎖された型キャビティ内に噴射することができる。概して、樹脂の硬化時間を、触媒を加えることによって制御することができる。
【0014】
本発明の加工物は、前述の方法によって製造される。本発明の加工物は、前述の本発明による方法と同じ利点を有し、特に、成形された加工物は悪臭を有さないか、その悪臭は少なくとも著しく低減される。
【0015】
本発明の加工物は、あらゆる樹脂、特にスチレンを含む樹脂から成ってよい。例えば、加工物は、ポリエステル及び/又はビニルエステル、特に硬化されたポリエステル樹脂及び/又は硬化されたビニルエステル樹脂から成ってよい。好適には、加工物は、風車のロータ翼である。
【0016】
本発明の別の特徴、特性及び利点は、添付の図面に関連した実施の形態の以下の説明から明らかになるであろう。概して、全ての言及された特徴は、それ自体でも、互いにあらゆる組み合わせても有利である。
【図面の簡単な説明】
【0017】
【図1】風車のロータ翼を製造するための閉鎖された型の断面図を概略的に示している。
【図2】流通プロセス中における風車ロータ翼を製造するための閉鎖された型の断面図を概略的に示している。
【発明を実施するための形態】
【0018】
ここで本発明の実施の形態を図1及び図2を参照しながら説明する。図面における対象物の寸法は、分かりやすくするために選択されており、必ずしも相対的な寸法を反映していない。
【0019】
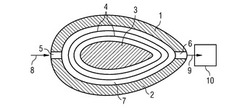
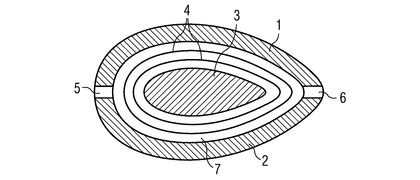
図1は、風車のロータ翼を製造するための閉鎖された型の断面図を概略的に示している。風車のロータ翼を製造するために、ガラス繊維、好適には多数のガラス繊維層4が型内に準備される。型は、上側型エレメント1と、下側型エレメント2と、コアエレメント3とを有している。
【0020】
まず、多数のガラス繊維層4が、下側型エレメント2内に配置される。次いで、コアエレメント3が、下側型エレメント2内のガラス繊維層4上に配置される。次いで、多数のガラス繊維層4が、コアエレメント3上に配置され、コアエレメント3の周囲に準備される。その後、型は、上側型エレメント1を下側型エレメント2に取り付けることによって閉鎖される。
【0021】
下側型エレメント2と上側型エレメント1とを有する閉鎖された型は、内部キャビティ7を有している。内部キャビティ7は空気で満たされている。さらに、閉鎖された型は、入口開口5と、出口開口6とを有している。
【0022】
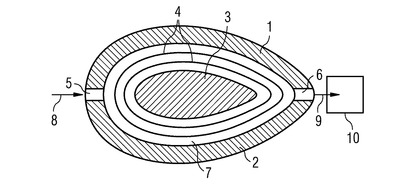
図2は、流通プロセスの間の型を断面図で概略的に示している。図2において、入口5は、無酸素ガス、特に不活性ガス、例えば窒素を、内部キャビティ7内に噴射するために使用される。噴射されるガスの流れ方向は矢印8で示されている。内部キャビティ7内の空気は、出口6を通って内部キャビティ7から流出させられる。内部キャビティ7から流出するガスの流れ方向は矢印9で示されている。閉鎖された型キャビティに無酸素ガス、例えば窒素を流通させることによって、閉鎖された型キャビティ7内の実質的に全ての空気が、噴射されたガス、例えば窒素によって置き換えられる。
【0023】
出口6には、酸素含有量モニタ10が配置されている。閉鎖された型キャビティに無酸素ガスを流通させる場合、閉鎖された型の出口6は酸素含有量モニタ10によって監視される。これにより、流出させられる空気における酸素のレベルが監視される。好適には、酸素が完全に除去されるか、又は酸素が所定レベルよりも低くなるまで、キャビティ7は流通される。これは、好適には、流れ方向9に出口6から流出するガスにおける酸素の濃度を測定することによって達成することができる。
【0024】
閉鎖されたキャビティに例えば窒素を流通させた後、閉鎖された型キャビティ7に樹脂が噴射される。使用される樹脂は、スチレンを含むことができる。樹脂は、好適にはポリエステル樹脂であることができる。択一的に、ビニルエステル樹脂を閉鎖された型キャビティ7内に噴射することができる。その後、成形された構造物が硬化される。
【0025】
噴射された樹脂は、噴射又は硬化の間、酸素又はその他の化学的に反応性のガスと接触しないので、成形された構造物又は加工物、例えば製造された風車のロータ翼は、悪臭を有さない。少なくとも、消失せずとも、悪臭は著しく低減される。さらに、前記成形方法は、成形された加工物、例えば風車のロータ翼の表面がより優れた硬化を生じるという肯定的な副作用を有する。
【0026】
付加的に、樹脂の硬化時間を、所定量の触媒を加えることによって制御することができる。
【符号の説明】
【0027】
1 上側型エレメント、 2 下側型エレメント、 3 コアエレメント、 4 ガラス繊維層、 5 入口開口、 6 出口開口、 7 内部キャビティ、 8 噴射されるガスの流れ方向、 9 流出するガスの流れ方向、 10 酸素含有量モニタ
【技術分野】
【0001】
本発明は、加工物、特に風車のロータ翼を製造する方法に関する。本発明は、さらに、加工物、例えば風車のロータ翼に関する。
【背景技術】
【0002】
多くの加工物、特に、例えば風車のロータ翼のような層状構造を有する加工物は、通常、ガラス繊維レイアップ法によって閉鎖された型内に樹脂を成形することによって製造される。風車のロータ翼のような加工物を製造するために使用することができる樹脂の1つの種類は、ポリエステル樹脂である。ポリエステル樹脂は、風車のロータ翼の製造のためにガラス繊維レイアップ法において使用することができる極めて成形容易な樹脂である。樹脂の硬化時間は、所定量の触媒を加えることによって制御することができる。しかしながら、ポリエステル樹脂の使用に関する欠点は、この樹脂が極めて悪い匂いを有するということであり、新たに成形された部品及び使用される作業空間もそうである。
【発明の概要】
【発明が解決しようとする課題】
【0003】
従って、本発明の第1の課題は、前記欠点を低減する、加工物を製造するための方法を提供することである。本発明の第2の課題は、前記欠点を低減する加工物を提供することである。
【課題を解決するための手段】
【0004】
第1の課題は、請求項1に記載の、加工物を製造する方法によって解決される。第2の課題は、請求項13に記載の加工物によって解決される。従属請求項は、本発明のさらなる発展形を定義している。
【0005】
本発明による加工物を製造する方法は、型内にガラス繊維を準備するステップと、ガラス繊維の周囲に閉鎖された型キャビティを準備するステップと、閉鎖された型キャビティに無酸素ガスを流通させるステップと、閉鎖された型キャビティ内に樹脂を噴射するステップと、成形された加工物を硬化させるステップとを有する。
【0006】
本発明の方法は、特にポリエステル樹脂を用いた成形の従来技術の前記欠点を実質的に排除する。
【0007】
有利には、閉鎖された型キャビティに無酸素ガスを流通させるステップは、閉鎖された型キャビティに樹脂を噴射する前に行うことができる。樹脂、例えばポリエステル樹脂を噴射する前に無酸素ガスをキャビティに流通させることにより、成形された加工物の悪臭がなくなる。少なくとも、悪臭は著しく減少される。樹脂、特にポリエステル樹脂を噴射し、硬化する間に酸素が存在すると、悪臭が生じる。さらに、本発明による成形方法は、成形された部材、例えば成形されたロータ翼の表面が、より優れた硬化を生じるという肯定的な副作用を有する。
【0008】
例えば、型内にガラス繊維を準備するステップは、型内に多数のガラス繊維層を配置するステップを含んでよい。付加的に、例えば加工物の安定性を高めるために、型内に、ガラス繊維以外の材料の別の層を配置することができる。好適には、加工物は風車のロータ翼であってよい。
【0009】
閉鎖された型キャビティに流通させるために使用される無酸素ガスは、有利には不活性ガスであることができ、これは、このガスが、より低い化学的反応性を有することを意味する。好適には、閉鎖された型キャビティに、不活性ガス、例えば窒素を流通させることができる。
【0010】
閉鎖された型キャビティは、例えば無酸素ガスによって完全に置き換えられてよい。これは、閉鎖された型キャビティにおけるガスと噴射される樹脂との化学反応を効果的に低減する。これにより、成形される加工物の悪臭が低減される。
【0011】
無酸素ガスの流通の間、閉鎖された型キャビティの内部におけるガス、例えば空気は、閉鎖された型キャビティから流出する。無酸素ガスの流通の間に閉鎖された型キャビティから流出するガスにおける酸素の濃度を監視することができる。閉鎖された型キャビティは、無酸素ガスの流通の間に、閉鎖された型キャビティから流出するガスのための出口を有することができる。好適には、酸素の濃度はこの出口において監視される。有利には、酸素の濃度を、酸素含有量モニタによって監視することができる。
【0012】
好適には、無酸素ガスの流通の間に閉鎖された型キャビティから流出するガスにおける酸素の濃度が所定値よりも低くなるまで、閉鎖された型キャビティに無酸素ガスが流通させられる。有利には、流出するガスにおける酸素が完全に除去されるまで、閉鎖された型キャビティは流通される。
【0013】
樹脂、特にスチレン、例えばポリエステル樹脂及び/又はビニルエステル樹脂を含む樹脂を、閉鎖された型キャビティ内に噴射することができる。概して、樹脂の硬化時間を、触媒を加えることによって制御することができる。
【0014】
本発明の加工物は、前述の方法によって製造される。本発明の加工物は、前述の本発明による方法と同じ利点を有し、特に、成形された加工物は悪臭を有さないか、その悪臭は少なくとも著しく低減される。
【0015】
本発明の加工物は、あらゆる樹脂、特にスチレンを含む樹脂から成ってよい。例えば、加工物は、ポリエステル及び/又はビニルエステル、特に硬化されたポリエステル樹脂及び/又は硬化されたビニルエステル樹脂から成ってよい。好適には、加工物は、風車のロータ翼である。
【0016】
本発明の別の特徴、特性及び利点は、添付の図面に関連した実施の形態の以下の説明から明らかになるであろう。概して、全ての言及された特徴は、それ自体でも、互いにあらゆる組み合わせても有利である。
【図面の簡単な説明】
【0017】
【図1】風車のロータ翼を製造するための閉鎖された型の断面図を概略的に示している。
【図2】流通プロセス中における風車ロータ翼を製造するための閉鎖された型の断面図を概略的に示している。
【発明を実施するための形態】
【0018】
ここで本発明の実施の形態を図1及び図2を参照しながら説明する。図面における対象物の寸法は、分かりやすくするために選択されており、必ずしも相対的な寸法を反映していない。
【0019】
図1は、風車のロータ翼を製造するための閉鎖された型の断面図を概略的に示している。風車のロータ翼を製造するために、ガラス繊維、好適には多数のガラス繊維層4が型内に準備される。型は、上側型エレメント1と、下側型エレメント2と、コアエレメント3とを有している。
【0020】
まず、多数のガラス繊維層4が、下側型エレメント2内に配置される。次いで、コアエレメント3が、下側型エレメント2内のガラス繊維層4上に配置される。次いで、多数のガラス繊維層4が、コアエレメント3上に配置され、コアエレメント3の周囲に準備される。その後、型は、上側型エレメント1を下側型エレメント2に取り付けることによって閉鎖される。
【0021】
下側型エレメント2と上側型エレメント1とを有する閉鎖された型は、内部キャビティ7を有している。内部キャビティ7は空気で満たされている。さらに、閉鎖された型は、入口開口5と、出口開口6とを有している。
【0022】
図2は、流通プロセスの間の型を断面図で概略的に示している。図2において、入口5は、無酸素ガス、特に不活性ガス、例えば窒素を、内部キャビティ7内に噴射するために使用される。噴射されるガスの流れ方向は矢印8で示されている。内部キャビティ7内の空気は、出口6を通って内部キャビティ7から流出させられる。内部キャビティ7から流出するガスの流れ方向は矢印9で示されている。閉鎖された型キャビティに無酸素ガス、例えば窒素を流通させることによって、閉鎖された型キャビティ7内の実質的に全ての空気が、噴射されたガス、例えば窒素によって置き換えられる。
【0023】
出口6には、酸素含有量モニタ10が配置されている。閉鎖された型キャビティに無酸素ガスを流通させる場合、閉鎖された型の出口6は酸素含有量モニタ10によって監視される。これにより、流出させられる空気における酸素のレベルが監視される。好適には、酸素が完全に除去されるか、又は酸素が所定レベルよりも低くなるまで、キャビティ7は流通される。これは、好適には、流れ方向9に出口6から流出するガスにおける酸素の濃度を測定することによって達成することができる。
【0024】
閉鎖されたキャビティに例えば窒素を流通させた後、閉鎖された型キャビティ7に樹脂が噴射される。使用される樹脂は、スチレンを含むことができる。樹脂は、好適にはポリエステル樹脂であることができる。択一的に、ビニルエステル樹脂を閉鎖された型キャビティ7内に噴射することができる。その後、成形された構造物が硬化される。
【0025】
噴射された樹脂は、噴射又は硬化の間、酸素又はその他の化学的に反応性のガスと接触しないので、成形された構造物又は加工物、例えば製造された風車のロータ翼は、悪臭を有さない。少なくとも、消失せずとも、悪臭は著しく低減される。さらに、前記成形方法は、成形された加工物、例えば風車のロータ翼の表面がより優れた硬化を生じるという肯定的な副作用を有する。
【0026】
付加的に、樹脂の硬化時間を、所定量の触媒を加えることによって制御することができる。
【符号の説明】
【0027】
1 上側型エレメント、 2 下側型エレメント、 3 コアエレメント、 4 ガラス繊維層、 5 入口開口、 6 出口開口、 7 内部キャビティ、 8 噴射されるガスの流れ方向、 9 流出するガスの流れ方向、 10 酸素含有量モニタ
【特許請求の範囲】
【請求項1】
加工物を製造する方法において、
型(1,2)内にガラス繊維(4)を準備するステップと、
該ガラス繊維(4)の周囲に閉鎖された型キャビティ(7)を準備するステップと、
該閉鎖された型キャビティ(7)内に無酸素ガスを流通させるステップと、
前記閉鎖された型キャビティ(7)内に樹脂を噴射するステップと、
成形された加工物を硬化させるステップとを有することを特徴とする、加工物を製造する方法。
【請求項2】
前記型(1,2)内に多数のガラス繊維層(4)が配置される、請求項1記載の方法。
【請求項3】
前記加工物が、風車のロータ翼である、請求項1又は2記載の方法。
【請求項4】
前記閉鎖された型キャビティ(7)内に不活性ガスを流通させる、請求項1から3までのいずれか1項記載の方法。
【請求項5】
前記閉鎖された型キャビティ(7)内に窒素を流通させる、請求項4記載の方法。
【請求項6】
前記閉鎖された型キャビティ(7)内の空気が、無酸素ガスによって完全に置き換えられる、請求項1から5までのいずれか1項記載の方法。
【請求項7】
無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスにおける酸素の濃度が監視される、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記閉鎖された型キャビティ(7)が、無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスのための出口(6)を有しており、該出口(6)において酸素の濃度を監視する、請求項7記載の方法。
【請求項9】
酸素の濃度を、酸素含有量モニタ(10)によって監視する、請求項7又は8記載の方法。
【請求項10】
無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスにおける酸素の濃度が所定値よりも低くなるまで、前記閉鎖された型キャビティ(7)内に無酸素ガスを流通させる、請求項1から9までのいずれか1項記載の方法。
【請求項11】
スチレンを含む樹脂が、前記閉鎖された型キャビティ(7)内に噴射される、請求項1から10までのいずれか1項記載の方法。
【請求項12】
樹脂の硬化時間が、触媒を加えることによって制御される、請求項1から11までのいずれか1項記載の方法。
【請求項13】
請求項1から12までのいずれか1項記載の方法によって製造された加工物。
【請求項14】
前記加工物が、スチレンを含む樹脂から成る、請求項13記載の加工物。
【請求項15】
前記加工物が、風車のロータ翼である、請求項13又は14記載の加工物。
【請求項1】
加工物を製造する方法において、
型(1,2)内にガラス繊維(4)を準備するステップと、
該ガラス繊維(4)の周囲に閉鎖された型キャビティ(7)を準備するステップと、
該閉鎖された型キャビティ(7)内に無酸素ガスを流通させるステップと、
前記閉鎖された型キャビティ(7)内に樹脂を噴射するステップと、
成形された加工物を硬化させるステップとを有することを特徴とする、加工物を製造する方法。
【請求項2】
前記型(1,2)内に多数のガラス繊維層(4)が配置される、請求項1記載の方法。
【請求項3】
前記加工物が、風車のロータ翼である、請求項1又は2記載の方法。
【請求項4】
前記閉鎖された型キャビティ(7)内に不活性ガスを流通させる、請求項1から3までのいずれか1項記載の方法。
【請求項5】
前記閉鎖された型キャビティ(7)内に窒素を流通させる、請求項4記載の方法。
【請求項6】
前記閉鎖された型キャビティ(7)内の空気が、無酸素ガスによって完全に置き換えられる、請求項1から5までのいずれか1項記載の方法。
【請求項7】
無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスにおける酸素の濃度が監視される、請求項1から6までのいずれか1項記載の方法。
【請求項8】
前記閉鎖された型キャビティ(7)が、無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスのための出口(6)を有しており、該出口(6)において酸素の濃度を監視する、請求項7記載の方法。
【請求項9】
酸素の濃度を、酸素含有量モニタ(10)によって監視する、請求項7又は8記載の方法。
【請求項10】
無酸素ガスの流通の間に前記閉鎖された型キャビティ(7)から流出するガスにおける酸素の濃度が所定値よりも低くなるまで、前記閉鎖された型キャビティ(7)内に無酸素ガスを流通させる、請求項1から9までのいずれか1項記載の方法。
【請求項11】
スチレンを含む樹脂が、前記閉鎖された型キャビティ(7)内に噴射される、請求項1から10までのいずれか1項記載の方法。
【請求項12】
樹脂の硬化時間が、触媒を加えることによって制御される、請求項1から11までのいずれか1項記載の方法。
【請求項13】
請求項1から12までのいずれか1項記載の方法によって製造された加工物。
【請求項14】
前記加工物が、スチレンを含む樹脂から成る、請求項13記載の加工物。
【請求項15】
前記加工物が、風車のロータ翼である、請求項13又は14記載の加工物。
【図1】


【図2】
【図2】
【公開番号】特開2012−11781(P2012−11781A)
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願番号】特願2011−145670(P2011−145670)
【出願日】平成23年6月30日(2011.6.30)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
【公開日】平成24年1月19日(2012.1.19)
【国際特許分類】
【出願日】平成23年6月30日(2011.6.30)
【出願人】(390039413)シーメンス アクチエンゲゼルシヤフト (2,104)
【氏名又は名称原語表記】Siemens Aktiengesellschaft
【住所又は居所原語表記】Wittelsbacherplatz 2, D−80333 Muenchen, Germany
【Fターム(参考)】
[ Back to top ]