
加工部耐食性に優れた表面処理鋼板
【課題】
Al、Mg、Siを添加した高耐食性めっき鋼材において、加工部耐食性が優れた表面処理鋼板を提供すること。
【解決手段】
Zn合金めっき層を有するめっき鋼板のめっき層が〔Al/Zn/Zn2 Mgの三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔Zn2 Mg相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されている。
Al、Mg、Siを添加した高耐食性めっき鋼材において、加工部耐食性が優れた表面処理鋼板を提供すること。
【解決手段】
Zn合金めっき層を有するめっき鋼板のめっき層が〔Al/Zn/Zn2 Mgの三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔Zn2 Mg相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、めっき鋼板に係わり、更に詳しくは優れた加工部耐食性を有し、種々の用途、例えば家電用や自動車用、建材用鋼板として適用できるめっき鋼板に関するものである。
【背景技術】
【0002】
耐食性の良好なめっき鋼材として最も使用されるものに亜鉛系めっき鋼板がある.これらのめっき鋼板は自動車、家電、建材分野など種々の製造業において使用されている.
特にAlを添加しためっきは耐食性が高いため近年使用量が増加している.
【0003】
こうした亜鉛系めっき鋼板の耐食性を向上させることを目的として本発明者らは,特許第3179446号において溶融Zn−Al−Mg−Siめっき鋼板を提案した.
【0004】
また,表面の平滑性を向上させることを目的として本発明者らは,特開2003−293108号において高融点の金属間化合物を添加しためっき鋼板,特開2003−328100号においてAl系金属間化合物を添加しためっき鋼板を提案した.
また、上記及びその他これまで開示されためっき鋼板に更に高度な防錆機能を付与させるために、6価クロム酸塩等を用いたクロメート処理をめっき後に施すことが広く行われ、更に必要に応じて意匠性、耐汚染性、潤滑性等の高付加価値機能を付与すべく有機樹脂による被覆が行われたりしている。
【0005】
【特許文献1】特許第3179446号公報
【特許文献2】特開2003−293108号公報
【特許文献3】特開2003−328100号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記及びその他これまで開示されためっき鋼板及び塗装鋼板では、加工部耐食性が十分に確保されていない。
【0007】
Mgを添加した亜鉛系めっき鋼板では,めっき中にMgZn2相が晶出する.このMgZn2相は硬くて脆いため,Mgを添加した亜鉛系めっき鋼板にT曲げのような厳しい加工を行った場合,めっきにクラックが生じ,これを原因とする加工後の耐食性劣化が起こりやすいという問題点を有している.
【0008】
このような硬くて脆いMgZn2相を含有する鋼板に有機樹脂による被覆を行っても加工部でめっきに生じたクラックを保護することが難しいため,加工後の耐食性劣化が改善できないという課題を有している.
【0009】
そこで、本発明は、上記問題点に鑑みなされたものであり、めっき中にMgZn2相が晶出した亜鉛系めっき鋼材,及びめっき中にMgZn2相が晶出した亜鉛系めっき鋼板に塗装を施した表面処理鋼板の加工部耐食性を向上させることを目的としている。
【0010】
また,近年、環境問題の高まりを背景に、クロメート処理の使用を控える動きがある。そこで、本発明は、クロメート処理を行わずに表面処理鋼板の加工部耐食性を向上させることも目的の1つである。
【課題を解決するための手段】
【0011】
本発明者らは、加工部耐食性が優れた表面処理鋼板の開発について鋭意研究を重ねた結果、〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕,が混在しためっき層の〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下,他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を表面に有することにより加工部耐食性が向上するという新たな知見を見出し、更に、そのめっき層の上に下地処理を施し、その上層に水性樹脂とシリカ粒子を最適化した塗料を塗布、乾燥することにより得られる皮膜を設けることで、より高度な耐食性を付与させることができるという新たな知見を見出し、本発明を完成するに至ったものである。
【0012】
すなわち、本発明の趣旨とするところは、以下のとおりである。
【0013】
(1)鋼板の片面または両面に、Al:4〜10質量%、Mg:1〜5質量%及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【0014】
(2)鋼板の片面または両面に、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【0015】
(3)前記(1)乃至(2)のいずれかに記載の金属間化合物の結晶系が、立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることを特徴とする加工部耐食性に優れた表面処理鋼板.
【0016】
(4)前記(1)乃至(3)のいずれかに記載の金属間化合物の含有量が、1質量%以下であることを特徴とする加工部耐食性に優れた表面処理鋼板.
【0017】
(5)ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を結晶核とし、Al相のデンドライトの一次アームが[110]方向に成長していることを特徴とする前記(1)乃至(4)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0018】
(6)水性樹脂(a)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする前記(1)乃至(5)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0019】
(7)水性樹脂(a)がポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂であることを特徴とする前記(1)乃至(6)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0020】
(8)ポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂のポリエステル骨格に対するポリエーテル骨格の質量比率が10:90〜70:30であることを特徴とする前記(1)乃至(7)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0021】
(9)水性樹脂(a)のガラス転移温度(Tg)が70℃以上200℃以下であることを特徴とする前記(1)乃至(8)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0022】
(10)水性塗料が、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(c)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする前記(1)乃至(9)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0023】
(11)下地処理層としてCr付着量5〜100mg/m2のクロメート皮膜を有することを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0024】
(12)下地処理層として付着量0.2〜5.0g/m2のりん酸塩皮膜の化成皮膜を有することを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0025】
(13)下地処理層として水性樹脂(d)を含有する下地処理液を塗布、乾燥することにより形成される樹脂系皮膜層を有し、その皮膜層の乾燥後の付着量が10〜3000mg/m2であることを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0026】
(14)水性樹脂(d)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする前記(13)に記載の加工部耐食性に優れた表面処理鋼板。
【0027】
(15)前記(13)または(14)に記載の下地処理液に、更にシランカップリング剤(e)を水性樹脂(d)100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0028】
(16)シランカップリング剤(e)が反応性官能基として、エポキシ基及びアミノ基からなる群より選択される少なくとも1種を含有することを特徴とする前記(15)に記載の加工部耐食性に優れた表面処理鋼板。
【0029】
(17)前記(13)乃至(16)のいずれかに記載の下地処理液に、更にポリフェノール化合物(f)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0030】
(18)前記(13)乃至(17)のいずれかに記載の下地処理液に、更にリン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0031】
(19)ヘキサフルオロ金属酸がTi、Si、Zr、Nbの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする前記(18)に記載の加工部耐食性に優れた表面処理鋼板。
【0032】
(20)前記(13)乃至(19)のいずれかに記載の下地処理液に、更にリン酸塩化合物(h)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0033】
(21)リン酸塩化合物(h)がカチオン成分としてMg、Mn、Al、Ca、Niの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする前記(20)に記載の加工部耐食性に優れた表面処理鋼板。
【0034】
(22)前記(13)乃至(21)のいずれかに記載の下地処理液に、更にSi、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0035】
(23)上層として塗布する水性塗料に、更に、固形潤滑剤(j)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする前記(1)乃至(22)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0036】
(24)固形潤滑剤(j)が粒径0.1〜5.0μmのポリオレフィンワックスであることを特徴とする前記(23)に記載の加工部耐食性に優れた表面処理鋼板。
【発明の効果】
【0037】
本発明により,めっき中にMgZn2相が晶出した亜鉛系めっき鋼材において,加工部耐食性が優れた表面処理鋼板を製造することが可能となり,工業上極めて優れた効果を奏することができる.
【発明を実施するための最良の形態】
【0038】
以下に本発明を詳細に説明する。
【0039】
本発明において,表面処理鋼板とは,鋼板上に亜鉛系めっき層と下地処理層,及び樹脂系皮膜からなる層を順次付与したものである.本発明の下地鋼板としては,熱延鋼板,冷延鋼板共に使用でき,鋼種もAlキルド鋼,Ti,Nb等を添加した極低炭素鋼板,およびこれらにP,Si,Mn等の強化元素を添加した高強度鋼,ステンレス鋼等種々のものが適用できる.
【0040】
下層の亜鉛系めっき層は,Al:4〜10質量%、Mg:1〜5質量%、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し,残部がZn及び不可避不純物からなるめっき層であって、そのめっき層が〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層であるか、或いは、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し,残部がZnおよび不可避不純物からなるめっき層であって、そのめっき層が〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層であることを特徴とする。
Zn−Al−Mg系めっき層においてAlの含有量を4〜10質量%に限定した理由は、Alの含有量が10質量%を超えるとめっき密着性の低下が見られるため、Siを添加していないめっき層中のAlの含有量は10質量%以下にする必要があるためである。また、4質量%未満では初晶としてAl相が晶出しないため、Al層による加工部耐食性向上効果が見られないためである。
【0041】
従って、本発明におけるめっき層においては、特にAl濃度が10質量%を超えるような高濃度の場合には、めっき密着性を確保するために、めっき層中にSiを添加することが必須である。
【0042】
一方、Zn−Al−Mg−Si系めっき層において、Alの含有量を4〜22質量%に限定した理由は、4質量%未満では初晶としてAl相が晶出しないため、Al層による加工部耐食性向上効果が見られないためであり、22質量%を超えると耐食性を向上させる効果が飽和するためである。
【0043】
Siの含有量を0.5質量%以下(但し、0質量%を除く)に限定した理由は、Siは密着性を向上させる効果があるが、0.5質量%を超えると密着性を向上させる効果が飽和するからである。望ましくは0.00001〜0.5質量%である、さらに望ましくは0.0001〜0.5質量%である。
【0044】
Siの添加はAlの含有量が10質量%を超えるめっき層には必須であるが、Alの含有量が10%以下のめっき層においてもめっき密着性向上に効果が大きいため、加工が厳しい部材に使用する等、高いめっき密着性を必要とする場合にはSiを添加することが有効である。また、Si添加によりめっき層の凝固組織中に〔Mg2 Si相〕が晶出する。この〔Mg2 Si相〕は耐食性向上に効果があるため、Siの添加量を多くし、めっき層の凝固組織中に〔Mg2 Si相〕が混在した金属組織を作製することがより望ましい。
Mgの含有量を1〜5質量%に限定した理由は、1質量%未満では耐食性を向上させる効果が不十分であるためであり、5質量%を超えるとめっき層が脆くなって密着性が低下するためである。前述の〔Mg2 Si相〕はMgの添加量が多いほど晶出しやすいため,さらなる耐食性向上を目的とした場合,Mgの含有量を2〜5質量%とすることが望ましい。
【0045】
本めっき層は、〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Zn相〕、〔Al相〕、〔MgZn2相〕、〔Mg2 Si相〕、金属間化合物の1つ以上を含む金属組織ができる。
【0046】
ここで、〔Al/Zn/MgZn2の三元共晶組織〕とは、Al相と、Zn相と金属間化合物MgZn2相との三元共晶組織であり、この三元共晶組織を形成しているAl相は例えばAl−Zn−Mgの三元系平衡状態図における高温での「Al″相」(Zn相を固溶するAl固溶体であり、少量のMgを含む)に相当するものである。この高温でのAl″相は常温では通常は微細なAl相と微細なZn相に分離して現れる。また、該三元共晶組織中のZn相は少量のAlを固溶し、場合によってはさらに少量のMgを固溶したZn固溶体である。該三元共晶組織中のMgZn2相は、Zn−Mgの二元系平衡状態図のZn:約84重量%の付近に存在する金属間化合物相である。状態図で見る限りそれぞれの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられるがその量は通常の分析では明確に区別できないため、この3つの相からなる三元共晶組織を本明細書では〔Al/Zn/MgZn2の三元共晶組織〕と表す。
【0047】
また、〔Al相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、これは例えばAl−Zn−Mgの三元系平衡状態図における高温での「Al″相」(Zn相を固溶するAl固溶体であり、少量のMgを含む)に相当するものである。この高温でのAl″相はめっき浴のAlやMg濃度に応じて固溶するZn量やMg量が相違する。この高温でのAl″相は常温では通常は微細なAl相と微細なZn相に分離するが、常温で見られる島状の形状は高温でのAl″相の形骸を留めたものであると見てよい。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられるが通常の分析では明確に区別できないため、この高温でのAl″相に由来し且つ形状的にはAl″相の形骸を留めている相を本明細書では〔Al相〕と呼ぶ。この〔Al相〕は前記の三元共晶組織を形成しているAl相とは顕微鏡観察において明瞭に区別できる。
【0048】
また、〔Zn相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、実際には少量のAlさらには少量のMgを固溶していることもある。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられる。この〔Zn相〕は前記の三元共晶組織を形成しているZn相とは顕微鏡観察において明瞭に区別できる。本発明のめっき層には,製造条件により〔Zn相〕が含まれる場合も有るが,実験では加工部耐食性向上に与える影響はほとんど見られなかったため、めっき層に〔Zn相〕が含まれても特に問題はない。
【0049】
また、〔MgZn2相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、実際には少量のAlを固溶していることもある。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられる。この〔MgZn2相〕は前記の三元共晶組織を形成しているMgZn2相とは顕微鏡観察において明瞭に区別できる。
【0050】
また、〔Mg2 Si相〕とは、Siを添加しためっき層の凝固組織中に明瞭な境界をもって島状に見える相である。状態図で見る限りZn、Al、その他の添加元素は固溶していないか、固溶していても極微量であると考えられる。この〔Mg2 Si相〕はめっき中では顕微鏡観察において明瞭に区別できる。
【0051】
本発明の表面処理めっき鋼板は、めっき中に硬くて脆いMgZn2相が晶出するため、厳しい加工を行った場合、めっきにクラックが生じ、これを原因とする加工後の耐食性劣化が起こりやすい。
【0052】
この加工部耐食性を向上させるためには、〔Al相〕中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を添加することが有効である。
ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物をめっき層に添加することにより加工部耐食性が向上する理由は、以下の2つの理由が考えられる。
1.この金属間化合物の添加によりAl相の結晶が微細で均一な等軸晶となり、軟らかいAl相が三元共晶組織、MgZn2相の間に均等に存在し、MgZn2相を伝播するクラックの終点となるため、クラックの成長が抑制される。
2.この金属間化合物の添加によりAl相の結晶が微細で均一な等軸晶となり、等軸晶となったAl相のデンドライトアームが太くなった結果、デンドライトの表面積が減少することによって、腐食が進行し易いAl相と三元共晶組織の界面の面積が減少し、腐食速度が小さくなる。
【0053】
また、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物をめっき層に添加することにより、Al相の結晶が微細で均一な等軸晶となる理由は、この格子面がAlの{110}面と整合性が良いためであると考えられる。Alは結晶構造がFCCであるため、{110}面が最も成長し易い。このAlの{110}面と整合性が良い格子面をもつ金属間化合物を添加することにより、この成長し易いAlの{110}面の核生成サイトとして働き、凝固開始時にAl相のデンドライトが[110]方向に多数成長すると考えられる。
【0054】
ブラベー格子の格子面を構成する格子方向の一方の面間隔を2.57Å以上3.15Å以下に限定した理由は、2.57Å未満、又は3.15Åを超えるとAlの{110}面と整合性が悪くなり、加工部耐食性が低下するためであり、他方の面間隔を3.64Å以上4.46Å以下に限定した理由は、3.64Å未満、又は4.46Åを超えるとAlの{110}面と整合性が悪くなり、加工部耐食性が低下するためである。
【0055】
また、Alの結晶系は立方晶であるため、金属間化合物の結晶系は、軸角に直角を持つ立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることが望ましい。
金属間化合物は少量の添加で効果を発揮し、添加量が多くなるとめっき後の外観が粗雑になる等の外観不良が発生するため、上限は1質量%が望ましい。
【0056】
本発明者等が多数のめっき中のAl相を調査した結果、大部分のAl相のデンドライトの中心から大きさ数μmの金属間化合物が観察された。さらにEBSP法を用いて金属間化合物とAl相の結晶方位を同定したところ、金属間化合物の格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面とAl相の{110}面が平行であり、Al相のデンドライトが[110]方向に成長していることが確認された。
【0057】
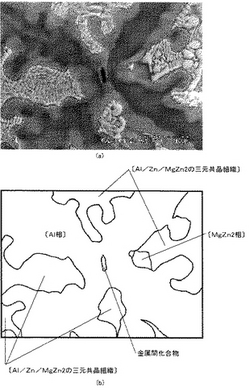
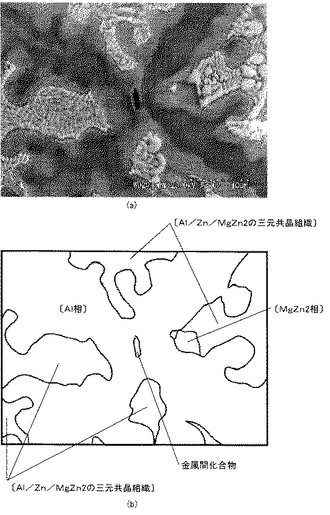
Al相中に存在する金属間化合物の一例として、Al−Zn−Mg−Si系めっき中のAl相中に存在するTiAl3を図1に示す。このTiAl3は,実際にはSiを固溶しているか化合物中のAlの一部がSiの置き換わっていると考えられるが、電子線回折や菊池パターン等で得られる結晶構造はTiAl3と同一であるため、ここではTiAl3と表す。図1の上段の図は、本発明におけるめっき鋼材のめっき層の顕微鏡写真(倍率3000倍)であり、該写真中の各組織の分布状態を図示したものが下段の図である。この図からも解るように、本発明におけるめっき鋼材のめっき層の顕微鏡写真によって明確にAl相を特定することができる。
【0058】
また、図1の金属間化合物とAl相の電子線回折結果を図2の極点図に示す。極点図より、図1に示したAl相のデンドライトは{110}面が[110]方向に成長していることが解る。また、図2の極点図の位置が良く一致することからAl相の{110}面は、TiAl3の{110}面、{102}面と同じ方位であることが解る。
EBSP法によりAl相とTiAl3の結晶方位を決定した結果、図1のAl相の{110}面は,TiAl3の{110}面,{102}面全てと平行であることが明らかになった。これは、TiAl3の{110}面、{102}面をAl相の核生成サイトとしてAl相のデンドライトが成長した結果であると考えられる。
【0059】
このようにEBSP法を使用することにより、金属間化合物の特定の格子面とAl相の格子面との整合性を解析することが可能となる。
【0060】
本発明において金属間化合物の大きさは特に限定しないが、発明者らが観察したものは、大きさ10μm以下であった。また、Al相中の金属間化合物の存在割合も特に限定しないが、過半数を超えるAl相に存在することが望ましい。
【0061】
金属間化合物の添加方法については特に限定するところはなく、金属間化合物の微粉末を浴中に混濁させる方法や、金属間化合物を浴に溶解させる方法等が適用できる。
本発明におけるめっき層の製造方法については、特に限定することなく、通常の無酸化炉方式の溶融めっき法が適用できる。下層としてNiプレめっきを施す場合も通常行われているプレめっき方法を適用すれば良い。
【0062】
めっきの付着量については特に制約は設けないが、耐食性の観点から10g/m2以上、加工性の観点から350g/m2以下で有ることが望ましい。
下地処理層としては、クロメート皮膜、りん酸塩皮膜、または、水性樹脂を含有する処理液をめっき表面に塗布した後に乾燥して形成する樹脂系皮膜を用いる。下地処理層はめっき面と皮膜の間に位置し加工時の密着性、耐食性向上に寄与する。
【0063】
下地処理に用いられるクロメート皮膜としては特に限定されず、公知の処理剤、処理方法から形成されるクロメート皮膜を用いることができる。例えば3価クロム水和酸化物を主成分とする後水洗型の電解還元型クロメート皮膜、反応型クロメート皮膜、3価クロムと6価クロム水和酸化物を主成分とするクロメート液を塗布し乾燥する無水洗型の塗布クロメート皮膜等を採用できる。更にクロメート皮膜はリン酸、エッチング性フッ化物、微粒シリカ等を含む複合クロメート皮膜であっても良い。付着量はCr換算で5〜100mg/m2である。5mg/m2未満では耐食性が得られないので好ましくない。100mg/m2超ではクロメート皮膜自身の凝集破壊が生じ易く密着性が得られない。クロメート皮膜は3価クロム/6価クロム比率の高い、水系塗料に溶解し難いものが望ましい。
【0064】
下地処理に用いられるりん酸塩皮膜は亜鉛、鉄、ニッケル、マンガン、カルシウム、マグネシウム等のリン酸塩で構成されるものである。処理剤及び処理方法としては特に限定されず、公知の処理剤、処理方法を用いることができる。例えば、処理方法としては反応型処理、塗布型処理、電解型処理等のいずれの処理を用いてもよい。処理工程としては特に限定されないが、鋼板に本発明の亜鉛系めっき等を施した後に、リン酸塩前処理(表面調整)、リン酸塩処理、水洗、乾燥の各工程を経て処理されるのが一般的である。上記リン酸塩前処理(表面調整)方法に特別な制限はなく、例えば、リン酸亜鉛水溶液やTiコロイド溶液が使用されるのが一般的であり、リン酸塩結晶の析出サイトとなる作用を有し、緻密な皮膜を形成させるために行われる。付着量は、0.2〜5g/m2の範囲が耐食性及び密着性の理由で望ましい。0.2g/m2未満では耐食性が得られない。5g/m2超ではりん酸塩皮膜の凝集破壊により、厳しい加工で密着性が得られない。
【0065】
下地処理に用いられる樹脂系皮膜の水性樹脂(d)としては、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。水性樹脂(d)の種類としては、特に限定されず、例えば、水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂等を挙げることができる。
【0066】
上記水性エポキシ樹脂としては特に限定されず、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0067】
上記水性フェノール樹脂としては特に限定されず、例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を挙げることができる。
【0068】
上記水性ポリエステル樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0069】
上記水性ウレタン樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を挙げることができる。
【0070】
上記水性アクリル樹脂としては特に限定されず、例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを挙げることができる。上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0071】
上記水性オレフィン樹脂としては特に限定されず、例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0072】
上記水性樹脂(d)は、1種又は2種以上用いてもよい。また、少なくとも1種の水性樹脂存在下で、少なくとも1種のその他の水性樹脂を変性することによって得られる水性複合樹脂を1種又は2種以上用いてもよい。更に、必要に応じて上記水性樹脂に架橋剤を添加しても良いし、樹脂骨格中に架橋剤を導入しても良い。上記架橋剤としては特に限定されず、例えば、メラミン、エポキシ、カルボジイミド、ブロックイソシアネート、オキサゾリン等を挙げることができる。
【0073】
下地処理に用いられる樹脂系皮膜には、更に、シランカップリング剤(e)を含有することが好ましい。シランカップリング剤は金属と有機物との両者に化学結合することが知られている。このようなシランカップリング剤を配合することにより、樹脂系皮膜のめっきとの密着性を飛躍的に向上させ、ひいては加工部の耐食性を向上させる。
【0074】
シランカップリング剤としては、特に限定されず、例えば、信越化学工業、日本ユニカー、チッソ、東芝シリコーン等から販売されているビニルトリメトキシシラン、ビニルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−アミノプロピルエトキシシラン、N−〔2−(ビニルベンジルアミノ)エチル〕−3−アミノプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、γ−メルカブトプロピルトリメトキシシラン等を挙げることができる。樹脂系皮膜との密着性の観点から、反応性官能基として、エポキシ基及び/又はアミノ基を含有するシランカップリング剤を用いるのがより好ましい。上記シランカップリング剤は、単独で用いてもよく、2種以上を併用してもよい。また、処理液の安定性を考慮して酢酸等の有機酸を添加することもできる。
【0075】
シランカップリング剤は水性樹脂100質量%に対して1〜300質量%含有することが望ましい。1質量%未満ではシランカップリング剤の量が不十分であるため、加工時に十分な密着性が得られず耐食性が劣る。300質量%を超えると密着性向上効果が飽和し不経済であったり、処理液の安定性を低下させることがある。
【0076】
下地処理に用いられる樹脂系皮膜には、更に、ポリフェノール化合物(f)を含有することが好ましい。ポリフェノール化合物は金属へのキレート作用及び水性樹脂の親水基との水素結合を生じる。このようなポリフェノール化合物を配合することにより、めっきと樹脂系皮膜、樹脂系皮膜と上層皮膜との密着性を飛躍的に向上させ、ひいては加工部の耐食性を向上させる。
ポリフェノール化合物は、ベンゼン環に結合したフェノール性水酸基を2以上有する化合物又はその縮合物である。上記ベンゼン環に結合したフェノール性水酸基を2以上有する化合物としては、例えば、没食子酸、ピロガロール、カテコール等を挙げることができる。ベンゼン環に結合したフェノール性水酸基を2以上有する化合物の縮合物としては特に限定されず、例えば、通常タンニン酸と呼ばれる植物界に広く分布するポリフェノール化合物等を挙げることができる。タンニン酸は、広く植物界に分布する多数のフェノール性水酸基を有する複雑な構造の芳香族化合物の総称である。上記タンニン酸は、加水分解性タンニン酸でも縮合型タンニン酸でもよい。上記タンニン酸としては特に限定されず、例えば、ハマメリタンニン、カキタンニン、チャタンニン、五倍子タンニン、没食子タンニン、ミロバランタンニン、ジビジビタンニン、アルガロビラタンニン、バロニアタンニン、カテキンタンニン等を挙げることができる。上記タンニン酸としては、市販のもの、例えば、「タンニン酸エキスA」、「Bタンニン酸」、「Nタンニン酸」、「工用タンニン酸」、「精製タンニン酸」、「Hiタンニン酸」、「Fタンニン酸」、「局タンニン酸」(いずれも大日本製薬株式会社製)、「タンニン酸:AL」(富士化学工業株式会社製)等を使用することもできる。上記ポリフェノール化合物は1種で使用しても良く、2種以上を併用してもよい。
ポリフェノール化合物は水性樹脂100質量%に対して1〜300質量%含有することが望ましい。1質量%未満ではポリフェノール化合物の量が不十分であるため、加工時に十分な密着性が得られず耐食性が劣る。300質量%を超えると逆に密着性や耐食性が低下したり、処理液の安定性を低下させることがある。
【0077】
下地処理に用いられる樹脂系皮膜には、更に、リン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を含有することが望ましい。このリン酸とヘキサフルオロ金属酸はそれぞれ単独で用いてもよいし、併用してもよい。これらの酸はめっき表面をエッチングにより活性化し、シランカップリング剤やポリフェノール化合物のめっきへの作用を促進させる。
【0078】
リン酸としては特に制限はされず、例えば、オルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸、ポリリン酸等が挙げることができる。リン酸は上記作用の他に、めっき表面にリン酸塩層を形成して不働態化させる作用を有するため、耐食性を向上させる。上記リン酸は1種で使用しても良く、2種以上を併用してもよい。
【0079】
ヘキサフルオロ金属酸としては特に制限されず、例えば、ヘキサフルオロリン酸、ヘキサフルオロチタン酸、ヘキサフルオロジルコン酸、ヘキサフルオロケイ酸、ヘキサフルオロニオブ酸、ヘキサフルオロアンチモン酸やそれらのアンモニウム塩、カリウム塩、ナトリウム塩、カルシウム塩、マグネシウム塩等が挙げられる。ヘキサフルオロ金属酸は上記作用の他に、めっき表面にヘキサフルオロ金属酸から供給される金属により安定な金属酸化皮膜層を形成するため、耐食性を向上させる。特に金属としてTi、Zr、Si、Nbを含むものが好ましい。上記ヘキサフルオロ金属酸は1種で使用しても良く、2種以上を併用してもよい。
リン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)は水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することが望ましい。0.1質量%未満ではこれらの酸の量が不十分であるため、耐食性が低下することがある。100質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0080】
下地処理に用いられる樹脂系皮膜には、更に、リン酸塩化合物(h)を含有することが望ましい。このリン酸塩化合物を配合することにより、樹脂系皮膜形成時にめっき表面に難溶性のリン酸塩皮膜を形成する。すなわち、リン酸塩のリン酸イオンによるめっきの溶解に伴い、めっき表面でpHが上昇し、その結果、リン酸塩の沈殿皮膜が形成され、耐食性が向上する。
【0081】
リン酸塩化合物としては、特に制限されず、例えば、オルトリン酸、ピロリン酸、メタリン酸、ポリリン酸などの金属塩、フィチン酸、ホスホン酸などの有機金属塩が挙げられる。カチオン種としては特に制限されず、例えば、Cu、Co、Fe、Mn、Sn、V、Mg、Ba、Al、Ca、Sr、Nb、Y、Ni及びZn等が挙げられる。カチオン種としてはMn、Mg、Al、Ca、Niを用いるのがより好ましい。上記リン酸塩化合物は、1種で使用しても良く、2種以上を併用してもよい。
リン酸塩化合物は水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することが好ましい。0.1質量%未満ではリン酸塩化合物の量が不十分であるため、耐食性が低下することがある。100質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0082】
下地処理に用いられる樹脂系皮膜には、更に、Si、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を含有することが好ましい。この金属酸化物粒子を配合することにより耐食性をより高めることができる。
【0083】
上記金属酸化物粒子としては特に限定されず、例えば、シリカ粒子、アルミナ粒子、チタニア粒子、ジルコニア粒子等を挙げることができる。上記金属酸化物粒子としては、平均粒子径が1〜300nm程度のものが好適である。これらは単独で用いてもよく、2種以上を併用してもよい。
【0084】
上記金属酸化物粒子は水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することが好ましい。1質量%未満では金属酸化物粒子の量が不十分であるため、耐食性を高める効果が得られないことがある。300質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0085】
また、樹脂系皮膜を形成するのに用いる水性樹脂を含有する処理液には必要に応じて、有機溶剤、界面活性剤、消泡剤などを添加してもよい。下地処理層の乾燥後の付着量は10〜3000mg/m2が好適である。10mg/m2未満では密着性が劣り加工部の耐食性が不十分である。一方、3000mg/m2を超えると不経済であるばかりか加工性も低下して耐食性も劣るようになる。
【0086】
下地処理層の塗布方法は特別限定するものではなく、一般に公知の塗装方法、例えば、ロールコート、エアースプレー、エアーレススプレー、浸漬などが適用できる。塗布後の乾燥・焼き付けは、樹脂の重合反応や硬化反応を考慮して、熱風炉、誘導加熱炉、近赤外線炉等公知の方法あるいはこれらを組み合わせた方法で行えばよい。
【0087】
次に、上層として形成する樹脂系皮膜について以下説明する。本発明者らは、鋭意研究を重ねた結果、水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜を用いることで加工部耐食性を向上させることが可能であることを見いだした。
【0088】
水性塗料の水性樹脂(a)としては、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。水性樹脂(a)の種類としては、特に限定されず、例えば、水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂等を挙げることができる。上記水性樹脂(a)は、1種又は2種以上用いてもよい。また、少なくとも1種の水性樹脂存在下で、その他の水性樹脂を変性することによって得られる水性複合樹脂を1種又は2種以上用いてもよい。上記水性樹脂(a)の中で特に、密着性、伸び、せん断強度、耐食性、耐摩耗性、耐薬品性のバランスを重視する場合は、ポリエステル骨格部分及びポリエーテル骨格部分とを有するポリウレタン樹脂を選択することが好ましい。
一般的にポリウレタン樹脂の物性の制御は、ハードセグメントとソフトセグメントのバランス及び架橋密度によって行われているため、構成される骨格及びイソシアネートの種類によって広範な特性が制御できる。本発明に使用されるポリウレタン樹脂の伸びと抗張力の調整は、可とう性を示すポリエステル骨格と強靭性を示すポリエーテル骨格及びウレタン結合部の含有量で制御され、後者の含有量が増えれば、伸びは小さいが抗張力の高い強靭な特性が得られる。
ポリエステル骨格はポリエステルポリオール化合物、ポリエーテル骨格はポリエーテルポリオール化合物からそれぞれ得ることができる。
【0089】
ポリエステルポリオール化合物としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、水添ビスフェノールA、トリメチロールプロパン、およびグリセリン等の低分子量ポリオールと、例えばコハク酸、グルタル酸、アジピン酸、セバチン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、およびヘキサヒドロフタル酸等の多塩基酸との反応によって得られるものであって、その末端にヒドロキシル基を有するものから選ばれる。
【0090】
ポリエーテルポリオール化合物としては、ビスフェノール骨格含有グリコール、例えば、メチレンビスフェノール、エチリデンビスフェノール、ブチリデンビスフェノール、イソプロピリデンビスフェノールなどのビスフェノールに、炭素原子数2〜4のアルキレンオキサイド(例えばエチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド)を付加したものが好ましく、アルキレンオキサイドの付加モル数が1〜10のものが好ましい。
ポリエーテル骨格とポリエステル骨格の質量比率は、10:90〜70:30の範囲がより好ましい。ポリエーテルの比率が上記範囲より多い場合、強靭であるが伸びが小さいため高度の成形加工性に劣る。
【0091】
ポリウレタン樹脂のエステル骨格とエーテル骨格を結合させるイソシアネート基としては、トリレジイソシアネート、ジフェニルメタジイソシアネート、キシリレンジイソシアネートなどの芳香族ジイソシアネートの単量体、2量体、3量体、及び、それらとポリエーテルポリオールやポリエステルポリオールなどとの反応物、及びそれらの水素添加誘導体である脂環族イソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネートなどの脂環族、及び、脂肪族イソシアネートの単量体、2量体、3量体とポリエーテルポリオールやポリエステルポリオールなどとの反応物、及び、それらの混合物も使用できる。配合量は、使用するポリエステルポリオール、ポリエーテルポリオールによるが、NCO換算でポリウレタン樹脂の5〜20質量%が樹脂物性として最適の加工特性を得られる。
【0092】
上記水性エポキシ樹脂としては特に限定されず、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0093】
上記水性フェノール樹脂としては特に限定されず、例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を挙げることができる。
【0094】
上記水性ポリエステル樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0095】
上記水性アクリル樹脂としては特に限定されず、例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを挙げることができる。上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0096】
上記水性オレフィン樹脂としては特に限定されず、例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0097】
上記水性樹脂(a)のガラス転移温度(Tg)は70℃以上200℃以下であることがより好ましい。70℃未満であると、加工時に素材の変形熱や素材と金型との摩擦熱により昇温され高温環境になった時に、十分な加工特性が得られない場合があり、200℃を超える場合は皮膜の成膜性が低下し、耐食性が得られない場合がある。
【0098】
微粒シリカ(b)は耐食性の向上及び皮膜の強靱化のために添加する。微粒シリカ(b)としては特に制限なく、皮膜が薄膜であることから、一次粒子径が3〜50nmのコロイダルシリカ、ヒュームドシリカ等のシリカ微粒子であることが好ましい。市販品としては、例えば、スノーテックスO、スノーテックスN、スノーテックスC、スノーテックスIPA−ST(日産化学工業)、アデライトAT−20N、AT−20A(旭電化工業)、アエロジル200(日本アエロジル)等を挙げることができる。
微粒シリカ(b)の量は水性樹脂(a)100質量%に対して5〜50質量%を添加する。5%未満の場合、耐食性及び加工性の向上効果が小さく、50%を超える量では樹脂のバインダー効果が小さくなり、耐食性が低下すると共に樹脂の伸びと強度が低下するため加工性が低下する。
【0099】
水性塗料には、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種(c)の架橋剤を含有することが好ましい。これらの架橋剤を配合することで、皮膜の架橋密度を上げることができ、耐食性、加工性が向上する。これらの架橋剤は単独で使用してもよいし、2種以上を併用してもよい。
上記アミノ樹脂としては特に限定されず、例えば、メラミン樹脂、ベンゾグアナミン樹脂、尿素樹脂、グリコールウリル樹脂等を挙げることができる。
上記ポリイソシアネート化合物としては特に限定されず、例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等を挙げることができる。また、そのブロック化物は、上記ポリイソシアネート化合物のブロック化物である。
上記エポキシ化合物は、オキシラン環を複数個有する化合物であれば特に限定されず、例えば、アジピン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、ソルビタンポリグルシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、グリセリンポリグリシジルエーテル、トリメチルプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、エチレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、プロピレンレングリコールジグリシジルエーテル、ポリプロピレンレングリコールジグリシジルエーテル、2,2−ビス−(4’−グリシジルオキシフェニル)プロパン、トリス(2,3−エポキシプロピル)イソシアヌレート、ビスフェノールAジグリシジルエーテル、水素添加ビスフェノールAジグリシジルエーテル等を挙げることができる。
上記カルボジイミド化合物としては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネート等のジイソシアネート化合物の脱二酸化炭素を伴う縮合反応によりイソシアネート末端ポリカルボジイミドを合成した後、更にイソシアネート基との反応性を有する官能基を持つ親水性セグメントを付加した化合物等を挙げることができる。
【0100】
これらの硬化剤の量は水性樹脂(a)の固形分100質量%に対して1〜40質量%が好ましい。1%未満の場合、量が不十分で添加効果が得られない場合があり、40%を超える量では過剰硬化で皮膜が脆くなり加工性及び耐食性が低下する。
本発明の水性塗料には、更に、摺動性向上のため、固形潤滑剤(j)を含有することが好ましい。
【0101】
上記固形潤滑剤(j)を含有することで樹脂系皮膜の潤滑性が向上し、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0102】
上記固形潤滑剤(j)としては特に制限なく、公知のフッ素系、炭化水素系、脂肪酸アミド系、エステル系、アルコール系、金属石鹸系及び無機系等の滑剤が挙げられる。加工性向上のための潤滑添加物の選択基準としては、添加した潤滑剤が成膜した樹脂膜に分散して存在するよりも樹脂膜表面に存在するような物質を選択するのが、成型加工物の表面と金型の摩擦を低減させ潤滑効果を最大限発揮させる点から必要である。即ち、潤滑剤が成膜した樹脂膜に分散して存在する場合、表面摩擦係数が高く樹脂膜が破壊され易く粉状物質が剥離堆積してパウダリング現象と言われる外観不良及び加工性低下を生じる。樹脂膜表面に存在するような物質としては、樹脂に相溶せずかつ表面エネルギーの小さいものが選ばれる。
【0103】
中でもポリオレフィンワックスを使用すると表面の動摩擦係数が低下し、加工性が大きく向上し、加工後の耐食性も良好にするためより好ましい。このワックスとしては、パラフィン、マイクロクリスタリンまたはポリエチレン等の炭化水素系のワックスが上げられる。加工時には、素材の変形熱と摩擦熱によって皮膜温度が上昇するため、ワックスの融点は70〜160℃がより好ましい。70℃未満では加工時に軟化溶融して固体潤滑剤としての優れた特性が発揮されない場合がある。また、160℃を超える融点のものは、硬い粒子が表面に存在することとなり摩擦特性を低下させるので高度の成形加工性は得られない場合がある。
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じたりする可能性がある。また、0.1μm未満の場合は、加工性が不十分である場合がある。
【0104】
上記固形潤滑剤(j)は水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することが好ましい。1%未満の場合、加工性向上効果が小さく、40%を超える量では加工性及び耐食性が低下する場合がある。
また、本発明の水性塗料には、溶接性の向上のために導電性物、意匠性向上のため着色顔料物を添加することもある。また、沈降防止剤、レベリング剤、増粘剤等の各種添加剤を添加しても本発明の効果は損なわない。
【0105】
本発明は水性塗料であるため、溶剤系に比較して表面張力が高く表面濡れ性が劣り、被塗面に所定量塗布を行う場合均一な塗布性が得られないことがある。しかし、高度の加工性及び耐食性等の性能を確保するためには、被塗表面に均一な塗布が行われることが不可欠である。このため、濡れ剤または増粘剤を配合添加することが公知である。濡れ剤としては表面張力を低下させるフッ素系、シリコン系等の公知の表面張力を低下させる界面活性剤が挙げられる。特にこれらの化合物の中で付加エチレンオキサイドのモル数が0〜20のアセチレングリコール・アルコール型界面活性剤を水系塗料組成物に対し0.05〜0.5%含有すると好ましい。尚、アセチレングリコール・アルコール型界面活性剤は、濡れ速度が大きくかつ消泡効果を同時に有することが特徴である。一方、フッ素系及びシリコン系の界面活性剤は,表面張力低下能力は優れているが、濡れ速度は小さく消泡性に劣り、更には、上塗り塗装密着性も劣るため適切でない。
【0106】
また、増粘剤は被塗面のはじき箇所に対して濡れ剤だけでは十分な表面被覆性が確保できない場合、または、ロールコーターに代表される塗布方法で塗膜厚が確保されない場合の対策として添加することがある。本発明の塗料は、通常、高速で被塗物に塗装されるため、セルロース系に代表されるチクソタイプの増粘剤では、高速ずり応力を受ける塗工条件では効果が小さい。この様な塗工条件では、ニュートニアタイプの増粘剤が適切であることは公知である。本発明に使用する増粘剤としては、分子量が1000〜20000のエーテル・ウレタン骨格を有する増粘剤が特に好ましい。
【0107】
通常、塗料に添加剤を配合する場合、本来の性能を低下させることが多いが、この増粘剤は加水分解が起こりにくい骨格のため塗膜中に残存した場合の影響が非常に小さいことが特徴である。添加量は水系塗料組成物の樹脂固形分に対し0.01〜0.2%であり、通常、塗工条件により決定される。0.01%未満では増粘効果が小さく、0.2%を超える量では粘度が大きくなりすぎるため、塗工性に支障が生じること及び高度の加工性と優れた耐食性が低下するため好ましくない。
【0108】
以上述べた化合物で構成される本発明の塗料は用途、塗装条件によって異なるが一般的には不揮発分濃度15〜30%、粘度10〜50cps、表面張力を80dyne/cm以下に調整することが望ましい。その理由は、狙い膜厚を制御し易く外観むらや塗料はじきのない均一な膜厚を得るためである。塗布の方法はロールコート法、浸漬法、エアーナイフ絞り、グルーブロール法、カーテン塗布法等の既存の方法を採用できるが、膜厚制御及び膜厚精度、むらのない外観が得られ易いリバースロールコート塗布が最も望ましい。塗布量は乾燥膜厚として0.2〜5g/m2塗布後ただちに熱風、遠赤外線炉、電気炉、燃焼炉、誘導加熱で板温80〜200℃、好ましくは、120〜160℃に焼き付けたのち水冷等の方法により強制冷却し乾燥して成膜させる。
【0109】
付着量0.2〜5g/m2の範囲を限定した理由は0.2g/m2未満では本発明が目的とする加工部耐食性が不十分である。5g/m2超では溶接ができず、ブロッキング等の問題が生じ易くなる。焼付板温の限定理由は80℃未満では樹脂のリフローと架橋反応が不十分のため粗面の欠陥の多い皮膜となり、200℃超では樹脂が熱分解、加熱酸化を受け性能が劣化する。最も望ましい樹脂の融解と架橋による均一で平滑な無欠陥皮膜は120〜160℃の範囲で得られる。
【0110】
以下、実施例により本発明を具体的に説明する。
【実施例1】
【0111】
まず、厚さ0.8mmの冷延鋼板を準備し、これに各種金属又は金属間間化合物を添加した450℃のZn−Mg−Alめっき浴、Zn−Mg−Al−Siめっき浴で3秒溶融めっきを行い、N2ワイピングでめっき付着量を片面80g/m2に調整した。得られためっき鋼板のめっき組成とAl相中に存在した金属間化合物を表1に示す。金属間化合物はEDXを使用して元素と組成を分析した。また、表1に各金属間化合物のAlの{110}面と近い面の面指数とその面を構成する格子方向の方向指数、及び面間隔を示す。
Al系金属間化合物の中にはめっき浴中に溶解し、再晶出した際にAlの一部がSiに置換されたと考えられるものも存在したが、結晶方位と面間隔に大きな変化が見られなかったため、実施例ではSiに置換されていないAl系金属間化合物として表記した。
Al相と金属間化合物の結晶方位は、研磨しためっき面からEBSP法を用いて決定し、Al相の{110}面と金属間化合物の各格子面の整合性を調査した。結果を表1に示す。Al相の{110}面と金属間化合物の各格子面が平行であったものを○、Al相の{110}面と金属間化合物の各格子面に関連性が見られなかったものを×とした。
次に、このめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布型クロメート処理を行い、その上に、製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.0g/m2の皮膜を有する表面処理鋼板を作製した。
ポリウレタン樹脂製造例1
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール80部、平均分子量700のビスフェノールAプロピレンオキサイド3モル付加物120部、及び2,2−ビス(ヒドロキシメチル)プロピオン酸12部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート100部を加え、110℃に加温して2時間反応させ、トリエチルアミンを11部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは85℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=40:60である。
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表1に示す。
番号5、11は金属間化合物のAlの{110}面と近い面を構成する格子面の格子方向の面間隔が、本発明の範囲外であるため加工部耐食性が不合格となった。番号20、26、32、38,44,50,56は耐食性の比較のためにいれた金属間化合物を添加していないめっき鋼板である。これら以外の本発明品は,加工部耐食性が優れた表面処理めっき鋼板であった。
【実施例2】
【0112】
まず、厚さ0.8mmの冷延鋼板を準備し、これにTiを添加した450℃のZn−Mg−Alめっき浴、Zn−Mg−Al−Siめっき浴で3秒溶融めっきを行い、N2ワイピングでめっき付着量を片面80g/m2に調整した。得られためっき鋼板のめっき組成とAl相中に存在した金属間化合物を表2に示す。Al相中に存在した金属間化合物はTiAl3及びTiAl3のAlの一部がSiに置換されたと考えられるTi(Al1-XSiX)3であった。いずれも{110}面を構成する格子方向、[110]方向と[002]方向の面間隔が、それぞれ2.725Å、4.29Å、{102}面を構成する格子方向,[102]方向と[100]方向の面間隔が、それぞれ2.8682Å、3.8537Åであった。
【0113】
また、Al相と上記金属間化合物の結晶方位は、研磨しためっき面からEBSP法を用いて決定し、TiAl3及びTiAl3のAlの一部がSiに置換されたと考えられるTi(Al1-XSiX)3の{110}面、{102}面がAl相の{110}面と平行であることを確認した。
【0114】
次に、これらのめっき鋼板を脱脂した後、表3に示す付着量の塗布クロメート処理、または、りん酸亜鉛処理を行い、その上に、製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.0g/m2の皮膜を有する表面処理鋼板を作製した。
【0115】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0116】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表3に示す。表3は下地処理層として、クロメート皮膜、リン酸亜鉛皮膜を適応した結果を示したものである。番号69,70は下地処理層がないため皮膜密着性,加工部耐食性が不合格となった。これら以外のクロメート皮膜、リン酸亜鉛皮膜を下地としたものはいずれも皮膜密着性,加工部耐食性が良好な結果となった。
【実施例3】
【0117】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、表4に示す薬剤を用いて表5〜7に示す組成の下地処理剤を塗布し熱風乾燥炉で乾燥した。乾燥時の到達板温は150℃とした。
【0118】
この下地処理の上に製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.5g/m2の皮膜を有する表面処理鋼板を作製した。
【0119】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0120】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表5〜7に示す。表5〜表7は下地処理層として樹脂系皮膜を適応し、樹脂系皮膜組成の影響を調査したものである。番号138は下地処理層がないことが本発明の範囲外であるため皮膜密着性、加工部耐食性が不合格となった。これら以外はいずれも皮膜密着性、加工部耐食性が良好な結果となった。なお、シランカップリング剤(e)の種類としては、番号74〜77の中でエポキシ基を有するe1、アミノ基を有するe2を単独で使用もしくは併用した番号74、75、77が比較的良好な加工部耐食性を示した。
【実施例4】
【0121】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布クロメート処理、または実施例3の番号74の組成(表5)、番号96の組成(表6)、番号118の組成(表6)と同じ下地処理を付着量200mg/m2で行い、表8に示す薬剤を用いて表9〜12に示す組成の水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、表9〜12に示す付着量の皮膜を有する表面処理鋼板を作製した。
ポリウレタン樹脂製造例2
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール40部、平均分子量700のビスフェノールAプロピレンオキサイド3モル付加物160部、2,2−ビス(ヒドロキシメチル)プロピオン酸10部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート120部を加え、110℃に加温して2時間反応させ、トリエチルアミンを10部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは105℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=20:80である。
ポリウレタン樹脂製造例3
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール230部、2,2−ビス(ヒドロキシメチル)プロピオン酸15部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート100部を加え、110℃に加温して2時間反応させ、トリエチルアミンを11部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは30℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=100:0である。
【0122】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0123】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
溶接性の評価は、下記のスポット溶接条件で行った。
加圧力:200kgf
電極:Cu−Cr系合金,CF型,先端径6mmφ
通電時間:10サイクル
連続溶接条件:ナゲット形成電流I0(板厚をtとした時、ナゲット径が4√t
以上になる最小電流値)の1.4倍の電流値(Ia)、1打点/3
秒の速度、20打点毎に30秒休止の条件で連続溶接
連続溶接終了:100打点毎にナゲット径測定用のサンプルを0.85×Iaの
電流値で溶接し、ナゲット径が4√tより小さくなった時点を終
了と判定
評価は、溶接点数500点以上を合格とした。
【0124】
評価結果を表9〜12に示す。表9〜12は皮膜の組成の影響を調査したものである。番号200〜205、210〜215は微粒シリカの添加量が本発明の範囲外であるため加工部耐食性が不合格となった。番号206、208,216,218は皮膜の付着量が本発明の下限未満であるため加工部耐食性が不合格となった。番号207、209,217,219は皮膜の付着量が本発明の上限を超えるため溶接性が不合格となった。これら以外はいずれも、密着性、加工部耐食性、溶接性が良好な結果となった。なお、水性樹脂(a)の種類としては、番号139〜146の中で、ポリエステル骨格及びポリエーテル骨格を有するポリウレタン樹脂a1(Tg:85℃)、ポリエステル骨格及びポリエーテル骨格を有するポリウレタン樹脂a2(Tg105℃)を使用した番号139及び140が比較的良好な加工部耐食性を示した。
【実施例5】
【0125】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布クロメート処理、または実施例3の番号74の組成(表5)、番号96の組成(表6)、番号118の組成(表6)と同じ下地処理を付着量200mg/m2で行い、表8に示す薬剤を用いて表13に示す組成の水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、表13に示す付着量の皮膜を有する表面処理鋼板を作製した。
【0126】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0127】
加工部耐食性は,深絞り試験後の耐食性を評価した.115mmφの直径のブランク板を使用し,ポンチ径=50mmφ,しわ押さえ圧=3t,深絞り速度=30m/minの条件で円筒深絞り試験を行った.耐食性は深絞り後の側面部についてCCT30サイクル後の白錆発生状況を以下に示す評点づけで判定した.CCTは,SST(5%塩水噴霧)2hr→乾燥(60℃ 30%RH)4hr→湿潤(50℃ 95%RH)2hrを1サイクルとした.
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表13に示す。表13は固形潤滑剤の影響を調査したものである。固形潤滑剤の添加量が適量のものは,摩擦係数が低いため,絞り加工部の加工部耐食性が優れていた。
【0128】
【表1】

【0129】
【表2】
【0130】
【表3】
【0131】
【表4】
【0132】
【表5】
【0133】
【表6】
【0134】
【表7】
【0135】
【表8】
【0136】
【表9】
【0137】
【表10】
【0138】
【表11】
【0139】
【表12】
【0140】
【表13】
【産業上の利用可能性】
【0141】
以上述べてきたように、本発明により、Zn−Al−Mg系めっき鋼板において,加工部耐食性が優れた表面処理鋼板を製造することが可能となった。これまで加工部耐食性低下のために使用できなかった部材に高耐食性鋼板の使用が広がることによって、これら加工品の耐久性向上に大いに貢献可能となる。
【図面の簡単な説明】
【0142】
【図1】Al相中に存在する金属間化合物の一例を示す図で,(a)はめっき鋼板のめっき層の顕微鏡写真(3000倍)で、(b)は写真中の各組織の分布状態を示した図である。
【図2】図1のAl相と金属間化合物の極点図で、(a)はAl相の(110)極点図、(b)は金属間化合物の(110)極点図、(c)は金属間化合物の(102)極点図である。
【技術分野】
【0001】
本発明は、めっき鋼板に係わり、更に詳しくは優れた加工部耐食性を有し、種々の用途、例えば家電用や自動車用、建材用鋼板として適用できるめっき鋼板に関するものである。
【背景技術】
【0002】
耐食性の良好なめっき鋼材として最も使用されるものに亜鉛系めっき鋼板がある.これらのめっき鋼板は自動車、家電、建材分野など種々の製造業において使用されている.
特にAlを添加しためっきは耐食性が高いため近年使用量が増加している.
【0003】
こうした亜鉛系めっき鋼板の耐食性を向上させることを目的として本発明者らは,特許第3179446号において溶融Zn−Al−Mg−Siめっき鋼板を提案した.
【0004】
また,表面の平滑性を向上させることを目的として本発明者らは,特開2003−293108号において高融点の金属間化合物を添加しためっき鋼板,特開2003−328100号においてAl系金属間化合物を添加しためっき鋼板を提案した.
また、上記及びその他これまで開示されためっき鋼板に更に高度な防錆機能を付与させるために、6価クロム酸塩等を用いたクロメート処理をめっき後に施すことが広く行われ、更に必要に応じて意匠性、耐汚染性、潤滑性等の高付加価値機能を付与すべく有機樹脂による被覆が行われたりしている。
【0005】
【特許文献1】特許第3179446号公報
【特許文献2】特開2003−293108号公報
【特許文献3】特開2003−328100号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記及びその他これまで開示されためっき鋼板及び塗装鋼板では、加工部耐食性が十分に確保されていない。
【0007】
Mgを添加した亜鉛系めっき鋼板では,めっき中にMgZn2相が晶出する.このMgZn2相は硬くて脆いため,Mgを添加した亜鉛系めっき鋼板にT曲げのような厳しい加工を行った場合,めっきにクラックが生じ,これを原因とする加工後の耐食性劣化が起こりやすいという問題点を有している.
【0008】
このような硬くて脆いMgZn2相を含有する鋼板に有機樹脂による被覆を行っても加工部でめっきに生じたクラックを保護することが難しいため,加工後の耐食性劣化が改善できないという課題を有している.
【0009】
そこで、本発明は、上記問題点に鑑みなされたものであり、めっき中にMgZn2相が晶出した亜鉛系めっき鋼材,及びめっき中にMgZn2相が晶出した亜鉛系めっき鋼板に塗装を施した表面処理鋼板の加工部耐食性を向上させることを目的としている。
【0010】
また,近年、環境問題の高まりを背景に、クロメート処理の使用を控える動きがある。そこで、本発明は、クロメート処理を行わずに表面処理鋼板の加工部耐食性を向上させることも目的の1つである。
【課題を解決するための手段】
【0011】
本発明者らは、加工部耐食性が優れた表面処理鋼板の開発について鋭意研究を重ねた結果、〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕,が混在しためっき層の〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下,他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を表面に有することにより加工部耐食性が向上するという新たな知見を見出し、更に、そのめっき層の上に下地処理を施し、その上層に水性樹脂とシリカ粒子を最適化した塗料を塗布、乾燥することにより得られる皮膜を設けることで、より高度な耐食性を付与させることができるという新たな知見を見出し、本発明を完成するに至ったものである。
【0012】
すなわち、本発明の趣旨とするところは、以下のとおりである。
【0013】
(1)鋼板の片面または両面に、Al:4〜10質量%、Mg:1〜5質量%及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【0014】
(2)鋼板の片面または両面に、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【0015】
(3)前記(1)乃至(2)のいずれかに記載の金属間化合物の結晶系が、立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることを特徴とする加工部耐食性に優れた表面処理鋼板.
【0016】
(4)前記(1)乃至(3)のいずれかに記載の金属間化合物の含有量が、1質量%以下であることを特徴とする加工部耐食性に優れた表面処理鋼板.
【0017】
(5)ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を結晶核とし、Al相のデンドライトの一次アームが[110]方向に成長していることを特徴とする前記(1)乃至(4)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0018】
(6)水性樹脂(a)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする前記(1)乃至(5)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0019】
(7)水性樹脂(a)がポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂であることを特徴とする前記(1)乃至(6)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0020】
(8)ポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂のポリエステル骨格に対するポリエーテル骨格の質量比率が10:90〜70:30であることを特徴とする前記(1)乃至(7)のいずれかに記載の加工部耐食性に優れた表面処理鋼板.
【0021】
(9)水性樹脂(a)のガラス転移温度(Tg)が70℃以上200℃以下であることを特徴とする前記(1)乃至(8)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0022】
(10)水性塗料が、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(c)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする前記(1)乃至(9)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0023】
(11)下地処理層としてCr付着量5〜100mg/m2のクロメート皮膜を有することを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0024】
(12)下地処理層として付着量0.2〜5.0g/m2のりん酸塩皮膜の化成皮膜を有することを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0025】
(13)下地処理層として水性樹脂(d)を含有する下地処理液を塗布、乾燥することにより形成される樹脂系皮膜層を有し、その皮膜層の乾燥後の付着量が10〜3000mg/m2であることを特徴とする前記(1)乃至(10)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0026】
(14)水性樹脂(d)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする前記(13)に記載の加工部耐食性に優れた表面処理鋼板。
【0027】
(15)前記(13)または(14)に記載の下地処理液に、更にシランカップリング剤(e)を水性樹脂(d)100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0028】
(16)シランカップリング剤(e)が反応性官能基として、エポキシ基及びアミノ基からなる群より選択される少なくとも1種を含有することを特徴とする前記(15)に記載の加工部耐食性に優れた表面処理鋼板。
【0029】
(17)前記(13)乃至(16)のいずれかに記載の下地処理液に、更にポリフェノール化合物(f)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0030】
(18)前記(13)乃至(17)のいずれかに記載の下地処理液に、更にリン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0031】
(19)ヘキサフルオロ金属酸がTi、Si、Zr、Nbの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする前記(18)に記載の加工部耐食性に優れた表面処理鋼板。
【0032】
(20)前記(13)乃至(19)のいずれかに記載の下地処理液に、更にリン酸塩化合物(h)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0033】
(21)リン酸塩化合物(h)がカチオン成分としてMg、Mn、Al、Ca、Niの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする前記(20)に記載の加工部耐食性に優れた表面処理鋼板。
【0034】
(22)前記(13)乃至(21)のいずれかに記載の下地処理液に、更にSi、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【0035】
(23)上層として塗布する水性塗料に、更に、固形潤滑剤(j)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする前記(1)乃至(22)のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【0036】
(24)固形潤滑剤(j)が粒径0.1〜5.0μmのポリオレフィンワックスであることを特徴とする前記(23)に記載の加工部耐食性に優れた表面処理鋼板。
【発明の効果】
【0037】
本発明により,めっき中にMgZn2相が晶出した亜鉛系めっき鋼材において,加工部耐食性が優れた表面処理鋼板を製造することが可能となり,工業上極めて優れた効果を奏することができる.
【発明を実施するための最良の形態】
【0038】
以下に本発明を詳細に説明する。
【0039】
本発明において,表面処理鋼板とは,鋼板上に亜鉛系めっき層と下地処理層,及び樹脂系皮膜からなる層を順次付与したものである.本発明の下地鋼板としては,熱延鋼板,冷延鋼板共に使用でき,鋼種もAlキルド鋼,Ti,Nb等を添加した極低炭素鋼板,およびこれらにP,Si,Mn等の強化元素を添加した高強度鋼,ステンレス鋼等種々のものが適用できる.
【0040】
下層の亜鉛系めっき層は,Al:4〜10質量%、Mg:1〜5質量%、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し,残部がZn及び不可避不純物からなるめっき層であって、そのめっき層が〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層であるか、或いは、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し,残部がZnおよび不可避不純物からなるめっき層であって、そのめっき層が〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層であることを特徴とする。
Zn−Al−Mg系めっき層においてAlの含有量を4〜10質量%に限定した理由は、Alの含有量が10質量%を超えるとめっき密着性の低下が見られるため、Siを添加していないめっき層中のAlの含有量は10質量%以下にする必要があるためである。また、4質量%未満では初晶としてAl相が晶出しないため、Al層による加工部耐食性向上効果が見られないためである。
【0041】
従って、本発明におけるめっき層においては、特にAl濃度が10質量%を超えるような高濃度の場合には、めっき密着性を確保するために、めっき層中にSiを添加することが必須である。
【0042】
一方、Zn−Al−Mg−Si系めっき層において、Alの含有量を4〜22質量%に限定した理由は、4質量%未満では初晶としてAl相が晶出しないため、Al層による加工部耐食性向上効果が見られないためであり、22質量%を超えると耐食性を向上させる効果が飽和するためである。
【0043】
Siの含有量を0.5質量%以下(但し、0質量%を除く)に限定した理由は、Siは密着性を向上させる効果があるが、0.5質量%を超えると密着性を向上させる効果が飽和するからである。望ましくは0.00001〜0.5質量%である、さらに望ましくは0.0001〜0.5質量%である。
【0044】
Siの添加はAlの含有量が10質量%を超えるめっき層には必須であるが、Alの含有量が10%以下のめっき層においてもめっき密着性向上に効果が大きいため、加工が厳しい部材に使用する等、高いめっき密着性を必要とする場合にはSiを添加することが有効である。また、Si添加によりめっき層の凝固組織中に〔Mg2 Si相〕が晶出する。この〔Mg2 Si相〕は耐食性向上に効果があるため、Siの添加量を多くし、めっき層の凝固組織中に〔Mg2 Si相〕が混在した金属組織を作製することがより望ましい。
Mgの含有量を1〜5質量%に限定した理由は、1質量%未満では耐食性を向上させる効果が不十分であるためであり、5質量%を超えるとめっき層が脆くなって密着性が低下するためである。前述の〔Mg2 Si相〕はMgの添加量が多いほど晶出しやすいため,さらなる耐食性向上を目的とした場合,Mgの含有量を2〜5質量%とすることが望ましい。
【0045】
本めっき層は、〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Zn相〕、〔Al相〕、〔MgZn2相〕、〔Mg2 Si相〕、金属間化合物の1つ以上を含む金属組織ができる。
【0046】
ここで、〔Al/Zn/MgZn2の三元共晶組織〕とは、Al相と、Zn相と金属間化合物MgZn2相との三元共晶組織であり、この三元共晶組織を形成しているAl相は例えばAl−Zn−Mgの三元系平衡状態図における高温での「Al″相」(Zn相を固溶するAl固溶体であり、少量のMgを含む)に相当するものである。この高温でのAl″相は常温では通常は微細なAl相と微細なZn相に分離して現れる。また、該三元共晶組織中のZn相は少量のAlを固溶し、場合によってはさらに少量のMgを固溶したZn固溶体である。該三元共晶組織中のMgZn2相は、Zn−Mgの二元系平衡状態図のZn:約84重量%の付近に存在する金属間化合物相である。状態図で見る限りそれぞれの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられるがその量は通常の分析では明確に区別できないため、この3つの相からなる三元共晶組織を本明細書では〔Al/Zn/MgZn2の三元共晶組織〕と表す。
【0047】
また、〔Al相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、これは例えばAl−Zn−Mgの三元系平衡状態図における高温での「Al″相」(Zn相を固溶するAl固溶体であり、少量のMgを含む)に相当するものである。この高温でのAl″相はめっき浴のAlやMg濃度に応じて固溶するZn量やMg量が相違する。この高温でのAl″相は常温では通常は微細なAl相と微細なZn相に分離するが、常温で見られる島状の形状は高温でのAl″相の形骸を留めたものであると見てよい。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられるが通常の分析では明確に区別できないため、この高温でのAl″相に由来し且つ形状的にはAl″相の形骸を留めている相を本明細書では〔Al相〕と呼ぶ。この〔Al相〕は前記の三元共晶組織を形成しているAl相とは顕微鏡観察において明瞭に区別できる。
【0048】
また、〔Zn相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、実際には少量のAlさらには少量のMgを固溶していることもある。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられる。この〔Zn相〕は前記の三元共晶組織を形成しているZn相とは顕微鏡観察において明瞭に区別できる。本発明のめっき層には,製造条件により〔Zn相〕が含まれる場合も有るが,実験では加工部耐食性向上に与える影響はほとんど見られなかったため、めっき層に〔Zn相〕が含まれても特に問題はない。
【0049】
また、〔MgZn2相〕とは、前記の三元共晶組織の素地中に明瞭な境界をもって島状に見える相であり、実際には少量のAlを固溶していることもある。状態図で見る限りこの相にはSi、その他の添加元素を固溶していないか、固溶していても極微量であると考えられる。この〔MgZn2相〕は前記の三元共晶組織を形成しているMgZn2相とは顕微鏡観察において明瞭に区別できる。
【0050】
また、〔Mg2 Si相〕とは、Siを添加しためっき層の凝固組織中に明瞭な境界をもって島状に見える相である。状態図で見る限りZn、Al、その他の添加元素は固溶していないか、固溶していても極微量であると考えられる。この〔Mg2 Si相〕はめっき中では顕微鏡観察において明瞭に区別できる。
【0051】
本発明の表面処理めっき鋼板は、めっき中に硬くて脆いMgZn2相が晶出するため、厳しい加工を行った場合、めっきにクラックが生じ、これを原因とする加工後の耐食性劣化が起こりやすい。
【0052】
この加工部耐食性を向上させるためには、〔Al相〕中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を添加することが有効である。
ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物をめっき層に添加することにより加工部耐食性が向上する理由は、以下の2つの理由が考えられる。
1.この金属間化合物の添加によりAl相の結晶が微細で均一な等軸晶となり、軟らかいAl相が三元共晶組織、MgZn2相の間に均等に存在し、MgZn2相を伝播するクラックの終点となるため、クラックの成長が抑制される。
2.この金属間化合物の添加によりAl相の結晶が微細で均一な等軸晶となり、等軸晶となったAl相のデンドライトアームが太くなった結果、デンドライトの表面積が減少することによって、腐食が進行し易いAl相と三元共晶組織の界面の面積が減少し、腐食速度が小さくなる。
【0053】
また、ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物をめっき層に添加することにより、Al相の結晶が微細で均一な等軸晶となる理由は、この格子面がAlの{110}面と整合性が良いためであると考えられる。Alは結晶構造がFCCであるため、{110}面が最も成長し易い。このAlの{110}面と整合性が良い格子面をもつ金属間化合物を添加することにより、この成長し易いAlの{110}面の核生成サイトとして働き、凝固開始時にAl相のデンドライトが[110]方向に多数成長すると考えられる。
【0054】
ブラベー格子の格子面を構成する格子方向の一方の面間隔を2.57Å以上3.15Å以下に限定した理由は、2.57Å未満、又は3.15Åを超えるとAlの{110}面と整合性が悪くなり、加工部耐食性が低下するためであり、他方の面間隔を3.64Å以上4.46Å以下に限定した理由は、3.64Å未満、又は4.46Åを超えるとAlの{110}面と整合性が悪くなり、加工部耐食性が低下するためである。
【0055】
また、Alの結晶系は立方晶であるため、金属間化合物の結晶系は、軸角に直角を持つ立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることが望ましい。
金属間化合物は少量の添加で効果を発揮し、添加量が多くなるとめっき後の外観が粗雑になる等の外観不良が発生するため、上限は1質量%が望ましい。
【0056】
本発明者等が多数のめっき中のAl相を調査した結果、大部分のAl相のデンドライトの中心から大きさ数μmの金属間化合物が観察された。さらにEBSP法を用いて金属間化合物とAl相の結晶方位を同定したところ、金属間化合物の格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面とAl相の{110}面が平行であり、Al相のデンドライトが[110]方向に成長していることが確認された。
【0057】
Al相中に存在する金属間化合物の一例として、Al−Zn−Mg−Si系めっき中のAl相中に存在するTiAl3を図1に示す。このTiAl3は,実際にはSiを固溶しているか化合物中のAlの一部がSiの置き換わっていると考えられるが、電子線回折や菊池パターン等で得られる結晶構造はTiAl3と同一であるため、ここではTiAl3と表す。図1の上段の図は、本発明におけるめっき鋼材のめっき層の顕微鏡写真(倍率3000倍)であり、該写真中の各組織の分布状態を図示したものが下段の図である。この図からも解るように、本発明におけるめっき鋼材のめっき層の顕微鏡写真によって明確にAl相を特定することができる。
【0058】
また、図1の金属間化合物とAl相の電子線回折結果を図2の極点図に示す。極点図より、図1に示したAl相のデンドライトは{110}面が[110]方向に成長していることが解る。また、図2の極点図の位置が良く一致することからAl相の{110}面は、TiAl3の{110}面、{102}面と同じ方位であることが解る。
EBSP法によりAl相とTiAl3の結晶方位を決定した結果、図1のAl相の{110}面は,TiAl3の{110}面,{102}面全てと平行であることが明らかになった。これは、TiAl3の{110}面、{102}面をAl相の核生成サイトとしてAl相のデンドライトが成長した結果であると考えられる。
【0059】
このようにEBSP法を使用することにより、金属間化合物の特定の格子面とAl相の格子面との整合性を解析することが可能となる。
【0060】
本発明において金属間化合物の大きさは特に限定しないが、発明者らが観察したものは、大きさ10μm以下であった。また、Al相中の金属間化合物の存在割合も特に限定しないが、過半数を超えるAl相に存在することが望ましい。
【0061】
金属間化合物の添加方法については特に限定するところはなく、金属間化合物の微粉末を浴中に混濁させる方法や、金属間化合物を浴に溶解させる方法等が適用できる。
本発明におけるめっき層の製造方法については、特に限定することなく、通常の無酸化炉方式の溶融めっき法が適用できる。下層としてNiプレめっきを施す場合も通常行われているプレめっき方法を適用すれば良い。
【0062】
めっきの付着量については特に制約は設けないが、耐食性の観点から10g/m2以上、加工性の観点から350g/m2以下で有ることが望ましい。
下地処理層としては、クロメート皮膜、りん酸塩皮膜、または、水性樹脂を含有する処理液をめっき表面に塗布した後に乾燥して形成する樹脂系皮膜を用いる。下地処理層はめっき面と皮膜の間に位置し加工時の密着性、耐食性向上に寄与する。
【0063】
下地処理に用いられるクロメート皮膜としては特に限定されず、公知の処理剤、処理方法から形成されるクロメート皮膜を用いることができる。例えば3価クロム水和酸化物を主成分とする後水洗型の電解還元型クロメート皮膜、反応型クロメート皮膜、3価クロムと6価クロム水和酸化物を主成分とするクロメート液を塗布し乾燥する無水洗型の塗布クロメート皮膜等を採用できる。更にクロメート皮膜はリン酸、エッチング性フッ化物、微粒シリカ等を含む複合クロメート皮膜であっても良い。付着量はCr換算で5〜100mg/m2である。5mg/m2未満では耐食性が得られないので好ましくない。100mg/m2超ではクロメート皮膜自身の凝集破壊が生じ易く密着性が得られない。クロメート皮膜は3価クロム/6価クロム比率の高い、水系塗料に溶解し難いものが望ましい。
【0064】
下地処理に用いられるりん酸塩皮膜は亜鉛、鉄、ニッケル、マンガン、カルシウム、マグネシウム等のリン酸塩で構成されるものである。処理剤及び処理方法としては特に限定されず、公知の処理剤、処理方法を用いることができる。例えば、処理方法としては反応型処理、塗布型処理、電解型処理等のいずれの処理を用いてもよい。処理工程としては特に限定されないが、鋼板に本発明の亜鉛系めっき等を施した後に、リン酸塩前処理(表面調整)、リン酸塩処理、水洗、乾燥の各工程を経て処理されるのが一般的である。上記リン酸塩前処理(表面調整)方法に特別な制限はなく、例えば、リン酸亜鉛水溶液やTiコロイド溶液が使用されるのが一般的であり、リン酸塩結晶の析出サイトとなる作用を有し、緻密な皮膜を形成させるために行われる。付着量は、0.2〜5g/m2の範囲が耐食性及び密着性の理由で望ましい。0.2g/m2未満では耐食性が得られない。5g/m2超ではりん酸塩皮膜の凝集破壊により、厳しい加工で密着性が得られない。
【0065】
下地処理に用いられる樹脂系皮膜の水性樹脂(d)としては、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。水性樹脂(d)の種類としては、特に限定されず、例えば、水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂等を挙げることができる。
【0066】
上記水性エポキシ樹脂としては特に限定されず、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0067】
上記水性フェノール樹脂としては特に限定されず、例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を挙げることができる。
【0068】
上記水性ポリエステル樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0069】
上記水性ウレタン樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類とヘキサメチレンジイソシアネート、イソホロンジイソシアネート、トリレンジイソシアネート等のジイソシアネート化合物とを反応させ、さらにジアミン等で鎖延長し、水分散化させて得られるもの等を挙げることができる。
【0070】
上記水性アクリル樹脂としては特に限定されず、例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを挙げることができる。上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0071】
上記水性オレフィン樹脂としては特に限定されず、例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0072】
上記水性樹脂(d)は、1種又は2種以上用いてもよい。また、少なくとも1種の水性樹脂存在下で、少なくとも1種のその他の水性樹脂を変性することによって得られる水性複合樹脂を1種又は2種以上用いてもよい。更に、必要に応じて上記水性樹脂に架橋剤を添加しても良いし、樹脂骨格中に架橋剤を導入しても良い。上記架橋剤としては特に限定されず、例えば、メラミン、エポキシ、カルボジイミド、ブロックイソシアネート、オキサゾリン等を挙げることができる。
【0073】
下地処理に用いられる樹脂系皮膜には、更に、シランカップリング剤(e)を含有することが好ましい。シランカップリング剤は金属と有機物との両者に化学結合することが知られている。このようなシランカップリング剤を配合することにより、樹脂系皮膜のめっきとの密着性を飛躍的に向上させ、ひいては加工部の耐食性を向上させる。
【0074】
シランカップリング剤としては、特に限定されず、例えば、信越化学工業、日本ユニカー、チッソ、東芝シリコーン等から販売されているビニルトリメトキシシラン、ビニルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−アミノプロピルエトキシシラン、N−〔2−(ビニルベンジルアミノ)エチル〕−3−アミノプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジメトキシシラン、γ−メタクリロキシプロピルトリメトキシシラン、γ−メタクリロキシプロピルメチルジエトキシシラン、γ−メタクリロキシプロピルトリエトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルトリエトキシシラン、N−β−(アミノエチル)−γ−アミノプロピルメチルジメトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、γ−メルカブトプロピルトリメトキシシラン等を挙げることができる。樹脂系皮膜との密着性の観点から、反応性官能基として、エポキシ基及び/又はアミノ基を含有するシランカップリング剤を用いるのがより好ましい。上記シランカップリング剤は、単独で用いてもよく、2種以上を併用してもよい。また、処理液の安定性を考慮して酢酸等の有機酸を添加することもできる。
【0075】
シランカップリング剤は水性樹脂100質量%に対して1〜300質量%含有することが望ましい。1質量%未満ではシランカップリング剤の量が不十分であるため、加工時に十分な密着性が得られず耐食性が劣る。300質量%を超えると密着性向上効果が飽和し不経済であったり、処理液の安定性を低下させることがある。
【0076】
下地処理に用いられる樹脂系皮膜には、更に、ポリフェノール化合物(f)を含有することが好ましい。ポリフェノール化合物は金属へのキレート作用及び水性樹脂の親水基との水素結合を生じる。このようなポリフェノール化合物を配合することにより、めっきと樹脂系皮膜、樹脂系皮膜と上層皮膜との密着性を飛躍的に向上させ、ひいては加工部の耐食性を向上させる。
ポリフェノール化合物は、ベンゼン環に結合したフェノール性水酸基を2以上有する化合物又はその縮合物である。上記ベンゼン環に結合したフェノール性水酸基を2以上有する化合物としては、例えば、没食子酸、ピロガロール、カテコール等を挙げることができる。ベンゼン環に結合したフェノール性水酸基を2以上有する化合物の縮合物としては特に限定されず、例えば、通常タンニン酸と呼ばれる植物界に広く分布するポリフェノール化合物等を挙げることができる。タンニン酸は、広く植物界に分布する多数のフェノール性水酸基を有する複雑な構造の芳香族化合物の総称である。上記タンニン酸は、加水分解性タンニン酸でも縮合型タンニン酸でもよい。上記タンニン酸としては特に限定されず、例えば、ハマメリタンニン、カキタンニン、チャタンニン、五倍子タンニン、没食子タンニン、ミロバランタンニン、ジビジビタンニン、アルガロビラタンニン、バロニアタンニン、カテキンタンニン等を挙げることができる。上記タンニン酸としては、市販のもの、例えば、「タンニン酸エキスA」、「Bタンニン酸」、「Nタンニン酸」、「工用タンニン酸」、「精製タンニン酸」、「Hiタンニン酸」、「Fタンニン酸」、「局タンニン酸」(いずれも大日本製薬株式会社製)、「タンニン酸:AL」(富士化学工業株式会社製)等を使用することもできる。上記ポリフェノール化合物は1種で使用しても良く、2種以上を併用してもよい。
ポリフェノール化合物は水性樹脂100質量%に対して1〜300質量%含有することが望ましい。1質量%未満ではポリフェノール化合物の量が不十分であるため、加工時に十分な密着性が得られず耐食性が劣る。300質量%を超えると逆に密着性や耐食性が低下したり、処理液の安定性を低下させることがある。
【0077】
下地処理に用いられる樹脂系皮膜には、更に、リン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を含有することが望ましい。このリン酸とヘキサフルオロ金属酸はそれぞれ単独で用いてもよいし、併用してもよい。これらの酸はめっき表面をエッチングにより活性化し、シランカップリング剤やポリフェノール化合物のめっきへの作用を促進させる。
【0078】
リン酸としては特に制限はされず、例えば、オルトリン酸、メタリン酸、ピロリン酸、三リン酸、四リン酸、ポリリン酸等が挙げることができる。リン酸は上記作用の他に、めっき表面にリン酸塩層を形成して不働態化させる作用を有するため、耐食性を向上させる。上記リン酸は1種で使用しても良く、2種以上を併用してもよい。
【0079】
ヘキサフルオロ金属酸としては特に制限されず、例えば、ヘキサフルオロリン酸、ヘキサフルオロチタン酸、ヘキサフルオロジルコン酸、ヘキサフルオロケイ酸、ヘキサフルオロニオブ酸、ヘキサフルオロアンチモン酸やそれらのアンモニウム塩、カリウム塩、ナトリウム塩、カルシウム塩、マグネシウム塩等が挙げられる。ヘキサフルオロ金属酸は上記作用の他に、めっき表面にヘキサフルオロ金属酸から供給される金属により安定な金属酸化皮膜層を形成するため、耐食性を向上させる。特に金属としてTi、Zr、Si、Nbを含むものが好ましい。上記ヘキサフルオロ金属酸は1種で使用しても良く、2種以上を併用してもよい。
リン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)は水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することが望ましい。0.1質量%未満ではこれらの酸の量が不十分であるため、耐食性が低下することがある。100質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0080】
下地処理に用いられる樹脂系皮膜には、更に、リン酸塩化合物(h)を含有することが望ましい。このリン酸塩化合物を配合することにより、樹脂系皮膜形成時にめっき表面に難溶性のリン酸塩皮膜を形成する。すなわち、リン酸塩のリン酸イオンによるめっきの溶解に伴い、めっき表面でpHが上昇し、その結果、リン酸塩の沈殿皮膜が形成され、耐食性が向上する。
【0081】
リン酸塩化合物としては、特に制限されず、例えば、オルトリン酸、ピロリン酸、メタリン酸、ポリリン酸などの金属塩、フィチン酸、ホスホン酸などの有機金属塩が挙げられる。カチオン種としては特に制限されず、例えば、Cu、Co、Fe、Mn、Sn、V、Mg、Ba、Al、Ca、Sr、Nb、Y、Ni及びZn等が挙げられる。カチオン種としてはMn、Mg、Al、Ca、Niを用いるのがより好ましい。上記リン酸塩化合物は、1種で使用しても良く、2種以上を併用してもよい。
リン酸塩化合物は水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することが好ましい。0.1質量%未満ではリン酸塩化合物の量が不十分であるため、耐食性が低下することがある。100質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0082】
下地処理に用いられる樹脂系皮膜には、更に、Si、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を含有することが好ましい。この金属酸化物粒子を配合することにより耐食性をより高めることができる。
【0083】
上記金属酸化物粒子としては特に限定されず、例えば、シリカ粒子、アルミナ粒子、チタニア粒子、ジルコニア粒子等を挙げることができる。上記金属酸化物粒子としては、平均粒子径が1〜300nm程度のものが好適である。これらは単独で用いてもよく、2種以上を併用してもよい。
【0084】
上記金属酸化物粒子は水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することが好ましい。1質量%未満では金属酸化物粒子の量が不十分であるため、耐食性を高める効果が得られないことがある。300質量%を超えると樹脂系皮膜が脆くなり、皮膜凝集破壊により密着性低下が生じることがある。
【0085】
また、樹脂系皮膜を形成するのに用いる水性樹脂を含有する処理液には必要に応じて、有機溶剤、界面活性剤、消泡剤などを添加してもよい。下地処理層の乾燥後の付着量は10〜3000mg/m2が好適である。10mg/m2未満では密着性が劣り加工部の耐食性が不十分である。一方、3000mg/m2を超えると不経済であるばかりか加工性も低下して耐食性も劣るようになる。
【0086】
下地処理層の塗布方法は特別限定するものではなく、一般に公知の塗装方法、例えば、ロールコート、エアースプレー、エアーレススプレー、浸漬などが適用できる。塗布後の乾燥・焼き付けは、樹脂の重合反応や硬化反応を考慮して、熱風炉、誘導加熱炉、近赤外線炉等公知の方法あるいはこれらを組み合わせた方法で行えばよい。
【0087】
次に、上層として形成する樹脂系皮膜について以下説明する。本発明者らは、鋭意研究を重ねた結果、水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜を用いることで加工部耐食性を向上させることが可能であることを見いだした。
【0088】
水性塗料の水性樹脂(a)としては、水溶性樹脂のほか、本来水不溶性でありながらエマルジョンやサスペンジョンのように水中に微分散された状態になりうる樹脂(水分散性樹脂)を含めて言う。水性樹脂(a)の種類としては、特に限定されず、例えば、水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂等を挙げることができる。上記水性樹脂(a)は、1種又は2種以上用いてもよい。また、少なくとも1種の水性樹脂存在下で、その他の水性樹脂を変性することによって得られる水性複合樹脂を1種又は2種以上用いてもよい。上記水性樹脂(a)の中で特に、密着性、伸び、せん断強度、耐食性、耐摩耗性、耐薬品性のバランスを重視する場合は、ポリエステル骨格部分及びポリエーテル骨格部分とを有するポリウレタン樹脂を選択することが好ましい。
一般的にポリウレタン樹脂の物性の制御は、ハードセグメントとソフトセグメントのバランス及び架橋密度によって行われているため、構成される骨格及びイソシアネートの種類によって広範な特性が制御できる。本発明に使用されるポリウレタン樹脂の伸びと抗張力の調整は、可とう性を示すポリエステル骨格と強靭性を示すポリエーテル骨格及びウレタン結合部の含有量で制御され、後者の含有量が増えれば、伸びは小さいが抗張力の高い強靭な特性が得られる。
ポリエステル骨格はポリエステルポリオール化合物、ポリエーテル骨格はポリエーテルポリオール化合物からそれぞれ得ることができる。
【0089】
ポリエステルポリオール化合物としては、例えば、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、ネオペンチルグリコール、1,2−ブチレングリコール、1,3−ブチレングリコール、1,4−ブチレングリコール、3−メチルペンタンジオール、ヘキサメチレングリコール、水添ビスフェノールA、トリメチロールプロパン、およびグリセリン等の低分子量ポリオールと、例えばコハク酸、グルタル酸、アジピン酸、セバチン酸、フタル酸、イソフタル酸、テレフタル酸、トリメリット酸、テトラヒドロフタル酸、エンドメチレンテトラヒドロフタル酸、およびヘキサヒドロフタル酸等の多塩基酸との反応によって得られるものであって、その末端にヒドロキシル基を有するものから選ばれる。
【0090】
ポリエーテルポリオール化合物としては、ビスフェノール骨格含有グリコール、例えば、メチレンビスフェノール、エチリデンビスフェノール、ブチリデンビスフェノール、イソプロピリデンビスフェノールなどのビスフェノールに、炭素原子数2〜4のアルキレンオキサイド(例えばエチレンオキサイド、プロピレンオキサイド、ブチレンオキサイド)を付加したものが好ましく、アルキレンオキサイドの付加モル数が1〜10のものが好ましい。
ポリエーテル骨格とポリエステル骨格の質量比率は、10:90〜70:30の範囲がより好ましい。ポリエーテルの比率が上記範囲より多い場合、強靭であるが伸びが小さいため高度の成形加工性に劣る。
【0091】
ポリウレタン樹脂のエステル骨格とエーテル骨格を結合させるイソシアネート基としては、トリレジイソシアネート、ジフェニルメタジイソシアネート、キシリレンジイソシアネートなどの芳香族ジイソシアネートの単量体、2量体、3量体、及び、それらとポリエーテルポリオールやポリエステルポリオールなどとの反応物、及びそれらの水素添加誘導体である脂環族イソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネートなどの脂環族、及び、脂肪族イソシアネートの単量体、2量体、3量体とポリエーテルポリオールやポリエステルポリオールなどとの反応物、及び、それらの混合物も使用できる。配合量は、使用するポリエステルポリオール、ポリエーテルポリオールによるが、NCO換算でポリウレタン樹脂の5〜20質量%が樹脂物性として最適の加工特性を得られる。
【0092】
上記水性エポキシ樹脂としては特に限定されず、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、水素添加ビスフェノールA型エポキシ樹脂、水素添加ビスフェノールF型エポキシ樹脂、レゾルシン型エポキシ樹脂、ノボラック型エポキシ樹脂等のエポキシ樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物と反応させ、有機酸又は無機酸で中和して得られるものや上記エポキシ樹脂の存在下で、高酸価アクリル樹脂をラジカル重合したのち、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0093】
上記水性フェノール樹脂としては特に限定されず、例えば、フェノール、レゾルシン、クレゾール、ビスフェノールA、パラキシリレンジメチルエーテル等の芳香族類とホルムアルデヒドとを反応触媒の存在下で付加反応させたメチロール化フェノール樹脂等のフェノール樹脂をジエタノールアミン、N−メチルエタノールアミン等のアミン化合物類と反応させ、有機酸又は無機酸で中和することによって得られるもの等を挙げることができる。
【0094】
上記水性ポリエステル樹脂としては特に限定されず、例えば、エチレングリコール、プロピレングリコール、ジエチレングリコール、1,6−ヘキサンジオール、ネオペンチルグリコール、トリエチレングリコール、ビスフェノールヒドロキシプロピルエーテル、グリセリン、トリメチロールエタン、トリメチロールプロパン等の多価アルコール類と無水フタル酸、イソフタル酸、テレフタル酸、無水コハク酸、アジピン酸、セバシン酸、無水マレイン酸、イタコン酸、フマル酸、無水ハイミック酸等の多塩基酸とを脱水縮合させ、アンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0095】
上記水性アクリル樹脂としては特に限定されず、例えば、スチレン、アルキル(メタ)アクリレート類、(メタ)アクリル酸、ヒドロキシアルキル(メタ)アクリレート類、アルコキシシラン(メタ)アクリレート類等の不飽和単量体を、水溶液中で重合開始剤を用いてラジカル重合することによって得られるものを挙げることができる。上記重合開始剤としては特に限定されず、例えば、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスシアノ吉草酸、アゾビスイソブチロニトリル等のアゾ化合物等を使用することができる。
【0096】
上記水性オレフィン樹脂としては特に限定されず、例えば、エチレンとメタクリル酸、アクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸等の不飽和カルボン酸とを高温高圧下でラジカル重合したのち、アンモニアやアミン化合物、KOH、NaOH、LiOH等の金属化合物あるいは上記金属化合物を含有するアンモニアやアミン化合物等で中和し、水分散化させて得られるもの等を挙げることができる。
【0097】
上記水性樹脂(a)のガラス転移温度(Tg)は70℃以上200℃以下であることがより好ましい。70℃未満であると、加工時に素材の変形熱や素材と金型との摩擦熱により昇温され高温環境になった時に、十分な加工特性が得られない場合があり、200℃を超える場合は皮膜の成膜性が低下し、耐食性が得られない場合がある。
【0098】
微粒シリカ(b)は耐食性の向上及び皮膜の強靱化のために添加する。微粒シリカ(b)としては特に制限なく、皮膜が薄膜であることから、一次粒子径が3〜50nmのコロイダルシリカ、ヒュームドシリカ等のシリカ微粒子であることが好ましい。市販品としては、例えば、スノーテックスO、スノーテックスN、スノーテックスC、スノーテックスIPA−ST(日産化学工業)、アデライトAT−20N、AT−20A(旭電化工業)、アエロジル200(日本アエロジル)等を挙げることができる。
微粒シリカ(b)の量は水性樹脂(a)100質量%に対して5〜50質量%を添加する。5%未満の場合、耐食性及び加工性の向上効果が小さく、50%を超える量では樹脂のバインダー効果が小さくなり、耐食性が低下すると共に樹脂の伸びと強度が低下するため加工性が低下する。
【0099】
水性塗料には、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種(c)の架橋剤を含有することが好ましい。これらの架橋剤を配合することで、皮膜の架橋密度を上げることができ、耐食性、加工性が向上する。これらの架橋剤は単独で使用してもよいし、2種以上を併用してもよい。
上記アミノ樹脂としては特に限定されず、例えば、メラミン樹脂、ベンゾグアナミン樹脂、尿素樹脂、グリコールウリル樹脂等を挙げることができる。
上記ポリイソシアネート化合物としては特に限定されず、例えば、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、トリレンジイソシアネート等を挙げることができる。また、そのブロック化物は、上記ポリイソシアネート化合物のブロック化物である。
上記エポキシ化合物は、オキシラン環を複数個有する化合物であれば特に限定されず、例えば、アジピン酸ジグリシジルエステル、フタル酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、ソルビタンポリグルシジルエーテル、ペンタエリスリトールポリグリシジルエーテル、グリセリンポリグリシジルエーテル、トリメチルプロパンポリグリシジルエーテル、ネオペンチルグリコールポリグリシジルエーテル、エチレングリコールジグリシジルエーテル、ポリエチレングリコールジグリシジルエーテル、プロピレンレングリコールジグリシジルエーテル、ポリプロピレンレングリコールジグリシジルエーテル、2,2−ビス−(4’−グリシジルオキシフェニル)プロパン、トリス(2,3−エポキシプロピル)イソシアヌレート、ビスフェノールAジグリシジルエーテル、水素添加ビスフェノールAジグリシジルエーテル等を挙げることができる。
上記カルボジイミド化合物としては、例えば、芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネート等のジイソシアネート化合物の脱二酸化炭素を伴う縮合反応によりイソシアネート末端ポリカルボジイミドを合成した後、更にイソシアネート基との反応性を有する官能基を持つ親水性セグメントを付加した化合物等を挙げることができる。
【0100】
これらの硬化剤の量は水性樹脂(a)の固形分100質量%に対して1〜40質量%が好ましい。1%未満の場合、量が不十分で添加効果が得られない場合があり、40%を超える量では過剰硬化で皮膜が脆くなり加工性及び耐食性が低下する。
本発明の水性塗料には、更に、摺動性向上のため、固形潤滑剤(j)を含有することが好ましい。
【0101】
上記固形潤滑剤(j)を含有することで樹脂系皮膜の潤滑性が向上し、プレス成形時の加工性向上、金型や取り扱い等による疵入り防止、成形品やコイル輸送時の摩耗傷防止に対して効果がある。
【0102】
上記固形潤滑剤(j)としては特に制限なく、公知のフッ素系、炭化水素系、脂肪酸アミド系、エステル系、アルコール系、金属石鹸系及び無機系等の滑剤が挙げられる。加工性向上のための潤滑添加物の選択基準としては、添加した潤滑剤が成膜した樹脂膜に分散して存在するよりも樹脂膜表面に存在するような物質を選択するのが、成型加工物の表面と金型の摩擦を低減させ潤滑効果を最大限発揮させる点から必要である。即ち、潤滑剤が成膜した樹脂膜に分散して存在する場合、表面摩擦係数が高く樹脂膜が破壊され易く粉状物質が剥離堆積してパウダリング現象と言われる外観不良及び加工性低下を生じる。樹脂膜表面に存在するような物質としては、樹脂に相溶せずかつ表面エネルギーの小さいものが選ばれる。
【0103】
中でもポリオレフィンワックスを使用すると表面の動摩擦係数が低下し、加工性が大きく向上し、加工後の耐食性も良好にするためより好ましい。このワックスとしては、パラフィン、マイクロクリスタリンまたはポリエチレン等の炭化水素系のワックスが上げられる。加工時には、素材の変形熱と摩擦熱によって皮膜温度が上昇するため、ワックスの融点は70〜160℃がより好ましい。70℃未満では加工時に軟化溶融して固体潤滑剤としての優れた特性が発揮されない場合がある。また、160℃を超える融点のものは、硬い粒子が表面に存在することとなり摩擦特性を低下させるので高度の成形加工性は得られない場合がある。
これらのワックスの粒子径は、0.1〜5μmがより好ましい。5μmを超えるものは固体化したワックスの分布が不均一となったり、樹脂系皮膜からの脱落が生じたりする可能性がある。また、0.1μm未満の場合は、加工性が不十分である場合がある。
【0104】
上記固形潤滑剤(j)は水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することが好ましい。1%未満の場合、加工性向上効果が小さく、40%を超える量では加工性及び耐食性が低下する場合がある。
また、本発明の水性塗料には、溶接性の向上のために導電性物、意匠性向上のため着色顔料物を添加することもある。また、沈降防止剤、レベリング剤、増粘剤等の各種添加剤を添加しても本発明の効果は損なわない。
【0105】
本発明は水性塗料であるため、溶剤系に比較して表面張力が高く表面濡れ性が劣り、被塗面に所定量塗布を行う場合均一な塗布性が得られないことがある。しかし、高度の加工性及び耐食性等の性能を確保するためには、被塗表面に均一な塗布が行われることが不可欠である。このため、濡れ剤または増粘剤を配合添加することが公知である。濡れ剤としては表面張力を低下させるフッ素系、シリコン系等の公知の表面張力を低下させる界面活性剤が挙げられる。特にこれらの化合物の中で付加エチレンオキサイドのモル数が0〜20のアセチレングリコール・アルコール型界面活性剤を水系塗料組成物に対し0.05〜0.5%含有すると好ましい。尚、アセチレングリコール・アルコール型界面活性剤は、濡れ速度が大きくかつ消泡効果を同時に有することが特徴である。一方、フッ素系及びシリコン系の界面活性剤は,表面張力低下能力は優れているが、濡れ速度は小さく消泡性に劣り、更には、上塗り塗装密着性も劣るため適切でない。
【0106】
また、増粘剤は被塗面のはじき箇所に対して濡れ剤だけでは十分な表面被覆性が確保できない場合、または、ロールコーターに代表される塗布方法で塗膜厚が確保されない場合の対策として添加することがある。本発明の塗料は、通常、高速で被塗物に塗装されるため、セルロース系に代表されるチクソタイプの増粘剤では、高速ずり応力を受ける塗工条件では効果が小さい。この様な塗工条件では、ニュートニアタイプの増粘剤が適切であることは公知である。本発明に使用する増粘剤としては、分子量が1000〜20000のエーテル・ウレタン骨格を有する増粘剤が特に好ましい。
【0107】
通常、塗料に添加剤を配合する場合、本来の性能を低下させることが多いが、この増粘剤は加水分解が起こりにくい骨格のため塗膜中に残存した場合の影響が非常に小さいことが特徴である。添加量は水系塗料組成物の樹脂固形分に対し0.01〜0.2%であり、通常、塗工条件により決定される。0.01%未満では増粘効果が小さく、0.2%を超える量では粘度が大きくなりすぎるため、塗工性に支障が生じること及び高度の加工性と優れた耐食性が低下するため好ましくない。
【0108】
以上述べた化合物で構成される本発明の塗料は用途、塗装条件によって異なるが一般的には不揮発分濃度15〜30%、粘度10〜50cps、表面張力を80dyne/cm以下に調整することが望ましい。その理由は、狙い膜厚を制御し易く外観むらや塗料はじきのない均一な膜厚を得るためである。塗布の方法はロールコート法、浸漬法、エアーナイフ絞り、グルーブロール法、カーテン塗布法等の既存の方法を採用できるが、膜厚制御及び膜厚精度、むらのない外観が得られ易いリバースロールコート塗布が最も望ましい。塗布量は乾燥膜厚として0.2〜5g/m2塗布後ただちに熱風、遠赤外線炉、電気炉、燃焼炉、誘導加熱で板温80〜200℃、好ましくは、120〜160℃に焼き付けたのち水冷等の方法により強制冷却し乾燥して成膜させる。
【0109】
付着量0.2〜5g/m2の範囲を限定した理由は0.2g/m2未満では本発明が目的とする加工部耐食性が不十分である。5g/m2超では溶接ができず、ブロッキング等の問題が生じ易くなる。焼付板温の限定理由は80℃未満では樹脂のリフローと架橋反応が不十分のため粗面の欠陥の多い皮膜となり、200℃超では樹脂が熱分解、加熱酸化を受け性能が劣化する。最も望ましい樹脂の融解と架橋による均一で平滑な無欠陥皮膜は120〜160℃の範囲で得られる。
【0110】
以下、実施例により本発明を具体的に説明する。
【実施例1】
【0111】
まず、厚さ0.8mmの冷延鋼板を準備し、これに各種金属又は金属間間化合物を添加した450℃のZn−Mg−Alめっき浴、Zn−Mg−Al−Siめっき浴で3秒溶融めっきを行い、N2ワイピングでめっき付着量を片面80g/m2に調整した。得られためっき鋼板のめっき組成とAl相中に存在した金属間化合物を表1に示す。金属間化合物はEDXを使用して元素と組成を分析した。また、表1に各金属間化合物のAlの{110}面と近い面の面指数とその面を構成する格子方向の方向指数、及び面間隔を示す。
Al系金属間化合物の中にはめっき浴中に溶解し、再晶出した際にAlの一部がSiに置換されたと考えられるものも存在したが、結晶方位と面間隔に大きな変化が見られなかったため、実施例ではSiに置換されていないAl系金属間化合物として表記した。
Al相と金属間化合物の結晶方位は、研磨しためっき面からEBSP法を用いて決定し、Al相の{110}面と金属間化合物の各格子面の整合性を調査した。結果を表1に示す。Al相の{110}面と金属間化合物の各格子面が平行であったものを○、Al相の{110}面と金属間化合物の各格子面に関連性が見られなかったものを×とした。
次に、このめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布型クロメート処理を行い、その上に、製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.0g/m2の皮膜を有する表面処理鋼板を作製した。
ポリウレタン樹脂製造例1
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール80部、平均分子量700のビスフェノールAプロピレンオキサイド3モル付加物120部、及び2,2−ビス(ヒドロキシメチル)プロピオン酸12部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート100部を加え、110℃に加温して2時間反応させ、トリエチルアミンを11部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは85℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=40:60である。
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表1に示す。
番号5、11は金属間化合物のAlの{110}面と近い面を構成する格子面の格子方向の面間隔が、本発明の範囲外であるため加工部耐食性が不合格となった。番号20、26、32、38,44,50,56は耐食性の比較のためにいれた金属間化合物を添加していないめっき鋼板である。これら以外の本発明品は,加工部耐食性が優れた表面処理めっき鋼板であった。
【実施例2】
【0112】
まず、厚さ0.8mmの冷延鋼板を準備し、これにTiを添加した450℃のZn−Mg−Alめっき浴、Zn−Mg−Al−Siめっき浴で3秒溶融めっきを行い、N2ワイピングでめっき付着量を片面80g/m2に調整した。得られためっき鋼板のめっき組成とAl相中に存在した金属間化合物を表2に示す。Al相中に存在した金属間化合物はTiAl3及びTiAl3のAlの一部がSiに置換されたと考えられるTi(Al1-XSiX)3であった。いずれも{110}面を構成する格子方向、[110]方向と[002]方向の面間隔が、それぞれ2.725Å、4.29Å、{102}面を構成する格子方向,[102]方向と[100]方向の面間隔が、それぞれ2.8682Å、3.8537Åであった。
【0113】
また、Al相と上記金属間化合物の結晶方位は、研磨しためっき面からEBSP法を用いて決定し、TiAl3及びTiAl3のAlの一部がSiに置換されたと考えられるTi(Al1-XSiX)3の{110}面、{102}面がAl相の{110}面と平行であることを確認した。
【0114】
次に、これらのめっき鋼板を脱脂した後、表3に示す付着量の塗布クロメート処理、または、りん酸亜鉛処理を行い、その上に、製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.0g/m2の皮膜を有する表面処理鋼板を作製した。
【0115】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0116】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表3に示す。表3は下地処理層として、クロメート皮膜、リン酸亜鉛皮膜を適応した結果を示したものである。番号69,70は下地処理層がないため皮膜密着性,加工部耐食性が不合格となった。これら以外のクロメート皮膜、リン酸亜鉛皮膜を下地としたものはいずれも皮膜密着性,加工部耐食性が良好な結果となった。
【実施例3】
【0117】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、表4に示す薬剤を用いて表5〜7に示す組成の下地処理剤を塗布し熱風乾燥炉で乾燥した。乾燥時の到達板温は150℃とした。
【0118】
この下地処理の上に製造例1により製造されたポリウレタン樹脂100質量%に微粒シリカ(スノーテックス−N:日産化学工業社製)を30%配合した水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、付着量1.5g/m2の皮膜を有する表面処理鋼板を作製した。
【0119】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0120】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表5〜7に示す。表5〜表7は下地処理層として樹脂系皮膜を適応し、樹脂系皮膜組成の影響を調査したものである。番号138は下地処理層がないことが本発明の範囲外であるため皮膜密着性、加工部耐食性が不合格となった。これら以外はいずれも皮膜密着性、加工部耐食性が良好な結果となった。なお、シランカップリング剤(e)の種類としては、番号74〜77の中でエポキシ基を有するe1、アミノ基を有するe2を単独で使用もしくは併用した番号74、75、77が比較的良好な加工部耐食性を示した。
【実施例4】
【0121】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布クロメート処理、または実施例3の番号74の組成(表5)、番号96の組成(表6)、番号118の組成(表6)と同じ下地処理を付着量200mg/m2で行い、表8に示す薬剤を用いて表9〜12に示す組成の水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、表9〜12に示す付着量の皮膜を有する表面処理鋼板を作製した。
ポリウレタン樹脂製造例2
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール40部、平均分子量700のビスフェノールAプロピレンオキサイド3モル付加物160部、2,2−ビス(ヒドロキシメチル)プロピオン酸10部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート120部を加え、110℃に加温して2時間反応させ、トリエチルアミンを10部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは105℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=20:80である。
ポリウレタン樹脂製造例3
末端にヒドロキシル基を有するアジピン酸と1,4−ブチレングリコールから合成された平均分子量900のポリエステルポリオール230部、2,2−ビス(ヒドロキシメチル)プロピオン酸15部をN−メチル−2−ピロリドン100部に加え、80℃に加温して溶解させる。その後、ヘキサメチレンジイソシアネート100部を加え、110℃に加温して2時間反応させ、トリエチルアミンを11部加えて中和する。この溶液をエチレンジアミン5部と脱イオン水570部を混合した水溶液に強撹拌下において滴下して水系ウレタン樹脂を得た。この樹脂のTgは30℃、ポリエステル骨格とポリエーテル骨格の重量比は、ポリエステル骨格:ポリエーテル骨格=100:0である。
【0122】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0123】
加工部耐食性は、張り出し試験後のサンプルの耐食性を評価した。張り出し試験は,200×200mmのブランク板を直径120mmφの球頭を使用し,高さ35mm張り出した.スクライブドサークルを使用してサンプルの歪み量を測定した結果,高さ方向に33%,円周方向に9%延びていた.
耐食性は張出し後の加工部についてSST120hr後の白錆発生状況を以下に示す評点づけで判定した。評点は3以上を合格とした。
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
溶接性の評価は、下記のスポット溶接条件で行った。
加圧力:200kgf
電極:Cu−Cr系合金,CF型,先端径6mmφ
通電時間:10サイクル
連続溶接条件:ナゲット形成電流I0(板厚をtとした時、ナゲット径が4√t
以上になる最小電流値)の1.4倍の電流値(Ia)、1打点/3
秒の速度、20打点毎に30秒休止の条件で連続溶接
連続溶接終了:100打点毎にナゲット径測定用のサンプルを0.85×Iaの
電流値で溶接し、ナゲット径が4√tより小さくなった時点を終
了と判定
評価は、溶接点数500点以上を合格とした。
【0124】
評価結果を表9〜12に示す。表9〜12は皮膜の組成の影響を調査したものである。番号200〜205、210〜215は微粒シリカの添加量が本発明の範囲外であるため加工部耐食性が不合格となった。番号206、208,216,218は皮膜の付着量が本発明の下限未満であるため加工部耐食性が不合格となった。番号207、209,217,219は皮膜の付着量が本発明の上限を超えるため溶接性が不合格となった。これら以外はいずれも、密着性、加工部耐食性、溶接性が良好な結果となった。なお、水性樹脂(a)の種類としては、番号139〜146の中で、ポリエステル骨格及びポリエーテル骨格を有するポリウレタン樹脂a1(Tg:85℃)、ポリエステル骨格及びポリエーテル骨格を有するポリウレタン樹脂a2(Tg105℃)を使用した番号139及び140が比較的良好な加工部耐食性を示した。
【実施例5】
【0125】
まず、表2に示すめっき鋼板を準備し、これらのめっき鋼板を脱脂した後、Cr付着量50mg/m2の塗布クロメート処理、または実施例3の番号74の組成(表5)、番号96の組成(表6)、番号118の組成(表6)と同じ下地処理を付着量200mg/m2で行い、表8に示す薬剤を用いて表13に示す組成の水性塗料を塗布し、到達板温が150℃になるよう焼き付けて、表13に示す付着量の皮膜を有する表面処理鋼板を作製した。
【0126】
皮膜密着性の評価は、エリクセン試験機で7mm絞り、凸部をテープ剥離し、皮膜が剥離しなかったものを合格、剥離したものを不合格とした。
【0127】
加工部耐食性は,深絞り試験後の耐食性を評価した.115mmφの直径のブランク板を使用し,ポンチ径=50mmφ,しわ押さえ圧=3t,深絞り速度=30m/minの条件で円筒深絞り試験を行った.耐食性は深絞り後の側面部についてCCT30サイクル後の白錆発生状況を以下に示す評点づけで判定した.CCTは,SST(5%塩水噴霧)2hr→乾燥(60℃ 30%RH)4hr→湿潤(50℃ 95%RH)2hrを1サイクルとした.
10:白錆発生なし
9:白錆発生1%未満
8:白錆発生1%以上3%未満
7:白錆発生3%以上5%未満
6:白錆発生5%以上7%未満
5:白錆発生7%以上10%未満
4:白錆発生10%以上15%未満
3:白錆発生15%以上20%未満
2:白錆発生20%以上30%未満
1:白錆発生30%以上
評価結果を表13に示す。表13は固形潤滑剤の影響を調査したものである。固形潤滑剤の添加量が適量のものは,摩擦係数が低いため,絞り加工部の加工部耐食性が優れていた。
【0128】
【表1】
【0129】
【表2】
【0130】
【表3】
【0131】
【表4】
【0132】
【表5】
【0133】
【表6】
【0134】
【表7】
【0135】
【表8】
【0136】
【表9】
【0137】
【表10】
【0138】
【表11】
【0139】
【表12】
【0140】
【表13】
【産業上の利用可能性】
【0141】
以上述べてきたように、本発明により、Zn−Al−Mg系めっき鋼板において,加工部耐食性が優れた表面処理鋼板を製造することが可能となった。これまで加工部耐食性低下のために使用できなかった部材に高耐食性鋼板の使用が広がることによって、これら加工品の耐久性向上に大いに貢献可能となる。
【図面の簡単な説明】
【0142】
【図1】Al相中に存在する金属間化合物の一例を示す図で,(a)はめっき鋼板のめっき層の顕微鏡写真(3000倍)で、(b)は写真中の各組織の分布状態を示した図である。
【図2】図1のAl相と金属間化合物の極点図で、(a)はAl相の(110)極点図、(b)は金属間化合物の(110)極点図、(c)は金属間化合物の(102)極点図である。
【特許請求の範囲】
【請求項1】
鋼板の片面または両面に、Al:4〜10質量%、Mg:1〜5質量%及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項2】
鋼板の片面または両面に、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項3】
請求項1乃至2のいずれかに記載の金属間化合物の結晶系が、立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項4】
請求項1乃至3のいずれかに記載の金属間化合物の含有量が、1質量%以下であることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項5】
ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を結晶核とし、Al相のデンドライトの一次アームが[110]方向に成長していることを特徴とする請求項1乃至4のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項6】
水性樹脂(a)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする請求項1乃至5のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項7】
水性樹脂(a)がポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂であることを特徴とする請求項1乃至6のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項8】
ポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂のポリエステル骨格に対するポリエーテル骨格の質量比率が10:90〜70:30であることを特徴とする請求項1乃至7のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項9】
水性樹脂(a)のガラス転移温度(Tg)が70℃以上200℃以下であることを特徴とする請求項1乃至8のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項10】
水性塗料が、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(c)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする請求項1乃至9のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項11】
下地処理層としてCr付着量5〜100mg/m2のクロメート皮膜を有することを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項12】
下地処理層として付着量0.2〜5.0g/m2のりん酸塩皮膜の化成皮膜を有することを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項13】
下地処理層として水性樹脂(d)を含有する下地処理液を塗布、乾燥することにより形成される樹脂系皮膜層を有し、その皮膜層の乾燥後の付着量が10〜3000mg/m2であることを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項14】
水性樹脂(d)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする請求項13に記載の加工部耐食性に優れた表面処理鋼板。
【請求項15】
請求項13または14のいずれかに記載の下地処理液に、更にシランカップリング剤(e)を水性樹脂(d)100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項16】
シランカップリング剤(e)が反応性官能基として、エポキシ基及びアミノ基からなる群より選択される少なくとも1種を含有することを特徴とする請求項15に記載の加工部耐食性に優れた表面処理鋼板。
【請求項17】
請求項13乃至16のいずれかに記載の下地処理液に、更にポリフェノール化合物(f)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項18】
請求項13乃至17のいずれかに記載の下地処理液に、更にリン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項19】
ヘキサフルオロ金属酸がTi、Si、Zr、Nbの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする請求項18に記載の加工部耐食性に優れた表面処理鋼板。
【請求項20】
請求項13乃至19のいずれかに記載の下地処理液に、更にリン酸塩化合物(h)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項21】
リン酸塩化合物(h)がカチオン成分としてMg、Mn、Al、Ca、Niの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする請求項20に記載の加工部耐食性に優れた表面処理鋼板。
【請求項22】
請求項13乃至21のいずれかに記載の下地処理液に、更にSi、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項23】
上層として塗布する水性塗料に、更に、固形潤滑剤(j)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする請求項1乃至22のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項24】
固形潤滑剤(j)が粒径0.1〜5.0μmのポリオレフィンワックスであることを特徴とする請求項23に記載の加工部耐食性に優れた表面処理鋼板。
【請求項1】
鋼板の片面または両面に、Al:4〜10質量%、Mg:1〜5質量%及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項2】
鋼板の片面または両面に、Al:4〜22質量%、Mg:1〜5質量%、Si:0.5質量%以下及びブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有し、残部がZn及び不可避的不純物より構成されるZn合金めっき層を有するめっき鋼板のめっき層が,〔Al/Zn/MgZn2の三元共晶組織〕の素地中に〔Mg2 Si相〕と〔Al相〕及び〔MgZn2相〕が混在した金属組織を有し、且つ、〔Al相〕の中にブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下で他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を含有するめっき層を有し,その上に中間層として下地処理層を有し,その上に上層として水性樹脂(a)の固形分100質量%に対して、シリカ粒子(b)を5〜50質量%含有する水性塗料を塗布、乾燥することにより得られる樹脂系皮膜が0.2〜5g/m2の付着量で形成されていることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項3】
請求項1乃至2のいずれかに記載の金属間化合物の結晶系が、立方晶、正方晶、斜方晶、単斜晶、六方晶のいずれかであることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項4】
請求項1乃至3のいずれかに記載の金属間化合物の含有量が、1質量%以下であることを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項5】
ブラベー格子の格子面を構成する格子方向の一方の面間隔が2.57Å以上3.15Å以下、他方の面間隔が3.64Å以上4.46Å以下である格子面を持つ金属間化合物を結晶核とし、Al相のデンドライトの一次アームが[110]方向に成長していることを特徴とする請求項1乃至4のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項6】
水性樹脂(a)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする請求項1乃至5のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項7】
水性樹脂(a)がポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂であることを特徴とする請求項1乃至6のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項8】
ポリエステル骨格部分及びポリエーテル骨格を有するポリウレタン樹脂のポリエステル骨格に対するポリエーテル骨格の質量比率が10:90〜70:30であることを特徴とする請求項1乃至7のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項9】
水性樹脂(a)のガラス転移温度(Tg)が70℃以上200℃以下であることを特徴とする請求項1乃至8のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項10】
水性塗料が、更に、アミノ樹脂、ポリイソシアネート化合物、そのブロック体、エポキシ化合物及びカルボジイミド化合物からなる群から選択される少なくとも1種の架橋剤(c)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする請求項1乃至9のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項11】
下地処理層としてCr付着量5〜100mg/m2のクロメート皮膜を有することを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項12】
下地処理層として付着量0.2〜5.0g/m2のりん酸塩皮膜の化成皮膜を有することを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項13】
下地処理層として水性樹脂(d)を含有する下地処理液を塗布、乾燥することにより形成される樹脂系皮膜層を有し、その皮膜層の乾燥後の付着量が10〜3000mg/m2であることを特徴とする請求項1乃至10のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項14】
水性樹脂(d)が水性エポキシ樹脂、水性フェノール樹脂、水性ポリエステル樹脂、水性ポリウレタン樹脂、水性アクリル樹脂及び水性ポリオレフィン樹脂からなる群より選択される少なくとも1種であることを特徴とする請求項13に記載の加工部耐食性に優れた表面処理鋼板。
【請求項15】
請求項13または14のいずれかに記載の下地処理液に、更にシランカップリング剤(e)を水性樹脂(d)100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項16】
シランカップリング剤(e)が反応性官能基として、エポキシ基及びアミノ基からなる群より選択される少なくとも1種を含有することを特徴とする請求項15に記載の加工部耐食性に優れた表面処理鋼板。
【請求項17】
請求項13乃至16のいずれかに記載の下地処理液に、更にポリフェノール化合物(f)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項18】
請求項13乃至17のいずれかに記載の下地処理液に、更にリン酸及びヘキサフルオロ金属酸からなる群より選択される少なくとも1種(g)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項19】
ヘキサフルオロ金属酸がTi、Si、Zr、Nbの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする請求項18に記載の加工部耐食性に優れた表面処理鋼板。
【請求項20】
請求項13乃至19のいずれかに記載の下地処理液に、更にリン酸塩化合物(h)を水性樹脂(d)の固形分100質量%に対して0.1〜100質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項21】
リン酸塩化合物(h)がカチオン成分としてMg、Mn、Al、Ca、Niの中からなる群より選択される少なくとも1種の元素を含むことを特徴とする請求項20に記載の加工部耐食性に優れた表面処理鋼板。
【請求項22】
請求項13乃至21のいずれかに記載の下地処理液に、更にSi、Ti、Al、Zrからなる群より選択される少なくとも1種の金属元素からなる金属酸化物粒子(i)を水性樹脂(d)の固形分100質量%に対して1〜300質量%含有することを特徴とする加工部耐食性に優れた表面処理鋼板。
【請求項23】
上層として塗布する水性塗料に、更に、固形潤滑剤(j)を水性樹脂(a)の固形分100質量%に対して1〜40質量%含有することを特徴とする請求項1乃至22のいずれかに記載の加工部耐食性に優れた表面処理鋼板。
【請求項24】
固形潤滑剤(j)が粒径0.1〜5.0μmのポリオレフィンワックスであることを特徴とする請求項23に記載の加工部耐食性に優れた表面処理鋼板。
【図1】

【図2】

【図2】
【公開番号】特開2006−22363(P2006−22363A)
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願番号】特願2004−200325(P2004−200325)
【出願日】平成16年7月7日(2004.7.7)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願日】平成16年7月7日(2004.7.7)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]