
加湿用膜およびその製造方法
【課題】高いガスバリア性、水蒸気透過性を兼ね備え、かつ耐久性、耐熱性に優れた加湿用膜を提供するものである。
【解決手段】本発明の課題は、加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜によって達成される。
【解決手段】本発明の課題は、加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜によって達成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加湿用膜に関するものである。
【背景技術】
【0002】
近年、加湿用膜を用いて加湿を行う方法が注目されている。加湿用膜を用いた加湿方式は、メンテナンスフリーであるばかりではなく、従来のバブリングを用いた加湿方式のような駆動に電源を必要としないなどの多くの利点を有している。
【0003】
加湿用膜は、燃料電池スタックの隔膜加湿等に用いられるが、燃料電池の場合、車載用では4000NL/分程度の多量の空気流量に対しての加湿が必要であるため、水蒸気透過性が高いことが求められている。また、定置用では加湿の駆動源に温水が使用される場合が多く、加湿用膜への耐久性と耐熱性の付与が特に必要とされている。実際に、固体高分子型燃料電池の場合、実稼動温度は約60〜80℃で水蒸気飽和状態での雰囲気となる。
【0004】
水蒸気を選択的に透過させる加湿用用膜として、現在数種類のものが市販されている。上記の必要特性に加え、これらはエアリークを防ぐため、ガスバリア性が必要でありながら、水蒸気透過性を有しておらねばならず、非常に微細な孔径にし、加圧することによって所望の水蒸気透過量を得ようとするものであった。
【0005】
ポリイミド樹脂を素材として用いた加湿用膜は、耐熱性および耐久性にはすぐれているが、水蒸気透過性が低いという欠点がみられる。また、フッ素系イオン交換膜を用いた加湿用膜は、ポリイミド樹脂を素材とした加湿用膜よりは水蒸気透過性は高いものの、燃料電池スタックに用いるほどの水蒸気透過性には乏しく、さらに耐熱性にも乏しい。膜自体も非常に高価である。
【0006】
また、ポリエーテルイミド樹脂を素材とした加湿用膜は、フッ素系イオン交換膜と同等の水蒸気透過性、さらに耐熱性の両立が図られている。その為、多くの産業分野で採用されているが、膜の耐久性が弱く、多量の気体の除湿・加湿の際、加湿用膜が切断されるという問題がみられる。
【0007】
いずれにせよ、現状の加湿用膜では、ガスバリア性を重視した結果、本来の加湿用膜に必要な加湿性能は不十分であった。
【0008】
膜素材としては、ポリフェニルスルホン樹脂および親水性ポリビニルピロリドンの水溶性有機溶媒溶液よりなる紡糸原液を用い、N−メチル−2−ピロリドン水溶液を芯液として乾湿式紡糸し、多孔質ポリフェニルスルホン樹脂中空糸膜を得る方法は、既に提案されている。しかし、ここで得られた中空糸膜は油水分離用限外ロ過膜等に好適に使用されると述べられており、水蒸気透過を目的とするものではなかった。(特許文献1)
また、ポリフェニルスルホン樹脂および親水性ポリビニルピロリドンの水溶性有機溶媒溶液よりなる紡糸溶液中にさらに水を加え、水を芯液として乾湿式紡糸し、多孔質ポリフェニルスルホン樹脂中空糸膜を得る方法も提案されているが(特許文献2〜4)、ここでもその目的は純水透過係数の改善を図ることにあるとされており、水蒸気透過を目的とするものではなかった。
【特許文献1】特開2001−219043号公報
【特許文献2】特開2001−46867号公報
【特許文献3】特開2001−46868号公報
【特許文献4】特開2004−290751号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、高いガスバリア性、水蒸気透過性を兼ね備え、かつ耐久性、耐熱性に優れた加湿用膜を提供するものである。
【課題を解決するための手段】
【0010】
本発明の課題は、加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜によって達成される。
【発明の効果】
【0011】
本発明により得られる加湿用膜は、ガスバリア性、水蒸気透過性を兼ね備え、耐久性、耐熱性に優れているため、加湿用膜として有効に使用することができる。
【発明を実施するための最良の形態】
【0012】
本発明の加湿用膜は、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持つことが必要である。好ましくは重量平均分子量10000のデキストランふるい係数が0.6以下であり、重量平均分子量1000のデキストランふるい係数が0.4以上であることが好ましく、0.5以上であることがより好ましい。デキストランに対するふるい係数は実施例に記載の方法で測定される。重量平均分子量30000のデキストランふるい係数が0.1を超えるとガスバリア性が低下し、エアリークが起こってしまう。また重量平均分子量1200のデキストランふるい係数が0.3未満であると十分な加湿性能が得られない。
【0013】
また、透水性能は1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることが良好な水蒸気透過性能を得るためには必要である。好ましくは透水性能2.1×10−11m3/m2/s/Pa以上、2.6×10−10m3/m2/s/Pa以下であることが好ましい。透水性能は実施例に記載の方法で測定される。しかし、ふるい係数が上記の値の範囲内であっても、透水性能が4.3×10−10m3/m2/s/Paを超える場合はガスバリア性が低下し、エアリークが起こる場合があり。さらに透水性能が1.1×10−11m3/m2/s/Pa以下の場合は十分な加湿性能が発揮されない場合がある。
【0014】
本加湿用膜の構造に関しては、内表面側が緻密である非対称構造が好ましい。つまり支持層とその内表面側に緻密層を有する構造が好ましい。0.3μm以上の空隙長を有する支持層と0.1μm以下の空隙長を有する緻密層が存在することが好ましく、緻密層は2.0μm以下の厚さで存在することがより好ましい。空隙長は電子顕微鏡を用いて加湿用膜の断面構造(加湿用中空糸膜の場合は長手方向の断面構造)を10000倍の観察条件にて測定することができる。空隙長とは断面構造に見られる空孔径である。また空孔が円で無い場合は、特に測定距離方向を断定する必要は無いが、空孔部分の距離である。空隙長が0.3μm以上の支持層は、膜強度を維持するものであり、かつ水蒸気透過性を高めるものと考えられる。支持層については長手方向の加湿用膜断面全体を観察し、最低一カ所0.3μm以上の空隙長があれば良い。空隙長が0.1μm以下の緻密層は、ガスバリア性と水蒸気透過性を調整するものと考えられる。緻密層が薄ければ、水蒸気透過性は向上するものの、ガスバリア性が低下する。そのため、2.0μm以下の厚さが好ましく、1.5μm以下の厚さがより好ましい。
【0015】
本発明の加湿用膜を構成する材料は特に限定されるものではないが、ポリアミド、ポリイミド、ポリフェニルエーテル、ポリエーテルスルホン、ポリスルホン等があげられ、中でもポリスルホンが好ましい。
【0016】
本発明の加湿用膜には親水性高分子が含まれていることが好ましい。親水性高分子としては、ポリアルキレンオキサイド、ポリビニルアルコール、ポリエチレングリコール、ポリビニルピロリドン等があげられ、この中でも、ガラス転移点が150℃よりも高い親水性高分子が加湿用膜としての耐熱性が優れているため用いられる。例に挙げたポリビニルピロリドンはガラス転移点が180℃と高いため加湿用膜用途として好ましい。親水性高分子物質として添加されるポリビニルピロリドンとしては、分子量が約1000(K−15)〜1200000(K−90)の物が存在し、ポリスルホン系樹脂100重量%当り約20〜100重量%、好ましくは約30〜80重量%の割合で用いられる。中空糸膜に親水性を付与させたい場合は高分子量のポリビニルピロリドンを用い、水蒸気透過性を向上させたい場合は低分子量のポリビニルピロリドンを用いる。場合によっては2種類以上の異なった分子量のポリビニルピロリドンを用いてもかまわない。ポリビニルピロリドンの添加によってガスバリア性を向上させつつ、水蒸気透過速度を向上させるという効果を達成させる。
【0017】
本発明の加湿用膜を中空糸として使用する場合は、内径が200μm以上800μm以下であることが好ましい。より好ましくは700μm以下であり、300μm以上がより好ましい。内径は加湿用膜長手方向にカミソリ刃を用いて切断し、200倍のレンズを取り付けたマイクロウォッチャーで測定することができる。
【0018】
本発明の加湿用膜は膜厚が40μm以上200μm以下であることが好ましい。
より好ましくは60μm以上が好ましい。膜厚は加湿用膜を(加湿用中空糸膜の場合は長手方向に)カミソリ刃を用いて切断し、200倍のレンズを取り付けたマイクロウォッチャーで測定することができる。
【0019】
本発明の加湿用膜の内、加湿用中空糸膜は具体的には以下のように作製されるが、これに限定されるものではない。加湿用平膜についても同様に公知の方法で作製することが出来る。
【0020】
本発明の加湿用中空糸膜は、オリフィス型二重円筒型口金から製膜原液と芯液を吐出させて、中空糸状に製膜を行う工程、温水で洗浄する工程、洗浄後に巻き取る工程を有する加湿用膜の製造方法において、乾熱乾燥機を用いて巻き取る工程の後に、40℃以上150℃以下で30分以上乾燥させる工程を有する加湿用膜の製造方法で作製されることが好ましい。
【0021】
本発明の加湿用中空糸膜はポリスルホンを用いて作製することができ、以下ポリスルホン中空糸膜を例として説明する。本発明で使用するポリスルホンは市販品をそのまま使用することができる。例えばソルベー社製品UDEL P3500 等が例に挙げられる。
【0022】
ポリスルホン樹脂を製膜成分とする製膜原液は、ポリスルホン樹脂に親水性ポリビニルピロリドン、水溶性有機溶媒および水が添加されることで得られる。
【0023】
水溶性有機溶媒としては、ジメチルホルムアミド、ジメチルアセトアミド、N−メチル−2−ピロリドン等の非プロトン性極性溶媒が用いられる。
【0024】
ポリスルホン系樹脂は、製膜原液中約10〜25重量%、好ましくは約15〜20重量%の濃度で用いられることが好ましい。ポリスルホン濃度が10重量%の場合は強度不足により製膜が困難となり、25重量%以上だとポリスルホン中のサイクリックダイマーにより、製膜中に圧力上昇が起こり製膜困難な状況になる場合がある。さらに、このような濃度範囲より少なくてもあるいは多くても、所望の孔径を有する中空糸膜は得られない場合がある。
【0025】
次に、製膜原液をオリフィス型二重円筒型口金の外側の管より吐出する。この時、芯液としてポリスルホンの良溶媒と貧溶媒の混合液、もしくはポリスルホンの貧溶媒を内側の管より吐出することで、中空糸型に成型する。
【0026】
吐出された製膜原液を、温度30℃の雰囲気の乾式部を通過した後、凝固溶液中で凝固させる。凝固させた中空糸膜は好ましくは40〜90℃の温水で洗浄され、巻き取られる。40℃以下の洗浄では有機溶媒等の洗浄が不十分になり、中空糸膜からの溶出物が加湿時に影響を及ぼす場合があり、90℃以上では、親水性高分子を必要以上に洗浄してしまうため耐ガスバリア性が低下する場合がある。
【0027】
次いで、この巻き取った湿潤状態の膜束を、所望の孔径にするために乾燥処理を行うことで、本発明の加湿用中空糸膜が得られる。これは、湿潤状態の加湿用膜を乾燥させることにより、膜孔径を縮めるものである。その後湿潤させても透水性能やデキストランふるい係数は乾燥前の数値に戻らない。
【0028】
本加湿用膜の乾燥処理方法として、加湿用膜を小分けにし(加湿用中空糸膜であれば数百本から数千本に小分けし)、40℃以上150℃以下の乾熱乾燥機で30分以上乾燥することが好ましい。40℃より低い温度による乾燥では、乾燥時に時間がかかり、さらに所望の膜孔径にすることはできない場合があり、エアーリークが発生してしまうことがある。150℃以上の温度に上げると、ポリスルホンを用いた場合に、そのガラス転移点に近づくため、加湿用膜に損傷を与えてしまう場合がある。乾燥時間は30分以上が好ましく、さらには5時間以上が好ましい。乾燥時間の上限は特には設けないが作業効率より、72時間以内であることが好ましい。
【0029】
本発明の乾燥処理とは、加湿用膜が保持している水分を0.5%以下にすることとする。加湿用膜が保持している水分の測定は、上記乾燥工程を終えた加湿用膜重量を測定後、該加湿用膜を100℃の乾熱乾燥機に放置し24時間放置後の後の加湿用膜重量から、水分蒸発量を計算することができる。
【実施例】
【0030】
次に実施例について本発明を説明する。
【0031】
(1)透水性能測定
プラスチック管に加湿用中空糸膜を通して両端を接着剤で固定した有効長0.1mのプラスチック管モジュールを作製(以下、ミニモジュール)し、加湿用膜内側に水圧1.3×104Paをかけ、外側に流出してくる単位時間あたりの濾過量を測定した。透水性能は下記の式で算出した。加湿用平膜についてもミニモジュールを作製する以外は同様に測定することができる。
【0032】
透水性能(m3/m2/s/Pa)=QW/(T×A×P)
ここで、QWは濾過量(m3/s)、Tは処理時間(s)、Pは圧力(Pa)、Aは総膜面積(m2)(加湿用中空糸膜を測定する場合は内表面積換算)を意味する。
【0033】
加湿用中空糸膜を測定する場合、その本数は加湿用中空糸膜内表面積(加湿用中空糸膜内径(m)×3.14×有効長(m)×加湿用中空糸膜本数(本))が0.0025m2になるようにあわせた。
【0034】
(2)デキストランに対するふるい係数(Sc)測定
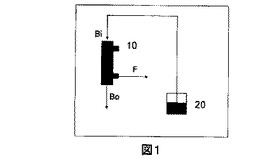
図1にデキストランふるい係数の加湿用中空糸膜における方法を示す。加湿用平膜についてもミニモジュールを作製する以外は同様に測定することができる。加湿用中空糸膜モジュール10のデキストラン溶液入り側(Bi)から後述するデキストラン溶液20を流速3×10−4m3/sで流し、デキストラン溶液濾過側(F)から1.2×10−5m3/sで濾液を取り出しながら、1時間の循環濾過を行った。一時間後、デキストラン溶液出側(Bo)から流れ出るデキストラン溶液の濃縮液とF側から流れ出る濾液を15分間採取した。また、このサンプリング開始5分後にデキストラン溶液の原液をBi側から5ml採取した。
【0035】
これらのデキストラン溶液を東ソー社製GPC(HLC−8220GPC)装置で同社製TSK−GEL(G3000PWXL)カラムを使用し、FLOW RATE1.0ml、カラム温度40℃での条件で処理し、その結果得られた示差屈折率からデキストランの重量平均分子量を求めた。
【0036】
なお、デキストラン溶液の原液は、FULKA社製、重量平均分子量〜1200〔No.31394〕、〜6000〔No.31388〕、15000〜20000〔No.31387〕、〜40000〔No.31389〕、〜60000〔31397〕、〜200000〔No.31398〕をそれぞれ0.5mg/mlになるように作成した。溶質全体では3.0mg/mlにした。
【0037】
ふるい係数は以下の式で求めた。
【0038】
デキストランふるい係数(%)=(2×CF)×100/(CBi+CBo)
ここで、CF=濾液濃度、CBi=原液濃度、CBBo=濃縮液濃度とした。
【0039】
(3)空隙長測定
加湿用膜の断面(加湿用中空糸膜の場合は長手方向の断面)を電子顕微鏡10000倍で観察し、加湿用膜の厚み方向で6.0μmの範囲を表裏5カ所測定した。加湿用中空糸膜の場合は、最内表面および最外表面それぞれの厚み方向で6.0μm範囲を5カ所測定した。
【0040】
(4)緻密層厚さ測定
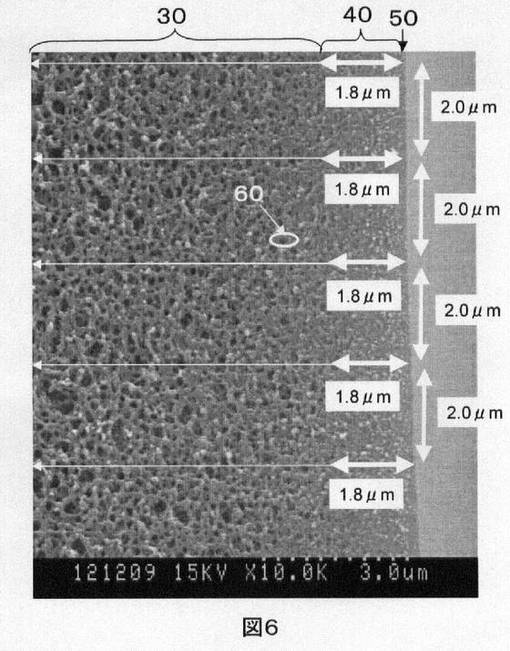
図6を用いて説明するが、加湿用膜の断面(加湿用中空糸膜の場合は長手方向の断面)を電子顕微鏡10000倍で観察し、加湿膜の厚み方向に対して、垂直方向に2μm毎の間隔で、加湿用膜の内表面50から空隙長が0.1μm以上である箇所までの距離(厚み)を5カ所測定し、平均値を求めた。
【0041】
(5)加湿用膜水分量測定
加湿用膜水分量(%)=((乾燥工程を終えた加湿用膜重量−100℃乾熱乾燥機・24時間放置後の膜重量)/100℃乾熱乾燥機・24時間放置後の膜重量)×100
(6)中空糸糸径測定
巻き取られた中空糸をマイクロウォッチャーの200倍レンズ(KEYENCE社製、VH−Z100)で測定した。
【0042】
(実施例1)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド40部、水60部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は10m/minとし、中空糸膜内径は560μm、膜厚は130μmとした。
【0043】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0044】
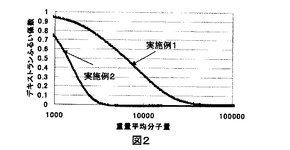
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が8.6×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図2に示す。
【0045】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.2μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
【0046】
【表1】

【0047】
(実施例2)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、0.35/0.25mmからなる2重管口金からジメチルアセトアミド40部、水60部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は60m/minとし、中空糸膜内径は200μm、膜厚は40μmとした。
【0048】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0049】
この加湿用中空糸膜を40本取り出し、0.1mのミニモジュールにしたところ、透水性能が2.1×10−11m3/m2/s/Paであり、中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図2に示す。
【0050】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.0μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(実施例3)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は750μm、膜厚は86μmとした。
【0051】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0052】
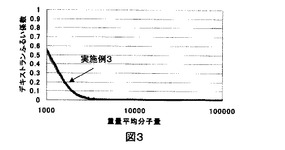
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が3.0×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図3に示す。
【0053】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.2μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(実施例4)
ポリスルホン樹脂(ソルベー社製P3500)16部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は760μm、膜厚は95μmとした。
【0054】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0055】
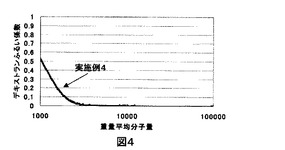
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が3.6.0×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図4に示す。
【0056】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは0.6μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(比較例1)
ポリスルホン樹脂(ソルベー社製P3500)16部、ポリビニルピロリドン(ISP社製K30)4部、(ISP社製K90)2部およびジメチルアセトアミド77部、水1部からなる製膜原液を50℃に保温し、0.35/0.25mmからなる2重管口金からジメチルアセトアミド60部、水40部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、150℃の乾熱乾燥機を1分10秒で通過させた後、カセに巻き取る。このときの製膜速度は30m/minとし、中空糸膜内径は200μm、膜厚は40μmとした。中空糸膜が保持している水分は0%であった。
【0057】
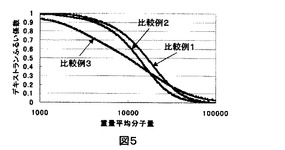
この中空糸膜を加湿用中空糸膜として40本取り出し、0.1mのミニモジュールにしたところ、透水性能が1.5×10−9m3/m2/s/Paであった。空隙長は緻密層で0.1μm以上の箇所はなく、厚さは0.5μmであった。緻密層以外で0.3μm以上の箇所を見つけることができた。しかし、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。上記の結果を表1に示す。
(比較例2)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は560μm、膜厚は130μmとした。
【0058】
巻き取った中空糸膜は乾燥を行わなかった。中空糸膜が保持している水分率は350%であった。
【0059】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が1.4×10−9m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。
【0060】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.3μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(比較例3)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を40℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は750μm、膜厚は86μmとした。
【0061】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0062】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が4.6×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。
【0063】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.5μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
【図面の簡単な説明】
【0064】
【図1】中空糸膜モジュールのデキストランふるい係数測定の概略構成図である。
【図2】実施例1,2のミニモジュールのデキストランふるい係数を示す図である。
【図3】実施例3のミニモジュールのデキストランふるい係数を示す図である。
【図4】実施例4のミニモジュールのデキストランふるい係数を示す図である。
【図5】比較例1〜3のミニモジュールのデキストランふるい係数を示す図である。
【図6】加湿用膜の緻密層測定方法を示す図である。
【符号の説明】
【0065】
10:ミニモジュール
20:デキストラン溶液
30:支持層
40:緻密層
50:内表面
60:空孔部分
Bi:デキストラン溶液入り側
Bo:デキストラン溶液出側
F:デキストラン溶液濾過側
【技術分野】
【0001】
本発明は、加湿用膜に関するものである。
【背景技術】
【0002】
近年、加湿用膜を用いて加湿を行う方法が注目されている。加湿用膜を用いた加湿方式は、メンテナンスフリーであるばかりではなく、従来のバブリングを用いた加湿方式のような駆動に電源を必要としないなどの多くの利点を有している。
【0003】
加湿用膜は、燃料電池スタックの隔膜加湿等に用いられるが、燃料電池の場合、車載用では4000NL/分程度の多量の空気流量に対しての加湿が必要であるため、水蒸気透過性が高いことが求められている。また、定置用では加湿の駆動源に温水が使用される場合が多く、加湿用膜への耐久性と耐熱性の付与が特に必要とされている。実際に、固体高分子型燃料電池の場合、実稼動温度は約60〜80℃で水蒸気飽和状態での雰囲気となる。
【0004】
水蒸気を選択的に透過させる加湿用用膜として、現在数種類のものが市販されている。上記の必要特性に加え、これらはエアリークを防ぐため、ガスバリア性が必要でありながら、水蒸気透過性を有しておらねばならず、非常に微細な孔径にし、加圧することによって所望の水蒸気透過量を得ようとするものであった。
【0005】
ポリイミド樹脂を素材として用いた加湿用膜は、耐熱性および耐久性にはすぐれているが、水蒸気透過性が低いという欠点がみられる。また、フッ素系イオン交換膜を用いた加湿用膜は、ポリイミド樹脂を素材とした加湿用膜よりは水蒸気透過性は高いものの、燃料電池スタックに用いるほどの水蒸気透過性には乏しく、さらに耐熱性にも乏しい。膜自体も非常に高価である。
【0006】
また、ポリエーテルイミド樹脂を素材とした加湿用膜は、フッ素系イオン交換膜と同等の水蒸気透過性、さらに耐熱性の両立が図られている。その為、多くの産業分野で採用されているが、膜の耐久性が弱く、多量の気体の除湿・加湿の際、加湿用膜が切断されるという問題がみられる。
【0007】
いずれにせよ、現状の加湿用膜では、ガスバリア性を重視した結果、本来の加湿用膜に必要な加湿性能は不十分であった。
【0008】
膜素材としては、ポリフェニルスルホン樹脂および親水性ポリビニルピロリドンの水溶性有機溶媒溶液よりなる紡糸原液を用い、N−メチル−2−ピロリドン水溶液を芯液として乾湿式紡糸し、多孔質ポリフェニルスルホン樹脂中空糸膜を得る方法は、既に提案されている。しかし、ここで得られた中空糸膜は油水分離用限外ロ過膜等に好適に使用されると述べられており、水蒸気透過を目的とするものではなかった。(特許文献1)
また、ポリフェニルスルホン樹脂および親水性ポリビニルピロリドンの水溶性有機溶媒溶液よりなる紡糸溶液中にさらに水を加え、水を芯液として乾湿式紡糸し、多孔質ポリフェニルスルホン樹脂中空糸膜を得る方法も提案されているが(特許文献2〜4)、ここでもその目的は純水透過係数の改善を図ることにあるとされており、水蒸気透過を目的とするものではなかった。
【特許文献1】特開2001−219043号公報
【特許文献2】特開2001−46867号公報
【特許文献3】特開2001−46868号公報
【特許文献4】特開2004−290751号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明の目的は、高いガスバリア性、水蒸気透過性を兼ね備え、かつ耐久性、耐熱性に優れた加湿用膜を提供するものである。
【課題を解決するための手段】
【0010】
本発明の課題は、加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜によって達成される。
【発明の効果】
【0011】
本発明により得られる加湿用膜は、ガスバリア性、水蒸気透過性を兼ね備え、耐久性、耐熱性に優れているため、加湿用膜として有効に使用することができる。
【発明を実施するための最良の形態】
【0012】
本発明の加湿用膜は、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持つことが必要である。好ましくは重量平均分子量10000のデキストランふるい係数が0.6以下であり、重量平均分子量1000のデキストランふるい係数が0.4以上であることが好ましく、0.5以上であることがより好ましい。デキストランに対するふるい係数は実施例に記載の方法で測定される。重量平均分子量30000のデキストランふるい係数が0.1を超えるとガスバリア性が低下し、エアリークが起こってしまう。また重量平均分子量1200のデキストランふるい係数が0.3未満であると十分な加湿性能が得られない。
【0013】
また、透水性能は1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることが良好な水蒸気透過性能を得るためには必要である。好ましくは透水性能2.1×10−11m3/m2/s/Pa以上、2.6×10−10m3/m2/s/Pa以下であることが好ましい。透水性能は実施例に記載の方法で測定される。しかし、ふるい係数が上記の値の範囲内であっても、透水性能が4.3×10−10m3/m2/s/Paを超える場合はガスバリア性が低下し、エアリークが起こる場合があり。さらに透水性能が1.1×10−11m3/m2/s/Pa以下の場合は十分な加湿性能が発揮されない場合がある。
【0014】
本加湿用膜の構造に関しては、内表面側が緻密である非対称構造が好ましい。つまり支持層とその内表面側に緻密層を有する構造が好ましい。0.3μm以上の空隙長を有する支持層と0.1μm以下の空隙長を有する緻密層が存在することが好ましく、緻密層は2.0μm以下の厚さで存在することがより好ましい。空隙長は電子顕微鏡を用いて加湿用膜の断面構造(加湿用中空糸膜の場合は長手方向の断面構造)を10000倍の観察条件にて測定することができる。空隙長とは断面構造に見られる空孔径である。また空孔が円で無い場合は、特に測定距離方向を断定する必要は無いが、空孔部分の距離である。空隙長が0.3μm以上の支持層は、膜強度を維持するものであり、かつ水蒸気透過性を高めるものと考えられる。支持層については長手方向の加湿用膜断面全体を観察し、最低一カ所0.3μm以上の空隙長があれば良い。空隙長が0.1μm以下の緻密層は、ガスバリア性と水蒸気透過性を調整するものと考えられる。緻密層が薄ければ、水蒸気透過性は向上するものの、ガスバリア性が低下する。そのため、2.0μm以下の厚さが好ましく、1.5μm以下の厚さがより好ましい。
【0015】
本発明の加湿用膜を構成する材料は特に限定されるものではないが、ポリアミド、ポリイミド、ポリフェニルエーテル、ポリエーテルスルホン、ポリスルホン等があげられ、中でもポリスルホンが好ましい。
【0016】
本発明の加湿用膜には親水性高分子が含まれていることが好ましい。親水性高分子としては、ポリアルキレンオキサイド、ポリビニルアルコール、ポリエチレングリコール、ポリビニルピロリドン等があげられ、この中でも、ガラス転移点が150℃よりも高い親水性高分子が加湿用膜としての耐熱性が優れているため用いられる。例に挙げたポリビニルピロリドンはガラス転移点が180℃と高いため加湿用膜用途として好ましい。親水性高分子物質として添加されるポリビニルピロリドンとしては、分子量が約1000(K−15)〜1200000(K−90)の物が存在し、ポリスルホン系樹脂100重量%当り約20〜100重量%、好ましくは約30〜80重量%の割合で用いられる。中空糸膜に親水性を付与させたい場合は高分子量のポリビニルピロリドンを用い、水蒸気透過性を向上させたい場合は低分子量のポリビニルピロリドンを用いる。場合によっては2種類以上の異なった分子量のポリビニルピロリドンを用いてもかまわない。ポリビニルピロリドンの添加によってガスバリア性を向上させつつ、水蒸気透過速度を向上させるという効果を達成させる。
【0017】
本発明の加湿用膜を中空糸として使用する場合は、内径が200μm以上800μm以下であることが好ましい。より好ましくは700μm以下であり、300μm以上がより好ましい。内径は加湿用膜長手方向にカミソリ刃を用いて切断し、200倍のレンズを取り付けたマイクロウォッチャーで測定することができる。
【0018】
本発明の加湿用膜は膜厚が40μm以上200μm以下であることが好ましい。
より好ましくは60μm以上が好ましい。膜厚は加湿用膜を(加湿用中空糸膜の場合は長手方向に)カミソリ刃を用いて切断し、200倍のレンズを取り付けたマイクロウォッチャーで測定することができる。
【0019】
本発明の加湿用膜の内、加湿用中空糸膜は具体的には以下のように作製されるが、これに限定されるものではない。加湿用平膜についても同様に公知の方法で作製することが出来る。
【0020】
本発明の加湿用中空糸膜は、オリフィス型二重円筒型口金から製膜原液と芯液を吐出させて、中空糸状に製膜を行う工程、温水で洗浄する工程、洗浄後に巻き取る工程を有する加湿用膜の製造方法において、乾熱乾燥機を用いて巻き取る工程の後に、40℃以上150℃以下で30分以上乾燥させる工程を有する加湿用膜の製造方法で作製されることが好ましい。
【0021】
本発明の加湿用中空糸膜はポリスルホンを用いて作製することができ、以下ポリスルホン中空糸膜を例として説明する。本発明で使用するポリスルホンは市販品をそのまま使用することができる。例えばソルベー社製品UDEL P3500 等が例に挙げられる。
【0022】
ポリスルホン樹脂を製膜成分とする製膜原液は、ポリスルホン樹脂に親水性ポリビニルピロリドン、水溶性有機溶媒および水が添加されることで得られる。
【0023】
水溶性有機溶媒としては、ジメチルホルムアミド、ジメチルアセトアミド、N−メチル−2−ピロリドン等の非プロトン性極性溶媒が用いられる。
【0024】
ポリスルホン系樹脂は、製膜原液中約10〜25重量%、好ましくは約15〜20重量%の濃度で用いられることが好ましい。ポリスルホン濃度が10重量%の場合は強度不足により製膜が困難となり、25重量%以上だとポリスルホン中のサイクリックダイマーにより、製膜中に圧力上昇が起こり製膜困難な状況になる場合がある。さらに、このような濃度範囲より少なくてもあるいは多くても、所望の孔径を有する中空糸膜は得られない場合がある。
【0025】
次に、製膜原液をオリフィス型二重円筒型口金の外側の管より吐出する。この時、芯液としてポリスルホンの良溶媒と貧溶媒の混合液、もしくはポリスルホンの貧溶媒を内側の管より吐出することで、中空糸型に成型する。
【0026】
吐出された製膜原液を、温度30℃の雰囲気の乾式部を通過した後、凝固溶液中で凝固させる。凝固させた中空糸膜は好ましくは40〜90℃の温水で洗浄され、巻き取られる。40℃以下の洗浄では有機溶媒等の洗浄が不十分になり、中空糸膜からの溶出物が加湿時に影響を及ぼす場合があり、90℃以上では、親水性高分子を必要以上に洗浄してしまうため耐ガスバリア性が低下する場合がある。
【0027】
次いで、この巻き取った湿潤状態の膜束を、所望の孔径にするために乾燥処理を行うことで、本発明の加湿用中空糸膜が得られる。これは、湿潤状態の加湿用膜を乾燥させることにより、膜孔径を縮めるものである。その後湿潤させても透水性能やデキストランふるい係数は乾燥前の数値に戻らない。
【0028】
本加湿用膜の乾燥処理方法として、加湿用膜を小分けにし(加湿用中空糸膜であれば数百本から数千本に小分けし)、40℃以上150℃以下の乾熱乾燥機で30分以上乾燥することが好ましい。40℃より低い温度による乾燥では、乾燥時に時間がかかり、さらに所望の膜孔径にすることはできない場合があり、エアーリークが発生してしまうことがある。150℃以上の温度に上げると、ポリスルホンを用いた場合に、そのガラス転移点に近づくため、加湿用膜に損傷を与えてしまう場合がある。乾燥時間は30分以上が好ましく、さらには5時間以上が好ましい。乾燥時間の上限は特には設けないが作業効率より、72時間以内であることが好ましい。
【0029】
本発明の乾燥処理とは、加湿用膜が保持している水分を0.5%以下にすることとする。加湿用膜が保持している水分の測定は、上記乾燥工程を終えた加湿用膜重量を測定後、該加湿用膜を100℃の乾熱乾燥機に放置し24時間放置後の後の加湿用膜重量から、水分蒸発量を計算することができる。
【実施例】
【0030】
次に実施例について本発明を説明する。
【0031】
(1)透水性能測定
プラスチック管に加湿用中空糸膜を通して両端を接着剤で固定した有効長0.1mのプラスチック管モジュールを作製(以下、ミニモジュール)し、加湿用膜内側に水圧1.3×104Paをかけ、外側に流出してくる単位時間あたりの濾過量を測定した。透水性能は下記の式で算出した。加湿用平膜についてもミニモジュールを作製する以外は同様に測定することができる。
【0032】
透水性能(m3/m2/s/Pa)=QW/(T×A×P)
ここで、QWは濾過量(m3/s)、Tは処理時間(s)、Pは圧力(Pa)、Aは総膜面積(m2)(加湿用中空糸膜を測定する場合は内表面積換算)を意味する。
【0033】
加湿用中空糸膜を測定する場合、その本数は加湿用中空糸膜内表面積(加湿用中空糸膜内径(m)×3.14×有効長(m)×加湿用中空糸膜本数(本))が0.0025m2になるようにあわせた。
【0034】
(2)デキストランに対するふるい係数(Sc)測定
図1にデキストランふるい係数の加湿用中空糸膜における方法を示す。加湿用平膜についてもミニモジュールを作製する以外は同様に測定することができる。加湿用中空糸膜モジュール10のデキストラン溶液入り側(Bi)から後述するデキストラン溶液20を流速3×10−4m3/sで流し、デキストラン溶液濾過側(F)から1.2×10−5m3/sで濾液を取り出しながら、1時間の循環濾過を行った。一時間後、デキストラン溶液出側(Bo)から流れ出るデキストラン溶液の濃縮液とF側から流れ出る濾液を15分間採取した。また、このサンプリング開始5分後にデキストラン溶液の原液をBi側から5ml採取した。
【0035】
これらのデキストラン溶液を東ソー社製GPC(HLC−8220GPC)装置で同社製TSK−GEL(G3000PWXL)カラムを使用し、FLOW RATE1.0ml、カラム温度40℃での条件で処理し、その結果得られた示差屈折率からデキストランの重量平均分子量を求めた。
【0036】
なお、デキストラン溶液の原液は、FULKA社製、重量平均分子量〜1200〔No.31394〕、〜6000〔No.31388〕、15000〜20000〔No.31387〕、〜40000〔No.31389〕、〜60000〔31397〕、〜200000〔No.31398〕をそれぞれ0.5mg/mlになるように作成した。溶質全体では3.0mg/mlにした。
【0037】
ふるい係数は以下の式で求めた。
【0038】
デキストランふるい係数(%)=(2×CF)×100/(CBi+CBo)
ここで、CF=濾液濃度、CBi=原液濃度、CBBo=濃縮液濃度とした。
【0039】
(3)空隙長測定
加湿用膜の断面(加湿用中空糸膜の場合は長手方向の断面)を電子顕微鏡10000倍で観察し、加湿用膜の厚み方向で6.0μmの範囲を表裏5カ所測定した。加湿用中空糸膜の場合は、最内表面および最外表面それぞれの厚み方向で6.0μm範囲を5カ所測定した。
【0040】
(4)緻密層厚さ測定
図6を用いて説明するが、加湿用膜の断面(加湿用中空糸膜の場合は長手方向の断面)を電子顕微鏡10000倍で観察し、加湿膜の厚み方向に対して、垂直方向に2μm毎の間隔で、加湿用膜の内表面50から空隙長が0.1μm以上である箇所までの距離(厚み)を5カ所測定し、平均値を求めた。
【0041】
(5)加湿用膜水分量測定
加湿用膜水分量(%)=((乾燥工程を終えた加湿用膜重量−100℃乾熱乾燥機・24時間放置後の膜重量)/100℃乾熱乾燥機・24時間放置後の膜重量)×100
(6)中空糸糸径測定
巻き取られた中空糸をマイクロウォッチャーの200倍レンズ(KEYENCE社製、VH−Z100)で測定した。
【0042】
(実施例1)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド40部、水60部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は10m/minとし、中空糸膜内径は560μm、膜厚は130μmとした。
【0043】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0044】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が8.6×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図2に示す。
【0045】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.2μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
【0046】
【表1】
【0047】
(実施例2)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、0.35/0.25mmからなる2重管口金からジメチルアセトアミド40部、水60部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は60m/minとし、中空糸膜内径は200μm、膜厚は40μmとした。
【0048】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0049】
この加湿用中空糸膜を40本取り出し、0.1mのミニモジュールにしたところ、透水性能が2.1×10−11m3/m2/s/Paであり、中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図2に示す。
【0050】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.0μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(実施例3)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は750μm、膜厚は86μmとした。
【0051】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0052】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が3.0×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図3に示す。
【0053】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.2μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(実施例4)
ポリスルホン樹脂(ソルベー社製P3500)16部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は760μm、膜厚は95μmとした。
【0054】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0055】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が3.6.0×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークは0m3/sだった。ミニモジュールのデキストランふるい係数は図4に示す。
【0056】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは0.6μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(比較例1)
ポリスルホン樹脂(ソルベー社製P3500)16部、ポリビニルピロリドン(ISP社製K30)4部、(ISP社製K90)2部およびジメチルアセトアミド77部、水1部からなる製膜原液を50℃に保温し、0.35/0.25mmからなる2重管口金からジメチルアセトアミド60部、水40部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、150℃の乾熱乾燥機を1分10秒で通過させた後、カセに巻き取る。このときの製膜速度は30m/minとし、中空糸膜内径は200μm、膜厚は40μmとした。中空糸膜が保持している水分は0%であった。
【0057】
この中空糸膜を加湿用中空糸膜として40本取り出し、0.1mのミニモジュールにしたところ、透水性能が1.5×10−9m3/m2/s/Paであった。空隙長は緻密層で0.1μm以上の箇所はなく、厚さは0.5μmであった。緻密層以外で0.3μm以上の箇所を見つけることができた。しかし、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。上記の結果を表1に示す。
(比較例2)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を80℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は560μm、膜厚は130μmとした。
【0058】
巻き取った中空糸膜は乾燥を行わなかった。中空糸膜が保持している水分率は350%であった。
【0059】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が1.4×10−9m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。
【0060】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.3μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
(比較例3)
ポリスルホン樹脂(ソルベー社製P3500)18部、ポリビニルピロリドン(ISP社製K30)6部、(ISP社製K90)3部およびジメチルアセトアミド72部、水1部からなる製膜原液を50℃に保温し、1.0/0.7mmからなる2重管口金からジメチルアセトアミド50部、水50部からなる芯液と同時に吐出させ、350mmの乾式部を通り、水90部、ジメチルアセトアミド10部の凝固浴に浸漬させ、凝固させる。次いで凝固させた中空糸膜を40℃の水洗浴で洗浄し、中空糸膜が湿潤状態のままカセに巻き取る。このときの製膜速度は15m/minとし、中空糸膜内径は750μm、膜厚は86μmとした。
【0061】
巻き取った中空糸膜を100本単位に小分けし、50℃の乾熱乾燥機で24時間乾燥を行い、加湿用中空糸膜を得た。加湿用中空糸膜が保持している水分は0%であった。
【0062】
この加湿用中空糸膜を5本取り出し、0.1mのミニモジュールにしたところ、透水性能が4.6×10−11m3/m2/s/Paであり、加湿用中空糸膜のBo側に栓をしてBi側から50kPaの空気圧空をかけたところF側からの空気リークが起こった。ミニモジュールのデキストランふるい係数は図5に示す。
【0063】
加湿用中空糸膜の最内表面付近は空隙長が0.1μm以上の箇所がない緻密層であり、厚さは1.5μmであった。緻密層以外は空隙長0.3μm以上の箇所がある支持層であった。上記の結果を表1に示す。
【図面の簡単な説明】
【0064】
【図1】中空糸膜モジュールのデキストランふるい係数測定の概略構成図である。
【図2】実施例1,2のミニモジュールのデキストランふるい係数を示す図である。
【図3】実施例3のミニモジュールのデキストランふるい係数を示す図である。
【図4】実施例4のミニモジュールのデキストランふるい係数を示す図である。
【図5】比較例1〜3のミニモジュールのデキストランふるい係数を示す図である。
【図6】加湿用膜の緻密層測定方法を示す図である。
【符号の説明】
【0065】
10:ミニモジュール
20:デキストラン溶液
30:支持層
40:緻密層
50:内表面
60:空孔部分
Bi:デキストラン溶液入り側
Bo:デキストラン溶液出側
F:デキストラン溶液濾過側
【特許請求の範囲】
【請求項1】
加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜。
【請求項2】
該加湿用膜に0.3μm以上の空隙長を有する支持層と0.1μm以下の空隙長を有し、かつ2.0μm以下の厚さで緻密層が存在する請求項1記載の加湿用膜。
【請求項3】
該加湿用膜の素材にポリスルホンを含む請求項1または2に記載の加湿用膜。
【請求項4】
該加湿用膜に親水性高分子が含まれている請求項1〜3のいずれかに記載の加湿用膜。
【請求項5】
該親水性高分子がポリビニルピロリドンである請求項4に記載の加湿用膜。
【請求項6】
該加湿用膜が中空糸膜である請求項1〜5のいずれかに記載の加湿用膜。
【請求項7】
該中空糸膜の内径が200μm以上800μm以下、膜厚が40μm以上200μm以下である請求項6記載の加湿用膜。
【請求項8】
口金から製膜原液を吐出させて、製膜を行う工程、温水で洗浄する工程、洗浄後に巻き取る工程を有する加湿用膜の製造方法において、巻き取る工程の後に乾熱乾燥機を用いて、40℃以上150℃以下で30分以上乾燥させる工程を有することを特徴とする請求項1〜7のいずれかに記載の加湿用膜の製造方法。
【請求項9】
請求項1〜7のいずれかに記載の加湿用膜を内蔵した加湿用膜モジュール。
【請求項1】
加湿用膜において、重量平均分子量30000のデキストランに対するふるい係数が0.1以下であり、重量平均分子量1200のデキストランに対するふるい係数が0.3以上の孔径分布を持ち、透水性能が1.1×10−11m3/m2/s/Pa以上、4.3×10−10m3/m2/s/Pa以下であることを特徴とする加湿用膜。
【請求項2】
該加湿用膜に0.3μm以上の空隙長を有する支持層と0.1μm以下の空隙長を有し、かつ2.0μm以下の厚さで緻密層が存在する請求項1記載の加湿用膜。
【請求項3】
該加湿用膜の素材にポリスルホンを含む請求項1または2に記載の加湿用膜。
【請求項4】
該加湿用膜に親水性高分子が含まれている請求項1〜3のいずれかに記載の加湿用膜。
【請求項5】
該親水性高分子がポリビニルピロリドンである請求項4に記載の加湿用膜。
【請求項6】
該加湿用膜が中空糸膜である請求項1〜5のいずれかに記載の加湿用膜。
【請求項7】
該中空糸膜の内径が200μm以上800μm以下、膜厚が40μm以上200μm以下である請求項6記載の加湿用膜。
【請求項8】
口金から製膜原液を吐出させて、製膜を行う工程、温水で洗浄する工程、洗浄後に巻き取る工程を有する加湿用膜の製造方法において、巻き取る工程の後に乾熱乾燥機を用いて、40℃以上150℃以下で30分以上乾燥させる工程を有することを特徴とする請求項1〜7のいずれかに記載の加湿用膜の製造方法。
【請求項9】
請求項1〜7のいずれかに記載の加湿用膜を内蔵した加湿用膜モジュール。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−289944(P2007−289944A)
【公開日】平成19年11月8日(2007.11.8)
【国際特許分類】
【出願番号】特願2007−87173(P2007−87173)
【出願日】平成19年3月29日(2007.3.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年11月8日(2007.11.8)
【国際特許分類】
【出願日】平成19年3月29日(2007.3.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]