
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品に関する。
【背景技術】
【0002】
成形品の表面に加飾シートを積層することで加飾した加飾成形品が、車両内装部品等の各種用途で使用されている。このような加飾成形品の成形方法としては、加飾シートを真空成形型により予め立体形状に成形しておき、該成形シートを射出成形型に挿入し、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化するインサート成形法(例えば、特許文献1参照)と射出成形の際に金型内に挿入された加飾シートを、キャビティ内に射出注入された溶融樹脂と一体化させ、樹脂成形体表面に加飾を施す射出成形同時加飾法(例えば、特許文献2、特許文献3参照)がある。
【0003】
ところで、加飾成形品は表面の耐擦傷性を向上させる目的で表面保護層が設けられる。しかしながら、上述の加飾成形品の成形方法において、インサート成形法では加飾シートを真空成形型により予め立体形状に成形する過程、射出成形同時加飾法では加飾シートが予備成形時にあるいは溶融樹脂の射出時に、キャビティの内周面に沿うように延伸されて密着する過程で、加飾シートが真空圧空作用により、あるいは溶融樹脂の圧力、剪断応力による引っ張り等によって、金型形状に沿うために最低必要な量以上に伸ばされるため、成形品の曲面部の表面保護層に割れが入るという問題があった。
【0004】
上記問題点に対して、表面保護層の成形性を上げるために表面保護層として熱硬化性樹脂を用いることが行われてきた(例えば、特許文献4参照)。熱硬化性樹脂は成形性については良好な結果を示し、表面保護層に割れは入りにくいが、加飾成形品の表面の耐擦傷性は満足いくものではなかった。
また、表面保護層として紫外線硬化性樹脂等の電離放射線硬化性樹脂を用い、加飾シートの表面保護層を形成する樹脂の架橋密度を高めることにより、加飾成形品の表面の耐擦傷性を向上させる試みがなされたが、成形の際に成形品曲面部に割れが生じるという問題があった。
さらには、表面保護層として紫外線硬化性樹脂等の電離放射線硬化性樹脂を用い、加飾シートの段階では半硬化状態とし、加飾成形された後に完全硬化させる方法が試みられたが(特許文献4参照)、未硬化樹脂成分を含む表面保護層は傷つきやすく、取り扱いが困難であり、また、未硬化樹脂成分が金型に付着することによる金型汚染の問題があった。この問題点を解決するために半硬化状態の表面保護層上に保護フィルムを設ける方法があるが、製造が煩雑になるとともに、コストアップの要因ともなる。また、三次元形状の成形品に紫外線を照射する必要があるため、別途三次元形状の成形品に紫外線照射可能な設備が必要である。
【0005】
また、特許文献5では、降伏強度及び破断強度を高くしたプライマー層を印刷層と保護層との間に設けることが提案されている。この発明により表面保護層の密着性が大幅に改善されている。しかしながら、真空成形時における表面保護層の割れや白化を防止する観点からの改良が依然として望まれている。
【0006】
【特許文献1】特開2004−322501号公報
【特許文献2】特公昭50−19132号公報
【特許文献3】特公昭61−17255号公報
【特許文献4】特開平6−134859号公報
【特許文献5】国際公開WO00/03874号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記問題点に鑑み、真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材上に少なくともプライマー層と表面保護層とを有する加飾シートであって、プライマー層が特定の物性と厚さを有すると共に、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を特定の割合で含む樹脂組成物を架橋硬化したものであり、且つ表面保護層の厚さを特定の厚さにすることで、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
(1)基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シート、
破断伸度の測定条件:JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定する、
【0010】
(2)架橋硬化後の前記樹脂組成物、前記プライマー組成物及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、該樹脂組成物の温度より該プライマー組成物の温度が高く、該プライマー組成物の温度より該基材の温度が高いという関係にある上記(1)の加飾シート、
(3)前記樹脂組成物の以下の測定条件で測定した140℃における貯蔵弾性率が1×105 〜1.2×108 Paの範囲である上記(1)又は(2)の加飾シート、
貯蔵弾性率の測定条件:JIS K7244−1及び7244−4に準拠し、樹脂組成物を架橋硬化して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する、
【0011】
(4)前記プライマー組成物が(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂を含有するものである上記(1)〜(3)のいずれかの加飾シート、
(5)前記熱可塑性樹脂が少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなる上記(1)〜(4)のいずれかの加飾シート、
(6)前記熱可塑性樹脂が2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体である上記(1)〜(4)の加飾シート、
(7)前記熱可塑性樹脂がメタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体である上記(6)の加飾シート、
(8)前記熱可塑性樹脂が(メタ)アクリル酸エステルとスチレン及び/又は(無水)マレイン酸との共重合体である上記(1)〜(4)のいずれかの加飾シート、
【0012】
(9)上記(1)〜(8)のいずれかの加飾シートを真空成形型により予め立体形状に成形する真空成形工程、余分な部分をトリミングして成形シートを得る工程、該成形シートを射出成形型に挿入し、射出成形型を閉じ、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化する工程を有する加飾樹脂成形品の製造方法、
(10)上記(1)〜(8)のいずれかの加飾シートを、所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法、及び
(11)上記(9)又は(10)の製造方法により製造した加飾樹脂成形品
を提供するものである。
【発明の効果】
【0013】
本発明の加飾シートは、真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐擦傷性も良好である。
【発明を実施するための最良の形態】
【0014】
本発明の加飾シートは、基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、該表面保護層の厚さが1〜1000μmであることを特徴とする。
ここで、破断伸度の測定条件は、JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定するものである。
【0015】
本発明の加飾シートは、プライマー層の上記測定条件で測定した120℃における破断伸度が200%以上であることを要し、300%以上であることが好ましい。破断伸度が200%未満であると、基材及び表面保護層のそれぞれ単体で十分な成形性、伸びを示しても成形時の形状追従性・挙動が異なれば積層したシートを成形した時に不具合、具体的には表面保護層の割れ、白化等を生じることとなる。
これに対し、本発明において、120℃における破断伸度が200%以上であるプライマー層を用いることにより、基材と表面保護層の密着性向上の効果のみならず、基材及び表面保護層が成形時の形状追従性・挙動が異なっても、その成形時の追従性等の違いを緩和する作用を発揮して表面保護層の割れ、白化等を好適に防止する効果を奏する。
【0016】
また、プライマー層の厚さは0.6μm以上であることを要する。0.6μm未満では、表面保護層に割れ、破断、白化等が発生するのを防ぐ効果を享受し得ないからである。本発明において、プライマー層は10μmを超えても真空成形性を阻害しないが、10μm以下であれば、プライマー層を塗工した際、塗膜の乾燥、硬化が安定であるので成形性が変動することが無く好ましい。この観点からプライマー層の厚さが0.6〜10μmであることが好ましい。
【0017】
本発明の加飾シートにおいて、表面保護層を構成する樹脂組成物は電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含むものであることを要する。この75:25〜22:78の比率(質量比)の範囲であると、架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のバランスが良好となる。以上の点から、電離放射線硬化性樹脂と熱可塑性樹脂の質量比は、75:25〜25:75の範囲が好ましく、60:40〜25:75の範囲が特に好ましい。ここで、電離放射線硬化性樹脂とは、電磁波又は荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線又は電子線等を照射することにより、架橋、硬化する樹脂を指す。具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。
【0018】
そして、前記熱可塑性樹脂の重量平均分子量は、9万〜12万の範囲であることを要する。重量平均分子量がこの範囲であると、架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれも高いレベルで得ることができる。
なお、ここで重量平均分子量とは、ゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算のものである。ここで用いる溶媒としては通常用いられるものを適宜選択して行うことができ、例えば、テトラヒドロフラン(THF)又はN−メチル−2−ピロリジノン(NMP)等が挙げられる。
また、前記熱可塑性樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)が1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、やはり架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれも高いレベルで得ることができる。
【0019】
本発明においては、表面保護層の硬化後の厚さが1〜1000μmであることを要する。表面保護層の硬化後の厚さが1μm未満であると耐擦傷性、耐候性等の保護層としての十分な物性が得られない。一方、表面保護層の硬化後の厚さが1000μmを超えると、電離放射線を均一に照射することが困難となり、硬化が不十分となる場合がある。また、硬化したとしても成形性が悪化し、さらには経済的にも不利となる。
表面保護層の硬化後の厚さは用途によって、上記範囲内で適宜決定されるものであり、例えば車両外装部品を考慮した場合には、透明感、塗装感等の意匠性及び耐擦傷性が要求されることから、表面保護層を厚膜化することが好ましい。具体的には、表面保護層の硬化後の厚さは20μm以上であることが好ましい。本発明の加飾シートは、表面保護層の厚さを従来のものより厚くしても、十分に高い成形性が得られることから、特に表面保護層に高い膜厚を要求される部材の加飾シートとして有用である。
また、自動車内装用途等に用いる場合には、表面保護層の硬化後の厚さを1〜20μmとすることが好ましい。この範囲とすることにより、成形性が向上し、複雑な3次元形状への高い追従性を得ることができる。従って、本発明の加飾シートにおいて、硬質な電離放射線硬化性樹脂を配合しても優れた成形性を発現させることができ、成形性を損なうことなく、塗膜を硬くすることができるため、加工や実用面で必要な耐擦傷性、耐汚染性等の優れた特性を持たせることができる。
【0020】
また、発明の加飾シートの架橋硬化後の前記樹脂組成物、前記プライマー組成物(プライマー組成物が硬化性である場合は架橋硬化後の前記プライマー組成物)及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、樹脂組成物の温度よりプライマー組成物の温度が高く、プライマー組成物の温度より基材の温度が高いという関係にあることが好ましい。樹脂組成物の上記温度よりプライマー組成物の上記温度が高いと、加熱時にプライマーが最初に軟化、溶融することがなく、電離放射線硬化性樹脂と基材の加熱挙動(伸縮)を吸収・緩和できるので、加飾シートを構成する各層に歪みが生じにくく成形性がより安定となる。また、プライマー組成物の上記温度より基材の上記温度が高いと、成形時にプライマーが軟化し易くなり、表面保護層に割れや白化が生じにくくなる。
【0021】
本発明に係る表面保護層を構成する架橋硬化後の樹脂組成物は140℃における貯蔵弾性率が1×105 〜1.2×108Paの範囲であることが好ましい。貯蔵弾性率がこの範囲内であると、表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれもが高いレベルで満足し得るバランスのとれた加飾シートが得られ、特に、該貯蔵弾性率が1.2×108Pa以下であると真空成形時に表面保護層に割れを生じず、成形することができる。
また、架橋型の樹脂の場合、ゴム状態での貯蔵弾性率が高いほど、平均架橋点間分子量が低い、すなわち、架橋密度が高いため、表面の耐擦傷性、耐摩耗性、耐溶剤性、耐汚染物性等は向上する。よって、貯蔵弾性率がこの範囲内であると、上記した表面保護層を形成した後の成型性及び表面の耐擦傷性をさらに高いレベルで満足しうる加飾シートが得られる。以上の観点から、該貯蔵弾性率は7.7×105 〜1.2×108Paの範囲であることがさらに好ましく、1.0×106 〜1.0×107Paであることが特に好ましい。
貯蔵弾性率の測定条件は、JIS K7244−1及び7244−4に準拠し、表面保護層を構成する樹脂組成物を架橋硬化(電子線照射条件:加速電圧165kV、照射線量50kGy(5Mrad))して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する。
【0022】
本発明に係るプライマー層を構成するプライマー組成物は、(メタ)アクリル樹脂、ウレタン樹脂、(メタ)アクリル・ウレタン共重合体樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ブチラール樹脂、塩素化ポリプロピレン、塩素化ポリエチレン等が好適に用いられ、それらの内、(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂がより好ましい。
(メタ)アクリル樹脂としては、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が挙げられ、具体的には、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸プロピル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル・(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸エチル・(メタ)アクリル酸ブチル共重合体、エチレン・(メタ)アクリル酸メチル共重合体、スチレン・(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなる(メタ)アクリル樹脂が好適に用いられる。
ここで(メタ)アクリルとはアクリル又はメタアクリルを意味する。
【0023】
ウレタン樹脂としては、ポリオール(多価アルコール)を主剤とし、イソシアネートを架橋剤(硬化剤)とするポリウレタンを使用できる。ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えばポリエステルポリオール、ポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエーテルポリオール等が使用される。前記イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネート、4,4−ジフェニルメタンジイソシアネート等の芳香族イソシアネート、或いはヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート等の脂肪族(又は脂環族)イソシアネートが用いられる。また、ウレタン樹脂とブチラール樹脂を混ぜて構成することも可能である。
(メタ)アクリル・ウレタン共重合体樹脂としては、例えばアクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂が好ましい。硬化剤としては、上記の各種イソシアネート及び/又はその変性物が用いられる。アクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂は、所望によりアクリル/ウレタン比(質量比)を好ましくは(9/1)〜(1/9)、より好ましくは(8/2)〜(2/8)の範囲で調整し得る。これにより、種々の加飾シートに用いることができるので、プライマー組成物に用いられる樹脂として特に好ましい。
【0024】
本発明に係る表面保護層に用いられる電離放射線硬化性樹脂としての重合性モノマーは、代表的には、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好適であり、中でも多官能性(メタ)アクリレートが好ましい。なお、ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味し、他の類似するものも同様の意である。多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート等が挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0025】
本発明に係る表面保護層を構成する樹脂組成物においては、前記多官能性(メタ)アクリレートとともに、その粘度を低下させる等の目的で、単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレート等が挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0026】
次に、本発明に係る表面保護層に用いられる電離放射線硬化性樹脂としての重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系等が挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0027】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマー等がある。
【0028】
電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタール等が挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤等を用いることができる。
【0029】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、且つ光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0030】
本発明に係る表面保護層を構成する樹脂組成物に用いられる熱可塑性樹脂としては、(メタ)アクリル酸エステル等の(メタ)アクリル樹脂、ポリビニルブチラール等のポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレート等のポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレン等のポリオレフィン、ポリスチレン,α−メチルスチレン等のスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレン等のアセタール樹脂、エチレン−4フッ化エチレン共重合体等のフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂等が挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いてもよい。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でもよいし、それぞれの樹脂を混合して用いてもよい。
【0031】
上記熱可塑性樹脂のうち、本発明では(メタ)アクリル樹脂を主成分とするものが好ましく、なかでもモノマー成分として少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなるものが好ましい。
より具体的には、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が好ましい。
【0032】
ここで、(メタ)アクリル酸エステルとしては、例えば、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸プロピル、メタクリル酸プロピル、メタクリル酸シクロヘキシル、メタクリル酸ノルマルブチル、メタクリル酸イソブチル、メタクリル酸セカンダリーブチル、メタクリル酸ターシャリーブチル、メタクリル酸イソボニル、2−メチル−2−アダマンチルメタクリレート、2−エチル−2−アダマンチルメタクリレート等が挙げられ、これらのうちメタクリル酸メチルが最も好ましい。すなわち、本発明の熱可塑性樹脂として、メタクリル酸メチルの単独重合体を用いることは好ましい態様の一つである。
【0033】
次に、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体としては、上記例示されたものから選ばれる2種以上の(メタ)アクリル酸エステルの共重合体が例示され、該共重合体においてもメタクリル酸メチルを主成分とするものが好ましい。すなわち、メタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体が好ましく、他の(メタ)アクリル酸エステルモノマーとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ノルマルブチル、メタクリル酸イソブチル、メタクリル酸セカンダリーブチル、メタクリル酸ターシャリーブチル、メタクリル酸イソボニル、2−メチル−2−アダマンチルメタクリレート、2−エチル−2−アダマンチルメタクリレート等が挙げられ、これらのうち効果の点から特にアクリル酸メチルが好ましい。なお、これらの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0034】
また、メタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体においては、メタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が0.1〜200モルの範囲であることが好ましい。メタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が上記範囲内であると、耐擦傷性、耐溶剤性が向上する。
特に好ましい態様であるメタクリル酸メチルとアクリル酸メチルの共重合体においては、メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が0.1〜10モルの範囲であることが好ましい。メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が上記範囲内であると、表面保護層を形成した後の表面の耐擦傷性、耐溶剤性が特に向上する。以上の点から、メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位は1〜9モルの範囲がさらに好ましい。
【0035】
次に、(メタ)アクリル酸エステルと他のモノマーとの共重合体について、他のモノマーとは(メタ)アクリル酸エステルと共重合可能なものであれば特に限定されないが、本発明では、(メタ)アクリル酸、スチレン、(無水)マレイン酸、フマル酸、ジビニルベンゼン、ビニルビフェニル、ビニルナフタレン、ジフェニルエチレン、酢酸ビニル、塩化ビニル、フッ化ビニル、ビニルアルコール、アクリロニトリル、アクリルアミド、ブタジエン、イソプレン、イソブテン、1−ブテン、2−ブテン、N−ビニル−2−ピロリドン、ジシクロペンタジエン、エチリデンノルボルネン,ノルボルネン類等の脂環式オレフィンモノマー、ビニルカプロラクタム、シトラコン酸無水物、N−フェニルマレイミド等のマレイミド類、ビニルエーテル類等が挙げられ、特にスチレン及び(無水)マレイン酸が共重合成分として好適である。すなわち、(メタ)アクリル酸エステルとスチレン又は(無水)マレイン酸の二元共重合体、(メタ)アクリル酸エステルとスチレン及び(無水)マレイン酸の三元共重合体が好適である。
なお、(メタ)アクリル酸エステルと他のモノマーとの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0036】
また、前記(メタ)アクリル酸エステルと、スチレン及び/又は(無水)マレイン酸との共重合体においては、(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が0.1〜200モルの範囲であることが好ましい。(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が上記範囲内であると、やはり耐擦傷性、耐溶剤性が向上する。
なお、前記(メタ)アクリル樹脂の多分散度は、1.5〜2.5の範囲であることが特に好ましい。
【0037】
本発明に係る表面保護層を構成する樹脂組成物には、得られる硬化樹脂層の所望物性に応じて、各種添加剤を配合することができる。この添加剤としては、例えば耐候性改善剤、耐擦傷性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤等が挙げられる。
ここで、耐候性改善剤としては、紫外線吸収剤や光安定剤を用いることができる。紫外線吸収剤は、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の二酸化チタン、酸化セリウム、酸化亜鉛等を好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、具体的には、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−3,5−ジ−tert−アミルフェニル)ベンゾトリアゾール、ポリエチレングリコールの3−[3−(ベンゾトリアゾール−2−イル)−5−tert−ブチル−4−ヒドロキシフェニル]プロピオン酸エステル等が挙げられる。一方、光安定剤としては、例えばヒンダードアミン系、具体的には2−(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−2’−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート等が挙げられる。また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基等の重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。また、本発明のポリマーの表面保護層としての性能(成形性及び耐擦傷性)を損なわない程度に共重合して使用することもできる。
【0038】
耐擦傷性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の30〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐擦傷性の向上に対する効果が大きいこと、また、球状の粒子を比較的得やすい点で特に好ましいものである。
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコール等が、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウム等が用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料等が用いられる。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
【0039】
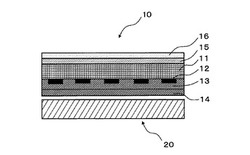
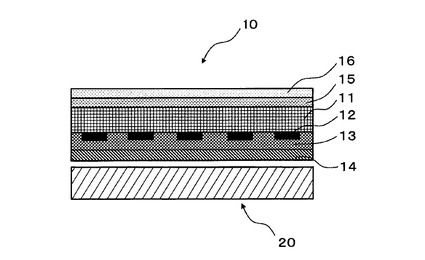
次に、本発明の加飾シートの構成について図1を用いて詳細に説明する。
図1はインサート成形に用いる場合の本発明の加飾シート10の断面を示す模式図である。図1に示す例では、基材11上に所望により設けられる絵柄層12、所望により設けられる隠蔽層13及び所望により設けられる接着剤層14を有し、且つ基材11の絵柄層12の反対側にプライマー層15及び表面保護層16を有するものである。ここで、表面保護層16は上述の樹脂組成物を架橋硬化して形成されるものである。
また、所望により、例えばインサート成形用加飾シートの場合には、接着剤層14の上にバッカーフィルム20が積層される。
【0040】
基材11としては、真空成形適性を考慮して選定され、代表的には熱可塑性樹脂からなる樹脂シートが使用される。該熱可塑性樹脂としては、一般的には、アクリル樹脂、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、アクリロニトリル−ブタジエン−スチレン樹脂(以下「ABS樹脂」という)、塩化ビニル樹脂等が使用される。また、基材11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートとして使用することができる。
基材の厚さは、用途に応じて選定されるが、通常、0.03〜1.0mm程度であり、コスト等を考慮すると0.03〜0.2mm程度が一般的である。
【0041】
これらの基材はその上に設けられる層との密着性を向上させるために、所望により、片面又は両面に酸化法や凹凸化法等の物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性等の面から好ましく用いられる。
また該基材はプライマー層を形成する等の処理を施してもよいし、色彩を整えるための塗装や、デザイン的な観点での模様があらかじめ形成されていてもよい。
【0042】
図1に示される絵柄層12は樹脂成形品に装飾性を与えるものであり、種々の模様をインキと印刷機を使用して印刷することにより形成される。模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、及び黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷等によっても形成される。
【0043】
絵柄層12に用いられる絵柄インキとしては、バインダーに顔料、染料等の着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤等を適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂等の中から任意のものが、1種単独で又は2種以上を混合して用いられる。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
【0044】
隠蔽層13は所望により設けられる層であり、バッカーフィルム20表面の色の変化、ばらつきにより、加飾シート10の柄の色に影響を及ぼさないようにする目的で設けられる。通常不透明色で形成することが多く、その厚さは1〜20μm程度の、いわゆるベタ印刷層が好適に用いられる。
【0045】
加飾シート10は射出樹脂との密着性を向上させるため、所望により、接着剤層14を設けることができる。接着剤層14には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル−酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂等が挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂等挙げられる。
【0046】
プライマー層15の形成方法としては、直接コーティング法によって形成することができ、また、転写法を用いることも可能である。直接コーティング法によってプライマー層15を形成する場合には、グラビアコート、グラビアリバースコート、グラビアオフセットコート、スピンナーコート、ロールコート、リバースロールコート、キスコート、ホイラーコート、ディップコート、シルクスクリーンによるベタコート、ワイヤーバーコート、フローコート、コンマコート、かけ流しコート、刷毛塗り、スプレーコート等を用いることができる。また、転写コーティング法としては、一旦、薄いシート(フィルム基材)にプライマー層の塗膜を形成し、しかる後基材の表面に被覆する方法であり、塗工組成物の塗膜を基材と共に立体物に接着するラミネート法や、一旦離型性支持体シート上に塗膜と必要に応じて接着材層を形成した転写シートを接着後、支持体シートのみ剥離する転写法等がある。
プライマー層15を形成するための架橋硬化条件は、用いる樹脂にもよるが、通常、40〜60℃で24〜168時間加熱することが好ましい。
【0047】
表面保護層16の形成は上述の樹脂組成物を含有する塗工液を調製し、これを塗布し、架橋硬化することで得ることができる。なお、塗工液の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
本発明においては、調製された塗工液を、基材11の表面に、硬化後の厚さが1〜1000μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコート等の公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。
【0048】
本発明に係る表面保護層16においては、このようにして形成された未硬化樹脂層に、電子線、紫外線等の電離放射線を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分な電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
【0049】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0050】
このようにして、形成された硬化樹脂層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能等を付与することもできる。
【0051】
また、本発明の加飾シート10は、JIS K 7127に準拠した引張試験における引張伸度が50%以上であることが好ましい。引張伸度は高いほど成形性は良好となるが、引張伸度が50%以上であれば、通常用いられる真空成形型での真空成形時に表面保護層に割れが発生しない。また、引張伸度は150%以上であることがさらに好ましい。引張伸度が150%以上であると複雑な形状や変形の大きい形状に対しても追従し、表面保護層に割れが発生しない。
なお、測定条件としては、幅25mm、長さ120mmの試験片を用い、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件であり、表面保護層に割れが入る際の引張伸度で評価するものである。
【0052】
本発明の加飾シート10は、インサート成形法、射出成形同時加飾法、ブロー成形法、ガスインジェクション成形法等の各種射出成形法に用いることができ、インサート成形法及び射出成形同時加飾法に好適に用いられる。
インサート成形法では、真空成形工程において、本発明の加飾シート10を真空成形型により予め成形品表面形状に真空成形(オフライン予備成形)し、次いで必要に応じて余分な部分をトリミングして成形シートを得る。この成形シートを射出成形型に挿入し、射出成形型を閉じて型締めし、流動状態の樹脂を型内に射出し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シート10を一体化させ、加飾樹脂成形品を製造する。
【0053】
射出樹脂は用途に応じた樹脂が使用され、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、アクリルニトリル/ブタジエン/スチレン共重合〔ABS〕樹脂、スチレン樹脂、ポリカーボネート樹脂、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂が代表的である。また、ウレタン樹脂、エポキシ樹脂等の熱硬化性樹脂等も用途に応じ用いることができる。
また、バッカーフィルム20としては、射出樹脂と接着性の良好な樹脂が使用されることが好ましく、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ABS樹脂等が好ましい。
【0054】
次に、射出成形同時加飾法においては、本発明の加飾シート10を所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法が好ましい。
【0055】
ここで、前記可動金型は射出成形の吸引孔が設けられた真空成形型との兼用雌型であり、この雌型で予備成形(インライン予備成形)を行った後、射出成形型を型締めして、流動状態の樹脂を型内に射出充填し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シート10を一体化させ、加飾樹脂成形品を製造することが好ましい。
なお、射出成形同時加飾法では、射出樹脂による熱圧を加飾シート10が受けるため、平板に近く、加飾シート10の絞りが小さい場合には、加飾シート10は予熱してもしなくてもよい。
なお、ここで用いる射出樹脂としてはインサート成形法で説明したものと同様のものを用いることができる。
【0056】
以上のようにして製造された加飾樹脂成形体は、その表面保護層に成形過程で割れや白化が発生することがなく、またその表面は高い耐擦傷性を有する。また、従来表面保護層として用いられていたアクリルフィルムに対して、耐溶剤性及び耐薬品性が高い。さらに本発明の製造方法では、加飾シート10の製造段階で表面保護層が完全硬化されるので、加飾樹脂成形体を製造した後に表面保護層を架橋硬化する工程が不要である。
【実施例】
【0057】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
評価方法
(1)プライマー層の破断伸度及び破断強度
シリコーン樹脂を全面コートし離型層を形成した離型紙上に第1表に示した各プライマー層を構成するプライマー組成物をそれぞれ40±10μmで塗布し、プライマー組成物が硬化性である場合は50℃72時間加熱し硬化した後、(一方、プライマー組成物が硬化性でない場合は加熱処理することなく、)離型紙より塗膜を剥離、プライマー塗膜を作製した。
JIS K 7127:1999に準拠し、幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmである前記プライマー塗膜のサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度及び破断強度を測定し、プライマー層の破断伸度及び破断強度とした。
【0058】
(2)熱軟化点温度、軟化開始温度及び軟化完了温度
架橋硬化後の樹脂組成物、プライマー組成物、(即ち、前記プライマー塗膜)及び基材の熱軟化点温度、軟化開始温度及び軟化完了温度を熱分析装置(TMA)を用い、以下条件にて測定した。
測定条件
サンプル:幅5mm×長さ15mm
10℃/minの昇温速度で、常温から180℃まで昇温し、得られた曲線から軟化温度を、曲線の一次微分曲線から軟化開始、軟化完了温度をそれぞれ求めた。
【0059】
(3)貯蔵弾性率
表面処理をしていないPETフィルムの上に各実施例及び比較例で製造した樹脂組成物を架橋硬化後の膜厚が約15μmになるように塗布した。この未硬化樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させた。硬化膜をPETフィルムから剥がして、幅10mm、長さ20mmの試験片を切り出した。該試験片を用いて、JIS K7244−1及び7244−4に準拠し、動的粘弾性測定装置〔レオメトリック・サイエンス・エフ・イー(株)製「RSA II」〕を用い、140℃の貯蔵弾性率を測定した。測定は、クランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定した。
【0060】
(4)成形性(真空成形)
各実施例及び比較例で得た加飾シートについて以下に示す方法で真空成形を行い、成形後の外観にて評価した。評価基準は以下のとおりである。
◎:シート、表面保護層膜に割れ、破断、白化等無く良好である
○:200%延伸部に微細な割れ、白化が見られるが実用上問題ないレベルである
△;3次元形状部又は200%延伸部の大部分で軽微な艶変化又は割れが発生した
×;延伸部分全体に著しい艶変化、白化又は割れが発生した
<真空成形>
加飾シートを赤外線ヒーターで160℃まで加熱し、軟化させた後、射出成形用型の雌型と同形状の型を用いて、最大延伸倍率200倍にて真空成形を行い、型の内部形状に成形する。型より加飾シートを離型し、不要部分をトリミングして成形品を得た。
【0061】
(5)成形性(射出成形)
各実施例及び比較例で得た加飾シートについて以下に示す方法で射出成形を行い、成形後の外観にて評価した。評価基準は上記真空成形における評価基準と同様である。
<射出成形>
上記真空成形したシートを射出成形機の雌型に設置し雄雌両型を型締めした後、溶融したABS樹脂を型ゲート部より射出し、サンプルと一体化して加飾成形品を作製した。
射出成形条件としては、射出樹脂温度230℃、ホットランナはマニホールド部温度240℃、ゲート部温度235℃、金型は雌型が45℃、雄型が50℃、射出時間5秒、冷却時間20秒で行った。型開き後、加飾成形品を型より取り出して加飾樹脂成形品を得た。
【0062】
(6)耐擦傷性
各実施例及び比較例で製造した加飾シートについて、JIS L0849〔摩耗試験機II型(学振型)〕に準拠して試験を行い、以下の基準で評価した。試験に用いた装置は、テスター産業(株)製「学振型摩耗試験機」であり、摩擦用白綿布としてカナキン3号を用い500g荷重で50往復後の試験片で評価した。評価基準は以下のとおりである。
◎;傷付きなし
○;外観上著しい傷付きなし
△;傷付き又は艶変化が試験面の1/4以上1/2以下の面で発生
×;傷付き又は艶変化が試験面の1/2以上で発生
【0063】
(7)表面保護層の引張伸度
厚さ75μmの透明アクリル樹脂フィルムの裏面に、グラビア印刷により木目柄の絵柄層を形成した。次に、絵柄層を施していない表面に、各実施例及び比較例で製造した加飾シートの表面保護層の作製に用いた電子線硬化性樹脂組成物を、硬化後の厚さが5μmになるように塗工した。この未硬化状樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させ、次に該シートの絵柄層に膜厚10μmのウレタン系接着剤を施し、バッカーフィルムである膜厚400μmの隠蔽着色ABS樹脂シートとラミネートして加飾シートを得た。試験片として幅25mm、長さ120mmの試験片を切り出し、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件で引張試験を行い、伸度200%まで測定した。表面保護層(硬化膜)に割れが入る引張伸度(%)で評価し、伸度200%までで割れが入らなかったものは >200と表記した。
【0064】
(8)分子量の測定
東ソー(株)製高速GPC装置を用いた。用いたカラムは東ソー(株)製TSKgel αM(商品名)であり、溶媒はN−メチル−2−ピロリジノン(NMP)を用い、カラム温度40℃、流速0.5cc/minで測定を行なった。尚、本発明における分子量及び分子量分布はポリスチレン換算を行った。
【0065】
実施例1〜5及び比較例1〜2
両面コロナ放電処理を施した厚さ60μmの透明ポリプロピレン系フィルムの一方の面に2液硬化型ウレタン系印刷インキで木目柄の模様柄印刷層をグラビア印刷法で形成した後、他方の面にグラビア印刷法で第1表に示す樹脂を主剤とし、実施例2〜5及び比較例1に硬化剤としてイソシアネートを添加した2液硬化型樹脂を塗布し、60℃48時間加熱により硬化して2μm厚さの透明プライマー層を形成した。実施例1及び比較例2は硬化剤を用いないで塗布し、2μm厚さの透明プライマー層を形成した。
また、4官能のウレタンアクリレート(EB−1、第2表参照)33質量部に、メタクリル酸メチル(以下「MMA」という)とアクリル酸メチル(以下「MA」という)のモル比100:5であって、重量平均分子量(Mw)1.0×105、数平均分子量(Mn)0.60×105、多分散度(Mw/Mn)1.67の共重合体(以下「PMMA−1」という、第2表参照)を67質量部混合し、第4表に実施例3として示す電子線硬化性樹脂組成物を得た。EB樹脂(EB−1):PMMA−1の質量比は33:67である。
次に、前記プライマー層を形成した表面全面に、第4表に実施例3として示す電離放射線硬化型樹脂組成物を塗布するとともに電子線〔加速電圧:165KeV、照射量:5Mrad〕を照射して厚さ5μmの透明表面保護層を形成した。
前記絵柄層上に2液硬化型ウレタン系樹脂からなる厚さ10μmの接着剤層を形成し、その接着剤層上に400μm厚さの着色アクリルニトリル/ブタジエン/スチレン共重合〔ABS〕樹脂をバッカーフィルム20としてドライラミネート方式にて接着し加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第1表に示す。
また、プライマー塗膜の破断伸度及び破断強度と、架橋硬化後の樹脂組成物、プライマー塗膜及び記基材の熱軟化点温度、軟化開始温度及び軟化完了温度とを第1表に示す。
【0066】
【表1】

【0067】
【表2】
【0068】
【表3】
【0069】
実施例3、6〜9及び比較例3〜4
実施例3の加飾シートと同じ構成にて、透明プライマー層の厚さを1、7、10、15μmに変更して、実施例6〜9の加飾シートを得るとともに、透明プライマー層を積層しない比較例3の加飾シート、透明プライマー層の厚さを0.5μmに変更した比較例4の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第3表に示す。
【0070】
【表4】
【0071】
実施例10〜12
EB樹脂(EB−1)とPMMA−1との質量比を第4表に記載するように変化させたこと以外は実施例3と同様にして実施例10〜12の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0072】
実施例13
PMMA−1に代えて、MMA、スチレン及び無水マレイン酸の共重合体(MMA:スチレン:無水マレイン酸のモル比が100:32:84、重量平均分子量(Mw)0.96×105、数平均分子量(Mn)0.46×105、多分散度(Mw/Mn)2.09、以下「PMMA−2」という、第2表−2)を用いたこと以外は実施例3と同様にして実施例13の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0073】
実施例14
PMMA−1に代えて、MMA、MA、スチレン及び無水マレイン酸の共重合体(MMA:MA:スチレン:無水マレイン酸のモル比が100:8:10:69、重量平均分子量(Mw)1.0×105、数平均分子量(Mn)0.57×105、多分散度(Mw/Mn)1.75、以下「PMMA−3」という、第2表−2)を用いたこと以外は実施例3と同様にして実施例14の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0074】
実施例15及び16
PMMA−1に代えて、MMAの単独重合体であって、重量平均分子量(Mw)1.1×105、数平均分子量(Mn)0.64×105、多分散度(Mw/Mn)1.72、以下「PMMA−4」という、第2表−2)を用いたこと以外は、実施例3と同様にして実施例15の加飾シートを、実施例10と同様にして実施例16の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0075】
実施例17〜20
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0076】
実施例21〜26
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例10と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0077】
実施例27及び28
PMMA−1に代えて、それぞれ第2表−2に示すPMMA−5又はPMMA−6を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0078】
実施例29及び30
EB樹脂としてEB−1に代えて2官能のウレタンアクリレート(EB−2、第2表−1参照)を用い、EB樹脂とPMMA−1の質量比を第4表に示すように変えたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0079】
実施例31
EB−1に代えて、3官能のウレタンアクリレート(EB−3、第2表−1参照)を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0080】
比較例5
実施例3において、EB樹脂を用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0081】
比較例6及び7
EB樹脂とPMMA−1の質量比を第4表に記載するように変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0082】
比較例8
実施例3において、PMMAを用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0083】
比較例9
EB樹脂として、2官能のウレタンアクリレートを用い、PMMAを用いなかったこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0084】
比較例10及び11
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0085】
比較例12〜14
PMMA−1に代えて、それぞれ第2表−2に示すPMMA−7、PMMA−8及びPMMA−9を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0086】
比較例15
EB−1に代えて、2官能のウレタンアクリレート(EB−4、第2表−1参照)を用い、PMMAを用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0087】
【表5】
【0088】
【表6】
【0089】
【表7】
【0090】
実施例31〜35及び比較例16〜17
バッカーフィルムを積層しなかったこと以外は実施例1〜5及び比較例1〜2と同様にして加飾シートを得た。これらの加飾シートをそれぞれ所定形状の成形面を有する可動金型の該成形面に対し、該加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形し、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態のABS樹脂を射出(射出樹脂温度230℃)、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させ、その後、可動金型を固定金型から離間させて、加飾シート全層が積層された同時加飾樹脂成形品を取り出した。実施例31〜35の加飾シートを用いた同時加飾樹脂成形品はいずれもシート、表面保護層膜に割れ、破断、白化等無く良好であった。これに対し、比較例16(プライマー層:ポリカーボネートウレタン)の加飾シートを用いた同時加飾樹脂成形品は3次元形状部又は200%延伸部の大部分で軽微な艶変化又は割れが発生し、比較例17(プライマー層:アクリル/塩酢ビ共重合体)の加飾シートを用いた同時加飾樹脂成形品は200%延伸部に微細な割れ、白化が見られた。
【0091】
本発明に係るプライマー層及び樹脂組成物を用いた表面保護層を有する加飾シートは、通常のインサート成形法における真空成形によって割れや白化が発生することがなく、射出成形同時加飾法において、160℃程度の加熱温度から金型に接触時の温度まで急激な温度低下と急激な伸張速度、高伸張度の条件であっても割れや白化が発生することがない。
さらに、このように成形性に優れる上、製造された加飾樹脂成形品の表面は高い耐擦傷性を有することが確認された。
【産業上の利用可能性】
【0092】
本発明の加飾シートは真空成形性に優れ、表面に割れや白化等が発生せず、且つ表面が高い耐摩耗性及び耐擦傷性を有するので、本発明の加飾シートを用いて製造した加飾樹脂成形体は、その表面保護層に成形過程で割れや白化等が発生せず、その表面は高い耐摩耗性や耐擦傷性を有する。また、本発明の製造方法によれば、加飾シートの製造段階で表面保護層が完全硬化されるので、加飾樹脂成形体を製造した後に表面保護層を架橋硬化する工程が不要である。
従って、本発明の加飾樹脂成形体は、例えば、自動車等の車両の内装材又は外装材、幅木、回縁等の造作部材、窓枠、扉枠等の建具、壁、床、天井等の建築物の内装材、テレビ受像機、空調機等の家電製品の筐体、容器等の用途に好適である。
【図面の簡単な説明】
【0093】
【図1】本発明の加飾シートの断面を示す模式図である。
【符号の説明】
【0094】
10.加飾シート
11.基材
12.絵柄層
13.隠蔽層
14.接着剤層
15.プライマー層
16.表面保護層
20.バッカーフィルム
【技術分野】
【0001】
本発明は加飾成形品の成形に用いる加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品に関する。
【背景技術】
【0002】
成形品の表面に加飾シートを積層することで加飾した加飾成形品が、車両内装部品等の各種用途で使用されている。このような加飾成形品の成形方法としては、加飾シートを真空成形型により予め立体形状に成形しておき、該成形シートを射出成形型に挿入し、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化するインサート成形法(例えば、特許文献1参照)と射出成形の際に金型内に挿入された加飾シートを、キャビティ内に射出注入された溶融樹脂と一体化させ、樹脂成形体表面に加飾を施す射出成形同時加飾法(例えば、特許文献2、特許文献3参照)がある。
【0003】
ところで、加飾成形品は表面の耐擦傷性を向上させる目的で表面保護層が設けられる。しかしながら、上述の加飾成形品の成形方法において、インサート成形法では加飾シートを真空成形型により予め立体形状に成形する過程、射出成形同時加飾法では加飾シートが予備成形時にあるいは溶融樹脂の射出時に、キャビティの内周面に沿うように延伸されて密着する過程で、加飾シートが真空圧空作用により、あるいは溶融樹脂の圧力、剪断応力による引っ張り等によって、金型形状に沿うために最低必要な量以上に伸ばされるため、成形品の曲面部の表面保護層に割れが入るという問題があった。
【0004】
上記問題点に対して、表面保護層の成形性を上げるために表面保護層として熱硬化性樹脂を用いることが行われてきた(例えば、特許文献4参照)。熱硬化性樹脂は成形性については良好な結果を示し、表面保護層に割れは入りにくいが、加飾成形品の表面の耐擦傷性は満足いくものではなかった。
また、表面保護層として紫外線硬化性樹脂等の電離放射線硬化性樹脂を用い、加飾シートの表面保護層を形成する樹脂の架橋密度を高めることにより、加飾成形品の表面の耐擦傷性を向上させる試みがなされたが、成形の際に成形品曲面部に割れが生じるという問題があった。
さらには、表面保護層として紫外線硬化性樹脂等の電離放射線硬化性樹脂を用い、加飾シートの段階では半硬化状態とし、加飾成形された後に完全硬化させる方法が試みられたが(特許文献4参照)、未硬化樹脂成分を含む表面保護層は傷つきやすく、取り扱いが困難であり、また、未硬化樹脂成分が金型に付着することによる金型汚染の問題があった。この問題点を解決するために半硬化状態の表面保護層上に保護フィルムを設ける方法があるが、製造が煩雑になるとともに、コストアップの要因ともなる。また、三次元形状の成形品に紫外線を照射する必要があるため、別途三次元形状の成形品に紫外線照射可能な設備が必要である。
【0005】
また、特許文献5では、降伏強度及び破断強度を高くしたプライマー層を印刷層と保護層との間に設けることが提案されている。この発明により表面保護層の密着性が大幅に改善されている。しかしながら、真空成形時における表面保護層の割れや白化を防止する観点からの改良が依然として望まれている。
【0006】
【特許文献1】特開2004−322501号公報
【特許文献2】特公昭50−19132号公報
【特許文献3】特公昭61−17255号公報
【特許文献4】特開平6−134859号公報
【特許文献5】国際公開WO00/03874号パンフレット
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上記問題点に鑑み、真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、基材上に少なくともプライマー層と表面保護層とを有する加飾シートであって、プライマー層が特定の物性と厚さを有すると共に、表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を特定の割合で含む樹脂組成物を架橋硬化したものであり、且つ表面保護層の厚さを特定の厚さにすることで、前記課題を解決し得ることを見出した。本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
(1)基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シート、
破断伸度の測定条件:JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定する、
【0010】
(2)架橋硬化後の前記樹脂組成物、前記プライマー組成物及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、該樹脂組成物の温度より該プライマー組成物の温度が高く、該プライマー組成物の温度より該基材の温度が高いという関係にある上記(1)の加飾シート、
(3)前記樹脂組成物の以下の測定条件で測定した140℃における貯蔵弾性率が1×105 〜1.2×108 Paの範囲である上記(1)又は(2)の加飾シート、
貯蔵弾性率の測定条件:JIS K7244−1及び7244−4に準拠し、樹脂組成物を架橋硬化して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する、
【0011】
(4)前記プライマー組成物が(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂を含有するものである上記(1)〜(3)のいずれかの加飾シート、
(5)前記熱可塑性樹脂が少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなる上記(1)〜(4)のいずれかの加飾シート、
(6)前記熱可塑性樹脂が2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体である上記(1)〜(4)の加飾シート、
(7)前記熱可塑性樹脂がメタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体である上記(6)の加飾シート、
(8)前記熱可塑性樹脂が(メタ)アクリル酸エステルとスチレン及び/又は(無水)マレイン酸との共重合体である上記(1)〜(4)のいずれかの加飾シート、
【0012】
(9)上記(1)〜(8)のいずれかの加飾シートを真空成形型により予め立体形状に成形する真空成形工程、余分な部分をトリミングして成形シートを得る工程、該成形シートを射出成形型に挿入し、射出成形型を閉じ、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化する工程を有する加飾樹脂成形品の製造方法、
(10)上記(1)〜(8)のいずれかの加飾シートを、所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法、及び
(11)上記(9)又は(10)の製造方法により製造した加飾樹脂成形品
を提供するものである。
【発明の効果】
【0013】
本発明の加飾シートは、真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐擦傷性も良好である。
【発明を実施するための最良の形態】
【0014】
本発明の加飾シートは、基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、該表面保護層の厚さが1〜1000μmであることを特徴とする。
ここで、破断伸度の測定条件は、JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定するものである。
【0015】
本発明の加飾シートは、プライマー層の上記測定条件で測定した120℃における破断伸度が200%以上であることを要し、300%以上であることが好ましい。破断伸度が200%未満であると、基材及び表面保護層のそれぞれ単体で十分な成形性、伸びを示しても成形時の形状追従性・挙動が異なれば積層したシートを成形した時に不具合、具体的には表面保護層の割れ、白化等を生じることとなる。
これに対し、本発明において、120℃における破断伸度が200%以上であるプライマー層を用いることにより、基材と表面保護層の密着性向上の効果のみならず、基材及び表面保護層が成形時の形状追従性・挙動が異なっても、その成形時の追従性等の違いを緩和する作用を発揮して表面保護層の割れ、白化等を好適に防止する効果を奏する。
【0016】
また、プライマー層の厚さは0.6μm以上であることを要する。0.6μm未満では、表面保護層に割れ、破断、白化等が発生するのを防ぐ効果を享受し得ないからである。本発明において、プライマー層は10μmを超えても真空成形性を阻害しないが、10μm以下であれば、プライマー層を塗工した際、塗膜の乾燥、硬化が安定であるので成形性が変動することが無く好ましい。この観点からプライマー層の厚さが0.6〜10μmであることが好ましい。
【0017】
本発明の加飾シートにおいて、表面保護層を構成する樹脂組成物は電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含むものであることを要する。この75:25〜22:78の比率(質量比)の範囲であると、架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のバランスが良好となる。以上の点から、電離放射線硬化性樹脂と熱可塑性樹脂の質量比は、75:25〜25:75の範囲が好ましく、60:40〜25:75の範囲が特に好ましい。ここで、電離放射線硬化性樹脂とは、電磁波又は荷電粒子線の中で分子を架橋、重合させ得るエネルギー量子を有するもの、すなわち、紫外線又は電子線等を照射することにより、架橋、硬化する樹脂を指す。具体的には、従来電離放射線硬化性樹脂として慣用されている重合性モノマー及び重合性オリゴマーないしはプレポリマーの中から適宜選択して用いることができる。
【0018】
そして、前記熱可塑性樹脂の重量平均分子量は、9万〜12万の範囲であることを要する。重量平均分子量がこの範囲であると、架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれも高いレベルで得ることができる。
なお、ここで重量平均分子量とは、ゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算のものである。ここで用いる溶媒としては通常用いられるものを適宜選択して行うことができ、例えば、テトラヒドロフラン(THF)又はN−メチル−2−ピロリジノン(NMP)等が挙げられる。
また、前記熱可塑性樹脂の多分散度(重量平均分子量Mw/数平均分子量Mn)が1.1〜3.0の範囲であることが好ましい。多分散度がこの範囲内であると、やはり架橋硬化して表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれも高いレベルで得ることができる。
【0019】
本発明においては、表面保護層の硬化後の厚さが1〜1000μmであることを要する。表面保護層の硬化後の厚さが1μm未満であると耐擦傷性、耐候性等の保護層としての十分な物性が得られない。一方、表面保護層の硬化後の厚さが1000μmを超えると、電離放射線を均一に照射することが困難となり、硬化が不十分となる場合がある。また、硬化したとしても成形性が悪化し、さらには経済的にも不利となる。
表面保護層の硬化後の厚さは用途によって、上記範囲内で適宜決定されるものであり、例えば車両外装部品を考慮した場合には、透明感、塗装感等の意匠性及び耐擦傷性が要求されることから、表面保護層を厚膜化することが好ましい。具体的には、表面保護層の硬化後の厚さは20μm以上であることが好ましい。本発明の加飾シートは、表面保護層の厚さを従来のものより厚くしても、十分に高い成形性が得られることから、特に表面保護層に高い膜厚を要求される部材の加飾シートとして有用である。
また、自動車内装用途等に用いる場合には、表面保護層の硬化後の厚さを1〜20μmとすることが好ましい。この範囲とすることにより、成形性が向上し、複雑な3次元形状への高い追従性を得ることができる。従って、本発明の加飾シートにおいて、硬質な電離放射線硬化性樹脂を配合しても優れた成形性を発現させることができ、成形性を損なうことなく、塗膜を硬くすることができるため、加工や実用面で必要な耐擦傷性、耐汚染性等の優れた特性を持たせることができる。
【0020】
また、発明の加飾シートの架橋硬化後の前記樹脂組成物、前記プライマー組成物(プライマー組成物が硬化性である場合は架橋硬化後の前記プライマー組成物)及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、樹脂組成物の温度よりプライマー組成物の温度が高く、プライマー組成物の温度より基材の温度が高いという関係にあることが好ましい。樹脂組成物の上記温度よりプライマー組成物の上記温度が高いと、加熱時にプライマーが最初に軟化、溶融することがなく、電離放射線硬化性樹脂と基材の加熱挙動(伸縮)を吸収・緩和できるので、加飾シートを構成する各層に歪みが生じにくく成形性がより安定となる。また、プライマー組成物の上記温度より基材の上記温度が高いと、成形時にプライマーが軟化し易くなり、表面保護層に割れや白化が生じにくくなる。
【0021】
本発明に係る表面保護層を構成する架橋硬化後の樹脂組成物は140℃における貯蔵弾性率が1×105 〜1.2×108Paの範囲であることが好ましい。貯蔵弾性率がこの範囲内であると、表面保護層を形成した後の成形性及び表面の耐擦傷性のいずれもが高いレベルで満足し得るバランスのとれた加飾シートが得られ、特に、該貯蔵弾性率が1.2×108Pa以下であると真空成形時に表面保護層に割れを生じず、成形することができる。
また、架橋型の樹脂の場合、ゴム状態での貯蔵弾性率が高いほど、平均架橋点間分子量が低い、すなわち、架橋密度が高いため、表面の耐擦傷性、耐摩耗性、耐溶剤性、耐汚染物性等は向上する。よって、貯蔵弾性率がこの範囲内であると、上記した表面保護層を形成した後の成型性及び表面の耐擦傷性をさらに高いレベルで満足しうる加飾シートが得られる。以上の観点から、該貯蔵弾性率は7.7×105 〜1.2×108Paの範囲であることがさらに好ましく、1.0×106 〜1.0×107Paであることが特に好ましい。
貯蔵弾性率の測定条件は、JIS K7244−1及び7244−4に準拠し、表面保護層を構成する樹脂組成物を架橋硬化(電子線照射条件:加速電圧165kV、照射線量50kGy(5Mrad))して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する。
【0022】
本発明に係るプライマー層を構成するプライマー組成物は、(メタ)アクリル樹脂、ウレタン樹脂、(メタ)アクリル・ウレタン共重合体樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ブチラール樹脂、塩素化ポリプロピレン、塩素化ポリエチレン等が好適に用いられ、それらの内、(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂がより好ましい。
(メタ)アクリル樹脂としては、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が挙げられ、具体的には、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸プロピル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル・(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸エチル・(メタ)アクリル酸ブチル共重合体、エチレン・(メタ)アクリル酸メチル共重合体、スチレン・(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなる(メタ)アクリル樹脂が好適に用いられる。
ここで(メタ)アクリルとはアクリル又はメタアクリルを意味する。
【0023】
ウレタン樹脂としては、ポリオール(多価アルコール)を主剤とし、イソシアネートを架橋剤(硬化剤)とするポリウレタンを使用できる。ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えばポリエステルポリオール、ポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエーテルポリオール等が使用される。前記イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネート、4,4−ジフェニルメタンジイソシアネート等の芳香族イソシアネート、或いはヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネート等の脂肪族(又は脂環族)イソシアネートが用いられる。また、ウレタン樹脂とブチラール樹脂を混ぜて構成することも可能である。
(メタ)アクリル・ウレタン共重合体樹脂としては、例えばアクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂が好ましい。硬化剤としては、上記の各種イソシアネート及び/又はその変性物が用いられる。アクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂は、所望によりアクリル/ウレタン比(質量比)を好ましくは(9/1)〜(1/9)、より好ましくは(8/2)〜(2/8)の範囲で調整し得る。これにより、種々の加飾シートに用いることができるので、プライマー組成物に用いられる樹脂として特に好ましい。
【0024】
本発明に係る表面保護層に用いられる電離放射線硬化性樹脂としての重合性モノマーは、代表的には、分子中にラジカル重合性不飽和基を持つ(メタ)アクリレート系モノマーが好適であり、中でも多官能性(メタ)アクリレートが好ましい。なお、ここで「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味し、他の類似するものも同様の意である。多官能性(メタ)アクリレートとしては、分子内にエチレン性不飽和結合を2個以上有する(メタ)アクリレートであればよく、特に制限はない。具体的にはエチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,4−ブタンジオールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、ネオペンチルグリコールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、ヒドロキシピバリン酸ネオペンチルグリコールジ(メタ)アクリレート、ジシクロペンタニルジ(メタ)アクリレート、カプロラクトン変性ジシクロペンテニルジ(メタ)アクリレート、エチレンオキシド変性リン酸ジ(メタ)アクリレート、アリル化シクロヘキシルジ(メタ)アクリレート、イソシアヌレートジ(メタ)アクリレート、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキシド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレート等が挙げられる。これらの多官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0025】
本発明に係る表面保護層を構成する樹脂組成物においては、前記多官能性(メタ)アクリレートとともに、その粘度を低下させる等の目的で、単官能性(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。単官能性(メタ)アクリレートとしては、例えば、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、ペンチル(メタ)アクリレート、ヘキシル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、ステアリル(メタ)アクリレート、イソボルニル(メタ)アクリレート等が挙げられる。これらの単官能性(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0026】
次に、本発明に係る表面保護層に用いられる電離放射線硬化性樹脂としての重合性オリゴマーとしては、分子中にラジカル重合性不飽和基を持つオリゴマー、例えばエポキシ(メタ)アクリレート系、ウレタン(メタ)アクリレート系、ポリエステル(メタ)アクリレート系、ポリエーテル(メタ)アクリレート系等が挙げられる。ここで、エポキシ(メタ)アクリレート系オリゴマーは、例えば、比較的低分子量のビスフェノール型エポキシ樹脂やノボラック型エポキシ樹脂のオキシラン環に、(メタ)アクリル酸を反応しエステル化することにより得ることができる。また、このエポキシ(メタ)アクリレート系オリゴマーを部分的に二塩基性カルボン酸無水物で変性したカルボキシル変性型のエポキシ(メタ)アクリレートオリゴマーも用いることができる。ウレタン(メタ)アクリレート系オリゴマーは、例えば、ポリエーテルポリオールやポリエステルポリオールとポリイソシアネートの反応によって得られるポリウレタンオリゴマーを、(メタ)アクリル酸でエステル化することにより得ることができる。ポリエステル(メタ)アクリレート系オリゴマーとしては、例えば多価カルボン酸と多価アルコールの縮合によって得られる両末端に水酸基を有するポリエステルオリゴマーの水酸基を(メタ)アクリル酸でエステル化することにより、あるいは、多価カルボン酸にアルキレンオキシドを付加して得られるオリゴマーの末端の水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。ポリエーテル(メタ)アクリレート系オリゴマーは、ポリエーテルポリオールの水酸基を(メタ)アクリル酸でエステル化することにより得ることができる。
【0027】
さらに、重合性オリゴマーとしては、他にポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマー、あるいはノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテル等の分子中にカチオン重合性官能基を有するオリゴマー等がある。
【0028】
電離放射線硬化性樹脂として紫外線硬化性樹脂を用いる場合には、光重合用開始剤を樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されず、例えば、分子中にラジカル重合性不飽和基を有する重合性モノマーや重合性オリゴマーに対しては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾイン−n−ブチルエーテル、ベンゾインイソブチルエーテル、アセトフェノン、ジメチルアミノアセトフェノン、2,2−ジメトキシ−2−フェニルアセトフェノン、2,2−ジエトキシ−2−フェニルアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシシクロヘキシルフェニルケトン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノ−プロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−2(ヒドロキシ−2−プロピル)ケトン、ベンゾフェノン、p−フェニルベンゾフェノン、4,4’−ジエチルアミノベンゾフェノン、ジクロロベンゾフェノン、2−メチルアントラキノン、2−エチルアントラキノン、2−ターシャリーブチルアントラキノン、2−アミノアントラキノン、2−メチルチオキサントン、2−エチルチオキサントン、2−クロロチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、ベンジルジメチルケタール、アセトフェノンジメチルケタール等が挙げられる。
また、分子中にカチオン重合性官能基を有する重合性オリゴマー等に対しては、芳香族スルホニウム塩、芳香族ジアゾニウム塩、芳香族ヨードニウム塩、メタロセン化合物、ベンゾインスルホン酸エステル等が挙げられる。
また、光増感剤としては、例えばp−ジメチル安息香酸エステル、第三級アミン類、チオール系増感剤等を用いることができる。
【0029】
本発明においては、電離放射線硬化性樹脂として電子線硬化性樹脂を用いることが好ましい。電子線硬化性樹脂は無溶剤化が可能であって、環境や健康の観点からより好ましく、且つ光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
【0030】
本発明に係る表面保護層を構成する樹脂組成物に用いられる熱可塑性樹脂としては、(メタ)アクリル酸エステル等の(メタ)アクリル樹脂、ポリビニルブチラール等のポリビニルアセタール(ブチラール樹脂)、ポリエチレンテレフタレート,ポリブチレンテレフタレート等のポリエステル樹脂、塩化ビニル樹脂、ウレタン樹脂、ポリエチレン,ポリプロピレン等のポリオレフィン、ポリスチレン,α−メチルスチレン等のスチレン系樹脂、ポリアミド、ポリカーボネート、ポリオキシメチレン等のアセタール樹脂、エチレン−4フッ化エチレン共重合体等のフッ素樹脂、ポリイミド、ポリ乳酸、ポリビニルアセタール樹脂、液晶性ポリエステル樹脂等が挙げられ、これらは1種単独でも又は2種以上を組み合わせて用いてもよい。2種以上組み合わせる場合は、これらの樹脂を構成するモノマーの共重合体でもよいし、それぞれの樹脂を混合して用いてもよい。
【0031】
上記熱可塑性樹脂のうち、本発明では(メタ)アクリル樹脂を主成分とするものが好ましく、なかでもモノマー成分として少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなるものが好ましい。
より具体的には、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が好ましい。
【0032】
ここで、(メタ)アクリル酸エステルとしては、例えば、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸プロピル、メタクリル酸プロピル、メタクリル酸シクロヘキシル、メタクリル酸ノルマルブチル、メタクリル酸イソブチル、メタクリル酸セカンダリーブチル、メタクリル酸ターシャリーブチル、メタクリル酸イソボニル、2−メチル−2−アダマンチルメタクリレート、2−エチル−2−アダマンチルメタクリレート等が挙げられ、これらのうちメタクリル酸メチルが最も好ましい。すなわち、本発明の熱可塑性樹脂として、メタクリル酸メチルの単独重合体を用いることは好ましい態様の一つである。
【0033】
次に、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体としては、上記例示されたものから選ばれる2種以上の(メタ)アクリル酸エステルの共重合体が例示され、該共重合体においてもメタクリル酸メチルを主成分とするものが好ましい。すなわち、メタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体が好ましく、他の(メタ)アクリル酸エステルモノマーとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ノルマルブチル、メタクリル酸イソブチル、メタクリル酸セカンダリーブチル、メタクリル酸ターシャリーブチル、メタクリル酸イソボニル、2−メチル−2−アダマンチルメタクリレート、2−エチル−2−アダマンチルメタクリレート等が挙げられ、これらのうち効果の点から特にアクリル酸メチルが好ましい。なお、これらの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0034】
また、メタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体においては、メタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が0.1〜200モルの範囲であることが好ましい。メタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が上記範囲内であると、耐擦傷性、耐溶剤性が向上する。
特に好ましい態様であるメタクリル酸メチルとアクリル酸メチルの共重合体においては、メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が0.1〜10モルの範囲であることが好ましい。メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が上記範囲内であると、表面保護層を形成した後の表面の耐擦傷性、耐溶剤性が特に向上する。以上の点から、メタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位は1〜9モルの範囲がさらに好ましい。
【0035】
次に、(メタ)アクリル酸エステルと他のモノマーとの共重合体について、他のモノマーとは(メタ)アクリル酸エステルと共重合可能なものであれば特に限定されないが、本発明では、(メタ)アクリル酸、スチレン、(無水)マレイン酸、フマル酸、ジビニルベンゼン、ビニルビフェニル、ビニルナフタレン、ジフェニルエチレン、酢酸ビニル、塩化ビニル、フッ化ビニル、ビニルアルコール、アクリロニトリル、アクリルアミド、ブタジエン、イソプレン、イソブテン、1−ブテン、2−ブテン、N−ビニル−2−ピロリドン、ジシクロペンタジエン、エチリデンノルボルネン,ノルボルネン類等の脂環式オレフィンモノマー、ビニルカプロラクタム、シトラコン酸無水物、N−フェニルマレイミド等のマレイミド類、ビニルエーテル類等が挙げられ、特にスチレン及び(無水)マレイン酸が共重合成分として好適である。すなわち、(メタ)アクリル酸エステルとスチレン又は(無水)マレイン酸の二元共重合体、(メタ)アクリル酸エステルとスチレン及び(無水)マレイン酸の三元共重合体が好適である。
なお、(メタ)アクリル酸エステルと他のモノマーとの共重合体はランダム共重合体であってもブロック共重合体であってもよい。
【0036】
また、前記(メタ)アクリル酸エステルと、スチレン及び/又は(無水)マレイン酸との共重合体においては、(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が0.1〜200モルの範囲であることが好ましい。(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が上記範囲内であると、やはり耐擦傷性、耐溶剤性が向上する。
なお、前記(メタ)アクリル樹脂の多分散度は、1.5〜2.5の範囲であることが特に好ましい。
【0037】
本発明に係る表面保護層を構成する樹脂組成物には、得られる硬化樹脂層の所望物性に応じて、各種添加剤を配合することができる。この添加剤としては、例えば耐候性改善剤、耐擦傷性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤等が挙げられる。
ここで、耐候性改善剤としては、紫外線吸収剤や光安定剤を用いることができる。紫外線吸収剤は、無機系、有機系のいずれでもよく、無機系紫外線吸収剤としては、平均粒径が5〜120nm程度の二酸化チタン、酸化セリウム、酸化亜鉛等を好ましく用いることができる。また、有機系紫外線吸収剤としては、例えばベンゾトリアゾール系、具体的には、2−(2−ヒドロキシ−5−メチルフェニル)ベンゾトリアゾール、2−(2−ヒドロキシ−3,5−ジ−tert−アミルフェニル)ベンゾトリアゾール、ポリエチレングリコールの3−[3−(ベンゾトリアゾール−2−イル)−5−tert−ブチル−4−ヒドロキシフェニル]プロピオン酸エステル等が挙げられる。一方、光安定剤としては、例えばヒンダードアミン系、具体的には2−(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)−2’−n−ブチルマロン酸ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート、テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)−1,2,3,4−ブタンテトラカルボキシレート等が挙げられる。また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基等の重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。また、本発明のポリマーの表面保護層としての性能(成形性及び耐擦傷性)を損なわない程度に共重合して使用することもできる。
【0038】
耐擦傷性向上剤としては、例えば無機物ではα−アルミナ、シリカ、カオリナイト、酸化鉄、ダイヤモンド、炭化ケイ素等の球状粒子が挙げられる。粒子形状は、球、楕円体、多面体、鱗片形等が挙げられ、特に制限はないが、球状が好ましい。有機物では架橋アクリル樹脂、ポリカーボネート樹脂等の合成樹脂ビーズが挙げられる。粒径は、通常膜厚の30〜200%程度とする。これらの中でも球状のα−アルミナは、硬度が高く、耐擦傷性の向上に対する効果が大きいこと、また、球状の粒子を比較的得やすい点で特に好ましいものである。
重合禁止剤としては、例えばハイドロキノン、p−ベンゾキノン、ハイドロキノンモノメチルエーテル、ピロガロール、t−ブチルカテコール等が、架橋剤としては、例えばポリイソシアネート化合物、エポキシ化合物、金属キレート化合物、アジリジン化合物、オキサゾリン化合物等が用いられる。
充填剤としては、例えば硫酸バリウム、タルク、クレー、炭酸カルシウム、水酸化アルミニウム等が用いられる。
着色剤としては、例えばキナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー、フタロシアニングリーン、酸化チタン、カーボンブラック等の公知の着色用顔料等が用いられる。
赤外線吸収剤としては、例えば、ジチオール系金属錯体、フタロシアニン系化合物、ジインモニウム化合物等が用いられる。
【0039】
次に、本発明の加飾シートの構成について図1を用いて詳細に説明する。
図1はインサート成形に用いる場合の本発明の加飾シート10の断面を示す模式図である。図1に示す例では、基材11上に所望により設けられる絵柄層12、所望により設けられる隠蔽層13及び所望により設けられる接着剤層14を有し、且つ基材11の絵柄層12の反対側にプライマー層15及び表面保護層16を有するものである。ここで、表面保護層16は上述の樹脂組成物を架橋硬化して形成されるものである。
また、所望により、例えばインサート成形用加飾シートの場合には、接着剤層14の上にバッカーフィルム20が積層される。
【0040】
基材11としては、真空成形適性を考慮して選定され、代表的には熱可塑性樹脂からなる樹脂シートが使用される。該熱可塑性樹脂としては、一般的には、アクリル樹脂、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、アクリロニトリル−ブタジエン−スチレン樹脂(以下「ABS樹脂」という)、塩化ビニル樹脂等が使用される。また、基材11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートとして使用することができる。
基材の厚さは、用途に応じて選定されるが、通常、0.03〜1.0mm程度であり、コスト等を考慮すると0.03〜0.2mm程度が一般的である。
【0041】
これらの基材はその上に設けられる層との密着性を向上させるために、所望により、片面又は両面に酸化法や凹凸化法等の物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法等が挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法等が挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性等の面から好ましく用いられる。
また該基材はプライマー層を形成する等の処理を施してもよいし、色彩を整えるための塗装や、デザイン的な観点での模様があらかじめ形成されていてもよい。
【0042】
図1に示される絵柄層12は樹脂成形品に装飾性を与えるものであり、種々の模様をインキと印刷機を使用して印刷することにより形成される。模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)等の岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様等があり、これらを複合した寄木、パッチワーク等の模様もある。これらの模様は通常の黄色、赤色、青色、及び黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷等によっても形成される。
【0043】
絵柄層12に用いられる絵柄インキとしては、バインダーに顔料、染料等の着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤等を適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂等の中から任意のものが、1種単独で又は2種以上を混合して用いられる。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルー等の無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルー等の有機顔料又は染料、アルミニウム、真鍮等の鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛等の鱗片状箔片からなる真珠光沢(パール)顔料等が用いられる。
【0044】
隠蔽層13は所望により設けられる層であり、バッカーフィルム20表面の色の変化、ばらつきにより、加飾シート10の柄の色に影響を及ぼさないようにする目的で設けられる。通常不透明色で形成することが多く、その厚さは1〜20μm程度の、いわゆるベタ印刷層が好適に用いられる。
【0045】
加飾シート10は射出樹脂との密着性を向上させるため、所望により、接着剤層14を設けることができる。接着剤層14には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル−酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂等が挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂等挙げられる。
【0046】
プライマー層15の形成方法としては、直接コーティング法によって形成することができ、また、転写法を用いることも可能である。直接コーティング法によってプライマー層15を形成する場合には、グラビアコート、グラビアリバースコート、グラビアオフセットコート、スピンナーコート、ロールコート、リバースロールコート、キスコート、ホイラーコート、ディップコート、シルクスクリーンによるベタコート、ワイヤーバーコート、フローコート、コンマコート、かけ流しコート、刷毛塗り、スプレーコート等を用いることができる。また、転写コーティング法としては、一旦、薄いシート(フィルム基材)にプライマー層の塗膜を形成し、しかる後基材の表面に被覆する方法であり、塗工組成物の塗膜を基材と共に立体物に接着するラミネート法や、一旦離型性支持体シート上に塗膜と必要に応じて接着材層を形成した転写シートを接着後、支持体シートのみ剥離する転写法等がある。
プライマー層15を形成するための架橋硬化条件は、用いる樹脂にもよるが、通常、40〜60℃で24〜168時間加熱することが好ましい。
【0047】
表面保護層16の形成は上述の樹脂組成物を含有する塗工液を調製し、これを塗布し、架橋硬化することで得ることができる。なお、塗工液の粘度は、後述の塗工方式により、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
本発明においては、調製された塗工液を、基材11の表面に、硬化後の厚さが1〜1000μmになるように、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコート等の公知の方式、好ましくはグラビアコートにより塗工し、未硬化樹脂層を形成させる。
【0048】
本発明に係る表面保護層16においては、このようにして形成された未硬化樹脂層に、電子線、紫外線等の電離放射線を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、基材11として電子線により劣化する基材を使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、基材11への余分な電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
【0049】
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈等が用いられる。
【0050】
このようにして、形成された硬化樹脂層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐擦傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能等を付与することもできる。
【0051】
また、本発明の加飾シート10は、JIS K 7127に準拠した引張試験における引張伸度が50%以上であることが好ましい。引張伸度は高いほど成形性は良好となるが、引張伸度が50%以上であれば、通常用いられる真空成形型での真空成形時に表面保護層に割れが発生しない。また、引張伸度は150%以上であることがさらに好ましい。引張伸度が150%以上であると複雑な形状や変形の大きい形状に対しても追従し、表面保護層に割れが発生しない。
なお、測定条件としては、幅25mm、長さ120mmの試験片を用い、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件であり、表面保護層に割れが入る際の引張伸度で評価するものである。
【0052】
本発明の加飾シート10は、インサート成形法、射出成形同時加飾法、ブロー成形法、ガスインジェクション成形法等の各種射出成形法に用いることができ、インサート成形法及び射出成形同時加飾法に好適に用いられる。
インサート成形法では、真空成形工程において、本発明の加飾シート10を真空成形型により予め成形品表面形状に真空成形(オフライン予備成形)し、次いで必要に応じて余分な部分をトリミングして成形シートを得る。この成形シートを射出成形型に挿入し、射出成形型を閉じて型締めし、流動状態の樹脂を型内に射出し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シート10を一体化させ、加飾樹脂成形品を製造する。
【0053】
射出樹脂は用途に応じた樹脂が使用され、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、アクリルニトリル/ブタジエン/スチレン共重合〔ABS〕樹脂、スチレン樹脂、ポリカーボネート樹脂、アクリル樹脂、塩化ビニル樹脂等の熱可塑性樹脂が代表的である。また、ウレタン樹脂、エポキシ樹脂等の熱硬化性樹脂等も用途に応じ用いることができる。
また、バッカーフィルム20としては、射出樹脂と接着性の良好な樹脂が使用されることが好ましく、ポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ABS樹脂等が好ましい。
【0054】
次に、射出成形同時加飾法においては、本発明の加飾シート10を所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法が好ましい。
【0055】
ここで、前記可動金型は射出成形の吸引孔が設けられた真空成形型との兼用雌型であり、この雌型で予備成形(インライン予備成形)を行った後、射出成形型を型締めして、流動状態の樹脂を型内に射出充填し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シート10を一体化させ、加飾樹脂成形品を製造することが好ましい。
なお、射出成形同時加飾法では、射出樹脂による熱圧を加飾シート10が受けるため、平板に近く、加飾シート10の絞りが小さい場合には、加飾シート10は予熱してもしなくてもよい。
なお、ここで用いる射出樹脂としてはインサート成形法で説明したものと同様のものを用いることができる。
【0056】
以上のようにして製造された加飾樹脂成形体は、その表面保護層に成形過程で割れや白化が発生することがなく、またその表面は高い耐擦傷性を有する。また、従来表面保護層として用いられていたアクリルフィルムに対して、耐溶剤性及び耐薬品性が高い。さらに本発明の製造方法では、加飾シート10の製造段階で表面保護層が完全硬化されるので、加飾樹脂成形体を製造した後に表面保護層を架橋硬化する工程が不要である。
【実施例】
【0057】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
評価方法
(1)プライマー層の破断伸度及び破断強度
シリコーン樹脂を全面コートし離型層を形成した離型紙上に第1表に示した各プライマー層を構成するプライマー組成物をそれぞれ40±10μmで塗布し、プライマー組成物が硬化性である場合は50℃72時間加熱し硬化した後、(一方、プライマー組成物が硬化性でない場合は加熱処理することなく、)離型紙より塗膜を剥離、プライマー塗膜を作製した。
JIS K 7127:1999に準拠し、幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmである前記プライマー塗膜のサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度及び破断強度を測定し、プライマー層の破断伸度及び破断強度とした。
【0058】
(2)熱軟化点温度、軟化開始温度及び軟化完了温度
架橋硬化後の樹脂組成物、プライマー組成物、(即ち、前記プライマー塗膜)及び基材の熱軟化点温度、軟化開始温度及び軟化完了温度を熱分析装置(TMA)を用い、以下条件にて測定した。
測定条件
サンプル:幅5mm×長さ15mm
10℃/minの昇温速度で、常温から180℃まで昇温し、得られた曲線から軟化温度を、曲線の一次微分曲線から軟化開始、軟化完了温度をそれぞれ求めた。
【0059】
(3)貯蔵弾性率
表面処理をしていないPETフィルムの上に各実施例及び比較例で製造した樹脂組成物を架橋硬化後の膜厚が約15μmになるように塗布した。この未硬化樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させた。硬化膜をPETフィルムから剥がして、幅10mm、長さ20mmの試験片を切り出した。該試験片を用いて、JIS K7244−1及び7244−4に準拠し、動的粘弾性測定装置〔レオメトリック・サイエンス・エフ・イー(株)製「RSA II」〕を用い、140℃の貯蔵弾性率を測定した。測定は、クランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定した。
【0060】
(4)成形性(真空成形)
各実施例及び比較例で得た加飾シートについて以下に示す方法で真空成形を行い、成形後の外観にて評価した。評価基準は以下のとおりである。
◎:シート、表面保護層膜に割れ、破断、白化等無く良好である
○:200%延伸部に微細な割れ、白化が見られるが実用上問題ないレベルである
△;3次元形状部又は200%延伸部の大部分で軽微な艶変化又は割れが発生した
×;延伸部分全体に著しい艶変化、白化又は割れが発生した
<真空成形>
加飾シートを赤外線ヒーターで160℃まで加熱し、軟化させた後、射出成形用型の雌型と同形状の型を用いて、最大延伸倍率200倍にて真空成形を行い、型の内部形状に成形する。型より加飾シートを離型し、不要部分をトリミングして成形品を得た。
【0061】
(5)成形性(射出成形)
各実施例及び比較例で得た加飾シートについて以下に示す方法で射出成形を行い、成形後の外観にて評価した。評価基準は上記真空成形における評価基準と同様である。
<射出成形>
上記真空成形したシートを射出成形機の雌型に設置し雄雌両型を型締めした後、溶融したABS樹脂を型ゲート部より射出し、サンプルと一体化して加飾成形品を作製した。
射出成形条件としては、射出樹脂温度230℃、ホットランナはマニホールド部温度240℃、ゲート部温度235℃、金型は雌型が45℃、雄型が50℃、射出時間5秒、冷却時間20秒で行った。型開き後、加飾成形品を型より取り出して加飾樹脂成形品を得た。
【0062】
(6)耐擦傷性
各実施例及び比較例で製造した加飾シートについて、JIS L0849〔摩耗試験機II型(学振型)〕に準拠して試験を行い、以下の基準で評価した。試験に用いた装置は、テスター産業(株)製「学振型摩耗試験機」であり、摩擦用白綿布としてカナキン3号を用い500g荷重で50往復後の試験片で評価した。評価基準は以下のとおりである。
◎;傷付きなし
○;外観上著しい傷付きなし
△;傷付き又は艶変化が試験面の1/4以上1/2以下の面で発生
×;傷付き又は艶変化が試験面の1/2以上で発生
【0063】
(7)表面保護層の引張伸度
厚さ75μmの透明アクリル樹脂フィルムの裏面に、グラビア印刷により木目柄の絵柄層を形成した。次に、絵柄層を施していない表面に、各実施例及び比較例で製造した加飾シートの表面保護層の作製に用いた電子線硬化性樹脂組成物を、硬化後の厚さが5μmになるように塗工した。この未硬化状樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させ、次に該シートの絵柄層に膜厚10μmのウレタン系接着剤を施し、バッカーフィルムである膜厚400μmの隠蔽着色ABS樹脂シートとラミネートして加飾シートを得た。試験片として幅25mm、長さ120mmの試験片を切り出し、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件で引張試験を行い、伸度200%まで測定した。表面保護層(硬化膜)に割れが入る引張伸度(%)で評価し、伸度200%までで割れが入らなかったものは >200と表記した。
【0064】
(8)分子量の測定
東ソー(株)製高速GPC装置を用いた。用いたカラムは東ソー(株)製TSKgel αM(商品名)であり、溶媒はN−メチル−2−ピロリジノン(NMP)を用い、カラム温度40℃、流速0.5cc/minで測定を行なった。尚、本発明における分子量及び分子量分布はポリスチレン換算を行った。
【0065】
実施例1〜5及び比較例1〜2
両面コロナ放電処理を施した厚さ60μmの透明ポリプロピレン系フィルムの一方の面に2液硬化型ウレタン系印刷インキで木目柄の模様柄印刷層をグラビア印刷法で形成した後、他方の面にグラビア印刷法で第1表に示す樹脂を主剤とし、実施例2〜5及び比較例1に硬化剤としてイソシアネートを添加した2液硬化型樹脂を塗布し、60℃48時間加熱により硬化して2μm厚さの透明プライマー層を形成した。実施例1及び比較例2は硬化剤を用いないで塗布し、2μm厚さの透明プライマー層を形成した。
また、4官能のウレタンアクリレート(EB−1、第2表参照)33質量部に、メタクリル酸メチル(以下「MMA」という)とアクリル酸メチル(以下「MA」という)のモル比100:5であって、重量平均分子量(Mw)1.0×105、数平均分子量(Mn)0.60×105、多分散度(Mw/Mn)1.67の共重合体(以下「PMMA−1」という、第2表参照)を67質量部混合し、第4表に実施例3として示す電子線硬化性樹脂組成物を得た。EB樹脂(EB−1):PMMA−1の質量比は33:67である。
次に、前記プライマー層を形成した表面全面に、第4表に実施例3として示す電離放射線硬化型樹脂組成物を塗布するとともに電子線〔加速電圧:165KeV、照射量:5Mrad〕を照射して厚さ5μmの透明表面保護層を形成した。
前記絵柄層上に2液硬化型ウレタン系樹脂からなる厚さ10μmの接着剤層を形成し、その接着剤層上に400μm厚さの着色アクリルニトリル/ブタジエン/スチレン共重合〔ABS〕樹脂をバッカーフィルム20としてドライラミネート方式にて接着し加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第1表に示す。
また、プライマー塗膜の破断伸度及び破断強度と、架橋硬化後の樹脂組成物、プライマー塗膜及び記基材の熱軟化点温度、軟化開始温度及び軟化完了温度とを第1表に示す。
【0066】
【表1】
【0067】
【表2】
【0068】
【表3】
【0069】
実施例3、6〜9及び比較例3〜4
実施例3の加飾シートと同じ構成にて、透明プライマー層の厚さを1、7、10、15μmに変更して、実施例6〜9の加飾シートを得るとともに、透明プライマー層を積層しない比較例3の加飾シート、透明プライマー層の厚さを0.5μmに変更した比較例4の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第3表に示す。
【0070】
【表4】
【0071】
実施例10〜12
EB樹脂(EB−1)とPMMA−1との質量比を第4表に記載するように変化させたこと以外は実施例3と同様にして実施例10〜12の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0072】
実施例13
PMMA−1に代えて、MMA、スチレン及び無水マレイン酸の共重合体(MMA:スチレン:無水マレイン酸のモル比が100:32:84、重量平均分子量(Mw)0.96×105、数平均分子量(Mn)0.46×105、多分散度(Mw/Mn)2.09、以下「PMMA−2」という、第2表−2)を用いたこと以外は実施例3と同様にして実施例13の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0073】
実施例14
PMMA−1に代えて、MMA、MA、スチレン及び無水マレイン酸の共重合体(MMA:MA:スチレン:無水マレイン酸のモル比が100:8:10:69、重量平均分子量(Mw)1.0×105、数平均分子量(Mn)0.57×105、多分散度(Mw/Mn)1.75、以下「PMMA−3」という、第2表−2)を用いたこと以外は実施例3と同様にして実施例14の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0074】
実施例15及び16
PMMA−1に代えて、MMAの単独重合体であって、重量平均分子量(Mw)1.1×105、数平均分子量(Mn)0.64×105、多分散度(Mw/Mn)1.72、以下「PMMA−4」という、第2表−2)を用いたこと以外は、実施例3と同様にして実施例15の加飾シートを、実施例10と同様にして実施例16の加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0075】
実施例17〜20
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0076】
実施例21〜26
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例10と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0077】
実施例27及び28
PMMA−1に代えて、それぞれ第2表−2に示すPMMA−5又はPMMA−6を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0078】
実施例29及び30
EB樹脂としてEB−1に代えて2官能のウレタンアクリレート(EB−2、第2表−1参照)を用い、EB樹脂とPMMA−1の質量比を第4表に示すように変えたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0079】
実施例31
EB−1に代えて、3官能のウレタンアクリレート(EB−3、第2表−1参照)を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0080】
比較例5
実施例3において、EB樹脂を用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0081】
比較例6及び7
EB樹脂とPMMA−1の質量比を第4表に記載するように変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0082】
比較例8
実施例3において、PMMAを用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0083】
比較例9
EB樹脂として、2官能のウレタンアクリレートを用い、PMMAを用いなかったこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0084】
比較例10及び11
表面保護層の膜厚を第4表に記載されるとおりに変化させたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0085】
比較例12〜14
PMMA−1に代えて、それぞれ第2表−2に示すPMMA−7、PMMA−8及びPMMA−9を用いたこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0086】
比較例15
EB−1に代えて、2官能のウレタンアクリレート(EB−4、第2表−1参照)を用い、PMMAを用いないこと以外は実施例3と同様にして加飾シートを得た。該加飾シートについて上記方法にて評価した。評価結果を第4表に示す。
【0087】
【表5】
【0088】
【表6】
【0089】
【表7】
【0090】
実施例31〜35及び比較例16〜17
バッカーフィルムを積層しなかったこと以外は実施例1〜5及び比較例1〜2と同様にして加飾シートを得た。これらの加飾シートをそれぞれ所定形状の成形面を有する可動金型の該成形面に対し、該加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形し、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態のABS樹脂を射出(射出樹脂温度230℃)、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させ、その後、可動金型を固定金型から離間させて、加飾シート全層が積層された同時加飾樹脂成形品を取り出した。実施例31〜35の加飾シートを用いた同時加飾樹脂成形品はいずれもシート、表面保護層膜に割れ、破断、白化等無く良好であった。これに対し、比較例16(プライマー層:ポリカーボネートウレタン)の加飾シートを用いた同時加飾樹脂成形品は3次元形状部又は200%延伸部の大部分で軽微な艶変化又は割れが発生し、比較例17(プライマー層:アクリル/塩酢ビ共重合体)の加飾シートを用いた同時加飾樹脂成形品は200%延伸部に微細な割れ、白化が見られた。
【0091】
本発明に係るプライマー層及び樹脂組成物を用いた表面保護層を有する加飾シートは、通常のインサート成形法における真空成形によって割れや白化が発生することがなく、射出成形同時加飾法において、160℃程度の加熱温度から金型に接触時の温度まで急激な温度低下と急激な伸張速度、高伸張度の条件であっても割れや白化が発生することがない。
さらに、このように成形性に優れる上、製造された加飾樹脂成形品の表面は高い耐擦傷性を有することが確認された。
【産業上の利用可能性】
【0092】
本発明の加飾シートは真空成形性に優れ、表面に割れや白化等が発生せず、且つ表面が高い耐摩耗性及び耐擦傷性を有するので、本発明の加飾シートを用いて製造した加飾樹脂成形体は、その表面保護層に成形過程で割れや白化等が発生せず、その表面は高い耐摩耗性や耐擦傷性を有する。また、本発明の製造方法によれば、加飾シートの製造段階で表面保護層が完全硬化されるので、加飾樹脂成形体を製造した後に表面保護層を架橋硬化する工程が不要である。
従って、本発明の加飾樹脂成形体は、例えば、自動車等の車両の内装材又は外装材、幅木、回縁等の造作部材、窓枠、扉枠等の建具、壁、床、天井等の建築物の内装材、テレビ受像機、空調機等の家電製品の筐体、容器等の用途に好適である。
【図面の簡単な説明】
【0093】
【図1】本発明の加飾シートの断面を示す模式図である。
【符号の説明】
【0094】
10.加飾シート
11.基材
12.絵柄層
13.隠蔽層
14.接着剤層
15.プライマー層
16.表面保護層
20.バッカーフィルム
【特許請求の範囲】
【請求項1】
基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シート。
破断伸度の測定条件:JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定する。
【請求項2】
架橋硬化後の前記樹脂組成物、前記プライマー組成物及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、該樹脂組成物の温度より該プライマー組成物の温度が高く、該プライマー組成物の温度より該基材の温度が高いという関係にある請求項1に記載の加飾シート。
【請求項3】
前記樹脂組成物の以下の測定条件で測定した140℃における貯蔵弾性率が1×105 〜1.2×108 Paの範囲である請求項1又は2に記載の加飾シート。
貯蔵弾性率の測定条件:JIS K7244−1及び7244−4に準拠し、樹脂組成物を架橋硬化して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する。
【請求項4】
前記プライマー組成物が(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂を含有するものである請求項1〜3のいずれかに記載の加飾シート。
【請求項5】
前記熱可塑性樹脂が少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなる請求項1〜4のいずれかに記載の加飾シート。
【請求項6】
前記熱可塑性樹脂が2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項7】
前記熱可塑性樹脂がメタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体である請求項6に記載の加飾シート。
【請求項8】
前記熱可塑性樹脂中のメタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が0.1〜200モルの範囲である請求項7に記載の加飾シート。
【請求項9】
前記熱可塑性樹脂がメタクリル酸メチルとアクリル酸メチルの共重合体であり、該熱可塑性樹脂中のメタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が0.1〜10モルの範囲である請求項7に記載の加飾シート。
【請求項10】
前記熱可塑性樹脂が(メタ)アクリル酸エステルとスチレン及び/又は(無水)マレイン酸との共重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項11】
前記熱可塑性樹脂中の(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が0.1〜200モルの範囲である請求項10に記載の加飾シート。
【請求項12】
前記熱可塑性樹脂がメタクリル酸メチルの単独重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項13】
前記熱可塑性樹脂の多分散度が1.1〜3.0の範囲である請求項1〜12のいずれかに記載の加飾シート。
【請求項14】
JIS K 7127に準拠した以下の測定条件で測定した引張試験における引張伸度が50%以上である請求項1〜13のいずれかに記載の加飾シート。
測定条件;幅25mm、長さ120mmの試験片を用い、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件で、表面保護層に割れが入るまでの引張伸度を測定する。
【請求項15】
電離放射線硬化性樹脂が電子線硬化性樹脂である請求項1〜14のいずれかに記載の加飾シート。
【請求項16】
請求項1〜15のいずれかに記載の加飾シートを真空成形型により予め立体形状に成形する真空成形工程、余分な部分をトリミングして成形シートを得る工程、該成形シートを射出成形型に挿入し、射出成形型を閉じ、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化する工程を有する加飾樹脂成形品の製造方法。
【請求項17】
請求項1〜15のいずれかに記載の加飾シートを、所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法。
【請求項18】
請求項16又は17に記載の製造方法により製造した加飾樹脂成形品。
【請求項1】
基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の以下の測定条件で測定した120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シート。
破断伸度の測定条件:JIS K 7127:1999に準拠し、該プライマー層を構成するプライマー組成物(硬化性組成物の場合は50℃72時間加熱して架橋硬化する)を製膜した幅25mm×長さ(チャック間距離)50mm×厚さ40±10μmのサンプルを120℃のオーブン投入後、120秒放置した後、引張速度:50mm/minで破断伸度を測定する。
【請求項2】
架橋硬化後の前記樹脂組成物、前記プライマー組成物及び前記基材の熱軟化点温度、軟化開始温度及び軟化完了温度のいずれもが、該樹脂組成物の温度より該プライマー組成物の温度が高く、該プライマー組成物の温度より該基材の温度が高いという関係にある請求項1に記載の加飾シート。
【請求項3】
前記樹脂組成物の以下の測定条件で測定した140℃における貯蔵弾性率が1×105 〜1.2×108 Paの範囲である請求項1又は2に記載の加飾シート。
貯蔵弾性率の測定条件:JIS K7244−1及び7244−4に準拠し、樹脂組成物を架橋硬化して製膜した幅10mm、厚さ15μmのシートをクランプ間距離10mm、開始温度30℃、終了温度180℃、昇温速度5℃/分、測定周波数1Hzにて測定する。
【請求項4】
前記プライマー組成物が(メタ)アクリル樹脂、ウレタン樹脂及び(メタ)アクリル・ウレタン共重合体樹脂から選ばれる1種以上の樹脂を含有するものである請求項1〜3のいずれかに記載の加飾シート。
【請求項5】
前記熱可塑性樹脂が少なくとも(メタ)アクリル酸エステルを含有する単量体を重合してなる請求項1〜4のいずれかに記載の加飾シート。
【請求項6】
前記熱可塑性樹脂が2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項7】
前記熱可塑性樹脂がメタクリル酸メチルと他の(メタ)アクリル酸エステルモノマーの共重合体である請求項6に記載の加飾シート。
【請求項8】
前記熱可塑性樹脂中のメタクリル酸メチルに由来する構成単位100モルに対して、他の(メタ)アクリル酸エステルモノマーに由来する構成単位が0.1〜200モルの範囲である請求項7に記載の加飾シート。
【請求項9】
前記熱可塑性樹脂がメタクリル酸メチルとアクリル酸メチルの共重合体であり、該熱可塑性樹脂中のメタクリル酸メチルに由来する構成単位100モルに対して、アクリル酸メチルに由来する構成単位が0.1〜10モルの範囲である請求項7に記載の加飾シート。
【請求項10】
前記熱可塑性樹脂が(メタ)アクリル酸エステルとスチレン及び/又は(無水)マレイン酸との共重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項11】
前記熱可塑性樹脂中の(メタ)アクリル酸エステルに由来する構成単位100モルに対して、スチレン及び/又は(無水)マレイン酸に由来する構成単位が0.1〜200モルの範囲である請求項10に記載の加飾シート。
【請求項12】
前記熱可塑性樹脂がメタクリル酸メチルの単独重合体である請求項1〜4のいずれかに記載の加飾シート。
【請求項13】
前記熱可塑性樹脂の多分散度が1.1〜3.0の範囲である請求項1〜12のいずれかに記載の加飾シート。
【請求項14】
JIS K 7127に準拠した以下の測定条件で測定した引張試験における引張伸度が50%以上である請求項1〜13のいずれかに記載の加飾シート。
測定条件;幅25mm、長さ120mmの試験片を用い、引張速度1000mm/分、チャック間距離80mm、標線間距離50mm、温度160℃の条件で、表面保護層に割れが入るまでの引張伸度を測定する。
【請求項15】
電離放射線硬化性樹脂が電子線硬化性樹脂である請求項1〜14のいずれかに記載の加飾シート。
【請求項16】
請求項1〜15のいずれかに記載の加飾シートを真空成形型により予め立体形状に成形する真空成形工程、余分な部分をトリミングして成形シートを得る工程、該成形シートを射出成形型に挿入し、射出成形型を閉じ、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化する工程を有する加飾樹脂成形品の製造方法。
【請求項17】
請求項1〜15のいずれかに記載の加飾シートを、所定形状の成形面を有する可動金型の該成形面に対し、前記加飾シートの基材が対面するように設置した後、該加飾シートを加熱、軟化させると共に、前記可動金型側から真空吸引して、軟化した加飾シートを該可動金型の成形面に沿って密着させることにより、加飾シートを予備成形する工程、成形面に沿って密着された加飾シートを有する可動金型と固定金型とを型締めした後、両金型で形成されるキャビティ内に、流動状態の樹脂成形材料を射出、充填して固化させることにより、形成された樹脂成形体と加飾シートを積層一体化させる射出成形工程、及び、可動金型を固定金型から離間させて、加飾シート全層が積層されてなる樹脂成形体を取り出す工程を順次施す加飾樹脂成形品の製造方法。
【請求項18】
請求項16又は17に記載の製造方法により製造した加飾樹脂成形品。
【図1】

【公開番号】特開2012−111243(P2012−111243A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2012−65793(P2012−65793)
【出願日】平成24年3月22日(2012.3.22)
【分割の表示】特願2007−290189(P2007−290189)の分割
【原出願日】平成19年11月7日(2007.11.7)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【分割の表示】特願2007−290189(P2007−290189)の分割
【原出願日】平成19年11月7日(2007.11.7)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]