
加飾性多層成形体
【課題】艶消し性、耐汚染性、耐キズ性および生産性に優れ、良好な木目柄が十分に発現された加飾性多層成形体を提供すること。
【解決手段】(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および(C)艶消し剤が樹脂中に分散されてなる種剤を含有する表面層を基材層上に有してなる加飾性多層成形体。
【解決手段】(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および(C)艶消し剤が樹脂中に分散されてなる種剤を含有する表面層を基材層上に有してなる加飾性多層成形体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築用内装材、外装材および住設資材等の建築資材として有用な加飾性多層成形体、特に艶消し表面層を有し、木目柄が発現された加飾性多層成形体に関する。
【背景技術】
【0002】
従来、化粧破風、化粧胴差し、化粧柱、ベランダ・バルコニー等の手摺り材、笠木等に用いられる外装化粧材や室内のユニットバス、キッチンカウンター部材、幅木等の内装化粧材等として、加飾性多層成形体が多種使用されている。このような加飾成形体として、表面層にPMMA樹脂を用いた耐候性、耐キズ性かつ光沢を有する成形体が多用されているが、近年、光沢を低減させた、いわゆる艶消し表面層を有する多層成形体が広く好まれるようになっている。そのような艶消し表面層を有する多層成形体として、特に、木質調および木目調等の艶のない木質感を備えた表面層を有する多層成形体の需要が伸びている。
【0003】
艶消し表面層を有する多層成形体を得る方法として、次の3つの方法が知られている。第1の方法は、従来用いられる表面層のPMMA樹脂に、架橋PMMA樹脂からなる有機系艶消し剤やシリカ粉、マイカ粉等の無機系艶消し剤を添加する方法である(特許文献1)。第2の方法は、特に木質調成形体によく用いられる方法であるが、表面層樹脂中に木粉を添加する方法である。通常、木粉は表面層の樹脂100重量部に対して5〜30重量部程度添加され、好ましい木質感を発現させる(特許文献2)。第3の方法は、ABS樹脂、PMMA樹脂を用いて共押出成形した後、後加工として、エンボス加工、サンドブラスト加工等の艶消し加工を行う方法である(特許文献3)。
【特許文献1】特開平9−174735号公報
【特許文献2】特開平8−169092号公報
【特許文献3】特開2004−98334号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
第1の方法において、木目柄を付与するために、着色剤が樹脂中に分散されてなる種剤を添加しても、木目柄が不明瞭すぎたり、明瞭すぎたりして、木目柄を良好に発現させるのが難しかった。第2の方法については、表面が汚染されると、汚染物質が除去され難く、結果的に耐汚染性が低下した。また、第3の方法においては、成形後の後加工を要するので、生産性が問題となった。
【0005】
本発明は、艶消し性、耐汚染性、耐キズ性および生産性に優れ、特に良好な木目柄が十分に発現された加飾性多層成形体を提供することを目的とする。
【0006】
本明細書中、木目柄とは、木材表面で一般的に見られる筋模様、流れ模様、板目模様を意味する。
【課題を解決するための手段】
【0007】
本発明は、
(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;
(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および
(C)艶消し剤;
を含有する表面層を基材層上に有してなる加飾性多層成形体に関する。
【発明の効果】
【0008】
本発明の加飾性多層成形体は、表面層構成樹脂として特定の重合体を併用するので、艶消し剤によって表面の光沢を十分に低減でき、艶を有効に消失させ得る。しかも良好な木目柄を発現させ得る。そのような木目柄は、不明瞭すぎず、また明瞭すぎもせず、実際の木材と同等の適度な明瞭さを有している。また本発明の加飾性多層成形体は耐汚染性、耐キズ性および生産性にも優れている。
【発明を実施するための最良の形態】
【0009】
本発明の加飾性多層成形体は表面層が少なくとも成分(A)〜(C)を含有するものであり、当該表面層はさらに成分(D)を含有することが好ましい。
【0010】
成分(A);
成分(A)はアクリルゴムで変性されたアクリロニトリル−スチレン共重合体(以下、単に共重合体(A)という)である。
【0011】
アクリルゴムは単官能性アルキルアクリレートと多官能性アルキル(メタ)アクリレートとを重合させたものである。単官能性アルキルアクリレートとしては、例えば、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、2−エチルヘキシルアクリレート等が挙げられ、これらは単独でまたは2種以上を混合して用いることができる。これらのうちでは、n−ブチルアクリレートが好ましい。
【0012】
多官能性アルキル(メタ)アクリレートとしては、例えば、アリル(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート等が挙げられ、これらは単独でまたは2種以上を混合して用いることができる。これらのうちで、好ましい多官能性アルキル(メタ)アクリレートの例としては、アリル(メタ)アクリレートと1,3−ブチレングリコールジ(メタ)アクリレートとの組み合わせである。多官能性アルキル(メタ)アクリレートの使用量は、単官能性アルキルアクリレートと多官能性アルキル(メタ)アクリレートからなる成分中0.1〜20重量%、好ましくは0.2〜5重量%、さらに好ましくは0.2〜1重量%であるのがよい。本明細書中、(メタ)アクリレートはアクリレートとメタクリレートの両者を包含して意味するものとする。例えば、アリル(メタ)アクリレートはアリルアクリレートおよびアリルメタクリレートの両者を意味する。
【0013】
アクリルゴムは、単官能性アルキルアクリレートに多官能性アルキル(メタ)アクリレートを添加し、通常のラジカル重合開始剤を作用させて重合させることによって得ることができる。ラジカル重合開始剤としては、過酸化物、アゾ系開始剤または酸化剤と還元剤とを組み合わせたレドックス系開始剤を用いることができる。これらのうちでは、レドックス系開始剤が好ましく、特に硫酸第一鉄、エチレンジアミン四酢酸二ナトリウム塩、ロンガリット(ホルムアルデヒドナトリウムスルホキシラート二水塩)およびt−ブチルハイドロパーオキサイドを組み合わせてなるスルホキシレート系開始剤が好ましい。
【0014】
アクリルゴムの重量平均粒子径は、特に限定されないが、0.08〜2.0μmであるのが好ましい。重量平均粒子径が0.08μm未満の場合には樹脂組成物の耐衝撃性が低くなることがあり、2.0μmを超える場合には樹脂組成物の顔料着色性が低くなることがある。より好ましい重量平均粒子径は、0.1〜1.5μmである。
【0015】
共重合体(A)は、上記のようにして製造されたアクリルゴムに、スチレンとアクリロニトリルとを含む単量体混合物をグラフト共重合することによって製造できる。グラフト共重合に用いられる単量体の量は、スチレンが65〜85重量%、アクリロニトリルが35〜15重量%であるのが好ましい。
【0016】
グラフト共重合に用いられる単量体混合物には、グラフトポリマーの分子量やグラフト率を調整するための各種連鎖移動剤を添加することができる。グラフト共重合は、アクリルゴムのラテックスにスチレンとアクリロニトリルを含む単量体混合物を加え、ラジカル重合技術により一段で、あるいは多段で行うことができる。
【0017】
グラフト共重合体の共重合に用いられる単量体混合物の量は、アクリルゴム100重量部に対して80〜140重量部、好ましくは100〜120重量部であるのがよい。グラフト共重合の際、全ての単量体混合物がグラフト成分にならず、一部単独の共重合体として存在していても差し支えない。グラフト共重合体の共重合においては、重合ラテックスを安定化させるために乳化剤を添加することができる。用いられる乳化剤としては、特に限定させるものではないが、好ましい例としてカチオン系乳化剤、アニオン系乳化剤およびノニオン系乳化剤があり、さらに好ましい例としてはスルホン酸塩乳化剤または硫酸塩乳化剤とカルボン酸塩乳化剤との組み合わせがある。
【0018】
グラフト共重合が終了した後は、ラテックスを酢酸カルシウム、硫酸アルミニウム等の金属塩を溶解した熱水中に投入し、塩析し、凝固させることにより共重合体(A)を分離し、回収することができる。
【0019】
共重合体(A)のMFR値は2〜40、特に5〜30が好ましい。
【0020】
上記のような共重合体(A)は市販品として入手可能である。
例えば、市販の「ユーエムジーウッド」(ユーエムジー・エービーエス株式会社製)が使用可能である。
【0021】
共重合体(A)と後述する成分(B)(重合体(B))との含有比率は、木目柄発現性のさらなる向上)の観点から、重量比(A/B)で20/80〜90/10が好ましく、より好ましくは35/65〜85/15、さらに好ましくは45/55〜80/20である。
【0022】
成分(B);
成分(B)は、アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体(以下、単に重合体(B)という)であり、単独重合体であってもよいし、または共重合体であってもよい。
【0023】
アルキルアクリレートは単官能性のものであり、具体例として、例えば、メチルアクリレート、エチルアクリレートおよびイソプロピルアクリレート等が挙げられる。
アルキルメタクリレートは単官能性のものであり、具体例として、例えば、メチルメタクリレート、エチルメタクリレートおよびイソプロピルメタクリレート等が挙げられる。
【0024】
好ましい重合体(B)は、ポリメチルメタクリレートまたは/およびメチルメタクリレートとアルキルアクリレートとの共重合体であり、より好ましくはポリメチルメタクリレートである。
重合体(B)のMFR値は2〜40、特に5〜30が好ましい。
【0025】
上記のような重合体(B)は市販品として入手可能である。
例えば、市販の「アクリペット」(三菱レイヨン株式会社製)、「スミペックス」(住友化学株式会社製)が使用可能である。
【0026】
重合体(B)の含有比率は、共重合体(A)との関係で、上記した範囲内であればよい。
【0027】
成分(C);
成分(C)は艶消し剤である。艶消し剤は、表面層に含有されることによって当該層表面を荒らして光沢を低減できる物質であれば特に限定されるものではなく、建築資材用多層成形体の分野で従来から使用されている有機系または無機系のいずれの艶消し剤も使用可能である。
【0028】
艶消し剤の具体例として、例えば、アクリル系樹脂および粒状ゴム等の有機系艶消し剤、およびシリカ粉、マイカ粉および炭酸カルシウム等の無機系艶消し剤が挙げられる。共重合体(A)および重合体(B)との混合性および押出成形による生産性を考慮すれば、有機系艶消し剤、特にアクリル系樹脂が好ましい。
【0029】
アクリル系樹脂は、アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマー(X)と、スチレン、アクリロニトリルおよびメタクリロニトリルからなる群から選択される少なくとも1種類のモノマー(Y)との共重合体である。アルキルアクリレートおよびアルキルメタクリレートはそれぞれ、重合体(B)を構成し得るアルキルアクリレートおよびアルキルメタクリレートと同様のものが使用可能である。
【0030】
艶消し剤は上記有機系および無機系艶消し剤からなる群から選択される1種類の物質を単独で使用してもよいし、または当該群から選択される2種類以上の物質を組み合わせて使用してもよい。耐候性の観点から好ましい艶消し剤は、有機系艶消し剤、特にアクリル系樹脂であり、より好ましくはアルキルアクリレート−アルキルメタクリレート−スチレン共重合体、さらに好ましくはアルキルアクリレート−メチルメタクリレート−スチレン共重合体である。
【0031】
艶消し剤の含有量は本発明の目的が達成される限り特に制限されないが、艶消し性をより有効に発揮する観点からは、成分(A)および成分(B)の合計量に対して1.0〜40重量%が好ましく、より好ましくは2.0〜30.0重量%、特に4.0〜25.0重量%である。本発明においては、表面層構成樹脂として特定の重合体を併用し、艶消し剤が有効に機能するので、艶消し剤の含有量を低減しても、表面の光沢を十分に低減できるという効果が得られる。
【0032】
成分(D);
成分(D)はいわゆる種剤であって、着色剤が樹脂中に分散されてなる粒子状のものである。そのような種剤を含有させることにより、実際の木材表面が有する木目柄と同等の適度な明瞭さで木目柄を有効に発現させ得る。
【0033】
種剤用樹脂は、表面層を構成する共重合体(A)および重合体(B)の混合物よりメルトフローレート(MFR)値が低い樹脂である。種剤用樹脂はMFR値が比較的低く、流動性が低いため、押出成形の混練工程で、共重合体(A)および重合体(B)と完全には均一に混合しない。そのため、種剤は、成形体中に不規則で、且つ境界が適度にはっきりしない筋模様を形成して木目柄に似た外観を与えることができる。当該混合物は表面層を構成する共重合体(A)および重合体(B)の混合物であって、表面層を構成するときの所定の比率で混合されたものである。
【0034】
MFR値はメルトインデクサ((株)タカラサーミスタ社製)を用い、JIS K7210に基づき測定された値を用いている。
【0035】
種剤用樹脂のMFR値(M1)は、共重合体(A)および重合体(B)の混合物のMFR値(M2)より小さい限り特に制限されないが、実際の木目柄により近い木目柄を表現する観点から、以下の関係を有することが好ましい。共重合体(A)および重合体(B)の混合物は、表面層を実際に構成するときの所定の比率で混合されたものである。
1≦M2−M1≦20、特に、2≦M2−M1≦15。
【0036】
種剤用樹脂の種類としては、共重合体(A)および重合体(B)とある程度の相溶性のある樹脂が好ましい。そのような樹脂として、例えば、共重合体(A)として使用可能な上記共重合体(特にアクリロニトリル−スチレン−アクリルゴム共重合体樹脂(ASA樹脂))、重合体(B)として使用可能な上記重合体(特にポリメチルメタクリレート(PMMA樹脂))、アクリロニトリル−スチレン共重合体樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体樹脂(ABS樹脂)等が挙げられる。
【0037】
種剤に含有される着色剤としては、耐候性に優れるものが使用され、例えば、一般の無機顔料が使用可能である。無機顔料としては、従来から建築資材用成形体の分野で使用されているものが使用可能であり、例えば、ブラウン色顔料、ブラック色顔料等が使用可能である。
【0038】
種剤は、種剤用樹脂および着色剤を十分に混合し、溶融・混練した後、冷却し、粉砕することによって得ることができる。
【0039】
表面層中における種剤の含有量は、木目柄を表現できる限り特に制限されるものではなく、例えば、成分(A)および成分(B)の合計量に対して0.2〜10重量%が好ましく、より好ましくは0.5〜6重量%である。
【0040】
表面層には、種剤とは別に、着色剤がそのまま含有されてもよい。これによって、木目柄の背景となる下地領域にも着色を行って、木目柄をより良好に発現させることができる。そのような着色剤の含有量は特に制限されるものではなく、例えば、成分(A)および成分(B)の合計量に対して20重量%以下、特に1.0〜5.0重量%が好適である。着色剤としては、前記種剤に含有される着色剤と同様のものが使用可能であり、好ましくはブラウン色着色剤を使用する。)
【0041】
表面層には種々の物性を高めるために、従来から合成樹脂に用いられる種々の添加剤、例えば、アクリル系改質剤、紫外線吸収剤、帯電防止剤、光安定剤、酸化防止剤等を添加してもよい。
【0042】
表面層の厚さは50〜3000μm、好ましくは100〜1000μmである。表面層が薄すぎると、耐候性や基材層との密着性を出すことが難しい。厚すぎると、効果が変わらない割りには経済的に不利となり、また木目柄の発現性も低下する。
【0043】
本発明の多層成形体は上記のような表面層を、基材層上に直接有していても良いし、または基材層上に中間層を介して間接的に有していても良い。
【0044】
基材層は、その材質が特に限定されるものではないが、少なくとも押出成形性を有する熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂としては、ポリ塩化ビニル樹脂(PVC樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)樹脂、ポリスチレン樹脂(PS樹脂)、ハイインパクトポリスチレン樹脂(HIPS樹脂)、AS樹脂、変性ポリフェニレンエーテル樹脂(PPE樹脂)、ポリエチレン樹脂、ポリプロピレン樹脂またはこれらの混合樹脂等を用いることができる。成形性、強靭性、経済性の面からPVC樹脂、PS樹脂、HIPS樹脂、ABS樹脂が好ましく使用されるが、特に好ましくは少なくともABS樹脂が使用される。なお、基材層構成樹脂は製品要求特性に応じて適宜選択して使用すればよい。
【0045】
基材層は、炭酸カルシウム、タルク、マイカ、シラスバルーン、セルロース系材料等の充填材や軽量化材、ガラス繊維やセルロース繊維等の補強材、ポリエチレン、流動パラフィン、脂肪酸アミド等の滑剤、難燃剤、着色剤、加工助剤その他の合成樹脂成形体に添加される各種添加材を含むことができる。
【0046】
また基材層は、近年の環境問題等により、熱可塑性樹脂に対して木粉を多量、例えば30重量%以上、特に40〜80重量%添加した材料からなる成形体または低発泡成形体も開発されているが、そのような熱可塑性樹脂中に木粉を大量に含有させた材料も本発明の基材層構成材料として使用可能である。
さらに、基材層の材質として、金属製芯材、無機系芯材又は有機系芯材も使用できる。
金属製芯材としては、ステンレス、アルミニウム、アルミニウム合金、亜鉛メッキ鋼等種々の金属が使用可能である。軽量性、加工性からすれば、好ましくはアルミニウム合金である。無機製芯材としては、セラミック材、発泡セラミック材、セメント系成形体等が使用可能である。有機系芯材としては、熱硬化性樹脂成形体、例えばポリウレタン成形体、エポキシ樹脂成形体等が使用可能であり、さらに、押出成形時の加熱温度の影響をあまり生じないのであれば、熱可塑性樹脂の成形体であっても良い。なお、上記金属製芯材、特にアルミ合金製芯材からなる基材層を用いる場合には、芯材からなる基材層と表面層との間に接着層を介在させるのが好ましい。
【0047】
相当の厚さを持たせた場合でも加工性と軽量性を保持することができるように、基材層は熱可塑性樹脂を低発泡させてもよいが、発泡倍率が高くなると、成形時に金型及びサイジングダイに対し高い発泡圧力にて、押し付けられるため表面光沢が高くなってしまう。好ましくは発泡倍率1.1〜5.0の低発泡基材層である。
【0048】
基材層の厚さは用途によって広い範囲で変えることができ、成形性の観点からは、通常1〜30mmの範囲で自由に設計することができる。基材層が合成樹脂層からなる場合であれば3〜30mmであり、金属製芯材層からなる場合であれば、1〜5mmである。
基材層を低発泡押出する場合には、上記の基材層の熱可塑性樹脂に発泡剤を配合する必要がある。発泡剤は押出温度で分解して気体を発生する固体状の発泡剤が好ましく、このような発泡剤として重炭酸ナトリウム、炭酸アンモニウム、アゾジカルボン酸アミド、ベンゼンスルホニルヒドラジド等を用いることができる。
【0049】
中間層は、押出成形が可能であるならば、いかなる熱可塑性樹脂から構成されてよい。熱可塑性樹脂としては、基材層に含有される熱可塑性樹脂と同様の樹脂が挙げられる。
中間層の厚さは通常、0.2〜2.0mmである。
【0050】
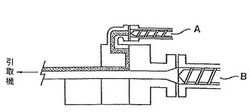
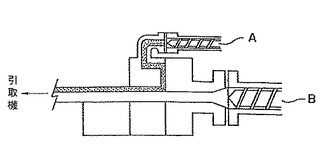
本発明の多層成形体は共押出成形法によって成形することができる。特に、生産性、長尺物成形、製品特性の一定性という面から、図1に示すように、多層押出成形法により1個のダイス内で各樹脂を共押出成形して積層することが最も適切である。
【0051】
共押出成形を行う製造方法は、特に限定されるものではなく、従来から合成樹脂の共押出成形体の製造に利用されている方法を適宜利用して、通常の共押出成形方法により行うことができる。
【実施例】
【0052】
(実施例/比較例)
表1に記載の成分からなる基材層および表面層のコンパウンド(樹脂組成物)を、図1に示す共押出成形装置において、それぞれ基材層用押出機(図1中、B)および表面層用押出機(図1中、A)から同時に押出し、ダイス内で積層して押出多層成形体を成形した。押出条件は次の通りである:
基材層用押出機:45φ、二軸押出機(押出温度 170〜180℃)
表面層用押出機:40φ、一軸押出機(押出温度 170〜180℃)
成形体形状:平板(8mm×120mm)
表面層厚みは0.3mmである。
【0053】
【表1】

【0054】
表中の成分は以下に示す通りである。
ABS樹脂;東レ社製:「トヨラック」
塩ビ樹脂;信越化学社製
充填材;竹原化学工業社製 :タルク
ASA樹脂;ユーエムジー・エービーエス社製:「ユーエムジーウッド」、MFR=18
PMMA樹脂;三菱レイヨン社製:「アクリペット」、MFR=26
艶消し剤;三菱レイヨン社製:「メタブレン」
種剤;ユーエムジー・エービーエス社製:「ユーエムジーウッド」(ブラウン色顔料入り)、ABS樹脂(MFR=10))
【0055】
MFR値は、ASA樹脂とPMMA樹脂樹脂とを所定の比率で混合したときの混合物のMFR値である。
【0056】
(評価)
得られた多層成形体の表面層を目視および手触りにて評価した。
(艶消し性)
艶を目視により評価した。
◎;光沢が十分に低減され、艶が全くなかった;
○;わずかに艶を有しているものの、実用上問題なかった;
×;明らかに艶を有しており、実用上問題があった。
【0057】
(耐キズ性)
爪で表面を引っ掻いたときの状態を目視により評価した。
◎;全く跡がつかなかった;
○;わずかに跡がつくが、実用上問題なかった;
×;跡がはっきりとわかり、実用上問題があった。
【0058】
(耐汚染性)
カーボンブラックを含む懸濁液を試験体表面に塗布し、60℃で1時間乾燥後、室温まで放冷し、流水にて汚れを落とした。室温にて乾燥し、試験前後の汚れの状態を目視により評価した。
◎;汚れが完全に除去できた;
○;汚れがほとんど残らなかった;
△;汚れがわずかに残ったが、実用上問題ないレベルまで除去できた;
×;汚れが水洗いでは除去できず、実用上問題があった。
【0059】
(木目柄発現性)
木材特有の年輪模様(木目模様)を目視により評価した。
◎;木目柄が適度な不明瞭さで発現されていた;
○;木目柄が実用上問題のないレベルで発現されていた;
×;木目柄が明瞭すぎたり、または不明瞭すぎたりして、十分に表現されていなかった。
【0060】
【表2】
【図面の簡単な説明】
【0061】
【図1】本発明の加飾性多層成形体を成形するための共押出成形装置の一例の模式的構成図である。
【符号の説明】
【0062】
A:表面層用押出機、B:基材層用押出機。
【技術分野】
【0001】
本発明は、建築用内装材、外装材および住設資材等の建築資材として有用な加飾性多層成形体、特に艶消し表面層を有し、木目柄が発現された加飾性多層成形体に関する。
【背景技術】
【0002】
従来、化粧破風、化粧胴差し、化粧柱、ベランダ・バルコニー等の手摺り材、笠木等に用いられる外装化粧材や室内のユニットバス、キッチンカウンター部材、幅木等の内装化粧材等として、加飾性多層成形体が多種使用されている。このような加飾成形体として、表面層にPMMA樹脂を用いた耐候性、耐キズ性かつ光沢を有する成形体が多用されているが、近年、光沢を低減させた、いわゆる艶消し表面層を有する多層成形体が広く好まれるようになっている。そのような艶消し表面層を有する多層成形体として、特に、木質調および木目調等の艶のない木質感を備えた表面層を有する多層成形体の需要が伸びている。
【0003】
艶消し表面層を有する多層成形体を得る方法として、次の3つの方法が知られている。第1の方法は、従来用いられる表面層のPMMA樹脂に、架橋PMMA樹脂からなる有機系艶消し剤やシリカ粉、マイカ粉等の無機系艶消し剤を添加する方法である(特許文献1)。第2の方法は、特に木質調成形体によく用いられる方法であるが、表面層樹脂中に木粉を添加する方法である。通常、木粉は表面層の樹脂100重量部に対して5〜30重量部程度添加され、好ましい木質感を発現させる(特許文献2)。第3の方法は、ABS樹脂、PMMA樹脂を用いて共押出成形した後、後加工として、エンボス加工、サンドブラスト加工等の艶消し加工を行う方法である(特許文献3)。
【特許文献1】特開平9−174735号公報
【特許文献2】特開平8−169092号公報
【特許文献3】特開2004−98334号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
第1の方法において、木目柄を付与するために、着色剤が樹脂中に分散されてなる種剤を添加しても、木目柄が不明瞭すぎたり、明瞭すぎたりして、木目柄を良好に発現させるのが難しかった。第2の方法については、表面が汚染されると、汚染物質が除去され難く、結果的に耐汚染性が低下した。また、第3の方法においては、成形後の後加工を要するので、生産性が問題となった。
【0005】
本発明は、艶消し性、耐汚染性、耐キズ性および生産性に優れ、特に良好な木目柄が十分に発現された加飾性多層成形体を提供することを目的とする。
【0006】
本明細書中、木目柄とは、木材表面で一般的に見られる筋模様、流れ模様、板目模様を意味する。
【課題を解決するための手段】
【0007】
本発明は、
(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;
(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および
(C)艶消し剤;
を含有する表面層を基材層上に有してなる加飾性多層成形体に関する。
【発明の効果】
【0008】
本発明の加飾性多層成形体は、表面層構成樹脂として特定の重合体を併用するので、艶消し剤によって表面の光沢を十分に低減でき、艶を有効に消失させ得る。しかも良好な木目柄を発現させ得る。そのような木目柄は、不明瞭すぎず、また明瞭すぎもせず、実際の木材と同等の適度な明瞭さを有している。また本発明の加飾性多層成形体は耐汚染性、耐キズ性および生産性にも優れている。
【発明を実施するための最良の形態】
【0009】
本発明の加飾性多層成形体は表面層が少なくとも成分(A)〜(C)を含有するものであり、当該表面層はさらに成分(D)を含有することが好ましい。
【0010】
成分(A);
成分(A)はアクリルゴムで変性されたアクリロニトリル−スチレン共重合体(以下、単に共重合体(A)という)である。
【0011】
アクリルゴムは単官能性アルキルアクリレートと多官能性アルキル(メタ)アクリレートとを重合させたものである。単官能性アルキルアクリレートとしては、例えば、メチルアクリレート、エチルアクリレート、n−プロピルアクリレート、n−ブチルアクリレート、2−エチルヘキシルアクリレート等が挙げられ、これらは単独でまたは2種以上を混合して用いることができる。これらのうちでは、n−ブチルアクリレートが好ましい。
【0012】
多官能性アルキル(メタ)アクリレートとしては、例えば、アリル(メタ)アクリレート、エチレングリコールジ(メタ)アクリレート、プロピレングリコールジ(メタ)アクリレート、1,3−ブチレングリコールジ(メタ)アクリレート、1,4−ブチレングリコールジ(メタ)アクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート等が挙げられ、これらは単独でまたは2種以上を混合して用いることができる。これらのうちで、好ましい多官能性アルキル(メタ)アクリレートの例としては、アリル(メタ)アクリレートと1,3−ブチレングリコールジ(メタ)アクリレートとの組み合わせである。多官能性アルキル(メタ)アクリレートの使用量は、単官能性アルキルアクリレートと多官能性アルキル(メタ)アクリレートからなる成分中0.1〜20重量%、好ましくは0.2〜5重量%、さらに好ましくは0.2〜1重量%であるのがよい。本明細書中、(メタ)アクリレートはアクリレートとメタクリレートの両者を包含して意味するものとする。例えば、アリル(メタ)アクリレートはアリルアクリレートおよびアリルメタクリレートの両者を意味する。
【0013】
アクリルゴムは、単官能性アルキルアクリレートに多官能性アルキル(メタ)アクリレートを添加し、通常のラジカル重合開始剤を作用させて重合させることによって得ることができる。ラジカル重合開始剤としては、過酸化物、アゾ系開始剤または酸化剤と還元剤とを組み合わせたレドックス系開始剤を用いることができる。これらのうちでは、レドックス系開始剤が好ましく、特に硫酸第一鉄、エチレンジアミン四酢酸二ナトリウム塩、ロンガリット(ホルムアルデヒドナトリウムスルホキシラート二水塩)およびt−ブチルハイドロパーオキサイドを組み合わせてなるスルホキシレート系開始剤が好ましい。
【0014】
アクリルゴムの重量平均粒子径は、特に限定されないが、0.08〜2.0μmであるのが好ましい。重量平均粒子径が0.08μm未満の場合には樹脂組成物の耐衝撃性が低くなることがあり、2.0μmを超える場合には樹脂組成物の顔料着色性が低くなることがある。より好ましい重量平均粒子径は、0.1〜1.5μmである。
【0015】
共重合体(A)は、上記のようにして製造されたアクリルゴムに、スチレンとアクリロニトリルとを含む単量体混合物をグラフト共重合することによって製造できる。グラフト共重合に用いられる単量体の量は、スチレンが65〜85重量%、アクリロニトリルが35〜15重量%であるのが好ましい。
【0016】
グラフト共重合に用いられる単量体混合物には、グラフトポリマーの分子量やグラフト率を調整するための各種連鎖移動剤を添加することができる。グラフト共重合は、アクリルゴムのラテックスにスチレンとアクリロニトリルを含む単量体混合物を加え、ラジカル重合技術により一段で、あるいは多段で行うことができる。
【0017】
グラフト共重合体の共重合に用いられる単量体混合物の量は、アクリルゴム100重量部に対して80〜140重量部、好ましくは100〜120重量部であるのがよい。グラフト共重合の際、全ての単量体混合物がグラフト成分にならず、一部単独の共重合体として存在していても差し支えない。グラフト共重合体の共重合においては、重合ラテックスを安定化させるために乳化剤を添加することができる。用いられる乳化剤としては、特に限定させるものではないが、好ましい例としてカチオン系乳化剤、アニオン系乳化剤およびノニオン系乳化剤があり、さらに好ましい例としてはスルホン酸塩乳化剤または硫酸塩乳化剤とカルボン酸塩乳化剤との組み合わせがある。
【0018】
グラフト共重合が終了した後は、ラテックスを酢酸カルシウム、硫酸アルミニウム等の金属塩を溶解した熱水中に投入し、塩析し、凝固させることにより共重合体(A)を分離し、回収することができる。
【0019】
共重合体(A)のMFR値は2〜40、特に5〜30が好ましい。
【0020】
上記のような共重合体(A)は市販品として入手可能である。
例えば、市販の「ユーエムジーウッド」(ユーエムジー・エービーエス株式会社製)が使用可能である。
【0021】
共重合体(A)と後述する成分(B)(重合体(B))との含有比率は、木目柄発現性のさらなる向上)の観点から、重量比(A/B)で20/80〜90/10が好ましく、より好ましくは35/65〜85/15、さらに好ましくは45/55〜80/20である。
【0022】
成分(B);
成分(B)は、アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体(以下、単に重合体(B)という)であり、単独重合体であってもよいし、または共重合体であってもよい。
【0023】
アルキルアクリレートは単官能性のものであり、具体例として、例えば、メチルアクリレート、エチルアクリレートおよびイソプロピルアクリレート等が挙げられる。
アルキルメタクリレートは単官能性のものであり、具体例として、例えば、メチルメタクリレート、エチルメタクリレートおよびイソプロピルメタクリレート等が挙げられる。
【0024】
好ましい重合体(B)は、ポリメチルメタクリレートまたは/およびメチルメタクリレートとアルキルアクリレートとの共重合体であり、より好ましくはポリメチルメタクリレートである。
重合体(B)のMFR値は2〜40、特に5〜30が好ましい。
【0025】
上記のような重合体(B)は市販品として入手可能である。
例えば、市販の「アクリペット」(三菱レイヨン株式会社製)、「スミペックス」(住友化学株式会社製)が使用可能である。
【0026】
重合体(B)の含有比率は、共重合体(A)との関係で、上記した範囲内であればよい。
【0027】
成分(C);
成分(C)は艶消し剤である。艶消し剤は、表面層に含有されることによって当該層表面を荒らして光沢を低減できる物質であれば特に限定されるものではなく、建築資材用多層成形体の分野で従来から使用されている有機系または無機系のいずれの艶消し剤も使用可能である。
【0028】
艶消し剤の具体例として、例えば、アクリル系樹脂および粒状ゴム等の有機系艶消し剤、およびシリカ粉、マイカ粉および炭酸カルシウム等の無機系艶消し剤が挙げられる。共重合体(A)および重合体(B)との混合性および押出成形による生産性を考慮すれば、有機系艶消し剤、特にアクリル系樹脂が好ましい。
【0029】
アクリル系樹脂は、アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマー(X)と、スチレン、アクリロニトリルおよびメタクリロニトリルからなる群から選択される少なくとも1種類のモノマー(Y)との共重合体である。アルキルアクリレートおよびアルキルメタクリレートはそれぞれ、重合体(B)を構成し得るアルキルアクリレートおよびアルキルメタクリレートと同様のものが使用可能である。
【0030】
艶消し剤は上記有機系および無機系艶消し剤からなる群から選択される1種類の物質を単独で使用してもよいし、または当該群から選択される2種類以上の物質を組み合わせて使用してもよい。耐候性の観点から好ましい艶消し剤は、有機系艶消し剤、特にアクリル系樹脂であり、より好ましくはアルキルアクリレート−アルキルメタクリレート−スチレン共重合体、さらに好ましくはアルキルアクリレート−メチルメタクリレート−スチレン共重合体である。
【0031】
艶消し剤の含有量は本発明の目的が達成される限り特に制限されないが、艶消し性をより有効に発揮する観点からは、成分(A)および成分(B)の合計量に対して1.0〜40重量%が好ましく、より好ましくは2.0〜30.0重量%、特に4.0〜25.0重量%である。本発明においては、表面層構成樹脂として特定の重合体を併用し、艶消し剤が有効に機能するので、艶消し剤の含有量を低減しても、表面の光沢を十分に低減できるという効果が得られる。
【0032】
成分(D);
成分(D)はいわゆる種剤であって、着色剤が樹脂中に分散されてなる粒子状のものである。そのような種剤を含有させることにより、実際の木材表面が有する木目柄と同等の適度な明瞭さで木目柄を有効に発現させ得る。
【0033】
種剤用樹脂は、表面層を構成する共重合体(A)および重合体(B)の混合物よりメルトフローレート(MFR)値が低い樹脂である。種剤用樹脂はMFR値が比較的低く、流動性が低いため、押出成形の混練工程で、共重合体(A)および重合体(B)と完全には均一に混合しない。そのため、種剤は、成形体中に不規則で、且つ境界が適度にはっきりしない筋模様を形成して木目柄に似た外観を与えることができる。当該混合物は表面層を構成する共重合体(A)および重合体(B)の混合物であって、表面層を構成するときの所定の比率で混合されたものである。
【0034】
MFR値はメルトインデクサ((株)タカラサーミスタ社製)を用い、JIS K7210に基づき測定された値を用いている。
【0035】
種剤用樹脂のMFR値(M1)は、共重合体(A)および重合体(B)の混合物のMFR値(M2)より小さい限り特に制限されないが、実際の木目柄により近い木目柄を表現する観点から、以下の関係を有することが好ましい。共重合体(A)および重合体(B)の混合物は、表面層を実際に構成するときの所定の比率で混合されたものである。
1≦M2−M1≦20、特に、2≦M2−M1≦15。
【0036】
種剤用樹脂の種類としては、共重合体(A)および重合体(B)とある程度の相溶性のある樹脂が好ましい。そのような樹脂として、例えば、共重合体(A)として使用可能な上記共重合体(特にアクリロニトリル−スチレン−アクリルゴム共重合体樹脂(ASA樹脂))、重合体(B)として使用可能な上記重合体(特にポリメチルメタクリレート(PMMA樹脂))、アクリロニトリル−スチレン共重合体樹脂(AS樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体樹脂(ABS樹脂)等が挙げられる。
【0037】
種剤に含有される着色剤としては、耐候性に優れるものが使用され、例えば、一般の無機顔料が使用可能である。無機顔料としては、従来から建築資材用成形体の分野で使用されているものが使用可能であり、例えば、ブラウン色顔料、ブラック色顔料等が使用可能である。
【0038】
種剤は、種剤用樹脂および着色剤を十分に混合し、溶融・混練した後、冷却し、粉砕することによって得ることができる。
【0039】
表面層中における種剤の含有量は、木目柄を表現できる限り特に制限されるものではなく、例えば、成分(A)および成分(B)の合計量に対して0.2〜10重量%が好ましく、より好ましくは0.5〜6重量%である。
【0040】
表面層には、種剤とは別に、着色剤がそのまま含有されてもよい。これによって、木目柄の背景となる下地領域にも着色を行って、木目柄をより良好に発現させることができる。そのような着色剤の含有量は特に制限されるものではなく、例えば、成分(A)および成分(B)の合計量に対して20重量%以下、特に1.0〜5.0重量%が好適である。着色剤としては、前記種剤に含有される着色剤と同様のものが使用可能であり、好ましくはブラウン色着色剤を使用する。)
【0041】
表面層には種々の物性を高めるために、従来から合成樹脂に用いられる種々の添加剤、例えば、アクリル系改質剤、紫外線吸収剤、帯電防止剤、光安定剤、酸化防止剤等を添加してもよい。
【0042】
表面層の厚さは50〜3000μm、好ましくは100〜1000μmである。表面層が薄すぎると、耐候性や基材層との密着性を出すことが難しい。厚すぎると、効果が変わらない割りには経済的に不利となり、また木目柄の発現性も低下する。
【0043】
本発明の多層成形体は上記のような表面層を、基材層上に直接有していても良いし、または基材層上に中間層を介して間接的に有していても良い。
【0044】
基材層は、その材質が特に限定されるものではないが、少なくとも押出成形性を有する熱可塑性樹脂を含むことが好ましい。熱可塑性樹脂としては、ポリ塩化ビニル樹脂(PVC樹脂)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)樹脂、ポリスチレン樹脂(PS樹脂)、ハイインパクトポリスチレン樹脂(HIPS樹脂)、AS樹脂、変性ポリフェニレンエーテル樹脂(PPE樹脂)、ポリエチレン樹脂、ポリプロピレン樹脂またはこれらの混合樹脂等を用いることができる。成形性、強靭性、経済性の面からPVC樹脂、PS樹脂、HIPS樹脂、ABS樹脂が好ましく使用されるが、特に好ましくは少なくともABS樹脂が使用される。なお、基材層構成樹脂は製品要求特性に応じて適宜選択して使用すればよい。
【0045】
基材層は、炭酸カルシウム、タルク、マイカ、シラスバルーン、セルロース系材料等の充填材や軽量化材、ガラス繊維やセルロース繊維等の補強材、ポリエチレン、流動パラフィン、脂肪酸アミド等の滑剤、難燃剤、着色剤、加工助剤その他の合成樹脂成形体に添加される各種添加材を含むことができる。
【0046】
また基材層は、近年の環境問題等により、熱可塑性樹脂に対して木粉を多量、例えば30重量%以上、特に40〜80重量%添加した材料からなる成形体または低発泡成形体も開発されているが、そのような熱可塑性樹脂中に木粉を大量に含有させた材料も本発明の基材層構成材料として使用可能である。
さらに、基材層の材質として、金属製芯材、無機系芯材又は有機系芯材も使用できる。
金属製芯材としては、ステンレス、アルミニウム、アルミニウム合金、亜鉛メッキ鋼等種々の金属が使用可能である。軽量性、加工性からすれば、好ましくはアルミニウム合金である。無機製芯材としては、セラミック材、発泡セラミック材、セメント系成形体等が使用可能である。有機系芯材としては、熱硬化性樹脂成形体、例えばポリウレタン成形体、エポキシ樹脂成形体等が使用可能であり、さらに、押出成形時の加熱温度の影響をあまり生じないのであれば、熱可塑性樹脂の成形体であっても良い。なお、上記金属製芯材、特にアルミ合金製芯材からなる基材層を用いる場合には、芯材からなる基材層と表面層との間に接着層を介在させるのが好ましい。
【0047】
相当の厚さを持たせた場合でも加工性と軽量性を保持することができるように、基材層は熱可塑性樹脂を低発泡させてもよいが、発泡倍率が高くなると、成形時に金型及びサイジングダイに対し高い発泡圧力にて、押し付けられるため表面光沢が高くなってしまう。好ましくは発泡倍率1.1〜5.0の低発泡基材層である。
【0048】
基材層の厚さは用途によって広い範囲で変えることができ、成形性の観点からは、通常1〜30mmの範囲で自由に設計することができる。基材層が合成樹脂層からなる場合であれば3〜30mmであり、金属製芯材層からなる場合であれば、1〜5mmである。
基材層を低発泡押出する場合には、上記の基材層の熱可塑性樹脂に発泡剤を配合する必要がある。発泡剤は押出温度で分解して気体を発生する固体状の発泡剤が好ましく、このような発泡剤として重炭酸ナトリウム、炭酸アンモニウム、アゾジカルボン酸アミド、ベンゼンスルホニルヒドラジド等を用いることができる。
【0049】
中間層は、押出成形が可能であるならば、いかなる熱可塑性樹脂から構成されてよい。熱可塑性樹脂としては、基材層に含有される熱可塑性樹脂と同様の樹脂が挙げられる。
中間層の厚さは通常、0.2〜2.0mmである。
【0050】
本発明の多層成形体は共押出成形法によって成形することができる。特に、生産性、長尺物成形、製品特性の一定性という面から、図1に示すように、多層押出成形法により1個のダイス内で各樹脂を共押出成形して積層することが最も適切である。
【0051】
共押出成形を行う製造方法は、特に限定されるものではなく、従来から合成樹脂の共押出成形体の製造に利用されている方法を適宜利用して、通常の共押出成形方法により行うことができる。
【実施例】
【0052】
(実施例/比較例)
表1に記載の成分からなる基材層および表面層のコンパウンド(樹脂組成物)を、図1に示す共押出成形装置において、それぞれ基材層用押出機(図1中、B)および表面層用押出機(図1中、A)から同時に押出し、ダイス内で積層して押出多層成形体を成形した。押出条件は次の通りである:
基材層用押出機:45φ、二軸押出機(押出温度 170〜180℃)
表面層用押出機:40φ、一軸押出機(押出温度 170〜180℃)
成形体形状:平板(8mm×120mm)
表面層厚みは0.3mmである。
【0053】
【表1】
【0054】
表中の成分は以下に示す通りである。
ABS樹脂;東レ社製:「トヨラック」
塩ビ樹脂;信越化学社製
充填材;竹原化学工業社製 :タルク
ASA樹脂;ユーエムジー・エービーエス社製:「ユーエムジーウッド」、MFR=18
PMMA樹脂;三菱レイヨン社製:「アクリペット」、MFR=26
艶消し剤;三菱レイヨン社製:「メタブレン」
種剤;ユーエムジー・エービーエス社製:「ユーエムジーウッド」(ブラウン色顔料入り)、ABS樹脂(MFR=10))
【0055】
MFR値は、ASA樹脂とPMMA樹脂樹脂とを所定の比率で混合したときの混合物のMFR値である。
【0056】
(評価)
得られた多層成形体の表面層を目視および手触りにて評価した。
(艶消し性)
艶を目視により評価した。
◎;光沢が十分に低減され、艶が全くなかった;
○;わずかに艶を有しているものの、実用上問題なかった;
×;明らかに艶を有しており、実用上問題があった。
【0057】
(耐キズ性)
爪で表面を引っ掻いたときの状態を目視により評価した。
◎;全く跡がつかなかった;
○;わずかに跡がつくが、実用上問題なかった;
×;跡がはっきりとわかり、実用上問題があった。
【0058】
(耐汚染性)
カーボンブラックを含む懸濁液を試験体表面に塗布し、60℃で1時間乾燥後、室温まで放冷し、流水にて汚れを落とした。室温にて乾燥し、試験前後の汚れの状態を目視により評価した。
◎;汚れが完全に除去できた;
○;汚れがほとんど残らなかった;
△;汚れがわずかに残ったが、実用上問題ないレベルまで除去できた;
×;汚れが水洗いでは除去できず、実用上問題があった。
【0059】
(木目柄発現性)
木材特有の年輪模様(木目模様)を目視により評価した。
◎;木目柄が適度な不明瞭さで発現されていた;
○;木目柄が実用上問題のないレベルで発現されていた;
×;木目柄が明瞭すぎたり、または不明瞭すぎたりして、十分に表現されていなかった。
【0060】
【表2】
【図面の簡単な説明】
【0061】
【図1】本発明の加飾性多層成形体を成形するための共押出成形装置の一例の模式的構成図である。
【符号の説明】
【0062】
A:表面層用押出機、B:基材層用押出機。
【特許請求の範囲】
【請求項1】
(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;
(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および
(C)艶消し剤;
を含有する表面層を基材層上に有してなる加飾性多層成形体。
【請求項2】
表面層が(D)着色剤が樹脂中に分散されてなる種剤をさらに含有する請求項1に記載の加飾性多層成形体。
【請求項3】
艶消し剤(C)がアルキルアクリレート−アルキルメタクリレート−スチレン共重合体、粒状ゴム、シリカ粉、マイカ粉および炭酸カルシウムからなる群から選択される1種類以上の物質である請求項1または2に記載の加飾性多層成形体。
【請求項4】
基材層がアクリロニトリル−ブタジエン−スチレン共重合体を含む請求項1〜3のいずれかに記載の加飾性多層成形体。
【請求項5】
種剤(D)の樹脂が、表面層を構成する共重合体(A)および重合体(B)の混合物よりメルトフローレート値が低い樹脂である請求項2に記載の加飾性多層成形体。
【請求項6】
共重合体(A)と重合体(B)との含有比率が重量比(A/B)で20/80〜90/10である請求項1〜5のいずれかに記載の加飾性多層成形体。
【請求項1】
(A)アクリルゴムで変性されたアクリロニトリル−スチレン共重合体;
(B)アルキルアクリレートおよびアルキルメタクリレートからなる群から選択される少なくとも1種類のモノマーを重合してなる(メタ)アクリレート系重合体;および
(C)艶消し剤;
を含有する表面層を基材層上に有してなる加飾性多層成形体。
【請求項2】
表面層が(D)着色剤が樹脂中に分散されてなる種剤をさらに含有する請求項1に記載の加飾性多層成形体。
【請求項3】
艶消し剤(C)がアルキルアクリレート−アルキルメタクリレート−スチレン共重合体、粒状ゴム、シリカ粉、マイカ粉および炭酸カルシウムからなる群から選択される1種類以上の物質である請求項1または2に記載の加飾性多層成形体。
【請求項4】
基材層がアクリロニトリル−ブタジエン−スチレン共重合体を含む請求項1〜3のいずれかに記載の加飾性多層成形体。
【請求項5】
種剤(D)の樹脂が、表面層を構成する共重合体(A)および重合体(B)の混合物よりメルトフローレート値が低い樹脂である請求項2に記載の加飾性多層成形体。
【請求項6】
共重合体(A)と重合体(B)との含有比率が重量比(A/B)で20/80〜90/10である請求項1〜5のいずれかに記載の加飾性多層成形体。
【図1】

【公開番号】特開2009−214375(P2009−214375A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2008−59191(P2008−59191)
【出願日】平成20年3月10日(2008.3.10)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成20年3月10日(2008.3.10)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]