
加飾接着シートおよびその製造方法
【課題】
画像を高品質に表示でき、透明性に優れる加飾接着シートを提供する。
【解決手段】
本発明は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シート2の加飾エリア3の内部に顔料4を分散させた加飾接着シート1であって、顔料4を、体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シート2の厚さ方向の全ての位置に存在せしめ、加飾エリア3を含む厚さ方向表側の面1aおよび裏側の面1bの両面にて接着性を有する加飾接着シート1に関する。
画像を高品質に表示でき、透明性に優れる加飾接着シートを提供する。
【解決手段】
本発明は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シート2の加飾エリア3の内部に顔料4を分散させた加飾接着シート1であって、顔料4を、体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シート2の厚さ方向の全ての位置に存在せしめ、加飾エリア3を含む厚さ方向表側の面1aおよび裏側の面1bの両面にて接着性を有する加飾接着シート1に関する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接着シートに加飾した加飾接着シートおよびその製造方法に関する。
【背景技術】
【0002】
曲面あるいは凹凸面を有する物品に加飾する方法の一つに、所望の加飾を施した樹脂シートを当該曲面や凹凸面に貼り付ける方法がある。かかる方法に用いる加飾シートの一例として、接着層、基材層、仮基材層をその順に積層した積層シートであって、その接着層を、融点80℃以下の樹脂から構成すると共にインク受容性を有する層とした接着性材料が知られている(例えば、特許文献1を参照)。また、熱可塑性樹脂からなる基材シートと、塩化ビニル−酢酸ビニル共重合体を含む感熱接着剤層とを積層してなる印刷シートの感熱接着剤層に、油性インクジェット方式で絵柄を印刷した化粧シートも知られている(例えば、特許文献2を参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−007637号公報
【特許文献2】特開2005−125651号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来から公知の接着性材料あるいは化粧シートのようなシートは、感熱接着性を有する接着層に加飾しているので、被着体に加温してこれを貼付するだけで、被着体への加飾が可能となる。しかし、かかるシートには、次のような問題がある。
【0005】
従来のシートを被着体の曲面や凹凸面に貼り付けると、シートは部分的あるいは全体的に伸張される。この際、画像内に隙間が出来、また、画像の境界となる稜線に小さな凹凸が生じ、画像の解像度が低下していた。加えて、画像に微細なひび割れが生じ、画像の品質が低下していた。また、特許文献2に開示される技術にみられるように、ホットメルト樹脂(疎水性樹脂)に、インク受容性を持たせるための親水性樹脂を混ぜた場合、シートが海島構造になる。この結果、シートの透明性が低下し、画像本来の色を出しにくくなると共に、画像の存在しない箇所でも被着体の本来の色や模様を出しにくくなるという問題が生じる。
【0006】
本発明は、上述の問題を解決するためになされたものであって、画像を高品質に表示でき、透明性に優れる加飾接着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を解決するための本発明の一形態は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散させた加飾接着シートであって、顔料を、体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートである。
【0008】
本発明の別の形態は、さらに、熱溶着性樹脂シートを、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂の群から選択される1または2以上の樹脂から成るシートとした加飾接着シートである。
【0009】
本発明の別の形態は、さらに、顔料の平均粒径を0.15μm以下とした加飾接着シートである。
【0010】
本発明の一形態は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散し、その顔料を体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートの製造方法であって、一方の面に離型シートを備える熱溶着性樹脂シートの他方の面に、80〜95質量部の有機溶剤と1〜10質量部の顔料とを少なくとも混合して成るインクを供給してインクジェット方式にて印刷する印刷工程と、インクが離型シートに到達後に、離型シートと加飾接着シートとを分離する分離工程と含む加飾接着シートの製造方法である。
【発明の効果】
【0011】
本発明によれば、画像を高品質に表示でき、透明性に優れる加飾接着シートを提供できる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の実施の形態に係る加飾接着シートの斜視図である。
【図2】図2は、図1に示す加飾接着シートのA−A線断面図およびその一部Xの拡大図である。
【図3】図3は、図1に示す加飾接着シートの製造過程を模式的に示す図である。
【図4】図4は、実施例1において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【図5】図5は、実施例2において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【発明を実施するための形態】
【0013】
次に、本発明に係る加飾接着シートおよびその製造方法の好適な実施の形態について説明する。
【0014】
<1.加飾接着シートの構成>
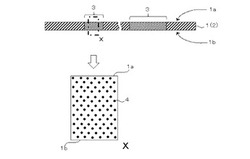
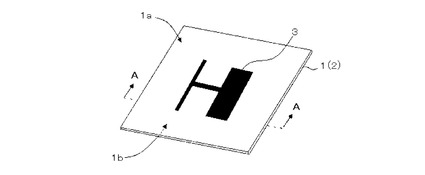
図1は、本発明の実施の形態に係る加飾接着シートの斜視図である。図2は、図1に示す加飾接着シートのA−A線断面図およびその一部Xの拡大図である。
【0015】
この実施の形態に係る加飾接着シート1は、熱溶着性樹脂シート2の加飾エリア3の内部に顔料4を分散させたものである。
【0016】
(1)熱溶着性樹脂シート
熱溶着性樹脂シート2は、接着剤を介すことなく、それ自体を加温することにより被着体に溶着する樹脂製のシートである。この実施の形態に係る熱溶着性樹脂シート2は、疎水性の樹脂から成り、好ましくは、熱溶着性を発揮し得るのに十分な熱可塑性樹脂を含む。また、「疎水性」とは、水と共存する系において、水と相分離した状態の方が、相溶した状態よりも安定な性質を意味する。接触角の観点で定義すれば、一般的に、疎水性は、接触角が50度以上180度以下の範囲、好ましくは90度以上180度以下、より好ましくは135度以上180度以下となる性質をいう。また、極性基の割合の観点で定義すれば、一般的に、疎水性の樹脂は、酸素、窒素または硫黄のいずれかの原子を含む極性基(例えば、−OH、−COOH、−NH2基、−SO3H基)の1分子当たりの平均の合計数(Pn)と、樹脂の重量平均分子量(Mw)との比(Pn/Mw)が0.01以下、好ましくは0.005以下である。本明細書において、疎水性を示す樹脂は、「接触角が50度以上180度以下」および「(Pn/Mw)が0.01以下」の少なくともいずれか一方を満たす樹脂を意味する。
【0017】
熱溶着性樹脂シート2を構成する樹脂材料は、疎水性を示す樹脂から成るシートであれば、特に樹脂の種類に制限はないが、好適には、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂(EVA系樹脂)の内の1または2以上の組み合わせから成る。その中でも、特に、太陽光等によって黄変しにくい点で、アクリル系樹脂が好ましく、特に、アクリル変性エポキシポリマーがより好ましい。また、樹脂材料としては、環境に悪影響を与えない観点から、塩素を含まないものの方が好ましい。熱溶着性樹脂シート2を構成する樹脂材料は、親水性樹脂(上記疎水性の定義から外れる性質を持つ樹脂)を含まない。
【0018】
熱溶着性樹脂シート2の厚さは、12〜100μm、好ましくは20〜100μm、より好ましくは30〜50μmの範囲である。当該厚さが12μmより小さいと、加飾接着シート1の製造過程において、顔料4を含むインクを熱溶着性樹脂シート2に吐出して印刷している最中若しくは印刷後に、熱溶着性樹脂シート2が膨潤してしまい、加飾エリア3およびその近傍が突出する。膨潤を確実に防止する上では、当該厚さは20μm以上とするのが好ましく、さらには30μm以上とするのが好ましい。一方、当該厚さが100μmより大きくなると、加飾接着シート1の製造過程において気泡が入りやすく、かつ加飾接着シート1に基材シート等の1以上のシートを積層して3次元形状に成形する場合、その総厚が大きくなり過ぎて、剛性が高くなるため、成形が難しくなる。3次元形状の成形の自由度をより広げるには、当該厚さを50μm以下とするのが好ましい。
【0019】
(2)顔料
顔料4としては、加飾エリア3への配色に応じて、有機顔料若しくは無機顔料の1あるいは2以上を使用できる。有機顔料としては、例えば、アゾ系、アゾメチン系、ポリアゾ系、フタロシアニン系、キナクリドン系、アンスラキノン系、インジゴ系、チオインジゴ系、キノフタロン系、ベンツイミダゾロン系、イソインドリン系、イソインドリノン系、ジアセトアセトアリライド系などの顔料を好適に使用できる。また、無機顔料としては、例えば、酸化チタン、亜鉛華、酸化亜鉛、リトポン、酸化鉄、酸化アルミニウム、二酸化ケイ素、カオリナイト、モンモリロナイト、タルク、硫酸バリウム、炭酸カルシウム、シリカ、アルミナ、カドミウムレッド、べんがら、モリブデンレッド、クロムバーミリオン、モリブデートオレンジ、黄鉛、クロムイエロー、カドミウムイエロー、黄色酸化鉄、チタンイエロー、酸化クロム、ピリジアン、コバルトグリーン、チタンコバルトグリーン、コバルトクロムグリーン、群青、ウルトラマリンブルー、紺青、コバルトブルー、セルリアンブルー、マンガンバイオレット、コバルトバイオレット、マイカなどの顔料を好適に使用できる。これら有機顔料若しくは無機顔料は、単独あるいは複数混合して使用してもよい。
【0020】
黒色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントブラック7,26,28を使用できる。赤色あるいはマゼンタ顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントレッド3,5,19,22,31,38,43,48:1,48:2,48:3,48:4,48:5,49:1,53:1,57:1,57:2,58:4,63:1,81,81:1,81:2,81:3,81:4,88,104,108,112,122,123,144,146,149,166,168,169,170,177,178,179,184,185,208,216,226,257,ピグメントバイオレット3,19,23,29,30,37,50,88,ピグメントオレンジ13,16,20,36を使用できる。青あるいはシアン顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントブルー1,15,15:1,15:2,15:3,15:4,15:6,16,17−1,22,27,28,29,36,60を使用できる。黄色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントイェロー1,3,12,13,14,17,34,35,37,55,74,81,83,93,94,95,97,108,109,110,137,138,139,153,154,155,157,166,167,168,180,185,193を使用できる。白色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントホワイト1,2,4,5,6,7,11,12,18,19,21,22,23,24,26,27,28を使用できる
【0021】
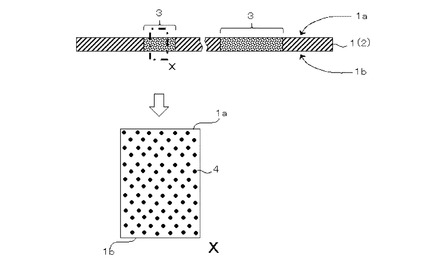
顔料4の体積換算にて求められる平均粒径は、0.5μm以下であり、好ましくは0.15μm以下である。ここで、平均粒径は、コールター法によって測定される粒径を意味する。粒径の測定には、例えば、ベックマンコールター社製の装置(型番:N4PLUS)を好適に使用できる。平均粒径が0.5μmを超えると、顔料4を有機溶剤中に分散させたインクを、熱溶着性樹脂シート2の一方の面(表側の面)1aから供給した際、顔料4が当該シート2の厚さ方向に進行しにくくなり、熱溶着性樹脂シート2の厚さが100μmに近い場合に裏側の面1bに容易に到達しにくくなる。このため、顔料4の平均粒径は、0.5μm以下とする必要がある。さらには、熱溶着性樹脂シート2が12μmに近い場合でも、顔料4が当該シート2の裏側の面1bに到達するためには、平均粒径0.15μm以下とするのが特に好ましい。顔料4の平均粒径と、上述の熱溶着性樹脂シート2の厚さとの最適の組み合わせは、平均粒径0.15μm以下と厚さ30〜50μmの範囲である。
【0022】
(3)加飾接着シート
加飾接着シート1は、それ自体、表側の面1aおよび裏側の面1bの両面にて接着性を有しており、顔料4を分散させた加飾エリア3においても接着性を有する。顔料4は、顔料4を有するインクを供給した側の熱溶着性樹脂シート2の片面上に偏在せず、該シート2の厚さ方向のどの面で切っても存在するように、厚さ方向に移動する。このため、当該片面の加飾エリア3においても接着性が失われない。
【0023】
<2.加飾接着シートの製造方法>
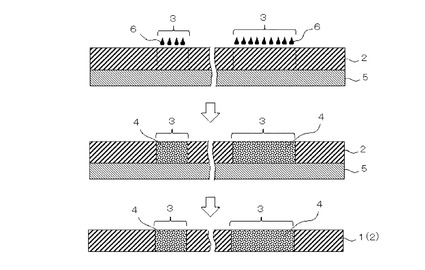
図3は、図1に示す加飾接着シートの製造過程を模式的に示す図である。
【0024】
熱溶着性樹脂シート2の一方の面(裏側の面と称する)1bに離型シート5を備え、熱溶着性樹脂シート2の他方の面(表側の面と称する)1aの加飾エリア3の位置に、80〜95質量部の有機溶剤と1〜10質量部の顔料とを少なくとも混合して成るインク6を用いてインクジェット方式にて印刷する(印刷工程)。離型シート5は、二軸延伸ポリプロピレン(OPP)、離型処理を施したポリエチレンテレフタレートから成る樹脂シートの他、離型紙などの紙製のシートでも良い。
【0025】
インク6を構成する有機溶剤は、エーテル系溶剤、エステル系溶剤、アルコール系溶剤、ケトン系溶剤、炭化水素系溶剤、高級脂肪酸系溶剤などを好適に用いることができ、それらの内の1つのみを、あるいは複数を用いてもよい。有機溶剤としては、特に、ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル系溶剤;ラクトン、酢酸エチル、酢酸ブチル、酢酸イソプロピル等のエステル系溶剤;およびメタノール、エタノール、2−プロパノール、1−プロパノール、1−ブタノール、tert−ブタノール等のアルコール系溶剤の群から選ばれる1種若しくは2種以上の組み合わせが好ましい。有機溶剤は、顔料4に対する質量比率にて80/10〜95/1の範囲とするのが好ましく、さらには、85/5〜93/3の範囲とするのが好ましい。インク6は、少なくとも顔料4と有機溶剤を含み、さらに、顔料4の分散性を高めるための分散剤の他、界面活性剤、樹脂、膜物性調整剤等を含んでいても良い。
【0026】
印刷工程の後、インク6が離型シート5に到達すると、離型シート5と加飾接着シート1とを分離する(分離工程)。この結果、表側の面1aと裏側の面1bの両面とも、加飾エリア3を含めた全面において接着性を保持する加飾接着シート1を得ることができる。
【実施例】
【0027】
次に、本発明の実施例について説明する。
【0028】
<実施例1>
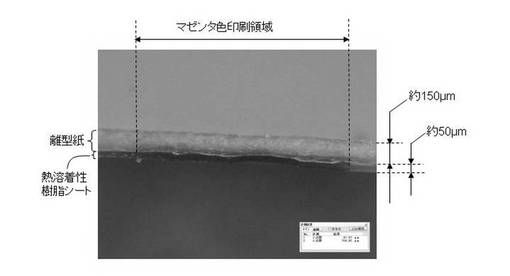
加飾接着シートの基材となる熱溶着性樹脂シートには、縦300mm×横240mmの日立化成ポリマー製の型番:YT−452を用いた。この熱溶着性樹脂シートは、厚さ約50μmのアクリル系樹脂から成り、その片面に厚さ約150μmの離型紙を備え、両面に熱溶着機能を持つシートである。インクとしては、平均粒径0.1μmのキナクリドン系顔料3質量部と有機溶剤93質量部とを少なくとも含むマゼンタ色の顔料インクを用意した。インク中の有機溶剤は、ジエチレングリコールジエチルエーテル55〜60質量部と、γ−ブチロラクトン10〜20質量部と、テトラエチレングリコールジメチルエーテル10〜20質量部と、テトラエチレングリコールモノブチルエーテル1〜5質量部を混合して成る。片面に離型紙を付けた熱溶着性樹脂シートをプリンタ(セイコーエプソン株式会社製、型番:GS6000)にセットして、上記インクを用いたインクジェット方式により、熱溶着性樹脂シートの離型紙と反対側の面に印刷した。インクの乾燥後、離型紙が付いた状態の加飾接着シートの断面を光学顕微鏡にて観察し、その厚さ方向の顔料の分布を調べた。
【0029】
図4は、実施例1において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【0030】
図4の写真に示すように、インクに含まれる顔料は、熱溶着性樹脂シートの一方の面から離型紙の貼付面にまで達するように、厚さ方向にほとんどムラなく存在していた。顔料にて形成される画像は、極めて高品質であり、加飾接着シートの伸縮を行っても、画像内に隙間が見られず、また画像内にひび割れ等も見られなかった。これは、顔料が熱溶着性樹脂シートの厚さ方向に濃密に充填され、かつ当該シートの表面に偏在した層を形成していないからである。さらに、熱溶着性樹脂シートに親水性樹脂を含んでいないので、それを含むものと比べて透明性に優れていた。その結果、インクの色がほとんどそのまま加飾接着シート上でも表現できていた。
【0031】
<実施例2>
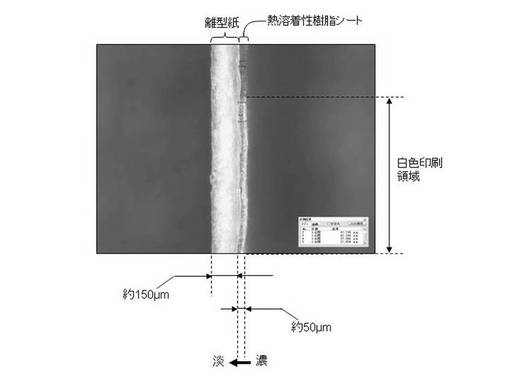
熱溶着性樹脂シートには、実施例1と同一のシートを用いた。インクとしては、平均粒径0.17μmの酸化チタン系顔料3質量部と有機溶剤93質量部とを少なくとも含む白色の顔料インクを用意した。インク中の有機溶剤は、実施例1と同一である。当該インクを用いて、実施例1と同一の条件にて印刷を行い、インクの乾燥後、離型紙が付いた状態の加飾接着シートの断面を光学顕微鏡にて観察し、その厚さ方向の顔料の分布を調べた。
【0032】
図5は、実施例2において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【0033】
図5の写真に示すように、インクに含まれる顔料は、熱溶着性樹脂シートの一方の面から離型紙の貼付面にまで達していた。しかし、厚さ方向に若干のムラが生じ、離型紙に近い側の顔料の量は、印刷面に近い側のそれよりも少なかった。実施例1と比較して検討した結果、実施例1,2間の顔料の分布状況の差は、主に、顔料の平均粒径の違いによるものではないかと考えられる。ただし、顔料にて形成される画像は、極めて高品質であり、加飾接着シートの伸縮を行っても、画像内に隙間が見られず、また画像内にひび割れ等も見られなかった。これは、顔料が熱溶着性樹脂シートの厚さ方向に比較的濃密に充填され、かつ当該シートの表面に偏在した層を形成していないからである。さらに、熱溶着性樹脂シートに親水性樹脂を含んでいないので、それを含むものと比べて透明性に優れていた。その結果、インクの色がほとんどそのまま加飾接着シート上でも表現できていた。
【産業上の利用可能性】
【0034】
本発明は、曲面あるいは凹凸面を有する成形体の加飾に利用できる。
【符号の説明】
【0035】
1 加飾接着シート
1a 表側の面
1b 裏側の面
2 熱溶着性樹脂シート
3 加飾エリア
4 顔料
5 離型シート
6 インク
【技術分野】
【0001】
本発明は、接着シートに加飾した加飾接着シートおよびその製造方法に関する。
【背景技術】
【0002】
曲面あるいは凹凸面を有する物品に加飾する方法の一つに、所望の加飾を施した樹脂シートを当該曲面や凹凸面に貼り付ける方法がある。かかる方法に用いる加飾シートの一例として、接着層、基材層、仮基材層をその順に積層した積層シートであって、その接着層を、融点80℃以下の樹脂から構成すると共にインク受容性を有する層とした接着性材料が知られている(例えば、特許文献1を参照)。また、熱可塑性樹脂からなる基材シートと、塩化ビニル−酢酸ビニル共重合体を含む感熱接着剤層とを積層してなる印刷シートの感熱接着剤層に、油性インクジェット方式で絵柄を印刷した化粧シートも知られている(例えば、特許文献2を参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−007637号公報
【特許文献2】特開2005−125651号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来から公知の接着性材料あるいは化粧シートのようなシートは、感熱接着性を有する接着層に加飾しているので、被着体に加温してこれを貼付するだけで、被着体への加飾が可能となる。しかし、かかるシートには、次のような問題がある。
【0005】
従来のシートを被着体の曲面や凹凸面に貼り付けると、シートは部分的あるいは全体的に伸張される。この際、画像内に隙間が出来、また、画像の境界となる稜線に小さな凹凸が生じ、画像の解像度が低下していた。加えて、画像に微細なひび割れが生じ、画像の品質が低下していた。また、特許文献2に開示される技術にみられるように、ホットメルト樹脂(疎水性樹脂)に、インク受容性を持たせるための親水性樹脂を混ぜた場合、シートが海島構造になる。この結果、シートの透明性が低下し、画像本来の色を出しにくくなると共に、画像の存在しない箇所でも被着体の本来の色や模様を出しにくくなるという問題が生じる。
【0006】
本発明は、上述の問題を解決するためになされたものであって、画像を高品質に表示でき、透明性に優れる加飾接着シートを提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を解決するための本発明の一形態は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散させた加飾接着シートであって、顔料を、体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートである。
【0008】
本発明の別の形態は、さらに、熱溶着性樹脂シートを、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂の群から選択される1または2以上の樹脂から成るシートとした加飾接着シートである。
【0009】
本発明の別の形態は、さらに、顔料の平均粒径を0.15μm以下とした加飾接着シートである。
【0010】
本発明の一形態は、疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散し、その顔料を体積換算にて平均粒径0.5μm以下の粒子とし、熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートの製造方法であって、一方の面に離型シートを備える熱溶着性樹脂シートの他方の面に、80〜95質量部の有機溶剤と1〜10質量部の顔料とを少なくとも混合して成るインクを供給してインクジェット方式にて印刷する印刷工程と、インクが離型シートに到達後に、離型シートと加飾接着シートとを分離する分離工程と含む加飾接着シートの製造方法である。
【発明の効果】
【0011】
本発明によれば、画像を高品質に表示でき、透明性に優れる加飾接着シートを提供できる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の実施の形態に係る加飾接着シートの斜視図である。
【図2】図2は、図1に示す加飾接着シートのA−A線断面図およびその一部Xの拡大図である。
【図3】図3は、図1に示す加飾接着シートの製造過程を模式的に示す図である。
【図4】図4は、実施例1において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【図5】図5は、実施例2において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【発明を実施するための形態】
【0013】
次に、本発明に係る加飾接着シートおよびその製造方法の好適な実施の形態について説明する。
【0014】
<1.加飾接着シートの構成>
図1は、本発明の実施の形態に係る加飾接着シートの斜視図である。図2は、図1に示す加飾接着シートのA−A線断面図およびその一部Xの拡大図である。
【0015】
この実施の形態に係る加飾接着シート1は、熱溶着性樹脂シート2の加飾エリア3の内部に顔料4を分散させたものである。
【0016】
(1)熱溶着性樹脂シート
熱溶着性樹脂シート2は、接着剤を介すことなく、それ自体を加温することにより被着体に溶着する樹脂製のシートである。この実施の形態に係る熱溶着性樹脂シート2は、疎水性の樹脂から成り、好ましくは、熱溶着性を発揮し得るのに十分な熱可塑性樹脂を含む。また、「疎水性」とは、水と共存する系において、水と相分離した状態の方が、相溶した状態よりも安定な性質を意味する。接触角の観点で定義すれば、一般的に、疎水性は、接触角が50度以上180度以下の範囲、好ましくは90度以上180度以下、より好ましくは135度以上180度以下となる性質をいう。また、極性基の割合の観点で定義すれば、一般的に、疎水性の樹脂は、酸素、窒素または硫黄のいずれかの原子を含む極性基(例えば、−OH、−COOH、−NH2基、−SO3H基)の1分子当たりの平均の合計数(Pn)と、樹脂の重量平均分子量(Mw)との比(Pn/Mw)が0.01以下、好ましくは0.005以下である。本明細書において、疎水性を示す樹脂は、「接触角が50度以上180度以下」および「(Pn/Mw)が0.01以下」の少なくともいずれか一方を満たす樹脂を意味する。
【0017】
熱溶着性樹脂シート2を構成する樹脂材料は、疎水性を示す樹脂から成るシートであれば、特に樹脂の種類に制限はないが、好適には、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂(EVA系樹脂)の内の1または2以上の組み合わせから成る。その中でも、特に、太陽光等によって黄変しにくい点で、アクリル系樹脂が好ましく、特に、アクリル変性エポキシポリマーがより好ましい。また、樹脂材料としては、環境に悪影響を与えない観点から、塩素を含まないものの方が好ましい。熱溶着性樹脂シート2を構成する樹脂材料は、親水性樹脂(上記疎水性の定義から外れる性質を持つ樹脂)を含まない。
【0018】
熱溶着性樹脂シート2の厚さは、12〜100μm、好ましくは20〜100μm、より好ましくは30〜50μmの範囲である。当該厚さが12μmより小さいと、加飾接着シート1の製造過程において、顔料4を含むインクを熱溶着性樹脂シート2に吐出して印刷している最中若しくは印刷後に、熱溶着性樹脂シート2が膨潤してしまい、加飾エリア3およびその近傍が突出する。膨潤を確実に防止する上では、当該厚さは20μm以上とするのが好ましく、さらには30μm以上とするのが好ましい。一方、当該厚さが100μmより大きくなると、加飾接着シート1の製造過程において気泡が入りやすく、かつ加飾接着シート1に基材シート等の1以上のシートを積層して3次元形状に成形する場合、その総厚が大きくなり過ぎて、剛性が高くなるため、成形が難しくなる。3次元形状の成形の自由度をより広げるには、当該厚さを50μm以下とするのが好ましい。
【0019】
(2)顔料
顔料4としては、加飾エリア3への配色に応じて、有機顔料若しくは無機顔料の1あるいは2以上を使用できる。有機顔料としては、例えば、アゾ系、アゾメチン系、ポリアゾ系、フタロシアニン系、キナクリドン系、アンスラキノン系、インジゴ系、チオインジゴ系、キノフタロン系、ベンツイミダゾロン系、イソインドリン系、イソインドリノン系、ジアセトアセトアリライド系などの顔料を好適に使用できる。また、無機顔料としては、例えば、酸化チタン、亜鉛華、酸化亜鉛、リトポン、酸化鉄、酸化アルミニウム、二酸化ケイ素、カオリナイト、モンモリロナイト、タルク、硫酸バリウム、炭酸カルシウム、シリカ、アルミナ、カドミウムレッド、べんがら、モリブデンレッド、クロムバーミリオン、モリブデートオレンジ、黄鉛、クロムイエロー、カドミウムイエロー、黄色酸化鉄、チタンイエロー、酸化クロム、ピリジアン、コバルトグリーン、チタンコバルトグリーン、コバルトクロムグリーン、群青、ウルトラマリンブルー、紺青、コバルトブルー、セルリアンブルー、マンガンバイオレット、コバルトバイオレット、マイカなどの顔料を好適に使用できる。これら有機顔料若しくは無機顔料は、単独あるいは複数混合して使用してもよい。
【0020】
黒色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントブラック7,26,28を使用できる。赤色あるいはマゼンタ顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントレッド3,5,19,22,31,38,43,48:1,48:2,48:3,48:4,48:5,49:1,53:1,57:1,57:2,58:4,63:1,81,81:1,81:2,81:3,81:4,88,104,108,112,122,123,144,146,149,166,168,169,170,177,178,179,184,185,208,216,226,257,ピグメントバイオレット3,19,23,29,30,37,50,88,ピグメントオレンジ13,16,20,36を使用できる。青あるいはシアン顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントブルー1,15,15:1,15:2,15:3,15:4,15:6,16,17−1,22,27,28,29,36,60を使用できる。黄色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントイェロー1,3,12,13,14,17,34,35,37,55,74,81,83,93,94,95,97,108,109,110,137,138,139,153,154,155,157,166,167,168,180,185,193を使用できる。白色顔料としては、カラーインデックスナンバーで例示すると、例えば、ピグメントホワイト1,2,4,5,6,7,11,12,18,19,21,22,23,24,26,27,28を使用できる
【0021】
顔料4の体積換算にて求められる平均粒径は、0.5μm以下であり、好ましくは0.15μm以下である。ここで、平均粒径は、コールター法によって測定される粒径を意味する。粒径の測定には、例えば、ベックマンコールター社製の装置(型番:N4PLUS)を好適に使用できる。平均粒径が0.5μmを超えると、顔料4を有機溶剤中に分散させたインクを、熱溶着性樹脂シート2の一方の面(表側の面)1aから供給した際、顔料4が当該シート2の厚さ方向に進行しにくくなり、熱溶着性樹脂シート2の厚さが100μmに近い場合に裏側の面1bに容易に到達しにくくなる。このため、顔料4の平均粒径は、0.5μm以下とする必要がある。さらには、熱溶着性樹脂シート2が12μmに近い場合でも、顔料4が当該シート2の裏側の面1bに到達するためには、平均粒径0.15μm以下とするのが特に好ましい。顔料4の平均粒径と、上述の熱溶着性樹脂シート2の厚さとの最適の組み合わせは、平均粒径0.15μm以下と厚さ30〜50μmの範囲である。
【0022】
(3)加飾接着シート
加飾接着シート1は、それ自体、表側の面1aおよび裏側の面1bの両面にて接着性を有しており、顔料4を分散させた加飾エリア3においても接着性を有する。顔料4は、顔料4を有するインクを供給した側の熱溶着性樹脂シート2の片面上に偏在せず、該シート2の厚さ方向のどの面で切っても存在するように、厚さ方向に移動する。このため、当該片面の加飾エリア3においても接着性が失われない。
【0023】
<2.加飾接着シートの製造方法>
図3は、図1に示す加飾接着シートの製造過程を模式的に示す図である。
【0024】
熱溶着性樹脂シート2の一方の面(裏側の面と称する)1bに離型シート5を備え、熱溶着性樹脂シート2の他方の面(表側の面と称する)1aの加飾エリア3の位置に、80〜95質量部の有機溶剤と1〜10質量部の顔料とを少なくとも混合して成るインク6を用いてインクジェット方式にて印刷する(印刷工程)。離型シート5は、二軸延伸ポリプロピレン(OPP)、離型処理を施したポリエチレンテレフタレートから成る樹脂シートの他、離型紙などの紙製のシートでも良い。
【0025】
インク6を構成する有機溶剤は、エーテル系溶剤、エステル系溶剤、アルコール系溶剤、ケトン系溶剤、炭化水素系溶剤、高級脂肪酸系溶剤などを好適に用いることができ、それらの内の1つのみを、あるいは複数を用いてもよい。有機溶剤としては、特に、ジエチルエーテル、テトラヒドロフラン、ジオキサン等のエーテル系溶剤;ラクトン、酢酸エチル、酢酸ブチル、酢酸イソプロピル等のエステル系溶剤;およびメタノール、エタノール、2−プロパノール、1−プロパノール、1−ブタノール、tert−ブタノール等のアルコール系溶剤の群から選ばれる1種若しくは2種以上の組み合わせが好ましい。有機溶剤は、顔料4に対する質量比率にて80/10〜95/1の範囲とするのが好ましく、さらには、85/5〜93/3の範囲とするのが好ましい。インク6は、少なくとも顔料4と有機溶剤を含み、さらに、顔料4の分散性を高めるための分散剤の他、界面活性剤、樹脂、膜物性調整剤等を含んでいても良い。
【0026】
印刷工程の後、インク6が離型シート5に到達すると、離型シート5と加飾接着シート1とを分離する(分離工程)。この結果、表側の面1aと裏側の面1bの両面とも、加飾エリア3を含めた全面において接着性を保持する加飾接着シート1を得ることができる。
【実施例】
【0027】
次に、本発明の実施例について説明する。
【0028】
<実施例1>
加飾接着シートの基材となる熱溶着性樹脂シートには、縦300mm×横240mmの日立化成ポリマー製の型番:YT−452を用いた。この熱溶着性樹脂シートは、厚さ約50μmのアクリル系樹脂から成り、その片面に厚さ約150μmの離型紙を備え、両面に熱溶着機能を持つシートである。インクとしては、平均粒径0.1μmのキナクリドン系顔料3質量部と有機溶剤93質量部とを少なくとも含むマゼンタ色の顔料インクを用意した。インク中の有機溶剤は、ジエチレングリコールジエチルエーテル55〜60質量部と、γ−ブチロラクトン10〜20質量部と、テトラエチレングリコールジメチルエーテル10〜20質量部と、テトラエチレングリコールモノブチルエーテル1〜5質量部を混合して成る。片面に離型紙を付けた熱溶着性樹脂シートをプリンタ(セイコーエプソン株式会社製、型番:GS6000)にセットして、上記インクを用いたインクジェット方式により、熱溶着性樹脂シートの離型紙と反対側の面に印刷した。インクの乾燥後、離型紙が付いた状態の加飾接着シートの断面を光学顕微鏡にて観察し、その厚さ方向の顔料の分布を調べた。
【0029】
図4は、実施例1において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【0030】
図4の写真に示すように、インクに含まれる顔料は、熱溶着性樹脂シートの一方の面から離型紙の貼付面にまで達するように、厚さ方向にほとんどムラなく存在していた。顔料にて形成される画像は、極めて高品質であり、加飾接着シートの伸縮を行っても、画像内に隙間が見られず、また画像内にひび割れ等も見られなかった。これは、顔料が熱溶着性樹脂シートの厚さ方向に濃密に充填され、かつ当該シートの表面に偏在した層を形成していないからである。さらに、熱溶着性樹脂シートに親水性樹脂を含んでいないので、それを含むものと比べて透明性に優れていた。その結果、インクの色がほとんどそのまま加飾接着シート上でも表現できていた。
【0031】
<実施例2>
熱溶着性樹脂シートには、実施例1と同一のシートを用いた。インクとしては、平均粒径0.17μmの酸化チタン系顔料3質量部と有機溶剤93質量部とを少なくとも含む白色の顔料インクを用意した。インク中の有機溶剤は、実施例1と同一である。当該インクを用いて、実施例1と同一の条件にて印刷を行い、インクの乾燥後、離型紙が付いた状態の加飾接着シートの断面を光学顕微鏡にて観察し、その厚さ方向の顔料の分布を調べた。
【0032】
図5は、実施例2において、離型紙付き加飾接着シートの断面を示す光学顕微鏡写真(倍率:150倍)である。
【0033】
図5の写真に示すように、インクに含まれる顔料は、熱溶着性樹脂シートの一方の面から離型紙の貼付面にまで達していた。しかし、厚さ方向に若干のムラが生じ、離型紙に近い側の顔料の量は、印刷面に近い側のそれよりも少なかった。実施例1と比較して検討した結果、実施例1,2間の顔料の分布状況の差は、主に、顔料の平均粒径の違いによるものではないかと考えられる。ただし、顔料にて形成される画像は、極めて高品質であり、加飾接着シートの伸縮を行っても、画像内に隙間が見られず、また画像内にひび割れ等も見られなかった。これは、顔料が熱溶着性樹脂シートの厚さ方向に比較的濃密に充填され、かつ当該シートの表面に偏在した層を形成していないからである。さらに、熱溶着性樹脂シートに親水性樹脂を含んでいないので、それを含むものと比べて透明性に優れていた。その結果、インクの色がほとんどそのまま加飾接着シート上でも表現できていた。
【産業上の利用可能性】
【0034】
本発明は、曲面あるいは凹凸面を有する成形体の加飾に利用できる。
【符号の説明】
【0035】
1 加飾接着シート
1a 表側の面
1b 裏側の面
2 熱溶着性樹脂シート
3 加飾エリア
4 顔料
5 離型シート
6 インク
【特許請求の範囲】
【請求項1】
疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散させた加飾接着シートであって、
上記顔料は、体積換算にて平均粒径0.5μm以下の粒子であり、上記熱溶着性樹脂シートの厚さ方向の全ての位置に存在し、
上記加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有することを特徴とする加飾接着シート。
【請求項2】
前記熱溶着性樹脂シートは、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂の群から選択される1または2以上の樹脂から成ることを特徴とする請求項1に記載の加飾接着シート。
【請求項3】
前記顔料の前記平均粒径は、0.15μm以下であることを特徴とする請求項1または請求項2に記載の加飾接着シート。
【請求項4】
疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散し、その顔料を体積換算にて平均粒径0.5μm以下の粒子とし、上記熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、上記加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートの製造方法であって、
一方の面に離型シートを備える上記熱溶着性樹脂シートの他方の面に、80〜95質量部の有機溶剤と1〜10質量部の上記顔料とを少なくとも混合して成るインクを供給してインクジェット方式にて印刷する印刷工程と、
上記インクが上記離型シートに到達後に、上記離型シートと上記加飾接着シートとを分離する分離工程と、
含むことを特徴とする加飾接着シートの製造方法。
【請求項1】
疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散させた加飾接着シートであって、
上記顔料は、体積換算にて平均粒径0.5μm以下の粒子であり、上記熱溶着性樹脂シートの厚さ方向の全ての位置に存在し、
上記加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有することを特徴とする加飾接着シート。
【請求項2】
前記熱溶着性樹脂シートは、ウレタン系樹脂、アクリル系樹脂、ポリエステル系樹脂、エポキシ系樹脂、ポリアミド系樹脂およびエチレン酢酸ビニル共重合樹脂の群から選択される1または2以上の樹脂から成ることを特徴とする請求項1に記載の加飾接着シート。
【請求項3】
前記顔料の前記平均粒径は、0.15μm以下であることを特徴とする請求項1または請求項2に記載の加飾接着シート。
【請求項4】
疎水性の樹脂から成る厚さ12〜100μmの熱溶着性樹脂シートの加飾エリアの内部に顔料を分散し、その顔料を体積換算にて平均粒径0.5μm以下の粒子とし、上記熱溶着性樹脂シートの厚さ方向の全ての位置に存在せしめ、上記加飾エリアを含む厚さ方向表側の面および裏側の面の両面にて接着性を有する加飾接着シートの製造方法であって、
一方の面に離型シートを備える上記熱溶着性樹脂シートの他方の面に、80〜95質量部の有機溶剤と1〜10質量部の上記顔料とを少なくとも混合して成るインクを供給してインクジェット方式にて印刷する印刷工程と、
上記インクが上記離型シートに到達後に、上記離型シートと上記加飾接着シートとを分離する分離工程と、
含むことを特徴とする加飾接着シートの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−171314(P2012−171314A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−38098(P2011−38098)
【出願日】平成23年2月24日(2011.2.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月24日(2011.2.24)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]