
励起発色のカラーコードとその解読方法
【課題】通常の使用環境下である可視光の下では実質的に無色であるのでその情報内容を識別できない励起発色のカラーコードを提供する。
【解決手段】可視光の下では実質的に無色であり且つ所定の情報が内在するカラーコードについて、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される。
【解決手段】可視光の下では実質的に無色であり且つ所定の情報が内在するカラーコードについて、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通常の使用環境下である可視光の下では実質的に無色であるのでその情報内容を識別できない励起発色のカラーコードに関し、且つそのカラーコードを正確に解読する方法に関する。
【背景技術】
【0002】
一次元バーコードを用いるPOS(販売時点情報管理システム)は、流通業において、小売店の店頭で商品の販売動向をオンラインで継続的にチェックし,在庫管理、マーチャンダイジング、物流システムなどを統合的に管理するシステムである。POSは、一連のハードウェアとソフトウェアからなり、値札やタグに白黒で縦縞のバーコードをプリントし、メーカー(仕入先)、品番、エラーチェックなどの情報が組み込まれている。バーコードは、全国的に統一化が進められ、POSターミナル読取用の値札付作業をメーカーや問屋の工程で行うソースマーキングが普及している。バーコードのデータは,値札から読取装置とキャッシュレジスタ兼用のPOSターミナルで読み取り、店舗内ミニコンピュータを経てオンライン接続の本部のホストコンピュータという一連の流れによって集計される。
【0003】
旧来型の一次元バーコードは、きわめて高い印刷精度が要求され、OCR(光学的文字読取装置)やスキャナを用いて接写によって読み取ることが必要であり、カメラ付き携帯電話機やウェブカメラで読み取ることは不可能である。この一次元バーコードは、原板当たりのコストが相当に割高でランニングコストが高く、情報の書き込みや読み取りが水平方向という一方向のみであり、取り扱える情報量がさほど多くない。これに対し、QRコード(商標名)やカルラコード(商標名)のような二次元バーコードは、書き込みおよび読み込みが面で行われ、2000バイト以上という大量の情報を持たせることができるので、日本語の取り扱いも可能である。また、かなり強力な誤り訂正機能を盛り込むことができ、バーコード印刷面に多少の誤差や汚れがあっても読み取ることができる。特に、QRコードは、モバイルマーケティングにおいて「URLや空メールを携帯電話で入力するのが非常に面倒である」という単純で最大の課題を解決するため、携帯電話機に2004年夏頃からQRコードリーダーが搭載され始めている。現在では、雑誌・新聞広告や折込チラシ、商品パッケージなどにQRコードを見かけるようになり、今後発売される携帯電話機の多くがQRコード対応になるものと予測されている。
【0004】
一方、特開2001−319200号で提案されたカラーコード(カラージップメディア社所有の商標名)は、実質的に三次元バーコードに相当するカラーパターンをコード化している二次元カラーコードであり、サイズ幅が3mmから無限大まで表示可能であり、デザインとスタイルの組み合わせに柔軟性がある点で一次元および二次元バーコードよりも遙かに優れている。この二次元カラーコードは、読み取りに際して、従来のような正面からの接写でなくてもよく、離れた場所において最大視野角150度の斜めから読み取り可能であり、二次元バーコードよりも遙かに高い柔軟性を有する。このため、カラーコードは、テレビ画面、ポスター、看板、織物生地などの多岐にわたって表示可能であり、データ読み取り機器として、低解像度のカメラ付き携帯電話機、ウェブカメラ、PDA(携帯情報端末)なども使用することができる。このような利点を勘案すると、二次元カラーードであるカラーコードは、今後、一次元および二次元バーコードよりも幅広い利用法が予測され、情報化社会において主役となるべき役割を果たす可能性を秘めている。
【特許文献1】特開2001−319200号公報
【特許文献2】特開平7−92911号公報
【特許文献3】特開平8−325886号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
二次元カラーコードは、多色に着色されるうえにデザイン性が高く、風景、動植物、建物、幾何学模様などに模したコードを製作することができるけれども、基本的に矩形のコードイメージ部分の中に形成されることを要し、その色彩の数と着色場所に一定の制限が生じる。この種のバーコード類は、所要のデータを容易または長期間取得するために、デザイン性の高い繊維製品や機器本体などに直接プリントするならば、その形成場所にデザイン上の違和感が生じることを回避できない場合もある。このような場合において、たとえカラーコードを繊維製品や機器本体などに直接プリントしても、そのカラーコードが通常の状態では人目につかないならば、その用途をよりいっそう拡大できる可能性が生じる。
【0006】
また、二次元カラーコードをラベル、値札やタグなどにプリントし、繊維製品に取り付けると、前記のPOSにも当然適用できる。繊維製品に関して、近年、著名ブランドの商品に人気が集中するとともに、そのブランドおよびバーコードを不正使用した類似商品が市場に大量に出回っている。これにより、ブランド商品の売り上げを阻害するだけでなく、ブランド商品の品質に対する信用を失墜させる事態が頻発している。この種の類似商品は、衣料品に関する染色技術および縫製技術の高度化に伴ってブランド商品と酷似し、専門の取引業者でもブランド商品と識別することが困難である場合が多い。これらの繊維製品について、不当な類似商品を早期に摘発するために、現在、種々の摘発方法が提案されている。その一例として、特開平7−92911号では、無機または有機の蛍光体を混入した発光糸を通常の糸とともに織成した織ラベルを製造する。この織ラベルを衣料品に縫着することにより、必要時に紫外線を該ラベルに照射すると、発光糸の存在の有無によって模造品か否かを識別できる。特開平7−92911号は、赤色、青色、緑色の蛍光体を単独または組み合わせて織り込み、織ラベルだけでなく布地全体に織り込む場合もあり、特開平8−325886号でも、赤色、青色または緑色に発光する紫外線蛍光体を用いている。
【0007】
この偽造防止ラベルは、繊維業界では既に認知されており、特定の紫外線蛍光糸が織り込まれたことが公知になるまで真贋判定の効果を有する。この偽造防止ラベルでは、特開平7−92911号のように赤色、青色、緑色の蛍光体を組み合わせて織り込み、たとえその発光色や織り込み位置にメーカー名や品番などの情報を組み込みできたとしても、一次元バーコード並みの情報量を組み込むことは不可能であり、プライスのような複雑な情報を入れることは到底できない。このため、この偽造防止ラベルは、赤色、青色、緑色の紫外線蛍光糸を組み合わせて用いても、組み込み可能な情報量が比較的少ないことにより、輸出入商品が増加してラベル使用を希望するメーカーが急増しても、全てのメーカーの要望に対応することができず、ラベル使用先が限定されることになってしまう。
【0008】
本発明は、前記のカラーコードを改善してその用途をさらに拡げるために提案されたものであり、通常の使用環境下では識別できない励起発色のカラーコードを提供することを目的としている。本発明の他の目的は、多量の情報を組み込むと同時に偽造防止の機能も有する励起発色のカラーコードを提供することである。本発明の別の目的は、織り込み模様のような凹凸のある不鮮明なコード面でも正確に読み取ることができる励起発色のカラーコードの解読方法を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る励起発色のカラーコードは、可視光の下では実質的に無色であり且つ所定の情報が内在する。本発明のカラーコードは、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される。
【0010】
本発明のカラーコードにおいて、各データセルおよびパリティセルを含む各セルは、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色する。また、茶色で入力されたセルをプログラムで黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されると好ましい。
【0011】
本発明に係る繊維製品は、紫外線および/または赤外線の照射によって発光する蛍光糸を縦糸または横糸に用いて織成する。本発明の繊維製品は、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが織り込まれている。
【0012】
本発明の繊維製品では、蛍光糸を横糸として織り込み、複数種の蛍光糸によって所定のカラーコードを織り出すと好ましい。本発明の繊維製品は、例えば、織ラベル、ユニフォーム、スポーツウェアまたはブランド衣料などである。
【0013】
本発明に係るシート製品は、紫外線および/または赤外線の照射によって発光する蛍光インクを使用して印刷する。本発明のシート製品は、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが支持体上に印刷されている。
【0014】
本発明のシート製品は、例えば、プリントラベル、紙ラベル、ステッカー、タグ、値札、荷札、転写ラベルまたは転写シールなどである。
【0015】
本発明に係るカラーコードの解読方法は、紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージに含まれた背景イメージを検出し、背景イメージを除外してコードイメージ領域を抽出する工程と、前記コードイメージ領域からコードイメージを最適化する工程と、該コードイメージ領域に含まれたセルを判別する工程と、各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含んでいる。
【0016】
また、本発明に係るカラーコードの解読方法は、紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージからノイズを除去してヒストグラムを作成する工程と、このヒストグラムから素材タイプを判別し、素材タイプに応じたフィルタ処理を行う工程と、原イメージに含まれた背景イメージを除外してコードイメージ領域を抽出する工程と、該コードイメージ領域に含まれたセルを判別する工程と、前記各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むことも可能である。
【0017】
本発明のカラーコードの解読方法において、原イメージには、紫外線および/または赤外線の照射によって、少なくとも赤色、青色、緑色または茶色のいずれかに発光する複数のセルからなるコードイメージ部分を含んでいる。本発明の解読方法では、コードイメージ領域を抽出して所定のカラーを取得した後に、茶色で入力されたセルを黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されていると好ましい。
【0018】
本発明のカラーコードの解読方法に関して、偽造防止のカラーコードでは、真正のコードイメージに対して、黒色のセルを茶色に変換し、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換している。これによって、偽造防止のカラーコードはカラー置換しないとデコーダによるコード解析が不可能である。本発明の解読方法では、偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことにより、デコーダによるコード解析が可能となる。
【0019】
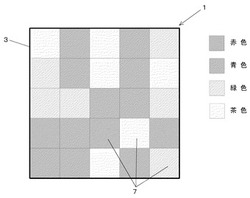
本発明を図面によって説明すると、図1に示すカラーコード1は、例えば、高輝度の紫外線発光・受光デバイスのようなイメージ読取り装置2(図6)または公知のブラックライトによって、不可視光線である紫外線および/または赤外線を照射することによって励起発色する矩形のコードイメージ部分3からなる。コードイメージ部分3は、少なくともデータセル5(図4)およびパリティセル6(図4)を含む複数のセル7で構成し、その数は用途に応じて適宜選択すればよい。コードイメージ部分3の平面寸法は、読取り装置2で識別可能であってその受光素子14の大きさに対応させ、通常、一辺が5〜12mmの矩形であると好ましい(図7参照)。
【0020】
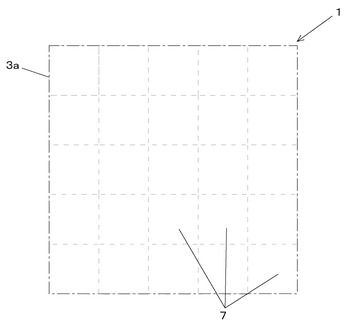
一方、カラーコード1に紫外線や赤外線を照射しない場合には、コードイメージ部分3は、各セル7が発色せずに実質的に無色の部分3a(図2)になる。無色の部分3aは、通常の状態ではその存在を視認することが困難である。
【0021】
カラーコード1におけるコードイメージ部分3は、紫外線で励起するだけでなく、赤外線で励起発色するような蛍光物質を含有させてもよく、紫外線および赤外線のいずれでも全セル7または一部のセルが励起発色するように構成してもよい。コードイメージ部分3の外枠および各セル7間の境界は、励起発色時において明確化し、それぞれを区分けできる。コードイメージ部分3の全体および各セル7について、その平面形状は矩形が一般的であるが、面取り四角形、格子状配置、着色アルファベット集合体、ロゴキャラクタ集合体などにすることも可能である。
【0022】
データセル5およびパリティセル6を含む各セル7は、励起発色が複数であることを要し、望ましくは赤色、青色、緑色を含む4色またはそれ以上の発色数である。図1に例示するように、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色させ、さらに黄色や桃色の励起発色を加えるかまたはこれらの色を他の色と交換して使用してもよい。図1に示すカラーコード1は、例えば、赤色、青色、緑色、黒色で構成されているが、紫外線または赤外線で黒色に励起発色する蛍光物質は存在しないので、解読処理において茶色を黒色に変換して解析することを要する。
【0023】
図1では、所定の情報を最終的に解析コンピュータ8(図6)において解読可能なイメージで形成したコードイメージ部分3の一構成例を示し、該部分は少なくとも複数のデータセル5およびパリティセル6を有する。データセル5は、情報の内容によって励起発色が異なるようにエンコーディングされて表示され、一方、パリティセル6は、データセル5の認識エラーを検査するために形成される。また、コードイメージ部分3には、図示しないけれども、参照セルおよび制御セルを含んでいてもよい。この場合、参照セルは、データセルの励起発色を判断するための基準発色を提供し、且つ制御セルはデータセルに表示された情報を用いて提供される命令やサービスを表示すればよい。
【0024】
データセル5は、その各々が1文字のような情報を示すように構成しても、または多数のデータセルセットで1または2以上の情報を示すように構成してもよい。例えば、文字「A」を励起赤色のセル1個で表示したり、励起赤色と緑色の2個のセルで表示することも可能である。データセル5に含まれる情報は、文字、数字、記号より形成され、使用者の名前、住所、電話番号、FAX番号、ネットワークのホストアドレス、インターネットのドメイン名やIPアドレス、URL、プロトコルまたは文書名などであり、使用者の必要によって多様な組み合わせが可能である。
【0025】
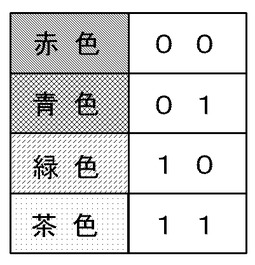
この一例として、図3では、4色の励起発色(但し、茶色を黒色に変換)で2ビットに相当させる。各セル7が4つの色相中の何れかを有するならば、1個のセル7で2ビットのデータを表現でき、連続する4個のセル7で1文字を表示するように定義すれば8ビットになり、256文字を表現できる。一方、例えば、8色の励起発色を用いてコードイメージを生成するならば、1文字や数字を示すために連続する2セルを使用し、8色について「000」から「111」までのコード値を割り当て、各文字を2色でエンコーディングすればよい。この際に、数字「3」にコード値「000011」を割り当てると、コード値「000」に割り当てられた色(例:黒色)とコード値「011」に割り当てた色(例:シアン色)でエンコーディングすることになり、黒色とシアン色で連続する2個のセルでイメージ化される。これらを表示したコード変換表で目的情報に含まれる文字や数字をコード値に変換した後に、そのコード値に対応するカラーを四角形セルの組合せである矩形マトリックス状で表現できる。
【0026】
一方、パリティセル6は、目的情報の内容に対応して励起発色がデータセルに適合して表現されているかどうかを判別するために使用する。パリティセル6について、データセルに表示された色彩に対応して規定されたコード値によってパリティデータを求め、該パリティデータに対応する励起発色でパリティセルを形成する。パリティセル6が、コードイメージであるコードイメージ部分3内に位置する例を図4および図5に示す。図4および図5は、四角マトリックス状コードイメージの場合に、パリティセル6がコードイメージ内に位置する例であり、このコードイメージが円形などの他の平面形状でも同様に適用できる。
【0027】
図4または図5において、パリティセルPmnで表示された以外のセルDmnは、通常はデータセルであり、場合によっては参照セルまたは制御セルであってもよい。図4では、同列にあるセルに対するパリティ情報を有するパリティセルが最右側および最下側の列に表示している。例えば、D11、D12、D13、D14セルに対するパリティセルはP1rであり、同時に同行のD11、D21、D31、D41セルに対するパリティセルはPc1であり、交点のパリティセルPcrは位置認識のためのポジションセルである。図4に示すパリティ領域は、例えば、図1に示すカラーコード1に適用できる。
【0028】
図5は、同列にあるセルに対するパリティ情報を有するパリティセルが対角線方向に表示されている。同様に、同列にあるセルに対するパリティ情報を有するパリティセルを最右側または最左側だけに表示したり、同行にあるセルに対するパリティ情報を有するパリティセルを最下側または最上側の行だけに表示することもでき、さらに別の表示手段を選択してもよい。
【0029】
パリティセル6に表示される励起発色を選定する手段の一例を説明すると、1個のパリティセルは、同一列または同一行に配置したデータセルが有するコード値の排他的論理和(XOR)演算の結果で得たコード値を有する。偶数パリティ方式を使用する場合には、演算結果値が直ちにコード値になり、そのコード値に該当する励起発色でパリティセルを形成する。奇数パリティ方式を使用する場合には、演算結果値の各ビットの補数値を求め、その値に該当する励起発色でパリティセルを形成する。例えば、図3に示したコード変換表を用いてパリティセルに表示される励起発色を求めるならば、データセルD11、D12、D13、D14の励起発色が黒色(茶色)、赤色、緑色、緑色の場合には、そのコード値は11、00、10、10になる。
【0030】
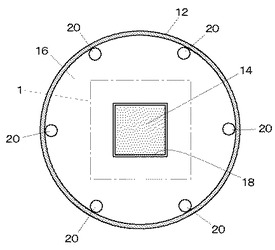
図6は、図1に例示のカラーコード1から励起発色のコードイメージ部分3を受光できるイメージ読取り装置2の一例を示し、該装置で認識した情報を解析コンピュータ8に送信し、図8のフローチャートに基づいて該コンピュータによってプログラム処理を行う。イメージ読取り装置2は、L字形または直線状の筒体10からなり、該筒体の前方に円筒形のカバー12を取り付ける。カバー12は、カラーコード1の平面寸法よりも大きい下端部内寸を有する。カバー12の内部において、筒体10の前端面に受光素子14を水平に固着し、該受光素子の下方にフィルタシート16を取り付ける。フィルタシート16には、受光素子14の平面形状に対応する孔18が設けられている。
【0031】
図7に示すように、フィルタシート16の下側において、複数個の発光ダイオード(LED)20をカバー12の内周方向に等間隔に取り付ける。図7では、LED20の数は6個である。各LED20は、特定波長の紫外線または赤外線を放出する。所望に応じて、LED20についてレンズを配置したり、散光板などを取り付けてもよい。イメージ読取り装置2は、通常、USBインターフェイスによってコード21を介して解析コンピュータ8に接続することが可能である。
【0032】
イメージ読取り装置2は、物理的な媒体に表示されたカラーコード1について、LED20による紫外線および/または赤外線の照射によってコードイメージ部分3を励起発色させ、これを受光素子14で判読して解析コンピュータ8に送信し、「コードイメージ」を含む物理的に表されたカラーイメージを取得する。つまり、イメージ読取り装置2は、物理的に表現されたイメージを読み取り、解析コンピュータ8で電子的に処理できるイメージデータ形態に変換する。このコードイメージは、最終的に抽出しようとするコード情報をイメージ形態で表現するものである。この際に、イメージ読取り装置2の出力信号は、コードイメージ部分を含む「原イメージ」であり、この原イメージは解析コンピュータ8で処理できるイメージファイル形態で構成され、通常、原イメージにはコードイメージとともにノイズや影が含まれている。
【0033】
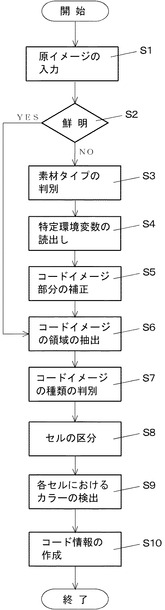
図8を参照して解析コンピュータ8におけるプログラム処理について説明すると、ステップS1において、イメージ読取り装置2が励起発色でコードイメージ部分3を読み取り、取得した原イメージを解析コンピュータ8に送信入力する。ステップS2において、原イメージが鮮明であるならば直接ステップS6に移行し、環境変数および/またはカラーモードのようなパラメータに基づいて、原イメージから、該原イメージに含まれた背景イメージを検出し、この背景イメージを除外してコードイメージ領域を抽出する。
【0034】
ステップS2において励起発色のコードイメージ部分3が所定値よりも不鮮明である場合には、原イメージから直接コードイメージ領域を抽出しないで、ステップS3〜S5において、適宜のフィルタ処理を介在させてコードイメージ部分を補正する。コードイメージ部分3が不鮮明な場合とは、例えば、部分的に織り込んだ蛍光糸などで凹凸のある織物上にカラーコード1を表現したり、または蛍光糸または蛍光インクに含まれる蛍光物質自体の励起発色が弱いときなどである。これらの場合には、ステップS3において、原イメージからまずコードイメージ部分3から発光と関係のないノイズを除去してヒストグラムを作成し、このヒストグラムの特性に基づいて素材タイプを判別する。この素材タイプは、カラーコード1を形成した織物のタイプまたは蛍光糸や蛍光インクに含まれる蛍光物質のタイプを意味する。さらに、原イメージに対して、素材タイプに応じたフィルタ処理を行うことにより、不鮮明なコードイメージ部分3からコードイメージ領域を正確に抽出することができる。
【0035】
解析コンピュータ8の制御部では、コードイメージ部分3が所定値よりも不鮮明な場合に、作成したヒストグラムの特性に基づいて素材タイプの種類を選択し、その素材タイプに適合する特定環境変数を読み出す(ステップS4)。各素材タイプの特定環境変数は、あらかじめメモリに保存されている。次に、読み出した特定環境変数をフィルタ部に伝送する。
【0036】
コンピュータ8のフィルタ部において、原イメージから認識された不鮮明なコードイメージ部分を特定環境変数によって補正し、コードイメージ部分のカラーを標準カラーに変換し、標準カラーで表示されたコードイメージ部分を生成する(ステップS5)。ここで、標準カラーとは、コードイメージの生成時に文字、数字または記号に対応して設定されたカラーをいう。したがって、実際に認識されたカラーを標準カラーへ変換することにより、コード変換表を適用したコード情報の抽出が可能となる。
【0037】
ステップS6におけるコードイメージ領域の抽出では、例えば、下記の処理を行うと好ましい。まず、原イメージが入力された状況において、その輝度に基づいて設定された白黒環境変数を基準として原イメージを白黒イメージに変換する。白黒イメージにおける背景イメージ部分を、コード情報を表示するために使われたカラー以外の特有の背景カラーに設定する。次に、白黒イメージにおける背景カラーの部分に対応する原イメージの部分を背景カラーにセットし、コードイメージ部分3と背景部分とを区分することにより、原イメージからコードイメージ領域を抽出する。白黒イメージを利用することにより、コードイメージ領域を抽出するのに必要な演算過程を減らすことができる。
【0038】
ステップS7において、原イメージからコードイメージと関連する情報を生成し、コードイメージの形態、位置または種類を判別する。次に、ステップS8において、コードイメージに含まれたセル数、形態及び位置を判別し、これに基づいてコードイメージ領域に含まれたセルを区分して判別した後に、ステップS9において各セルに表示されたカラーを検出する。所望に応じて、原イメージを獲得する当時の周囲環境を考慮して環境変数を設定し、原イメージから認識されたカラーを環境変数によって最適化することにより、本来のカラーを正確に取得することができる。
【0039】
前記の環境変数は、イメージ内の各ピクセルのカラーを正確に判読するために設定する。例えば、環境変数は、RGBモードのR、G、BまたはHSVモードのH、S、Vまたはこれらの組合せで設定でき、原イメージが読み出された励起発色の環境を考慮して、原イメージから認識されたカラー値を正規化するために規定されている。換言すれば、カラー環境変数の値を原イメージの各画素のカラー値に対して加減算する。カラー値の例として、RGBカラーモードのR(赤)、G(緑)、B(青)、HSVカラーモードのH、S、V(明るさ)、CMYKカラーモードのC(シアン)、M(マゼンタ)、Y(黄)、B(黒)に対する値などが例示できる。多様な作業環境を考慮して、原イメージに表示されたカラーは、そのイメージが読み出された励起発色の環境に合わせて調整され、本来のカラーが取得される。
【0040】
解析コンピュータ8のデータベースには、全般的な環境とその環境によって設定されるべき環境変数との間の関係に関するデータが保存され、実際の作業環境に対してあらかじめ設定されたデータを読み出すことによって環境変数を利用できる。イメージ読取り装置2の光学特性および周辺状況などを分析することにより、イメージ読取り装置2によって読み出されたカラーを本来のカラーに補正するように、且つコードイメージを背景と区分できるように環境変数を実験的に設定し、これによって使用機器や作業環境の影響を排除し、誤差なしに本来のカラーを認識させる。
【0041】
各セルにおけるカラーを取得した後に、個々のセルにおいて、励起発色しない黒色に対応するカラーを選択し、これを黒色に変換する。例えば、励起発色が赤色、青色、緑色および茶色である場合には、茶色を黒色に変換することによって、コードイメージ領域を赤色、青色、緑色および黒色で構成することになる。
【0042】
抽出したコードイメージ領域が偽造防止の機能を有していると、そのカラーコードは特定のカラー置換しないとデコーダによる解析が不可能である。偽造防止のカラーコードでは、真正のコードイメージに対して、各セルにおいて取得したカラー2種を相互に置換している。例えば、励起発色が赤色、青色、緑色、茶色の4色である場合には、茶色のセルを黒色に変換するとともに、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換する。このため、偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことが必要であり、これによって初めてデコーダによるコード解析が可能となる。
【0043】
ステップS10において、コンピュータ8のデコーダにカラーデータを入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換する。解析コンピュータ8では、例えば、コード設定部において、個々の情報を表示する文字、数字または記号を規定し、それに対応するカラーとの関係を記憶する。解析コンピュータ8のコード変換部であるデコーダは、コード設定部から提供される関係に基づいて、コードイメージの各セルに表されたカラーから、それに対応する文字、数字または記号を抽出してコード情報を生成する。
【0044】
コード解読者は、データ領域における生成コード情報から多様なサービスを受けることができる。例えば、織ラベルに励起発色のカラーコード1が形成され、該ラベルが縫着された衣料品の品番、製造業者、商標名がコードイメージで記録されていれば、そのコードイメージを解析コンピュータで解読した後に、そのコンピュータに回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得したり、クレーム情報を送信できる。また、企業従業員の名刺にインターネットのホームページアドレスが励起発色のカラーコード1に記録されていれば、そのコードイメージをコンピュータで解読した後、そのコンピュータに連結されたサーバーコンピュータのウェブブラウザを実行させ、そのホームページに接続するようにプログラミングできる。インターネットの電子メールアドレスがカラーコード1に記録されていれば、そのコードイメージをコンピュータで解読した後に、そのコンピュータのメーリングソフトウェアを実行させてその電子メールアドレスにメールを送信できる。
【発明の効果】
【0045】
本発明に係る励起発色のカラーコードは、通常の使用環境下において、可視光の下で実質的に無色であるのでその識別が不可能で、場合によっては存在自体が不明である。このカラーコードの解読時には、高輝度のブラックライトやイメージ読取り装置などで紫外線および/または赤外線を照射することにより、カラーコード部分を励起発色させると識別が可能となる。本発明のカラーコードは、通常の使用環境では識別できないことにより、デザイン性の高い繊維製品や機器本体などに直接プリントしても、その形成場所が人目につかないのでデザイン上の違和感が生じることがなく、本発明によってカラーコードの用途をよりいっそう拡大できる。
【0046】
本発明のカラーコードは、通常の使用環境下で識別と存在が不可能であることにより、織ラベルに織り込んだり、値札やタグなどにプリントしておくと、高輝度の紫外線放射器を用いて励起発色させることを要するため、特定の紫外線放射器の使用とカラーコードの有無やカラーパターンから真贋を判定でき、該カラーコードが偽造防止の機能を有することになる。偽造品が発生することが多い繊維業界、カバン業界、装飾品業界などにおいて、本発明のカラーコードを有する織ラベル、値札、タグなどを著名ブランド商品に取り付けると、偽造品を容易に摘発することができる。しかも、本発明のカラーコードは、カラーパターンをコード化している実質上の三次元バーコードであり、書き込みおよび読み込みをカラーパターンを加えた三次元で行うことにより、数億バイトという大量の情報を持たせることもでき、該カラーコードに商品のシリアル番号の情報を持たせてもよい。
【実施例1】
【0047】
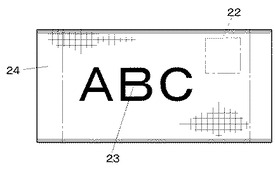
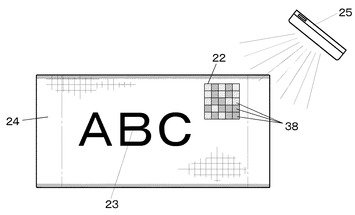
次に、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。図9および図10には、励起発色のカラーコード22および適宜の図柄や文字23を織り込んだ織ラベル24を図示する。図9において、カラーコード22は可視光下で実質的に無色であり、太陽光や蛍光灯光のような可視光下で視認することができない。一方、図10において、公知のブラックライト25またはイメージ読取り装置2(図6)などで紫外線を照射すると、カラーコード22が励起発色して識別可能となる。
【0048】
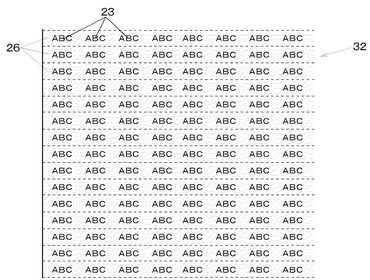
織ラベル24は、織テープ26(図11)を横方向に1枚ずつ寸断して製造する。織テープ26は、図12に示すように、レピア織機などの高速の広幅織機28を用いて、多数本の縦糸29に対して、横糸30として4種の紫外線蛍光糸または通常糸を織り込み、得た広幅織物32を図11の点線に沿ってホットナイフ34で帯状にヒートカットして多数本同時に製造する。所望に応じて、織テープ26は、ニードル織機などの細幅織機を用いて1本ずつ織成することも可能であり、この場合には帯状のヒートカットは不要である。横糸30において、4種の紫外線蛍光糸は、所定のカラーコード22を表示するために織り込み、通常糸である着色糸は、所定の図柄や文字23を表示するために織り込む。
【0049】
織テープ26において、横糸30の蛍光糸は、紫外線を照射しない時は実質的に無色であり、これは可視光下において発光の判別を阻害しない程度である白色や淡色でもよい。織テープ26の縦糸29は、無彩色であることが望ましく、晒し処理を行う場合には無蛍光晒しであることを要する。
【0050】
織テープ26を寸断した織ラベル24には、図10に例示するように、横糸30として、発色が異なる4種の紫外線蛍光糸が織り込まれ、励起発色のカラーコード22を織り出している。紫外線蛍光糸30は、例えば、粒径が約4〜7μmである無機の蛍光体を樹脂に練り込んでフィラメントを紡糸する。紫外線蛍光糸30は、紡糸原液に対して約3〜10重量%添加すると好ましく、3重量%未満では発光が弱くなって感知しにくくなり、10重量%を超えると不経済であるうえに紡糸作業に悪影響を与えやすい。
【0051】
このフィラメントは、多数本を撚って通常糸と同じ太さに定める。この蛍光体を練り込む樹脂は、通常糸と同様にポリエステル、ポリアミド、アクリル、アセテート、ポリオレフィン、酢酸セルロースなどであればよく、一般に耐久性と価格の点からポリエステル繊維を使用すると好ましい。縦糸29および横糸の通常糸は、紫外線照射による識別作業が可能なように無漂白または無蛍光晒し糸である。
【0052】
紫外線蛍光糸30に練り込む4種の蛍光体として、赤色発色の蛍光体は、化学組成がY2O2S:Eu(発光ピーク波長626nm)、Y2O3:Eu(発光ピーク波長611nm)、YVO:Eu(発光ピーク波長619nm)などである。青色発色の蛍光体は、化学組成がSr4Al14O25:Eu,Dy(発光ピーク波長490nm)、Sr5(PO4)3Cl:Eu(発光ピーク波長445nm)、ZnS:Ag(発光ピーク波長450nm)、CaWO4(発光ピーク波長425nm)などである。緑色発色の蛍光体は、化学組成がSrAl2O4:Eu,Dy(発光ピーク波長520nm)、Zn2GeO4:Mn(発光ピーク波長534nm)、ZnS:Cu,Al(発光ピーク波長530nm)、Zn2SiO4:Mn(発光ピーク波長525nm)などである。茶色発色の蛍光体は、前記の赤色、青色、緑色発色の蛍光体または化学組成がCaAl2O4:Eu,Nd(発光ピーク波長440nm)である紫色発色の蛍光体などを複数種混合すると得ることができる。
【0053】
さらに、黄色、桃色、オレンジ色発色などの紫外線蛍光体は、前記の赤色、青色、緑色、紫色発色の蛍光体を複数種混合すれば得ることが可能である。これらの蛍光体は、例えば、励起波長300〜400nmの紫外線を放射するブラックライト25やイメージ読取り装置2で照射すると,所定の蛍光色で発光し、残光性が殆ど無く、通常の可視光の照射では発光しない。
【0054】
発色が異なる4種の紫外線蛍光糸は、織テープ26において横糸30として所定の順で織り込み、複数個のセル38で構成する5行5列の矩形カラーコード22を織ラベル24ごとに織り出す。カラーコード22の平面寸法は、通常、一辺が5〜12mmの矩形であると好ましい。カラーコード22は、例えば、16個のデータセルと9個のパリティセルによって構成され、各セル38ごとの値である32ビットをインデックスコード化され、約171億個のデータ組み合わせが可能である。
【0055】
図12は広幅織機28の全体側面を概略的に示す。整経した縦糸を巻き付けたワープビーム40は、例えば、織機28の後方に回転自在に設置する。織機28において、縦糸29は、ワープビーム40から、バックローラ42、複数本のヘルド44、横糸30を通入するレピア46またはシャットルを経て織前48に繋がっている。縦糸29は、直交方向に配置したあや棒50で上下に分けてから、各縦糸29ごとにヘルド44の孔を通過する。各ヘルド44は上下運動を行って、縦糸群を上下に開口させるとともに、レピア46によって紫外線蛍光糸を含む横糸30を通入する。これらの横糸30は、スレー(図示しない)によって織前48まで打ち寄せ、縦糸29と直交させて広幅織物32(図11)を得る。
【0056】
織成された広幅織物32は、織前48から、ガイドローラ51を介して服巻ロール52に達し、該ロールと1対のプレスロール54,54を通過する。織機28において、プレスロール54,54の前方または後方に多数本のホットナイフ34を斜めに取り付け、通過する広幅織物32を所定のテープ26の幅に加熱切断する。得た多数本の織テープ26は、その形状を安定化させるためにアイロニングロール56を通し、クロスビーム58に巻き取られる。また、広幅織物32は、クロスビーム58に巻き取った後に、別の加熱切断機で多数本の織テープ26にヒートカットすることも可能である。
【0057】
卸売業者や小売業者などのコード解読者は、イメージ読取り装置2(図6)で所定の紫外線を照射することにより、カラーコード22を励起発色させるとデータ識別が可能となる。カラーコード22は、カラーパターンをコード化している実質上の三次元バーコードであるから、織ラベル24が縫着された衣料品の品番、製造業者、商標名がコードイメージを解析コンピュータ8(図6)などで解読できる。また、コード解読者は、解析コンピュータ8に回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得でき、さらにクレーム情報なども送信できる。
【実施例2】
【0058】
実施例1の蛍光糸について、さらに赤外線蛍光糸を加えたり、または赤外線蛍光糸を紫外線蛍光糸の1種または2種以上の代わりに使用してもよい。赤外線蛍光糸に練り込む無機蛍光体は、通常、励起波長780nm〜1mmの赤外線を照射することにより、一時的に励起されて容易に判別できる緑、赤、黄、青、紫色などの可視光を発光し、可視光や光源なしでは発光せず、残光性が殆ど無く、長期間に亘って発光性を保持する。赤外線蛍光体は、結晶体であると特定の不純物を加えることにより明るい発光が生じる場合があり、このような不純物として無機質の賦活剤または増感剤を添加すると好ましい。この蛍光体は、樹脂原液に添加の際に安定性を良くするために、クロムやマンガンなどの酸化物や塩によって表面処理してもよい。
【0059】
赤外線蛍光糸に練り込む蛍光体として、ユウロピウム系化合物、サマリウム系化合物、硫化亜鉛系化合物、酸化亜鉛系化合物、ケイ酸亜鉛系化合物などが例示でき、LiAlO2:Fe、(Zn・Cd)S:Cu、YVO4:Ndなどを混合してもよい。この蛍光体には、赤外線の照射で可視光を発光する液状の有機化合物を付着させたり、その有機化合物を添加した樹脂粉末を混入したり、特定波長の赤外線を吸収する無機質粉末を追加することも可能である。赤外線蛍光体は、平均粒径が2〜3μm、95%が粒径7μm以下であり、紡糸原液に対して約3〜10重量%添加すると好ましい。この際に、3重量%未満では発光が弱くなって感知しにくくなり、10重量%を超えると不経済であるうえに紡糸作業に悪影響を与えやすい。
【実施例3】
【0060】
図13には、洗濯指定マーク60を有するプリントラベル62を示し、該ラベルは衣類63や身飾品などの裏側に縫着される。プリントラベル62は、洗濯表示マーク60のほかに、品質表示マーク、使用注意書マーク、商標、文字や図形などを印刷してもよく、この印刷時にカラーコード64も形成すればよい。表示マーク60などは通常の顔料を含む着色インクで印刷され、一方、カラーコード64は4種の励起発色の蛍光インクで印刷され、公知のブラックライト65などで照射すると視認できる。
【0061】
プリントラベル62用のテープ66(図14)は、一般に細幅織機によって織成するけれども、広幅織物から帯状に裁断して作製してもよく、該テープの縦糸および横糸は蛍光増白染料または蛍光増白剤で処理すると、カラーコード64の励起発色を確認できなくなるので使用しない。無地のテープにおいて、図柄や文字を含むマーク60およびカラーコード64が、凸版印刷機やスクリーン印刷機で連続印刷され、得た印刷テープ66を横方向に1枚ずつ寸断してラベル62を製造する。
【0062】
テープ66は、例えば、ポリエステル繊維からなり、その表面には、図13に示すように、通常の顔料を含む着色インクで洗濯表示マーク60が形成され、且つ無機蛍光体を含む蛍光インクでカラーコード64を形成する。この蛍光インクには、通常、隠蔽力の高い顔料及び展色材であるカーボンブラックや酸化チタンなどを添加せず、一般に透明であると好ましい。
【0063】
蛍光インクに添加される無機蛍光体は、実施例1と同様に、硫化物または酸化物を主成分とする蛍燐光体顔料である。この蛍光体は、例えば、ブラックライト65やイメージ読取り装置2(図6)によって特定の励起光(例えば254nm、365nm)を照射すると、カラーコード64のセル68ごとに赤色、青色、緑色または茶色に発色し、通常の太陽光や蛍光灯の照射ではすべて発色しない性質を有する。この蛍光体の添加量は一般にインク全量の約10〜20重量%であると好ましい。カラーコード64の厚みは3〜5μmでも発色効果があるけれども、厚みを増すほど発色度を上げることができる。
【0064】
プリントラベル62は、印刷テープ66をラベルごとに横方向にヒートカットして作製する。ラベル62は、通常、折り曲げ工程において、プレスによってセンターホールドまたはエンドホールドする。プリントラベル62は、例えば、ブルゾンなどの衣類63や身飾品の衿裏側に縫着され、縫着後には通常の状態では一般のラベルと全く同様であり、その表面に表示した洗濯表示マーク60を容易に識別することができる。
【0065】
プリントラベル62において、カラーコード64に含まれる特殊な無機蛍光体は、紫外線でのみ発色して通常の太陽光や蛍光灯では発光しない。ブラックライト65やイメージ読取り装置2でプリントラベル62を照射すると、カラーコード64が特定のカラーパターンで明確に発色するから、プリントラベル62を付した衣類63や身飾品が真正商品であることが容易に確認できる。プリントラベル62は、目視しただけではカラーコード64の存在と実体が判らないため、偽造者が同一のラベルを製造することは困難である。
【0066】
卸売業者や小売業者などのコード解読者は、イメージ読取り装置2(図6)で所定の紫外線を照射してカラーコード64を励起発色させるとデータ識別できる。カラーコード64は、カラーパターンをコード化している実質上の三次元バーコードであるから、プリントラベル62が縫着された衣類63の品番、製造業者、商標名がコードイメージを解析コンピュータ8(図6)などで解読できる。また、コード解読者は、解析コンピュータ8に回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得でき、さらにクレーム情報なども送信できる。
【実施例4】
【0067】
図15に例示する紙ラベル66には、商標、品名,品番,洗濯適性などの主情報68とカラーコード70を印刷する。紙ラベル66は、従来のラベルやタッグと同じ紙材71であり、その外観も通常の紙材と全く同一である。カラーコード70は、太陽光などの可視光に対してそれをほとんど吸収しないので実質的に無色か白色であり、一方、紫外線を照射すると可視光の蛍光を発する有機蛍光体を含んでいる。この蛍光体は、特定の波長の紫外線で照射すると、各セル72が赤色、青色、緑色または茶色に発色し、残光性を殆ど有しない。
【0068】
紙ラベル66におけるカラーコード70は、蛍光体をビヒクルに溶解または分散させた樹脂層であり、可視光の照射に対してはほぼ無色であって、紫外線の照射に対しては可視色の蛍光を発する蛍光体とバインダー樹脂とを含有する。この蛍光体は、実質的に無色である有機系の蛍光体であれば特に限定されず、市販されているものを使用できる。有機蛍光体は、バインダー樹脂や溶剤と相溶化してインクを透明にできるので、可視光下での不可視性に優れ、有機蛍光体を含むインクによって印刷を行った場合には、紙ラベル66の通常の使用状態において偽造防止のためのカラーコード70が発見されにくい。
【0069】
カラーコード70に用いる蛍光インクについて、有機蛍光体を用いた市販品として、赤色発色インクとして商品名:R−50(シンロイヒ社製)、緑色発色インクとして商品名:R−70(シンロイヒ社製)、青色発色インクとして商品名:MR−30(シンロイヒ社製)などを例示できる。また、蛍光インクを調製するための市販の有機蛍光体として、赤色蛍光体として商品名:LC−0001(日本化薬社製)、緑色蛍光体として商品名:EG−502(三井化学社製)、青色蛍光体として商品名:ユビテックスOB(チバガイギー社製)などを例示できる。蛍光インクは、赤色、青色、緑色などの蛍光体の中から任意に2種以上を選択し、これらを適宜ビヒクルに溶解または分散させると、茶色または黄色のような蛍光色も印刷できる。
【0070】
ビヒクルを形成するバインダー樹脂は、励起発色を損なわないようにできるだけ透明性の高いものが好ましく、特にビヒクルの主成分であるバインダー樹脂は可視光下で実質的に無色透明であることが望ましい。このバインダー樹脂には、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリウレタン樹脂、アクリルウレタン樹脂、塩化ビニル系樹脂、酢酸ビニル系樹脂、塩化ビニル/酢酸ビニル共重合樹脂、ポリアミド系樹脂、これらの各樹脂をシリコーン変性させた樹脂または各樹脂の混合物を用いることができる。
【0071】
蛍光インキ中の有機蛍光体とバインダー樹脂の配合割合について、紫外線照射による蛍光色の発光強度は有機蛍光体の存在量に依存するため、通常、その配合割合が大きいほど鮮明な励起発色を得る。この反面、有機蛍光体は、一般に高価であるので必要以上に多く配合すると不経済であり、有機蛍光体とバインダー樹脂との相溶性が高くない場合には、有機蛍光体の配合割合を大きくしすぎると、蛍光インキ中で有機蛍光体が析出するなどの弊害が生じる。これらを勘案して、蛍光インク中の有機蛍光体の配合割合は、蛍光インク全体の0.01〜50重量%、好ましくは0.1〜20重量%である。
【0072】
複数の有機蛍光体を配合する場合には特段の制約はなく、所望の色調を得るために2種または3種以上の有機蛍光体を任意の割合で配合することができる。例えば、茶色や黄色の蛍光を得たければ、赤色と緑色の有機蛍光体をそれぞれ所望の発光強度が得られる割合で配合すればよい。紫色の励起発色は赤色と青色の組み合わせ、シアン色の励起発色は緑色と青色の組み合わせで表現できる。白色の蛍光を得るには、赤色、緑色、青色の有機蛍光体をそれぞれ同等の発光強度が得られる割合で配合すればよい。
【0073】
蛍光インキ層の厚みは、通常は0.2〜5μm、好ましくは0.4〜3μmとする。溶融熱転写型蛍光インキ層の厚みが0.2μmに満たない場合には層厚みの均一性に乏しくなり発色ムラを助長する。一方、溶融熱転写型蛍光インキ層の厚みが5μmを超えると、転写時の箔切れが悪化して、所望の領域以外にも溶融熱転写型蛍光インキ層が転写されるという不具合が生じる恐れがある。
【0074】
紙ラベル66に主情報68およびカラーコード70を印刷する際に、主情報68は従来と同様に印刷すればよい。カラーコード70を印刷するには、無色の有機蛍光体、バインダー樹脂、さらに必要に応じてその他の成分をトルエン、メチルエチルケトン、酢酸エチル、イソプロパノール等などの単独溶剤または混合溶剤に溶解して塗工液を得る。この塗工液をグラビアコート、グラビアリバースコート、ロールコートなどの公知の方法で紙ラベル66上に塗工・乾燥させて形成することができる。
【0075】
紙ラベル66は、例えば、各種の衣服(図示しない)の前側などに糸やピンで取り付ければよい。取り付け後の紙ラベル66は、太陽光や蛍光灯光の下では主情報68のみが表示されて従来の紙ラベルと同様であり、真正品の確認のために公知のブラックライト74やイメージ読取り装置2などで特定波長の紫外線を照射すると、カラーコード70の励起発色によって真正品であるか否かを容易に判別できる。
【図面の簡単な説明】
【0076】
【図1】本発明に係るカラーコードの一例について、該カラーコードが励起発色した状態を拡大して示す概略平面図である。
【図2】図1のカラーコードが励起発色していない状態を示す平面図である。
【図3】所定の情報をイメージに変換するためのコード変換表の一例を示す図表である。
【図4】パリティ領域が矩形マトリックスのコードイメージ部分内に位置する例を示す説明図である。
【図5】パリティ領域が矩形マトリックスのコードイメージ部分内に位置する他の例を示す説明図である。
【図6】本発明で用いるイメージ読取り装置の例について下方部を断面で示す概略側面図である。
【図7】図6のイメージ読取り装置の照射端面を下側から示す拡大平面図である。
【図8】イメージ読取り装置および解析コンピュータによる処理過程を説明するフローチャートである。
【図9】太陽光や蛍光灯光のような可視光下にある織ラベルを示す平面図であり、可視光下で視認できないカラーコードを一点鎖線で描いている。
【図10】図9の織ラベルをブラックライトで照射した状態を示す平面図である。
【図11】多数本の織テープにヒートカットする前の広幅織物を例示する部分平面図である。
【図12】広幅織物を織成した直後に多数本のテープにヒートカットする広幅織機を例示する説明図である。
【図13】ブラックライトで照射した状態のプリントラベルを示す平面図である。
【図14】図13のプリントラベルに寸断する前のテープを示す平面図である。
【図15】ブラックライトで照射した状態の紙ラベルを示す平面図である。
【符号の説明】
【0077】
1 カラーコード
2 イメージ読取り装置
3 コードイメージ部分
5 データセル
6 パリティセル
7 セル
8 解析コンピュータ
24 織ラベル
26 織テープ
29 縦糸
30 横糸
【技術分野】
【0001】
本発明は、通常の使用環境下である可視光の下では実質的に無色であるのでその情報内容を識別できない励起発色のカラーコードに関し、且つそのカラーコードを正確に解読する方法に関する。
【背景技術】
【0002】
一次元バーコードを用いるPOS(販売時点情報管理システム)は、流通業において、小売店の店頭で商品の販売動向をオンラインで継続的にチェックし,在庫管理、マーチャンダイジング、物流システムなどを統合的に管理するシステムである。POSは、一連のハードウェアとソフトウェアからなり、値札やタグに白黒で縦縞のバーコードをプリントし、メーカー(仕入先)、品番、エラーチェックなどの情報が組み込まれている。バーコードは、全国的に統一化が進められ、POSターミナル読取用の値札付作業をメーカーや問屋の工程で行うソースマーキングが普及している。バーコードのデータは,値札から読取装置とキャッシュレジスタ兼用のPOSターミナルで読み取り、店舗内ミニコンピュータを経てオンライン接続の本部のホストコンピュータという一連の流れによって集計される。
【0003】
旧来型の一次元バーコードは、きわめて高い印刷精度が要求され、OCR(光学的文字読取装置)やスキャナを用いて接写によって読み取ることが必要であり、カメラ付き携帯電話機やウェブカメラで読み取ることは不可能である。この一次元バーコードは、原板当たりのコストが相当に割高でランニングコストが高く、情報の書き込みや読み取りが水平方向という一方向のみであり、取り扱える情報量がさほど多くない。これに対し、QRコード(商標名)やカルラコード(商標名)のような二次元バーコードは、書き込みおよび読み込みが面で行われ、2000バイト以上という大量の情報を持たせることができるので、日本語の取り扱いも可能である。また、かなり強力な誤り訂正機能を盛り込むことができ、バーコード印刷面に多少の誤差や汚れがあっても読み取ることができる。特に、QRコードは、モバイルマーケティングにおいて「URLや空メールを携帯電話で入力するのが非常に面倒である」という単純で最大の課題を解決するため、携帯電話機に2004年夏頃からQRコードリーダーが搭載され始めている。現在では、雑誌・新聞広告や折込チラシ、商品パッケージなどにQRコードを見かけるようになり、今後発売される携帯電話機の多くがQRコード対応になるものと予測されている。
【0004】
一方、特開2001−319200号で提案されたカラーコード(カラージップメディア社所有の商標名)は、実質的に三次元バーコードに相当するカラーパターンをコード化している二次元カラーコードであり、サイズ幅が3mmから無限大まで表示可能であり、デザインとスタイルの組み合わせに柔軟性がある点で一次元および二次元バーコードよりも遙かに優れている。この二次元カラーコードは、読み取りに際して、従来のような正面からの接写でなくてもよく、離れた場所において最大視野角150度の斜めから読み取り可能であり、二次元バーコードよりも遙かに高い柔軟性を有する。このため、カラーコードは、テレビ画面、ポスター、看板、織物生地などの多岐にわたって表示可能であり、データ読み取り機器として、低解像度のカメラ付き携帯電話機、ウェブカメラ、PDA(携帯情報端末)なども使用することができる。このような利点を勘案すると、二次元カラーードであるカラーコードは、今後、一次元および二次元バーコードよりも幅広い利用法が予測され、情報化社会において主役となるべき役割を果たす可能性を秘めている。
【特許文献1】特開2001−319200号公報
【特許文献2】特開平7−92911号公報
【特許文献3】特開平8−325886号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
二次元カラーコードは、多色に着色されるうえにデザイン性が高く、風景、動植物、建物、幾何学模様などに模したコードを製作することができるけれども、基本的に矩形のコードイメージ部分の中に形成されることを要し、その色彩の数と着色場所に一定の制限が生じる。この種のバーコード類は、所要のデータを容易または長期間取得するために、デザイン性の高い繊維製品や機器本体などに直接プリントするならば、その形成場所にデザイン上の違和感が生じることを回避できない場合もある。このような場合において、たとえカラーコードを繊維製品や機器本体などに直接プリントしても、そのカラーコードが通常の状態では人目につかないならば、その用途をよりいっそう拡大できる可能性が生じる。
【0006】
また、二次元カラーコードをラベル、値札やタグなどにプリントし、繊維製品に取り付けると、前記のPOSにも当然適用できる。繊維製品に関して、近年、著名ブランドの商品に人気が集中するとともに、そのブランドおよびバーコードを不正使用した類似商品が市場に大量に出回っている。これにより、ブランド商品の売り上げを阻害するだけでなく、ブランド商品の品質に対する信用を失墜させる事態が頻発している。この種の類似商品は、衣料品に関する染色技術および縫製技術の高度化に伴ってブランド商品と酷似し、専門の取引業者でもブランド商品と識別することが困難である場合が多い。これらの繊維製品について、不当な類似商品を早期に摘発するために、現在、種々の摘発方法が提案されている。その一例として、特開平7−92911号では、無機または有機の蛍光体を混入した発光糸を通常の糸とともに織成した織ラベルを製造する。この織ラベルを衣料品に縫着することにより、必要時に紫外線を該ラベルに照射すると、発光糸の存在の有無によって模造品か否かを識別できる。特開平7−92911号は、赤色、青色、緑色の蛍光体を単独または組み合わせて織り込み、織ラベルだけでなく布地全体に織り込む場合もあり、特開平8−325886号でも、赤色、青色または緑色に発光する紫外線蛍光体を用いている。
【0007】
この偽造防止ラベルは、繊維業界では既に認知されており、特定の紫外線蛍光糸が織り込まれたことが公知になるまで真贋判定の効果を有する。この偽造防止ラベルでは、特開平7−92911号のように赤色、青色、緑色の蛍光体を組み合わせて織り込み、たとえその発光色や織り込み位置にメーカー名や品番などの情報を組み込みできたとしても、一次元バーコード並みの情報量を組み込むことは不可能であり、プライスのような複雑な情報を入れることは到底できない。このため、この偽造防止ラベルは、赤色、青色、緑色の紫外線蛍光糸を組み合わせて用いても、組み込み可能な情報量が比較的少ないことにより、輸出入商品が増加してラベル使用を希望するメーカーが急増しても、全てのメーカーの要望に対応することができず、ラベル使用先が限定されることになってしまう。
【0008】
本発明は、前記のカラーコードを改善してその用途をさらに拡げるために提案されたものであり、通常の使用環境下では識別できない励起発色のカラーコードを提供することを目的としている。本発明の他の目的は、多量の情報を組み込むと同時に偽造防止の機能も有する励起発色のカラーコードを提供することである。本発明の別の目的は、織り込み模様のような凹凸のある不鮮明なコード面でも正確に読み取ることができる励起発色のカラーコードの解読方法を提供することである。
【課題を解決するための手段】
【0009】
本発明に係る励起発色のカラーコードは、可視光の下では実質的に無色であり且つ所定の情報が内在する。本発明のカラーコードは、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される。
【0010】
本発明のカラーコードにおいて、各データセルおよびパリティセルを含む各セルは、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色する。また、茶色で入力されたセルをプログラムで黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されると好ましい。
【0011】
本発明に係る繊維製品は、紫外線および/または赤外線の照射によって発光する蛍光糸を縦糸または横糸に用いて織成する。本発明の繊維製品は、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが織り込まれている。
【0012】
本発明の繊維製品では、蛍光糸を横糸として織り込み、複数種の蛍光糸によって所定のカラーコードを織り出すと好ましい。本発明の繊維製品は、例えば、織ラベル、ユニフォーム、スポーツウェアまたはブランド衣料などである。
【0013】
本発明に係るシート製品は、紫外線および/または赤外線の照射によって発光する蛍光インクを使用して印刷する。本発明のシート製品は、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが支持体上に印刷されている。
【0014】
本発明のシート製品は、例えば、プリントラベル、紙ラベル、ステッカー、タグ、値札、荷札、転写ラベルまたは転写シールなどである。
【0015】
本発明に係るカラーコードの解読方法は、紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージに含まれた背景イメージを検出し、背景イメージを除外してコードイメージ領域を抽出する工程と、前記コードイメージ領域からコードイメージを最適化する工程と、該コードイメージ領域に含まれたセルを判別する工程と、各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含んでいる。
【0016】
また、本発明に係るカラーコードの解読方法は、紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージからノイズを除去してヒストグラムを作成する工程と、このヒストグラムから素材タイプを判別し、素材タイプに応じたフィルタ処理を行う工程と、原イメージに含まれた背景イメージを除外してコードイメージ領域を抽出する工程と、該コードイメージ領域に含まれたセルを判別する工程と、前記各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むことも可能である。
【0017】
本発明のカラーコードの解読方法において、原イメージには、紫外線および/または赤外線の照射によって、少なくとも赤色、青色、緑色または茶色のいずれかに発光する複数のセルからなるコードイメージ部分を含んでいる。本発明の解読方法では、コードイメージ領域を抽出して所定のカラーを取得した後に、茶色で入力されたセルを黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されていると好ましい。
【0018】
本発明のカラーコードの解読方法に関して、偽造防止のカラーコードでは、真正のコードイメージに対して、黒色のセルを茶色に変換し、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換している。これによって、偽造防止のカラーコードはカラー置換しないとデコーダによるコード解析が不可能である。本発明の解読方法では、偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことにより、デコーダによるコード解析が可能となる。
【0019】
本発明を図面によって説明すると、図1に示すカラーコード1は、例えば、高輝度の紫外線発光・受光デバイスのようなイメージ読取り装置2(図6)または公知のブラックライトによって、不可視光線である紫外線および/または赤外線を照射することによって励起発色する矩形のコードイメージ部分3からなる。コードイメージ部分3は、少なくともデータセル5(図4)およびパリティセル6(図4)を含む複数のセル7で構成し、その数は用途に応じて適宜選択すればよい。コードイメージ部分3の平面寸法は、読取り装置2で識別可能であってその受光素子14の大きさに対応させ、通常、一辺が5〜12mmの矩形であると好ましい(図7参照)。
【0020】
一方、カラーコード1に紫外線や赤外線を照射しない場合には、コードイメージ部分3は、各セル7が発色せずに実質的に無色の部分3a(図2)になる。無色の部分3aは、通常の状態ではその存在を視認することが困難である。
【0021】
カラーコード1におけるコードイメージ部分3は、紫外線で励起するだけでなく、赤外線で励起発色するような蛍光物質を含有させてもよく、紫外線および赤外線のいずれでも全セル7または一部のセルが励起発色するように構成してもよい。コードイメージ部分3の外枠および各セル7間の境界は、励起発色時において明確化し、それぞれを区分けできる。コードイメージ部分3の全体および各セル7について、その平面形状は矩形が一般的であるが、面取り四角形、格子状配置、着色アルファベット集合体、ロゴキャラクタ集合体などにすることも可能である。
【0022】
データセル5およびパリティセル6を含む各セル7は、励起発色が複数であることを要し、望ましくは赤色、青色、緑色を含む4色またはそれ以上の発色数である。図1に例示するように、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色させ、さらに黄色や桃色の励起発色を加えるかまたはこれらの色を他の色と交換して使用してもよい。図1に示すカラーコード1は、例えば、赤色、青色、緑色、黒色で構成されているが、紫外線または赤外線で黒色に励起発色する蛍光物質は存在しないので、解読処理において茶色を黒色に変換して解析することを要する。
【0023】
図1では、所定の情報を最終的に解析コンピュータ8(図6)において解読可能なイメージで形成したコードイメージ部分3の一構成例を示し、該部分は少なくとも複数のデータセル5およびパリティセル6を有する。データセル5は、情報の内容によって励起発色が異なるようにエンコーディングされて表示され、一方、パリティセル6は、データセル5の認識エラーを検査するために形成される。また、コードイメージ部分3には、図示しないけれども、参照セルおよび制御セルを含んでいてもよい。この場合、参照セルは、データセルの励起発色を判断するための基準発色を提供し、且つ制御セルはデータセルに表示された情報を用いて提供される命令やサービスを表示すればよい。
【0024】
データセル5は、その各々が1文字のような情報を示すように構成しても、または多数のデータセルセットで1または2以上の情報を示すように構成してもよい。例えば、文字「A」を励起赤色のセル1個で表示したり、励起赤色と緑色の2個のセルで表示することも可能である。データセル5に含まれる情報は、文字、数字、記号より形成され、使用者の名前、住所、電話番号、FAX番号、ネットワークのホストアドレス、インターネットのドメイン名やIPアドレス、URL、プロトコルまたは文書名などであり、使用者の必要によって多様な組み合わせが可能である。
【0025】
この一例として、図3では、4色の励起発色(但し、茶色を黒色に変換)で2ビットに相当させる。各セル7が4つの色相中の何れかを有するならば、1個のセル7で2ビットのデータを表現でき、連続する4個のセル7で1文字を表示するように定義すれば8ビットになり、256文字を表現できる。一方、例えば、8色の励起発色を用いてコードイメージを生成するならば、1文字や数字を示すために連続する2セルを使用し、8色について「000」から「111」までのコード値を割り当て、各文字を2色でエンコーディングすればよい。この際に、数字「3」にコード値「000011」を割り当てると、コード値「000」に割り当てられた色(例:黒色)とコード値「011」に割り当てた色(例:シアン色)でエンコーディングすることになり、黒色とシアン色で連続する2個のセルでイメージ化される。これらを表示したコード変換表で目的情報に含まれる文字や数字をコード値に変換した後に、そのコード値に対応するカラーを四角形セルの組合せである矩形マトリックス状で表現できる。
【0026】
一方、パリティセル6は、目的情報の内容に対応して励起発色がデータセルに適合して表現されているかどうかを判別するために使用する。パリティセル6について、データセルに表示された色彩に対応して規定されたコード値によってパリティデータを求め、該パリティデータに対応する励起発色でパリティセルを形成する。パリティセル6が、コードイメージであるコードイメージ部分3内に位置する例を図4および図5に示す。図4および図5は、四角マトリックス状コードイメージの場合に、パリティセル6がコードイメージ内に位置する例であり、このコードイメージが円形などの他の平面形状でも同様に適用できる。
【0027】
図4または図5において、パリティセルPmnで表示された以外のセルDmnは、通常はデータセルであり、場合によっては参照セルまたは制御セルであってもよい。図4では、同列にあるセルに対するパリティ情報を有するパリティセルが最右側および最下側の列に表示している。例えば、D11、D12、D13、D14セルに対するパリティセルはP1rであり、同時に同行のD11、D21、D31、D41セルに対するパリティセルはPc1であり、交点のパリティセルPcrは位置認識のためのポジションセルである。図4に示すパリティ領域は、例えば、図1に示すカラーコード1に適用できる。
【0028】
図5は、同列にあるセルに対するパリティ情報を有するパリティセルが対角線方向に表示されている。同様に、同列にあるセルに対するパリティ情報を有するパリティセルを最右側または最左側だけに表示したり、同行にあるセルに対するパリティ情報を有するパリティセルを最下側または最上側の行だけに表示することもでき、さらに別の表示手段を選択してもよい。
【0029】
パリティセル6に表示される励起発色を選定する手段の一例を説明すると、1個のパリティセルは、同一列または同一行に配置したデータセルが有するコード値の排他的論理和(XOR)演算の結果で得たコード値を有する。偶数パリティ方式を使用する場合には、演算結果値が直ちにコード値になり、そのコード値に該当する励起発色でパリティセルを形成する。奇数パリティ方式を使用する場合には、演算結果値の各ビットの補数値を求め、その値に該当する励起発色でパリティセルを形成する。例えば、図3に示したコード変換表を用いてパリティセルに表示される励起発色を求めるならば、データセルD11、D12、D13、D14の励起発色が黒色(茶色)、赤色、緑色、緑色の場合には、そのコード値は11、00、10、10になる。
【0030】
図6は、図1に例示のカラーコード1から励起発色のコードイメージ部分3を受光できるイメージ読取り装置2の一例を示し、該装置で認識した情報を解析コンピュータ8に送信し、図8のフローチャートに基づいて該コンピュータによってプログラム処理を行う。イメージ読取り装置2は、L字形または直線状の筒体10からなり、該筒体の前方に円筒形のカバー12を取り付ける。カバー12は、カラーコード1の平面寸法よりも大きい下端部内寸を有する。カバー12の内部において、筒体10の前端面に受光素子14を水平に固着し、該受光素子の下方にフィルタシート16を取り付ける。フィルタシート16には、受光素子14の平面形状に対応する孔18が設けられている。
【0031】
図7に示すように、フィルタシート16の下側において、複数個の発光ダイオード(LED)20をカバー12の内周方向に等間隔に取り付ける。図7では、LED20の数は6個である。各LED20は、特定波長の紫外線または赤外線を放出する。所望に応じて、LED20についてレンズを配置したり、散光板などを取り付けてもよい。イメージ読取り装置2は、通常、USBインターフェイスによってコード21を介して解析コンピュータ8に接続することが可能である。
【0032】
イメージ読取り装置2は、物理的な媒体に表示されたカラーコード1について、LED20による紫外線および/または赤外線の照射によってコードイメージ部分3を励起発色させ、これを受光素子14で判読して解析コンピュータ8に送信し、「コードイメージ」を含む物理的に表されたカラーイメージを取得する。つまり、イメージ読取り装置2は、物理的に表現されたイメージを読み取り、解析コンピュータ8で電子的に処理できるイメージデータ形態に変換する。このコードイメージは、最終的に抽出しようとするコード情報をイメージ形態で表現するものである。この際に、イメージ読取り装置2の出力信号は、コードイメージ部分を含む「原イメージ」であり、この原イメージは解析コンピュータ8で処理できるイメージファイル形態で構成され、通常、原イメージにはコードイメージとともにノイズや影が含まれている。
【0033】
図8を参照して解析コンピュータ8におけるプログラム処理について説明すると、ステップS1において、イメージ読取り装置2が励起発色でコードイメージ部分3を読み取り、取得した原イメージを解析コンピュータ8に送信入力する。ステップS2において、原イメージが鮮明であるならば直接ステップS6に移行し、環境変数および/またはカラーモードのようなパラメータに基づいて、原イメージから、該原イメージに含まれた背景イメージを検出し、この背景イメージを除外してコードイメージ領域を抽出する。
【0034】
ステップS2において励起発色のコードイメージ部分3が所定値よりも不鮮明である場合には、原イメージから直接コードイメージ領域を抽出しないで、ステップS3〜S5において、適宜のフィルタ処理を介在させてコードイメージ部分を補正する。コードイメージ部分3が不鮮明な場合とは、例えば、部分的に織り込んだ蛍光糸などで凹凸のある織物上にカラーコード1を表現したり、または蛍光糸または蛍光インクに含まれる蛍光物質自体の励起発色が弱いときなどである。これらの場合には、ステップS3において、原イメージからまずコードイメージ部分3から発光と関係のないノイズを除去してヒストグラムを作成し、このヒストグラムの特性に基づいて素材タイプを判別する。この素材タイプは、カラーコード1を形成した織物のタイプまたは蛍光糸や蛍光インクに含まれる蛍光物質のタイプを意味する。さらに、原イメージに対して、素材タイプに応じたフィルタ処理を行うことにより、不鮮明なコードイメージ部分3からコードイメージ領域を正確に抽出することができる。
【0035】
解析コンピュータ8の制御部では、コードイメージ部分3が所定値よりも不鮮明な場合に、作成したヒストグラムの特性に基づいて素材タイプの種類を選択し、その素材タイプに適合する特定環境変数を読み出す(ステップS4)。各素材タイプの特定環境変数は、あらかじめメモリに保存されている。次に、読み出した特定環境変数をフィルタ部に伝送する。
【0036】
コンピュータ8のフィルタ部において、原イメージから認識された不鮮明なコードイメージ部分を特定環境変数によって補正し、コードイメージ部分のカラーを標準カラーに変換し、標準カラーで表示されたコードイメージ部分を生成する(ステップS5)。ここで、標準カラーとは、コードイメージの生成時に文字、数字または記号に対応して設定されたカラーをいう。したがって、実際に認識されたカラーを標準カラーへ変換することにより、コード変換表を適用したコード情報の抽出が可能となる。
【0037】
ステップS6におけるコードイメージ領域の抽出では、例えば、下記の処理を行うと好ましい。まず、原イメージが入力された状況において、その輝度に基づいて設定された白黒環境変数を基準として原イメージを白黒イメージに変換する。白黒イメージにおける背景イメージ部分を、コード情報を表示するために使われたカラー以外の特有の背景カラーに設定する。次に、白黒イメージにおける背景カラーの部分に対応する原イメージの部分を背景カラーにセットし、コードイメージ部分3と背景部分とを区分することにより、原イメージからコードイメージ領域を抽出する。白黒イメージを利用することにより、コードイメージ領域を抽出するのに必要な演算過程を減らすことができる。
【0038】
ステップS7において、原イメージからコードイメージと関連する情報を生成し、コードイメージの形態、位置または種類を判別する。次に、ステップS8において、コードイメージに含まれたセル数、形態及び位置を判別し、これに基づいてコードイメージ領域に含まれたセルを区分して判別した後に、ステップS9において各セルに表示されたカラーを検出する。所望に応じて、原イメージを獲得する当時の周囲環境を考慮して環境変数を設定し、原イメージから認識されたカラーを環境変数によって最適化することにより、本来のカラーを正確に取得することができる。
【0039】
前記の環境変数は、イメージ内の各ピクセルのカラーを正確に判読するために設定する。例えば、環境変数は、RGBモードのR、G、BまたはHSVモードのH、S、Vまたはこれらの組合せで設定でき、原イメージが読み出された励起発色の環境を考慮して、原イメージから認識されたカラー値を正規化するために規定されている。換言すれば、カラー環境変数の値を原イメージの各画素のカラー値に対して加減算する。カラー値の例として、RGBカラーモードのR(赤)、G(緑)、B(青)、HSVカラーモードのH、S、V(明るさ)、CMYKカラーモードのC(シアン)、M(マゼンタ)、Y(黄)、B(黒)に対する値などが例示できる。多様な作業環境を考慮して、原イメージに表示されたカラーは、そのイメージが読み出された励起発色の環境に合わせて調整され、本来のカラーが取得される。
【0040】
解析コンピュータ8のデータベースには、全般的な環境とその環境によって設定されるべき環境変数との間の関係に関するデータが保存され、実際の作業環境に対してあらかじめ設定されたデータを読み出すことによって環境変数を利用できる。イメージ読取り装置2の光学特性および周辺状況などを分析することにより、イメージ読取り装置2によって読み出されたカラーを本来のカラーに補正するように、且つコードイメージを背景と区分できるように環境変数を実験的に設定し、これによって使用機器や作業環境の影響を排除し、誤差なしに本来のカラーを認識させる。
【0041】
各セルにおけるカラーを取得した後に、個々のセルにおいて、励起発色しない黒色に対応するカラーを選択し、これを黒色に変換する。例えば、励起発色が赤色、青色、緑色および茶色である場合には、茶色を黒色に変換することによって、コードイメージ領域を赤色、青色、緑色および黒色で構成することになる。
【0042】
抽出したコードイメージ領域が偽造防止の機能を有していると、そのカラーコードは特定のカラー置換しないとデコーダによる解析が不可能である。偽造防止のカラーコードでは、真正のコードイメージに対して、各セルにおいて取得したカラー2種を相互に置換している。例えば、励起発色が赤色、青色、緑色、茶色の4色である場合には、茶色のセルを黒色に変換するとともに、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換する。このため、偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことが必要であり、これによって初めてデコーダによるコード解析が可能となる。
【0043】
ステップS10において、コンピュータ8のデコーダにカラーデータを入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換する。解析コンピュータ8では、例えば、コード設定部において、個々の情報を表示する文字、数字または記号を規定し、それに対応するカラーとの関係を記憶する。解析コンピュータ8のコード変換部であるデコーダは、コード設定部から提供される関係に基づいて、コードイメージの各セルに表されたカラーから、それに対応する文字、数字または記号を抽出してコード情報を生成する。
【0044】
コード解読者は、データ領域における生成コード情報から多様なサービスを受けることができる。例えば、織ラベルに励起発色のカラーコード1が形成され、該ラベルが縫着された衣料品の品番、製造業者、商標名がコードイメージで記録されていれば、そのコードイメージを解析コンピュータで解読した後に、そのコンピュータに回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得したり、クレーム情報を送信できる。また、企業従業員の名刺にインターネットのホームページアドレスが励起発色のカラーコード1に記録されていれば、そのコードイメージをコンピュータで解読した後、そのコンピュータに連結されたサーバーコンピュータのウェブブラウザを実行させ、そのホームページに接続するようにプログラミングできる。インターネットの電子メールアドレスがカラーコード1に記録されていれば、そのコードイメージをコンピュータで解読した後に、そのコンピュータのメーリングソフトウェアを実行させてその電子メールアドレスにメールを送信できる。
【発明の効果】
【0045】
本発明に係る励起発色のカラーコードは、通常の使用環境下において、可視光の下で実質的に無色であるのでその識別が不可能で、場合によっては存在自体が不明である。このカラーコードの解読時には、高輝度のブラックライトやイメージ読取り装置などで紫外線および/または赤外線を照射することにより、カラーコード部分を励起発色させると識別が可能となる。本発明のカラーコードは、通常の使用環境では識別できないことにより、デザイン性の高い繊維製品や機器本体などに直接プリントしても、その形成場所が人目につかないのでデザイン上の違和感が生じることがなく、本発明によってカラーコードの用途をよりいっそう拡大できる。
【0046】
本発明のカラーコードは、通常の使用環境下で識別と存在が不可能であることにより、織ラベルに織り込んだり、値札やタグなどにプリントしておくと、高輝度の紫外線放射器を用いて励起発色させることを要するため、特定の紫外線放射器の使用とカラーコードの有無やカラーパターンから真贋を判定でき、該カラーコードが偽造防止の機能を有することになる。偽造品が発生することが多い繊維業界、カバン業界、装飾品業界などにおいて、本発明のカラーコードを有する織ラベル、値札、タグなどを著名ブランド商品に取り付けると、偽造品を容易に摘発することができる。しかも、本発明のカラーコードは、カラーパターンをコード化している実質上の三次元バーコードであり、書き込みおよび読み込みをカラーパターンを加えた三次元で行うことにより、数億バイトという大量の情報を持たせることもでき、該カラーコードに商品のシリアル番号の情報を持たせてもよい。
【実施例1】
【0047】
次に、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。図9および図10には、励起発色のカラーコード22および適宜の図柄や文字23を織り込んだ織ラベル24を図示する。図9において、カラーコード22は可視光下で実質的に無色であり、太陽光や蛍光灯光のような可視光下で視認することができない。一方、図10において、公知のブラックライト25またはイメージ読取り装置2(図6)などで紫外線を照射すると、カラーコード22が励起発色して識別可能となる。
【0048】
織ラベル24は、織テープ26(図11)を横方向に1枚ずつ寸断して製造する。織テープ26は、図12に示すように、レピア織機などの高速の広幅織機28を用いて、多数本の縦糸29に対して、横糸30として4種の紫外線蛍光糸または通常糸を織り込み、得た広幅織物32を図11の点線に沿ってホットナイフ34で帯状にヒートカットして多数本同時に製造する。所望に応じて、織テープ26は、ニードル織機などの細幅織機を用いて1本ずつ織成することも可能であり、この場合には帯状のヒートカットは不要である。横糸30において、4種の紫外線蛍光糸は、所定のカラーコード22を表示するために織り込み、通常糸である着色糸は、所定の図柄や文字23を表示するために織り込む。
【0049】
織テープ26において、横糸30の蛍光糸は、紫外線を照射しない時は実質的に無色であり、これは可視光下において発光の判別を阻害しない程度である白色や淡色でもよい。織テープ26の縦糸29は、無彩色であることが望ましく、晒し処理を行う場合には無蛍光晒しであることを要する。
【0050】
織テープ26を寸断した織ラベル24には、図10に例示するように、横糸30として、発色が異なる4種の紫外線蛍光糸が織り込まれ、励起発色のカラーコード22を織り出している。紫外線蛍光糸30は、例えば、粒径が約4〜7μmである無機の蛍光体を樹脂に練り込んでフィラメントを紡糸する。紫外線蛍光糸30は、紡糸原液に対して約3〜10重量%添加すると好ましく、3重量%未満では発光が弱くなって感知しにくくなり、10重量%を超えると不経済であるうえに紡糸作業に悪影響を与えやすい。
【0051】
このフィラメントは、多数本を撚って通常糸と同じ太さに定める。この蛍光体を練り込む樹脂は、通常糸と同様にポリエステル、ポリアミド、アクリル、アセテート、ポリオレフィン、酢酸セルロースなどであればよく、一般に耐久性と価格の点からポリエステル繊維を使用すると好ましい。縦糸29および横糸の通常糸は、紫外線照射による識別作業が可能なように無漂白または無蛍光晒し糸である。
【0052】
紫外線蛍光糸30に練り込む4種の蛍光体として、赤色発色の蛍光体は、化学組成がY2O2S:Eu(発光ピーク波長626nm)、Y2O3:Eu(発光ピーク波長611nm)、YVO:Eu(発光ピーク波長619nm)などである。青色発色の蛍光体は、化学組成がSr4Al14O25:Eu,Dy(発光ピーク波長490nm)、Sr5(PO4)3Cl:Eu(発光ピーク波長445nm)、ZnS:Ag(発光ピーク波長450nm)、CaWO4(発光ピーク波長425nm)などである。緑色発色の蛍光体は、化学組成がSrAl2O4:Eu,Dy(発光ピーク波長520nm)、Zn2GeO4:Mn(発光ピーク波長534nm)、ZnS:Cu,Al(発光ピーク波長530nm)、Zn2SiO4:Mn(発光ピーク波長525nm)などである。茶色発色の蛍光体は、前記の赤色、青色、緑色発色の蛍光体または化学組成がCaAl2O4:Eu,Nd(発光ピーク波長440nm)である紫色発色の蛍光体などを複数種混合すると得ることができる。
【0053】
さらに、黄色、桃色、オレンジ色発色などの紫外線蛍光体は、前記の赤色、青色、緑色、紫色発色の蛍光体を複数種混合すれば得ることが可能である。これらの蛍光体は、例えば、励起波長300〜400nmの紫外線を放射するブラックライト25やイメージ読取り装置2で照射すると,所定の蛍光色で発光し、残光性が殆ど無く、通常の可視光の照射では発光しない。
【0054】
発色が異なる4種の紫外線蛍光糸は、織テープ26において横糸30として所定の順で織り込み、複数個のセル38で構成する5行5列の矩形カラーコード22を織ラベル24ごとに織り出す。カラーコード22の平面寸法は、通常、一辺が5〜12mmの矩形であると好ましい。カラーコード22は、例えば、16個のデータセルと9個のパリティセルによって構成され、各セル38ごとの値である32ビットをインデックスコード化され、約171億個のデータ組み合わせが可能である。
【0055】
図12は広幅織機28の全体側面を概略的に示す。整経した縦糸を巻き付けたワープビーム40は、例えば、織機28の後方に回転自在に設置する。織機28において、縦糸29は、ワープビーム40から、バックローラ42、複数本のヘルド44、横糸30を通入するレピア46またはシャットルを経て織前48に繋がっている。縦糸29は、直交方向に配置したあや棒50で上下に分けてから、各縦糸29ごとにヘルド44の孔を通過する。各ヘルド44は上下運動を行って、縦糸群を上下に開口させるとともに、レピア46によって紫外線蛍光糸を含む横糸30を通入する。これらの横糸30は、スレー(図示しない)によって織前48まで打ち寄せ、縦糸29と直交させて広幅織物32(図11)を得る。
【0056】
織成された広幅織物32は、織前48から、ガイドローラ51を介して服巻ロール52に達し、該ロールと1対のプレスロール54,54を通過する。織機28において、プレスロール54,54の前方または後方に多数本のホットナイフ34を斜めに取り付け、通過する広幅織物32を所定のテープ26の幅に加熱切断する。得た多数本の織テープ26は、その形状を安定化させるためにアイロニングロール56を通し、クロスビーム58に巻き取られる。また、広幅織物32は、クロスビーム58に巻き取った後に、別の加熱切断機で多数本の織テープ26にヒートカットすることも可能である。
【0057】
卸売業者や小売業者などのコード解読者は、イメージ読取り装置2(図6)で所定の紫外線を照射することにより、カラーコード22を励起発色させるとデータ識別が可能となる。カラーコード22は、カラーパターンをコード化している実質上の三次元バーコードであるから、織ラベル24が縫着された衣料品の品番、製造業者、商標名がコードイメージを解析コンピュータ8(図6)などで解読できる。また、コード解読者は、解析コンピュータ8に回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得でき、さらにクレーム情報なども送信できる。
【実施例2】
【0058】
実施例1の蛍光糸について、さらに赤外線蛍光糸を加えたり、または赤外線蛍光糸を紫外線蛍光糸の1種または2種以上の代わりに使用してもよい。赤外線蛍光糸に練り込む無機蛍光体は、通常、励起波長780nm〜1mmの赤外線を照射することにより、一時的に励起されて容易に判別できる緑、赤、黄、青、紫色などの可視光を発光し、可視光や光源なしでは発光せず、残光性が殆ど無く、長期間に亘って発光性を保持する。赤外線蛍光体は、結晶体であると特定の不純物を加えることにより明るい発光が生じる場合があり、このような不純物として無機質の賦活剤または増感剤を添加すると好ましい。この蛍光体は、樹脂原液に添加の際に安定性を良くするために、クロムやマンガンなどの酸化物や塩によって表面処理してもよい。
【0059】
赤外線蛍光糸に練り込む蛍光体として、ユウロピウム系化合物、サマリウム系化合物、硫化亜鉛系化合物、酸化亜鉛系化合物、ケイ酸亜鉛系化合物などが例示でき、LiAlO2:Fe、(Zn・Cd)S:Cu、YVO4:Ndなどを混合してもよい。この蛍光体には、赤外線の照射で可視光を発光する液状の有機化合物を付着させたり、その有機化合物を添加した樹脂粉末を混入したり、特定波長の赤外線を吸収する無機質粉末を追加することも可能である。赤外線蛍光体は、平均粒径が2〜3μm、95%が粒径7μm以下であり、紡糸原液に対して約3〜10重量%添加すると好ましい。この際に、3重量%未満では発光が弱くなって感知しにくくなり、10重量%を超えると不経済であるうえに紡糸作業に悪影響を与えやすい。
【実施例3】
【0060】
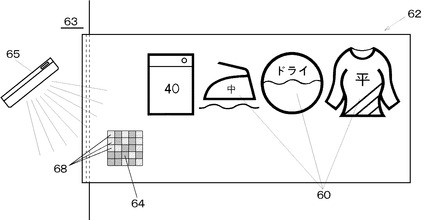
図13には、洗濯指定マーク60を有するプリントラベル62を示し、該ラベルは衣類63や身飾品などの裏側に縫着される。プリントラベル62は、洗濯表示マーク60のほかに、品質表示マーク、使用注意書マーク、商標、文字や図形などを印刷してもよく、この印刷時にカラーコード64も形成すればよい。表示マーク60などは通常の顔料を含む着色インクで印刷され、一方、カラーコード64は4種の励起発色の蛍光インクで印刷され、公知のブラックライト65などで照射すると視認できる。
【0061】
プリントラベル62用のテープ66(図14)は、一般に細幅織機によって織成するけれども、広幅織物から帯状に裁断して作製してもよく、該テープの縦糸および横糸は蛍光増白染料または蛍光増白剤で処理すると、カラーコード64の励起発色を確認できなくなるので使用しない。無地のテープにおいて、図柄や文字を含むマーク60およびカラーコード64が、凸版印刷機やスクリーン印刷機で連続印刷され、得た印刷テープ66を横方向に1枚ずつ寸断してラベル62を製造する。
【0062】
テープ66は、例えば、ポリエステル繊維からなり、その表面には、図13に示すように、通常の顔料を含む着色インクで洗濯表示マーク60が形成され、且つ無機蛍光体を含む蛍光インクでカラーコード64を形成する。この蛍光インクには、通常、隠蔽力の高い顔料及び展色材であるカーボンブラックや酸化チタンなどを添加せず、一般に透明であると好ましい。
【0063】
蛍光インクに添加される無機蛍光体は、実施例1と同様に、硫化物または酸化物を主成分とする蛍燐光体顔料である。この蛍光体は、例えば、ブラックライト65やイメージ読取り装置2(図6)によって特定の励起光(例えば254nm、365nm)を照射すると、カラーコード64のセル68ごとに赤色、青色、緑色または茶色に発色し、通常の太陽光や蛍光灯の照射ではすべて発色しない性質を有する。この蛍光体の添加量は一般にインク全量の約10〜20重量%であると好ましい。カラーコード64の厚みは3〜5μmでも発色効果があるけれども、厚みを増すほど発色度を上げることができる。
【0064】
プリントラベル62は、印刷テープ66をラベルごとに横方向にヒートカットして作製する。ラベル62は、通常、折り曲げ工程において、プレスによってセンターホールドまたはエンドホールドする。プリントラベル62は、例えば、ブルゾンなどの衣類63や身飾品の衿裏側に縫着され、縫着後には通常の状態では一般のラベルと全く同様であり、その表面に表示した洗濯表示マーク60を容易に識別することができる。
【0065】
プリントラベル62において、カラーコード64に含まれる特殊な無機蛍光体は、紫外線でのみ発色して通常の太陽光や蛍光灯では発光しない。ブラックライト65やイメージ読取り装置2でプリントラベル62を照射すると、カラーコード64が特定のカラーパターンで明確に発色するから、プリントラベル62を付した衣類63や身飾品が真正商品であることが容易に確認できる。プリントラベル62は、目視しただけではカラーコード64の存在と実体が判らないため、偽造者が同一のラベルを製造することは困難である。
【0066】
卸売業者や小売業者などのコード解読者は、イメージ読取り装置2(図6)で所定の紫外線を照射してカラーコード64を励起発色させるとデータ識別できる。カラーコード64は、カラーパターンをコード化している実質上の三次元バーコードであるから、プリントラベル62が縫着された衣類63の品番、製造業者、商標名がコードイメージを解析コンピュータ8(図6)などで解読できる。また、コード解読者は、解析コンピュータ8に回線接続されたサーバーコンピュータの業務プログラムを実行させ、当該衣料品に関する詳細な情報を取得でき、さらにクレーム情報なども送信できる。
【実施例4】
【0067】
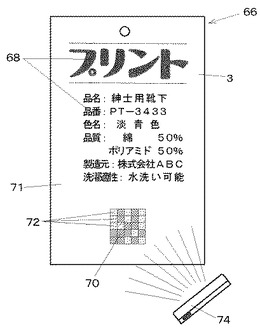
図15に例示する紙ラベル66には、商標、品名,品番,洗濯適性などの主情報68とカラーコード70を印刷する。紙ラベル66は、従来のラベルやタッグと同じ紙材71であり、その外観も通常の紙材と全く同一である。カラーコード70は、太陽光などの可視光に対してそれをほとんど吸収しないので実質的に無色か白色であり、一方、紫外線を照射すると可視光の蛍光を発する有機蛍光体を含んでいる。この蛍光体は、特定の波長の紫外線で照射すると、各セル72が赤色、青色、緑色または茶色に発色し、残光性を殆ど有しない。
【0068】
紙ラベル66におけるカラーコード70は、蛍光体をビヒクルに溶解または分散させた樹脂層であり、可視光の照射に対してはほぼ無色であって、紫外線の照射に対しては可視色の蛍光を発する蛍光体とバインダー樹脂とを含有する。この蛍光体は、実質的に無色である有機系の蛍光体であれば特に限定されず、市販されているものを使用できる。有機蛍光体は、バインダー樹脂や溶剤と相溶化してインクを透明にできるので、可視光下での不可視性に優れ、有機蛍光体を含むインクによって印刷を行った場合には、紙ラベル66の通常の使用状態において偽造防止のためのカラーコード70が発見されにくい。
【0069】
カラーコード70に用いる蛍光インクについて、有機蛍光体を用いた市販品として、赤色発色インクとして商品名:R−50(シンロイヒ社製)、緑色発色インクとして商品名:R−70(シンロイヒ社製)、青色発色インクとして商品名:MR−30(シンロイヒ社製)などを例示できる。また、蛍光インクを調製するための市販の有機蛍光体として、赤色蛍光体として商品名:LC−0001(日本化薬社製)、緑色蛍光体として商品名:EG−502(三井化学社製)、青色蛍光体として商品名:ユビテックスOB(チバガイギー社製)などを例示できる。蛍光インクは、赤色、青色、緑色などの蛍光体の中から任意に2種以上を選択し、これらを適宜ビヒクルに溶解または分散させると、茶色または黄色のような蛍光色も印刷できる。
【0070】
ビヒクルを形成するバインダー樹脂は、励起発色を損なわないようにできるだけ透明性の高いものが好ましく、特にビヒクルの主成分であるバインダー樹脂は可視光下で実質的に無色透明であることが望ましい。このバインダー樹脂には、ポリエステル樹脂、ポリスチレン樹脂、アクリル樹脂、ポリウレタン樹脂、アクリルウレタン樹脂、塩化ビニル系樹脂、酢酸ビニル系樹脂、塩化ビニル/酢酸ビニル共重合樹脂、ポリアミド系樹脂、これらの各樹脂をシリコーン変性させた樹脂または各樹脂の混合物を用いることができる。
【0071】
蛍光インキ中の有機蛍光体とバインダー樹脂の配合割合について、紫外線照射による蛍光色の発光強度は有機蛍光体の存在量に依存するため、通常、その配合割合が大きいほど鮮明な励起発色を得る。この反面、有機蛍光体は、一般に高価であるので必要以上に多く配合すると不経済であり、有機蛍光体とバインダー樹脂との相溶性が高くない場合には、有機蛍光体の配合割合を大きくしすぎると、蛍光インキ中で有機蛍光体が析出するなどの弊害が生じる。これらを勘案して、蛍光インク中の有機蛍光体の配合割合は、蛍光インク全体の0.01〜50重量%、好ましくは0.1〜20重量%である。
【0072】
複数の有機蛍光体を配合する場合には特段の制約はなく、所望の色調を得るために2種または3種以上の有機蛍光体を任意の割合で配合することができる。例えば、茶色や黄色の蛍光を得たければ、赤色と緑色の有機蛍光体をそれぞれ所望の発光強度が得られる割合で配合すればよい。紫色の励起発色は赤色と青色の組み合わせ、シアン色の励起発色は緑色と青色の組み合わせで表現できる。白色の蛍光を得るには、赤色、緑色、青色の有機蛍光体をそれぞれ同等の発光強度が得られる割合で配合すればよい。
【0073】
蛍光インキ層の厚みは、通常は0.2〜5μm、好ましくは0.4〜3μmとする。溶融熱転写型蛍光インキ層の厚みが0.2μmに満たない場合には層厚みの均一性に乏しくなり発色ムラを助長する。一方、溶融熱転写型蛍光インキ層の厚みが5μmを超えると、転写時の箔切れが悪化して、所望の領域以外にも溶融熱転写型蛍光インキ層が転写されるという不具合が生じる恐れがある。
【0074】
紙ラベル66に主情報68およびカラーコード70を印刷する際に、主情報68は従来と同様に印刷すればよい。カラーコード70を印刷するには、無色の有機蛍光体、バインダー樹脂、さらに必要に応じてその他の成分をトルエン、メチルエチルケトン、酢酸エチル、イソプロパノール等などの単独溶剤または混合溶剤に溶解して塗工液を得る。この塗工液をグラビアコート、グラビアリバースコート、ロールコートなどの公知の方法で紙ラベル66上に塗工・乾燥させて形成することができる。
【0075】
紙ラベル66は、例えば、各種の衣服(図示しない)の前側などに糸やピンで取り付ければよい。取り付け後の紙ラベル66は、太陽光や蛍光灯光の下では主情報68のみが表示されて従来の紙ラベルと同様であり、真正品の確認のために公知のブラックライト74やイメージ読取り装置2などで特定波長の紫外線を照射すると、カラーコード70の励起発色によって真正品であるか否かを容易に判別できる。
【図面の簡単な説明】
【0076】
【図1】本発明に係るカラーコードの一例について、該カラーコードが励起発色した状態を拡大して示す概略平面図である。
【図2】図1のカラーコードが励起発色していない状態を示す平面図である。
【図3】所定の情報をイメージに変換するためのコード変換表の一例を示す図表である。
【図4】パリティ領域が矩形マトリックスのコードイメージ部分内に位置する例を示す説明図である。
【図5】パリティ領域が矩形マトリックスのコードイメージ部分内に位置する他の例を示す説明図である。
【図6】本発明で用いるイメージ読取り装置の例について下方部を断面で示す概略側面図である。
【図7】図6のイメージ読取り装置の照射端面を下側から示す拡大平面図である。
【図8】イメージ読取り装置および解析コンピュータによる処理過程を説明するフローチャートである。
【図9】太陽光や蛍光灯光のような可視光下にある織ラベルを示す平面図であり、可視光下で視認できないカラーコードを一点鎖線で描いている。
【図10】図9の織ラベルをブラックライトで照射した状態を示す平面図である。
【図11】多数本の織テープにヒートカットする前の広幅織物を例示する部分平面図である。
【図12】広幅織物を織成した直後に多数本のテープにヒートカットする広幅織機を例示する説明図である。
【図13】ブラックライトで照射した状態のプリントラベルを示す平面図である。
【図14】図13のプリントラベルに寸断する前のテープを示す平面図である。
【図15】ブラックライトで照射した状態の紙ラベルを示す平面図である。
【符号の説明】
【0077】
1 カラーコード
2 イメージ読取り装置
3 コードイメージ部分
5 データセル
6 パリティセル
7 セル
8 解析コンピュータ
24 織ラベル
26 織テープ
29 縦糸
30 横糸
【特許請求の範囲】
【請求項1】
可視光の下では実質的に無色であり且つ所定の情報が内在するカラーコードであって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される励起発色のカラーコード。
【請求項2】
各データセルおよびパリティセルを含む各セルは、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色する請求項1記載のカラーコード。
【請求項3】
茶色で入力されたセルをプログラムで黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成される請求項1または2記載のカラーコード。
【請求項4】
紫外線および/または赤外線の照射によって発光する蛍光糸を縦糸または横糸に用いて織成する繊維製品であって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが織り込まれた繊維製品。
【請求項5】
蛍光糸を横糸として織り込み、複数種の蛍光糸によって所定のカラーコードを織り出す請求項4記載の繊維製品。
【請求項6】
繊維製品が織ラベル、ユニフォーム、スポーツウェアまたはブランド衣料である請求項4または5記載の繊維製品。
【請求項7】
紫外線および/または赤外線の照射によって発光する蛍光インクを使用して印刷するシート製品であって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが支持体上に印刷されているシート製品。
【請求項8】
シート製品がプリントラベル、紙ラベル、ステッカー、タグ、値札、荷札、転写ラベルまたは転写シールである請求項7記載のシート製品。
【請求項9】
紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージに含まれた背景イメージを検出し、背景イメージを除外してコードイメージ領域を抽出する工程と、前記コードイメージ領域からコードイメージを最適化する工程と、該コードイメージ領域に含まれたセルを判別する工程と、各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むカラーコードの解読方法。
【請求項10】
紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージからノイズを除去してヒストグラムを作成する工程と、このヒストグラムから素材タイプを判別し、素材タイプに応じたフィルタ処理を行う工程と、原イメージに含まれた背景イメージを除外してコードイメージ領域を抽出する工程と、該コードイメージ領域に含まれたセルを判別する工程と、前記各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むカラーコードの解読方法。
【請求項11】
原イメージには、紫外線および/または赤外線の照射によって、少なくとも赤色、青色、緑色または茶色のいずれかに発光する複数のセルからなるコードイメージ部分を含む請求項10記載の解読方法。
【請求項12】
コードイメージ領域を抽出して所定のカラーを取得した後に、茶色で入力されたセルを黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されている請求項10記載の解読方法。
【請求項13】
偽造防止のカラーコードでは、真正のコードイメージに対して、黒色のセルを茶色に変換し、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換することにより、偽造防止のカラーコードはカラー置換しないとデコーダによるコード解析が不可能であるカラーコードの解読方法。
【請求項14】
偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことにより、デコーダによるコード解析が可能となる請求項13記載の解読方法。
【請求項1】
可視光の下では実質的に無色であり且つ所定の情報が内在するカラーコードであって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光表示される励起発色のカラーコード。
【請求項2】
各データセルおよびパリティセルを含む各セルは、紫外線および/または赤外線の照射によって、赤色、青色、緑色または茶色のいずれかに励起発色する請求項1記載のカラーコード。
【請求項3】
茶色で入力されたセルをプログラムで黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成される請求項1または2記載のカラーコード。
【請求項4】
紫外線および/または赤外線の照射によって発光する蛍光糸を縦糸または横糸に用いて織成する繊維製品であって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが織り込まれた繊維製品。
【請求項5】
蛍光糸を横糸として織り込み、複数種の蛍光糸によって所定のカラーコードを織り出す請求項4記載の繊維製品。
【請求項6】
繊維製品が織ラベル、ユニフォーム、スポーツウェアまたはブランド衣料である請求項4または5記載の繊維製品。
【請求項7】
紫外線および/または赤外線の照射によって発光する蛍光インクを使用して印刷するシート製品であって、紫外線および/または赤外線の照射によって励起発色する少なくとも複数のデータセルおよびパリティセルを有し、紫外線および/または赤外線の照射によって発光した領域がコードイメージ部分であり、それぞれのデータセルが情報内容に応じて特定の色彩に発光する励起発色のカラーコードが支持体上に印刷されているシート製品。
【請求項8】
シート製品がプリントラベル、紙ラベル、ステッカー、タグ、値札、荷札、転写ラベルまたは転写シールである請求項7記載のシート製品。
【請求項9】
紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージに含まれた背景イメージを検出し、背景イメージを除外してコードイメージ領域を抽出する工程と、前記コードイメージ領域からコードイメージを最適化する工程と、該コードイメージ領域に含まれたセルを判別する工程と、各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むカラーコードの解読方法。
【請求項10】
紫外線および/または赤外線の照射によって発光したコードイメージ部分を含む原イメージを取得する工程と、該原イメージからノイズを除去してヒストグラムを作成する工程と、このヒストグラムから素材タイプを判別し、素材タイプに応じたフィルタ処理を行う工程と、原イメージに含まれた背景イメージを除外してコードイメージ領域を抽出する工程と、該コードイメージ領域に含まれたセルを判別する工程と、前記各セルに表示されたカラーを取得する工程と、デコーダに入力して解析し、各セルにおけるカラーを対応する文字、数字または記号に変換してコード情報を生成する工程とを含むカラーコードの解読方法。
【請求項11】
原イメージには、紫外線および/または赤外線の照射によって、少なくとも赤色、青色、緑色または茶色のいずれかに発光する複数のセルからなるコードイメージ部分を含む請求項10記載の解読方法。
【請求項12】
コードイメージ領域を抽出して所定のカラーを取得した後に、茶色で入力されたセルを黒色に変換することにより、コードイメージ領域が赤色、青色、緑色および黒色で構成されている請求項10記載の解読方法。
【請求項13】
偽造防止のカラーコードでは、真正のコードイメージに対して、黒色のセルを茶色に変換し、さらに各セルにおける茶色を他の3色のいずれかと置換し、そのいずれかの色を茶色に置換することにより、偽造防止のカラーコードはカラー置換しないとデコーダによるコード解析が不可能であるカラーコードの解読方法。
【請求項14】
偽造防止のカラーコードからコードイメージ領域を抽出し、茶色で入力されたセルを黒色に変換するとともに、黒色を本来の他の3色のいずれかに戻し、そのいずれかの色を黒色に戻すことにより、デコーダによるコード解析が可能となる請求項13記載の解読方法。
【図1】



【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図14】

【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2008−181447(P2008−181447A)
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願番号】特願2007−15926(P2007−15926)
【出願日】平成19年1月26日(2007.1.26)
【出願人】(507029683)カラージップジャパン株式会社 (1)
【出願人】(391015627)日本ダム株式会社 (8)
【Fターム(参考)】
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願日】平成19年1月26日(2007.1.26)
【出願人】(507029683)カラージップジャパン株式会社 (1)
【出願人】(391015627)日本ダム株式会社 (8)
【Fターム(参考)】
[ Back to top ]