
包被食品の製造方法及び装置
【課題】偏平状の外皮材で内材を包み込んだ形態の包被食品を製造するとき、外皮材の封着を確実容易に行うことのできる製造方法及び装置を提供する。
【解決手段】開口部21Hを備えた載置部材21上に、開口部21Hを覆うように偏平状の外皮材25を載置する。開閉可能な複数のシャッタ片23によって囲繞されたシャッタ開口部27を閉動作して開口部21H内への外皮材の自重による没入を助長する。内材29を供給するための内材吐出ノズル9を相対的に降下して、下部の外皮材押圧面31Tと前記開口部21Hの周縁とによって外皮材25を挟み込む。載置部材21上の外皮材25の周縁部25Eを、内材吐出ノズル9の周面及び各シャッタ片23の押圧面23Fに沿って盛上げる。外皮材25内に内材29を供給して外皮材25を次第に膨張する。内材吐出ノズル9を相対的に上昇した後に、外皮材25の盛上げられた周縁部25Eを、シャッタ片23によって中央部へ寄せ集めて封着する。
【解決手段】開口部21Hを備えた載置部材21上に、開口部21Hを覆うように偏平状の外皮材25を載置する。開閉可能な複数のシャッタ片23によって囲繞されたシャッタ開口部27を閉動作して開口部21H内への外皮材の自重による没入を助長する。内材29を供給するための内材吐出ノズル9を相対的に降下して、下部の外皮材押圧面31Tと前記開口部21Hの周縁とによって外皮材25を挟み込む。載置部材21上の外皮材25の周縁部25Eを、内材吐出ノズル9の周面及び各シャッタ片23の押圧面23Fに沿って盛上げる。外皮材25内に内材29を供給して外皮材25を次第に膨張する。内材吐出ノズル9を相対的に上昇した後に、外皮材25の盛上げられた周縁部25Eを、シャッタ片23によって中央部へ寄せ集めて封着する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばパン生地や饅頭生地などのごとき偏平状な外皮材でもって、例えば餡などのごとき内材を包み込んだ形態の包被食品を製造するための製造方法及び装置に係り、さらに詳細には、前記外皮材の周縁部を中央部に寄せ集めて封着するときに確実に封着することができることは勿論のこと、封着部に寄せ集められる周縁部を予め薄肉に形成でき、かつ封着部分の封着時における突出量を抑制することのできる包被食品の製造方法及び装置に関する。
【背景技術】
【0002】
従来、偏平状な外皮材でもって内材を包み込んだ状態の包被食品を製造する場合、中央部に開口部を備えた載置部材上へ、又は開口部を開閉自在な第1のシャッタ装置上へ偏平で円板状の外皮材を載置位置決めしている。そして、前記外皮材の周縁部を、環状の押え部材によって前記載置部材上に、又は第1のシャッタ装置上に押圧固定した後、内材を吐出供給するためのノズルを相対的に下降し、外皮材内に内材を供給している。その後、外皮材の周縁部を中央に寄せ集めるためのシャッタによって前記外周縁を中央に寄せ集めて、この寄せ集めた部分の封着を行っている(例えば特許文献1,2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4210779号公報
【特許文献2】特開2008−178391号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記特許文献1に記載の構成は、第1のシャッタにおいて開いた状態にある複数のシャッタ片の上側に円板状の外皮材を載置した後、第1のシャッタ上に備えた第2のシャッタにおける各シャッタ片を閉作動して、前記第1のシャッタにおける開口部の中心と外皮材の中心とを一致させるための心合せ動作を行っている(特許文献1の[0025]参照)。そして、第2のシャッタにおける各シャッタを開作動した後、押え部材が下降して前記外皮材の周縁部を全周に亘って前記第1のシャッタにおける各シャッタ片に押圧固定し、その後にノズルを下降して外皮材の中心部を下方向へ押圧して椀状に形成し、この椀状部内へ内材の吐出を行っている。
【0005】
その後、前記第1のシャッタの下方に上下動自在に備えた支持部材によって内材の供給を受けた外皮材の下側を支持し、当該支持部材を下降することにより、前記周縁部を、前記第1のシャッタにおける各シャッタ片の間に下降している。そして、前記第1のシャッタにおける各シャッタ片を閉動作することにより、開いた状態にある外皮材の周縁部を中央部に集めて封着を行っている。
【0006】
前述のごとく、第1のシャッタにおける開口部の中心と外皮材の中心とを一致させる心合せ動作を行った後に内材の供給を行うものであるから、シャッタの開閉動作が多く、能率向上を図る上において望ましいものではない。
【0007】
また、円板状の外皮材を中央部に寄せ集めて封着する際には、封着すべき部分の外皮材と椀状に形成される部分の外皮材との割合を調整する必要がある。仮に、円板状の外皮材の厚みが全体に亘ってほぼ均等であると、封着すべき部分には比較的に多量の外皮材を寄せ集めることになり、前記割合を調整できないという問題がある。
【0008】
また、封着部分には外皮材の大きな盛上りを形成することとなり、封着部分の封着時の突出量が大きくなるという問題がある。
【0009】
したがって、第2のシャッタの上面にてその開口部の周りに水平方向に載置された外皮材の周縁部を全周に亘って押え部材によって押圧して外皮材の周縁部を薄く形成し(特許文献1、図9参照)、外皮材の周縁部付近の外皮材を下方向に引き込みながら前記中心部の外皮材を椀状に形成する(特許文献1、図10参照)ことにより、外皮材の全体量に対し封着部分の外皮材の割合が高くならないよう調整している。
【0010】
しかし、外皮材の周縁部を押え部材で押圧する際、押圧する押圧力が大きいと、押圧された部分が、押し潰されて外皮材の生地に損傷が生じ、ときとして硬化することがあり、封着の確実性を図る上において問題がある。
【0011】
また、外皮材の周縁部が押え部材で押圧されると周縁部が放射方向に拡がりその外径が大きな偏平状で環状の生地に形成されるため、シャッタによって大きく拡げられた領域から中心に寄せ集められる生地は、前記押し潰しの問題と関連して封着の確実性を低下させる要因となっていた。
【0012】
前記特許文献2においても特許文献1と同様の問題を有するものである。なお、特許文献2における図12には、ノズルと載置部材の開口部の周縁との間で外皮材を挟み込む構成が記載されているものの、図12に示された構成においては、内材を供給するためのノズルの下端部は載置部材における開口部を貫通して載置部材の下側へ突出してある。したがって、前記ノズルを相対的に上昇すると、内材を供給された外皮材の内部には、前記載置部材から下方向へ突出した部分のノズル下端部の容積に相当する空隙が生じることになる。
【0013】
よって、外皮材の周縁部を中央部に寄せ集めて封着するとき、寄せ集めの対象となる範囲の外皮材は、載置部材上の外皮材の周縁部と、前記空隙を囲繞した部分の外皮材が対象となるものである。したがって、外皮材の封着を確実に行うことができるものの、封着部に寄せ集められる部分が多くなり、封着部分の封着時に大きな盛上りを形成することになる、という問題がある。
【0014】
換言すれば、従来は封着部分に生じた封着時の大きな盛上りを、例えば封着工程における最終的な段階において、又は包被食品の上下を反転することによって、包被食品内に没入し外観をよくするものであるから、包被食品内には封着時の大きな固りが存在することになる。したがって、外皮材の封着を確実に行い得ることは勿論のこと、封着部分の封着時の固りをより小さくすることが望まれている。
【課題を解決するための手段】
【0015】
本発明は、前述のごとき問題に鑑みてなされたもので、外皮材でもって内材を包み込んだ包被食品の製造方法であって、
(a)開口部を備えた載置部材上に、前記開口部を覆うように偏平状の外皮材を載置すると同時に前記外皮材の前記開口部に対応した部分を自重によって開口部内へ没入する工程、
(b)開閉可能な複数のシャッタ片によって囲繞されたシャッタ開口部を閉動作して、前記開口部への外皮材の没入を助長すると共に前記載置部材上に残る外皮材における環状の周縁部の残留量を所望量に調節する工程、
(c)内材を供給するための内材吐出ノズルを相対的に降下して、当該内材吐出ノズルに備えた環状の外皮材押圧面と前記載置部材における前記開口部の周縁とによって前記外皮材を挟み込む工程、
(d)前記載置部材上に残留している外皮材の周縁部を、前記内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げる工程、
(e)前記内材吐出ノズルから前記外皮材内に内材を供給して外皮材を次第に膨張する工程、
(f)前記内材吐出ノズルを相対的に上昇した後に、前記外皮材の盛上げられた周縁部を、前記シャッタ片によって中央部へ寄せ集めて封着する工程、
の各工程を備えていることを特徴とするものである。
【0016】
また、前記包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに外方向へ押圧流動される外皮材における前記周縁部の放射外方向への拡大を、前記各シャッタ片の押圧面によって規制して前記周縁部を盛上げることを特徴とするものである。
【0017】
また、前記包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込んだ後に、前記シャッタ片の開口部を閉動作するときに、前記外皮材の前記周縁部を放射内方向へ押圧移動して前記周縁部を盛上げることを特徴とするものである。
【0018】
また、前記包被食品の製造方法において、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに、前記外皮材の前記周縁部を放射外方向へ流動することと、前記シャッタ開口部の閉作動によって外皮材の前記周縁部を放射内方向へ押圧移動することとが同時的に行われることによって前記外皮材の前記周縁部を盛上げることを特徴とするものである。
【0019】
また、前記包被食品の製造方法において、前記盛上げられた周縁部は、前記開口部内へ没入された外皮材の厚さよりも薄肉であることを特徴とするものである。
【0020】
また、前記包被食品の製造方法において、前記シャッタ開口部を閉動作して前記外皮材の周縁部を中央側へ押圧するとき、前記載置部材の前記開口部内へ外皮材の自重による没入を助長すると共に、前記載置部材上に残留する外皮材の周縁部の生地の残留量を調節するために前記シャッタ開口部の開口径を調節することを特徴とするものである。
【0021】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルは、前記載置部材における前記開口部の周縁との間に前記外皮材を挟み込むときに、前記載置部材上に残留している外皮材の環状の周縁部を、前記各シャッタ片の押圧面に沿って盛上げるために前記外皮材の前記周縁部を放射外方向へ流動させるための環状の外皮材押圧面を下部に備えていることを特徴とするものである。
【0022】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルが相対的に下降して前記載置部材の前記開口部の周縁との間に外皮材を挟み込んだ状態にあるときに、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げるために前記外皮材の周縁部を放射内方向へ押圧移動する各シャッタ片の閉動作を制御するための制御手段を備えていることを特徴とするものである。
【0023】
また、前記包被食品製造装置において、前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とするものである。
【0024】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とするものである。
【発明の効果】
【0025】
本発明によれば、載置部材上の外皮材の周縁部は内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げられるものであるから、この盛上げられた部分を薄肉に形成することができる。そして、各シャッタ片によって外皮材の周縁部を中央部へ寄せ集めて封着を行うときには、盛上げられた部分、すなわち立上げられた部分を中央側へ倒すように寄せ集めるものであるから、封着を確実に行うことができると共に、封着部分の封着時における盛上りを小さく抑制することができ、前述したごとき従来の問題を解消することができるものである。
【0026】
また、内材吐出ノズルの最下降位置が載置部材における上面以上の高さ位置であることにより、外皮材の膨張される部分内への内材吐出ノズルの突出が規制されることになると共に、内材吐出ノズルと載置部材との間において外皮材を押圧する押圧力が抑制され、外皮材の押圧される部分を硬化するようなことがないものである。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態に係る包被食品製造装置の斜視説明図である。
【図2】シャッタ装置の開閉機構の1例を示すための包被食品製造装置の平面図である。
【図3】包被食品を製造する工程の説明図である。
【図4】包被食品を製造する工程の説明図である。
【図5】包被食品を製造する工程の説明図である。
【図6】包被食品を製造する工程の説明図である。
【図7】包被食品を製造する工程の説明図である。
【図8】包被食品を製造する工程の説明図である。
【図9】包被食品を製造する工程の説明図である。
【図10】包被食品を製造する工程の説明図である。
【図11】包被食品を製造する工程の説明図である。
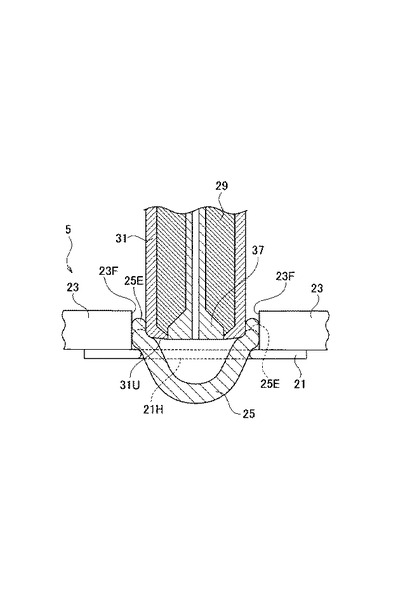
【図12】外皮材の外周縁を盛り上げる場合の説明図である。
【発明を実施するための形態】
【0028】
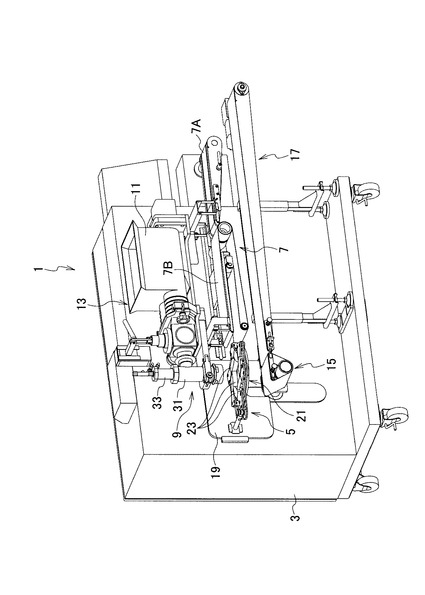
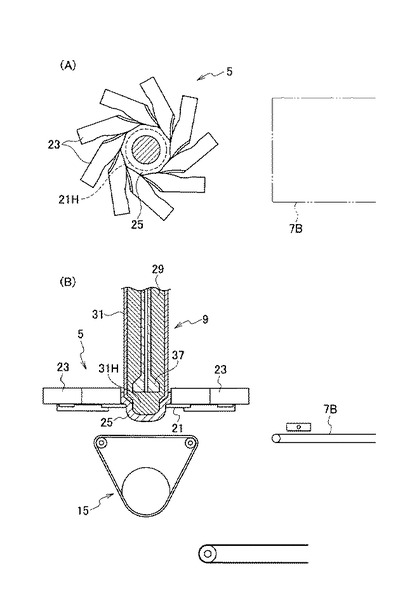
以下、図面を用いて本発明の実施形態について説明するに、先ず、図1を参照して包被食品製造装置1の全体的構成について概念的、概略的に説明する。この包被食品製造装置1は、円盤形状の外皮材(図1には図示省略)でもって内材(図示省略)を包み込んだ形態の包被食品39(図11参照)を製造するものであって、箱状の本体フレーム3を備えている。そして、この本体フレーム3の前面には、前記外皮材の外周縁を中央部に集束して、当該外皮材上へ供給された内材を包み込む作用をなすシャッタ装置5が上下動可能に備えられている。
【0029】
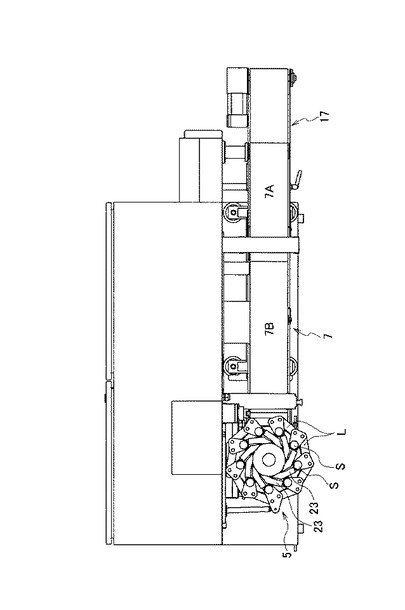
また、前記本体フレーム3の前面には、偏平な円盤形状に形成された外皮材を前記シャッタ装置5の位置へ移送する外皮材移送手段7が備えられている。この外皮材移送手段7はベルトコンベアから構成してあって、外皮材を載置するための第1ベルトコンベア7Aと、当該第1ベルトコンベア7Aから移載された外皮材を前記シャッタ装置5の位置へ移送するために、下流端が前記シャッタ装置5の上方位置へ進退自在な第2のベルトコンベア7Bとを備えている。そして、外皮材移送手段7に対応した位置には、当該外皮材移送手段7によって移送される外皮材の直径を計測するための、例えば光センサやCCDカメラなどのごとき適宜の外径計測手段(図示省略)が備えられている。なお、この種の外皮材移送手段7は周知の構成であるから、外皮材移送手段7についてのより詳細な説明は省略する。
【0030】
さらに、前記本体フレーム3には、前記シャッタ装置5の位置へ移送された外皮材上へ内材を吐出する内材吐出ノズル9が、前記シャッタ装置5に対して相対的に上下動可能に備えられている。そして、この内材吐出ノズル9には、内材を収容するホッパー11等を備えた内材供給手段13が接続してある。なお、この種の内材供給手段13の構成は周知であるから、内材供給手段13のより詳細な構成についての説明は省略する。
【0031】
また、前記シャッタ装置5の下方であって前記本体フレーム3の前面には、前記シャッタ装置5の位置において製造される包被食品(図1には図示省略)を下側から支持する支持手段15が上下動可能に備えられていると共に、前記支持手段15から移送された包被食品を次工程へ搬送する搬送手段17が備えられている。なお、前記支持手段15や搬送手段17の構成は周知であるから、前記支持手段15及び搬送手段17の構成についてのより詳細な説明は省略する。
【0032】
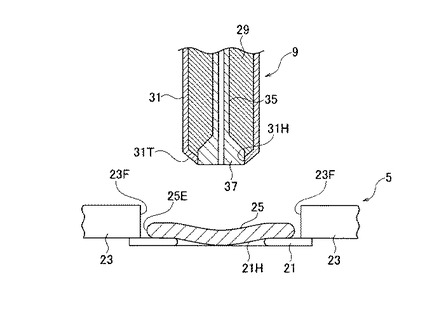
前記シャッタ装置5の構成について詳細に説明するに、シャッタ装置5は、前記内材吐出ノズル9に対して相対的に上下動自在、かつ停止位置を調節可能に、前記本体フレーム3の前面に備えられた昇降部材19に備えられているものである。そして、シャッタ装置5には、中央部に上下方向に貫通した円形の開口部21H(図3参照)を備えた載置部材21が備えられている。この載置部材21の上面には、複数のシャッタ片23が開閉自在に備えられている。
【0033】
前記シャッタ装置5におけるシャッタ片23の枚数は、複数のシャッタ片23によって多角形状の囲繞領域(シャッタ開口部)を形成できればよいものであり、3枚以上であれば任意の枚数でよいものである。なお、図1にはシャッタ片23の枚数が6枚の場合について例示してある。そして、図3以下の説明においては、シャッタ片23の枚数が9枚の場合について例示してある。しかし、前述したようにシャッタ片23の枚数は所望枚数とすることができるものである。
【0034】
また、シャッタ装置5において複数のシャッタ片23を同期連動して開閉する構成としては、図2に示すように枢軸Sを中心として揺動(回動)自在に設けられた各シャッタ片23をリンクLを介して互に連動連結した構成とすることができる。また、正多角形の位置に回動可能に配置した複数の枢軸に備えたガイド部材に沿って各シャッタ片を長手方向へ摺動可能に備え、前記各枢軸を回動することによって互に摺接した複数のシャッタ片の開閉を行うことも可能である。さらには、正多角形状の枠体内に、当該枠体の内面に沿って摺動可能な複数のシャッタ片を互に摺接した状態に備えた構成とすることも可能である。
【0035】
すなわち、シャッタ装置5において複数のシャッタ片23を開閉する構成には種々の構成があり、それぞれよく知られた構成であるから、シャッタ装置5において各シャッタ片23の開閉を行う構成についての詳細な説明は省略する。
【0036】
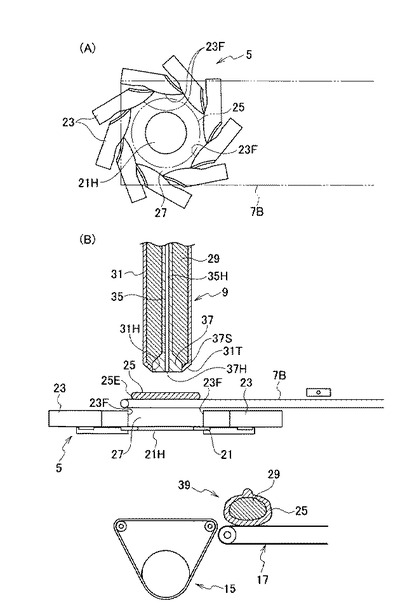
前記シャッタ装置5における各シャッタ片23は、よく知られているように、前記載置部材21上に載置された外皮材25(図3参照)の外周縁部(周縁部)25Eを中央部へ押圧して中央部へ寄せ集め、この寄せ集めて集束された外周縁部25Eの封着(結着)を行う作用をなすものである。すなわち、シャッタ装置5における各シャッタ片23は、前記外皮材25の周縁部25Eを放射内方向(径内方向)へ押圧するための押圧面23Fを備えている。上記押圧面23Fは、図3に示すように、垂直面に形成することが望ましい。しかし、垂直面に限ることなく、所望の形状とすることも可能である。
【0037】
なお、前記各シャッタ片23を開閉動作するための駆動手段(図示省略)は、例えばサーボモータ、リニアモータなどのごとく、制御装置(図示省略)の制御の下に制御可能な制御用アクチュエータ(図示省略)からなるものである。したがって、前記各シャッタ片23における各押圧面23Fによって囲繞されたシャッタ開口部(囲繞領域)27は前記制御アクチュエータの駆動によって開閉動作されるものである。そして、制御装置の制御の下に前記制御アクチュエータの動作を制御することにより、前記シャッタ開口部27の開口径の大きさを所望の大きさに調整(調節)することができるものである。
【0038】
したがって、前記外皮材移送手段7によって載置部材21上に載置された円板状の前記外皮材25の周縁部25Eを押圧して、外皮材25の前記開口部21Hに対応した部分が外皮材の自重によって開口部21H内へ没入することを助長することができるものである。そして、前記シャッタ開口部27の開口径を調節することにより、前記載置部材21の前記開口部21Hから外皮材25の中央部分が自重によって開口部21H内に入り込む生地量と、前記載置部材21上に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量との比率(割合)を調節することができるものである。換言すれば、前記シャッタ装置5における各シャッタ片23によって中央部へ寄せ集めて封着するための周縁部(残留部)25Eの生地量(載置部材21上の残留量)を予め調節することができるものである。
【0039】
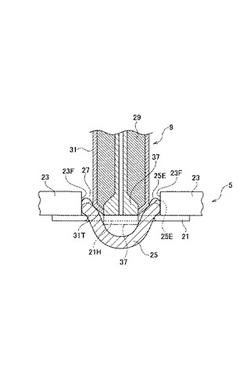
前記内材吐出ノズル9の構成について説明するに、内材吐出ノズル9は、前記内材供給手段13から内材29(図3参照)の供給を受ける円筒形状のノズル本体31を備えており、このノズル本体31の下部外周面には、前記載置部材21上に残る外皮材25の残留部としての環状の周縁部25Eを放射外方向(径外方向)へ押圧する環状の外皮材押圧面31Tを備えている。この外皮材押圧面31Tは、下側が小径となるテーパ面に形成してある。
【0040】
なお、前記外皮材押圧面31Tは、テーパ面に限ることなく、上部側が次第に大径となる截頭円錐形状であって、周面が凸曲面又は凹曲面を呈する形状であってもよいものである。要は載置部材21上に残留している環状の残留部(周縁部)25Eを放射外方向へ押圧する機能を奏すればよいものである。
【0041】
そして、前記ノズル本体31の中心部には、当該ノズル本体31の上部に備えた流体圧シリンダなどのごとき上下動用アクチュエータ33(図1参照)によって上下動されるパイプ状の上下作動杆35が備えられている。この上下作動杆35の下端部には、前記ノズル本体31の開口部31Hを開閉自在な弁部材37が備えられている。そして、この弁部材37の中心部には、エアー供給源(図示省略)に接続した接続路35Hが備えられており、前記上下動杆35からのエアーを下方向へ噴出するエアー噴出孔37Hが下端面に備えられている。そして、前記弁部材37には、前記開口部31Hの内径にほぼ等しい外径のストレート部37Sが上下方向に長く形成してある。
【0042】
したがって、内材吐出ノズル9においては、弁部材37を上下動することにより、ノズル本体31における開口部31Hの開閉が行われるものである。
【0043】
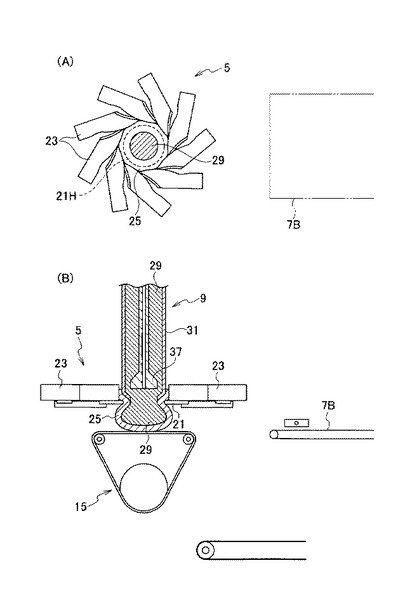
以上のごとき構成において、図3に示すように、相対的に下降した状態のシャッタ装置5の上方位置へ外皮材移送手段7における第2ベルトコンベア7Bによって外皮材25を搬送し、前記第2ベルトコンベア7Bを後退することにより、開いた状態にある各シャッタ片23によって囲繞された領域内(シャッタ開口部27内)に外皮材25を落下すると、外皮材25の中心位置は載置部材21における開口部21Hの中心位置とほぼ一致した状態に載置される(図4参照)。なお、外皮材25の外径は、前記外皮材移送手段7による移送時に、計測手段によって自動的に計測されるものである。そして、外皮材25の中心位置は予め演算によって求められるものである。したがって、前述したように、開口部21Hの中心位置と外皮材25の中心位置とがほぼ一致した状態でもって載置部材21上に載置することができるものである。
【0044】
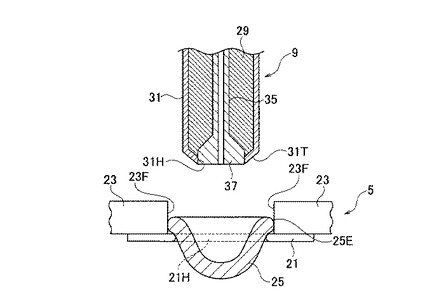
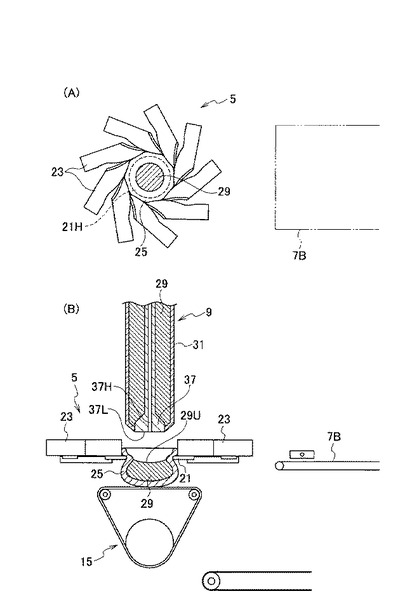
前述のように、載置部材21上に外皮材25を載置すると、外皮材25の開口部21Hに対応した部分は、自重によって直ちに没入を開始することになる。そして、シャッタ装置5における各シャッタ片23を閉動作すると、各シャッタ片23における各押圧面23Fでもって外皮材25の外周縁部25Eを中心側へ押圧するので、前記開口部21Hからの外皮材25の自重による没入が助長されることになる。すなわち、前記各シャッタ片23が外皮材25の周縁部25Eを中央部へ押圧すると、外皮材25は自重によって前記開口部21H内に入り込み、上面に凹部を生じることになる(図5参照)。
【0045】
この際、載置部材21における開口部21Hの中心と外皮材25の中心とがほぼ一致した状態でもって載置部材21上に外皮材25が載置されるので、前記開口部21Hの中心位置と外皮材25の中心位置とを合せる動作が不要であり、能率向上を図ることができるものである。換言すれば、載置部材21上に外皮材25を載置すると、直ちに、外皮材25の上面に前記凹部を形成するための動作を行い得るものである。
【0046】
前述のように、シャッタ装置5における各シャッタ片23を閉動作して、各シャッタ片23によって囲繞されたシャッタ開口部27の直径が前記内材吐出ノズル9におけるノズル本体31の外径に対応した所望の径又は予め設定された所定の径の大きさに縮小すると、各シャッタ片23の閉動作が一時停止される。この際、前記載置部材21における開口部21Hの直径は予め設定してあって一定であるから、前記シャッタ開口部27の直径を、前記開口部21Hとの関係において所定の径に調節することにより、前記載置部材21上において前記開口部21Hの周囲に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量すなわち、後工程で封着に使用する封着生地量を所望量に予め調節(調整)することができるものである。
【0047】
なお、前記シャッタ開口部27の直径が予め設定された直径になるのと同時的に内材吐出ノズル9の外皮材押圧面31Tと載置部材21における開口部21Hの周縁によって外皮材25を挟み込むことも可能である。
【0048】
また、前記計測手段によって計測した外皮材25における外径の大きさに比較して、前記シャッタ開口部27の直径が所望の直径となるように、制御手段(図示省略)によって制御して各シャッタ片23の閉動作を一時停止することにより、前記載置部材21における開口部21H内へ自重によって入り込む生地量と、載置部材21上に残留する周縁部25E付近の生地の残留量との割合を予め調節することができるものである。
【0049】
前述のように、シャッタ装置5における各シャッタ片23の閉動作を一時停止して、載置部材21の開口部21H内へ自重によって入り込んだ生地の量と載置部材21上に残留している生地量とを予め調節した状態にあるときに、前記内材吐出ノズル9に対してシャッタ装置5及び載置部材21を相対的に上昇すると、前記内材吐出ノズル9の下端部は、相対的に下降してシャッタ開口部27内に入り込むことになる。このように、シャッタ開口部27に対して内材吐出ノズル9の下端部を相対的に挿入すると、前記内材吐出ノズル9の下部に備えた外皮材押圧面31Tが外皮材25における周縁部25E付近の生地を、前記外皮材押圧面31Tと前記載置部材21の開口部21Hの周縁とによって全周に亘って斜め方向から挟み込むことになる。
【0050】
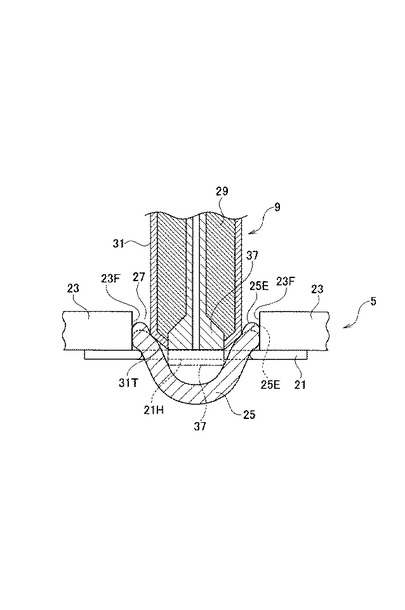
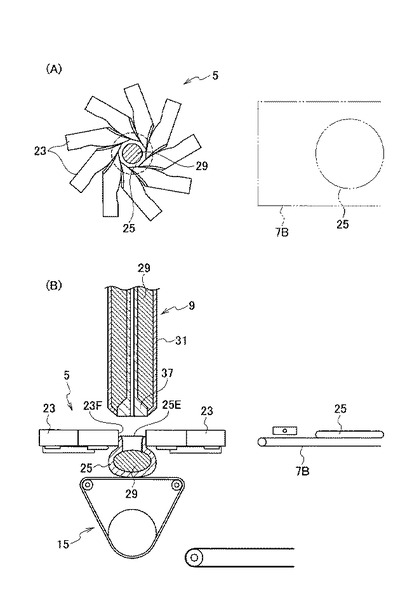
前述のごとく、シャッタ開口部27に対して内材吐出ノズル9の下部を相対的に挿入すると、載置部材21上の外皮材25の周縁部25E付近の残留した部分は、内材吐出ノズル9における下部の外皮材押圧面31Tによって放射外方向へ押圧移動(流動)される。この際、外皮材25の周縁部25Eの放射外方向への拡大は、各シャッタ片23における押圧面23Hによって規制される。したがって、前記外皮材25の載置部材21上の周縁部25E付近の残留生地は、図6に示すように、前記各シャッタ片23の押圧面23Hと内材吐出ノズル9におけるノズル本体31の外周面との間の環状の空隙内に次第に迫り上げられて盛上げられることになる。この際、環状の空隙の間隔寸法は、外皮材25の厚さよりも小さな間隙寸法であり、前記盛上げられる部分は、前記開口部21内へ入り込んだ部分の生地の肉厚よりも薄肉に形成されるものである。
【0051】
換言すれば、外皮材25における周縁部25E付近は、前記載置部材21の上面に沿って上側から偏平状に押圧される形態とは異なり、前記載置部材21の上面に対して薄く立上る形態に形成されるものである。そして、前記シャッタ開口部27に対する前記内材吐出ノズル9、すなわちノズル本体31の相対的な最下降位置は、前記載置部材21における上面以上の高さ位置で調節可能に備えられている。したがって、前記シャッタ開口部27に対してノズル本体31を相対的に最下降した場合であっても、載置部材21における開口部21Hの周縁とノズル本体31の外皮材押圧面31Tとの間には比較的大きな環状の空隙が備えられるものである。
【0052】
したがって、前述のごとく、ノズル本体31の外皮材押圧面31Tと載置部材21における開口部21Hの周縁とによって外皮材25の周縁部25E付近を挟み込んだ場合であっても、外皮材25を強力に挟み込むようなことはないものである。よって、ノズル本体31と載置部材21によって挟圧された部分の生地が硬化するようなことはないものである。
【0053】
前述のごとく、ノズル本体31の外皮材押圧面31Tと載置部材21における開口部21Hの周縁との間に外皮材25を挟み込むに際しては、前記弁部材37を上昇してノズル本体31の開口部31Hは開かれた状態にあり、内材29は開口部31H付近に到達した状態に制御されている。そして、前記外皮材押圧面31Tと開口部21Hの周縁との間に外皮材25を挟み込むと、ノズル本体31から外皮材25内へ内材29が吐出供給される。したがって、外皮材25は、次第に下方向へ膨張される(図7参照)。
【0054】
前述のごとく、ノズル本体31から内材29を吐出供給するときは、前記外皮材25とノズル本体31との間は密閉された状態にあり、内材29が外部へ漏れ出るようなことはないものである。そして、内材29を供給しつつ外皮材25を次第に膨張させることができるものである。
【0055】
前述のように、内材29が供給されるに従って外皮材25が次第に下方向へ膨張されると、前記シャッタ装置5の下方にて、所要の高さ位置(待機位置)で待機している前記支持手段15は、前記外皮材25の底部を下側から支持するものである(図8参照)。さらに、内材29が供給されると、前記外皮材25は、水平方向(横方向)へ次第に膨張されるものである。このとき、内材29の吐出供給量に対応して前記支持手段15を次第に下降させることにより外皮材25は下方向へ膨張し水平方向への膨張を低減させることも可能である。
【0056】
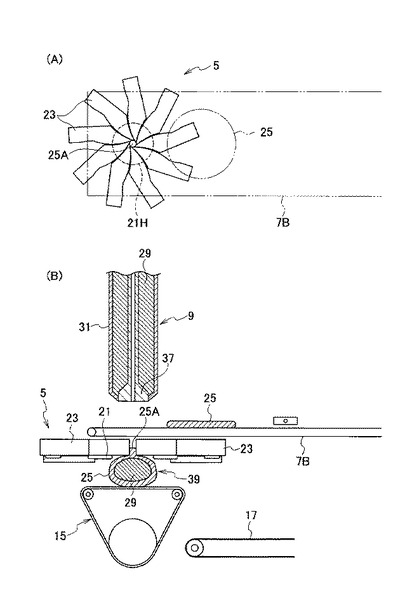
そして、前記内材吐出ノズル9から所定量の内材29が外皮材25の凹部内へ供給された後、図6に想像線で示すように、前記弁部材37を前記ノズル本体31の開口部31Hから突出するように下降すると、内材29の供給が停止されると共に、外皮材25内の内材29が弁部材37によって下方向へ押し込まれることになる。したがって、図9に示すように、前記外皮材25内における内材29の上面29Uがより低くなり、外皮材25の封着を行うときに内材29が飛び出すようなことがなくなるものである。
【0057】
前述のごとく、弁部材37を下降して内材29の供給を停止すると同時に、又は内材29の供給を停止した後に、シャッタ装置5及び支持手段15を下降することにより、内材吐出ノズル9におけるノズル本体31は外皮材25及び外皮材25内の内材29から離脱することになる。この際、弁部材37の下面37L(図9参照)に対する内材29の付着を抑制するために上記下面37Lの接触面積を小さくすることが望ましいものである。したがって、本実施形態においては、前記下面37Lは水平面に形成してある。
【0058】
また、前記弁部材37の下面37Lに対する内材29の付着を抑制するために、前記弁部材37の下面37Lが前記開口部31Hから下方向へ突出するように下降した後に前記弁部材37を直ちに上昇させることが望ましいものである。この場合、弁部材37によって下方向へ押圧された内材29には下方向への慣性力が作用しており、この状態で弁部材37を直ちに逆方向である上方向へ移動することにより、弁部材37の下面37Lと内材29との剥離を効果的に行うことができ、弁部材37の下面37Lに対する内材29の付着を防止することができるものである。
【0059】
さらに、弁部材37の下面37Lに対する内材29の付着を抑制するには、シャッタ装置5等の下降開始と前記弁部材37の上昇開始を同時に行うことや、シャッタ装置5等の下降開始直後に弁部材37の上昇を開始することも効果的である。
【0060】
なお、前述のごとく、シャッタ装置5等を相対的に下降して、前記外皮材25からノズル本体31を離脱するとき、弁部材37に備えたエアー噴出孔37Hからエアーの噴出を行うことにより、内材29の上面をより低くすることができると共に、内材29が飛び出すことを抑制することができるものである。
【0061】
前述のごとく、シャッタ装置5等が下降し、内材吐出ノズル9における前記ノズル本体31の下端部(弁部材37の下面37L)が前記シャッタ装置5における各シャッタ片23の上面にほぼ等しい高さ位置以上に相対的に上昇すると(図9参照)、シャッタ装置5における各シャッタ片23は停止状態にある閉動作位置から閉作動が再び開始されると共に、シャッタ装置5等の下降が継続される(図10参照)。したがって、シャッタ装置5における各シャッタ片23の閉動作が能率よく行われることになる。
【0062】
なお、支持部材15の前記待機位置は、シャッタ装置5等を相対的に下降して、外皮材25からノズル本体31を離脱した後に内材29を供給された外皮材25が載置部材21の開口部21Hから落下することを防止できる高さ位置であってもよく、内材29を外皮材25に供給する際に、前記支持部材15が前記外皮材25の底部を下側から支持しない位置に設定することも可能である。
【0063】
前述のごとく、シャッタ装置5における各シャッタ片23が閉作動するとき、外皮材25の周縁部25Eは、各シャッタ片23の押圧面23Fに沿って盛上げられた形態、すなわち立上げられた形態に薄く形成されているので、各シャッタ片23の押圧面23Fによって外皮材25の周縁部25Eを放射内方向に倒すように寄せ集めて封着することになる。したがって、外皮材25の外周縁部25Eを中央に集束しての封着が確実容易に行い得る。また、封着すべく外皮材25の外周縁部25Eの量は予め調節された量であるから、封着時における封着部25Aが大きく突出することを抑制することができるものである。
【0064】
前述のごとく、シャッタ装置5における各シャッタ片23が閉動作して、外皮材25の外周縁部25Eを中央部に集束して封着を開始すると、次の外皮材25を載置した第2ベルトコンベア7Bがシャッタ装置5の上方へ移動して、前記次の外皮材25の供給を行う待機状態となるものである(図11参照)。前述したように、外皮材25でもって内材29を包み込んだ包被食品39が製造されて、この包被食品39が前記支持手段15から搬送手段17へ移載されると共に、次の外皮材25がシャッタ装置5の上方に搬送され、かつシャッタ装置5における各シャッタ片23が開作動されると、図3に示す初期状態となるものである。
【0065】
以上のごとき説明より理解されるように、外皮材25の載置部材21上の周縁部25Eは、封着部25Aが大きく突出することを抑制すべく予め調節(調整)された状態にあり、かつ各シャッタ片23における押圧面23Fに沿って薄く盛上げられた状態すなわち立上げられた状態にあるので、各シャッタ片23を閉動作して、外皮材25の周縁部25Eを中央部へ寄せ集めて封着しようとするとき、封着作用を確実容易に行うことができると共に封着部25Aが大きくなることを抑制することができるものである。
【0066】
なお、前述のごとく弁部材37を元の位置へ上昇するとき、弁部材37におけるストレート部37Sの外周面に付着した内材29は、ノズル本体31の開口部31Hの先端縁(先端部)によって削ぎ落とされものである。そして、エアー噴出孔37Hからエアーを噴出することにより、削ぎ落とされた内材29は効果的に落下されるものである。
【0067】
ところで、本発明は、前述したごとき実施形態のみに限るものではなく、適宜の変更を行うことにより、その他の形態でもって実施可能である。すなわち、前記実施形態においては、外皮材25の周縁部25Eを各シャッタ片23の押圧面23Fに沿って盛上げる(立上げる)作用として、内材吐出ノズル9におけるノズル本体31の外皮材押圧面31Tでもって外皮材25の周縁部25Eを放射外方向へ押圧移動する場合について説明した。
【0068】
しかし、前記ノズル本体31を相対的に最下降した状態にあるときに、制御手段の制御の下にシャッタ装置5における各シャッタ片23を閉作動する。そして、外皮材25の周縁部25E付近の生地を放射内方向へ押圧移動することにより、前記ノズル本体31の外周面と各シャッタ片23の押圧面23Fとによって挟み込む。このように、ノズル本体31の外周面と各シャッタ片23の押圧面23Fによって外皮材25の周縁部25E付近の生地を押圧し、前記ノズル本体31の外周面と各シャッタ片23の押圧面23Fとの間に外皮材25の周縁部25E付近の生地を薄く盛り上げる(迫り上げる)ことも可能である。
【0069】
さらには、内材吐出ノズル9に対しシャッタ装置5等を相対的に接近させる動作と、前記シャッタ装置5における各シャッタ片23の閉動作とを並行して行うことによりノズル本体31における外皮材押圧面31Tによって外皮材25の周縁部25E付近の生地を放射外方向へ押圧移動することと、シャッタ装置5における各シャッタ片23の閉動作によって前記周縁部25E付近の生地を放射内方向へ押圧移動することとを同時的に行うことも可能である。このような場合であっても、載置部材21の開口部21Hから外皮材25の中央部分が自重によって開口部21H内に入り込む生地量と、載置部材21上に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量との比率(割合)を調節することができ、また、ノズル本体31の外周面と各シャッタ片23の押圧面23Fとの間に外皮材25の周縁部25E付近の生地を薄く盛上げることができる。
【0070】
また、ノズル本体31の形状を図12に示すごとく形成することも可能である。つまり、ノズル本体31の下端外周面をストレートに形成し、かつ下端面の形状を、ほぼストレートのようなごく小さいテーパ状の下端面31Uとしてもよい。このような形状の場合であっても、前記下端面31Uは前記載置部材21における開口部21Hの周縁との間に外皮材25を挟み込むための外皮材押圧面として作用するものである。そして、ノズル本体31の相対的な下降位置を前記載置部材21に対し適宜調整することにより外皮材25を強力に挟み込むことなく、また、ノズル本体31の下端外周面と各シャッタ片23の押圧面とによって外皮材25の周縁部25E付近の生地を薄く盛上げる(立上げる)ことができるものである。
【符号の説明】
【0071】
1 包被食品製造装置
5 シャッタ装置
7 外皮材移送手段
9 内材吐出ノズル
13 内材供給手段
15 支持手段
17 搬送手段
21 載置部材
21H 開口部
23 シャッタ片
23F 押圧面
25 外皮材
25E 周縁部(外周縁部)
27 シャッタ開口部
29 内材
31 ノズル本体
31H 開口部
31T 外皮材押圧面
37 弁部材
39 包被食品
【技術分野】
【0001】
本発明は、例えばパン生地や饅頭生地などのごとき偏平状な外皮材でもって、例えば餡などのごとき内材を包み込んだ形態の包被食品を製造するための製造方法及び装置に係り、さらに詳細には、前記外皮材の周縁部を中央部に寄せ集めて封着するときに確実に封着することができることは勿論のこと、封着部に寄せ集められる周縁部を予め薄肉に形成でき、かつ封着部分の封着時における突出量を抑制することのできる包被食品の製造方法及び装置に関する。
【背景技術】
【0002】
従来、偏平状な外皮材でもって内材を包み込んだ状態の包被食品を製造する場合、中央部に開口部を備えた載置部材上へ、又は開口部を開閉自在な第1のシャッタ装置上へ偏平で円板状の外皮材を載置位置決めしている。そして、前記外皮材の周縁部を、環状の押え部材によって前記載置部材上に、又は第1のシャッタ装置上に押圧固定した後、内材を吐出供給するためのノズルを相対的に下降し、外皮材内に内材を供給している。その後、外皮材の周縁部を中央に寄せ集めるためのシャッタによって前記外周縁を中央に寄せ集めて、この寄せ集めた部分の封着を行っている(例えば特許文献1,2参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第4210779号公報
【特許文献2】特開2008−178391号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記特許文献1に記載の構成は、第1のシャッタにおいて開いた状態にある複数のシャッタ片の上側に円板状の外皮材を載置した後、第1のシャッタ上に備えた第2のシャッタにおける各シャッタ片を閉作動して、前記第1のシャッタにおける開口部の中心と外皮材の中心とを一致させるための心合せ動作を行っている(特許文献1の[0025]参照)。そして、第2のシャッタにおける各シャッタを開作動した後、押え部材が下降して前記外皮材の周縁部を全周に亘って前記第1のシャッタにおける各シャッタ片に押圧固定し、その後にノズルを下降して外皮材の中心部を下方向へ押圧して椀状に形成し、この椀状部内へ内材の吐出を行っている。
【0005】
その後、前記第1のシャッタの下方に上下動自在に備えた支持部材によって内材の供給を受けた外皮材の下側を支持し、当該支持部材を下降することにより、前記周縁部を、前記第1のシャッタにおける各シャッタ片の間に下降している。そして、前記第1のシャッタにおける各シャッタ片を閉動作することにより、開いた状態にある外皮材の周縁部を中央部に集めて封着を行っている。
【0006】
前述のごとく、第1のシャッタにおける開口部の中心と外皮材の中心とを一致させる心合せ動作を行った後に内材の供給を行うものであるから、シャッタの開閉動作が多く、能率向上を図る上において望ましいものではない。
【0007】
また、円板状の外皮材を中央部に寄せ集めて封着する際には、封着すべき部分の外皮材と椀状に形成される部分の外皮材との割合を調整する必要がある。仮に、円板状の外皮材の厚みが全体に亘ってほぼ均等であると、封着すべき部分には比較的に多量の外皮材を寄せ集めることになり、前記割合を調整できないという問題がある。
【0008】
また、封着部分には外皮材の大きな盛上りを形成することとなり、封着部分の封着時の突出量が大きくなるという問題がある。
【0009】
したがって、第2のシャッタの上面にてその開口部の周りに水平方向に載置された外皮材の周縁部を全周に亘って押え部材によって押圧して外皮材の周縁部を薄く形成し(特許文献1、図9参照)、外皮材の周縁部付近の外皮材を下方向に引き込みながら前記中心部の外皮材を椀状に形成する(特許文献1、図10参照)ことにより、外皮材の全体量に対し封着部分の外皮材の割合が高くならないよう調整している。
【0010】
しかし、外皮材の周縁部を押え部材で押圧する際、押圧する押圧力が大きいと、押圧された部分が、押し潰されて外皮材の生地に損傷が生じ、ときとして硬化することがあり、封着の確実性を図る上において問題がある。
【0011】
また、外皮材の周縁部が押え部材で押圧されると周縁部が放射方向に拡がりその外径が大きな偏平状で環状の生地に形成されるため、シャッタによって大きく拡げられた領域から中心に寄せ集められる生地は、前記押し潰しの問題と関連して封着の確実性を低下させる要因となっていた。
【0012】
前記特許文献2においても特許文献1と同様の問題を有するものである。なお、特許文献2における図12には、ノズルと載置部材の開口部の周縁との間で外皮材を挟み込む構成が記載されているものの、図12に示された構成においては、内材を供給するためのノズルの下端部は載置部材における開口部を貫通して載置部材の下側へ突出してある。したがって、前記ノズルを相対的に上昇すると、内材を供給された外皮材の内部には、前記載置部材から下方向へ突出した部分のノズル下端部の容積に相当する空隙が生じることになる。
【0013】
よって、外皮材の周縁部を中央部に寄せ集めて封着するとき、寄せ集めの対象となる範囲の外皮材は、載置部材上の外皮材の周縁部と、前記空隙を囲繞した部分の外皮材が対象となるものである。したがって、外皮材の封着を確実に行うことができるものの、封着部に寄せ集められる部分が多くなり、封着部分の封着時に大きな盛上りを形成することになる、という問題がある。
【0014】
換言すれば、従来は封着部分に生じた封着時の大きな盛上りを、例えば封着工程における最終的な段階において、又は包被食品の上下を反転することによって、包被食品内に没入し外観をよくするものであるから、包被食品内には封着時の大きな固りが存在することになる。したがって、外皮材の封着を確実に行い得ることは勿論のこと、封着部分の封着時の固りをより小さくすることが望まれている。
【課題を解決するための手段】
【0015】
本発明は、前述のごとき問題に鑑みてなされたもので、外皮材でもって内材を包み込んだ包被食品の製造方法であって、
(a)開口部を備えた載置部材上に、前記開口部を覆うように偏平状の外皮材を載置すると同時に前記外皮材の前記開口部に対応した部分を自重によって開口部内へ没入する工程、
(b)開閉可能な複数のシャッタ片によって囲繞されたシャッタ開口部を閉動作して、前記開口部への外皮材の没入を助長すると共に前記載置部材上に残る外皮材における環状の周縁部の残留量を所望量に調節する工程、
(c)内材を供給するための内材吐出ノズルを相対的に降下して、当該内材吐出ノズルに備えた環状の外皮材押圧面と前記載置部材における前記開口部の周縁とによって前記外皮材を挟み込む工程、
(d)前記載置部材上に残留している外皮材の周縁部を、前記内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げる工程、
(e)前記内材吐出ノズルから前記外皮材内に内材を供給して外皮材を次第に膨張する工程、
(f)前記内材吐出ノズルを相対的に上昇した後に、前記外皮材の盛上げられた周縁部を、前記シャッタ片によって中央部へ寄せ集めて封着する工程、
の各工程を備えていることを特徴とするものである。
【0016】
また、前記包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに外方向へ押圧流動される外皮材における前記周縁部の放射外方向への拡大を、前記各シャッタ片の押圧面によって規制して前記周縁部を盛上げることを特徴とするものである。
【0017】
また、前記包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込んだ後に、前記シャッタ片の開口部を閉動作するときに、前記外皮材の前記周縁部を放射内方向へ押圧移動して前記周縁部を盛上げることを特徴とするものである。
【0018】
また、前記包被食品の製造方法において、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに、前記外皮材の前記周縁部を放射外方向へ流動することと、前記シャッタ開口部の閉作動によって外皮材の前記周縁部を放射内方向へ押圧移動することとが同時的に行われることによって前記外皮材の前記周縁部を盛上げることを特徴とするものである。
【0019】
また、前記包被食品の製造方法において、前記盛上げられた周縁部は、前記開口部内へ没入された外皮材の厚さよりも薄肉であることを特徴とするものである。
【0020】
また、前記包被食品の製造方法において、前記シャッタ開口部を閉動作して前記外皮材の周縁部を中央側へ押圧するとき、前記載置部材の前記開口部内へ外皮材の自重による没入を助長すると共に、前記載置部材上に残留する外皮材の周縁部の生地の残留量を調節するために前記シャッタ開口部の開口径を調節することを特徴とするものである。
【0021】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルは、前記載置部材における前記開口部の周縁との間に前記外皮材を挟み込むときに、前記載置部材上に残留している外皮材の環状の周縁部を、前記各シャッタ片の押圧面に沿って盛上げるために前記外皮材の前記周縁部を放射外方向へ流動させるための環状の外皮材押圧面を下部に備えていることを特徴とするものである。
【0022】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルが相対的に下降して前記載置部材の前記開口部の周縁との間に外皮材を挟み込んだ状態にあるときに、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げるために前記外皮材の周縁部を放射内方向へ押圧移動する各シャッタ片の閉動作を制御するための制御手段を備えていることを特徴とするものである。
【0023】
また、前記包被食品製造装置において、前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とするものである。
【0024】
また、外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とするものである。
【発明の効果】
【0025】
本発明によれば、載置部材上の外皮材の周縁部は内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げられるものであるから、この盛上げられた部分を薄肉に形成することができる。そして、各シャッタ片によって外皮材の周縁部を中央部へ寄せ集めて封着を行うときには、盛上げられた部分、すなわち立上げられた部分を中央側へ倒すように寄せ集めるものであるから、封着を確実に行うことができると共に、封着部分の封着時における盛上りを小さく抑制することができ、前述したごとき従来の問題を解消することができるものである。
【0026】
また、内材吐出ノズルの最下降位置が載置部材における上面以上の高さ位置であることにより、外皮材の膨張される部分内への内材吐出ノズルの突出が規制されることになると共に、内材吐出ノズルと載置部材との間において外皮材を押圧する押圧力が抑制され、外皮材の押圧される部分を硬化するようなことがないものである。
【図面の簡単な説明】
【0027】
【図1】本発明の実施形態に係る包被食品製造装置の斜視説明図である。
【図2】シャッタ装置の開閉機構の1例を示すための包被食品製造装置の平面図である。
【図3】包被食品を製造する工程の説明図である。
【図4】包被食品を製造する工程の説明図である。
【図5】包被食品を製造する工程の説明図である。
【図6】包被食品を製造する工程の説明図である。
【図7】包被食品を製造する工程の説明図である。
【図8】包被食品を製造する工程の説明図である。
【図9】包被食品を製造する工程の説明図である。
【図10】包被食品を製造する工程の説明図である。
【図11】包被食品を製造する工程の説明図である。
【図12】外皮材の外周縁を盛り上げる場合の説明図である。
【発明を実施するための形態】
【0028】
以下、図面を用いて本発明の実施形態について説明するに、先ず、図1を参照して包被食品製造装置1の全体的構成について概念的、概略的に説明する。この包被食品製造装置1は、円盤形状の外皮材(図1には図示省略)でもって内材(図示省略)を包み込んだ形態の包被食品39(図11参照)を製造するものであって、箱状の本体フレーム3を備えている。そして、この本体フレーム3の前面には、前記外皮材の外周縁を中央部に集束して、当該外皮材上へ供給された内材を包み込む作用をなすシャッタ装置5が上下動可能に備えられている。
【0029】
また、前記本体フレーム3の前面には、偏平な円盤形状に形成された外皮材を前記シャッタ装置5の位置へ移送する外皮材移送手段7が備えられている。この外皮材移送手段7はベルトコンベアから構成してあって、外皮材を載置するための第1ベルトコンベア7Aと、当該第1ベルトコンベア7Aから移載された外皮材を前記シャッタ装置5の位置へ移送するために、下流端が前記シャッタ装置5の上方位置へ進退自在な第2のベルトコンベア7Bとを備えている。そして、外皮材移送手段7に対応した位置には、当該外皮材移送手段7によって移送される外皮材の直径を計測するための、例えば光センサやCCDカメラなどのごとき適宜の外径計測手段(図示省略)が備えられている。なお、この種の外皮材移送手段7は周知の構成であるから、外皮材移送手段7についてのより詳細な説明は省略する。
【0030】
さらに、前記本体フレーム3には、前記シャッタ装置5の位置へ移送された外皮材上へ内材を吐出する内材吐出ノズル9が、前記シャッタ装置5に対して相対的に上下動可能に備えられている。そして、この内材吐出ノズル9には、内材を収容するホッパー11等を備えた内材供給手段13が接続してある。なお、この種の内材供給手段13の構成は周知であるから、内材供給手段13のより詳細な構成についての説明は省略する。
【0031】
また、前記シャッタ装置5の下方であって前記本体フレーム3の前面には、前記シャッタ装置5の位置において製造される包被食品(図1には図示省略)を下側から支持する支持手段15が上下動可能に備えられていると共に、前記支持手段15から移送された包被食品を次工程へ搬送する搬送手段17が備えられている。なお、前記支持手段15や搬送手段17の構成は周知であるから、前記支持手段15及び搬送手段17の構成についてのより詳細な説明は省略する。
【0032】
前記シャッタ装置5の構成について詳細に説明するに、シャッタ装置5は、前記内材吐出ノズル9に対して相対的に上下動自在、かつ停止位置を調節可能に、前記本体フレーム3の前面に備えられた昇降部材19に備えられているものである。そして、シャッタ装置5には、中央部に上下方向に貫通した円形の開口部21H(図3参照)を備えた載置部材21が備えられている。この載置部材21の上面には、複数のシャッタ片23が開閉自在に備えられている。
【0033】
前記シャッタ装置5におけるシャッタ片23の枚数は、複数のシャッタ片23によって多角形状の囲繞領域(シャッタ開口部)を形成できればよいものであり、3枚以上であれば任意の枚数でよいものである。なお、図1にはシャッタ片23の枚数が6枚の場合について例示してある。そして、図3以下の説明においては、シャッタ片23の枚数が9枚の場合について例示してある。しかし、前述したようにシャッタ片23の枚数は所望枚数とすることができるものである。
【0034】
また、シャッタ装置5において複数のシャッタ片23を同期連動して開閉する構成としては、図2に示すように枢軸Sを中心として揺動(回動)自在に設けられた各シャッタ片23をリンクLを介して互に連動連結した構成とすることができる。また、正多角形の位置に回動可能に配置した複数の枢軸に備えたガイド部材に沿って各シャッタ片を長手方向へ摺動可能に備え、前記各枢軸を回動することによって互に摺接した複数のシャッタ片の開閉を行うことも可能である。さらには、正多角形状の枠体内に、当該枠体の内面に沿って摺動可能な複数のシャッタ片を互に摺接した状態に備えた構成とすることも可能である。
【0035】
すなわち、シャッタ装置5において複数のシャッタ片23を開閉する構成には種々の構成があり、それぞれよく知られた構成であるから、シャッタ装置5において各シャッタ片23の開閉を行う構成についての詳細な説明は省略する。
【0036】
前記シャッタ装置5における各シャッタ片23は、よく知られているように、前記載置部材21上に載置された外皮材25(図3参照)の外周縁部(周縁部)25Eを中央部へ押圧して中央部へ寄せ集め、この寄せ集めて集束された外周縁部25Eの封着(結着)を行う作用をなすものである。すなわち、シャッタ装置5における各シャッタ片23は、前記外皮材25の周縁部25Eを放射内方向(径内方向)へ押圧するための押圧面23Fを備えている。上記押圧面23Fは、図3に示すように、垂直面に形成することが望ましい。しかし、垂直面に限ることなく、所望の形状とすることも可能である。
【0037】
なお、前記各シャッタ片23を開閉動作するための駆動手段(図示省略)は、例えばサーボモータ、リニアモータなどのごとく、制御装置(図示省略)の制御の下に制御可能な制御用アクチュエータ(図示省略)からなるものである。したがって、前記各シャッタ片23における各押圧面23Fによって囲繞されたシャッタ開口部(囲繞領域)27は前記制御アクチュエータの駆動によって開閉動作されるものである。そして、制御装置の制御の下に前記制御アクチュエータの動作を制御することにより、前記シャッタ開口部27の開口径の大きさを所望の大きさに調整(調節)することができるものである。
【0038】
したがって、前記外皮材移送手段7によって載置部材21上に載置された円板状の前記外皮材25の周縁部25Eを押圧して、外皮材25の前記開口部21Hに対応した部分が外皮材の自重によって開口部21H内へ没入することを助長することができるものである。そして、前記シャッタ開口部27の開口径を調節することにより、前記載置部材21の前記開口部21Hから外皮材25の中央部分が自重によって開口部21H内に入り込む生地量と、前記載置部材21上に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量との比率(割合)を調節することができるものである。換言すれば、前記シャッタ装置5における各シャッタ片23によって中央部へ寄せ集めて封着するための周縁部(残留部)25Eの生地量(載置部材21上の残留量)を予め調節することができるものである。
【0039】
前記内材吐出ノズル9の構成について説明するに、内材吐出ノズル9は、前記内材供給手段13から内材29(図3参照)の供給を受ける円筒形状のノズル本体31を備えており、このノズル本体31の下部外周面には、前記載置部材21上に残る外皮材25の残留部としての環状の周縁部25Eを放射外方向(径外方向)へ押圧する環状の外皮材押圧面31Tを備えている。この外皮材押圧面31Tは、下側が小径となるテーパ面に形成してある。
【0040】
なお、前記外皮材押圧面31Tは、テーパ面に限ることなく、上部側が次第に大径となる截頭円錐形状であって、周面が凸曲面又は凹曲面を呈する形状であってもよいものである。要は載置部材21上に残留している環状の残留部(周縁部)25Eを放射外方向へ押圧する機能を奏すればよいものである。
【0041】
そして、前記ノズル本体31の中心部には、当該ノズル本体31の上部に備えた流体圧シリンダなどのごとき上下動用アクチュエータ33(図1参照)によって上下動されるパイプ状の上下作動杆35が備えられている。この上下作動杆35の下端部には、前記ノズル本体31の開口部31Hを開閉自在な弁部材37が備えられている。そして、この弁部材37の中心部には、エアー供給源(図示省略)に接続した接続路35Hが備えられており、前記上下動杆35からのエアーを下方向へ噴出するエアー噴出孔37Hが下端面に備えられている。そして、前記弁部材37には、前記開口部31Hの内径にほぼ等しい外径のストレート部37Sが上下方向に長く形成してある。
【0042】
したがって、内材吐出ノズル9においては、弁部材37を上下動することにより、ノズル本体31における開口部31Hの開閉が行われるものである。
【0043】
以上のごとき構成において、図3に示すように、相対的に下降した状態のシャッタ装置5の上方位置へ外皮材移送手段7における第2ベルトコンベア7Bによって外皮材25を搬送し、前記第2ベルトコンベア7Bを後退することにより、開いた状態にある各シャッタ片23によって囲繞された領域内(シャッタ開口部27内)に外皮材25を落下すると、外皮材25の中心位置は載置部材21における開口部21Hの中心位置とほぼ一致した状態に載置される(図4参照)。なお、外皮材25の外径は、前記外皮材移送手段7による移送時に、計測手段によって自動的に計測されるものである。そして、外皮材25の中心位置は予め演算によって求められるものである。したがって、前述したように、開口部21Hの中心位置と外皮材25の中心位置とがほぼ一致した状態でもって載置部材21上に載置することができるものである。
【0044】
前述のように、載置部材21上に外皮材25を載置すると、外皮材25の開口部21Hに対応した部分は、自重によって直ちに没入を開始することになる。そして、シャッタ装置5における各シャッタ片23を閉動作すると、各シャッタ片23における各押圧面23Fでもって外皮材25の外周縁部25Eを中心側へ押圧するので、前記開口部21Hからの外皮材25の自重による没入が助長されることになる。すなわち、前記各シャッタ片23が外皮材25の周縁部25Eを中央部へ押圧すると、外皮材25は自重によって前記開口部21H内に入り込み、上面に凹部を生じることになる(図5参照)。
【0045】
この際、載置部材21における開口部21Hの中心と外皮材25の中心とがほぼ一致した状態でもって載置部材21上に外皮材25が載置されるので、前記開口部21Hの中心位置と外皮材25の中心位置とを合せる動作が不要であり、能率向上を図ることができるものである。換言すれば、載置部材21上に外皮材25を載置すると、直ちに、外皮材25の上面に前記凹部を形成するための動作を行い得るものである。
【0046】
前述のように、シャッタ装置5における各シャッタ片23を閉動作して、各シャッタ片23によって囲繞されたシャッタ開口部27の直径が前記内材吐出ノズル9におけるノズル本体31の外径に対応した所望の径又は予め設定された所定の径の大きさに縮小すると、各シャッタ片23の閉動作が一時停止される。この際、前記載置部材21における開口部21Hの直径は予め設定してあって一定であるから、前記シャッタ開口部27の直径を、前記開口部21Hとの関係において所定の径に調節することにより、前記載置部材21上において前記開口部21Hの周囲に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量すなわち、後工程で封着に使用する封着生地量を所望量に予め調節(調整)することができるものである。
【0047】
なお、前記シャッタ開口部27の直径が予め設定された直径になるのと同時的に内材吐出ノズル9の外皮材押圧面31Tと載置部材21における開口部21Hの周縁によって外皮材25を挟み込むことも可能である。
【0048】
また、前記計測手段によって計測した外皮材25における外径の大きさに比較して、前記シャッタ開口部27の直径が所望の直径となるように、制御手段(図示省略)によって制御して各シャッタ片23の閉動作を一時停止することにより、前記載置部材21における開口部21H内へ自重によって入り込む生地量と、載置部材21上に残留する周縁部25E付近の生地の残留量との割合を予め調節することができるものである。
【0049】
前述のように、シャッタ装置5における各シャッタ片23の閉動作を一時停止して、載置部材21の開口部21H内へ自重によって入り込んだ生地の量と載置部材21上に残留している生地量とを予め調節した状態にあるときに、前記内材吐出ノズル9に対してシャッタ装置5及び載置部材21を相対的に上昇すると、前記内材吐出ノズル9の下端部は、相対的に下降してシャッタ開口部27内に入り込むことになる。このように、シャッタ開口部27に対して内材吐出ノズル9の下端部を相対的に挿入すると、前記内材吐出ノズル9の下部に備えた外皮材押圧面31Tが外皮材25における周縁部25E付近の生地を、前記外皮材押圧面31Tと前記載置部材21の開口部21Hの周縁とによって全周に亘って斜め方向から挟み込むことになる。
【0050】
前述のごとく、シャッタ開口部27に対して内材吐出ノズル9の下部を相対的に挿入すると、載置部材21上の外皮材25の周縁部25E付近の残留した部分は、内材吐出ノズル9における下部の外皮材押圧面31Tによって放射外方向へ押圧移動(流動)される。この際、外皮材25の周縁部25Eの放射外方向への拡大は、各シャッタ片23における押圧面23Hによって規制される。したがって、前記外皮材25の載置部材21上の周縁部25E付近の残留生地は、図6に示すように、前記各シャッタ片23の押圧面23Hと内材吐出ノズル9におけるノズル本体31の外周面との間の環状の空隙内に次第に迫り上げられて盛上げられることになる。この際、環状の空隙の間隔寸法は、外皮材25の厚さよりも小さな間隙寸法であり、前記盛上げられる部分は、前記開口部21内へ入り込んだ部分の生地の肉厚よりも薄肉に形成されるものである。
【0051】
換言すれば、外皮材25における周縁部25E付近は、前記載置部材21の上面に沿って上側から偏平状に押圧される形態とは異なり、前記載置部材21の上面に対して薄く立上る形態に形成されるものである。そして、前記シャッタ開口部27に対する前記内材吐出ノズル9、すなわちノズル本体31の相対的な最下降位置は、前記載置部材21における上面以上の高さ位置で調節可能に備えられている。したがって、前記シャッタ開口部27に対してノズル本体31を相対的に最下降した場合であっても、載置部材21における開口部21Hの周縁とノズル本体31の外皮材押圧面31Tとの間には比較的大きな環状の空隙が備えられるものである。
【0052】
したがって、前述のごとく、ノズル本体31の外皮材押圧面31Tと載置部材21における開口部21Hの周縁とによって外皮材25の周縁部25E付近を挟み込んだ場合であっても、外皮材25を強力に挟み込むようなことはないものである。よって、ノズル本体31と載置部材21によって挟圧された部分の生地が硬化するようなことはないものである。
【0053】
前述のごとく、ノズル本体31の外皮材押圧面31Tと載置部材21における開口部21Hの周縁との間に外皮材25を挟み込むに際しては、前記弁部材37を上昇してノズル本体31の開口部31Hは開かれた状態にあり、内材29は開口部31H付近に到達した状態に制御されている。そして、前記外皮材押圧面31Tと開口部21Hの周縁との間に外皮材25を挟み込むと、ノズル本体31から外皮材25内へ内材29が吐出供給される。したがって、外皮材25は、次第に下方向へ膨張される(図7参照)。
【0054】
前述のごとく、ノズル本体31から内材29を吐出供給するときは、前記外皮材25とノズル本体31との間は密閉された状態にあり、内材29が外部へ漏れ出るようなことはないものである。そして、内材29を供給しつつ外皮材25を次第に膨張させることができるものである。
【0055】
前述のように、内材29が供給されるに従って外皮材25が次第に下方向へ膨張されると、前記シャッタ装置5の下方にて、所要の高さ位置(待機位置)で待機している前記支持手段15は、前記外皮材25の底部を下側から支持するものである(図8参照)。さらに、内材29が供給されると、前記外皮材25は、水平方向(横方向)へ次第に膨張されるものである。このとき、内材29の吐出供給量に対応して前記支持手段15を次第に下降させることにより外皮材25は下方向へ膨張し水平方向への膨張を低減させることも可能である。
【0056】
そして、前記内材吐出ノズル9から所定量の内材29が外皮材25の凹部内へ供給された後、図6に想像線で示すように、前記弁部材37を前記ノズル本体31の開口部31Hから突出するように下降すると、内材29の供給が停止されると共に、外皮材25内の内材29が弁部材37によって下方向へ押し込まれることになる。したがって、図9に示すように、前記外皮材25内における内材29の上面29Uがより低くなり、外皮材25の封着を行うときに内材29が飛び出すようなことがなくなるものである。
【0057】
前述のごとく、弁部材37を下降して内材29の供給を停止すると同時に、又は内材29の供給を停止した後に、シャッタ装置5及び支持手段15を下降することにより、内材吐出ノズル9におけるノズル本体31は外皮材25及び外皮材25内の内材29から離脱することになる。この際、弁部材37の下面37L(図9参照)に対する内材29の付着を抑制するために上記下面37Lの接触面積を小さくすることが望ましいものである。したがって、本実施形態においては、前記下面37Lは水平面に形成してある。
【0058】
また、前記弁部材37の下面37Lに対する内材29の付着を抑制するために、前記弁部材37の下面37Lが前記開口部31Hから下方向へ突出するように下降した後に前記弁部材37を直ちに上昇させることが望ましいものである。この場合、弁部材37によって下方向へ押圧された内材29には下方向への慣性力が作用しており、この状態で弁部材37を直ちに逆方向である上方向へ移動することにより、弁部材37の下面37Lと内材29との剥離を効果的に行うことができ、弁部材37の下面37Lに対する内材29の付着を防止することができるものである。
【0059】
さらに、弁部材37の下面37Lに対する内材29の付着を抑制するには、シャッタ装置5等の下降開始と前記弁部材37の上昇開始を同時に行うことや、シャッタ装置5等の下降開始直後に弁部材37の上昇を開始することも効果的である。
【0060】
なお、前述のごとく、シャッタ装置5等を相対的に下降して、前記外皮材25からノズル本体31を離脱するとき、弁部材37に備えたエアー噴出孔37Hからエアーの噴出を行うことにより、内材29の上面をより低くすることができると共に、内材29が飛び出すことを抑制することができるものである。
【0061】
前述のごとく、シャッタ装置5等が下降し、内材吐出ノズル9における前記ノズル本体31の下端部(弁部材37の下面37L)が前記シャッタ装置5における各シャッタ片23の上面にほぼ等しい高さ位置以上に相対的に上昇すると(図9参照)、シャッタ装置5における各シャッタ片23は停止状態にある閉動作位置から閉作動が再び開始されると共に、シャッタ装置5等の下降が継続される(図10参照)。したがって、シャッタ装置5における各シャッタ片23の閉動作が能率よく行われることになる。
【0062】
なお、支持部材15の前記待機位置は、シャッタ装置5等を相対的に下降して、外皮材25からノズル本体31を離脱した後に内材29を供給された外皮材25が載置部材21の開口部21Hから落下することを防止できる高さ位置であってもよく、内材29を外皮材25に供給する際に、前記支持部材15が前記外皮材25の底部を下側から支持しない位置に設定することも可能である。
【0063】
前述のごとく、シャッタ装置5における各シャッタ片23が閉作動するとき、外皮材25の周縁部25Eは、各シャッタ片23の押圧面23Fに沿って盛上げられた形態、すなわち立上げられた形態に薄く形成されているので、各シャッタ片23の押圧面23Fによって外皮材25の周縁部25Eを放射内方向に倒すように寄せ集めて封着することになる。したがって、外皮材25の外周縁部25Eを中央に集束しての封着が確実容易に行い得る。また、封着すべく外皮材25の外周縁部25Eの量は予め調節された量であるから、封着時における封着部25Aが大きく突出することを抑制することができるものである。
【0064】
前述のごとく、シャッタ装置5における各シャッタ片23が閉動作して、外皮材25の外周縁部25Eを中央部に集束して封着を開始すると、次の外皮材25を載置した第2ベルトコンベア7Bがシャッタ装置5の上方へ移動して、前記次の外皮材25の供給を行う待機状態となるものである(図11参照)。前述したように、外皮材25でもって内材29を包み込んだ包被食品39が製造されて、この包被食品39が前記支持手段15から搬送手段17へ移載されると共に、次の外皮材25がシャッタ装置5の上方に搬送され、かつシャッタ装置5における各シャッタ片23が開作動されると、図3に示す初期状態となるものである。
【0065】
以上のごとき説明より理解されるように、外皮材25の載置部材21上の周縁部25Eは、封着部25Aが大きく突出することを抑制すべく予め調節(調整)された状態にあり、かつ各シャッタ片23における押圧面23Fに沿って薄く盛上げられた状態すなわち立上げられた状態にあるので、各シャッタ片23を閉動作して、外皮材25の周縁部25Eを中央部へ寄せ集めて封着しようとするとき、封着作用を確実容易に行うことができると共に封着部25Aが大きくなることを抑制することができるものである。
【0066】
なお、前述のごとく弁部材37を元の位置へ上昇するとき、弁部材37におけるストレート部37Sの外周面に付着した内材29は、ノズル本体31の開口部31Hの先端縁(先端部)によって削ぎ落とされものである。そして、エアー噴出孔37Hからエアーを噴出することにより、削ぎ落とされた内材29は効果的に落下されるものである。
【0067】
ところで、本発明は、前述したごとき実施形態のみに限るものではなく、適宜の変更を行うことにより、その他の形態でもって実施可能である。すなわち、前記実施形態においては、外皮材25の周縁部25Eを各シャッタ片23の押圧面23Fに沿って盛上げる(立上げる)作用として、内材吐出ノズル9におけるノズル本体31の外皮材押圧面31Tでもって外皮材25の周縁部25Eを放射外方向へ押圧移動する場合について説明した。
【0068】
しかし、前記ノズル本体31を相対的に最下降した状態にあるときに、制御手段の制御の下にシャッタ装置5における各シャッタ片23を閉作動する。そして、外皮材25の周縁部25E付近の生地を放射内方向へ押圧移動することにより、前記ノズル本体31の外周面と各シャッタ片23の押圧面23Fとによって挟み込む。このように、ノズル本体31の外周面と各シャッタ片23の押圧面23Fによって外皮材25の周縁部25E付近の生地を押圧し、前記ノズル本体31の外周面と各シャッタ片23の押圧面23Fとの間に外皮材25の周縁部25E付近の生地を薄く盛り上げる(迫り上げる)ことも可能である。
【0069】
さらには、内材吐出ノズル9に対しシャッタ装置5等を相対的に接近させる動作と、前記シャッタ装置5における各シャッタ片23の閉動作とを並行して行うことによりノズル本体31における外皮材押圧面31Tによって外皮材25の周縁部25E付近の生地を放射外方向へ押圧移動することと、シャッタ装置5における各シャッタ片23の閉動作によって前記周縁部25E付近の生地を放射内方向へ押圧移動することとを同時的に行うことも可能である。このような場合であっても、載置部材21の開口部21Hから外皮材25の中央部分が自重によって開口部21H内に入り込む生地量と、載置部材21上に残留する外皮材25の環状の残留部としての周縁部25E付近の生地の残留量との比率(割合)を調節することができ、また、ノズル本体31の外周面と各シャッタ片23の押圧面23Fとの間に外皮材25の周縁部25E付近の生地を薄く盛上げることができる。
【0070】
また、ノズル本体31の形状を図12に示すごとく形成することも可能である。つまり、ノズル本体31の下端外周面をストレートに形成し、かつ下端面の形状を、ほぼストレートのようなごく小さいテーパ状の下端面31Uとしてもよい。このような形状の場合であっても、前記下端面31Uは前記載置部材21における開口部21Hの周縁との間に外皮材25を挟み込むための外皮材押圧面として作用するものである。そして、ノズル本体31の相対的な下降位置を前記載置部材21に対し適宜調整することにより外皮材25を強力に挟み込むことなく、また、ノズル本体31の下端外周面と各シャッタ片23の押圧面とによって外皮材25の周縁部25E付近の生地を薄く盛上げる(立上げる)ことができるものである。
【符号の説明】
【0071】
1 包被食品製造装置
5 シャッタ装置
7 外皮材移送手段
9 内材吐出ノズル
13 内材供給手段
15 支持手段
17 搬送手段
21 載置部材
21H 開口部
23 シャッタ片
23F 押圧面
25 外皮材
25E 周縁部(外周縁部)
27 シャッタ開口部
29 内材
31 ノズル本体
31H 開口部
31T 外皮材押圧面
37 弁部材
39 包被食品
【特許請求の範囲】
【請求項1】
外皮材でもって内材を包み込んだ包被食品の製造方法であって、
(a)開口部を備えた載置部材上に、前記開口部を覆うように偏平状の外皮材を載置すると同時に前記外皮材の前記開口部に対応した部分を自重によって開口部内へ没入する工程、
(b)開閉可能な複数のシャッタ片によって囲繞されたシャッタ開口部を閉動作して、前記開口部内への外皮材の没入を助長すると共に前記載置部材上に残る外皮材における環状の周縁部の残留量を所望量に調節する工程、
(c)内材を供給するための内材吐出ノズルを相対的に降下して、当該内材吐出ノズルに備えた環状の外皮材押圧面と前記載置部材における前記開口部の周縁とによって前記外皮材を挟み込む工程、
(d)前記載置部材上に残留している外皮材の周縁部を、前記内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げる工程、
(e)前記内材吐出ノズルから前記外皮材内に内材を供給して外皮材を次第に膨張する工程、
(f)前記内材吐出ノズルを相対的に上昇した後に、前記外皮材の盛上げられた周縁部を、前記シャッタ片によって中央部へ寄せ集めて封着する工程、
の各工程を備えていることを特徴とする包被食品の製造方法。
【請求項2】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに外方向へ押圧流動される外皮材における前記周縁部の放射外方向への拡大を、前記各シャッタ片の押圧面によって規制して前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項3】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込んだ後に、前記シャッタ片の開口部を閉動作するときに、前記外皮材の前記周縁部を放射内方向へ押圧移動して前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項4】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに、前記外皮材の前記周縁部を放射外方向へ流動することと、前記シャッタ開口部の閉作動によって外皮材の前記周縁部を放射内方向へ押圧移動することとが同時的に行われることによって前記外皮材の前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の包被食品の製造方法において、前記盛上げられた周縁部は、前記開口部内へ没入された外皮材の厚さよりも薄肉であることを特徴とする包被食品の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の包被食品の製造方法において、前記シャッタ開口部を閉動作して前記外皮材の周縁部を中央側へ押圧するとき、前記載置部材の前記開口部内への外皮材の自重による没入を助長すると共に、前記載置部材上に残留する外皮材の周縁部の生地の残留量を調節するために前記シャッタ開口部の開口径を調節することを特徴とする包被食品の製造方法。
【請求項7】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルは、前記載置部材における前記開口部の周縁との間に前記外皮材を挟み込むときに、前記載置部材上に残留している外皮材の環状の周縁部を、前記各シャッタ片の押圧面に沿って盛上げるために前記外皮材の前記周縁部を放射外方向へ流動させるための環状の外皮材押圧面を下部に備えていることを特徴とする包被食品製造装置。
【請求項8】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルが相対的に下降して前記載置部材の前記開口部の周縁との間に外皮材を挟み込んだ状態にあるときに、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げるために前記外皮材の周縁部を放射内方向へ押圧移動する各シャッタ片の閉動作を制御するための制御手段を備えていることを特徴とする包被食品製造装置。
【請求項9】
請求項7又は8に記載の包被食品製造装置において、前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とする包被食品製造装置。
【請求項10】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とする包被食品製造装置。
【請求項1】
外皮材でもって内材を包み込んだ包被食品の製造方法であって、
(a)開口部を備えた載置部材上に、前記開口部を覆うように偏平状の外皮材を載置すると同時に前記外皮材の前記開口部に対応した部分を自重によって開口部内へ没入する工程、
(b)開閉可能な複数のシャッタ片によって囲繞されたシャッタ開口部を閉動作して、前記開口部内への外皮材の没入を助長すると共に前記載置部材上に残る外皮材における環状の周縁部の残留量を所望量に調節する工程、
(c)内材を供給するための内材吐出ノズルを相対的に降下して、当該内材吐出ノズルに備えた環状の外皮材押圧面と前記載置部材における前記開口部の周縁とによって前記外皮材を挟み込む工程、
(d)前記載置部材上に残留している外皮材の周縁部を、前記内材吐出ノズルの外周面及び各シャッタ片の押圧面に沿って盛上げる工程、
(e)前記内材吐出ノズルから前記外皮材内に内材を供給して外皮材を次第に膨張する工程、
(f)前記内材吐出ノズルを相対的に上昇した後に、前記外皮材の盛上げられた周縁部を、前記シャッタ片によって中央部へ寄せ集めて封着する工程、
の各工程を備えていることを特徴とする包被食品の製造方法。
【請求項2】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに外方向へ押圧流動される外皮材における前記周縁部の放射外方向への拡大を、前記各シャッタ片の押圧面によって規制して前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項3】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込んだ後に、前記シャッタ片の開口部を閉動作するときに、前記外皮材の前記周縁部を放射内方向へ押圧移動して前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項4】
請求項1に記載の包被食品の製造方法において、前記外皮材の前記周縁部を各シャッタ片の押圧面に沿って盛上げる工程は、前記内材吐出ノズルの前記外皮材押圧面と前記開口部の周縁とによって前記外皮材を挟み込むときに、前記外皮材の前記周縁部を放射外方向へ流動することと、前記シャッタ開口部の閉作動によって外皮材の前記周縁部を放射内方向へ押圧移動することとが同時的に行われることによって前記外皮材の前記周縁部を盛上げることを特徴とする包被食品の製造方法。
【請求項5】
請求項1〜4のいずれかに記載の包被食品の製造方法において、前記盛上げられた周縁部は、前記開口部内へ没入された外皮材の厚さよりも薄肉であることを特徴とする包被食品の製造方法。
【請求項6】
請求項1〜5のいずれかに記載の包被食品の製造方法において、前記シャッタ開口部を閉動作して前記外皮材の周縁部を中央側へ押圧するとき、前記載置部材の前記開口部内への外皮材の自重による没入を助長すると共に、前記載置部材上に残留する外皮材の周縁部の生地の残留量を調節するために前記シャッタ開口部の開口径を調節することを特徴とする包被食品の製造方法。
【請求項7】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルは、前記載置部材における前記開口部の周縁との間に前記外皮材を挟み込むときに、前記載置部材上に残留している外皮材の環状の周縁部を、前記各シャッタ片の押圧面に沿って盛上げるために前記外皮材の前記周縁部を放射外方向へ流動させるための環状の外皮材押圧面を下部に備えていることを特徴とする包被食品製造装置。
【請求項8】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルが相対的に下降して前記載置部材の前記開口部の周縁との間に外皮材を挟み込んだ状態にあるときに、前記外皮材の周縁部を各シャッタ片の押圧面に沿って盛上げるために前記外皮材の周縁部を放射内方向へ押圧移動する各シャッタ片の閉動作を制御するための制御手段を備えていることを特徴とする包被食品製造装置。
【請求項9】
請求項7又は8に記載の包被食品製造装置において、前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とする包被食品製造装置。
【請求項10】
外皮材でもって内材を包み込んだ包被食品を製造するための包被食品製造装置であって、
開口部を備えた載置部材と、
前記開口部を覆うように偏平状の外皮材を前記載置部材上へ移送する外皮材移送手段と、
シャッタ開口部を開閉可能かつ閉動作して前記載置部材における前記開口部内への外皮材の自重による没入を助長すべく前記外皮材の周縁部を押圧する押圧面を備えた複数のシャッタ片と、
前記載置部材に対して相対的に下降して前記外皮材内に内材を供給する内材吐出ノズルと、
前記内材吐出ノズルが相対的に上昇した後に、前記外皮材の周縁部を中央部に寄せ集めて封着する複数の前記シャッタ片と、を備え、
前記内材吐出ノズルの相対的な最下降位置は前記載置部材における上面以上の高さ位置であり、当該最下降位置に下降した前記内材吐出ノズルと前記載置部材における前記開口部の周縁との間に、前記外皮材を挟み込むために予め設定した空隙を備えていることを特徴とする包被食品製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−46602(P2013−46602A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2012−23883(P2012−23883)
【出願日】平成24年2月7日(2012.2.7)
【出願人】(000115924)レオン自動機株式会社 (98)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成24年2月7日(2012.2.7)
【出願人】(000115924)レオン自動機株式会社 (98)
【Fターム(参考)】
[ Back to top ]